Eisenwerkstoffe. Stabiles und metastabiles Fe-C-Diagramm. Stähle Einteilung - Anwendung - Wärmebehandlung. Gußeisen
|
|
|
- Ingelore Krämer
- vor 8 Jahren
- Abrufe
Transkript

1 Eisenwerkstoffe Stabiles und metastabiles Fe-C-Diagramm Stähle Einteilung - Anwendung - Wärmebehandlung Gußeisen Einteilung - Anwendung - Wärmebehandlung Randschichtbehandlungen Thermisch - Chemisch - Mechanisch 120

2 Krz α-fe Kfz γ-fe Krz δ-fe Eisen Ordnungszahl 26 T[ C] Raumgitter (RT) kubisch-raumzentriert Dichte 7,9 g/cm³ (bei RT) 1536 Schmelzpunkt 1536 ºC Siedepunkt 2750 ºC (bei 1,013 bar) Spezifische Schmelzwärme 276 kj/kg (bei 1,013 bar) Spezifische Wärmekapazität 450 J/kg*k (bei RT) Wärmeleitfähigkeit 74,5 W/m*K (bei RT) 1392 Wärmeausdehnungskoeffizient K -1 (bei RT) K -1 (Cr-Stähle) 26 2; 3 Symbol Fe 55,847 Fe-Gitterplatz Möglicher Zwischengitterplatz für Kohlenstoff Hauptfundorte: USA, UdSSR, Schweden Eisen besitzt eine graumetallische Farbe 1kg reines Eisen (99,5%) kostet ~ 2 1kg Chrom-Nickel-Stahl kostet ~ 4 1kg warmgewalzter Stahl kostet ~ Reines Eisen kommt selten zur Anwendung. Meist Eisen- Kohlenstoff Legierungen: Stahl oder Gusseisen
 kostet ~ 2 1kg Chrom-Nickel-Stahl kostet ~ 4 1kg warmgewalzter Stahl kostet ~ 1 121 911 Reines Eisen kommt selten zur Anwendung.")

3 Weltweit größten Stahlhersteller 1 kg 1 122

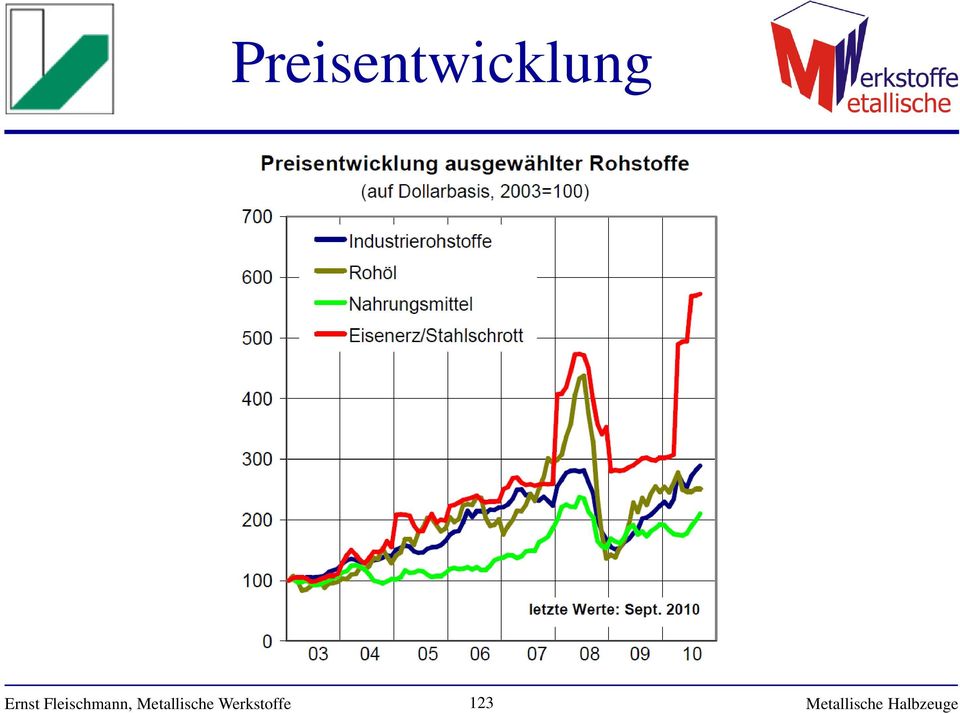
4 Preisentwicklung 123

5 Rohstahlproduktion weltweit Im Jahr 2012 erreichte die Weltrohstahlproduktion mit 1548 Mio. t einen neuen Höchststand. Verantwortlich dafür war wiederum vor allem China, das 46 % der Welt produziert. In Asien, Nordamerika, im Nahen Osten und im übrigen Europa gab es Zuwachsraten gegenüber dem Vorjahr. In den übrigen Regionen der Welt wurde weniger Stahl als im Jahr 2011 geschmolzen. In der EU-27 wurden 10,9 % der Weltrohstahlproduktion erzeugt. Japan, USA, Indien und Russland folgen auf den Rängen. 124

.")
6 Entwicklung der Rohstahlerzeugung Deutschland importierte im Jahr ,5 Mio. t Stahlprodukte und exportiert 39,3 Mio. t ( ca. 1,5 Mrd. Überschuss). Zum Vergleich: Kfz und Kfz-Teile (Jahr 2004): Überschuss ~ 75 Mrd. 125
.")
7 Eisen-Kohlenstoff-Diagramm metastabiles System Fe-Fe 3 C Stabiles System Fe-C 0,02% C-Löslichkeit im Ferrit bei 723 C < 0,001% C-Löslichkeit im Ferrit bei RT 126

8 Das Eisen - Kohlenstoff Reineisen Diagramm: 20 μm 127

9 Untereutektoider Stahl Das Eisen - Kohlenstoff Diagramm: (ferritisch - perlitisch) 20 μm 128

10 Das Eutektoider Eisen - Kohlenstoff Stahl (perlitisch) Diagramm: 20 μm 129
")
11 Übereutektoider Stahl Das Eisen - Kohlenstoff Diagramm: (Perlit + Korngrenzenzemetit) 50 μm 130
 50")
12 Das Eisen - Kohlenstoff Diagramm: Grauguss mit lamellaren Graphit 100 μm 131

13 Das Eisen - Kohlenstoff Diagramm: Ledeburiteutektikum 100 μm 132

14 Einteilung der Eisenwerkstoffe Eisenwerkstoff: Eisengehalt am höchsten Stahl: c C < 2 Masse% (schmiedbar) Gusseisen: 2%< c C < 4,3% (für techn. Gusseisen, nicht schmiedbar) Unlegierter Stahl Si < 0.5 %, Mn < 0.8 %, Al und Ti < 0.1 % und Cu < 0.25 %. Niedriglegierter Stahl: Gesamtlegierungsgehalt < 5 %. Hochlegierter Stahl: Gesamtlegierungsgehalt > 5 %. Edelstahl (legiert oder unlegiert): Begrenzter Gehalt an nichtmetallischen Einschlüssen und unerwünschten Begleitelementen, z.b. P und S < %. 133
: Begrenzter Gehalt an nichtmetallischen Einschlüssen und unerwünschten Begleitelementen, z.")
15 Gefügebestandteile des Eisen-Kohlenstoff-Diagramms 134

: Ausscheidung von γ-mk aus der Schmelze C-Gehalt erstarrter γ-mk ändert sich von Pkt. 1 Pkt. 2. So (ca. 1410 C): Die Erstarrung ist beendet.")
16 Ausschnitte aus dem Eisen-Kohlenstoff-Diagramm: Vorgänge beim Abkühlen Beispiel: Fe mit 0,6% C (untereutektoider Stahl) Temperaturintervall 1: Li (ca C): Ausscheidung von γ-mk aus der Schmelze C-Gehalt erstarrter γ-mk ändert sich von Pkt. 1 Pkt. 2. So (ca C): Die Erstarrung ist beendet. Temperaturintervall 2: Im Einphasenfeld der γ-mk ändert sich deren Konzentration nicht. Temperaturintervall 3: Pkt. 3 (ca. 760 C): Unterschreitung der Löslichkeitsgrenze GS. Aus den kfz γ-mk scheiden sich an den KG krz α-mk mit der Zusammensetzung von Pkt. 4 aus. Der C- Gehalt der restlichen γ-mk steigt bei weiterer Abkühlung bis auf 0,8 % (Pkt. S: 723 C). Bei Pkt. 5 besteht die Legierung aus: m m 0,8 0,6 100% 0,8 0,02 25,6% Ferrit ( saum) m m 100% 25,6% 74,4% Austenit Pkt 6: Der restliche γ-mk zerfällt unterhalb von 723 C in Perlit. 135
. Bei Pkt.")
: Ausscheidung von γ-mk aus der Schmelze. C-Gehalt erster erstarrter γ-mk bei Pkt. 2. Zusammensetzung weiterer ausgeschiedener γ-mk ändert sich entlang So.")
17 Ausschnitte aus dem Eisen-Kohlenstoff-Diagramm: Vorgänge beim Abkühlen Beispiel: Fe mit 3% C (weißes Gusseisen, metastabiles System) Temperaturintervall 1: Li (ca C): Ausscheidung von γ-mk aus der Schmelze. C-Gehalt erster erstarrter γ-mk bei Pkt. 2. Zusammensetzung weiterer ausgeschiedener γ-mk ändert sich entlang So. Die Restschmelze reichert sich dabei an C an. Bei Pkt. 3 besteht die Legierung aus 58% Austenit mit 2,06% C und 42% Restschmelze mit 4,3% C. Temperaturintervall 2: In Pkt. 4 zerfällt die Restschmelze an Punkt C (Eutektikum) eutektisch zu Ledeburit: S C γ 2,06%C + Fe 3 C. Während weiterer Abkühlung scheidet sich sowohl aus den primären γ-mk als auch aus dem Austenit des Ledeburits entlang der Linie A Ccm Sekundärzementit aus (häufig als Schalenzementit, bei beschleunigter Abkühlung auch nadelförmig in den primären γ-mk ). Temperaturintervall 3: In Pkt. 5 erfolgt eutektoidischer Zerfall der γ-mk zu Perlit. Bei RT besteht das Gefüge aus Perlit (= Ferrit + Zementit (Fe3C)) und Ledeburit (=Perlit + Zementit) 136
 eutektisch zu Ledeburit: S C γ 2,06%C + Fe 3 C.")
18 Wirkungsweise der Legierungselemente im Stahl Austenitbildner (eingeengtes α-gebiet) Merke: Ni, C, Co, Mn, N Ferritbildner (eingeengtes γ-gebiet, γ-einschnürer) Merke: Cr, Al, Ti, Ta, Si, Mo, V, W 137
 Merke: Cr, Al, Ti, Ta, Si, Mo, V,")
19 Härte Festigkeit Legierungselement Streckgrenze Dehnung Einschnürung Kerbschlagzähigkeit Elastizität Warmfestigkeit Abkühlgeschwindigkeit Karbidbildung Verschleißfestigkeit Schmiedbarkeit Zerspanbarkeit Verzunderung Nitrierbarkeit Rostbeständigkeit Hysteresis Permeabilität Koerzitivkraft Remanenz el. Leistungsverlust Übersicht: Einfluß der Legierungselemente auf die Eigenschaften des Stahls Mechanische Eigenschaften Magnet.Eigensch. Si In perlit. Mn Stählen In austenit. Mn Stählen Cr In perlit. Ni Stählen In austenit. Ni Stählen Al W V Co Mo Cu S P Erhöhung Erniedrigung ~ gleichbleibend - nicht charakteristisch oder unbekannt Mehrere Pfeile = verstärkte Wirkung 138

