WELDERS FAVOURITE SINCE MEGAFIL Nahtlose Fülldrähte
|
|
|
- Johann Gerstle
- vor 5 Jahren
- Abrufe
Transkript

1 WELDERS FAVOURITE SINCE 1938 MEGAFIL Nahtlose Fülldrähte

2 MEGAFIL ITW Welding Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen Schweißzusatzwerkstoffe unserer Marke Elga oder um Anlagen von Miller handelt: Unsere Kunden erwerben damit das fortschrittlichste und effizienteste Zubehör rund ums Schweißen. Elga ist führend in der Entwicklung und Herstellung von Schweißzusatzwerkstoffen und verfügt über das Know-how, selbst anspruchsvollste Schweißaufgaben zu bewältigen. Seit 1917 vereint dieser Markenname Expertenwissen rund ums Schweißen und Schweißzusatzwerkstoffe von höchster Leistungs-fähigkeit. Für die spezifischen Anforderungen anspruchsvoller Industriezweige wie z.b. Offshore, Öl & Gas sowie Rohrwerke haben wir spezielle Schutzgas-Drähte entwickelt, die mit modernsten Produktionsverfahren hergestellt werden. Unsere zukunftsweisenden nahtlosenden Fülldrähte tragen den Namen MEGAFIL und zeichnen sich durch extrem niedrigen Gehalt an diffusiblem Wasserstoff aus. Ein Team engagierter Mitarbeiter, spezialisiert auf die Entwicklung integraler Lösungen, vertreibt unsere MEGAFIL -Fülldrähte, die sowohl als Metallpulver-, Rutil-, als auch als basische Typen erhältlich sind. Durch die Partnerschaft mit ITW Welding profitieren unsere Kunden von dem umfassenden Wissen und der Erfahrung unserer Ingenieure. Zudem verfügen wir über bestens ausgestattete Labore, in denen wir fundierte Anwendungsforschung betreiben. ITW Welding versteht sich als Ansprechpartner integrierter Lösungen in der Schweißtechnik. Ob als Anbieter für Schweißköpfe und -brenner, Traktoren, Orbitalschweißanlagen, Schweißautomatenträger und keramische Badsicherungen oder als Partner zur Realisierung von Trocknungs- und Vorwärmanlagen ITW Welding ist die erste Wahl, wenn es ums Schweißen geht. Unsere Leistungen erstrecken sich über die Ausführungsplanung bis hin zur Realisierung schlüsselfertiger Lösungen. Das macht uns zum idealen Partner für Ihren Bedarf, denn wir liefern alles aus einer Hand. A 3. Auflage 2
3 Inhaltsverzeichnis MEGAFIL Kurzübersicht MEGAFIL Fülldraht Produktionstechnologie MEGAFIL Eigenschaften und Vorteile Übersicht MEGAFIL Nahtlose Fülldrähte Empfehlung zur Lagerung Verpackung Packschema Verbindungsschweißen MEGAFIL Produktdatenblätter Brennerwinkel und handhabung. 57 Einsatz von keramischen Badsicherungen Abschmelzleistung von Fülldrähten Schweißparameter/Schweißkosten MEGAFIL Schweißparameter-Richtwerte: Metallpulver-Fülldraht MEGAFIL Schweißparameter-Richtwerte: Rutil-Fülldraht MEGAFIL Schweißparameter-Richtwerte: Basischer Fülldraht EN ISO A: Fülldrahtelektroden für das Metall-Lichtbogenschweißen von unlegierten Stählen und Feinkornstählen mit und ohne Schutzgas.. EN ISO A: Fülldrahtelektroden für das Metall-Lichtbogenschweißen von warmfesten Stählen mit und ohne Schutzgas.. EN ISO A: Fülldrahtelektroden für das Metall-Lichtbogenschweißen von warmfesten Stählen mit Schutzgas... AWS A5.18: Spezifikation für unlegierte Drahtelektroden und stäbe und Metallpulver-Fülldraht zum Metall-Lichtbogenschweißen mit Schutzgas... AWS A5.20: Spezifikation für unlegierte, schlackeführende Fülldrahtelektroden zum Metall-Lichtbogenschweißen mit Schutzgas AWS A5.28: Spezifikation für niedriglegierte Drahtelektroden und Metallpulver-Fülldraht zum Metall-Lichtbogenschweißen mit Schutzgas AWS A5.29: Spezifikation für niedriglegierte, schlackeführende Fülldrahtelektroden zum Metall-Lichtbogenschweißen mit Schutzgas.... AWS A5.36: Spezifikation für kohlenstoffhaltige und niedriglegierte Draht und Fülldrahtelektroden zum Metall-Lichtbogenschweißen mit Schutzgas Auftragschweißen MEGAFIL Produktdatenblätter Was versteht man unter dem Begriff Auftragschweißen? Wann und wo wird Auftragschweißen angewendet?. 90 Was versteht man unter Verschleiß?. 91 Praxisbeispiele für TRIBO-Systeme Auswahlkriterien MEGAFIL Schweißparameter - Richtwerte: Metallpulver-Fülldraht MEGAFIL Schweißparameter - Richtwerte: Basischer Fülldraht MEGAFIL Schweißparameter - Richtwerte: 8-er Serie Metallpulver-Fülldraht EN 14700: Schweißzusätze zum Hartauftragen Zulassungen Umrechnungstabellen Haftungsausschuss: Die hierin enthaltenen Informationen gelten als genau und verlässlich, sie sind dennoch nur Referenzangaben. Typische Daten sind solche, die beim Schweißen und Prüfen auf Grundlage vorgeschriebener Normen und Richtlinien entstehen. Andere Prüfungen können zu unterschiedlichen Ergebnisse führen, und typische Daten dürfen nicht als Grundlage für das Erzielen ähnlicher Ergebnisse in einer besonderen Anwendung oder bei einem speziellen Schweißbauteil herangezogen werden. ITW Welding übernimmt keine Verantwortung für Ergebnisse, die von Personen erzielt wurden, auf die wir keinen Einfluss haben. Wir raten Nutzern, die Tauglichkeit der hierin erwähnten Produkte oder Verfahren für einen bestimmten Zweck zu prüfen. Im Hinblick darauf lehnt ITW Welding insbesondere die Übernahme jeglicher ausdrücklicher oder impliziter Garantien ab, dazu gehört auch die Garantie auf Vermarktbarkeit und Eignung für eine spezifische Anwendung, außerdem jegliche Haftung für Folge oder Nebenschäden sowie entgangener Gewinn. 3
4 MEGAFIL Kurzübersicht Produkt Eigenschaften Seite Unlegierte Stähle und Feinkornstähle MEGAFIL 710 M Metallpulver-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. 18 Geeignet für Roboter-Anwendungen. Ideal für Anwendungen im Kurz und Sprühlichtbogen. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ). Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. CTOD geprüft 20 C. Elgacore 86R Metallpulver-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. 19 Speziell entwickelt für das manuelle oder mechanisierte Schweißen von dünnen und mittleren Blechdicken. Kennzeichen: Exzellente Schweißeigenschaften, keine Spritzerbildung, wenig Silikate, porenfreies Schweißbad. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ). Elgacore Matrix Metallpulver-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. 20 Entwickelt für höchste Abschmelzleistungen bei automatisierter Fertigung oder Roboteranwendungen. Modernste Fertigungsverfahren ermöglichen Schweißeigenschaften, die in ihrer Konstanz unerreicht sind. Exzellente Wiederzündeigenschaften und konkurrenzloses Förderverhalten sind weitere hervorstechende Merkmale. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ). Elgacore Edge Metallpulver-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. 21 Speziell entwickelt für geringe Silikatbildung. Auf blankem Material weisen die Nahtflanken so gut wie keine Silikatablagerungen auf. Die Schweißnahtoberfläche selbst ist optisch frei von Silikatinseln. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ). MEGAFIL 240 M Metallpulver-Fülldrahtelektrode mit < 1.0% Ni für unlegierte Stähle < 500 MPa Streckgrenze. 22 Geeignet für Roboter-Anwendungen. Ideal für die Anwendung im Kurz und Sprühlichtbogen. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ) Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas, CTOD geprüft 20 C. MEGAFIL 713 R Mikrolegierte Rutil-Fülldrahtelektroden für unlegierte Stähle < 460 MPa Streckgrenze. 23 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ) Elgacore 791 Rutil-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. 24 Entwickelt für Positions-Schweißungen im allgemeinen Stahlbau. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ). MEGAFIL 716 R Mikrolegierte Rutil-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. 25 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ) Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas, sowohl im unbehandelten wie im spannungsarm geglühten Zustand. CTOD geprüft 20 C. MEGAFIL 819 R Mikrolegierte Rutil-Fülldrahtelektrode mit < 1.0% Ni für unlegierte Stähle < 500 MPa Streckgrenze. 26 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ). Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. Elgacore 881K2 Mikrolegierte Rutil-Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. Speziell entwickelt für 27 Anwendungen in der Offshore Branche, welche höchste Ansprüche an die Ausführung der Schweißnähte stellt. Die Mikrolegierungselemente sorgen in Verbindung mit 1,6% Nickelanteil für außergewöhnlich hohe Kerbschlagzähigkeiten bis zu Temperaturen von -60 C. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ). MEGAFIL 821 R Mikrolegierte Rutil-Fülldrahtelektrode mit < 1.0% Ni für unlegierte Stähle < 500 MPa Streckgrenze. 28 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar) / Rest Kohlenstoffdioxid (CO 2 ). Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas, sowohl im unbehandelten wie im spannungsarm geglühten Zustand. CTOD geprüft 20 C. MEGAFIL 731 B Basische Fülldrahtelektrode für unlegierte Stähle < 460 MPa Streckgrenze. Extrem widerstandsfähig gegen 29 Rissbildung im Schweißgut. Sehr gut geeignet zum Schweißen kohlenstoffhaltiger Stähle und kritischer Grundwerkstoff-Kombinationen. Ideale metallurgische Wahl bei Reparaturschweißungen und Pufferlagen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ) und 100% Kohlenstoffdioxid (CO 2 ). MEGAFIL 740 B Basische Fülldrahtelektrode mit < 1.0% Ni für unlegierte Stähle < 500 MPa Streckgrenze. 30 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Sehr gut geeignet zum Schweißen kohlenstoffhaltiger Stähle und kritischer Grundwerkstoff-Kombinationen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. 4
5 MEGAFIL Kurzübersicht Produkt Eigenschaften Seite Witterungsbeständige Stähle MEGAFIL 281 M Metallpulver-Fülldrahtelektrode mit < 1.0%Ni 0,5%Cu und 0,5%Cr für witterungsbeständige Stähle <460MPa 31 Streckgrenze. Hohe Abschmelzleistung, ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C. Geeignet für Roboter-Anwendungen. Ideal für die Anwendung im Kurz Sprühlichtbogen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ) MEGAFIL 781 R Mikrolegierte Rutil-Fülldrahtelektrode mit < 1.0% Ni und 0.5% Cu füt witterungsbeständige Stähle < 460 MPa 32 Streckgrenze. Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/Rest Kohlenstoffdioxid (CO 2 ), Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas. Hochfeste Feinkornstähle MEGAFIL 940 M Metallpulver-Fülldrahtelektrode mit 2.0% Ni für hochfeste Stähle < 550 MPa Streckgrenze. 33 Speziell entwickelt für das Schweißen von Schiffbaustählen der Güte HY80, mit WIWEB Zulassung. und CTOD geprüft 40 C. Ideal für die Anwendung im Kurz und Sprühlichtbogen. Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. MEGAFIL 610 M Metallpulver-Fülldrahtelektrode mit < 1.0% Ni für hochfeste Stähle < 620 MPa Streckgrenze. 34 Hohe Abschmelzleistung. Geeignet für Roboter-Anwendung. Ideal für die Anwendung im Kurz und Sprühlichtbogen. Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. MEGAFIL 620 M Metallpulver-Fülldrahtelektrode mit 1.7% Ni für hochfeste Stähle < 620 MPa Streckgrenze.. 35 Hohe Abschmelzleistung. Geeignet für Roboter-Anwendungen. Ideal für die Anwendung im Kurz und. Sprühlichtbogen. Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. MEGAFIL 742 M Metallpulver-Fülldrahtelektrode mit Ni, Mo und Cr für hochfeste Stähle < 690 MPa Streckgrenze. 36 Ideal für die Anwendung im Kurz und Sprühlichtbogen. Geeignet für Roboter-Anwendungen. Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. MEGAFIL 1100 M Metallpulver-Fülldrahtelektrode mit Ni, Mo und Cr für hochfeste Stähle < 960 (1100) MPa Streckgrenze. 37 Geeignet für Roboter-Anwendung. Ideal für die Anwendung im Kurz und Sprühlichtbogen. Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas. MEGAFIL 550 R Mikrolegierte Rutil-Fülldrahtelektrode mit > 1.0% Ni für hochfeste Stähle < 550 MPa Streckgrenze. 38 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ), 100% Kohlenstoffdioxid (CO 2 ) möglich. Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. MEGAFIL 610 R Mikrolegierte Rutil-Fülldrahtelektrode mit < 1.0% Ni für hochfeste Stähle < 620 MPa Streckgrenze. 39 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO2 Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas. MEGAFIL 620 R Mikrolegierte Rutil-Fülldrahtelektrode mit 1.7% Ni für hochfeste Stähle < 620 MPa Streckgrenze. 40 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO2) Ausgezeichnete Kerbschlagszähigkeitswerte bis 40 C mit Mischgas. MEGAFIL 690 R Mikrolegierte Rutil-Fülldrahtelektrode für hochfeste Stähle < 690 MPa Streckgrenze. 41 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO2) Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas. MEGAFIL 610 B Basische Fülldrahtelektrode mit < 1.0% Ni für hochfeste Stähle < 620 MPa Streckgrenze. 42 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas. 5
6 MEGAFIL Kurzübersicht Produkt Eigenschaften Seite MEGAFIL 742 B Basische Fülldrahtelektrode mit Ni, Mo und Cr für hochfeste Stähle < 690 MPa Streckgrenze. 43 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Ausgezeichnete Kerbschlagzähigkeitswerte bis 60 C mit Mischgas im unbehandelten wie im spannungsarm geglühten Zustand. MEGAFIL 745 B Basische Fülldrahtelektrode mit Ni, Mo und Cr für hochfeste Stähle < 960 (1100) MPa Streckgrenzen. 44 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas. Vergütungsstähle MEGAFIL 807 M Metallpulver-Fülldrahtelektrode für unlegierte Stähle < 890 MPa Streckgrenzen und vergütet, hochfeste 45 Feinkornstähle < 700 MPa. (vergütet) 25CrMo4; 34CrMo4; 28NiCrMo5-5; 42CrMo4 und typischerweise nach ASTM A 829 M. Warmfeste Stähle MEGAFIL 235 M Metallpulver-Fülldrahtelektrode mit 0.5% Mo für warmfeste Stähle < 460 MPa Streckgrenze. 46 Gute Wiederzündeigenschaften des Lichtbogens selbst bei kalter Kontaktdüse, geeignet für Roboter-Anwendung. Ideal für die Anwendung im Kurz und Sprühlichtbogen. Ausgezeichnete Spaltüberbrückung beim Schweißen der Wurzellage. Hocheffizienter Typ für die wirtschaftliche Verarbeitung von Mo-Stählen bis 500 C Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas. MEGAFIL P36 M Metallpulver-Fülldrahtelektrode mit 1.0% Ni und 0.5% Mo für warmfeste Stähle < 550 MPa Streckgrenze. 47 Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Ausgezeichnete Spaltüberbrückung beim Schweißen der Wurzellage. Geeignet für Stähle wie 20MnMoNi4-5 / 15NiCuMoNb5 (WB36). Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas im unbehandelten wie im spannungsarm geglühten Zustand. MEGAFIL 236 M Metallpulver-Fülldrahtelektrode mit 1.0% Cr und 0,5% Mo für warmfeste Stähle < 460 MPa Streckgrenze. 48 Gute Wiederzündeigenschaften des Lichtbogens selbst bei kalter Kontaktdüse, geeignet für Roboter-Anwendung. Ideal für die Anwendung im Kurz oder Sprühlichtbogen. Ausgezeichnete Spaltüberbrückung beim Schweißen der Wurzellage. Hocheffizienter Typ für die wirtschaftliche Verarbeitung von CrMo-Stählen bis 550 C. Ausgezeichnete Kerbschlagzähigkeitswerte bis 20 C mit Mischgas im spannungsarm geglühten Zustand. MEGAFIL 237 M Metallpulver-Fülldrahtelektrode mit 2.25% Cr und 1.0% Mo für warmfeste Stähle < 460 MPa Streckgrenze. 49 Gute Wiederzündeigenschaften des Lichtbogens selbst bei kalter Kontaktdüse, geeignet für Roboter-Anwendung. Ideal für die Anwendung im Kurz und Sprühlichtbogen. Hocheffizienter Typ für die wirtschaftliche Verarbeitung von warmfesten Stählen und druck-/wasserstoffbeständigen 21/4Cr1Mo-Stählen. Ausgezeichnete Kerbschlagzähigkeitswerte bis 20 C mit Mischgas im spannungsarm geglühten Zustand. 6
7 MEGAFIL Kurzübersicht Produkt Eigenschaften Seite MEGAFIL P5 M Metallpulver-Fülldrahtelektrode mit 5.0% Cr und 0.5% Mo für warmfeste Stähle < 460 MPa Streckgrenze. 50 Gute Wiederzündeigenschaften des Lichtbogens selbst bei kalter Kontaktdüse, geeignet für Roboter-Anwendung. Ideal für die Anwendung im Kurz oder Sprühlichtbogen. Hocheffizienter Typ für die wirtschaftliche Verarbeitung Von warmfesten Stählen und druck-/wasserstoffbeständen 5Cr1Mo-Stählen. MEGAFIL 825 R Mikrolegierte Rutil-Fülldrahtelektrode mit 1.0% Cr und 0,5% Mo für warmfeste Stähle < 460 MPa Streckgrenzen. 51 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Hocheffizienter Typ für die wirtschaftliche Verarbeitung von Mo-Stählen bis 500 C. MEGAFIL 836 R Mikrolegierte Rutil-Fülldrahtelektrode mit 1.0% Cr und 0.5% Mo für warmfeste Stähle < 460MPa Streckgrenze. 52 Schnell erstarrende Schlacke für höhere Abschmelzleistungen in allen Schweißpositionen. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ) Hocheffizienter Typ für die wirtschaftliche Verarbeitung von CrMo-Stählen bis 550 C. MEGAFIL 735 B Basische Fülldrahtelektrode mit 0.5% Mo für warmfeste Stähle < 460 MPa Streckgrenze. 53 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Hocheffizienter Typ für die wirtschaftliche Verarbeitung von Mo-Stählen bis 500 C. Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas im unbehandelten wie im spannungsarm geglühten Zustand. MEGAFIL P36 B Basische Fülldrahtelektrode mit 1.0% Ni und 0.5% Mo für hochfeste Stähle < 550 MPa Streckgrenze. 54 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Gut geeignet für Stähle wie 20MnMoNi4-5 / 15NiCuMoNb5 (WB 36). Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas im unbehandelten wie im spannungsarm geglühten Zustand. MEGAFIL 736 B Basische Fülldrahtelektrode mit 1.0% Cr und 0.5% Mo für warmfeste Stähle < 460 MPa Streckgrenze- 55 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). Hocheffizienter Typ für die wirtschaftliche Verarbeitung von CrMo-Stählen bis 550 C. Ausgezeichnete Kerbschlagzähigkeitswerte bis 40 C mit Mischgas im spannungsarm geglühten Zustand. MEGAFIL 737 B Basische Fülldrahtelektrode mit 2.25% Cr und 1.0% Mo für warmfeste Stähle < 550 MPa Streckgrenze. 56 Extrem widerstandsfähig gegen Rissbildung im Schweißgut. Für Mischgas 75-85% Argon (Ar)/ Rest Kohlenstoffdioxid (CO 2 ). warmfesten Stählen und druck-/ wasserstoffbeständigen Stählen. 7
8 MEGAFIL Kurzübersicht Produkt Eigenschaften Seite Auftragsdrähte MEGAFIL A 220 M für das mit M Einsetzbar an Härte mit Stoß- und ab der 3. Lage des reinen MEGAFIL A 730 M für das mit M Einsetzbar an mit Stoß- und Härte ab der 3. Lage des reinen MEGAFIL A 740 M für das mit M Einsetzbar an mit Stoß- und Härte ab der 3. Lage des reinen MEGAFIL A 750 M für das mit M Einsetzbar an mit Stoß- und Härte ab der 3. Lage des reinen MEGAFIL A 760 M für das mit M Einsetzbar an mit Stoß- und Härte ab der 3. Lage des reinen MEGAFIL A 762 M für das mit M Einsetzbar an mit Stoß- und Härte ab der 3. Lage des reinen MEGAFIL A 765 M für das mit M Einsetzbar an mit Stoß- und Härte ab der 3. Lage des reinen MEGAFIL A 760 B für das mit M Einsetzbar an Härte mit ab der 3. Lage des reinen MEGAFIL A 861 M Hochlegierte für das mit M Eine ohne ist möglich. Einsetzbar an mit hoher und Härte ab der 2. Lage des reinen MEGAFIL A 864 M Hochlegierte für das mit M Eine ohne ist möglich. Einsetzbar an mit schmir Härte ab der 2.Lage des reinen MEGAFIL A 867 M Hochlegierte für das mit M Eine ohne ist möglich. Einsetzbar an mit schmir Härte ab der 2.Lage des reinen 8


