Neu geordnete industrielle Metallberufe
|
|
|
- Bernhard Neumann
- vor 8 Jahren
- Abrufe
Transkript
1 Informationen für die Praxis Neu geordnete industrielle Metallberufe Abschlussprüfung eil 2 Schriftliche Prüfung Auftrags- und Funktionsanalyse Projekt 2 NC-Programm Drehen und Projekt 3 NC-Programm Fräsen (Verordnung vom 9. Juli 2004 und 23. Juli 2007) Stand: März 2009 Inhalt: 1. Allgemeines Ziel und Hintergrund Inhalte von vier Lernfeln (340 h) Prüfungsdurchführung...2. Informationsmaterial Allgemeines Seit 1987 werden PAL-CNC-Befehle in Abschlussprüfung im Beruf eingesetzt. Mit Neuordnung des Ausbildungsberufes in 2004 bzw wurden die Inhalte des Ausbildungsrahmenplans sowie die Inhalte des Bundesrahmenlehrplans nicht nur an die heute bestehenden Anforungen des Berufs angepasst, sonn auch die CNC- Programmierung Schriftlichen Abschlussprüfung eil 2 zugeordnet. Aufgrund aktualisierten Inhalte Verordnung und Inhalte des Bundesrahmenlehrplans war somit eine Überarbeitung alten PAL-CNC-Befehlscodierung seitens des zuständigen PAL-Arbeitskreises und Fachausschusses notwendig. Es entstand das neue PAL-Programmiersystem, das als Lehr- und Prüfmittel für die Aus- und Weiterbildung entwickelt wurde. 2. Ziel und Hintergrund Ziel des PAL-Arbeitskreises und Fachausschusses war es, Voraussetzungen für eine mone CNC-Ausbildung zu schaffen. Dabei sollten sich die unterschiedlichen Spezifikationen heutiger moner CNC- Steuerungen im PAL-Programmiersystem wie finden. Gleichfalls wurde berücksichtigt, dass in monen betrieblichen Fertigung immer umfangreichere und komplexere Bearbeitungsverfahren vorhanden und erforlich sind. Auch war zu berücksichtigen, dass durch die Neuordnung in 2004 eine Verlagerung von Prüfungsinhalten von praktischen Abschlussprüfung in die schriftliche Abschlussprüfung eil 2 erfolgte. 3. Inhalte von vier Lernfeln (340 h) Laut Verordnung sollen in vier Lernfeln mit insgesamt ca. 340 h im Berufsschulunterricht folgende Inhalte vermittelt werden: Programmieren und Fertigen mit numerisch gesteuerten Werkzeugmaschinen (Lernfeld 8) o CNC-Drehen, CNC-Fräsen o Arbeits- und Werkzeugpläne erstellen o Programmaufbau o Konturpunktberechnung o Wegbedingungen, Zusatzfunktionen o Schneidenradiuskompensation, Bahnkorrektur o Zyklen, Unterprogrammtechnik o Entwicklung von CNC-Programmen o Überprüfen und optimieren von Bearbeitungsprozessen durch Simulation, Datensicherung durchführen

2 Optimieren des Fertigungsprozesses (Lernfeld 10) o Leistungsfähigkeit von Steuerungen o Gestalten, beurteilen und optimieren Fertigungsprozesse o Planen von Bearbeitungsstrategien Fertigungsparameter festlegen unter Berücksichtigung des Werkzeugs und des Werkstoffs Planen und Organisieren rechnergestützter Fertigung (Lernfeld 11) o Programmstruktur o Parameterprogrammierung o Werkzeugdatenbank o Erstellen CNC-Programme für die Fertigung von Werkstücken mit komplexen Geometrien o Simulieren, änn, optimieren, speichern, übertragen erstellten Programme und Programmablauf testen Vorbereiten und Durchführen eines Einzelfertigungsauftrages (Lernfeld 12) o Mehrachsenbearbeitung o Fertigungsunterlagen erstellen o Werkzeug- und Werkstückspannsysteme o Bearbeitungsstrategien festlegen 4. Prüfungsdurchführung Aus den Auszügen veröffentlichten PAL- Programmierbeispiele Drehen und Fräsen auf den Folgeseiten ersehen Sie die Prüfungsstruktur und Inhalte Schriftlichen Prüfung.. Informationsmaterial Die PAL hat für das PAL-Programmiersystem Drehen und Fräsen jeweils ein Handbuch sowie Programmierbeispiele mit verschiedenen Schwierigkeitsgraden zusammengestellt. Diese Bücher sind bei den einschlägigen Lehrmittelherstellern erhältlich. PAL-Programmiersystem Drehen ISBN-Nr PAL-Programmiersystem Fräsen ISBN-Nr PAL-Programmierbeispiele Drehen ISBN-Nr PAL-Programmierbeispiele Fräsen ISBN-Nr
 o Mehrachsenbearbeitung o Fertigungsunterlagen erstellen o Werkzeug- und Werkstückspannsysteme o Bearbeitungsstrategien festlegen 4.")