20 Wirkungsweise der Legierungselemente im Stahl (alphabetisch) Al As B Oxid- und Nitridbildner Einsatz als wichtigstes Desoxidationsmittel, Denitrierungsmittel, wirkt Alterung entgegen, in Nitrierstählen (Bildung von Nitriden hoher Härte), in geringen Mengen kornfeinend, wirkt stark -einschnürend (ferritbildend), erhöht Zunderbeständigkeit in ferritischen hitzebeständigen Stählen, durch Alitieren (Einbringen von Al in Oberfläche) läßt sich Zunderbeständigkeit von C-Stählen erhöhen, wegen Erhöhung der Koerzitivkraft in Fe-Al-Ni-Co-Dauermagneten Stahlschädling (starke Seigerungsneigung, erhöht Anlaßsprödigkeit, setzt Zähigkeit stark herab, beeintächtigt in hohem Maße die Schweißbarkeit) hoher Wirkungsquerschnitt für Neutronen-Absorption in Stählen für Regler und Abschirmungen von AKWs, erhöht über Mischkristallhärtung Streckgrenze und (Warm-) Festigkeit von austenitischen Cr-Ni- Stählen, setzt Korrosionsbeständigkeit herab, verbessert Durchhärtung in Baustählen und führt damit zu höherer Kernfestigkeit, beeinträchtigt Schweißbarkeit Be Ni-Be-Legierungen sind hart und korrosionsbeständig Verwendung in chirurg. Instrumenten, starker γ- Einschnürer, mit Be Ausscheidungshärtung möglich, wobei Zähigkeit, wirkt stark desoxidierend, hohe Affinität zu S, toxisch C wichtigstes und einflußreichstes Legierungselement im Stahl, gelangt wie Si, Mn, P, S bei der Herstellung in den Stahl und muß anschließend weitgehend wieder entfernt werden. Mit zunehmendem C-Gehalt steigen Festigkeit und Härtbarkeit des Stahls an, während Dehnung, Schmiedbarkeit, Schweißbarkeit und spanabhebende Bearbeitkeit abnehmen. Der Korrosionswiderstand gegen Wasser, Säuren und heißen Gasen wird durch C praktisch nicht beeinflußt. C ist γ-erweiterer. 139
 hoher Wirkungsquerschnitt für Neutronen-Absorption in Stählen für Regler und")
21 Wirkungsweise der Legierungselemente im Stahl Co Cr Cu H hemmt Kornwachstum bei hohen T, verbessert stark Anlaßbeständigkeit und Warmfestigkeit, in Schnell- und Warmarbeitsstählen sowie in warm- und hochwarmfesten Stählen, begünstigt Graphitbildung, erhöht Remanenz, Koerzitivkraft und Wärmeleitfähigkeit Dauermagnete, bildet unter Neutronenbestrahlung das stark radioaktive Co 60 in Stählen für Atomreaktoren unerwünscht. macht Stahl öl- bzw. lufthärtbar, durch Herabsetzen von v krit. für die Martensitbildung erhöht es die Härtbarkeit und damit die Vergütbarkeit in Vergütungsstählen, verringert Kerbschlagzähigkeit, setzt Dehnung wenig herab, Schweißbarkeit nimmt bei reinen Cr-Stählen mit zunehmendem Cr-Gehalt ab, Zugfestigkeit steigt um N/mm² je % Cr. Cr ist Karbidbildner, Karbide steigern Schnitthaltigkeit und Verschleißfestigkeit in Arbeitsstählen. Cr begünstigt Warmfestigkeit ( warm- und hochwarmfeste Stähle) und Druckwasserstoffbeständigkeit. Steigender Cr- Gehalt begünstigt Zunderbeständigkeit ( zunderfeste Stähle), ab 13 % Cr gelten Stähle als dauerhaft korrosionsbeständig. Cr schnürt den γ-bereich ein (γ-loop in Fe-Cr, damit ferriterweiternd), stabilisiert jedoch den Austenit in Cr-Mn- und Cr-Ni- Stählen, verringert Wärme- und elektrische Leitfähigkeit, senkt Wärmeausdehnung Legierungen für Glaseinschmelzungen. selten als Legierungselement, da Anreicherung unter Zunderschicht und Eindringen über Korngrenzen, verursacht Oberflächenempfindlichkeit bei Warmverformungsprozessen: i.d.r. Stahlschädling, erhöht witterungsbeständigkeit un- und niedriglegierter Stähle, in säurefesten hochlegierten Stählen bewirkt ein Cu-Gehalt von > 1% verbesserte Beständigkeit gegen Schwefelsäure und Salzsäure, in GE ca. 0,5 % Cu: verschiebt Perlitnasen zu (Kurbelwellen). Stahlschädling, Versprödung ohne Festigkeitssteigerung, Flockenbildung, beim Beizen entstehender atomarer Wasserstoff dringt unter Blasenbildung in den Stahl ein. Feuchter Wasserstoff entkohlt bei höheren Temperaturen. Mg begünstigt in Gußeisen die kugelige Graphitausbildung 140
22 Wirkungsweise der Legierungselemente im Stahl Mn Mo N desoxidiert. Bindet Schwefel als MnS, verringert dadurch den ungünstigen Einfluß des Eisen-Sulfides besonders wichtig in Automatenstählen, verringert Rotbruchgefahr. Mn senkt v krit und erhöht damit die Härtbarkeit, EHT wird stark erhöht, Rm und Rp werden erhöht, Mn wirkt sich günstig auf Schmiedbarkeit und Schweißbarkeit aus. Mn>4% führt auch bei langsamer Abkühlung zu sprödem martensit. Gefüge Mn>12%, bei gleichzeitig hohem C-Gehalt austenitisch (Mn erweitert γ -Bereich erheblich) bei schlagender Beanspruchung Kaltverfestigung an Oberfläche bei zähem Kern Mn-Hartstähle (Gefängnisgitter, Schauvorlesung) Mn > 18% auch nach starker Verformung nicht magnetisierbar, Sonderstähle für Tieftemperatur-Beanspruchung Durch Mn erhöht sich der Wärmeausdehnungskoeffizient, während Wärme- und elektrische Leitfähigkeit sinken. meist zusammen mit anderen Elementen legiert, durch Absenken von v krit verbesserte Härtbarkeit, verringert Anlaßsprödigkeit (z.b. in Cr-Ni- und Mn- Stählen), fördert Feinkornbildung, wirkt sich günstig auf die Schweißbarkeit aus. Erhöhung von Rp und Rm, bei hohem Mo-Gehalt erschwerte Schmiedbarkeit, starker Karbidbildner, Schneideigenschaften bei Schnellarbeitsstählen deutlich verbessert, erhöht Korrosionsbeständigkeit in hochleg. Cr- und Cr-Ni- Stählen, hohe Mo-Gehalte senken Lochfraßanfälligkeit, starke Einengung des γ -Bereichs, Erhöhung der Warmfestigkeit Warmarbeitsstähle, verringert Zunderbeständigkeit, bildet festhaftenden Zunder (Werkstofftrennung bei Warmwalzen) Stahlschädling: Verminderung der Zähigkeit durch Ausscheidungsvorgänge, Alterungsempfindlichkeit, Blausprödigkeit ( C), Auslösung interkristalliner Spannungsrißkorrosion in un- und niedriglegierten Stählen. Legierungselement: Erweitert γ-gebiet (stabilisiert Austenit), erhöht in austenitischen Stählen Rp und Rm, verbessert mechanische Eigenschaften in der Wärme; durch Nitridbildung läßt sich beim Nitrieren hohe Oberflächenhärte erzeugen 141
23 Wirkungsweise der Legierungselemente im Stahl Nb,Ta fast immer zusammen, da schwer zu trennen, sehr starke Karbidbildner, Verwendung als Stabilisatoren in chemisch beständigen Stählen, kornfeinend, Ferritbildner (verringern γ-bereich). Nb: Erhöhung von Warmfestigkeit und Zeitstandfestigkeit in hochwarmfesten austenitischen Kesselblechen. Ta: Hoher Absorptionsquerschnitt für Neutronen für AKW-Stähle nur Ta-armes Nb. Ni O bei Baustählen Erhöhung der Kerbschlagzähigkeit, auch bei tiefen Temperaturen zur Erhöhung der Zähigkeit in Einsatz-, Vergütungs-, und kaltzähen Stählen. Ni senkt Umwandlungspunkte A1-A4, erweitert stark das γ- Gebiet, bei c Ni >7% auch unterhalb RT austenitisch. Einige % Ni führt zu nur korrosionsträgen Stähle, in austenititischen CrNi-Stählen Erhöhung der chemischen Beständigkeit gegen reduzierende Chemikalien (keine additive Wirkung mit Cr, Korrosionsbeständigkeit durch Cr!). Austenitische Stähle: Bei T > 600 C erhöhte Warmfestigkeit (Rekristallisationstemperatur hoch), unmagnetisch (einfaches Unterscheidungskriterium), verminderte elektrischeund Wärmeleitfähigkeit. Hohe Ni-Gehalte: Stähle mit speziellen physikalischen Eigenschaften: geringe Temperaturausdehnung (auch negativ möglich) Invar Legierungen (FeNi36). Stahlschädling, mechan. Eigenschaften, insbes. Kerbschlagzähigkeit, werden verringert, Neigung zu Alterungssprödigkeit, Rotbruch, Holzfaserbruch und Schieferbruch werden verstärkt. P meist Stahlschädling, da Primärseigerung bei Erstarrung und Sekundärseigerung durch starke Abschnürung des γ- Gebietes, da geringe Diffusionsgeschw. In α- und γ-fe sind Seigerungen schwer zu beheben Begrenzung des P- Gehalts in Stählen meist auf 0,03-0,05 %, P erhöht schon in geringen Mengen die Neigung zur Anlassversprödung sowie die Empfindlichkeit gegen schlagartige Beanspruchung (Sprödbruchneigung). In niedrig leg. Baustählen mit C 0,1 % erhöht P die Festigkeit und Korrosionsbeständigkeit gegen atmosphärische Einflüsse (unterstützt von Cu), in austenitischen CrNi-Stählen sind durch Zugabe geringer Mengen P Streckgrenzenerhöhung und Ausscheidungseffekte möglich. 142
24 Wirkungsweise der Legierungselemente im Stahl Pb S Sb Se bewirkt durch feine suspensionsartige Verteilung in Gehalten von 0,2-0,5 % kurzbrüchigen Span und saubere Schnittflächen, bessere Bearbeitungseigenschaften in Automatenstählen, die mechanischen Eigenschaften der Stähle werden durch die angegebenen Pb-Gehalte praktisch nicht beeinflusst. bewirkt stärkste Seigerungen, bildet niedrigschmelzende Eutektika (Fe-FeS) auf KG, welche die Körner netzartig umschließen, Aufbruch von KG bei Warmverformung (verstärkt durch O 2 ), Rotbruch und Heißbruchgefahr, verstärkt Schweißrißanfälligkeit, Abhilfe: Abbinden als MnS (punktförmig verteilt, gut verformbar, höhere Schmelztemperatur). Als Legierungselement in Automatenstählen mit bis zu 0,4% zur Verbesserung der Bearbeitungseigenschaften zugegeben (Schmierwirkung auf Werkzeugschneide vermindert Reibung, erhöht Standzeit, kurzer Span). Stahlschädling, verringert Zähigkeitseigenschaften, schnürt γ-gebiet ab. Als Legierungselement in Automatenstählen bis zu 0,4 % zur Verbesserung der Bearbeitungseigenschaften zugegeben (Schmierwirkung auf Werkzeugschneide vermindert Reibung, erhöht Standzeit, kurzer Span) Verbesserung der Bearbeitungseigenschaften wie S in Automatenstählen, bei korrosionsfesten Stählen Verminderung der Beständigkeit gegen S Si wie Mn in jedem Stahl enthalten (Erze, Ofenauskleidung), wirkt desoxidierend, begünstigt Graphitausscheidung ( in GE), engt γ-bereich stark ein, erhöht Festigkeit und Verschleißfestigkeit ( in SiMn-Vergütungsstählen), starke Erhöhung der Elastizitätsgrenze in Federstählen, erhöht Zunderbeständigkeit in hitzebeständigen Stählen, Legierungsgehalt an Si begrenzt, da Beeinträchtigung von Warm- und Kaltverformbarkeit. Si > 0,4 %: Siliziumstähle, bei 12 % Si Säurebeständigkeit (selten, da nur als harter, spröder Stahlguß herstellbar), Si bewirkt Herabsetzung von elektrischer und Wärmeleitfähigkeit, Koerzitivkraft und el. Leistungsverlusten in Elektroblechen. 143
25 Wirkungsweise der Legierungselemente im Stahl Sn Ti V W Zr Stahlschädling, reichert sich ähnlich wie Cu unter Zunderschicht an, dringt in KG ein und führt zu Rissen und Lotbrüchigkeit. Sn neigt zu starken Seigerungen, schnürt das γ-gebiet ab. große Affinität zu O, N, S, C, wirkt stark desoxidierend, denitrierend, schwefelbindend, Karbidbildner in korrosionsbeständigen Stählen zur Stabilisierung, wirkt kornfeinend (TiB ebenso wie HfC), schnürt γ-gebiet stark ein, steigert Zeitstandfestigkeit durch Bildung von Sondernitriden, neigt zu Seigerung und Zeilenbildung. Führt in hohen Gehalten zu Ausscheidungsvorgängen, erhöht Koerzitivkraft in Dauermagneten. starker Karbidbildner (sehr harte Karbide), Erhöhung von Verschleißwiderstand, Schneidhaltigkeit und Warmfestigkeit verbessert Anlaßbeständigkeit, vermindert Überhitzungsempfindlichkeit in Schnellarbeits-, Warmarbeits- und warmfesten Stählen; wirkt kornfeinend, hemmt Lufthärtung begünstigt Schweißbarkeit von Vergütungsstählen; erhöht Beständigkeit gegen Druckwasserstiff, engt γ-gebiet ein, verschiebt Curie-Punkt zu höheren Temperaturen. starker Karbidbildner (sehr harte Karbide), verbessert Zähigkeit, behindert Kornwachstum, erhöht Warmfestigkeit und Anlaßbeständigkeit sowie Verschleißbeständigkeit bei erhöhter Temperatur (Rotglut), erhöht Schneidfähigkeit in Schnellarbeits-,Warmarbeits- und warmfesten Stählen und zur Erzielung höchster Härte; engt γ-gebiet ein, Steigerung der Koerzitivkraft in Dauermagneten, beeinträchtigt Zunderbeständigkeit, hohes spezifisches Gewicht. Karbidbildner, zur Desoxidation, Denitrierung, Entschwefelung, hinterläßt wenig Desoxidationsprodukte, übt günstigen Einfluß auf Sulfidbildung aus, vermindert Rotbruchgefahr in völlig beruhigten Automatenstählen, erhöht Lebensdauer von Heizleiterwerkstoffen, bewirkt Einengung des γ-gebietes. 144
26 Merkregeln/Eselsbrücken: "Niccoman macht gamma an" (Ni, C, Co, Mn, N Austenitbildner) "Craltitasimovw" (Cr, Al, Ti, Ta, Si, Mo, V, W Ferritbildner) Bezeichnung niedriglegierte Stähle: "Mit 100 PS nach Canstatt" (Faktor 100 für C, N, P, S) "Alcumotativ" (Faktor 10 für Al, Cu, Mo, Ta, Ti, V) "Chrom connte man nicht sicher wahrnehmen" oder: "Man sieht nie 4 weiße Crocodile" (Faktor 4 für Cr, Co, Mn, Ni, Si, W) Beispiel: 17CrNi6-6 0,17% C + 1,5% Cr + 1,5% Ni Reihenfolge der Häufigkeit von Elementen in der Erdkruste: Osialfe nakampfmg 145
27 Änderung physikalischer Eigenschaften mit der Temperatur E-Modul [GPa] Dichte [g/cm 3 ] therm. Ausdehnungskoeff.[10-6 /K] Temperaturleitfähigkeit [mm 2 /s] 200 8,0 Dichte 20 6, ,8 E-Modul 19 5, ,6 therm. Ausdehnungskoeffizient 18 5, ,4 7,2 Temperaturleitfähigkeit , T [ C] 1000 für Reineisen Werte bei RT für verschiedene Stähle: 146
28 Atomvolumen Ω [10-30 m 3 ] E-Modul [GPa] Änderung von Werkstoffeigenschaften mit der Temperatur 12,8 12,4 12, C γ 911 C 1536 C δ Änderungen von RT auf 700 C bei dem Werkstoff 42 Cr Mo 4 (1.7225): Zugfestigkeit R m von 1600 auf 800 MPa Streckgrenze R p0,2 von 1470 auf 700 MPa Bruchdehnung A von 8 auf 13% 11, , Temperatur [ C] Temperatur [ C]