9 MEGAFIL Fülldraht-Produktionstechnologie Die einzigartige Produktionstechnologie, die ITW Welding einsetzt, um den nahtlosen MEGAFIL Fülldraht herzustellen, bietet dem Endverbraucher wertvolle Produktvorteile. Der Herstellungsprozess gliedert sich wie folgt: Band wird zu einem Rohr geformt, HF-verschweißt und dann auf den Fülldurchmesser gezogen. Im nächsten Schritt wird das Rohr mittels eines Vibrationssystems mit agglomeriertem Pulver gefüllt. Danach wird der Draht geglüht, auf den Enddurchmesser gezogen und mit Kupfer umhüllt. Abschließend wird der Draht auf verschiedene Spulengrößen lagenweise präzise aufgewickelt. Das Ergebnis ist ein vollständig geschlossener Fülldraht mit einem extrem trockenen Pulverkern, der während der Lagerung und des Schweißvorgangs keinerlei Feuchtigkeit aufnimmt. 9

10 MEGAFIL Eigenschaften und Vorteile Garantiert keine Aufnahme von Feuchtigkeit MEGAFIL Fülldrähte werden durch vollständig durchgeschweißte Nähte geschlossen und nehmen keinerlei Feuchtigkeit auf, selbst in extremen klimatischen Verhältnissen mit tropischen Temperaturen und sehr hoher relativer Luftfeuchtigkeit. Die Füllung bleibt während des gesamten Prozesses der Lagerung und des Schweißens trocken. Wasserstoffinduzierte Rissbildung durch Feuchtigkeitseinfluss wird vermieden. Bei der Lagerung von MEGAFIL -Fülldraht sind keine besonderen Vorkehrungen notwendig; ebenso entfällt das Rücktrocknen vor dem Schweißen. Das spezielle Herstellungsverfahren der nahtlosen MEGAFIL Fülldrähte bietet dem Anwender einzigartige Vorteile: Vermeidung von wasserstoffinduzierter Rissbildung. Der Wasserstoffgehalt im Schweißgut, geprüft nach EN und AWS, liegt unter 4 ml/100 g Typische Werte liegen unter 3 ml/100 g Besondere Vorkehrungen bei der Lagerung sind nicht nötig. Kann wie Massivdraht auf unbestimmte Zeit gelagert werden. Kein Risiko der Feuchtigkeitsaufnahme. Rücktrocknung entfällt, selbst nach Lagerung in feuchter Umgebung. Beständig gegen Feuchtigkeitsaufnahme auch nach Entnahme aus der Packung, z.b. bei Befestigung auf Drahtvorschubeinheit. Keine Fehlstellen in der Füllung - dadurch zuverlässige Schweißguteigenschaften Kupferbeschichtung für optimale Schweißstromübertragung zwischen Kontaktdüse und Draht und zur Minimierung des Kontaktdüsenverschleißes. Exzellente Drahtfördereigenschaften und drallfreier Eintritt in die Kontaktdüse durch sorgfältig kontrollierte Abmessungen, Cast und Helix. Ideal für Roboter-Schweißungen. Nahtlose MEGAFIL -Fülldrähte sind für die meisten Stahlgüten mit einem breiten Spektrum von Zulassungen von Gesellschaften wie ABS, DNV, LR und TÜV erhältlich. Der Draht kann mit einem 3.1-Zeugnis bestellt werden, das die wirklichen Werte der chemischen Zusammensetzung und der mechanischen Eigenschaften der gelieferten Charge auflistet. 10
11 Übersicht MEGAFIL Nahtlose Fülldrähte Verbindungsschweißen Unlegierte Stähle und Feinkornstähle Produkt EN ISO AWS AWS A5.36 Seite MEGAFIL 710 M T 46 6 M M21 1 H5 AWS A5.18: E70C-6M H4 E81T15-M21A8-CS1-H4 18 ~E71T15-M21A8-CS1-H4 Elgacore 86R T 46 2 M M 3 H5 AWS A5.18: E70C-6M H4 19 Elgacore Matrix T 46 4 M M 3 H5 AWS A5.18: E70C-6M H4 E81T15-M20A2-CS1-H4 20 Elgacore Edge T 46 3 M M 3 H5 AWS A5.18: E70C-6M H4 21 MEGAFIL 240 M T Ni M M21 1 H5 AWS A5.28: E80C-Ni1 H4 E81T15-M21A8-Ni1-H4 22 MEGAFIL 713 R M21: T 46 4 P M21 1 H5 AWS A5.20: M21: E71T-1M-J H4 M21: E71T1-M21A4-CS1-H4 23 CO 2 : T 46 2 P C1 1 H5 AWS A5.20: CO 2 : E71T-1C-J H4 CO 2 : E71T1-C1A0-CS1-H4 Elgacore 791 M21: T 46 3 P M 2 H5 AWS A5.20: M21: E71T-9M H8 24 CO 2 : T 46 3 P C 2 H5 AWS A5.20: CO 2 : E71T-9C H8 MEGAFIL 716 R T 46 6 P M21 1 H5 AWS A5.20: E71T-9M-J H4 E81T1-M21A8-CS1-H4 25 ~E71T1-M21A8-CS1-H4 MEGAFIL 819 R M21: T Ni P M21 1 H5 AWS A5.29: M21: E81T1-Ni1M-J H4 M21: E81T1-M21A8-Ni1-H4 26 CO 2 : T Ni P C1 1 H5 AWS A5.29: CO 2 : E81T1-Ni1C-J H4 CO 2 : E81T1-C1A4-Ni1-H4 Elgacore 881K2 T ,5Ni P M21 2 H5 AWS A5.29: M21: E81T-K2M-J H8 27 AWS A5.29: CO 2 : E81T1-K2C-J H8 MEGAFIL 821 R T Ni P M21 1 H5 AWS A5.29: E81T1-Ni1M-J H4 E81T1-M21A8-NI1-H4 28 MEGAFIL 731 B M21: T 46 6 B M21 3 H5 M21: E70T5-M21A8-CS1-H4 29 CO 2 : T 42 4 B C1 3 H5 CO 2 : E70T5-C1A4-CS1-H4 MEGAFIL 740 B T Ni B M21 3 H5 AWS A5.29: E80T5-Ni1M-J H4 E80T5-M21A8-Ni1-H4 30 Witterungsbeständige Stähle Produkt EN ISO AWS AWS A5.36 Seite MEGAFIL 281 M T 46 4 Z M M21 1 H5 AWS A5.28: E80C-W2 H4 E81T15-M21A4-W2-H4 31 MEGAFIL 781 R T 46 4 Z P M21 1 H5 AWS A5.29: E81T1-G H4 E81T1-M21A4-G-H4 32 Hochfeste Feinkornstähle Produkt EN ISO AWS AWS A5.36 Seite MEGAFIL 940 M T 55 6 Mn2,5Ni M M21 1 H5 E91T15-M21A8-K7-H4 33 MEGAFIL 610 M T 62 6 Mn1Ni M M21 1 H5 E101T15-M21A8-Ni1-H4 34 MEGAFIL 620 M T 62 6 Mn1,5Ni M M21 1 H5 E101T15-M21A8-K2-H4 35 MEGAFIL 742 M T 69 6 Mn2NiCrMo M M21 1 H5 AWS A5.28: E110C-K4 H4 E111T15-M21A8-K4-H4 36 MEGAFIL 1100 M T 89 4 Mn2Ni1CrMo M M21 1 H5 AWS A5.28: ~ E120C-K4 H4 E131T15-M21A4-K4-H4 37 MEGAFIL 550 R T 55 6 Mn1,5Ni P M21 1 H5 AWS A5.29: E91T1-K2M-J H4 E91T1-M21A8-K2-H4 38 MEGAFIL 610 R T 62 4 Mn1Ni P M21 1 H5 E101T1-M21A4-Ni1-H4 39 ~E81T1-M21A4-Ni1-H4 for pipeline welding MEGAFIL 620 R T 62 4 Mn1,5Ni P M21 1 H5 AWS A5.29: E101T1-K2M H4 E101T1-M21A4-K2-H4 40 MEGAFIL 690 R T 69 6 Z P M21 1 H5 AWS A5.29: E111T1-G M-J H4 E111T1-M21A4-G-H4 41 MEGAFIL 610 B T 62 6 Mn1Ni B M21 3 H5 E100T5-M21A8-Ni1-H4 42 MEGAFIL 742 B T 69 6 Mn2NiCrMo B M21 3 H5 AWS A5.29: E110T5-K4M H4 E110T5-M21A8-K4-H4 43 MEGAFIL 745 B T 89 4 Mn2Ni1CrMo B M21 3 H5 E130T5-M21A4-K4-H
12 Übersicht MEGAFIL Nahtlose Fülldrähte Vergütungsstähle Produkt EN ISO AWS AWS A5.36 Seite MEGAFIL 807 M T 69 0 Z M M21 1 H5 E111T15-M21P0-G-H4 45 T 89 0 Z M M21 1 H5 E131T15-M21A0-G-H4 Warmfeste Stähle Produkt EN ISO EN ISO AWS AWS A5.36 Seite MEGAFIL 235 M T Mo M M21 1 H5 AWS A5.28: E80C-G H4 E81T15-M21P4-A1-H4 46 MEGAFIL P36 M T Z M M21 1 H5 T NiMo M M21 1 H5 E91T15-M21P4-K1-H4 47 MEGAFIL 236 M T CrMo1 M M21 1 H5 AWS A5.28: E80C-B2 H4 E81T15-M21P4-B2-H4 48 MEGAFIL 237 M T CrMo2 M M21 1 H5 AWS A5.28: E90C-B3 H4 E91T15-M21P0-B3-H4 49 MEGAFIL P5 M T CrMo5 M M21 1 H5 AWS A5.28: E80C-B6 H4 E81T15-M21P0-B6-H4 50 MEGAFIL 825 R T MoL P M21 1 H5 AWS A5.29: E81T1-A1M H4 E81T1-M21PY-A1-H4 51 MEGAFIL 836 R T CrMo1 P M21 1 H5 AWS A5.29: E81T1-B2M H4 E81T1-M21PY-B2-H4 52 MEGAFIL 735 B T Mo B M21 3 H5 AWS A5.29: E80T5-G H4 E80T5-M21P4-A1-H4 53 MEGAFIL P36 B T Z B M21 3 H5 T NiMo B M21 3 H5 E90T5-M21P4-K1-H4 54 MEGAFIL 736 B T CrMo1 B M21 3 H5 AWS A5.29: E80T5-B2M H4 E80T5-M21P4-B2-H4 55 MEGAFIL 737 B T CrMo2 B M21 3 H5 AWS A5.29: E90T5-B3M H4 E90T5-M21P0-B3-H
13 13
14 Empfehlung zur Lagerung MEGAFIL Nahtlose Fülldrähte sind völlig unempfindlich gegen Feuchtigkeitsaufnahme und Lagerungsempfehlungen für MEGAFIL -Fülldrähte auf einen Blick: können auf unbestimmte Zeit gelagert werden. Zu beachten ist, dass sie wie Massivdrahtelektroden mit Kupfer ummantelt sind, daher muss vermieden werden, dass sie in direkten Kontakt mit Flüssigkeiten aller Art - insbesondere Wasser - geraten. Auf der Elektrodenoberfläche darf sich kein Flugrost absetzen. Eine mögliche Ursache für Wasserstoff im Schweißgut ist der Rost, der auch die Ursache für mangelhaften Drahtvorschub sein kann. Daher empfehlen wir unseren Kunden, MEGAFIL -Fülldrähte in trockener Umgebung, geschützt vor Witterungseinflüssen, zu lagern. Die Elektroden sollten in der Originalverpackung bleiben. Vermeiden Sie plötzlichen Temperatursturz, der die Bildung von Feuchtigkeitskondensat begünstigt. Draht in trockener Umgebung in der verschlossenen Originalverpackung lagern Kontakt zwischen Draht und Substanzen wie Wasser oder anderen Flüssigkeiten sowie Dampf, Öl, Fett oder Rost vermeiden Drahtoberfläche nie mit bloßen Händen berühren Aufbewahrung des Drahtes unterhalb des Taupunktes vermeiden Ungeschützte Drahtspulen nicht über Nacht in der Werkstatt lassen Draht im Original-Plastikbeutel und Karton aufbewahre, wenn er nicht verwendet wird Lagerentnahme: FIFO Dazu ist es ausreichend, den Lagerraum während der Kälteperiode leicht zu heizen. Nur teilweise aufgebrauchte Drahtspulen müssen wieder in den Original-Plastikbeutel eingepackt, sorgfältig verschlossen und aufbewahrt werden. 14
15 Verpackung 15