3 Industrie- und Handelskammer PAL-Programmiersystem Drehen: Kugel Programmierbeispiel %3 %3 K/P2 2008, IHK Region Stuttgart, alle Rechte vorbehalten

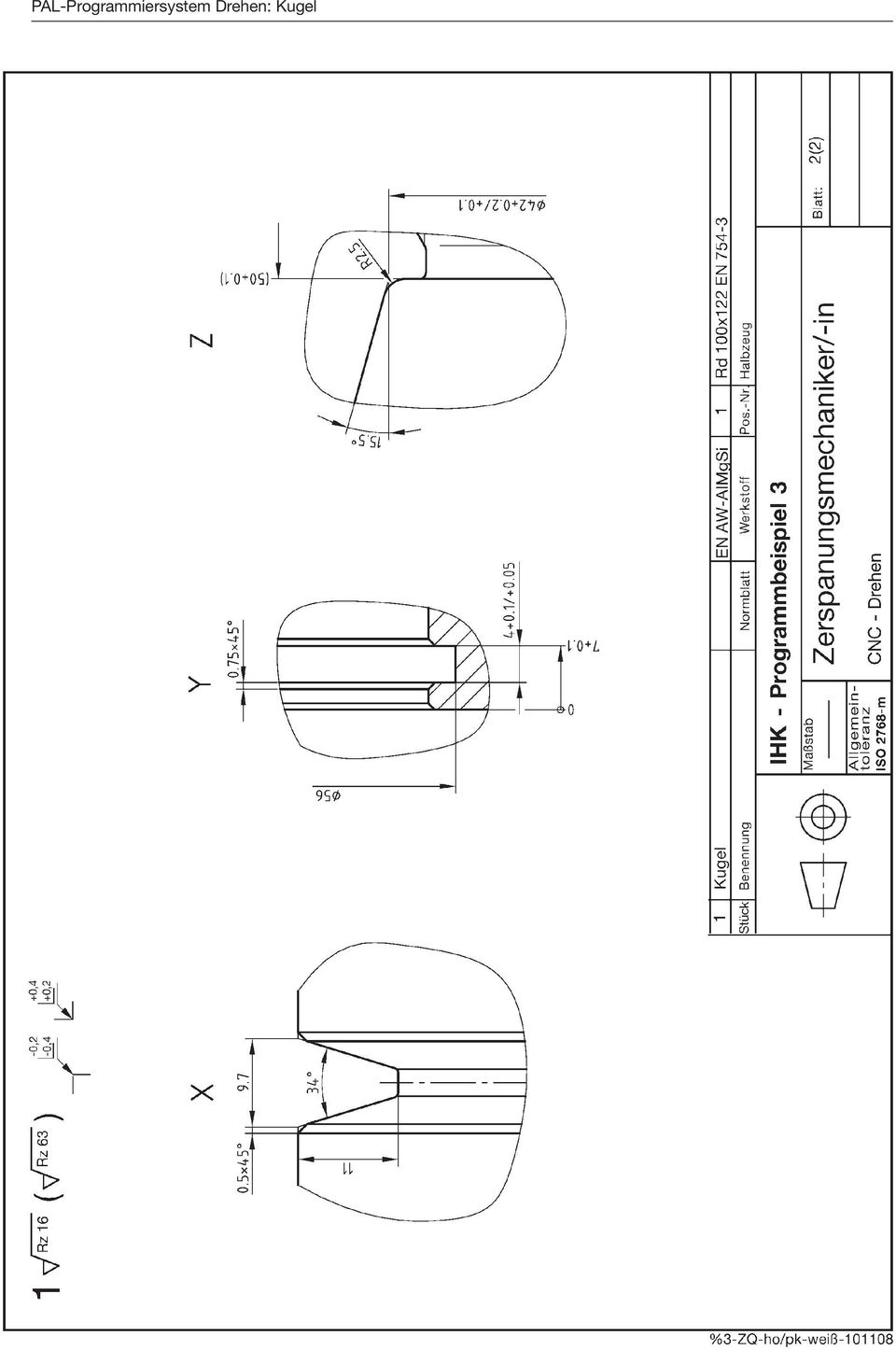
4 PAL-Programmiersystem Drehen: Kugel IHK Programmbeispiel 3 IHK Aufgabenbeschreibung Programmbeispiel CNC Drehen 3 Aufgabenbeschreibung CNC Drehen 1. Aufgabenbeschreibung Das auf Zeichnung 1(1) dargestellte Werkstück soll in einer größeren Stückzahl auf einer CNC-Drehmaschine gefertigt werden. Die erforlichen Programme für die Innen- bzw. Außenbearbeitung sind auf den beiliegenden Programmblättern 1. Aufgabenbeschreibung unvollständig vorgegeben. Diese Programme sind zu ergänzen und zu optimieren. Außerdem ist das Einrichteblatt auszufüllen. 2. Das Vorgabezeit: auf Zeichnung XX min 1(1) dargestellte Werkstück soll in einer größeren Stückzahl auf einer CNC-Drehmaschine gefertigt werden. Die erforlichen Programme für die Innen- bzw. Außenbearbeitung sind auf den beiliegenden Programmblättern 3. unvollständig Erlaubte Hilfsmittel: vorgegeben. aschenrechner Diese Programme (nicht programmierbar), sind zu ergänzen und abellenbuch, zu optimieren. Formelsammlung Außerdem ist das Einrichteblatt auszufüllen Vorgabezeit: Zusatzinformationen XX min zur CNC-Drehmaschine 3. Erlaubte - Für die Steuerung Hilfsmittel: aschenrechner CNC-Drehmaschine (nicht gilt programmierbar), die beiliegende abellenbuch, Programmieranleitung. Formelsammlung Sie enthält alle für die Lösung Aufgabe erforlichen Angaben. 4. Zusatzinformationen zur CNC-Drehmaschine - Die CNC-Drehmaschine besitzt einen automatischen Werkzeugwechsler. - Für die Steuerung CNC-Drehmaschine gilt die beiliegende Programmieranleitung. Sie enthält alle für die Lösung Aufgabe Der Werkzeugträger erforlichen Angaben. befindet sich hinter Drehmitte (+ X - hinten). - Die Der CNC-Drehmaschine Werkzeugwechselpunkt besitzt wird einen mit G automatischen 14 angefahren. Werkzeugwechsler. - Der Die Drehmeißel Werkzeugträger sind befindet an dem sich Backenfutter hinter Drehmitte zugewandten (+ X hinten). Schneidkante vermessen. - Der Beim Werkzeugwechselpunkt Abspanzyklus G 81 und wird G 82 mit ist G die 14 angefahren. maximale Schnitttiefe unter D einzutragen. - Die Beim Drehmeißel Gewindezyklus sind an G 31 ist dem Backenfutter Startpunkt des zugewandten Gewindes Schneidkante 3 x Gewindesteigung vermessen. P. Zu programmierende Gewindelänge: Gesamte Gewindelänge (einschließlich Freistich) - 0, mm - Beim Abspanzyklus G 81 und G 82 ist die maximale Schnitttiefe unter D einzutragen. - Für das Konturdrehen des Werkstücks ist zu beachten: - Beim o Aufmaß Gewindezyklus beim Drehen G 31 ist Planfläche Startpunkt 0,1 mm des für Gewindes das Fertigdrehen 3 x Gewindesteigung P. Zu o Aufmaß programmierende im Durchmesser Gewindelänge: 1 mm über Gesamte Nennmaß Gewindelänge (einschließlich Freistich) - 0, mm o Aufmaß in den Längen 0,1 mm - Für o Bei das oleranzen Konturdrehen ist von des oleranzmitte Werkstücks ist auszugehen beachten: o Aufmaß Der Anfahrabstand beim Drehen beträgt Planfläche Z = 2 mm0,1 mm für das Fertigdrehen o Aufmaß im Durchmesser 1 mm über Nennmaß. Arbeitshinweise o Aufmaß in den Längen 0,1 mm o Bei oleranzen ist von oleranzmitte auszugehen - o Arbeiten Der Anfahrabstand Sie sich sorgfältig beträgt in Z die = 2 Zeichnung mm des zu fertigenden Werkstücks ein.. Arbeitshinweise - Nehmen Sie das Einrichteblatt zur Hand und überlegen Sie, wie die Herstellung des Drehteils fachgerecht erfolgen könnte. Dazu sollten Sie auch die Programmblätter heranziehen, die Ihnen zeigen, welche Arbeitsfolgen Programmierer vorgesehen hat. Sie sich sorgfältig in die Zeichnung des zu fertigenden Werkstücks - Arbeiten ein. - Nehmen ragen Sie Sie in das Einrichteblatt zur die Hand Arbeitsfolgen und überlegen ein, beginnend Sie, wie die vom Herstellung Prüfen des des Halbzeugs Drehteils bis fachgerecht zum Ausspannen erfolgen des könnte. Dazu fertigen sollten Werkstücks. Sie auch die Programmblätter heranziehen, die Ihnen zeigen, welche Arbeitsfolgen Programmierer vorgesehen hat. - Wählen Sie aus Werkzeugformdatei die Werkzeuge aus, die bei Fertigung eingesetzt werden. ragen Sie die - ragen Werkzeugnummern Sie in das Einrichteblatt an richtigen die Arbeitsfolgen Stelle des Einrichteplans ein, beginnend ein. vom Prüfen des Halbzeugs bis zum Ausspannen des fertigen Werkstücks. - Arbeiten Sie das gegebene Programm Satz für