29 Tendenzen und Arten der Karbidbildung T m HfC = 3890 C 148
30 Karbidstrukturen M 6 C M 23 C 6 149
31 Vorgänge bei beschleunigter Temperaturführung: 150
32 Einfluß einer beschleunigter Abkühlung Das Eisen-Kohlenstoff-Diagramm ist ein Gleichgewichtsdiagramm. Die Bildung der Gefügebestandteile laut Phasendiagramm erfordert ausreichend lange Zeiten für Diffusionsvorgänge. Es gilt daher streng genommen nur für unendlich lange Abkühlzeiten. Mit zunehmender Abkühlgeschwindigkeit werden Diffusionsvorgänge erschwert. Umwandlungen laufen bei niedrigeren Temperaturen ab und es entstehen andere Gefüge als im Phasendiagramm dargestellt. 151
 Sorbit (250HV) Troostit (400 HV)")
, Martensit (hell) untere Zwischenstufe 152")
33 Gefügebestandteile von Eisen-Kohlenstoff- Legierungen nach beschleunigter Abkühlung Perlitstufe Perlit (180 HV) Sorbit (250HV) Troostit (400 HV) Bainit obere Zwischenstufe 50 µm Martensit Nadeliger Martensit Troostitrosetten (dunkel), Martensit (hell) untere Zwischenstufe 152 Massiver Martensit
34 Mechanismen der Umwandlung Diffusionsgesteuerte Umwandlungsprozesse: Perlitstufe: Perlit γ Diffusionsweg C x D t Abstand der Fe 3 C-Lamellen verringert sich mit steigender Abkühlgeschwindigkeit bis bei extrem verringerten Diffusionswegen sehr feine globulitische Fe 3 C- Ausscheidungen entstehen. Sorbit Troostit Zwischenstufe: (Bainit) obere Zwischenstufe (nadelig) untere Zwischenstufe (globulitisch) d(fe 3 C) : d(α-fe) = 1 : 7 Fe 3 C (wenige nm bis 100 nm) 153 untere Zwischenstufe an 55Cr3 sehr feine Karbidausscheidungen
35 Umwandlung in der Martensitstufe Hohe Abschreckgeschwindigkeit diffusionsloser Umklappvorgang (Schiebungsumwandlung) Austenitgitter Tetragonal verzerrtes Gitter hoher Spannungszustand Glashärte Anlassen Martensitgitter o Fe C Lattenmartensit Niedrig leg. Stahl C=0,17%; 1200 C/H 2 O Plattenmartensit mit RA überkohlter Rand eines Einsatzstahls1100 C/H 2 O ε-martensit Entkohlter Rand eines X120Mn12 154
36 Einfluß des Kohlenstoffgehalts auf die Martensitbildung (Härten von Stahl) M s und M f -Temperatur Abkühlgeschw. Restaustenitgehalt 155
37 Vorgänge bei beschleunigter Temperaturführung: Rasche Erwärmung Zeit- Temperatur- Austenitisierungs- Diagramme EKS Rasche Abkühlung Zeit- Temperatur- Umwandlungs- Diagramme ZTA ZTU 156
38 Zeit Die 3. Dimension Thermodynamik vs. Kinetik Entstehung von ZTU-Diagrammen Δt ~ v
39 ZTU-Diagramme ZTU-Schaubild eines untereutektoiden Stahls mit 0,45% C Isotherm Kontinuierlich 158
 Abkühlverlauf 2 (z.b.ölabkühlung) Abkühlverlauf 3 (z.b. Wasserabkühlung) 3%Ferrit, 70%Perlit, 17%Zwischenstufe 98% Martensit mit 2% Zwischenstufengefüge")
40 Gefügebestandteile nach unterschiedlicher Abkühlung anhand des ZTU-Diagramms Kontinuierliches ZTU für einen Stahl mit 0,45 %C 60% Ferrit (weiß), 40%Perlit 159 Abkühlverlauf 1 (z.b. Luftabkühlung) Abkühlverlauf 2 (z.b.ölabkühlung) Abkühlverlauf 3 (z.b. Wasserabkühlung) 3%Ferrit, 70%Perlit, 17%Zwischenstufe 98% Martensit mit 2% Zwischenstufengefüge
41 Einfluß der Legierungselemente auf das Umwandlungsverhalten dargestellt an isothermen ZTU-Diagrammen a) unlegierter Stahl b) niedrig legierter Stahl meist großer Existenzbereich des Zwischenstufengefüges c) hoch legierter Stahl (Trennung der Perlitstufe von der Zwischenstufe durch Karbidbildner (Cr, Mo, V, W)) 160
42 Umwandlungen in der Perlit- und Zwischenstufe 1: Perlitisieren Ziel: gut zerspanbares perlitisches Gefüge, zäh 2: Patentieren Ziel: feinstreifiges sorbitisch-troostitisches Gefüge mit sehr guter Kaltverformbarkeit für die Herstellung von Drähten (Rm bis 3000 MPa). Die unterschiedlichen Abkühlbedingungen zwischen Rand und Kern werden durch die Seigerung der Legierungselemente über den Querschnitt kompensiert. 3. Zwischenstufenvergüten Ziel: Zwischenstufengefüge mit herausragenden mechanischen Eigenschaften; Abbau der Spannungen im gut verformbaren Austenit, daher besonders für rißempfindliche Stähle geeignet, geringer Verzug, keine Anlaßversprödung 161
43 Härten von Stahl Härtetemperaturen in Abhängigkeit vom C-Gehalt 162
44 Härtbarkeit = Aufhärtbarkeit + Einhärtbarkeit Maximal erreichbare Härte, im wesentlichen Abhängig vom C-Gehalt Maximale Einhärtetiefe (EHT), im wesentlichen abhängig von Legierungselementen 1200 HV
45 Prüfung der Härtbarkeit: Jominy- Versuch (DIN ) Typischer Verlauf von Stirnabschreck- Härtekurven Jominy-Versuchsaufbau 164
46 Wasser-, Öl-, und Lufthärter Abkühlverläufe für unterschiedlich legierte Stähle mit gleichem C-Gehalt (Rand und Kern), 100 mm Durchmesser Wasserhärter Ölhärter Lufthärter 165
47 Härten, Anlassen, Vergüten Mehr dazu (Härteverzug, Anlassstufen, Gefügeveränderungen beim Vergüten) in den Vorlesungen: Metalle II Bei Wahl des Vertiefungsfachs Metalle: Dr. Dieter Müller, Renkel-MAN, 1 SWS Vorlesung, im SS: "Wärmebehandlung metallischer Werkstoffe" 166
48 Nichtrostende Stähle 167
49 Masseverlust in g / cm² Entwicklungsgeschichte nichtrostender Stähle 1912: Entdeckung V2A=Versuchsschmelze 2 Austenit, X12CrNi18-8 neu: Werkstoffnr X5CrNi18-10 andere Handelsnamen Nirosta (Krupp), Cromargan (WMF), stainless steel (nicht zu verwechseln mit Edelstahl mit besonderer Reinheit). 0,10 Stahl mit mehr als 12 % Chrom bildet eine 0,08 fest haftende Deckschicht, die Passivschicht. 0,06 0,04 Entwicklung weiterer Legierungssysteme mit anderen Elementen Ni, Mo, Cu, Si, Mn, N, Ti, Nb u.a.. 0,02 0, Optimierung der Eigenschaften und der Herstellungsverfahren. Heute: Eine Fülle nichtrostender Stähle und maßgeschneiderte Problemlösungen

50 Einteilung nichtrostender Stähle X5CrNi18-10 X6Cr17 austenitisch ferritisch X3CrNiMo X2CrNiMoN martensitisch ferritisch-austenitisch 169
51 Nickelgehalt [wt.%] Gefügeschaubild nach Strauss und Maurer für Chrom-Nickel-Stähle mit etwa 0,2 % Kohlenstoff Austenit X5CrNi (V2A: X12CrNi 18-8) Austenit - Ferrit 4 Ferrit - Perlit Martensit - Ferrit Chromgehalt [wt.%] 170
52 Nickel-Äquivalent: %Ni + 0,5 %Mn + 30 (%C + %N) Schaeffler-Diagramm Austenit + Martensit Martensit Ferrit + Martensit Austenit X5CrNi V2A Martensit + Ferrit A +M % Ferrit: 0 +F 171 Austenit + Ferrit Chrom-Äquivalent: %Cr + 1,5 %Si + 0,5 %Nb + 2,0 %Ti + 1,4 %Mo
53 Korrosionsbeständigkeit Relation von Korrosionsbeständigkeit und Festigkeit der verschiedenen Sorten Austenitische Stähle Superferritische Stähle Ferritischaustenitische Stähle Nickelmartensitische Stähle Martensitische Stähle Ferritische Stähle Festigkeit 172
54 Übersicht über nichtrostende ferritische Stähle Grundtyp % Chrom % Chrom % Chrom +1 2,5 % Molybdän 28 % Chrom +4 % Molybdän + (Ni) (Superferrite) Typische Stähle nach Norm EN 10088; SEW Anwendung Anwendungsbereiche bzw. -komponenten Schienen- und Straßenfahrzeuge Maschinen- und Anlagenbau Agrartechnik Haushalt Abgasanlagen / Gasturbine Containerbau Wärmetauscher Automobilindustrie Handhabung hochkonzentrierter Schwefelsäure 173
55 Übersicht über nichtrostende austenitische Stähle Grundtyp Typische Stähle nach Norm EN 10088; SEW 400 Anwendung Anwendungsbereiche bzw. -komponenten 18 % Chrom 8-10 % Nickel 17 % Chrom % Nickel 2 % Molybdän Sonderstähle: bis 25 % Chrom bis 20 % Nickel bis 7 % Molybdän bis 0,50 % Stickstoff (Kupfer) Chemische Industrie Haushalt Nahrungsmittelindustrie Apparate- und Behälterbau Rohrleitungen Umwelttechnik Rauchgasentschwefelung Wasseraufbereitung Offshoretechnik Meerestechnik / Meerwasserentsalzung Bauwesen / Architektur Rohrleitungen Schmuck, Schwimmbadarmaturen 174
56 Übersicht über nichtrostende ferritisch-austenitische Stähle Grundtyp Typische Stähle nach Norm EN 10088; SEW 400 Anwendung Anwendungsbereiche bzw. -komponenten 23 % Chrom 4 % Nickel 22 % Chrom 5 % Nickel 3 % Molybdän Stickstoff 25 % Chrom 7 % Nickel 4 % Molybdän Stickstoff (Cu, W) Chemische Industrie Onshore- / Offshoretechnik Chemikalientankerbau Meerestechnik / Meerwasserentsalzung Behälter Apparate Rohrleitungen 175
57 Übersicht über nichtrostende martensitische Stähle Grundtyp Kohlenstoff-martensitische Stähle bis 0,50 % Kohlenstoff 13 % Chrom bis 0,50 % Kohlenstoff 17 % Chrom 1 % Molybdän Nickelmartensitische Stähle 13 % Chrom 4 % Nickel 16 % Chrom 5 % Nickel + (Mo) Aushärtbare nickelmartensitische Stähle 13 % Chrom 4 % Nickel + Cu Typische Stähle nach Norm EN 10088; SEW Anwendung Anwendungsbereiche bzw. -komponenten Wellen, Spindeln Konstruktionsteile im Wasserkraftwerksbau Bremsscheiben Messerklingen Chirurgische Instrumente Pumpen, Verdichter Wasserturbinen Erdöltechnik Kältetechnik Schrauben Spindeln
58 Formeln zur Berechnung von Martensittemperaturen M d30 = [ %(C+N)-9,2(% Si)-8,1(% Mn)-13,7(% Cr)-9,5(% Ni)-18,5(% Mo)] C M d30 ist die Temperatur, bei der nach 30%iger Umformung 50% Martensit gebildet wird. M s = [ %(C+N)-28(%Si)-33(%Mn)-42(%Cr)-61(%Ni)] C Martensitpunktberechnung nach Hull und Eichelmann 177
59 Einfluss von Legierungszusätzen auf das Ausscheidungsverhalten korrosionsbeständiger Stähle Wärmezufuhr: Hoch Chrom -Phase (FeCr); ~ % Cr tetragonal Hoch Molybdän -Phase (Fe 36 Cr 12 Mo 10 ); ~ % Cr kubisch Lavesphase (Fe 2 Mo) bis zu 45 % Mo + Kohlenstoff Carbid (M 23 C 6 ); ~ 65 % Cr kubisch + Stickstoff Nitrid Cr 2 N; 90 % Cr hexagonal + Stickstoff z-phase; 25 % Cr + Niob tetragonal 178
60 Überblick über physikalische und mechanische Eigenschaften Stahlsorte Dichte E-Modul Wärmeausdehnungskoeffizient ( C) Spezif. Wärme Elektr. Widerstand bei 20 C 0,2%- Dehngrenze Zugfestigkeit Bruchdehnung (kg/dm 3 ) (N/mm 2) (10-6 xk -1 ) (Jxkg -1 xk -1 ) (mwxm) (N/mm 2) (N/mm 2) (%) Ferritisch 7, , , Duplex 7, , , Austenitisch 7, , , Ferrite: Verformungsverhalten grundsätzlich ähnlich zu Baustählen Durch fehlende Phasenumwandlung keine Härtbarkeit Einstellung der Festigkeit nur durch Kaltumformung möglich Bei stabilisierten Ferriten hohe Verformbarkeit Austenite: Niedrige Streckgrenze Starke Verfestigung Sehr hohe Duktilität (auch bei tiefen Temperaturen) Hohe Verformungsfähigkeit 179
61 Zugfestigkeit und Streckgrenze [N/mm²] Zugfestigkeit und Streckgrenze [N/mm²] Verfestigungsverhalten (schematisch) der nichtrostenden Stähle Bruchdehnung [%] Bruchdehnung [%] 70 Zugfestigkeit Streckgrenze Zugfestigkeit Streckgrenze Bruchdehnung Bruchdehnung Verformungsgrad [%] Verformungsgrad [%] Austenitische Stähle Ferritische Stähle
62 Kerbschlagarbeit [J] Kerbschlagarbeit-Temperatur-Kurven verschiedener nichtrostender Stahltypen 150 Chrom-Nickel-Austenit Chrom-Nickel-Martensit 100 Chrom-Ferrit Prüftemperatur [ C] (DVM-Proben) 181

63 Einstufung der Korrosionsbeständigkeit nichtrostender ferritischer Stähle 182
 (V4A, X5CrNiMo 17-12-2)")
64 Einstufung der Korrosionsbeständigkeit nichtrostender austenitischer Stähle (V2A) (V4A, X5CrNiMo ) 183


65 Chrysler Building, New York 184

66 Plaza Tower Costa Mesa, Kalifornien (USA) Werkstoff: Edelstahl Rostfrei mit strukturgewalzter Oberfläche (Dessin Leinen) 185

67 Neuer Zollhof Hafen Düsseldorf Architekt: Frank Gehry, USA 186
68 Dubai Höchstes Gebäude der Welt (828 m) Einweihung "Geschmückt ist die Fassade des Wolkenkratzers mit Edelstahl, der in Deutschland hergestellt worden ist. Die ThyssenKrupp Nirosta in Krefeld fertigte das Material, das im Werk Dillenburg gewalzt wurde. Die deutsche Partnerfirma Strukturmetall (bei Heilbronn) bearbeitete den Werkstoff weiter und lieferte diesen nach Dubai - insgesamt rund 400 Tonnen. Dort wurden sie in Streifen geschnitten. Die am Ende 420 Millimeter breiten Bänder sind an den Stirnseiten der Etagen- Plattformen angebracht und umfassen die riesigen Glasfenster der Außenfront." ThysscenKrupp Stainless Steel AG 187
 188")
69 Einsatzgebiet martensitischer Chromstähle (NIROSTA 4021 = = X20Cr13 NIROSTA 4034 = = X46Cr13) 188