16 Packschema für Spularten K 300 / KD 300 / K Spulen auf einer Euro-Palette Netto-Gewicht: 1024 kg für Spulart KD Spulen in 60 Kartons auf einer Euro-Palette Netto-Gewicht: 1200kg 16
17 Verbindungsschweißen 17
18 AWS A5.18: E70C-6M AWS A5.36: ~ T 46 6 M M21 1 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- oder Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen CTOD geprüft 20 C Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Behälterbau Allgemeiner Maschinenbau Schienenbau Ein- und Mehrlagenschweißungen Metallpulver-Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) - Mangan (Mn) 1.3 Molybdän (Mo) - Silizium (Si) 0.7 Chrom (Cr) - Schwefel (S) Phosphor (P) Mechanische Tests Typische Werte unvergütet / vergütet (580 C / 120 min) Garantierte Werte unvergütet / vergütet (580 C / 120 min) Zugfestigkeit Rm 600 MPa 560 MPa MPa MPa Streckgrenze Rp MPa 480 MPa > 460 MPa > 460 MPa Dehnung A5 28% 30% 22% 22% -40 C 140 J > 47 J -60 C 100 J > 47 J 18
19 AWS A5.18: E70C-6M T 46 4 M M21 3 Hohe Abschmelzleistung und Effizienz Keine sichtbare Schlackebildung Extrem hohe Produktivität Stabiler Lichtbogen niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Exzellente Kerbschlagwerte bis 20 C Hervorragend geeignet für Pulstechnik-Anwendungen Höhere Produktivität als vergleichbare Massivdraht- Elektroden oder pulvergefüllte Drahtelektroden Reduzierte Nacharbeit, höhere Produktivität Besonders geeignet für Roboteranwendungen Einfache Handhabung, gleichmäßige Nahtqualität Verringertes Risiko von wasserstoffinduzierter Rissbildung Vielseitig einsetzbar Ein- und Mehrlagenschweißungen Lagerbehälter Automatisiertes und mechanisiertes Schweißen Allgemeiner Stahlbau Unlegierte Stähle und Feinkornstähle Erdbauindustrie Schienenfahrzeugbau Metallpulver-Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL1; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.03 Nickel (Ni) - Mangan (Mn) 1.44 Molybdän (Mo) - Silizium (Si) 0.67 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 578 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 30% 20% -20 C 101 J > 47 J -40 C 54 J 19
20 AWS A5.18: E70C-6M T 46 4 M M21 3 Gute Fördereigenschaften Überdurchschnittliche Zündeigenschaften Exzellente Benetzungscharakteristik Praktisch keine Silikatinseln Unerreichte Stabilität Hohe Abschmelzleistung Geeignet für hohe Drahtfördergeschwindigkeiten, höhere Produktlebensdauer Verbesserte Schweißleistung und stabilität Anwenderfreundlich durch leicht händelbares Schweißbad mit gleichmäßiger Aufschmelzung Reduzierte Nacharbeitszeit, erhöhte Produktivität Geeignet für automatisierte Anwendungen durch reproduzierbare Schweißleistung und Gütewerte Höhere Produktivität als vergleichbare Massivdrähte Ein- und Mehrlagenschweißungen Durchsatzorientierte Produktion Unlegierte Stähle und Feinkornstähle Roboteranwendungen und mechanisiertes Schweißen Metallpulver-Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL1; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.04 Nickel (Ni) - Mangan (Mn) 1.30 Molybdän (Mo) - Silizium (Si) 0.62 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 573 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 25% > 20% -40 C 57 J 47 J 20
21 AWS A5.18: E70C-6M T 46 3 M M21 3 Praktisch keine Silikatinseln an der Schweißlinie Exzellente Spaltüberbrückbarkeit Hervorragende Benetzungseigenschaften Höhere Schweißgeschwindigkeit und Abschmelzrate als bei vergleichbaren Massivdrähten Reduzierte Nacharbeitszeit, vermindertes Risiko von Einschlüssen Verringerte Durchbrandgefahr, dadurch verringertes Ausschussrisiko Anwenderfreundlich durch leicht händelbares Schweißbad mit gleichmäßiger Aufschmelzung Erhöhte Produktivität Unlegierte Stähle und Feinkornstähle Roboteranwendungen und mechanisiertes Schweißen Schwerer Maschinenbau Landwirtschaft Transportwesen Untertagebau Metallpulver-Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.42 Mangan (Mn) 1.33 Molybdän (Mo) - Silizium (Si) 0.63 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 630 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 25% > 20% -20 C 68 J 47 J 21
22 AWS A5.28: E80C-Ni1 AWS A5.36: T Ni M M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- oder Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen CTOD geprüft 20 C Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Behälterbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver-Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 500 MPa S185 - S500, A 106 Gr.B, A 333 Gr. 6, A 516 Kesselstähle Rel 500 MPa P235GH - P485GH Rohrstähle Rel 500 MPa P235T1/T2 - P500NL2; L210 - L485MB Feinkornbaustähle Rel 500 MPa S235 - S500QL1 Stähle nach API Norm Rel 500 MPa X42 - X70 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.9 Mangan (Mn) 1.3 Molybdän (Mo) - Silizium (Si) 0.7 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 500 MPa Dehnung A5 27% 24% -40 C 140 J > 47 J -60 C 100 J > 47 J 22
23 AWS A5.20: E71T-1M-J AWS A5.36: M21: T 46 4 P M21 1 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Gute Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L445MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) - Mangan (Mn) 1.3 Molybdän (Mo) - Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 600 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 26% 22% 82% Ar / 18% CO2 100% CO2 82% Ar / 18% CO2 100% CO2-20 C 100 J 70 J > 47 J > 47 J -40 C 70 J > 47 J 23
24 AWS A5.20: M21: E71T-1M M21: T 46 3 P M21 2 Geringe Spritzerbildung Exzellente Schlackelöslichkeit Hervorragende Schweißeigenschaften mit 100% CO2 oder 80% Ar / 20% CO2 Erhöhte Schweißzeit durch reduzierte Nacharbeit Verbesserte Produktivität Breites Einsatzspektrum Schiffbau Bahn Spezifische Rohrschweißungen Allgemeiner Stahlbau Dickblechanwendungen Druckbehälter Unlegierte Stähle und Feinkornstähle Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.02 Nickel (Ni) - Mangan (Mn) 1.36 Molybdän (Mo) - Silizium (Si) 0.62 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 618 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 25% > 20% -20 C 119 J 47 J 24
25 AWS A5.20: E71T-9M-J AWS A5.36: T 46 6 P M21 1 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Exzellente Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit CTOD geprüft -20 C Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L445MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.4 Mangan (Mn) 1.3 Molybdän (Mo) - Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 600 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 27% 22% 82% Ar / 18% CO2 100% CO2 82% Ar / 18% CO2 100% CO2-40 C 100 J 60 J > 47 J > 47 J -60 C 70 J > 47 J 25
26 AWS A5.29: CO2: E81T1-Ni1C-J H4 M21: E81T1-Ni1M-J H4 AWS A5.36: CO2: E81T1-C1A4-Ni1-H4 CO2: T Ni P C1 1 H5 21 T Ni P M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Gute Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramische Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 500 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 500 MPa P235GH - P485GH bis A516; A537; A455 Rohrstähle Rel 500 MPa P235T1/T2 - P485NL2; L210 - L485MB bis A 572 Feinkornbaustähle Rel 500 MPa S235 - S500(NL1,2) bis A 572 Stähle nach API Norm Rel 500 MPa X42 - X70 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.8 Mangan (Mn) 1.2 Molybdän (Mo) - Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 26% 22% 82% Ar / 18% CO 2 100% CO 2 82% Ar / 18% CO 2 100% CO 2-40 C 100 J 60 J > 47 J > 47 J -60 C 70 J > 47 J 26
27 AWS A5.29: CO2: E81T1-K2C-J H8 M21: E81T1-K2M-J H8 CO2: T ,5Ni P M21 2 H5 Sowohl unter reinem CO2 wie auch unter Argon/CO2- Schutzgasen einsetzbar CTOD-Wert > 0.25 mm bei 10 C Exzellente Kerbschlagzähigkeiten bei 60 C sowohl unbehandelt als auch nach PWHT Geringer diffusibler Wasserstoffgehalt Vielseitige Einsatzmöglichkeiten erleichtern die Gestaltung von Schweißanweisungen Gute Bruchzähigkeit Reduziertes Rissrisiko in kritischen Anwendungen Verringertes Risiko von wasserstoffinduzierten Rissen Unlegierte Stähle und Feinkornstähle Hochfeste, niedriglegierte Stähle Offshore Anwendungen Schiffbau Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 4.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 10.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 36 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.06 Nickel (Ni) 1.52 Mangan (Mn) 1.23 Molybdän (Mo) 0.01 Silizium (Si) 0.29 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 610 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 25% 20% -40 C 89 J > 47 J -60 C 71 J 47 J 27
28 AWS A5.29: E81T1-Ni1M-J AWS A5.36: T Ni P M21 1 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Exzellente Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit CTOD geprüft -20 C Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 46 Unlegierte Baustähle Rel 500 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 500 MPa P235GH - P485GH bis A516; A537; A455 Rohrstähle Rel 500 MPa P235T1/T2 - P485NL2; L210 - L485MB bis A 572 Feinkornbaustähle Rel 500 MPa S235 - S500(NL1,2) bis A 572 Stähle nach API Norm Rel 500 MPa X42 - X70 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.9 Mangan (Mn) 1.3 Molybdän (Mo) - Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Mechanische Tests Typische Werte unvergütet / vergütet (580 C / 120 min) Garantierte Werte unvergütet / vergütet (580 C / 120 min) Zugfestigkeit Rm 620 MPa 570 MPa MPa MPa Streckgrenze Rp MPa 490 MPa > 500 MPa > 460 MPa Dehnung A5 26% 26% 22% 22% -40 C 110 J > 47 J -60 C 80 J > 47 J Die angegebenen Werte gelten sowohl für den unbehandelten als auch für den spannungsarm geglühten Zustand 580 C/120 min 28
29 AWS A5.20: M21: E70T-5M-J H4 CO 2 : E70T-5C-J H4 AWS A5.36: A M21: T 46 6 B M21 3 H5 CO 2 : T 42 4 B C1 3 H5 Basische Schlacke Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Im Misch- und Sprühlichtbogen verschweißbar Exzellente Kerbschlagzähigkeit bei niedrigen Temperaturen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Keine Rücktrocknung Hohe Zähigkeit Für hochgekohlte Stähle und schweißkritische Mischverbindungen Für Pufferlagen Allgemeiner Stahlbau Schwerer Maschinenbau Für härteste Einsatzbedingungen Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Eisenbahnschienen Maschinen für Erdbewegung Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 46 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L415MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 Stähle nach API Norm Rel 460 MPa X42 - X60 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) - Mangan (Mn) 1.4 Molybdän (Mo) - Silizium (Si) 0.6 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 600 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 27% 22% 82% Ar / 18% CO2 100% CO2 82% Ar / 18% CO2 100% CO2-40 C 140 J 100 J > 47 J > 47 J -60 C 100 J > 47 J 29
30 AWS A5.29: E80T5-Ni1M-J H4 AWS A5.36: E80T5-M21A8-Ni1-H A: T Ni B M21 3 H5 Basische Schlacke Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Im Misch- und Sprühlichtbogen verschweißbar Exzellente Kerbschlagzähigkeit bei niedrigen Temperaturen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Keine Rücktrocknung Hohe Zähigkeit Für hochgekohlte Stähle und schweißkritische Mischverbindungen Für Pufferlagen Allgemeiner Stahlbau Schwerer Maschinenbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Maschinen für Erdbewegungen Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 46 Unlegierte Baustähle Rel 500 MPa S185 - S500, A 106 Gr.B, A 333 Gr. 6, A 516 Kesselstähle Rel 500 MPa P235GH - P485GH Rohrstähle Rel 500 MPa P235T1/T2 - P500NL2; L210 - L485MB Feinkornbaustähle Rel 500 MPa S235 - S500QL1 Stähle nach API Norm Rel 500 MPa X42 - X70 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.9 Mangan (Mn) 1.2 Molybdän (Mo) - Silizium (Si) 0.4 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 500 MPa Dehnung A5 27% 22% -40 C 130 J > 47 J -60 C 100 J > 47 J 30
31 AWS A5.28: E80C-W2 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Witterungsbeständige Stähle Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Allgemeiner Maschinenbau Automatisiertes und vollmechanisiertes Schweißen Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Witterungsbeständige Stähle CuNi-legierte Stähle S235JRW - S355JRW; 9CrNiCuP3-2-4, A 572; A 588 oder A 709 Gr 50W Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L445MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 0.7 Mangan (Mn) 1.2 Molybdän (Mo) - Silizium (Si) 0.7 Chrom (Cr) 0.5 Schwefel (S) Kupfer (Cu) 0.5 Phosphor (P) Zugfestigkeit Rm 630 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 25% 22% -20 C 100 J > 47 J -40 C 70 J > 47 J 31
32 AWS A5.29: E81T1-G AWS A5.36: T 46 4 Z P M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzbildung Leichte Schlackelöslichkeit Gute Spaltüberbrückbarkeit ohne Durchbrand Gute Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißungen auf keramischer Badsicherung Witterungsbeständige Stähle Allgemeiner Stahlbau Offshore Rohrleitungsbau Unterlegierte Stähle und Feinkornstähle Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Witterungsbeständige Stähle CuNi-legierte Stähle S235JRW - S355JRW; 9CrNiCuP3-2-4, A 572; A 588 oder A 709 Gr 50W Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 355 MPa P235GH - P355GH Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L445MB Feinkornbaustähle Rel 460 MPa S235 - S460QL1 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 1.0 Mangan (Mn) 1.3 Molybdän (Mo) - Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Kupfer (Cu) 0.5 Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 460 MPa Dehnung A5 24% 22% -20 C 110 J > 47 J -40 C 80 J > 47 J 32
33 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen BWB-WIWEB Zulassung CTOD geprüft -40 C Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Schwerer Maschinenbau Ein- und Mehrlagenschweißung Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle Rel 550 MPa 15NiCrMo10-6, G19NiCrMo12-6 (HY80) Rohrstähle Rel 550 MPa P235T1/T2 - P460N - L2; L210 - L550MB Feinkornbaustähle Rel 550 MPa S255(NL 1/2) - S550(QL /1) Stähle nach API Norm Rel 550 MPa bis X80 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 2.2 Mangan (Mn) 1.4 Molybdän (Mo) - Silizium (Si) 0.6 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 690 MPa MPa Streckgrenze Rp MPa > 550 MPa Dehnung A5 23% 18% -40 C 120 J > 47 J -60 C 100 J > 47 J 33
34 AWS A5.36: E101T15-M21A8-Ni1-H4 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte und Feinkornstähle Schiffbau Schwerer Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 620 MPa A517, A537 Kesselstähle Rel 620 MPa P500GH - P620GH Rohrstähle Rel 620 MPa P500T1/T2 - P620NL2 - L620MB Feinkornbaustähle Rel 620 MPa S500 - S620QL1 Stähle nach API Norm Rel 620 MPa bis X90 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) < 1.0 Mangan (Mn) 1.6 Molybdän (Mo) < 0.2 Silizium (Si) 0.6 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 750 MPa MPa Streckgrenze Rp MPa > 620 MPa Dehnung A5 21% 18% -40 C 110 J > 47 J -60 C 80 J > 47 J 34
35 AWS A5.36: E101T15-M21A8-K2-H A: T 62 6 Mn1,5Ni M M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Schwerer Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 620 MPa A517, A537 Kesselstähle Rel 620 MPa P500GH - P620GH Rohrstähle Rel 620 MPa P500T1/T2 - P620NL2 - L620MB Feinkornbaustähle Rel 620 MPa S500 - S620QL1 Stähle nach API Norm Rel 620 MPa bis X90 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 1.7 Mangan (Mn) 1.4 Molybdän (Mo) < 0.2 Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 750 MPa MPa Streckgrenze Rp MPa > 620 MPa Dehnung A5 21% 18% -40 C 110 J > 47 J -60 C 80 J > 47 J 35
36 AWS A5.28: AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen BWB-WIWEB Zulassung Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Schwerer Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 690 MPa S620 - S690, A 106, A 600 Kesselstähle Rel 690 MPa P620GH - P620GH bis A517; A537; A625 Rohrstähle Rel 690 MPa P620 - P690 Feinkornbaustähle Rel 690 MPa S620 - S620QLI bis A 625 Stähle nach API Norm Rel 690 MPa X70 - X100 / HY100 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 2.2 Mangan (Mn) 1.6 Molybdän (Mo) 0.5 Silizium (Si) 0.4 Chrom (Cr) 0.5 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 820 MPa (unter Beachtung der t8/5-zeit) MPa Streckgrenze Rp MPa (unter Beachtung der t8/5-zeit) > 690 MPa Dehnung A5 20% 17% -40 C 120 J > 69 J -60 C 90 J > 69 J 36
37 AWS A5.28: ~ E120C-K4 H4 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückung beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Schwerer Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. TM Rohrstähle Rel 890 MPa bis S890QL1 Rohrstähle Rel 890 MPa X120 Hochfeste Reinkornbaustähle Rel 890 MPa S890 - S1100QL1 ASTM Rel 890 MPa A517 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) 2.6 Mangan (Mn) 1.5 Molybdän (Mo) 0.6 Silizium (Si) 0.5 Chrom (Cr) 0.6 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 1050 MPa (unter Beachtung der t8/5-zeit) MPa Streckgrenze Rp MPa (unter Beachtung der t8/5-zeit) > 890 MPa Dehnung A5 17% 15% -20 C 80 J > 47 J -40 C 60 J > 47 J 37
38 AWS A5.29: M21: E91T1-K2M-J H4 CO 2 : E91T1-K2C-J H4 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Gute Spaltüberbrückbarkeit ohne Durchbrand Exzellente Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2) möglich; Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 46 Unlegierte Baustähle Rel 550 MPa S185 - S550, A 106 Gr.B, A 333 Gr. 6 Kesselstähle Rel 550 MPa P235GH - P550GH bis A516; A537; A455 Rohrstähle Rel 550 MPa P235T1/T2 - P550NL2; L210 - L550MB bis A 572 Feinkornbaustähle Rel 550 MPa S235 - S550QL1 bis A 572 Stähle nach API Norm Rel 550 MPa X42 - X80 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.08 Nickel (Ni) 1.5 Mangan (Mn) 1.5 Molybdän (Mo) < 0.2 Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 700 MPa MPa Streckgrenze Rp MPa > 550 MPa Dehnung A5 24% 18% 82% Ar / 18% CO2 100% CO2 82% Ar / 18% CO2 100% CO2-40 C 120 J > 55 J -60 C 90 J 80 J > 55 J > 47 J 38