Satz durch und ergänzen Sie die Fel des Hauptprogramms, die durch ein - Wählen Raster bzw. Sie aus durch Punktlinien Werkzeugformdatei umrahmt die sind. Werkzeuge Folgende aus, Sätze die des bei Programms, Fertigung bei eingesetzt denen die werden. Satznummern ragen mit Sie breiten die Werkzeugnummern Volllinien hervorgehoben an sind, richtigen sind vollständig Stelle des Einrichteplans zu erstellen. In ein. diesen Sätzen des Programms können die Vorschubwerte "F" und Zusatzfunktionen "M" zum eil vorgegeben sein. - Arbeiten Sie das gegebene Programm Satz für Satz durch und ergänzen Sie die Fel des Hauptprogramms, die durch ein Raster bzw. durch Punktlinien umrahmt sind. Folgende Sätze des Programms, bei denen die Satznummern mit breiten Volllinien hervorgehoben sind, sind vollständig zu erstellen. In diesen Sätzen des Programms können die Vorschubwerte "F" und Zusatzfunktionen "M" zum eil vorgegeben sein. 2 %3 K1/P2 ho/pk-weiß %3 K1/P2 ho/pk-weiß
 dargestellte Werkstück soll in einer größeren Stückzahl auf einer CNC-Drehmaschine gefertigt werden.")
5 PAL-Programmiersystem Drehen: Kugel Programmieranleitung PAL-CNC-Drehmaschine Programmieranleitung PAL-CNC-Drehmaschine 1. Wegbedingungen Code Bedeutung 1. Wegbedingungen G 0 Verfahren im Eilgang Code G 40 Bedeutung Abwahl Schneidenradiuskorrektur SRK G 41 / G 42 Anwahl Schneidenradiuskorrektur SRK G 0 0 Verfahren Aufheben im von Eilgang inkrementellen Nullpunk-Verschiebungen und Drehungen G 40 3 Abwahl Alle Nullpunktverschiebungen Schneidenradiuskorrektur und Drehungen SRK aufheben G 41 4 / - G 42 7 Anwahl Einstellbare Schneidenradiuskorrektur absolute Nullpunkte SRK 0 Aufheben von inkrementellen Nullpunk-Verschiebungen und Drehungen G 9 Inkrementelle Nullpunktverschiebung kartesisch und Drehung 3 Alle Nullpunktverschiebungen und Drehungen aufheben G 80 Abschluss einer Bearbeitungs-Konturbeschreibung 4 - G 7 Einstellbare absolute Nullpunkte G 90 Absolutmaßangabe einschalten 9 Inkrementelle Nullpunktverschiebung kartesisch und Drehung G 91 Kettenmaßangabe einschalten 80 Abschluss einer Bearbeitungs-Konturbeschreibung G 92 Drehzahlbegrenzung 90 Absolutmaßangabe einschalten G 94 Vorschub in Millimeter pro Minute (mm/min) 91 Kettenmaßangabe einschalten G 9 Vorschub in Millimeter pro Umdrehung (mm/u) 92 Drehzahlbegrenzung G 96 Konstante Schnittgeschwindigkeit 94 Vorschub in Millimeter pro Minute (mm/min) G 9 97 Vorschub Konstante in Drehzahl Millimeter (min pro -1 Umdrehung ) (mm/u) G 96 Konstante Schnittgeschwindigkeit G 97 Konstante Drehzahl (min -1 ) G1 Linearinterpolation im Arbeitsgang G1 X / ZLinearinterpolation Koordinateneingabe im Arbeitsgang (gesteuert durch G90/G91) XA / ZA Absolutmaße X XI // ZZI Koordinateneingabe Inkrementalmaße (gesteuert durch G90/G91) XA RN+ / ZA Absolutmaße Verrundungsradius zum nächsten Konturelement XI RN- / ZI Inkrementalmaße Fasenbreite zum nächsten Konturelement RN+ D Verrundungsradius Länge Verfahrstrecke zum nächsten Konturelement RN- AS Fasenbreite Anstiegswinkel zum nächsten Verfahrstrecke Konturelement DE Länge Feinkonturvorschub Verfahrstrecke auf Übergangselementen AS Anstiegswinkel Verfahrstrecke E Feinkonturvorschub auf Übergangselementen G2 Kreisinterpolation im Uhrzeigersinn G2 X / ZKreisinterpolation Koordinateneingabe im Uhrzeigersinn (gesteuert durch G90/G91) XA / ZA Absolutmaße X XI // ZZI Koordinateneingabe Inkrementalmaße (gesteuert durch G90/G91) XA I / IA / ZA Absolutmaße X-Mittelpunktkoordinate XI K / ZI KA Inkrementalmaße Z-Mittelpunktkoordinate I R/ IA X-Mittelpunktkoordinate Radius K AO/ KA Z-Mittelpunktkoordinate Öffnungswinkel RRN+ Radius Verrundungsradius AO RN- Öffnungswinkel Fasenbreite RN+ E Verrundungsradius Feinkonturvorschub auf Übergangselementen RN- Fasenbreite E Feinkonturvorschub auf Übergangselementen G3 Kreisinterpolation entgegen dem Uhrzeigersinn G3 X / ZKreisinterpolation Koordinateneingabe entgegen dem (gesteuert Uhrzeigersinn durch G90/G91) XA / ZA Absolutmaße X XI / / Z ZI Koordinateneingabe Inkrementalmaße (gesteuert durch G90/G91) XA I / IA / ZA Absolutmaße X-Mittelpunktkoordinate XI K / ZI KA Inkrementalmaße Z-Mittelpunktkoordinate I / IA X-Mittelpunktkoordinate R Radius K / KA Z-Mittelpunktkoordinate AO Öffnungswinkel R Radius RN+ Verrundungsradius AO Öffnungswinkel RN- Fasenbreite RN+ Verrundungsradius E Feinkonturvorschub auf Übergangselementen RN- Fasenbreite E Feinkonturvorschub auf Übergangselementen 2009, IHK Region Stuttgart, alle Rechte vorbehalten Stand: 2009, IHK Region 2009 Stuttgart, weiß alle Rechte vorbehalten -1-(4) Stand: weiß -1-(4) 42