70 Einsatzgebiete austenitischer Cr-Ni-Mo-Stähle NIROSTA 4401 = X5CrNiMo NIROSTA 4571 = X6CrNiMoTi

71 Einsatzgebiet höherlegierter Cr-Ni-Mo-Stähle NIROSTA 4439 = X2CrNiMoN NIROSTA 4539 = X1NiCrMoCu

72 Hochtemperaturlegierungen Ni-, Cr-, Co- Basis oder intermetallische Verbindungen 191
73 Nickel Ordnungszahl 28 Raumgitter kubisch-flächenzentriert Dichte 8.9 g/cm³ (bei 20ºC) Schmelzpunkt 1455ºC Siedepunkt 2732ºC (bei 1,013 bar) Spezifische Schmelzwärme 301 kj/kg (bei 1,013 bar) Spezifische Wärmekapazität 0,45 J/(g K) (bei 20ºC) Wärmeleitfähigkeit 90 W/(m K) bei 25ºC) Hauptfundorte: Kanada, Russland, China, auch Neukaledonien, Philippinen, Amerika. Nickel lässt sich gut schweißen, löten und zerspannen Preis 13,66 /kg ( ) /100 kg 192
74 Zustandsdiagramm Nickel-Chrom A ssessed N i-c r p h ase diagr am. krz kfz 193
; 18-20% Cr, 76-80% Ni. Hochhitzebeständig, sehr warmfest. Elektroöfen und -geräte. Emailieröfen, Lötkolben.")
75 Nickel-Chrom-Legierungen Wegen ihrer hohen Hitzebeständigkeit und ihres hohen spezifischen elektrischen Widerstandes werden die bis zu 32% Cr enthaltenden Legierungen für Widerstände, Heizleiter und Ofenbauteile eingesetzt. Die Widerstandslegierungen: NiCr 8020: ( 20ºC =1, W/m); 18-20% Cr, 76-80% Ni. Hochhitzebeständig, sehr warmfest. Elektroöfen und -geräte. ieröfen, Lötkolben. Atmosphäre muß schwefelfrei sein. NiCr 6015: ( 20ºC =1, W/m); 14-16% Cr, 58-62% Ni, Rest Fe. Hitzbeständig, warmfest, hoher spezifischer Widerstand. Elektrowärmegeräte, hochbelastbare Widerstände. NiCr 3020: 20-22% Cr, 29-31% Ni Rest Fe. Hitzbeständig, sehr warmfest unempfindlicher gegen schwefelhaltige u. aufkohlende Gase. Elektroofen bis 1150 C. Haushaltgeräte. NiCr 2520: 23-25% Cr, 18,5-19,5% Ni, Rest Fe. Hitzebeständig, warmfest. Für Härtöfen besonders geeignet. Temperaturgebiet C. NiCr10 gegen Ni Thermoelement Typ K bis 1250 C) NiCr Heizelement 194
76 Nickelanteile in verschiedenen Legierungen Turbinenbau C Mn Cr Ni Fe Mo Co W Nb Ti Al X 10 CrNiNb 18 9 (W. Nr ) max. 0,04 max. 2, Rest (~ 70) > 8 x C - - Incoloy 800 (W. Nr ) max. 0,03 max. 1, Rest (~ 45) ,4 0,4 Hastelloy X (W. Nr ) max.0,10 max 1,0 22 Rest (~ 48) ,5 0, NiCr Stähle Rm Rp0,2 20 C Rp0,2 300 C R m/1000h/750 C R m/1000h/900 C A N/mm² 350 N/mm² 320 N/mm² 110 N/mm² 24 N/mm² 40% 195
77 Korrosionsfeste Nickel-Legierungen HASTELLOY alloy C-276 HASTELLOY alloy B-2 HASTELLOY alloy C-22 HASTELLOY alloy G-30 Nickel 200/201 MONEL alloy 400 MONEL alloy 405 MONEL alloy 500 INCONEL alloy 600 INCONEL alloy 625 Anwendungen: Chemie- und Ölindustrie Flüssiggasrohre Säuretanks Vakuumanwendungen Filtern für chloridhaltige Säuren Goldputzen Hochtemperatur Chemie (bis 550 C) Rohre für Atomkraftwerke HASTELLOY B-2 Chemiewerke HASTELLOY C-22 Gasrohre HASTELLOY C-22 Säurepumpe 196
78 Nickellegierung mit hohem Kobalt Anteil bis 850 C Waspaloy (2.4654) Ni 58% (bal.) Cr 20% Co 14% Mo 4% Ti 3% Al 1% Erstes Schaufelkranz der Turbine 197 Waspaloy Bolzen
79 Extrem Temperaturbeständige Nickel-Legierungen (bis 1050 C) Inco z.b. Inconel 738 LC RollsRoyce SRR 99 Canon-Muskegon CMSX-4... Anwendungen: Gasturbinenbau Propeller- und Pumpenteile Teile von Atomreaktoren Raketendüsen Ofenteile Seewasserfeste Teile 198
80 Zustandsdiagramm Nickel-Aluminium A ssessed A l - N i p h ase d i ag r am C 1385 C 199
81 Warum Nickel als Basiselement mit Al-Zugabe? Anomales Verhalten der mechanischen Eigenschaften von Ni 3 Al bei Zunahme der Temperatur: 500 superalloy heat treated flow stress [MPa] Copley and Kear, Trans. AIME Vol. 239 (1967), superalloy as cast Ni 3 Al nickel solid solution temperature [ C] 70 % 100 % 0 % 200
82 Kristallstrukturen NiAl Ni 3 Al Ni Al Ni B2-geordnet L1 2 -geordnet (Basis krz) (Basis kfz) kfz a b oder a 100 a b oder a 100 d Ni3 Al = 358,0 pm Legierungselemente statistisch verteilt (Mischkristall, solid solution) a b d nickel solid sol. = 358,7 pm 201
83 Zweiphasig, Einkristall: Mikrostruktur der Legierung CMSX-4 kfz-matrix (Nickelmischkristall) Ni 3 Al L1 2 geordnete ' Phase Volumenanteil 70% 202 Annähernd Versetzungsfrei Titelblatt Habilitationsschrift Glatzel
84 Ternäres Phasendiagramm Al-Ni-Cr Cr engt Phasengebiet der '-Phase ein, bei hohen Cr- Zugaben müssen ' bildende Elemente zugegeben werden. Entwicklung zu höherer Temperaturbeständigkeit (Cr und Al ) 203
85 Big, Single Crystal Blade Blade for stationary gas turbine for power production $
86 Coefficient of Efficiency regular fuel car engine: 23% diesel car engine: 27% aircraft turbine: 30-35% stationary gasturbine: 40% gas and steam generation: 60,4% gas + steam + long distance heating: 87% max theor. Tin T T in out increase of T in increases coefficient of efficiency 205
87 temperature [ C] Increase in Temperature due to Improved Construction and Material polycrystalline military civilian directional solidified material temperature single crystal gas temperature improved cooling improved materials ceramics?? platinum base alloys? constant improvement 5-10 C/year year 206
88 Mehr über (einkristalline) Nickel-Basis- Superlegierungen und deren Anwendung als Hochtemperaturwerkstoffe in der Vorlesung Advanced High Temperature Alloys im Vertiefungsfach Metalle 207
89 Kobalt Ordnungszahl 27 Raumgitter hexagonal Dichte 8,93 g/cm³ (bei 20ºC) Schmelzpunkt 1494 ºC Siedepunkt 2870 ºC (bei 1,013 bar) Spezifische Schmelzwärme 243 kj/kg (bei 1,013 bar) Spezifische Wärmekapazität 422 J/kg*k (bei 20ºC) Wärmeleitfähigkeit 100 W/m*K (bei 25ºC) Hauptfundorte: Mittel- und Nordafrika, Kanada, USA; auch Deutschland. Kobalt ist ferromagnetisch. Preis pro 1kg Kobalt ist ~ 30 /kg (Jan. 2006) 208
90 Kobalt-Basis-Superlegierungen Legierungbezeichnung Art der Chemische Zusammensetzung in Masse- % Typische Anwendungen Legie- rung C Cr Ni Fe Co Mo W Ti Nb Ta Cb B Zr S-816 Knet 0, ,0 4, Gasturbinen Laufräder und Schaufeln HS-25 Knet 0, Leitschaufeln, Nachbrenner MAR-M509 Guß 0,6 21, ,2-3,5-0,010 0,4 Lauf- und Leitschaufeln (Flugtriebwerke) MAR-M302 Guß 0,85 21, ,0-0,005 0,15 Gasturbinen-Lauf- und Leitschaufeln MAR-M322 Guß 1,0 21, ,75-4, ,25 Desgl. HS-21(LK4) Guß 0, Gasturbinen Teile X-40 Guß 0, ,5 54-7, Gasturbinen Teile FSX414 Guß 0,35 27, Leitschaufeln UMCo 50 Guß 0, , UMCo 51 Guß 0, , ,1 - - Viele Legierungen werden mit eigenem Namen gehandelt wie z.b.: Waspaloy: United Aircraft Co. Rene: General Electric. Co. MAR-M: Martin Marietta Corp. UMCo: Union Miniere Udimet: Special Metals Inc. 209
91 Kobalt Korrosionschutzlegierungen ULTIMET ist eine Korrosionsschutzlegierung. Sie ist beständig in Seewasser und Säuren. 54% Co 26% Cr 9% Ni 5% Mo 3% Fe 2% W 0,8% Mn 0,3% Si 0,08% N 0,06% C ULTIMET Maschinenelemente für Marinediesel Dichte 8,47g/cm³ HV: 20 C ULTIMET Blasdüse 210 ULTIMET H-2082 Säuretank
92 Hartmetall mit Kobalt als Bindemetall WC, TiC, TaC, NbC sind ineinander löslich. Als Bindemetall verwendet man in den meisten Fällen Kobalt. Karbide in der Größe 1-10 mm mit 80-95% Volumenanteil. Sie werden über die pulvermetallurgische Route hergestellt Z.B.: Co-WC Legierungen (Widia, eingetragener Markenname der Firma Krupp für Hartmetall, 1926). Quasibinäres Zustandsschaubild Co-WC Beschichtungen mit TiC, Al 2 O 3, TiN und TiCN (ab ca. 1970) verbessern die Produktivität der Zerspanung nochmals beträchtlich 211
93 Recycling Werkstoffprüfung / Qualitätssicherung Vom Werkstoff zum Bauteil Fertigungsabläufe Energie Erze Zuschläge Schmelzmetallurgie Metalldarstellung Raffination Schmelzen / Legieren Pulvermetallurgie Formguß Gießen Block- Strang- Bandguß Verdüsen Metallpulver Mischen / Kompaktieren Umformen Spanende Formgebung Stoffeigenschaftsänderung Beschichten Trennen Abtragen Verbinden Fertigteil Demontage 212 Montage / Einsatz
94 Verteilung der Inhalte auf die Urformen verschiedenen Vorlesungen Gießen: Form-, Block-, Strang- und Bandguß Pulvermetallurgie (Sintermetalle, metal-injectionmoulding (MIM)) in Einführungsvorlesung (G3) Umformen: Schmieden, Walzen, Ziehen, Blechumformung in Werkstofftechnologie und Halbzeuge (H1) 213
95 Umformen Definition und Einteilung Definition: Umformen ist Ändern der Form mit Beherrschung der Geometrie (Gegensatz zu Verformen). Blechumformung: Massivumformung: Biegen und Tiefziehen - Stauchen - Schmieden Gesenkschmieden Freiformschmieden - Walzen - Ziehen - Fließpressen - Strangpressen Vorwärtsstrangpressen Rückwärtsstrangpressen 214
96 Umformen Vorteile/Nachteile Vorteile: Verbesserung des Gefüges (Poren, Seigerungen, Einschlüsse (Korngröße/-form) hohe Bauteilsteifigkeit Kaltverfestigung Hohe Materialausnutzung Geringer Energiebedarf Geringe Stückkosten Niedrige Stückzeiten Entwicklungsaufwand geringer als beim Gießen Nachteile: Wirtschaftlich erst bei hohen Stückzahlen Geometrieeinschränkungen Bei falscher Prozessführung Risse, Fehlstellen 215
97 Umformen - Einteilung (nach Temperatur) Warmumformung: Große Umformbarkeit Geringe Umformkräfte Geringe Änderung von Festigkeit und Dehnung Kaltumformung: Enge Maßtoleranzen Keine Verzunderung der Oberfläche Erhöhung der Festigkeit und Dehnung 216
98 Umformen - Einteilung (nach wirksamen Spannungen) Umformen Zug-Druckumformen Druckumformen Zugumformen Biegeumformen Schubumformen Walzen Freiformen Gesenkformen Durchziehen Tiefziehen Kragenziehen Längen Weiten Tiefen Biegen mit geradlinieger Werkzeugbewegung Verschieben Verdrehen Eindrücken Durchdrücken Drücken Knickbauchen Biegen mit drehender Werkzeugbewegung IHU 217
99 Umformen Blech- und Massivumformung Blechumformung Massivumformung Tiefziehen Biegen - flächiges Halbzeug: große Oberfläche/ geringe Wanddicke - i. A. keine gewollte Blechdickenänderung - annähernd zweiachsige Spannungszustände - Hohlteile Fließpressen, Stauchen Schmieden - Halbzeug: Stäbe, Gußstücke - räumliche Hohlteile mit großen Querschnittsänderungen - mehrachsige Spannungszustände 218
100 Abgrenzung von Umformtechnik und Festigkeitslehre = F A 0 R P0,01 elastisch-plastischer Bereich (Umformtechnik) elastischer Bereich (Festigkeitslehre) ε = 0,01% ε = (l-l 0 )/l 0 219
101 Umformen - Fließkurve Merke: In der Umformtechnik wird das wahre Spannungsdehnungsdiagramm (Fließkurve) herangezogen Grundsatz: Material wird nicht verdichtet und Zusammenhang bleibt erhalten Volumenkonstanz (Grundlage der Plastizitätstheorie) 220
102 Relativer Energiebedarf und Rohstoffausnutzung beim Umformen im Vergleich zu anderen Verfahren einschließlich dem Aufwand für Stahlherstellung und Energieinhalt des Abfalls Doege, Behrens: Handbuch Umformtechnik 221
103 Schmieden 222
104 Schmieden - Werkstoffe Zum Schmieden eignen sich grundsätzlich alle knetbaren Metalle. Umformverhalten unterschiedlicher Werkstoffgruppen 223