39 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Gute Spaltüberbrückbarkeit ohne Durchbrand Exzellente Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 620 MPa A517, A537 Kesselstähle Rel 620 MPa P500GH - P620GH Rohrstähle Rel 620 MPa P500T1/T2 - P620NL2 - L620MB Feinkornbaustähle Rel 620 MPa S500 - S620QL1 Stähle nach API Norm Rel 620 MPa bis X90 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.08 Nickel (Ni) < 1.0 Mangan (Mn) 1.6 Molybdän (Mo) < 0.2 Silizium (Si) 0.6 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 750 MPa MPa Streckgrenze Rp MPa > 620 MPa Dehnung A5 21% 18% -20 C 110 J > 47 J -40 C 80 J > 47 J -60 C 55 J > 47 J 39
40 AWS A5.29: AWS A5.36: A: T 62 4 Mn1, P M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Gute Spaltüberbrückbarkeit ohne Durchbrand Exzellente Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslage Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 46 Unlegierte Baustähle Rel 620 MPa A517, A537 Kesselstähle Rel 620 MPa P500GH - P620GH Rohrstähle Rel 620 MPa P500T1/T2 - P620NL2 - L620MB Feinkornbaustähle Rel 620 MPa S500 - S620QL1 Stähle nach API Norm Rel 620 MPa bis X90 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.08 Nickel (Ni) 1.7 Mangan (Mn) 1.4 Molybdän (Mo) < 0.2 Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 750 MPa MPa Streckgrenze Rp MPa > 620 MPa Dehnung A5 21% 18% -20 C 110 J > 47 J -40 C 80 J > 47 J -60 C 55 J > 47 J 40
41 AWS A5. Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Geringe Rauchentwicklung und Spritzerbildung Leichte Schlackelöslichkeit Gute Spaltüberbrückbarkeit ohne Durchbrand Exzellente Kerbschlagzähigkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut, auch in Zwangslagen Keine Rücktrocknung Exzellente Modellierfähigkeit in Zwangslagen Verringerte Nacharbeit Verbesserte Produktivität Manuelle und automatisierte Wurzelschweißung auf keramischer Badsicherung Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 690 MPa S620 - S690, A 106, A 600 Kesselstähle Rel 690 MPa P620GH - P690GH bis A517; A537; A625 Rohrstähle Rel 690 MPa P620T1/T2 - P690NL2 bis A 625 Feinkornbaustähle Rel 690 MPa S620 - S629GL1 bis A 625 Stähle nach API Norm Rel 690 MPa X70 - X100 / HY100 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.08 Nickel (Ni) 2.0 Mangan (Mn) 1.7 Molybdän (Mo) 0.15 Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 820 MPa (unter Beachtung der t8/5-zeit) MPa Streckgrenze Rp MPa (unter Beachtung der t8/5-zeit) > 620 MPa Dehnung A5 18% 17% -40 C 80 J > 69 J -60 C 60 J > 47 J 41
42 AWS A5.36: E100T5-M21A8-Ni1-H4 Basische Schlacke Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Im Misch- und Sprühlichtbogen verschweißbar Exzellente Kerbschlagzähigkeit bei niedrigen Temperaturen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Keine Rücktrocknung Hohe Zähigkeit Allgemeiner Stahlbau Schwerer Maschinenbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Maschinen für Erdbewegung Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 620 MPa A 517, A537 Kesselstähle Rel 620 MPa P500GH - P620GH Rohrstähle Rel 620 MPa P500T1/T2 - P620NL2 - L620MB Feinkornbaustähle Rel 620 MPa S500 - S620QL1 Stähle nach API Norm Rel 620 MPa bis X90 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) < 1.0 Mangan (Mn) 1.6 Molybdän (Mo) < 0.2 Silizium (Si) 0.6 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 750 MPa MPa Streckgrenze Rp MPa > 620 MPa Dehnung A5 22% 18% -40 C 120 J > 47 J -60 C 90 J > 47 J 42
43 AWS A5.29: E110T5-K4M H4 AWS A5.36: Basische Schlacke Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Im Misch- und Sprühlichtbogen verschweißbar Exzellente Kerbschlagzähigkeit bei niedrigen Temperaturen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Keine Rücktrocknung Hohe Zähigkeit Allgemeiner Stahlbau Schwerer Maschinenbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Maschinen für Erdbewegung Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Unlegierte Baustähle Rel 690 MPa S620 - S690, A 106, A 600 Kesselstähle Rel 690 MPa P620GH - P690GH bis A517; A537; A625 Rohrstähle Rel 690 MPa P6205T1/T2 - P690NL2; bis A 625 Feinkornbaustähle Rel 690 MPa S620 - S690QL1 bis A 625 Stähle nach API Norm Rel 690 MPa X70 - X100 / HY100 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 2.2 Mangan (Mn) 1.6 Molybdän (Mo) 0.5 Silizium (Si) 0.4 Chrom (Cr) 0.5 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 820 MPa (unter Beachtung der t8/5-zeit) MPa Streckgrenze Rp MPa (unter Beachtung der t8/5-zeit) > 690 MPa Dehnung A5 20% 17% -40 C 120 J > 69 J -60 C 90 J > 69 J 43
44 AWS A5.36: E130T5-M21A4-K4-H4 Basische Schlacke Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Im Misch- und Sprühlichtbogen verschweißbar Exzellente Kerbschlagzähigkeit bei niedrigen Temperaturen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Keine Rücktrocknung Hohe Zähigkeit Allgemeiner Stahlbau Schwerer Maschinenbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Maschinen für Erdbewegung Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. TM Rohrstähle Rel 890 MPa bis S890QL1 Rohrstähle Rel 890 MPa bis X120 Hochfeste Reinkornbaustähle Rel 890 MPa S890 - S1100QL1 ASTM Rel 890 MPa A517 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 1.8 Mangan (Mn) 1.6 Molybdän (Mo) 0.6 Silizium (Si) 0.4 Chrom (Cr) 0.5 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 1050 MPa (unter Beachtung der t8/5-zeit) MPa Streckgrenze Rp MPa (unter Beachtung der t8/5-zeit) > 890 MPa Dehnung A5 17% 15% -20 C 80 J > 47 J -40 C 70 J > 47 J 44
45 AWS A5.28: E110C-G H4 / ~E120C-G H4 AWS A5.36: E111T15-M21P0-G-H4 / E131T15-M21A0-G-H4 T 69 0 Z M M21 1 H5 / T 89 0 Z M M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Hohe Schlackebildung Stabiler Lichtbogen Vergütbares Schweißgut Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Offshore Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Schiffbau Allgemeiner Maschinenbau Schienenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. TM Rohrstähle Rel 890 MPa bis S890QL1 Rohrstähle Rel 890 MPa bis X120 Hochfeste Feinkornbaustähle Rel 890 MPa ASTM Rel 890 MPa A517 Hochfeste, vergütete Feinkornbaustähle S890 - S1100QL1 25CrMo4; 34CrMo4; 28NiCrMo5-5; 42 CrMo4 typical ASTM A 829 M *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) 2.3 Mangan (Mn) 1.7 Molybdän (Mo) 0.6 Silizium (Si) 0.6 Chrom (Cr) 0.6 Schwefel (S) Phosphor (P) Mechanische Tests Typische Werte Garantierte Werte unvergütet / vergütet (680 C / 120 min) unvergütet / vergütet (680 C / 120 min) Zugfestigkeit Rm 980 MPa 900 MPa MPa MPa Streckgrenze Rp MPa 740 MPa > 890 MPa > 700 MPa Dehnung A5 17% 20% 15% 15% 0 C 80 J > 47 J -20 C 60 J > 27 J 45
46 AWS A5.28: E80C-G H4 AWS A5.36: T Mo M M21 1 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Behälterbau (Mo-legierte Stähle für Einsatztemperaturen bis 500 C) Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Schiffbaustähle A, B, D, AH 32 - EH 46 Unlegierte Baustähle Rel 355 MPa S185 - S355, A 106 Gr. B, A 333 Gr.6 Kesselstähle Rel 355 MPa P235GH - P355GH, 16Mo3 Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2; L210 - L445MB Feinkornbaustähle Rel 460 MPa S235 - S460GL1 Stähle nach API Norm Rel 460 MPa X42 - X70 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) - Mangan (Mn) 1.1 Molybdän (Mo) 0.5 Silizium (Si) 0.7 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 600 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 26% 22% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 600 C / 60 min -20 C 120 J > 47 J -40 C 100 J > 24 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 600 C / 60 min 46
47 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Rohrleitungsbau Unlegierte Stähle und Feinkornstähle Behälterbau (Mo-legierte Stähle für Einsatztemperaturen bis 500 C) Allgemeiner Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Erdbaustähle Rel 540 MPa 15NiCuMoNb5, 20MnMoNi4-5, 11NiMoV53, 17MnMoV6-4 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) 1.0 Mangan (Mn) 1.3 Molybdän (Mo) 0.5 Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 650 MPa MPa Streckgrenze Rp MPa > 550 MPa Dehnung A5 23% 18% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 620 C / 60 min -20 C 120 J > 47 J -40 C 80 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 620 C / 60 min 47
48 AWS A5.28: E80C-B2 H4 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Rohrleitungsbau Gußstähle Dampfkessel und Dampfturbinen (Mo-legierte Stähle für Einsatztemperaturen bis 550 C) Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 460 MPa 13CrMo4-5 Stahlguss Rel 460 MPa G17CrMo5-5, G22CrMo5-4 Legierungsähnliche Einsatz-, Vergütungs-, und Nitrierstähle *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) - Mangan (Mn) 1.0 Molybdän (Mo) 0.5 Silizium (Si) 0.3 Chrom (Cr) 1.1 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 24% 20% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min RT 150 J > 47 J -40 C 55 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min 48
49 AWS A5.28: E90C-B3 H4 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Allgemeiner Stahlbau Rohrleitungsbau Dampfkessel und Dampfturbinen (21/4 Cr1Mo- Stähle) Maschinenbau Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 540 MPa 10CrMo9-10, 12CrMo9-10 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) - Mangan (Mn) 1.0 Molybdän (Mo) 1.1 Silizium (Si) 0.3 Chrom (Cr) 2.3 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 650 MPa MPa Streckgrenze Rp MPa > 540 MPa Dehnung A5 22% 18% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min RT 130 J > 47 J -20 C 90 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min 49
50 P5 M AWS A5.28: E80C-B6 H4 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Gute Wiederzündeigenschaften Im Kurz- und Sprühlichtbogenbereich universell einsetzbar Exzellente Spaltüberbrückbarkeit beim Wurzelschweißen Hohe Abschmelzleistung Keine Schlackebildung Stabiler Lichtbogen Sehr risssicheres Schweißgut Keine Rücktrocknung Besonders geeignet für Roboteranwendungen Verringerte Nacharbeit, verbesserte Wirtschaftlichkeit Wurzelschweißung ohne Badsicherung Automatisierte Wurzelschweißung möglich Automatisiertes und vollmechanisiertes Schweißen Druckbehälter Pumpen und Armaturen Warmfeste und zunderbeständige Stähle für Einsatztemperaturen bis 600 C Dampfturbinen Komponenten für Wasserkraftwerke Ein- und Mehrlagenschweißungen Metallpulver Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.6 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 460 MPa X12CrMo5 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) - Mangan (Mn) 1.0 Molybdän (Mo) 0.6 Silizium (Si) 0.4 Chrom (Cr) 5.2 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 610 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 23% 20% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 745 C / 60 min RT 100 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 745 C / 60 min 50
51 AWS A5.29: AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Exzellente Modellierfähigkeit Besonders geeignet für vollmechanisiertes MAG-Schweißen Ideal für Positionsschweißungen auf keramischer Badsicherung Geringe Spritzerbildung Leichte Schlackelöslichkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut Wirtschaftliches Zwangslagenschweißen Hohe Flexibilität Keine Oberflächenvorbehandlung Verringerte Nacharbeit Leichte Handhabung Mechanisierte Schweißungen Allgemeiner Stahlbau Behälterbau (Mo-legierte Stähle für Einsatztemperaturen bis 500 C) Rohrleitungsbau Ein- und Mehrlagenschweißungen Allgemeiner Maschinenbau Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 355 MPa P235GH - P355GH, 16Mo3 Stahlguss Rel 460 MPa P235T1/T2 - P460NL2, L210 - L445MB Feinkornbaustähle Rel 460 MPa S255 - S460 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) - Mangan (Mn) 1.1 Molybdän (Mo) 0.5 Silizium (Si) 0.5 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 600 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 23% 22% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 600 C / 60 min RT 80 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 600 C / 60 min 51
52 AWS A5. AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Exzellente Modellierfähigkeit Besonders geeignet für vollmechanisiertes MAG-Schweißen Ideal für Positionsschweißungen auf keramischer Badsicherung Geringe Spritzerbildung Leichte Schlackelöslichkeit Stabiler Lichtbogen Sehr risssicheres Schweißgut Wirtschaftliches Zwangslagenschweißen Hohe Flexibilität Keine Oberflächenvorbehandlung Verringerte Nacharbeit Leichte Handhabung Mechanisierte Schweißungen Allgemeiner Stahlbau Dampfkessel und Dampfturbinen (CrMo-legierte Stähle für Einsatztemperaturen bis 550 C) Rohrleitungsbau Ein- und Mehrlagenschweißungen Allgemeiner Maschinenbau Rutil-Fülldraht mit schnell erstarrender Schlacke für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 460 MPa 13CrMo4-5 Stahlguss Rel 460 MPa G17CrMo5-5, G22CrMo5-4 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) - Mangan (Mn) 1.0 Molybdän (Mo) 0.5 Silizium (Si) 0.3 Chrom (Cr) 1.1 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 21% 20% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min RT 70 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min 52
53 AWS A5.29: E80T5-G H4 AWS A5.36: T Mo B M21 3 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Sehr sauberes Schweißbad Ideal für Reparaturschweißungen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Hohe Zähigkeitsreserve und Widerstandsfähigkeit gegen Rissbildung Hohe Flexibilität Keine Oberflächenvorbehandlung Verringerte Nacharbeit Allgemeiner Stahlbau Allgemeiner Maschinenbau Behälterbau (Mo-legierte Stähle für Einsatztemperaturen bis 500 C) Rohrleitungsbau Ein- und Mehrlagenschweißungen Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 355 MPa P235GH - P355GH, 16Mo3 Rohrstähle Rel 460 MPa P235T1/T2 - P460NL2, L210 - L415MB Feinkornbaustähle Rel 460 MPa S255 - S460QL *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) - Mangan (Mn) 1.1 Molybdän (Mo) 0.5 Silizium (Si) 0.3 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 600 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 26% 22% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 600 C / 60 min -20 C 140 J > 47 J -40 C 120 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 600 C / 60 min 53
54 AWS A5.36: EN ISO A: T Z B M21 3 H5 Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Sehr sauberes Schweißbad Ideal für Reparaturschweißungen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Hohe Zähigkeitsreserve und Widerstandsfähigkeit gegen Rissbildung Hohe Flexibilität Keine Oberflächenvorbehandlung Verringerte Nacharbeit Allgemeiner Stahlbau Allgemeiner Maschinenbau Behälterbau (Mo-legierte Stähle für Einsatztemperaturen bis 500 C) Rohrleitungsbau Ein- und Mehrlagenschweißungen Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Edelbaustähle Rel 540 MPa 15NiCuMoNb5, 20MnMoNi4-5, 11NiMoV53, 17MnMoV6-4 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) 1.0 Mangan (Mn) 1.3 Molybdän (Mo) 0.5 Silizium (Si) 0.3 Chrom (Cr) - Schwefel (S) Phosphor (P) Zugfestigkeit Rm 650 MPa MPa Streckgrenze Rp MPa > 550 MPa Dehnung A5 24% 18% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 620 C / 60 min -20 C 120 J > 47 J -40 C 80 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 620 C / 60 min 54
55 AWS A5.29: E AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Sehr sauberes Schweißbad Ideal für Reparaturschweißungen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Hohe Zähigkeitsreserve und Widerstandsfähigkeit gegen Rissbildung Hohe Flexibilität Keine Oberflächenvorbehandlung Verringerte Nacharbeit Containerbau Kessel- und Maschinenteile Dampfkessel und Dampfturbinen (CrMo-legierte Stähle für Einsatztemperaturen bis 550 C) Rohrleitungsbau Ein- und Mehrlagenschweißungen Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 460 MPa 13CrMo4-5 Rohrstähle Rel 460 MPa G17CrMo5-5, G22CrMo5-4 Legierungsähnliche Einsatz-, Vergütungs-, und Nitrierstähle *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.05 Nickel (Ni) - Mangan (Mn) 1.0 Molybdän (Mo) 0.5 Silizium (Si) 0.3 Chrom (Cr) 1.1 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 620 MPa MPa Streckgrenze Rp MPa > 470 MPa Dehnung A5 25% 20% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min RT 160 J > 47 J -40 C 70 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min 55
56 AWS A5.29: E90T5-B3M H4 AWS A5.36: Extrem niedriger diffusibler Wasserstoffgehalt im Schweißgut Sehr sauberes Schweißbad Ideal für Reparaturschweißungen Geringe Spritzerbildung Leichte Schlackelöslichkeit Sehr risssicheres Schweißgut Hohe Zähigkeitsreserve und Widerstandsfähigkeit gegen Rissbildung Hohe Flexibilität Keine Oberflächenvorbehandlung Verringerte Nacharbeit Containerbau Kessel- und Maschinenteile Dampfkessel und Dampfturbinen (21/4 Cr1Mo-Stähle) Rohrleitungsbau Ein- und Mehrlagenschweißungen Basischer Fülldraht für das Schutzgasschweißen 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Ø 1.2 < 3.0 ml 100 g; Für die gesamte Verarbeitungsdauer wird ein Gehalt < 4.0 ml 100 g Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kesselstähle Rel 540 MPa 10CrMo9-10, 12CrMo9-10 *) Die angegebenen Werkstoffe sind unvollständig und nur beispielhaft aufgeführt. Die Auswahl des Schweißzusatzes bezüglich des eingesetzten Grundwerkstoffes richtet sich nach den spezifischen Festigkeits- und Zähigkeitswerten Kohlenstoff ( C ) 0.07 Nickel (Ni) - Mangan (Mn) 1.0 Molybdän (Mo) 1.1 Silizium (Si) 0.3 Chrom (Cr) 2.3 Schwefel (S) Phosphor (P) Zugfestigkeit Rm 650 MPa MPa Streckgrenze Rp MPa > 540 MPa Dehnung A5 22% 18% Die angegeben Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min RT 130 J > 47 J -20 C 90 J > 47 J Die angegebenen Werte gelten für den spannungsarm geglühten Zustand 690 C / 60 min 56