6 PAL-Programmiersystem Drehen: Kugel G84 Bohrzyklus ZA G84 Bohrzyklus iefe Bohrung absolut ZI iefe Bohrung inkremental DA ZA Anbohrtiefe iefe Bohrung absolut D ZI Zustelltiefe iefe Bohrung inkremental DR DA Reduzierwert Anbohrtiefe Zustelltiefe DM D Mindestzustellung Zustelltiefe ohne Vorzeichen U DR Verweilzeit Reduzierwert am Bohrgrund Zustelltiefe V DM Sicherheitsabstand Mindestzustellung ohne Vorzeichen VB U Sicherheitsabstand Verweilzeit am Bohrgrund vor Bohrgrund V Sicherheitsabstand VB Sicherheitsabstand vor Bohrgrund G8 Freistichzyklus XA G8 / ZAFreistichzyklus Freistichposition, Absolutmaß XI / ZI Freistichposition, Inkrementalmaß I XA / ZA Freistichtiefe Freistichposition, für DIN Absolutmaß 76 K XI / ZI Freistichbreite Freistichposition, für DIN Inkrementalmaß 76 H1 I DIN Freistichtiefe 76 für DIN 76 H2 K DIN Freistichbreite 09 E für DIN 76 H3 H1 DIN DIN F SX H2 Bearbeitungszugabe DIN 09 E (Schleifaufmaß) E H3 Eintauchvorschub DIN 09 F SX Bearbeitungszugabe (Schleifaufmaß) E Eintauchvorschub G86 Radialer Stechzyklus XA G86 / ZARadialer Einstichsetzposition, Stechzyklus Absolutmaß XI / ZI Einstichsetzposition, Inkrementalmaß E XA / ZA Durchmesser Einstichsetzposition, absolut Absolutmaß EB XI / ZI Breite Einstichsetzposition, des Einstichs Inkrementalmaß E EB Durchmesser positiv: Einstich absolut in Richtung Z+ v. d. Einstichposition EB EB Breite negativ: des Einstichs Einstich in Richtung Z- v. d. Einstichposition D Zustelltiefe EB positiv: Einstich in Richtung Z+ v. d. Einstichposition RO Verrundung EB negativ: (+) Einstich o Fase in Richtung (-) oberen Z- v. d. Ecken Einstichposition RU D Verrundung Zustelltiefe (+) o Fase (-) unteren Ecken AK RO Konturparalles Verrundung (+) Aufmaß o Fase (-) oberen Ecken V RU Sicherheitsabstand Verrundung (+) o über Fase (-) Einstichöffnung unteren Ecken AK (Überfahrung Konturparalles im Aufmaß Vorschub) H14 V Schruppen Sicherheitsabstand und anschließendes über Einstichöffnung Schlichten (gleiches Werkzeug) EP Setzpunktfestlegung (Überfahrung im Vorschub) H14 EP1: Schruppen bei Einstichöffnung und anschließendes EP2: Schlichten am Einstichgrund (gleiches Werkzeug) AE EP Flankenwinkel Setzpunktfestlegung des Einstichs AS Flankenwinkel EP1: bei Einstichöffnung des Einstichs EP2: am Einstichgrund AE Flankenwinkel des Einstichs AS Flankenwinkel des Einstichs G88 Axialer Stechzyklus XA G88 / ZAAxialer Einstichsetzposition, Stechzyklus Absolutmaß XI / ZI Einstichsetzposition, Inkrementalmaß E XA / ZA Stechgrund Einstichsetzposition, o Einstichöffnung Absolutmaß in Z- Achse EB XI / ZI Breite Einstichsetzposition, des Einstichs Inkrementalmaß E EB Stechgrund positiv: Einstich o Einstichöffnung in Richtung X+ in v. Z- d. Achse Einstichposition EB EB Breite negativ: des Einstichs Einstich in Richtung X- v. d. Einstichposition D Zustelltiefe EB positiv: Einstich in Richtung X+ v. d. Einstichposition RO Verrundung EB negativ: (+) Einstich o Fase in Richtung (-) oberen X- v. d. Ecken Einstichposition RU D Verrundung Zustelltiefe (+) o Fase (-) unteren Ecken AK RO Konturparalles Verrundung (+) Aufmaß o Fase (-) oberen Ecken V RU Sicherheitsabstand Verrundung (+) o über Fase (-) Einstichöffnung unteren Ecken AK (Überfahrung Konturparalles im Aufmaß Vorschub) H14 V Schruppen Sicherheitsabstand und anschließendes über Einstichöffnung Schlichten (gleiches Werkzeug) EP Setzpunktfestlegung (Überfahrung im Vorschub) H14 EP1: Schruppen bei Einstichöffnung und anschließendes EP2: Schlichten am Einstichgrund (gleiches Werkzeug) EP Setzpunktfestlegung EP1: bei Einstichöffnung EP2: am Einstichgrund Programmieranleitung für PAL-CNC-Drehmaschine - weiß -3-(4) Programmieranleitung für PAL-CNC-Drehmaschine - weiß 44-3-(4)