105 Temperatur, C Schmieden - Werkstoffe Schmiedeteile aus Stahl haben aufgrund der Vielfalt der Stahlsorten mit ihren anpassbaren Eigenschaften eine überragende Bedeutung. -Austenit, kfz Anfangsschmiedetemperatur Endschmiedetemperatur + Fe 3 C 0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 Kohlenstoffgehalt, % 224 Normblätter, in denen die für Schmiedeteile gebräuchlichsten Stahlsorten aufgeführt sind Verunreinigungen wie S und P dürfen höchstens insgesamt 0,1% betragen, da sie den Stahl kalt- bzw. rotbrüchig machen
106 Schmiedetemperatur nach Werkstoffen Werkstoff Anfangstemperatur [ C] Schmiede- Endtemperatur [ C] Aluminiumlegierungen AlCuMg Kupferlegierungen CuZn Unlegierter Baustahl HSS, S Nitrierstahl, 27CrAl Merke: Unlegierte Stähle bis 0,4% C rasch erwärmen. Stähle mit C > 0,4% langsam bis 700 C danach rasch auf Schmiedetemperatur, um Spannungsrisse zu vermeiden 225
107 Temperatur Beispiel: TiAl6V4 T [ C] 1050 β - Region β-phasengrenze β transformiert 1000 α + β Region 10% α % α 90% α Block Anlassen Fertig- Schmieden Lösungsglühen TiAl α - Region Vanadium, wt.% Zeit Die Temperaturführung muß beim Schmieden auf 20 C genau eingehalten werden, damit das gewünschte äquiaxiale Gefüge entsteht. Geschmiedeter Ti-Ring (ø ca. 90 cm) 226 V98MD002
108 Vergleich herkömmliches Stauchen mit Elektrostauchen Herkömmliches Stauchen 4 Stufen Elektrostauchen + Presse 2 Stufen 1: Stauchstempel 2: Klemmbacke 3: Führungselektrode 4: Verschleißplatte 5: Amboßelektrode 6: Transformator Hohe Stauchverhältnisse möglich durch genaue Temperaturführung/Stempelweg Reduzierung der Arbeitsschritte Anstauchen unter örtlicher elektrischer Widerstandserwärmung (Warmstauchen) 227
109 Gesenkschmieden Warmstauchen ist fast immer der erste Schritt beim Gesenkschmieden 4 8 Waspaloy l Billet Positioned in dies Finish forged 10 Type 410 stainless steel Billet 5 3 / 4 Ends tapered Positioned in dies Finish forged / / 64 Billet 4620 steel 3 3 / 4 Pancake Positioned in dies Finish forged 10 3 / 4 228
110 Gesenkschmieden einer Kurbelwelle Gesenkschmieden: - Werkstücke werden in Hohlformen (Gesenke) aus Stahl geschlagen - wirtschaftliche Herstellung komplizierter Bauteile Entfernen des Rohlings aus dem Untergesenk Herstellung einer Kurbelwelle 229 Wichtig: - schmiedegerechte Konstruktion - genaue und wiederholbare Herstellung - kurze Werkzeugwechselzeiten - hohe Standzeiten
111 Maschinen zur Umformung Umformmaschinen Arbeitsgebundene Maschinen - Schmiedehammer - Schwungrad-Spindelpresse Genauigkeit hängt ab von der Steifigkeit der Maschine d. h. Kosten der Maschine. Weggebundene Maschinen - Kurbelpresse - Kniehebelpresse Kraftgebundene Maschinen - Hydraulische Presse - Schwungradlose Spindelpresse 230
112 Umformen - Maschinen 231
113 Schmiedehammer Down Roll Piston Up Board Ram (Bär) Energiebegrenzte Maschine (m g h) Billigster Weg um hohe Kräfte zu erzielen Keine große Genauigkeit (Maschine, Umformbedingungen) Work Upper die Lower die Anvil Viel Lärm und Vibrationen 232
114 Umformkraft F Schmiedehammer W = 3 E N E N 1. Arbeitsspiel 2. Arbeitsspiel 3. Arbeitsspiel Wegen der Erschöpfung des Arbeitsvermögens wird der s F Vorgang auf mehrere Arbeitsspiele (Hübe, Schläge) E N E N E N aufgeteilt. Umformweg s 233
115 Einsatz von Schmiedeteilen PKW-Achsteile 234
116 Einsatz von Schmiedeteilen Flugturbine 235
117 Einsatz von Schmiedeteilen PKW-Motor Höherwertige Kolben sind geschmiedet. In der Regel Al- Guss-Kolben. 236
118 Schmieden/Ringwalzen gestochener Ring Nahtlose Ringe
119 Walzen Definition und Einteilung Definition: Walzen ist stetiges oder schrittweises Druckumformen mit einem oder mehreren sich meist drehenden Werkzeugen. Dabei können auch Gegenwerkzeuge wie Stopfen, Stangen oder Dorne eingesetzt werden. Walzen (DIN 8583 B.2) Längswalzen Querwalzen Schrägwalzen Profilquerwalzen Flachlängswalzen Flachschrägwalzen Profillängswalzen Flachquerwalzen Profilschrägwalzen Jeweils Unterscheidung von Hohl- bzw. Vollkörpern Ausgangsformen: Gussblöcke aus Kokillen oder Strangguss 238
120 Prozesskette beim Walzen Beispiel: Feinblechherstellung 239
121 Entwicklungstendenzen Gießverfahren Verkürzung der Prozesskette Rohstahl-Warmband durch endformnahes Gießen Stranggießen 250mm Stoßofen Warmband 60mm Kaltband Vorgerüst Fertiggerüst Dünnbrammengießen 15-50mm Vorbandgießen Durchlaufofen Fertiggerüst Ausgleichsofen 10mm Fertiggerüst Bandgießen 1-3mm 240
122 Vorgänge im Walzspalt Definitionen des Walzgrades: Formänderung/Dehnung: = h1 h h 0 0 ("Walzer" lassen Minuszeichen weg) Umformgrad: h1 = ln = ln( + 1) h 0 Englisch oft pl 241
123 Dehnung im Vergleich zum Umformgrad Vorteil des Umformgrades: Gesamtumformgrad unabhängig von der Anzahl der Umformstufen. ges n i 1 i ges n i 1 i 242
124 Metallkundliche Abläufe beim Warmwalzen im Walzspalt 243
125 Kaltbandherstellung Ein wesentlicher Teil der Warmbandproduktion wird zu Kaltband weiterverarbeitet Vorteile der Kaltumformung im Vergleich zu Warmumformung: Dünnere Abmessungen erreichbar Höhere Oberflächenqualität Bessere Maßgenauigkeit Gezielte Einstellung mechanisch-technologischer Eigenschaften Verfahrensablauf Kaltbandfertigung: Beizen Kaltwalzen Glühen Nachwalzen Bandbeschichtung (Optik) 244
126 Walzen Duo-Walzgerüst Quadro-Walzgerüst Sensimar-Walzgerüst Kleine Walzendurchmesser sind vorteilhaft, da kleinerer Kraftbedarf durch verringerte Reibung. Bei dünnen Folien und starken Stichabnahmen werden deshalb kleine Walzen gewählt. Es werden dann aber Stützwalzen notwendig (Durchbiegung). 245
127 Kaltwalzen Kaltverformung meist in 4- bis 6- gerüstigen Tandemstrassen. Walzgeschwindigkeiten bis zu max m/min (120 km/h!) Umformgrad meist ca % Werkstoffkundliche Vorgänge: Starke Verfestigung Gefügestreckung Einstellung einer Walztextur Fünfgerüstige Kaltwalztandemstrasse 246
128 Walzverfahren 247


129 Walzverfahren Verfahren: Flachwalzen Profilwalzen Produkte: Eisenbahnschienen Bänder 248
130 Rohrwalzen (nahtlos) Pilgerwalzen Für größere Außendurchmesser ( mm), ab ca.1890, Gebrüder Mannesmann Verfahrensschritte: Lochen eines erwärmten Blocks zu einem Hohlblock Strecken des Hohlblocks zur Luppe Fertigwalzen der nacherwärmten Luppe zum Rohr Walzen ca. 10x schneller als Austrittsgeschwindigkeit des Rohrs 249
131 Rohrwalzen (nahtlos) Walze Stopfen Außendurchmesser mm seit ca.1880 Werkstück Stopfenstange Stopfenwalzen von Rohren über einem im Walzspalt fest angeordneten Stopfen - mit bewegter Stange - ohne Innenwerkzeug 250
132 Rohrwalzen (nahtlos) Schrägwalzen 1. Hohlblock 2. Arbeitswalzen 3. Führungswalze 4. Dornstange mit Lochdorn 251
133 Gewindewalzen mit Flachbacken mit Rundwerkzeugen im Durchlaufverfahren mit Rundwerkzeugen im Einstechverfahren Ziel: - hohe Maßgenauigkeit - gute Oberflächenbeschaffenheit - gute mechanische Eigenschaften (Härte, Faserverlauf) 1 1) ortsfestes Werkzeug 2) verstellbares Werkzeug 3) Werkstück 4) Werkstückauflage 252
134 Umformen- Durchdrücken Verfahrensprinzip Strangpressen Pressrohling wird im warmen Zustand in einem Kaliber verpresst. Es wird zwischen Vorwärts Rückwärts und Voll Hohl Strangpressen unterschieden Vollstrang Stempel Block Matrize Matrizenhalter Voll-Vorwärtsstrangpressen Stempel Matrize Verschlussplatte Voll-Rückwärtsstrangpressen Hydraulische Pressen mit Direktantrieb Rückwärtsstrangpressen braucht weniger Kraft (Reibung), aber andererseits kann der hohle Stempel nicht so fest ausgelegt werden. 253
135 Hohl-Vorwärtsstrangpressen Hohlstrang Dorn 254
136 Strangpressprofile (Beispiele) Strangpreßprofile aus Aluminium Strangpreßprofile aus Magnesium 255
137 Weitere Umformverfahren Fließpressen Durchziehen Rundhämmern Biegen
138 Zugdruckumformung Beispiel Gleitziehen Ziehstein (Ziehring) Ziehbacken Ziehring Gleitziehen von Rundstahl oder Rundstäben (Drahtziehen) Flachziehen Hohl-Gleitziehen eines Rohres Stopfen (Dorn) Ziehring Ziehring Ziehring mitlaufende Stange Gleitziehen über festen Stopfen (Dorn) Stopfen (Dorn) Gleitziehen über losen (fliegenden oder schwimmenden) Stopfen (Dorn) Gleitziehen über mitlaufende Stange (über langen Dorn) Ziel: Profilierung und Reduzierung des Querschnitts bei Hohlkörpern ohne Wanddickenabnahme 257
139 Verfahrensprinzip Tiefziehen Zug/Druck- Bereich Zugbereich 258
140 Versagensarten beim Tiefziehen 259
141 Stahlwerkstoffe zum Tiefziehen Verwendet werden überwiegend kaltgewalzte Feinbleche, oft beschichtet Wichtige Anforderungen für Anwendungen in Blechkonstruktionen des Fahrzeugbaus, z.b. als Karosseriebleche: gute Umformbarkeit, Eignung zum Tiefziehen (wichtige Kenngröße: erreichbare Tiefung) gute Oberflächenqualität Zusätzlich wird eine höhere Festigkeit für Leichtbau angestrebt Trend zur Entwicklung höherfester Stahlsorten 260
142 Stahlwerkstoffe zum Tiefziehen Feinblech aus weichem, unlegierten Stahl Klassischer Tiefziehstahl ist die Güte DC04 D = Blech aus weichen unlegierten Stählen zum Kaltumformen C = kaltgewalzt 01 bis 06 = Stahlsorte mit zunehmender Tiefziehfähigkeit Chemische Zusammensetzung: C Si Mn P S Al N 0,08% - 0,40% 0,030% 0,030% ( 0,040%)* ( 0,003%)* Mechanische Eigenschaften: * Typische Werte R e R m A MPa MPa 38% 261
143 Kennwerte der Tiefziehfähigkeit r Zieh- und Pressversuche Formänderungskurve Computersimulation Bruchdehnung (A80) Verfestigungsexponent (n-wert) Fliessspannung = k φ maxn im Bereich zwischen 10 und 20 % Dehnung oder n = Gleichmaß = ln(1 + Gleichmaß ) Ebene Anisotropie ( r-wert) Breite Dicke r m ln ln b d r L 1 1 b d 0 0 2rD rq 4 r Bestimmung im Zugversuch r L r 0: Zustand vor der Verformung 1. Zustand nach der Verformung L: längs Q: quer D: diagonal Q 2 2r D 262
144 Beispiele Tiefziehfähigkeit r = 1 homogene Verformung r < 1 stärkere Abnahme der Blechstärke r > 1 stärkere Abnahme der Blechbreite Verfestigungsexponent n groß hohe Streckziehfähigkeit, das Maximum der Dehnug verlagert sich im Tiefungsversuch nach außen. In der Mitte des Stempels wird das Blech durch Verfestigung und Reibung festgehalten. Dehnungs- und Spannungsspitzen werden bei einem hohen Verfestigungsexponenten durch Fließen abgebaut. 263
145 Formänderungsanalyse in der Blechumformung L 0 Q 0 L 1 Bei der Gridanalyse wird auf die Oberfläche des Bleches ein Kreisraster aufgebracht. Während der Umformung verändert sich die Geometrie der einzelnen Kreise. Je nach Belastungszustand werden aus Kreisen: Kreise mit größerem Durchmesser Ellipsen. In Oberfläche: ln Q 1 Q Q Q L ln L L 1 In Blechdicke: 0 t 0 l b

146 Formänderungsmöglichkeiten in der Blechumformung Das Formänderungsvermögen eines Werkstoffs ist abhängig vom Formänderungspfad, den der Werkstoff während der Umformung durchläuft. Im Rahmen linearer Formänderungspfade kommen grundsätzlich folgende Varianten in Betracht: 265