57 Brennerwinkel und -handhabung Positionsschweißen mit MEGAFIL Rutil-Fülldraht 57

58 58 Einsatz von keramischen Badsicherungen

59 Einsatz von keramischen Badsicherungen 59

60 Abschmelzleistung von MEGAFIL Fülldrähten 60

61 Schweißparameter / Schweißkosten 61

62 MEGAFIL Schweißparameter-Richtwerte: Metallpulver-Fülldraht 62
63 MEGAFIL Schweißparameter-Richtwerte: Metallpulver-Fülldraht 63

64 MEGAFIL Schweißparameter-Richtwerte: Metallpulver-Fülldraht 64

65 MEGAFIL Schweißparameter-Richtwerte: Rutil-Fülldraht 65
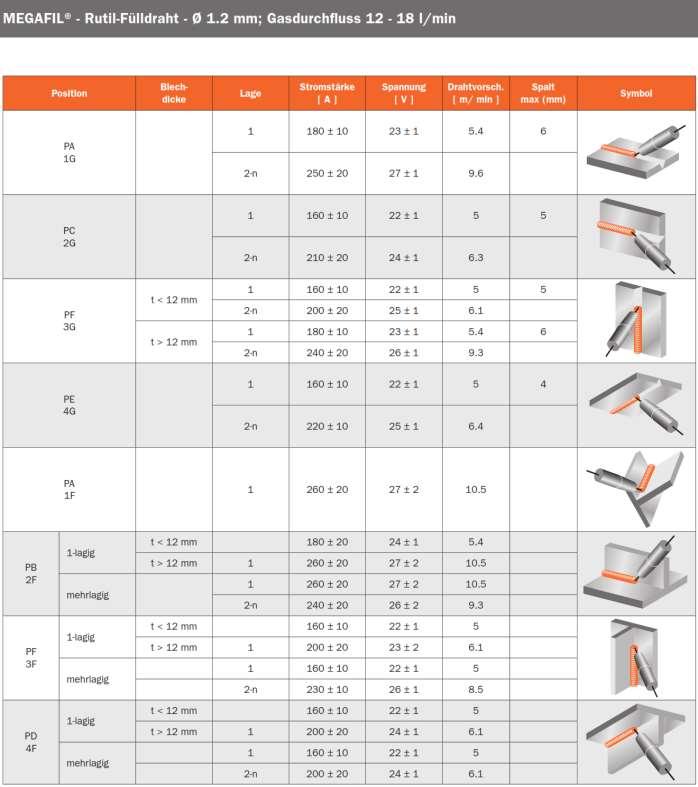
66 MEGAFIL Schweißparameter-Richtwerte: Rutil-Fülldraht 66