7 PAL-Programmiersystem Drehen: Kugel IHK Programmbeispiel 3 Werkzeugformdatei CNC Drehen Werkstück: Kugel Werkstoff: EN AW-AlMgSi Programm-Nr.: % 3 Zeichnung: 1(1) Halbzeug: ø 100x122 Werkzeuge für Außenbearbeitung echnologische Daten Werkzeug-Nr Schneidenradius 0,8 mm 0,4 mm 0,8 mm 0,4 mm 0,2 mm 0,4 mm 0,1 mm - Schnittgeschwindigkeit 400 m/min 40 m/min 400 m/min 40 m/min 400 m/min 40 m/min 200 m/min 10 m/min Schnitttiefe a p = max. 2, mm 2, mm 2, mm 2, mm 0, mm 0, mm - - Schneidstoff N 10 N 10 N 10 N 10 N 10 N 10 N 10 N 10 Vorschub je Umdr./Steig. 0,3/0,1 mm 0,3/0,1 mm 0,3/0,1 mm 0,2/0,1 mm 0,2/0,1 mm 0,2/0,1 mm 0,1/0,0 mm 1, mm +X +Z 2,2 Werkzeuge für Innenbearbeitung echnologische Daten Werkzeug-Nr Querauslage Q 24 mm 23 mm 23 mm 23 mm 14 mm 20 mm - - Schneidenradius - 0,4 mm 0,8 mm 0,2 mm 0,1 mm - 0,2 mm 0,2 mm Schnittgeschwindigkeit 300 m/min 30 m/min 30 m/min 30 m/min 200 m/min 10 m/min 200 m/min 200 m/min Schnitttiefe a p = max. - 1, mm 1, mm 0, mm Schneidstoff N 10 N 10 N 10 N 10 N 10 N 10 N 10 N 10 Vorschub je Umdreh./Steig. 0,18 mm 0,2/0,1 mm 0,2/0,1 mm 0,1/0,0 mm 0,1/0,0 mm 1 mm 0,1 mm 0,1 mm +X 1,6 +Z ø min 64 mm ø max 100 mm ø min 44 mm ø max 70 mm 2008, IHK Region Stuttgart, alle Rechte vorbehalten %3-K1/P2-ho/pk-weiß (1) 46

8 PAL-Programmiersystem Drehen: Kugel 47

9 PAL-Programmiersystem Drehen: Kugel 48
10 PAL-Programmiersystem Drehen: Kugel Lösungsvorschläge IHK- Programmbeispiel 3 IHK- Programmbeispiel 3 Einrichteblatt - Lösungsvorschlag CNC Einrichteblatt - Drehen - Lösungsvorschlag CNC - Drehen Werkstück: Kugel Werkstoff: EN AW-AlMgSi Programm-Nr.: % 3 Werkstück: Kugel Werkstoff: EN AW-AlMgSi Programm-Nr.: % 3 Zeichnung: 1(2) Rohmaße: ø 100x122 Zeichnung: 1(2) Rohmaße: ø 100x122 Spannskizze 1 Spannskizze 2 Spannskizze 1 Spannskizze 2 Lösungsvorschlag Lösungsvorschlag Nr. Arbeitsfolge Werkzeug-Nr. Bemerkung Nr. Arbeitsfolge Werkzeug-Nr. Bemerkung 1 Prüfen Rohmaße Spannskizze Spannen Prüfen des Rohmaße Werkstücks Spannskizze Festlegen Spannen des des Werkstück-Nullpunktes Werkstücks 4 3 Quer-Plandrehen Festlegen des Werkstück-Nullpunktes Länge 121 mm 1 mit Aufmaß 4 Bohren Quer-Plandrehen ø 24 mm, 0 mm Länge tief 121 mm 2 1 mit Aufmaß 6 Vordrehen Bohren ø 24 Innenkontur mm, 0 mm tief 6 2 mit Aufmaß 7 6 Drehen Vordrehen Außenkontur Innenkontur 6 mit Aufmaß 8 7 Fertigdrehen Drehen Außenkontur Innenkontur Gewindedrehen Fertigdrehen M36 Innenkontur x Planeinstich, Gewindedrehen tief M36 x Planeinstich, Planeinstich, tief tief Inneneinstich Planeinstich, 4 mm tief breit Keilriemeneinstich Inneneinstich 4 mm 2 x breit Qualitätskontrolle Keilriemeneinstich 2 x Ausspannen Qualitätskontrolle des Werkstücks 1 Ausspannen des Werkstücks Nr. Arbeitsfolge Werkzeug-Nr. Bemerkung Nr. 1 Arbeitsfolge Prüfen Rohmaße Werkzeug-Nr. Bemerkung Spannskizze Spannen Prüfen des Rohmaße Werkstücks Spannskizze Festlegen Spannen des des Werkstück-Nullpunktes Werkstücks 4 3 Quer-Plandrehen Festlegen des Werkstück-Nullpunktes Länge 120 mm 1 4 Vordrehen Quer-Plandrehen Außenkontur Länge 120 mm 1 mit Aufmaß 6 Fertigdrehen Vordrehen Außenkontur Außenkontur 7 mit Aufmaß 7 6 Gewindedrehen Fertigdrehen M36 Außenkontur x 1, Qualitätskontrolle Gewindedrehen M36 x 1, Ausspannen Qualitätskontrolle des Werkstücks 9 Ausspannen des Werkstücks Lösungsheft/CNC-Drehen %3-H3-A-ho/pk-rot Lösungsheft/CNC-Drehen %3-H3-A-ho/pk-rot Bewertung Punkte Bewertung Punkte

11 PAL-Programmiersystem Drehen: Kugel Lösungsvorschläge % 3 CNC-Ergänzung Lösungsvorschlag Je Eintragung 10 o 0 Punkte Prüfungsausschuss: Schaltfunktion M Zusätzliche Befehle mit Adressen Koordinaten Wegbedingung G Satz- Nr. N X / XA / XI Y / YA / YI Z / ZA / ZI G 4 G 92 S 000 G 14 H 0 G 96 S 400 F 0,3 1 M 4 G 0 X 102 Z 0,1 M 8 G 1 X 23 Z 2 G 14 H 0 M 9 G 97 S 3980 F 0,18 2 M 3 G 0 X 0 Z 3 G 84 ZA -0 U 1 M 8 G 14 H 0 M 9 G 96 S 30 F 0,2 6 M 4 G 0 X 23 Z 2 M 8 G 81 D 1, AX -0, AZ 0,1 G 0 X 2 Z 2 G 1 Z 0 X 0,04 RN -0, Z -12,0 X 38 RN 2 Z -16 X 34,918 RN -1 G 8 XA 34,918 ZA -30 I 0,791 K 3,7 H 1 E 0,1 G 1 X 30,011 RN 1 G 8 XA 30,011 ZA -40 I 0,3 K 2, H 2 E 0,0 Vor- und Familienname: Prüflingsnummer: Ergebnis Prüfungsstück: CNC-Programm Zwischenergebnis Summe Zwischenergebnisse IHK - Programmbeispiel 3 Übung: Kugel %3-L1/P2-ho/pk-rot geteilt durch Beruf: Programmblatt Blatt 1 von Ergebnis 8

12 PAL-Programmiersystem Drehen: Kugel Lösungsvorschläge % 3 CNC-Ergänzung Lösungsvorschlag Je Eintragung 10 o 0 Punkte Prüfungsausschuss: Schaltfunktion M Zusätzliche Befehle mit Adressen Koordinaten Wegbedingung G Satz- Nr. N X / XA / XI Y / YA / YI Z / ZA / ZI 26 G 1 X 28 RN 0,3 27 X 2 Z -4 RN 0,3 28 Z X G G 14 H 2 M 9 32 G 96 S 400 F 0,3 M 4 33 G 0 X 4 Z 2 M 8 34 G 42 G 1 Z 0 3 X 98 RN 1 36 Z G 40 X G 14 H 0 M 9 39 G 96 S 30 F 0,1 8 M 4 40 G 0 X 2 Z 2 M 8 41 G G 23 N 17 N G G 14 H 2 M 9 4 G 97 S M 3 46 G 0 X 34,918 Z 2 M 8 47 G 31 XA 34,918 ZA -29, F 1 D 0,4 ZS -13 XS 34,918 Q 8 48 G 14 H 2 M 9 49 G 96 S 200 F 0,1 14 M 4 0 G 88 XA 79,9 ZA 0 E EB,0 RO -0, D 3 AK 0,2 EP 1 H 14 V 2 M 8 IHK - Programmbeispiel 3 Übung: Kugel Vor- und Familienname: Prüflingsnummer: Ergebnis Prüfungsstück: CNC-Programm Summe Zwischenergebnisse Zwischenergebnis Beruf: geteilt durch %3-L1/P2-ho/pk-rot Programmblatt Blatt 2 von Ergebnis 86