147 Grenzformänderungsdiagramm Im Grenzformänderungsdiagramm stellen die Grenzformänderungskurven die Versagensgrenzen bzgl. Einschnüren bzw. Reißen/Bersten dar. Alle Kombinationen von Formänderungen der Blechoberfläche, welche unterhalb der Kurven liegen, führen nicht zu einem Versagen des Werkstücks während der Umformung. Bei allen, die darüber liegen, ist mit Reißern bzw. Einschnürungen zu rechnen. 266
Die folgenden Informationen wurden uns freundlicherweise vom Verlag Stahlschlüssel (http://www.stahlschluessel.de/) zur Verfügung gestellt:
 zur Verfügung gestellt:") Die folgenden Informationen wurden uns freundlicherweise vom Verlag Stahlschlüssel (http://www.stahlschluessel.de/) zur Verfügung gestellt: Legierungselemente Einfluss der Legierungen auf Stahl Bei den
Die folgenden Informationen wurden uns freundlicherweise vom Verlag Stahlschlüssel (http://www.stahlschluessel.de/) zur Verfügung gestellt: Legierungselemente Einfluss der Legierungen auf Stahl Bei den
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
Übung Grundlagen der Werkstoffe. Thema: Das Eisen-Kohlenstoffdiagramm
 Übung Grundlagen der Werkstoffe Thema: Das Eisen-Kohlenstoffdiagramm Einstiegsgehälter als Motivation für das Studium Übungsaufgaben 7. Skizzieren Sie eine Volumen/Temperatur-Kurve von Eisen. Begründen
Übung Grundlagen der Werkstoffe Thema: Das Eisen-Kohlenstoffdiagramm Einstiegsgehälter als Motivation für das Studium Übungsaufgaben 7. Skizzieren Sie eine Volumen/Temperatur-Kurve von Eisen. Begründen
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
Aluminium-Rundstangen EN AW-6026
 Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
9.2799 (intern) (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6. Angelassener Martensit / Vergütungsgefüge. Vergütet auf 320 bis 350 HB30 (harte Variante)
 (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6. Angelassener Martensit / Vergütungsgefüge. Vergütet auf 320 bis 350 HB30 (harte Variante)") Hones LDC 9.2799 (intern) DIN- 20 NiCrMoW 10 Element C Si Cr Ni W (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6 Angelassener Martensit / Vergütungsgefüge Vergütet auf 320 bis 350 HB30 (harte Variante) Das Material
Hones LDC 9.2799 (intern) DIN- 20 NiCrMoW 10 Element C Si Cr Ni W (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6 Angelassener Martensit / Vergütungsgefüge Vergütet auf 320 bis 350 HB30 (harte Variante) Das Material
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
BERUFS- KUNDE. Fragen und Antworten. Eisenmetalle. Kapitel 2. BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFSKUNDE
 BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
ALBROMET 200 ist gut zu bearbeiten, bei umfangreicher Zerspanung empfehlen wir Hartmetallwerkzeuge; gut schweißbar.
 ALBROMET 200 Zähharter Werkstoff mit hoher Festigkeit und guter Verschleißbeständigkeit, sehr guten Gleiteigenschaften, korrosionsbeständig. Lagerbuchsen, Führungen, Zahnräder und Schneckenräder, Spindelmuttern,
ALBROMET 200 Zähharter Werkstoff mit hoher Festigkeit und guter Verschleißbeständigkeit, sehr guten Gleiteigenschaften, korrosionsbeständig. Lagerbuchsen, Führungen, Zahnräder und Schneckenräder, Spindelmuttern,
C Si Mn P S Cr Ni Mo Ti. min. - - - - - 16,5 10,5 2,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7. C Si Mn P S Cr Ni Mo Ti N
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
Inhaltsverzeichnis. Inhalt. 1 Umformen
 3 Inhaltsverzeichnis 1 Umformen 1.1 Grundlagen der Umformtechnik... 9 1.1.1 Kenngrößen der Umformung... 11 1.1.1.1 Formänderungsgrad und Hauptformänderung... 11 1.1.1.2 Formänderungsfestigkeit... 14 1.1.1.3
3 Inhaltsverzeichnis 1 Umformen 1.1 Grundlagen der Umformtechnik... 9 1.1.1 Kenngrößen der Umformung... 11 1.1.1.1 Formänderungsgrad und Hauptformänderung... 11 1.1.1.2 Formänderungsfestigkeit... 14 1.1.1.3
1 Entstehung, Aufbau und Gefüge von Nitrierschichten
 1 Entstehung, Aufbau und Gefüge von Nitrierschichten Dieter Liedtke 1.1 Begriffsbestimmungen Das thermochemische Behandeln zum Anreichern der Randschicht eines Werkstückes mit Stickstoff wird nach DIN
1 Entstehung, Aufbau und Gefüge von Nitrierschichten Dieter Liedtke 1.1 Begriffsbestimmungen Das thermochemische Behandeln zum Anreichern der Randschicht eines Werkstückes mit Stickstoff wird nach DIN
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Für Werkzeug- und Formstähle
 Laser 10 M Martensitischer Cr-Mn Zusatz mit Korrosionsbeständigen Eigenschaften. Polier-, erodier-, nitrier-, ätz- und vergütbar. Bis zu 2 Lagen härtbar. Für Kunststoff-, Blas- und Spritzgießformen, sowie
Laser 10 M Martensitischer Cr-Mn Zusatz mit Korrosionsbeständigen Eigenschaften. Polier-, erodier-, nitrier-, ätz- und vergütbar. Bis zu 2 Lagen härtbar. Für Kunststoff-, Blas- und Spritzgießformen, sowie
Institut für Eisen- und Stahl Technologie. Seminar 2 Binäre Systeme Fe-C-Diagramm. www.stahltechnologie.de. Dipl.-Ing. Ch.
 Institut für Eisen- und Stahl Technologie Seminar 2 Binäre Systeme Fe-C-Diagramm Dipl.-Ing. Ch. Schröder 1 Literatur V. Läpple, Wärmebehandlung des Stahls, 2003, ISBN 3-8085-1308-X H. Klemm, Die Gefüge
Institut für Eisen- und Stahl Technologie Seminar 2 Binäre Systeme Fe-C-Diagramm Dipl.-Ing. Ch. Schröder 1 Literatur V. Läpple, Wärmebehandlung des Stahls, 2003, ISBN 3-8085-1308-X H. Klemm, Die Gefüge
September 2000. September 2000. September 2000. März 2001
 1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
Eisen Kohlenstoff < 1.2 %... Chrom > 10.5 %
 2 Wie ist die chemische Zusammensetzung von Edelstahl? Der Unterschied zwischen Edelstahl und unlegierten Stählen liegt im Chromgehalt von mindestens 10,5% Eisen Kohlenstoff < 1.2 %... Chrom > 10.5 % Fe
2 Wie ist die chemische Zusammensetzung von Edelstahl? Der Unterschied zwischen Edelstahl und unlegierten Stählen liegt im Chromgehalt von mindestens 10,5% Eisen Kohlenstoff < 1.2 %... Chrom > 10.5 % Fe
Zusatzinfos zur Folie Einfluß von Legierungselementen
 Einfluß von Legierungselementen auf die Eigenschaften von Eisenwerkstoffen Die durch die metallurgische Erzeugung absichtlich zugegebenen Legierungselemente und die verbliebenen Begleitelemente beeinflussen
Einfluß von Legierungselementen auf die Eigenschaften von Eisenwerkstoffen Die durch die metallurgische Erzeugung absichtlich zugegebenen Legierungselemente und die verbliebenen Begleitelemente beeinflussen
4.3.2 System mit völliger Löslichkeit im festen Zustand 82 4.3.3 System mit teilweiser Löslichkeit im festen Zustand 83 4.3.
 Inhalt Vorwort 1 Werkstoffe und Hilfsstoffe 1 2 Struktur und Eigenschaften der Metalle 3 2.1 Atomarer Aufbau, Kristallsysteme, Gitterfehler 3 2.1.1 Das Atom 3 2.1.2 Die atomaren Bindungsarten 4 2.1.3 Kristallsysteme
Inhalt Vorwort 1 Werkstoffe und Hilfsstoffe 1 2 Struktur und Eigenschaften der Metalle 3 2.1 Atomarer Aufbau, Kristallsysteme, Gitterfehler 3 2.1.1 Das Atom 3 2.1.2 Die atomaren Bindungsarten 4 2.1.3 Kristallsysteme
Umformen - Grundlagen
 Umformen - Grundlagen Einteilung der Umformverfahren - Unterscheidung nach dem Spannungszustand nach DIN 8582 (Druck-, Zug-, Zugdruck-, Biege- und Schubumformen) - Unterscheidung nach der Einsatztemperatur
Umformen - Grundlagen Einteilung der Umformverfahren - Unterscheidung nach dem Spannungszustand nach DIN 8582 (Druck-, Zug-, Zugdruck-, Biege- und Schubumformen) - Unterscheidung nach der Einsatztemperatur
Zugversuch. Laborskript für WP-14 WS 13/14 Zugversuch. 1) Theoretische Grundlagen: Seite 1
 Theoretische Grundlagen: Seite 1") Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
ein international tätiges Unternehmen
 JACQUET ein international tätiges Unternehmen Weltgrößter Konsument von Edelstahl Quarto Blechen ca. 450 Mitarbeiter 3 Niederlassungen in 20 Ländern / 22 Produktionsstandorte 7.500 Kunden in 60 Ländern
JACQUET ein international tätiges Unternehmen Weltgrößter Konsument von Edelstahl Quarto Blechen ca. 450 Mitarbeiter 3 Niederlassungen in 20 Ländern / 22 Produktionsstandorte 7.500 Kunden in 60 Ländern
Hightech by Gerster: Gasnitrieren.
 Hightech by Gerster: Gasnitrieren. Mit neuester Technologie zu Spitzenresultaten. Das Gasnitrieren gehört zur Gruppe der ther mochemischen Diffusionsverfahren. Bei Be handlungstemperaturen von 480 C bis
Hightech by Gerster: Gasnitrieren. Mit neuester Technologie zu Spitzenresultaten. Das Gasnitrieren gehört zur Gruppe der ther mochemischen Diffusionsverfahren. Bei Be handlungstemperaturen von 480 C bis
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
Verbesserte technologische Eigenschaften
 Maschinen-, Formenund Werkzeugbau Multiform SL Verbesserte technologische Eigenschaften Schaubild Durchvergütbarkeit: Ein großer Vorteil der neuen Sondergüte gegenüber dem Standardwerkstoff 1.2311 ist
Maschinen-, Formenund Werkzeugbau Multiform SL Verbesserte technologische Eigenschaften Schaubild Durchvergütbarkeit: Ein großer Vorteil der neuen Sondergüte gegenüber dem Standardwerkstoff 1.2311 ist
Technology Metals Advanced Ceramics. H.C. Starck Ceramics Kompetenz in technischer Keramik
 Technology Metals Advanced Ceramics H.C. Starck Ceramics Kompetenz in technischer Keramik 1 Materials steht für unsere Materialkompetenz im Feld der Carbid-, Nitrid- und Oxidkeramik. Auch Keramik-Metall-Systemlösungen
Technology Metals Advanced Ceramics H.C. Starck Ceramics Kompetenz in technischer Keramik 1 Materials steht für unsere Materialkompetenz im Feld der Carbid-, Nitrid- und Oxidkeramik. Auch Keramik-Metall-Systemlösungen
2 Gleichgewichtssysteme
 Studieneinheit III Gleichgewichtssysteme. Einstoff-Systeme. Binäre (Zweistoff-) Systeme.. Grundlagen.. Systeme mit vollständiger Mischbarkeit.. Systeme mit unvollständiger Mischbarkeit..4 Systeme mit Dreiphasenreaktionen..4.
Studieneinheit III Gleichgewichtssysteme. Einstoff-Systeme. Binäre (Zweistoff-) Systeme.. Grundlagen.. Systeme mit vollständiger Mischbarkeit.. Systeme mit unvollständiger Mischbarkeit..4 Systeme mit Dreiphasenreaktionen..4.
Edelstahl. Vortrag von Alexander Kracht
 Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
VIOSIL SQ FUSED SILICA (SYNTHETISCHES QUARZGLAS)
") VIOSIL SQ FUSED SILICA (SYNTHETISCHES QUARZGLAS) Beschreibung VIOSIL SQ wird von ShinEtsu in Japan hergestellt. Es ist ein sehr klares (transparentes) und reines synthetisches Quarzglas. Es besitzt, da
VIOSIL SQ FUSED SILICA (SYNTHETISCHES QUARZGLAS) Beschreibung VIOSIL SQ wird von ShinEtsu in Japan hergestellt. Es ist ein sehr klares (transparentes) und reines synthetisches Quarzglas. Es besitzt, da
Fahrradrahmen. Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt.
 Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften des Rahmenrohres
Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften des Rahmenrohres
METALFOAM: WELTWEIT EINZIGARTIG. Die Lösung für Leichtbaukonstruktionen. Stabilität vereint Leichtigkeit. AFS - Einstoff-Aluminium-Sandwich
 METALFOAM: WELTWEIT EINZIGARTIG Die Lösung für Leichtbaukonstruktionen Stabilität vereint Leichtigkeit AFS - Einstoff-Aluminium-Sandwich AFS - Aluminium Foam Sandwich AFS ist das weltweit einzige Einstoff-Aluminium-Sandwichsystem
METALFOAM: WELTWEIT EINZIGARTIG Die Lösung für Leichtbaukonstruktionen Stabilität vereint Leichtigkeit AFS - Einstoff-Aluminium-Sandwich AFS - Aluminium Foam Sandwich AFS ist das weltweit einzige Einstoff-Aluminium-Sandwichsystem
Geschäftsbereich Chemietechnik. Aluminiumtitanat ALUTIT Hochleistungskeramik für NE-Metallschmelzen
 Geschäftsbereich Chemietechnik Aluminiumtitanat ALUTIT Hochleistungskeramik für NE-Metallschmelzen T H E C E R A M I C E X P E R T S ALUTIT der Werkstoff mit heißen Eigenschaften Aggressive Schmelzen,
Geschäftsbereich Chemietechnik Aluminiumtitanat ALUTIT Hochleistungskeramik für NE-Metallschmelzen T H E C E R A M I C E X P E R T S ALUTIT der Werkstoff mit heißen Eigenschaften Aggressive Schmelzen,
Die Wärmebehandlung metallischer Werkstoffe. WS 2014 Dr. Dieter Müller. Wir nehmen Perfektion persönlich.
 Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Hydro Aluminium Tønder as Ausgewählte Aluminiumwerkstoffe für Struktur-, Umform- und Fügeanwendungen
 Hydro Aluminium Tønder as Ausgewählte Aluminiumwerkstoffe für Struktur-, Umform- und Fügeanwendungen Roadshow Oktober 2011 (1) J.Brunhorn 2011-10-09 Anforderungen der Automobilindustrie an Aluminium Strangpressprofile