67 MEGAFIL Schweißparameter-Richtwerte: Rutil-Fülldraht 67
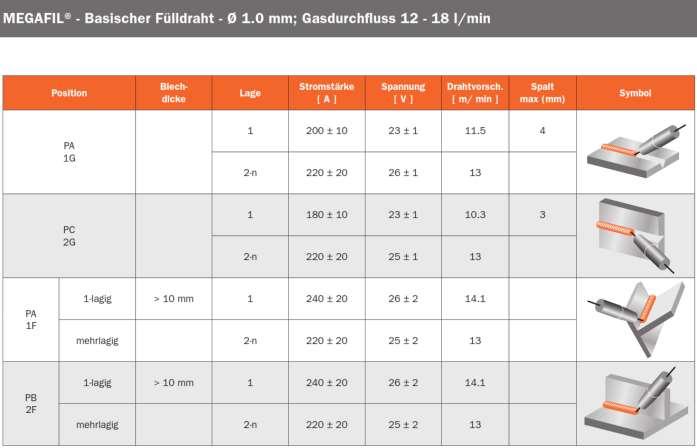

68 MEGAFIL Schweißparameter-Richtwerte: Basischer Fülldraht 68

69 MEGAFIL Schweißparameter-Richtwerte: Basischer Fülldraht 69

70 70 EN ISO A: Schweißzusatzwerkstoffe

71 EN ISO A: Schweißzusatzwerkstoffe 71

72 72 EN ISO A: Schweißzusatzwerkstoffe

73 AWS A5.18: Schweißzusatzwerkstoffe 73

74 74 AWS A5.20: Schweißzusatzwerkstoffe

75 AWS A5.28: Schweißzusatzwerkstoffe 75

76 76 AWS A5.29: Schweißzusatzwerkstoffe

77 AWS A5.36: Schweißzusatzwerkstoffe 77

78 78 Auftragschweißen
79 T Fe9 Einsetzbar an Verschleißteilen mit mit Stoß und Schlagbeanspruchung Das Schweißgut zeigt die Eigenschaften einer Manganhartlegierung Gute Zündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Recyclinganlagen Schneidkanten Baggereimerschaufeln Förderschnecken Brecherwalzen und kegel Hochlegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.6 Nickel (Ni) 0.2 Mangan (Mn) 14.5 Silizium (Si) 0.6 Chrom (Cr) 3.8 Molybdän (Mo) - Härte Rockwell (HRC)
80 T Fe1 Einsetzbar an Verschleißteilen mit mit Stoß und Schlagbeanspruchung Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Decklagen von Schienenherzstücken Spurkränze und Laufrollen Seilrollen Verschleißteile von Kettenfahrzeugen Mittellegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.22 Nickel (Ni) - Mangan (Mn) 1.5 Silizium (Si) 0.6 Chrom (Cr) 1.3 Molybdän (Mo) - Härte Rockwell (HRC)
81 T Z Fe2 Einsetzbar an Verschleißteilen mit mit Stoß und Schlagbeanspruchung Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Eine Pufferlage ist nur bei schweißkritischen Grundwerkstoffen erforderlich Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Laufflächen von Förderanlagen Spurkränze und Laufrollen Bandagen Verschleißteile an Baumaschinen Mittellegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.15 Nickel (Ni) - Mangan (Mn) 1.3 Silizium (Si) 0.4 Chrom (Cr) 5.0 Molybdän (Mo) 0.5 Härte Rockwell (HRC)
82 T Z Fe2 Einsetzbar an Verschleißteilen mit mit Stoßbeanspruchung Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Eine Pufferlage ist nur bei schweißkritischen Grundwerkstoffen erforderlich Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Laufflächen von Förderanlagen Bandagen Verschleißteile an Baumaschinen Mittellegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.3 Nickel (Ni) - Mangan (Mn) 1.5 Silizium (Si) 0.4 Chrom (Cr) 5.5 Molybdän (Mo) 0.5 Härte Rockwell (HRC)
83 T Fe2 Einsetzbar an Verschleißteilen mit mit Stoßbeanspruchung Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Eine Pufferlage ist nur bei schweißkritischen Grundwerkstoffen erforderlich Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Greifer- und Baggerzähne Förderschnecken Brecherbacken und -kegel Mittellegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.5 Nickel (Ni) - Mangan (Mn) 1.5 Silizium (Si) 0.6 Chrom (Cr) 6.0 Molybdän (Mo) 0.5 Härte Rockwell (HRC)
84 T Fe8 Zähe und harte Werkzeugstahl-Auftragsraupen für Betriebstemperaturen bis 550 C Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Eine Pufferlage ist nur bei schweißkritischen Grundwerkstoffen erforderlich Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Greifer- und Baggerzähne Förderschnecken Brecherbacken und -kegel Mittellegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.5 Wolfram (W) 1.5 Mangan (Mn) 1.5 Ni + V + Cu < 1.0 Silizium (Si) 0.6 Chrom (Cr) 6.5 Molybdän (Mo) 1.0 Härte Rockwell (HRC)
85 T Fe8 Nahtloser, verkupferter Metallpulver-Fülldraht für Auftragschweißungen an Konstruktionen, welche Verschleiß und hoher Stoßbeanspruchung ausgesetzt sind Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Eine Pufferlage ist nur bei schweißkritischen Grundwerkstoffen erforderlich Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Schneidwerkzeuge Brecher, Recyclingteile Förderbänder und Transportflächen Mittellegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.45 Nickel (Ni) - Mangan (Mn) 0.5 Silizium (Si) 2.9 Chrom (Cr) 9.0 Molybdän (Mo) 0.5 Härte Rockwell (HRC)
86 T Fe2 Einsetzbar an Verschleißteilen mit hoher Stoßbeanspruchung Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Schutzgas C1 (100% CO2) ist möglich Eine Pufferlage ist nur bei schweißkritischen Grundwerkstoffen erforderlich Das Schweißgut ist spanabhebend bearbeitbar Härtung ist möglich Keine Rücktrocknung Geeignet für Roboteranwendungen Automatisiertes und vollmechanisiertes Schweißen Greifer- und Baggerzähne Förderschnecken Brecherbacken und -kegel Mittellegierter basischer Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.5 Nickel (Ni) - Mangan (Mn) 1.5 Silizium (Si) 0.6 Chrom (Cr) 6.0 Molybdän (Mo) 0.5 Härte Rockwell (HRC)
87 T Fe8 Hohe Härte durch Sonderkarbide Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Das Schweißgut ist nur durch Schleifen bearbeitbar Eine Pufferlage wird empfohlen bei schweißkritischen Grundwerkstoffen oder bei Mehrlagenaufbau Einsetzbar an Verschleißteilen mit Stoßbeanspruchung und schmirgelndem Verschleiß Rissfreie Oberfläche Keine Rücktrocknung Geeignet für Roboteranwendungen Verarbeitung ohne Schutzgas möglich Automatisiertes und vollmechanisiertes Schweißen Greifer- und Baggerzähne Förderschnecken Brecherbacken und -kegel Hochlegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); 100% Kohlendioxid (CO2); Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 1.3 Nickel (Ni) - Mangan (Mn) 0.8 Molybdän (Mo) - Silizium (Si) 1.4 Chrom (Cr) 6.5 Niob (Nb) 6.5 Härte Rockwell (HRC)
88 T Fe13 Die Hartauftragung enthält mit Bor gebildete Sonderkarbide Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Das Schweißgut ist nur durch Schleifen bearbeitbar Die Panzerung ist rissbehaftet Hervorragende Widerstandsfähigkeit gegen schmirgelnden Verschleiß durch mineralische Stoffe Keine Rücktrocknung Geeignet für Roboteranwendungen Verarbeitung ohne Schutzgas möglich Automatisiertes und vollmechanisiertes Schweißen Reparaturen an Bergwerks- und Stahlwerkseinrichtungen Verschleißteile an Maschinen der Bau- und Landwirtschaft Förderschnecken Zement- und Betonpumpen Hochlegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Verarbeitung ohne Schutzgas möglich; Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 0.5 Nickel (Ni) 1.5 Mangan (Mn) 1.1 Molybdän (Mo) - Silizium (Si) 0.3 Chrom (Cr) 0.3 Bor (B) 4.8 Härte Rockwell (HRC)
89 T Z Fe13 Die Hartauftragung enthält neben Cr-Karbiden weitere mit Bor gebildete Sonderkarbide Gute Wiederzündeigenschaften Keine Schlackebildung Stabiler Lichtbogen Das Schweißgut ist nur durch Schleifen bearbeitbar Die Panzerung ist rissbehaftet Hervorragende Widerstandsfähigkeit gegen schmirgelnden Verschleiß durch mineralische Stoffe Keine Rücktrocknung Geeignet für Roboteranwendungen Verarbeitung ohne Schutzgas möglich Automatisiertes und vollmechanisiertes Schweißen Reparaturen an Bergwerks- und Stahlwerkseinrichtungen Verschleißteile an Maschinen der Bau- und Landwirtschaft Förderschnecken Zement- und Betonpumpen Hochlegierter Metallpulver-Fülldraht für das Auftragschweißen mit Schutzgas 75-85% Argon (Ar) / Rest Kohlendioxid (CO2); Verarbeitung ohne Schutzgas möglich; Ø Aufgrund der nahtlosen Ausführung nicht erforderlich Wie Massivdraht. Der Draht sollte in einer trockenen, geschlossenen Umgebung in ursprünglicher, intakter Verpackung gelagert werden. Kohlenstoff (C) 1.8 Nickel (Ni) 1.5 Mangan (Mn) 0.8 Molybdän (Mo) - Silizium (Si) 0.6 Chrom (Cr) 8.1 Bor (B) 4.2 Härte Rockwell (HRC)
90 1. Was versteht man unter dem Begriff Auftragschweißen? Auftragschweißen wird dort angewendet, wo die Oberfläche abriebgefährdeter Maschinenteile durch Verschleiß, Korrosion oder Hitzeentwicklung geschädigt wird. Unterscheidung laut Norm: Auftragung: Durch eine Auftragung wird abgenutzten oder neuen Werkstücken lediglich eine neue Form gegeben. Die Auftragschweißung ist dem Verwendungszweck anzupassen. Ihre Eigenschaften weichen nicht wesentlich von denen des Grundwerkstoffes ab. Panzerung: Durch eine Panzerung werden dem Werkstoff an der Oberfläche Eigenschaften gegeben, die von denjenigen des Grundwerkstoffes abweichen, z.b. höhere Beständigkeit gegen Korrosion und / oder Verschleiß. 2. Wo und wann wird Auftragschweißen angewendet? Neufertigung Wirtschaftlichkeit Qualität Legierungsbildung Reparatur Wirtschaftlichkeit Terminplanung Lebensdauer 90
 - Metall / Metall-Paarung Abrasion: Materialabtrag durch ritzende Beanspruchung zweier Werkstoffe mit")
91 3. Was versteht man unter Verschleiß? Definition: Verschleiß ist der fortschreitende Materialverlust aus der Oberfläche eines festen Körpers, hervorgerufen durch mechanische Ursache, d.h. Kontakt und Relativbewegung eines festen, flüssigen oder gasförmigen Gegenkörpers. Adhäsion: Ausbildung und Trennung von Grenzflächen - Haftverbindungen (Mikroverschweißungen) - Metall / Metall-Paarung Abrasion: Materialabtrag durch ritzende Beanspruchung zweier Werkstoffe mit unterschiedlicher Härte. Oberflächenzerrüttung: Ermüdung und Rissbildung durch Wechselbeanspruchung (Risse, Ausbrüche). Überschreitung der Dauerfestigkeit des Werkstoffes, Bsp.: Zahnräder, Wälzläger. Tribomechanische Reaktionen: Entstehung von Produkten durch chemische Wechselwirkung (Reibkorrosion). Elemente des Tribosystems zur Analyse von Verschleißvorgängen 91