13 Industrie- und Handelskammer PAL-Programmiersystem Fräsen: Formplatte Programmierbeispiel %3 %3 K/P2 2008, IHK Region Stuttgart, alle Rechte vorbehalten

14 PAL-Programmiersystem Fräsen: Formplatte IHK Programmbeispiel 3 IHK Aufgabenbeschreibung Programmbeispiel 3 CNC-Fräsen Aufgabenbeschreibung CNC-Fräsen 1. Aufgabenbeschreibung für das Projekt "Fräsen" Das auf Zeichnung 1(1) dargestellte Werkstück soll in einer größeren Stückzahl auf einer CNC-Fräsmaschine gefertigt 1. Aufgabenbeschreibung werden. Das dafür erforliche für das Programm Projekt "Fräsen" ist auf den beiliegenden Programmblättern unvollständig vorgegeben. Dieses Programm ist zu ergänzen. Außerdem ist das Einrichteblatt auszufüllen. Das auf Zeichnung 1(1) dargestellte Werkstück soll in einer größeren Stückzahl auf einer CNC-Fräsmaschine gefertigt 2. werden. Vorgabezeit: Das dafür XX min erforliche Programm ist auf den beiliegenden Programmblättern unvollständig vorgegeben. Dieses Programm ist zu ergänzen. Außerdem ist das Einrichteblatt auszufüllen. 3. Erlaubte Hilfsmittel: aschenrechner (nicht programmierbar), abellenbuch, Formelsammlung 2. Vorgabezeit: XX min 4. Zusatzinformationen zur CNC-Fräsmaschine 3. Erlaubte Hilfsmittel: aschenrechner (nicht programmierbar), abellenbuch, Formelsammlung - Für die Steuerung CNC-Fräsmaschine gilt die beiliegende Programmieranleitung. Sie enthält alle für die Lösung 4. Zusatzinformationen Aufgabe erforlichen zur Angaben. CNC-Fräsmaschine -Für Die die CNC-Fräsmaschine Steuerung CNC-Fräsmaschine arbeitet als Senkrechtfräsmaschine. gilt die beiliegende Die Programmieranleitung. Ebenenauswahl G17 Sie braucht enthält deshalb alle für nicht die Lösung im Pro-degramm angegeben erforlichen werden. Aufgabe Angaben. -Die Der CNC-Fräsmaschine Werkzeugwechselpunkt arbeitet wird als mit Senkrechtfräsmaschine. Positionierlogik angefahren. Die Ebenenauswahl G17 braucht deshalb nicht im Programm angegeben werden. - Das Werkstück ist im Gleichlauf zu fräsen. - Der Werkzeugwechselpunkt wird mit Positionierlogik angefahren. - Gewindezyklus G84: Bei Durchgangsbohrungen beträgt Überlauf des Gewindebohrers 3 x P. Bei Gewinde-Grundlochbohrungen zu richtet fräsen. sich die Kernlochbohrung nach DIN 76. Bohrtiefe des Gewindebohrers = nutzbare - Das Werkstück ist im Gleichlauf Gewindelänge Z + 3 x Gewindesteigung P. - Gewindezyklus G84: Bei Durchgangsbohrungen beträgt Überlauf des Gewindebohrers 3 x P. Bei Gewinde-Grundlochbohrungen des Werkstücks richtet ist sich zu beachten: die Kernlochbohrung nach DIN 76. Bohrtiefe des Gewindebohrers = nutzbare - Für das Konturfräsen Gewindelänge Bei Aufmaßen Z sind + 3 an x Gewindesteigung Berandung 0, P. mm, am Grund 0,1 mm zu berücksichtigen. Bei oleranzen ist von oleranzmitte auszugehen. - Für das Konturfräsen des Werkstücks ist zu beachten: - Der Sicherheitsabstand Bei V Aufmaßen bei den Bearbeitungszyklen sind an Berandung wird mit 0, 2 mm, programmiert. Grund 0,1 mm zu berücksichtigen. Bei oleranzen ist von oleranzmitte auszugehen. - Das Ein- und Ausspannen des Werkstücks erfolgt am Programmende. - Der Sicherheitsabstand V bei den Bearbeitungszyklen wird mit 2 mm programmiert.. Arbeitshinweise - Das Ein- und Ausspannen des Werkstücks erfolgt am Programmende. - Arbeiten Sie sich sorgfältig in die Zeichnung des zu fertigenden Werkstücks ein.. Arbeitshinweise - Nehmen Sie das Einrichteblatt zur Hand und überlegen Sie, wie die Herstellung des Frästeils fachgerecht erfolgen könnte. - Arbeiten Dazu sollten Sie sich Sie auch sorgfältig die Programmblätter in die Zeichnung heranziehen, des zu fertigenden die Ihnen Werkstücks zeigen, welche ein. Arbeitsfolgen Programmierer vorgesehen hat. - Nehmen Sie das Einrichteblatt zur Hand und überlegen Sie, wie die Herstellung des Frästeils fachgerecht erfolgen könnte. -Dazu ragen sollten Sie in Sie das auch Einrichteblatt die Programmblätter die Arbeitsfolgen heranziehen, ein, beginnend die Ihnen vom zeigen, Prüfen welche Rohmaße Arbeitsfolgen bis zum Programmierer Ausspannen und vorgesehen Entgraten hat. des fertigen Werkstücks. -ragen Wählen Sie in aus das Einrichteblatt Werkzeugformdatei