Hydro Aluminium Tønder as Ausgewählte Aluminiumwerkstoffe für Struktur-, Umform- und Fügeanwendungen Roadshow Oktober 2011 (1) J.Brunhorn 2011-10-09 Anforderungen der Automobilindustrie an Aluminium Strangpressprofile
Dicke Gewicht Legierung /Zustand
 ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7. C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5x(C+N)
") NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
KOMPLETTE PRODUKTIONSKETTE
 2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
Klausur Vertiefungsfach 2: Master
 I E H K Institut für Eisenhüttenkunde Rheinisch-Westfälische Technische Hochschule Aachen Klausur Vertiefungsfach 2: Master Stahlmetallurgie Univ.-Prof. Dr.-Ing. D. Senk 10.09.2012 Nachname, Vorname: Matrikel-Nr.:
I E H K Institut für Eisenhüttenkunde Rheinisch-Westfälische Technische Hochschule Aachen Klausur Vertiefungsfach 2: Master Stahlmetallurgie Univ.-Prof. Dr.-Ing. D. Senk 10.09.2012 Nachname, Vorname: Matrikel-Nr.:
Berechnungsgrundlagen
 Inhalt: 1. Grundlage zur Berechnung von elektrischen Heizelementen 2. Physikalische Grundlagen 3. Eigenschaften verschiedener Medien 4. Entscheidung für das Heizelement 5. Lebensdauer von verdichteten
Inhalt: 1. Grundlage zur Berechnung von elektrischen Heizelementen 2. Physikalische Grundlagen 3. Eigenschaften verschiedener Medien 4. Entscheidung für das Heizelement 5. Lebensdauer von verdichteten
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Die Folien finden Sie ab Seite 229.
 3.2 Korrosion Tribologie Festigkeit SIC in industriellen Anwendungen Christoph Nitsche WACKER CERAMICS Kempten Die Folien finden Sie ab Seite 229. SiC Werkstoffe haben im chemischen Apparatebau wegen spezifischer
3.2 Korrosion Tribologie Festigkeit SIC in industriellen Anwendungen Christoph Nitsche WACKER CERAMICS Kempten Die Folien finden Sie ab Seite 229. SiC Werkstoffe haben im chemischen Apparatebau wegen spezifischer
1.3.1 Welche Einteilungen nach dem Fertigungsverfahren sind uns bekannt? 1.3.2 Was verstehen wir unter dem Begriff Ausschneiden?
 1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
Einteilung der Stähle
 Einteilung der Stähle Grundstähle Grundstähle (BS= Basic Steel): immer unlegiert nicht für festigkeitssteigernde Wärmebehandlungen vorgesehen Begleitelement Maximaler Gehalt in der Schmelze entsprechend
Einteilung der Stähle Grundstähle Grundstähle (BS= Basic Steel): immer unlegiert nicht für festigkeitssteigernde Wärmebehandlungen vorgesehen Begleitelement Maximaler Gehalt in der Schmelze entsprechend
Materialdatenblatt. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Ti6Al4V-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Ti6Al4V-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Optimierung und Fertigung eines Bogenmittelteils aus einer Magnesiumlegierung
 363 Optimierung und Fertigung eines Bogenmittelteils aus einer Magnesiumlegierung Jürgen Edelmann-Nusser 1 (Projektleiter), Sándor Vajna 2 & Konstantin Kittel 2 1 Universität Magdeburg, Institut für Sportwissenschaft
363 Optimierung und Fertigung eines Bogenmittelteils aus einer Magnesiumlegierung Jürgen Edelmann-Nusser 1 (Projektleiter), Sándor Vajna 2 & Konstantin Kittel 2 1 Universität Magdeburg, Institut für Sportwissenschaft
Descriptor headline. formenbau aluminium Legierungen Weldural & Hokotol
 Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Technology Metals Advanced Ceramics. Dicht- und Lagerelemente
 Technology Metals Advanced Ceramics Dicht- und Lagerelemente Materialien - extreme Anforderungen erfordern spezielle Werkstoffe 100 60 20 Wärmeleitfähigkeit [W/m*K] SSiC SiSiC SSN ZrO 2 -TZP Al 2 Stahl
Technology Metals Advanced Ceramics Dicht- und Lagerelemente Materialien - extreme Anforderungen erfordern spezielle Werkstoffe 100 60 20 Wärmeleitfähigkeit [W/m*K] SSiC SiSiC SSN ZrO 2 -TZP Al 2 Stahl
6. Strukturgleichgewichte 6.1 Phasenumwandlungen (PU) a) PU flüssig-fest: Erstarrung = Kristallisation
 a) PU flüssig-fest: Erstarrung = Kristallisation") 6. Strukturgleichgewichte 6.1 Phasenumwandlungen (PU) a) PU flüssig-fest: Erstarrung = Kristallisation Reines Blei (Pb) bei sehr langsamer Abkühlung 91 Keimzahl Unterkühlung T Homogene Keimbildung = Eigenkeimbildung
6. Strukturgleichgewichte 6.1 Phasenumwandlungen (PU) a) PU flüssig-fest: Erstarrung = Kristallisation Reines Blei (Pb) bei sehr langsamer Abkühlung 91 Keimzahl Unterkühlung T Homogene Keimbildung = Eigenkeimbildung
Technologie der Werkstoffe
 Jürgen Rüge (t) Helmut Wohlfahrt 2008 AGI-Information Management Consultants May be used for personal purporses only or by libraries associated to dandelon.com network. Technologie der Werkstoffe Herstellung
Jürgen Rüge (t) Helmut Wohlfahrt 2008 AGI-Information Management Consultants May be used for personal purporses only or by libraries associated to dandelon.com network. Technologie der Werkstoffe Herstellung
Aluminium-Gusslegierungen
 Die Angaben in dieser Liste erfolgen nach bestem Wissen. Ihre Anwendung in der Praxis unterliegt jedoch vielen Einflussgrößen außerhalb unserer Kontrolle, so dass wir hierfür keine Haftung übernehmen können.
Die Angaben in dieser Liste erfolgen nach bestem Wissen. Ihre Anwendung in der Praxis unterliegt jedoch vielen Einflussgrößen außerhalb unserer Kontrolle, so dass wir hierfür keine Haftung übernehmen können.
Kolben für PKW-Dieselmotoren Aluminium oder Stahl?
 Kolben für PKW-Dieselmotoren Aluminium oder Stahl? Vortrag von: Julien Macele Dennis Binder 1 von 29 Gliederung 1. Anforderungen an Motoren 2. Beanspruchungen an PKW-Dieselkolben 3. Aluminiumkolben 4.
Kolben für PKW-Dieselmotoren Aluminium oder Stahl? Vortrag von: Julien Macele Dennis Binder 1 von 29 Gliederung 1. Anforderungen an Motoren 2. Beanspruchungen an PKW-Dieselkolben 3. Aluminiumkolben 4.
Titanlegierungen Freiform- und Gesenkschmiedestücke
 Mechanische Eigenschaften bei Raumtemperatur Physikalische Eigenschaften Werkstoffkurzzeichen Legierungstyp Wärmebehandlung Wärmebehandlungsdicke d [mm] R po2 [MPa] R m [MPa] A 5 [%] Z [%] Dichte [g/cm
Mechanische Eigenschaften bei Raumtemperatur Physikalische Eigenschaften Werkstoffkurzzeichen Legierungstyp Wärmebehandlung Wärmebehandlungsdicke d [mm] R po2 [MPa] R m [MPa] A 5 [%] Z [%] Dichte [g/cm
Aluminiumlegierungen Strangpressprodukte und Schmiedestücke
 AI AI sind die Leichtmetalle mit den ausgewogensten Eigenschaften. Neben dem niedrigen spezifischen Gewicht bieten sie je nach Legierung: gute Korrosionsbeständigkeit mittlere bis hohe Festigkeit gute
AI AI sind die Leichtmetalle mit den ausgewogensten Eigenschaften. Neben dem niedrigen spezifischen Gewicht bieten sie je nach Legierung: gute Korrosionsbeständigkeit mittlere bis hohe Festigkeit gute
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
Metallbänder & Metallische Folien
 Metallbänder & Ihr Experte für Speziallegierungen In mehr als 500 Jahren hat sich das Auerhammer Metallwerk auf die industrielle Verarbeitung von Metall spezialisiert. Das Unternehmen befindet sich am
Metallbänder & Ihr Experte für Speziallegierungen In mehr als 500 Jahren hat sich das Auerhammer Metallwerk auf die industrielle Verarbeitung von Metall spezialisiert. Das Unternehmen befindet sich am
Werkstofftechnik. von Wolfgang Seidel. überarbeitet. Werkstofftechnik Seidel schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG
 Werkstofftechnik von Wolfgang Seidel überarbeitet Werkstofftechnik Seidel schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG Hanser München 2005 Verlag C.H. Beck im Internet: www.beck.de
Werkstofftechnik von Wolfgang Seidel überarbeitet Werkstofftechnik Seidel schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG Hanser München 2005 Verlag C.H. Beck im Internet: www.beck.de
Orientierungstest für angehende Industriemeister. Vorbereitungskurs Physik
 Orientierungstest für angehende Industriemeister Vorbereitungskurs Physik Production Technologies Erlaubte Hilfsmittel: Formelsammlung Taschenrechner Maximale Bearbeitungszeit: 1 Stunde Provadis Partner
Orientierungstest für angehende Industriemeister Vorbereitungskurs Physik Production Technologies Erlaubte Hilfsmittel: Formelsammlung Taschenrechner Maximale Bearbeitungszeit: 1 Stunde Provadis Partner
C Si Mn P S Cr Ni N. min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1. C Si Mn P S Cr Ni. min. - - - - - 18,0 8,0
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni N min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni N min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1 CHEMISCHE ZUSAMMENSETZUNG
Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden
 Max-Planck-Institut für Eisenforschung GmbH Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden Christian Broß Inhaltsverzeichnis Aufgabenstellung
Max-Planck-Institut für Eisenforschung GmbH Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden Christian Broß Inhaltsverzeichnis Aufgabenstellung
Anlage zur Akkreditierungsurkunde D PL 14153 02 02
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Herstellen von Baugruppen aus Blechen Mechanisches Trennen. Konstruktionsmechanik
 Mechanisches Trennen 7 2. Aufgabe: Das Stahlblech der 1. Aufgabe soll mit einem geneigten Obermesser getrennt werden. Berechnen Sie wieder die Scherkraft F in kn und vergleichen Sie die beiden Ergebnisse.
Mechanisches Trennen 7 2. Aufgabe: Das Stahlblech der 1. Aufgabe soll mit einem geneigten Obermesser getrennt werden. Berechnen Sie wieder die Scherkraft F in kn und vergleichen Sie die beiden Ergebnisse.
VERSCHLEISSFESTE STÄHLE
 VERSCHLEISSFESTE STÄHLE Seeberger, Schalksmühle Alle Angaben ohne Gewähr Seite 1 von 5 VERWENDUNG DER STÄHLE / STÄHLE MIT BESONDEREN EIGENSCHAFTEN Die Sprachverwirrung fängt schon mit den ersten Begriffen
VERSCHLEISSFESTE STÄHLE Seeberger, Schalksmühle Alle Angaben ohne Gewähr Seite 1 von 5 VERWENDUNG DER STÄHLE / STÄHLE MIT BESONDEREN EIGENSCHAFTEN Die Sprachverwirrung fängt schon mit den ersten Begriffen
PERMINOX. Technische Dokumentation. Nichtrostender Betonrippenstahl
 PERMINOX Nichtrostender Betonrippenstahl Technische Dokumentation Nichtrostender Betonrippenstahl BSt 500 NR (IV NR) mit bauaufsichtlicher Zulassung des DIBt Berlin 2 Das Produkt PERMINOX sind nichtrostende
PERMINOX Nichtrostender Betonrippenstahl Technische Dokumentation Nichtrostender Betonrippenstahl BSt 500 NR (IV NR) mit bauaufsichtlicher Zulassung des DIBt Berlin 2 Das Produkt PERMINOX sind nichtrostende
Zugversuch. Zugversuch. Vor dem Zugversuch. Verlängerung ohne Einschnürung. Beginn Einschnürung. Probestab. Ausgangsmesslänge L 0 L L L L
 Zugversuch Zugversuch Vor dem Zugversuch Verlängerung ohne Einschnürung Beginn Einschnürung Bruch Zerrissener Probestab Ausgangsmesslänge L 0 Verlängerung L L L L Verformung der Zugprobe eines Stahls mit
Zugversuch Zugversuch Vor dem Zugversuch Verlängerung ohne Einschnürung Beginn Einschnürung Bruch Zerrissener Probestab Ausgangsmesslänge L 0 Verlängerung L L L L Verformung der Zugprobe eines Stahls mit
1.2379 1.2379. Werkstoffbeschreibung. X155CrVMo12-1 1.2601. EN X160CrMoV12-1 L % 1,60 0,30 0,30 12,0 0,18 0,60 GELB 12,0 0,70 0,18 1,55 2,10 12,0
 Werkstoffbeschreibung % 1,55 Si Mn r Mo Ni,3,3,18 S,,,3,7,18 1.21 1,,3,3,18, 1. 2, 1.3 2, V W Extra reines und gleichäßiges Kerngefüge. aher äußerst verzugsar.,7 1. /1.3 ähnliche Werkstoffe. (Nicht ehr
Werkstoffbeschreibung % 1,55 Si Mn r Mo Ni,3,3,18 S,,,3,7,18 1.21 1,,3,3,18, 1. 2, 1.3 2, V W Extra reines und gleichäßiges Kerngefüge. aher äußerst verzugsar.,7 1. /1.3 ähnliche Werkstoffe. (Nicht ehr
TITAN. Lieferprogramm
 TITAN Lieferprogramm Titan Grundlegende Eigenschaften: Titan verfügt über außergewöhnliche und innovative Produktvorzüge gegenüber anderen Werkstoffen. Durch ein geringes Gewicht von nur 56 Prozent der
TITAN Lieferprogramm Titan Grundlegende Eigenschaften: Titan verfügt über außergewöhnliche und innovative Produktvorzüge gegenüber anderen Werkstoffen. Durch ein geringes Gewicht von nur 56 Prozent der
Metallausbildung - 2. Ausbildungsjahr
 Im Metallbau werden selten reine Metalle verarbeitet, da vor allem ihre Festigkeit nicht ausreicht. Eine Legierung ist ein Gemisch aus mindestens zwei chemischen Elementen, von denen mindestens eines ein