92 4. Praxisbeispiele für Tribosysteme 92

93 5. Praxisbeispiele für Tribosysteme 93
94 6. Auswahlkriterien Hilfsstoffe Schweißzusatzwerkstoff Schweißverhalten Beschichtung! Beanspruchung Verträglichkeit Fertigungsbedingungen Verfügbarkeit Bauteil ( Grundkörper ) 7. Folgende 5 grundsätzliche Fragen helfen bei der Auswahl: Grundkörper: Gegenstoff: Zwischenstoff: Bewegung: Ist er ein fester Körper (Metall), der durch Art, Form (Maß), Oberflächenbeschaffenheit, Härte, Gefüge und Temperatur definiert ist? Liegt er in festem, flüssigen oder gasförmigen Zustand vor? Feste Gegenstoffe (Metall, Mineral, Holz, Kunststoff) werden gekennzeichnet wie Grundkörper. Ist der Zwischenstoff festkörnig (Verschleißkörner), flüssig (Schmierstoff) oder gasförmig (Luft)? Merke: Mineralien können Gegenstoff oder Zwischenstoff sein. Ist die Bewegung des Grundkörpers zum Gegenstoff durch seine Art (gleiten, rollen, stoßen), durch die Dauer (Zeit, Gleitweg), sowie durch seinen Geschwindigkeitsablauf (gleichmäßig, wechselnd, langsam, schnell) gekennzeichnet? Belastung: Ist die Belastung kennzeichnend durch Art (ruhend, schwingend, schlagartig) sowie durch den zeitlichen Ablauf der Flächenpressung? 94
95 MEGAFIL Schweißparameter - Richtwerte: Metallpulver-Fülldraht MEGAFIL A 220 M - Metallpulver-Fülldraht - Ø 1.6 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] grob / SLB grob / SLB grob / SLB grob / SLB MEGAFIL A 730 M, A 740 M, A 750 M, A 760 M, A 762 M, A 765 M - Metallpulver-Fülldraht Ø 1.2 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] grob / SLB grob / SLB MEGAFIL A 760 M - Metallpulver-Fülldraht - Ø 1.6 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] grob / SLB 95
96 MEGAFIL Schweißparameter - Richtwerte: Basischer Fülldraht MEGAFIL A 760 B - Basischer Fülldraht - Ø 1.2 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] grob / SLB grob / SLB grob / SLB MEGAFIL Schweißparameter - Richtwerte: 8er-Series - Metallpulver-Fülldraht MEGAFIL A 861 M - Metallpulver-Fülldraht - Ø 1.6 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] 96
97 MEGAFIL Schweißparameter - Richtwerte: 8er-Series - Metallpulver-Fülldraht MEGAFIL A 864 M - Metallpulver-Fülldraht - Ø 1.2 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] MEGAFIL A 864 M - Metallpulver-Fülldraht - Ø 1.6 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] MEGAFIL A 867 M - Metallpulver-Fülldraht - Ø 1.6 mm; Schutzgas 82% Ar - 18% CO 2 Position Stickout [ mm ] Stromstärke [ A ] Spannung [ V ] Drahtvorschub [ m/min ] grob / SLB grob / SLB grob / SLB 97
98 EN ISO 14700: Schweißzusatzwerkstoffe Schweißzusätze zum Hartrauftragen Beispiel: MEGAFIL A 730 B T Fe1 Kurzzeichen E S T R B C P Produktform Umhüllte Stabelektrode Massivdraht und Massivstab Fülldraht und Füllstab Gussstab Massivband Sinterstab, Füll u. Sinterband Metallpulver Legierungs- Chemische Zusammensetzung in Masseneinteilen (%) C (m/m) Eignung Kurzzeichen C Cr Ni Mn Mo W V Nb Fe Co Cu Al Andere Fe1 p 0,4 3,5 3 4, Rest Si, Ti Fe2 p (g) (s) 0,4-1, Rest Si, Ti Fe3 s t 0,1-0, ,5 3 Rest Si, Ti Fe4 s t (p) 0,2-1, Rest Si, Ti Fe5 c p s t w 0,5 0, Rest Si, Ti Fe6 g p s 2, Rest Si, Ti Fe7 c p t 0, Rest Si, N Fe8 g p t Rest Si, Ti Fe9 k p (n) 1, Rest Si, Ti Fe10 c k p z (n) 0, , ,5 Rest Si Fe11 c n z 0, ,5 Rest Si, Cu Fe12 c n (z) 0, ,5 Rest Si Fe13 g 1, Rest Si, B, Ti Fe14 g ( c ) 1,5-4, Rest Si Fe15 g Rest Si, B Fe16 g z Rest Si, B Fe17 c k p v 0, ,3 - - Rest Si Fe20 c g t z Rest Hartstoff b Ni1 c p t Rest Si, B Ni2 c k p t z 0, Rest 1, Si, Ti Ni3 c p t 1 15 Rest Si, B Ni4 c k p t z 0, Rest 1, Si, Ti Ni20 c g t z - - Rest Hartstoff b Co1 c k t z 0, , Si Co2 t z ( c) (s) 0, , Si Co3 t z ( c) (s) Si Cr1 g n 1-5 Rest Si, B, Zr Cu1 c (n) Rest 7-15 Sn Cu2 c (n) Rest 9 Sn Al1 c (n) , Rest Si Z - Beliebige andere vereinbarte Zusammensetzung a c: nichtrostend a Schweißzusätze, für die in der Tabelle keine chemische Zusammensetzung angegeben ist, g: schmirgelbeständig müssen auf ähnliche Weise gekennzeichnet werden, wobei der Buchstabe Z voranzustellen ist. k: kaltverfestigungsfähig Für die chemische Zusammensetzung sind keine Bereiche festgelegt; daher ist es möglich, dass n: nicht magnetisierbar zwei Produkte mit derselben Z-Klassifizierung nicht austauschbar sind. p: schlagbeständig s: schneidhaltig v: kavitationsbeständig t: wärmebeständig z: zunderbeständig b Wolframschmelzkarbid oder Wolframsinterkarbid, gebrochen oder sphärisch. c Die in der Tabelle angegebenen Einzelwerte sind Maximalwerte. w: ausscheidungshärtend () Eignung eingeschränkt oder evt. Nicht zutreffend für alle Legierungen dieser Einteilung 98
99 Zulassungen 99 73