die Arbeitsfolgen die Werkzeuge ein, beginnend aus, die bei vom Prüfen Fertigung Rohmaße eingesetzt bis werden. zum Ausspannen ragen Sie die und Entgraten Werkzeugnummern des fertigen an Werkstücks. die richtige Stellen des Einrichteplans ein. -Wählen Verwenden Sie aus Sie für die Werkzeugformdatei Satzbefehle die beiliegende die Werkzeuge Programmieranleitung aus, die bei Fertigung für die eingesetzt PAL-CNC-Fräsmaschine. werden. ragen Die Sie fehlenden die Werkzeugnummern technologischen Daten an die entnehmen richtige Stellen Sie des Werkzeugformdatei, Einrichteplans ein. sofern erforlich, berechnen Sie die Drehzahlen. - Verwenden Sie für die Satzbefehle die beiliegende Programmieranleitung für die PAL-CNC-Fräsmaschine. Die fehlenden technologischen Daten entnehmen Sie Werkzeugformdatei, sofern erforlich, berechnen Sie die Drehzahlen. 2008, IHK Region Stuttgart, alle Rechte vorbehalten %3 K1/P3 ho/pk-weiß (3) , IHK Region Stuttgart, alle Rechte vorbehalten %3 K1/P3 ho/pk-weiß (3)
 dargestellte Werkstück soll in einer größeren Stückzahl auf einer CNC-Fräsmaschine gefertigt 2. werden.")
15 PAL-Programmiersystem Fräsen: Formplatte Programmieranleitung PAL-CNC-Fräsmaschine Programmieranleitung PAL-CNC-Fräsmaschine 1. Wegbedingungen Code Bedeutung 1. G 0Wegbedingungen Verfahren im Eilgang Code G 40 Bedeutung Abwahl Fräserradiuskorrektur G 41 / G 42 Anwahl Fräserradiuskorrektur G 4 0 Verfahren Lineares tangentiales im Eilgang Anfahren an einer Kontur G Abwahl Lineares tangentiales Fräserradiuskorrektur Abfahren von einer Kontur G / G 42 Anwahl angentiales Fräserradiuskorrektur Anfahren an eine Kontur im Viertelkreis G 4 48 Lineares angentiales tangentiales Abfahren Anfahren von einer an Kontur einer Kontur im Viertelkreis G 46 0 Lineares Aufheben tangentiales von inkrementellen Abfahren Nullpunkt-Verschiebungen von einer Kontur und Drehungen G 47 3 angentiales Alle Nullpunktverschiebungen Anfahren an eine Kontur und Drehungen im Viertelkreis aufheben G G 7 angentiales Einstellbare absolute Abfahren Nullpunkte von einer Kontur im Viertelkreis G 0 9 Aufheben Inkrementelle von Nullpunktverschiebung inkrementellen Nullpunkt-Verschiebungen kartesisch und Drehung und Drehungen G 3 90 Alle Absolutmaßangabe Nullpunktverschiebungen einschaltenund Drehungen aufheben G G 7 Einstellbare Kettenmaßangabe absolute einschalten Nullpunkte G 9 94 Inkrementelle Vorschub in Millimeter Nullpunktverschiebung pro Minute (mm/min) kartesisch und Drehung G 90 9 Absolutmaßangabe Vorschub in Millimeter einschalten pro Umdrehung (mm/u) G Kettenmaßangabe Konstante Drehzahl einschalten (min -1 ) G 94 Vorschub in Millimeter pro Minute (mm/min) G 9 Vorschub in Millimeter pro Umdrehung (mm/u) G 97 Konstante Drehzahl (min -1 ) G1 Linearinterpolation im Arbeitsgang X / Y / Z Koordinateneingabe (gesteuert durch G90/G91) G1 XA / Linearinterpolation YA / ZA Absolutmaße im Arbeitsgang XI / YI / ZI Inkrementalmaße X RN+ / Y / ZVerrundungsradius Koordinateneingabe zum nächsten (gesteuert Konturelement durch G90/G91) XA RN-/ YA Fasenbreite / ZA Absolutmaße zum nächsten Konturelement XI D / YI / Länge ZI Inkrementalmaße Verfahrstrecke RN+ AS Verrundungsradius Anstiegswinkel zum Verfahrstrecke nächsten Konturelement RN- Fasenbreite zum nächsten Konturelement D Länge Verfahrstrecke AS Anstiegswinkel Verfahrstrecke G2 Kreisinterpolation im Uhrzeigersinn X / Y / Z Koordinateneingabe (gesteuert durch G90/G91) G2 XA Kreisinterpolation / YA / ZA Absolutmaße im Uhrzeigersinn XI / YI / ZI Inkrementalmaße X I // IAY / Z Koordinateneingabe X-Mittelpunktkoordinate (gesteuert durch G90/G91) XA J / JA / YA / ZA Absolutmaße Y-Mittelpunktkoordinate XI R / YI / ZI Inkrementalmaße Radius I AO / IA X-Mittelpunktkoordinate Öffnungswinkel J RN+ / JA Y-Mittelpunktkoordinate Verrundungsradius RN- Radius Fasenbreite AO Öffnungswinkel RN+ Verrundungsradius RN- Fasenbreite G3 Kreisinterpolation entgegen dem Uhrzeigersinn X / Y / Z Koordinateneingabe (gesteuert durch G90/G91) G3 XA / Kreisinterpolation YA / ZA Absolutmaße entgegen dem Uhrzeigersinn XI / YI / ZI Inkrementalmaße X I // IAY / Z Koordinateneingabe X-Mittelpunktkoordinate (gesteuert durch G90/G91) XA J / JA / YA / ZA Absolutmaße Y-Mittelpunktkoordinate XI R / YI / ZI Inkrementalmaße Radius I AO / IA X-Mittelpunktkoordinate Öffnungswinkel J RN+ / JA Y-Mittelpunktkoordinate Verrundungsradius RN- Radius Fasenbreite AO Öffnungswinkel RN+ Verrundungsradius RN- Fasenbreite 2009, IHK Region Stuttgart, alle Rechte vorbehalten Stand: weiß -1-(4) , IHK Region Stuttgart, alle Rechte vorbehalten Stand: weiß -1-(4)