Im Metallbau werden selten reine Metalle verarbeitet, da vor allem ihre Festigkeit nicht ausreicht. Eine Legierung ist ein Gemisch aus mindestens zwei chemischen Elementen, von denen mindestens eines ein
1. Stabelektroden zum Schweißen nichtrostender Stähle
 1. Stabelektroden zum Schweißen nichtrostender Stähle Artikel-Bezeichnung 4009 B E 410 4351 B E 410 NiMo 4502 B E 430 4115 B 4316 B E 308 L 15 4316 R E 308 L 16 4316 R 140 4551 B E 347 15 4551 R E 347
1. Stabelektroden zum Schweißen nichtrostender Stähle Artikel-Bezeichnung 4009 B E 410 4351 B E 410 NiMo 4502 B E 430 4115 B 4316 B E 308 L 15 4316 R E 308 L 16 4316 R 140 4551 B E 347 15 4551 R E 347
Druckguss. Hochleistungsstähle für druckguss
 Druckguss Hochleistungsstähle für druckguss Ihre Anwendungsgebiete für den Druckguss Anwendungsgebiete Das Druckgießen ist ein Fertigungsverfahren zur Herstellung von Teilen aus Aluminium-, Zink-, Magnesium-
Druckguss Hochleistungsstähle für druckguss Ihre Anwendungsgebiete für den Druckguss Anwendungsgebiete Das Druckgießen ist ein Fertigungsverfahren zur Herstellung von Teilen aus Aluminium-, Zink-, Magnesium-
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
4. Legierungsbildung
 Letzte VL: - Phasenumwandlungen im festen Zustand - Erstellung von Zustandsdiagrammen - Zweistoffsysteme - Kristallseigerungen - Hebelgesetz Heutige VL: - Eutektische Entmischung, eutektoider Zerfall,
Letzte VL: - Phasenumwandlungen im festen Zustand - Erstellung von Zustandsdiagrammen - Zweistoffsysteme - Kristallseigerungen - Hebelgesetz Heutige VL: - Eutektische Entmischung, eutektoider Zerfall,
Kurzportraits wichtiger Metalle
 Kurzportraits wichtiger Metalle Edelmetalle - Gold - Silber - Platin Basismetalle - Aluminium - Kupfer - Blei - Zinn - Zink - Eisenerz Edelmetalle Die Notierung von Edelmetallen erfolgt in USD je Feinunze
Kurzportraits wichtiger Metalle Edelmetalle - Gold - Silber - Platin Basismetalle - Aluminium - Kupfer - Blei - Zinn - Zink - Eisenerz Edelmetalle Die Notierung von Edelmetallen erfolgt in USD je Feinunze
FH-D. Projekt: Gussteil 2006/2007
 FH-D Projekt: Gussteil 2006/2007 Grundlagen SANDGUSS Je nach Sandkörnung kann man unterschiedliche Oberflächen erzeugen. Der Sand kann zusätzlich die Flusseigenschaften des Metalls unterstützen, d.h. nicht
FH-D Projekt: Gussteil 2006/2007 Grundlagen SANDGUSS Je nach Sandkörnung kann man unterschiedliche Oberflächen erzeugen. Der Sand kann zusätzlich die Flusseigenschaften des Metalls unterstützen, d.h. nicht
BK 7 / H-K9L / B270. Beschreibung
 BK 7 / H-K9L / B270 Beschreibung Das von Schott produzierte BK7 und sein Äquivalent H-K9L werden für optische Glaskomponenten und für Anwendungen, bei denen optisches Glas benötigt wird, verwendet. BK7
BK 7 / H-K9L / B270 Beschreibung Das von Schott produzierte BK7 und sein Äquivalent H-K9L werden für optische Glaskomponenten und für Anwendungen, bei denen optisches Glas benötigt wird, verwendet. BK7
Schweißen. Empfehlung für Schienenstähle
 Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Konvertierungstabellen Normen
 Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
B Gefügearten der Eisen-Werkstoffe
 -II.B1- B Gefügearten der Eisen-Werkstoffe 1 Eisen und Eisenverbindungen Reines Eisen spielt in der Technik keine Rolle. Es ist weich, leicht umformbar und magnetisierbar. Reines Eisengefüge wird Ferrit
-II.B1- B Gefügearten der Eisen-Werkstoffe 1 Eisen und Eisenverbindungen Reines Eisen spielt in der Technik keine Rolle. Es ist weich, leicht umformbar und magnetisierbar. Reines Eisengefüge wird Ferrit
Technische Informationen Rostfreie Stähle
 Technische Informationen Rostfreie Stähle IHRE WELT, UNSERE ERFAHRUNG Eigenschaften rostfreier Stähle. Der vorliegende Artikel beschäftigt sich mit häufig vorkommenden Arten rostfreier Stähle (früher:
Technische Informationen Rostfreie Stähle IHRE WELT, UNSERE ERFAHRUNG Eigenschaften rostfreier Stähle. Der vorliegende Artikel beschäftigt sich mit häufig vorkommenden Arten rostfreier Stähle (früher:
SBS Katalog 2010. Schweißbolzen-Systeme
 SBS Katalog 2010 Schweißbolzen-Systeme Willkoen beim Kundenservice Servicetelefon: 0 23 73 / 89-1166 Telefax für Anfragen: 0 23 73 / 89-12 38 Telefax für Aufträge: 0 23 73 / 89-12 38 E-Mail: info@obo-be.de
SBS Katalog 2010 Schweißbolzen-Systeme Willkoen beim Kundenservice Servicetelefon: 0 23 73 / 89-1166 Telefax für Anfragen: 0 23 73 / 89-12 38 Telefax für Aufträge: 0 23 73 / 89-12 38 E-Mail: info@obo-be.de
Dr.-Ing. A. van Bennekom + 49 (0) 2151 3633 4139 andre.vanbennekom@dew-stahl.com. Dipl.-Ing. F. Wilke +49 (0) 271 808 2640 frank.wilke@dew-stahl.
 2151 3633 4139 andre.vanbennekom@dew-stahl.com. Dipl.-Ing. F. Wilke +49 (0) 271 808 2640 frank.wilke@dew-stahl.") Vergleich der physikalischen, mechanischen und korrosiven Eigenschaften von stabilisierten (1.4571) und niedrig kohlenstoffhaltigen (1.4404) austenitischen rostfreien Stählen Qualitätslenkung, Entwicklung
Vergleich der physikalischen, mechanischen und korrosiven Eigenschaften von stabilisierten (1.4571) und niedrig kohlenstoffhaltigen (1.4404) austenitischen rostfreien Stählen Qualitätslenkung, Entwicklung
W A L. Werkstatt A usrüstung L eitner Josef
 Brenn und Plasmaschneidmaschinen 3-D Spanntische Autogentechnik W A L Austria Werkstatt A usrüstung L eitner Josef Schmidham 26 A-4870 Vöcklamarkt Tel. +43-664-88512370 Fax +43-7682-2171817 E-Mail: office@wal-austria.at
Brenn und Plasmaschneidmaschinen 3-D Spanntische Autogentechnik W A L Austria Werkstatt A usrüstung L eitner Josef Schmidham 26 A-4870 Vöcklamarkt Tel. +43-664-88512370 Fax +43-7682-2171817 E-Mail: office@wal-austria.at
Typische Eigenschaften von Metallen
 Typische Eigenschaften von Metallen hohe elektrische Leitfähigkeit (nimmt mit steigender Temperatur ab) hohe Wärmeleitfähigkeit leichte Verformbarkeit metallischer Glanz Elektronengas-Modell eines Metalls
Typische Eigenschaften von Metallen hohe elektrische Leitfähigkeit (nimmt mit steigender Temperatur ab) hohe Wärmeleitfähigkeit leichte Verformbarkeit metallischer Glanz Elektronengas-Modell eines Metalls
Auswertung des Fragebogens zum CO2-Fußabdruck
 Auswertung des Fragebogens zum CO2-Fußabdruck Um Ähnlichkeiten und Unterschiede im CO2-Verbrauch zwischen unseren Ländern zu untersuchen, haben wir eine Online-Umfrage zum CO2- Fußabdruck durchgeführt.
Auswertung des Fragebogens zum CO2-Fußabdruck Um Ähnlichkeiten und Unterschiede im CO2-Verbrauch zwischen unseren Ländern zu untersuchen, haben wir eine Online-Umfrage zum CO2- Fußabdruck durchgeführt.
1 Aufgabe: Absorption von Laserstrahlung
 1 Aufgabe: Absorption von Laserstrahlung Werkstoff n R n i Glas 1,5 0,0 Aluminium (300 K) 25,3 90,0 Aluminium (730 K) 36,2 48,0 Aluminium (930 K) 33,5 41,9 Kupfer 11,0 50,0 Gold 12,0 54,7 Baustahl (570
1 Aufgabe: Absorption von Laserstrahlung Werkstoff n R n i Glas 1,5 0,0 Aluminium (300 K) 25,3 90,0 Aluminium (730 K) 36,2 48,0 Aluminium (930 K) 33,5 41,9 Kupfer 11,0 50,0 Gold 12,0 54,7 Baustahl (570
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
3. Anwendungen. 3.1. Chemische Reaktionen. Aufgabe: Die Gleichung + +
 1 3. Anwendungen 3.1. Chemische Reaktionen Aufgabe: Die Gleichung + + beschreibt die Verbrennung von Ammoniak zu Stickstoffoxid und Wasser Für welche möglichst kleine natürliche Zahlen x1, x2, x3 und x4
1 3. Anwendungen 3.1. Chemische Reaktionen Aufgabe: Die Gleichung + + beschreibt die Verbrennung von Ammoniak zu Stickstoffoxid und Wasser Für welche möglichst kleine natürliche Zahlen x1, x2, x3 und x4
Edelstahl Rostfrei als Leichtmetall für Dach und Wand
 Edelstahl Rostfrei als Leichtmetall für Dach und Wand Pierre-Jean Cunat, Technischer Direktor, Euro Inox, Brüssel Vortrag anläßlich des Symposiums Edelstahl Rostfrei in der Architektur, Berlin, 15. Juni
Edelstahl Rostfrei als Leichtmetall für Dach und Wand Pierre-Jean Cunat, Technischer Direktor, Euro Inox, Brüssel Vortrag anläßlich des Symposiums Edelstahl Rostfrei in der Architektur, Berlin, 15. Juni
Werkstoffe elektrischer Stromkreise
 1.2 Werkstoffe elektrischer Maschinen Seite 1 Jede Maschine besteht grundsätzlich aus elektrischen Stromkreisen magnetischen Kreisen Werkstoffe elektrischer Stromkreise In Wicklungen einer Maschine wird
1.2 Werkstoffe elektrischer Maschinen Seite 1 Jede Maschine besteht grundsätzlich aus elektrischen Stromkreisen magnetischen Kreisen Werkstoffe elektrischer Stromkreise In Wicklungen einer Maschine wird
Aluminium Profiltechnik GmbH Devillestraße 2 06749 Bitterfeld. Aluminium Strangpressen
 Profiltechnik GmbH Devillestraße 2 06749 Bitterfeld Aluminium Arbeiter um 1960 Tante Ju Bitterfelder Werk 1932 Geschichte Bitterfeld, eine Stadt mit einer langen Chemieund Industrietradition, ist der zweitälteste
Profiltechnik GmbH Devillestraße 2 06749 Bitterfeld Aluminium Arbeiter um 1960 Tante Ju Bitterfelder Werk 1932 Geschichte Bitterfeld, eine Stadt mit einer langen Chemieund Industrietradition, ist der zweitälteste
Einteilung der Stähle nach
 Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Elektrische Energie, Arbeit und Leistung
 Elektrische Energie, Arbeit und Leistung Wenn in einem Draht ein elektrischer Strom fließt, so erwärmt er sich. Diese Wärme kann so groß sein, dass der Draht sogar schmilzt. Aus der Thermodynamik wissen
Elektrische Energie, Arbeit und Leistung Wenn in einem Draht ein elektrischer Strom fließt, so erwärmt er sich. Diese Wärme kann so groß sein, dass der Draht sogar schmilzt. Aus der Thermodynamik wissen
ACDSee 2009 Tutorials: Rote-Augen-Korrektur
 In diesem Tutorial lernen Sie den schnellsten Weg zum Entfernen roter Augen von Ihren Fotos mit der Rote-Augen- Korrektur. Die Funktion zur Reduzierung roter Augen ist ein Untermenü des Bearbeitungsmodus.
In diesem Tutorial lernen Sie den schnellsten Weg zum Entfernen roter Augen von Ihren Fotos mit der Rote-Augen- Korrektur. Die Funktion zur Reduzierung roter Augen ist ein Untermenü des Bearbeitungsmodus.
Bersten von Kohlendioxid-Feuerlöschern
 Bersten von Kohlendioxid-Feuerlöschern Ein Feuer wird gelöscht, indem man es erstickt. Dem Sauerstoff muss also der Zutritt verwehrt werden. Hierfür ist in geschlossenen Räumen das Kohlendioxid als reaktionsträges
Bersten von Kohlendioxid-Feuerlöschern Ein Feuer wird gelöscht, indem man es erstickt. Dem Sauerstoff muss also der Zutritt verwehrt werden. Hierfür ist in geschlossenen Räumen das Kohlendioxid als reaktionsträges
Eisenwerkstoffe, Legierungen Was sollen Sie mitnehmen?
 Was sollen Sie mitnehmen? Was ist Stahl, Qualitätsstahl und Edelstahl? Eisenbegleiter und Legierungselemente Wirkung von Kohlenstoff Welche Legierungselemente haben welche Wirkung? Grober Überblick über
Was sollen Sie mitnehmen? Was ist Stahl, Qualitätsstahl und Edelstahl? Eisenbegleiter und Legierungselemente Wirkung von Kohlenstoff Welche Legierungselemente haben welche Wirkung? Grober Überblick über
SUPERSPRINGS. Schraubendruckfedern
 SUPERSPRINGS Schraubendruckfedern Die Geschichte der SuperSprings Unsere eigenen Erwar tun - gen an Schraubendruck - federn sind sehr hoch, deshalb haben wir eines der anspruchsvollsten Produktionswerke
SUPERSPRINGS Schraubendruckfedern Die Geschichte der SuperSprings Unsere eigenen Erwar tun - gen an Schraubendruck - federn sind sehr hoch, deshalb haben wir eines der anspruchsvollsten Produktionswerke
Wärmeleitung und thermoelektrische Effekte Versuch P2-32
 Vorbereitung Wärmeleitung und thermoelektrische Effekte Versuch P2-32 Iris Conradi und Melanie Hauck Gruppe Mo-02 3. Juni 2011 Inhaltsverzeichnis Inhaltsverzeichnis 1 Wärmeleitfähigkeit 3 2 Peltier-Kühlblock
Vorbereitung Wärmeleitung und thermoelektrische Effekte Versuch P2-32 Iris Conradi und Melanie Hauck Gruppe Mo-02 3. Juni 2011 Inhaltsverzeichnis Inhaltsverzeichnis 1 Wärmeleitfähigkeit 3 2 Peltier-Kühlblock
KIESELSTEINGroup. Modifikationen des Eisens - Temperaturbereiche. E. Kieselstein Werkstofftechnik Eisen-Kohlenstoff-Diagramm
 Modifikationen des Eisens - Temperaturbereiche 1 Zweistoffsystem aus den Elementen Eisen und Kohlenstoff (elementar oder als Verbindung Fe3C ). verschiedene Phasen Austenit, Ferrit, Perlit, Ledeburit,
Modifikationen des Eisens - Temperaturbereiche 1 Zweistoffsystem aus den Elementen Eisen und Kohlenstoff (elementar oder als Verbindung Fe3C ). verschiedene Phasen Austenit, Ferrit, Perlit, Ledeburit,