100 100 Zulassungen

101 Umrechnungstabellen 101
102 Notizen 102
103 Notizen 103

104 104
MEGAFIL Nahtlose Fülldrähte
 MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
MEGAFIL Nahtlose Fülldrähte
 MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Die Nummer eins unter den nahtlosen Fülldrähten
 Die Nummer eins unter den nahtlosen Fülldrähten Von den führenden Entwicklern von Schweißzusätzen voestalpine Böhler Welding www.voestalpine.com/welding Profitieren Sie vom Spezialisten für nahtlose Fülldrähte
Die Nummer eins unter den nahtlosen Fülldrähten Von den führenden Entwicklern von Schweißzusätzen voestalpine Böhler Welding www.voestalpine.com/welding Profitieren Sie vom Spezialisten für nahtlose Fülldrähte
MEGAFIL Nahtlose Fülldrähte zum MAG Verbindungsschweissen
 Nahtlose Fülldrähte MEGAFIL Nahtlose Fülldrähte zum MAG Verbindungsschweissen MEGAFIL AWS ISOCharpy V R p R m A 5 MPa MPa 20 C 40 C C 17632 zum Schweissen von unlegierten Stählen und Feinkornstählen MF
Nahtlose Fülldrähte MEGAFIL Nahtlose Fülldrähte zum MAG Verbindungsschweissen MEGAFIL AWS ISOCharpy V R p R m A 5 MPa MPa 20 C 40 C C 17632 zum Schweissen von unlegierten Stählen und Feinkornstählen MF
SCHWEISSZUSÄTZE UND HILFSSTOFFE
 SCHWEISSZUSÄTZE UND HILFSSTOFFE 1 STEIN-MEGAFIL Fülldrähte für das MAG-Verbindungsschweißen R p0,2 Kerbschlagarbeit STEIN- R R m A 5 el J MEGAFIL EN ISO AWS MPa MPa % RT - 20 ºC - 40 ºC - 60 ºC EN ISO
SCHWEISSZUSÄTZE UND HILFSSTOFFE 1 STEIN-MEGAFIL Fülldrähte für das MAG-Verbindungsschweißen R p0,2 Kerbschlagarbeit STEIN- R R m A 5 el J MEGAFIL EN ISO AWS MPa MPa % RT - 20 ºC - 40 ºC - 60 ºC EN ISO
15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007
 DIN DVS DIN-DVS-Taschenbuch 8 Schweißtechnik 1 Schweißzusätze Normen, Merkblätter 15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007 Herausgeber: DIN Deutsches Institut für Normung e.
DIN DVS DIN-DVS-Taschenbuch 8 Schweißtechnik 1 Schweißzusätze Normen, Merkblätter 15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007 Herausgeber: DIN Deutsches Institut für Normung e.
Expert Guide. Die Nummer Eins der nahtlosen Fülldrähte. voestalpine Böhler Welding
 Expert Guide Die Nummer Eins der nahtlosen Fülldrähte voestalpine Böhler Welding www.voestalpine.com/welding EN und AWS Schweißpositionen / Normallagenschweißen und Kehlnahtschweißen PA/1G PA/1F PB/2F
Expert Guide Die Nummer Eins der nahtlosen Fülldrähte voestalpine Böhler Welding www.voestalpine.com/welding EN und AWS Schweißpositionen / Normallagenschweißen und Kehlnahtschweißen PA/1G PA/1F PB/2F
MAG-Schweißen mit Fülldrahtelektroden
 MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Katalog. SPEZIAL Schweißzusatzwerkstoffe
 Katalog SPEZIAL Schweißzusatzwerkstoffe Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet
Katalog SPEZIAL Schweißzusatzwerkstoffe Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet
Schweißzusatzwerkstoffe
 Schweißzusatzwerkstoffe Drahtelektroden Stabelektroden Fülldrahtelektroden WIG-Schweißstäbe Unschlagbare Vorteile e für den Nutzer von EWM-Schweißzusatzwerkstoffen Beste Ergebnisse erfordern eine ganzheitliche
Schweißzusatzwerkstoffe Drahtelektroden Stabelektroden Fülldrahtelektroden WIG-Schweißstäbe Unschlagbare Vorteile e für den Nutzer von EWM-Schweißzusatzwerkstoffen Beste Ergebnisse erfordern eine ganzheitliche
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz. Made in Germany
 Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet Asemissen Westring 48 50 D-33818 Leopoldshöhe
CLEARINOX. Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission.
 CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
Hinweise Stabelektroden
 EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Hinweise Schweißzusätze für das UP-Schweißen
 Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
DIAMONDSPARK DIE ULTIMATIVE VIELFALT NAHTLOSER FÜLLDRÄHTE
 Lasting Connections DIAMONDSPARK DIE ULTIMATIVE VIELFALT NAHTLOSER FÜLLDRÄHTE voestalpine Böhler Welding www.voestalpine.com/welding 2 ENTDECKEN SIE DIE ULTIMATIVE PRODUKTREIHE NAHTLOSER FÜLLDRÄHTE VOM
Lasting Connections DIAMONDSPARK DIE ULTIMATIVE VIELFALT NAHTLOSER FÜLLDRÄHTE voestalpine Böhler Welding www.voestalpine.com/welding 2 ENTDECKEN SIE DIE ULTIMATIVE PRODUKTREIHE NAHTLOSER FÜLLDRÄHTE VOM
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
Keramische Schweißbadsicherungen und ihre Einsatzmöglichkeiten
 Keramische Schweißbadsicherungen und ihre Einsatzmöglichkeiten voestalpine Böhler Welding www.voestalpine.com/welding Keramische Schweissbadsicherungen und ihre Einsatzmöglichkeiten PRAKTIKER-INFO Keine
Keramische Schweißbadsicherungen und ihre Einsatzmöglichkeiten voestalpine Böhler Welding www.voestalpine.com/welding Keramische Schweissbadsicherungen und ihre Einsatzmöglichkeiten PRAKTIKER-INFO Keine
Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
 Günter Metting GAE Team Deutschland Tel: 0211 5378 277 E-Mail: guenter.metting@voestalpine.com Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative 19.11.2015 DVS BV Gelsenkirchen www.voestalpine.com/welding
Günter Metting GAE Team Deutschland Tel: 0211 5378 277 E-Mail: guenter.metting@voestalpine.com Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative 19.11.2015 DVS BV Gelsenkirchen www.voestalpine.com/welding
Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
ALUNOX ist Ihr Programm: Un-/Mittellegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Stabelektrode ESR 11 ESR 13 ESR 13M ESR 35 ESB 44 ESB 48 ESB 52 ESC 60 ESC 70 EM 140 EM 170 EM 171 EM 180 EM 201 EM 202 EM 211 EM 212 EM 222
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Stabelektrode ESR 11 ESR 13 ESR 13M ESR 35 ESB 44 ESB 48 ESB 52 ESC 60 ESC 70 EM 140 EM 170 EM 171 EM 180 EM 201 EM 202 EM 211 EM 212 EM 222
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
Qualitäts- und Sonderbaustahl
 Verschleißfeste Sonderbaustähle Verschleißfeste Sonderbaustähle Der hohe Verschleißwiderstand dieser Stähle wird durch Vergüten erreicht. Die große Härte (300 500 HB) führt zu deutlich verlängerter Lebensdauer
Verschleißfeste Sonderbaustähle Verschleißfeste Sonderbaustähle Der hohe Verschleißwiderstand dieser Stähle wird durch Vergüten erreicht. Die große Härte (300 500 HB) führt zu deutlich verlängerter Lebensdauer
Schweißzusatzwerkstoffe und Lote
 Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Ilsenburger Grobblech GmbH. Produktionsprogramm mm für EN mm für ASME / ASTM. Stahlgüten: rd Horna April 20 IL G KGE-M, S.
 Produktionsprogramm Dicke: Breite: 6 175 mm für EN 6 116 mm für ASME / ASTM max. 3.500 mm Länge: 4.000 24.000 mm Blechgewicht: max. 28 t Stahlgüten: rd. 350 Normalisieren: 290.000 t pro Jahr Anlassen:
Produktionsprogramm Dicke: Breite: 6 175 mm für EN 6 116 mm für ASME / ASTM max. 3.500 mm Länge: 4.000 24.000 mm Blechgewicht: max. 28 t Stahlgüten: rd. 350 Normalisieren: 290.000 t pro Jahr Anlassen:
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
SCHWEISSZUSATZWERKSTOFFE
 220 221 222 DRAHTELEKTRODEN FÜR DAS UNTERPULVERSCHWEISSEN (UP) 225 SCHWEISSZUSATZWERKSTOFFE GEBINDEGRÖSSEN UND ABLAUFVORRICHTUNGEN 225 GASSCHWEISSSTÄBE (WIG / TIG) 226 STABELEKTRODEN ZUM SCHWEISSEN 226
220 221 222 DRAHTELEKTRODEN FÜR DAS UNTERPULVERSCHWEISSEN (UP) 225 SCHWEISSZUSATZWERKSTOFFE GEBINDEGRÖSSEN UND ABLAUFVORRICHTUNGEN 225 GASSCHWEISSSTÄBE (WIG / TIG) 226 STABELEKTRODEN ZUM SCHWEISSEN 226
SCHWEISSEN. Elektroden, Schweißdraht 266. Schweißen
 SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
SCHWEISSEN Elektroden, Schweißdraht 266 Schweißen Wolframelektroden für die WIG-Schweißung, geschliffen, 175 mm Länge WT 20 1,8-2,2 ThO2 rot Wolframelektroden zum WIG-Schweißen WC 20 - thoriumfrei grau,
Schweißzusatzwerkstoffe
 4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
4 Schweißdrähte/ stäbe W. Nr. 1.4316 G 19 19 L Si ER308LSi 1.4316 W 19 9 L ER308L Eigenschaften und Anwendungsgebiete: Nichtrostend; IK beständig (Nasskorrosion bis 350 C) Korrosionsbeständig wie artgleiche
Thermische Zyklen beim Schweißen. t 8-5 -Zeit. Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz
 Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Schweißzusatzwerkstoffe
 4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
4 Stabelektroden EUROTRODE E 7003 E 42 0 RC 1 E6013 Eigenschaften und Anwendungsgebiete: Rutil zelluloseumhüllte Stabelektrode Universell in allen Positionen einsetzbar; bei Heftschweißungen und schlechten
Einteilung der Stähle nach
 Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Für jede Anwendung der geeignete Schweisszusatz
 Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN
 ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
KERAMISCHE SCHWEISSBAD SICHERUNGEN UND IHRE EINSATZMÖGLICHKEITEN
 Lasting Connections KERAMISCHE SCHWEISSBAD SICHERUNGEN UND IHRE EINSATZMÖGLICHKEITEN voestalpine Böhler Welding www.voestalpine.com/welding LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze
Lasting Connections KERAMISCHE SCHWEISSBAD SICHERUNGEN UND IHRE EINSATZMÖGLICHKEITEN voestalpine Böhler Welding www.voestalpine.com/welding LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze
Einstieg in professionelle MIG/MAG-Impulstechnik. Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM
 Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Einstieg in professionelle MIG/MAG-Impulstechnik Nahezu spritzerfreies Schweißen für minimierte Nacharbeit mit der Picomig 305 puls von EWM Mündersbach, 23. Oktober 2012 Mit den leichten und preiswerten
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
ROSTFREIE STÄHLE ZUM SCHWEISSEN
 ROSTFREIE STÄHLE ZUM SCHWEISSEN SINCE 1959 ALL OVER THE WORLD ROSTFREIE STÄHLE ZUM SCHWEISSEN Drähte und Stäbe aus Edelstahl verschiedener Art werden als Zusatzwerkstoffe für die Produktion von Elektroden
ROSTFREIE STÄHLE ZUM SCHWEISSEN SINCE 1959 ALL OVER THE WORLD ROSTFREIE STÄHLE ZUM SCHWEISSEN Drähte und Stäbe aus Edelstahl verschiedener Art werden als Zusatzwerkstoffe für die Produktion von Elektroden
MAXXimieren Sie Ihre Produktivität
 Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Inhaltsverzeichnis. Vorwort zur 1. und 2. Auflage. 1 Einleitung... 1
 Inhaltsverzeichnis Vorwort zur 1. und 2. Auflage 1 Einleitung... 1 2 Hinweise und Erläuterungen zum Gebrauch der Schweiß-ZTU-Schaubilder... 3 2.1 Allgemeines... 3 2.2 Bestimmungsmethode... 4 2.3 Diagramme
Inhaltsverzeichnis Vorwort zur 1. und 2. Auflage 1 Einleitung... 1 2 Hinweise und Erläuterungen zum Gebrauch der Schweiß-ZTU-Schaubilder... 3 2.1 Allgemeines... 3 2.2 Bestimmungsmethode... 4 2.3 Diagramme
24 Stunden Bestell-Annahme: Weitere Kataloge: Werkzeugkatalog. Betriebseinrichtung. Fachberatung und Bestellung: Vertrieb
 Werte Kunden, wir sind stolz, Ihnen mit unserem neuen Katalog Schweißtechnik ein wirkliches Werkzeug für Ihre tägliche Arbeit an die Hand geben zu können. In diesem Katalog zeigen wir Ihnen alles, was
Werte Kunden, wir sind stolz, Ihnen mit unserem neuen Katalog Schweißtechnik ein wirkliches Werkzeug für Ihre tägliche Arbeit an die Hand geben zu können. In diesem Katalog zeigen wir Ihnen alles, was
Verschleißfeste Stähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH
 Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Schutzgas-Schweissen Ausgewählte Übersichtstabellen
 Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
ALUNOX ist Ihr Programm: Hochlegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
BBBB^ Beuth DIN. Schweißtechnik 1. DIN-DVS-Taschenbuch 8. Schweißzusätze. Herausgeber: DIN Deutsches Institut für Normung e. V.
 Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
Schweißen mit hochlegierten Fülldrahtelektroden. F. Winkler
 Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte
Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte
ANLAGEN. zum. Abschlußbericht zum Projekt S 516:
 ANLAGEN zum Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle A0 3. Stand der bisherigen Forschung bzw. Technik
ANLAGEN zum Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle A0 3. Stand der bisherigen Forschung bzw. Technik
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe. Produktionsprogramm
 MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
Schweißtechnik. Schweißzusatzwerkstoffe. Elektroden. Stäbe. Drähte. WIG-Stäbe. Autogenstäbe. Lote. Flussmittel
 Schweißtechnik Schweißzusatzwerkstoffe Elektroden Stäbe Drähte WIG-Stäbe Autogenstäbe Lote Flussmittel Schweißzusatzwerkstoffe Niedrig- und mittellegierte Stähle..............255 280 Nichtrostende und
Schweißtechnik Schweißzusatzwerkstoffe Elektroden Stäbe Drähte WIG-Stäbe Autogenstäbe Lote Flussmittel Schweißzusatzwerkstoffe Niedrig- und mittellegierte Stähle..............255 280 Nichtrostende und
Schweißzusatzwerkstoffe 1
 1 Zusatzwerkstoffe für das Schweißen und Löten von Stahl, Edelstahl, Aluminium und Kupfer sowie für Sonderaufgaben wie z. B. Hartauftragung - Stabelektroden - Drahtelektroden - WIG-Schweißstäbe - Gas-Schweißstäbe
1 Zusatzwerkstoffe für das Schweißen und Löten von Stahl, Edelstahl, Aluminium und Kupfer sowie für Sonderaufgaben wie z. B. Hartauftragung - Stabelektroden - Drahtelektroden - WIG-Schweißstäbe - Gas-Schweißstäbe
Expertenwissen: Schweißzusatz Luftzerlegung Gasschweißen Flammwärmen Feinkornbaustähle Titanwerkstoffe
 www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
www.gasandmore.com 19 - Luftzerlegung 20 - Gasschweißen 21 - Flammwärmen 22 - Feinkornbaustähle 23 - Titanwerkstoffe 24 - Schweißzusatz Expertenwissen: Schweißzusatz. Hier kaufen die Profis. Kurz erklärt.
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo
 Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Rutile und Basische. für un- und niedriglegierte Stähle.
 Rutile und Basische Stabelektroden für un- und niedriglegierte Stähle www.oerlikon.de www.oerlikon-schweisstechnik.ch Rutilumhüllte Stabelektroden für un- und niedriglegierte Stähle und Stahlguss bis zu
Rutile und Basische Stabelektroden für un- und niedriglegierte Stähle www.oerlikon.de www.oerlikon-schweisstechnik.ch Rutilumhüllte Stabelektroden für un- und niedriglegierte Stähle und Stahlguss bis zu
SCHWEISSZUSÄTZE FÜR DIE VERBINDUNGSSCHWEISSUNG
 Lasting Connections SCHWEISSZUSÄTZE FÜR DIE VERBINDUNGSSCHWEISSUNG voestalpine Böhler Welding www.voestalpine.com/welding LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze bietet Böhler Welding
Lasting Connections SCHWEISSZUSÄTZE FÜR DIE VERBINDUNGSSCHWEISSUNG voestalpine Böhler Welding www.voestalpine.com/welding LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze bietet Böhler Welding
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Zusatzwerkstoffe und Lote
 Stabelektroden für nierdriglegierte Stähle Seite 84-93 Stabelektroden für hochlegierte Stähle Seite 94-99 Schweißdraht Seite 100 WIG-Stäbe niedrigund mittellegiert Seite 100 Gasschweißstäbe, niedrigund
Stabelektroden für nierdriglegierte Stähle Seite 84-93 Stabelektroden für hochlegierte Stähle Seite 94-99 Schweißdraht Seite 100 WIG-Stäbe niedrigund mittellegiert Seite 100 Gasschweißstäbe, niedrigund
Schweißtechnik 4. Auswahl von Normen für die Ausbildung des schweißtechnischen Personals. Normen, Merkblätter. DIN-DVS-Taschenbuch 191
 { DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
{ DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
Tput_HB2005_d_TitelCD :21 Uhr Seite 1 Schweißzusätze
 Schweißzusätze Schweißzusätze Böhler Thyssen Schweisstechnik Deutschland GmbH Unionstr. 1 D-59067 Hamm Tel.: +49 (0) 23 81-271-02 Fax: +49 (0) 23 81-271-402 www.t-put.com Member of the BÖHLER-UDDEHOLM
Schweißzusätze Schweißzusätze Böhler Thyssen Schweisstechnik Deutschland GmbH Unionstr. 1 D-59067 Hamm Tel.: +49 (0) 23 81-271-02 Fax: +49 (0) 23 81-271-402 www.t-put.com Member of the BÖHLER-UDDEHOLM
WIRTSCHAFTLICHKEIT DER FÜLLDRAHT- SCHWEISSUNG
 WIRTSCHAFTLICHKEIT DER FÜLLDRAHT- SCHWEISSUNG Manuskript für Schweißlehrer-Weiterbildung F. Winkler Teil I Schweißen mit unlegierten Fülldrähten Inhalt Verfahrensprinzip und Fülldrahtkonzepte Eigenschaften
WIRTSCHAFTLICHKEIT DER FÜLLDRAHT- SCHWEISSUNG Manuskript für Schweißlehrer-Weiterbildung F. Winkler Teil I Schweißen mit unlegierten Fülldrähten Inhalt Verfahrensprinzip und Fülldrahtkonzepte Eigenschaften
Hochleistungsel. - Röntgenqualität Lastek ,5. OK Rutilelektrode univers. alle Pos OK ,0x300 mm
 1352250 Hochleistungsel. - Röntgenqualität Lastek 1120 2,5 Doppelbasische ideale Reparatur- und Montage-Elektrode. Sie wird von vielen Kunden wegen ihrer Stärke, ihrer fast unbegrenzten Einsatzmöglichkeiten
1352250 Hochleistungsel. - Röntgenqualität Lastek 1120 2,5 Doppelbasische ideale Reparatur- und Montage-Elektrode. Sie wird von vielen Kunden wegen ihrer Stärke, ihrer fast unbegrenzten Einsatzmöglichkeiten
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
durostat 400/450/500 Verschleißfeste Bleche aus warmgewalztem Stahlband
 Warmgewalztes Tafelblech Datenblatt durostat 400/450/500 Seite 1/5 02/2018 durostat 400/450/500 Verschleißfeste Bleche aus warmgewalztem Stahlband durostat 400, durostat 450 und durostat 500 erreichen
Warmgewalztes Tafelblech Datenblatt durostat 400/450/500 Seite 1/5 02/2018 durostat 400/450/500 Verschleißfeste Bleche aus warmgewalztem Stahlband durostat 400, durostat 450 und durostat 500 erreichen
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Inhaltsverzeichnis. Vorwort
 Inhaltsverzeichnis Vorwort 1 Allgemeine Werkstofffragen... 1 1.1 Übersicht der wichtigsten Liefer- und Verwendungsformen von Walzstahlerzeugnissen... 1.1.1 Bleche und Bänder... 1.1.2 Form-, Stab- und Breitflachstahl...
Inhaltsverzeichnis Vorwort 1 Allgemeine Werkstofffragen... 1 1.1 Übersicht der wichtigsten Liefer- und Verwendungsformen von Walzstahlerzeugnissen... 1.1.1 Bleche und Bänder... 1.1.2 Form-, Stab- und Breitflachstahl...
WERKSTOFFE. Werkstoffe
 WERKSTOFFE 102 MAG Schutzgas-Schweißdrähte niedriglegiert, IT:SG Fassspulung IT:SG 2 IT:SG 3 Zentrieradapter IT:SG 2 Niedriglegierte Drahtelektrode für das Metall-Schutzgasschweißen an unlegierten und
WERKSTOFFE 102 MAG Schutzgas-Schweißdrähte niedriglegiert, IT:SG Fassspulung IT:SG 2 IT:SG 3 Zentrieradapter IT:SG 2 Niedriglegierte Drahtelektrode für das Metall-Schutzgasschweißen an unlegierten und
Aluminiumschweißdraht Almg 4,5Mn ,0mm (2 kg) Aluminiumschweißdraht Almg 4,5Mn ,2mm (2 kg)
 Aluminiumschweißdraht Almg 4,5Mn ,2mm (2 kg)") 3102110 Aluminiumschweißdraht Almg 4,5Mn 3.3548 1,0mm (2 kg) Schweißdraht für AlMg-und AlMgMn-Legierungen. Magnesium wirkt festigkeitssteigernd, der Mn-Anteil verbessert die Stabilität bei höheren Temperaturen.
3102110 Aluminiumschweißdraht Almg 4,5Mn 3.3548 1,0mm (2 kg) Schweißdraht für AlMg-und AlMgMn-Legierungen. Magnesium wirkt festigkeitssteigernd, der Mn-Anteil verbessert die Stabilität bei höheren Temperaturen.
OMNIWELD Reparaturschweißlegierungen GmbH (+49) FAX (+49)
 FAX (+49)") Schweißlegierungen für Reparatur und Instandhaltung Reparaturschweißlegierungen GmbH Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 E-mail: Info@omniweld.de
Schweißlegierungen für Reparatur und Instandhaltung Reparaturschweißlegierungen GmbH Am Kavitt 4 D-47877 Willich Postfach 237 D-47863 Willich (+49) 2154 95 55-0 FAX (+49) 2154 95 55-55 E-mail: Info@omniweld.de
Böhler Schweißzusätze mit 1 % igem Nickelanteil
 Böhler Schweißzusätze mit 1 % igem Nickelanteil Ein komplettes Angebot für anspruchsvolle Aufgaben voestalpine Böhler Welding www.voestalpine.com/welding 1 Dauerhafte Verbindungen Der wichtigste Aspekt
Böhler Schweißzusätze mit 1 % igem Nickelanteil Ein komplettes Angebot für anspruchsvolle Aufgaben voestalpine Böhler Welding www.voestalpine.com/welding 1 Dauerhafte Verbindungen Der wichtigste Aspekt
Alloy 17-4 PH / UNS S17400
 Aushärtbarer nichtrostender Stahl mit hoher Streckgrenze, hohem Verschleißwiderstand und gute Korrosionsbeständigkeit Enpar Sonderwerkstoffe GmbH Betriebsweg 10 51645 Gummersbach Tel.: 02261-7980 Fax:
Aushärtbarer nichtrostender Stahl mit hoher Streckgrenze, hohem Verschleißwiderstand und gute Korrosionsbeständigkeit Enpar Sonderwerkstoffe GmbH Betriebsweg 10 51645 Gummersbach Tel.: 02261-7980 Fax:
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Einteilung der Stähle
 Einteilung der Stähle Grundstähle Grundstähle (BS= Basic Steel): immer unlegiert nicht für festigkeitssteigernde Wärmebehandlungen vorgesehen Begleitelement Maximaler Gehalt in der Schmelze entsprechend
Einteilung der Stähle Grundstähle Grundstähle (BS= Basic Steel): immer unlegiert nicht für festigkeitssteigernde Wärmebehandlungen vorgesehen Begleitelement Maximaler Gehalt in der Schmelze entsprechend
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
ALUNOX ist Ihr Programm: Kupfer.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Westfälische Drahtindustrie GmbH. Technisches Handbuch Manual
 Westfälische Drahtindustrie GmbH Technisches Handbuch Manual WDI WESTFÄLISCHE DRAHTINDSTRIE GMBH Standorte in Deutschland / Europa Production sites in Germany / Europe Draht / Wire Blankstahl / Bright
Westfälische Drahtindustrie GmbH Technisches Handbuch Manual WDI WESTFÄLISCHE DRAHTINDSTRIE GMBH Standorte in Deutschland / Europa Production sites in Germany / Europe Draht / Wire Blankstahl / Bright