16 G7 PAL-Programmiersystem Kreisbogennut-Fräszyklus Fräsen: Formplatte ZA iefe absolut ZI Inkrementell ab Materialoberfläche BP G7 Kreisbogennut-Fräszyklus Breite Nut RP Radius Nut AN ZA Polarer iefe absolut Startwinkel AO ZI Polarer Inkrementell Öffnungswinkel ab Materialoberfläche AP BP Polarer Breite Endwinkel Nut des Nutenkreismittelpunktes D RP Zustelltiefe Radius Nut V AN Abstand Polarer Sicherheitsebene Startwinkel v. d. Materialoberfläche EP AO Setzpunktfestlegung Polarer Öffnungswinkel AK AP Aufmaß Polarer Endwinkel Berandung des Nutenkreismittelpunktes AL D Aufmaß Zustelltiefe auf dem Nutboden E V Vorschub Abstand beim Sicherheitsebene Eintauchen v. d. Materialoberfläche EP Setzpunktfestlegung AK Aufmaß Berandung AL Aufmaß auf dem Nutboden E Vorschub beim Eintauchen G81 Bohrzyklus ZA iefe absolut ZI Inkrementell ab Materialoberfläche V G81 Bohrzyklus Abstand Sicherheitsebene v. d. Materialoberfläche ZA iefe absolut ZI Inkrementell ab Materialoberfläche V Abstand Sicherheitsebene v. d. Materialoberfläche G82 iefbohrzyklus mit Spanbruch ZA iefe absolut ZI Inkrementell ab Materialoberfläche D G82 iefbohrzyklus Zustelltiefe mit Spanbruch V Abstand Sicherheitsebene v. d. Materialoberfläche E ZA Anbohrvorschub iefe absolut ZI Inkrementell ab Materialoberfläche D Zustelltiefe V Abstand Sicherheitsebene v. d. Materialoberfläche E Anbohrvorschub G84 Gewindebohrzyklus ZA iefe absolut ZI Inkrementell ab Materialoberfläche F G84 Gewindebohrzyklus Gewindesteigung (mm/u) M Drehrichtung V ZA Abstand iefe absolut Sicherheitsebene v. d. Materialoberfläche ZI Inkrementell ab Materialoberfläche F Gewindesteigung (mm/u) M Drehrichtung V Abstand Sicherheitsebene v. d. Materialoberfläche G8 Reibzyklus ZA iefe absolut ZI Inkrementell ab Materialoberfläche V G8 Reibzyklus Abstand Sicherheitsebene v. d. Materialoberfläche E Rückzugsvorschub (mm/min) ZA iefe absolut ZI Inkrementell ab Materialoberfläche V Abstand Sicherheitsebene v. d. Materialoberfläche E Rückzugsvorschub (mm/min) Programmieranleitung für PAL-CNC-Fräsmaschine - weiß -3-(4) 36 Programmieranleitung für PAL-CNC-Fräsmaschine - weiß -3-(4)

17 PAL-Programmiersystem Fräsen: Formplatte IHK Programmbeispiel 3 Werkzeugformdatei CNC Fräsen Werkstück: Formplatte Werkstoff: S23JR+C Programm-Nr.: % 3 Zeichnung: 1(1) Halbzeug: 90x16x120 echnologische Daten Werkzeug-Nr Werkzeugdurchmesser 12 mm 10 mm 63 mm 0 mm 2 mm 2 mm 20 mm 20 mm Schnittgeschwindigkeit 30 m/min 140 m/min 3 m/min 3 m/min 3 m/min 3 m/min 3 m/min 3 m/min Schnitttiefe a p = max mm 10 mm 20 mm 20 mm 1 mm 1 mm Schneidstoff HSS VHM HSS HSS HSS HSS HSS HSS Anzahl Schneiden Vorschubgeschwindigkeit 120 mm/min 440 mm/min 130 mm/min 90 mm/min 220 mm/min 10 mm/min 220 mm/min 10 mm/min +Z +Y +X Stirnschneiden ohne Zentrumschnitt Stirnschneiden mit Zentrumschnitt echnologische Daten Werkzeug-Nr Werkzeugdurchmesser 12 mm 12 mm 10 mm 8 mm 1,7 mm 16 mm 6,8 mm M8 Schnittgeschwindigkeit 120 m/min 120 m/min 120 m/min 120m/min 30 m/min 1 m/min 30 m/min 10 m/min Schnitttiefe a p = max. 6 mm 6 mm mm 4 mm Schneidstoff VHM VHM VHM VHM HSS HSS HSS HSS Anzahl Schneiden Vorschubgeschwindigkeit 1010 mm/min 630 mm/min 70 mm/min 70 mm/min 90 mm/min 8 mm/min 9 mm/min Stg. 1,2 mm +Z +Y +X Stirnschneiden mit Zentrumschnitt 2008, IHK Region Stuttgart, alle Rechte vorbehalten %3-K1/P3-ho/pk-weiß (1) 38

18 PAL-Programmiersystem Fräsen: Formplatte Rz 16 1 ( ) 1 Formplatte S23JR+C 1 Fl 90x16x120 EN Stück Benennung Maßstab Allgemeintoleranz ISO 2768-m Normblatt Werkstoff IHK Programmbeispiel , IHK Region Stuttgart, alle Rechte vorbehalten Pos.-Nr. Halbzeug CNC Fräsen Blatt: 1(1) %3-ZH-ho/pk-weiß

19 PAL-Programmiersystem Fräsen: Formplatte Lösungsvorschläge IHK- Programmbeispiel 3 IHK- Einrichteblatt Programmbeispiel - Lösungsvorschlag 3 CNC - Fräsen Einrichteblatt - Lösungsvorschlag CNC - Fräsen Werkstück: Formplatte Werkstoff: S23JR+C Programm-Nr.: % 3 Zeichnung: 1 (1) Halbzeug: 90x16x120 Werkstück: Formplatte Werkstoff: S23JR+C Programm-Nr.: % 3 Zeichnung: 1 (1) Halbzeug: 90x16x120 Das eil ist auf Senkrechtfräsmaschine im Gleichlauf zu fräsen. Das eil ist auf Senkrechtfräsmaschine im Gleichlauf zu fräsen. Lösungsvorschlag Nr. Arbeitsfolge Lösungsvorschlag 1 Prüfen Rohmaße Werkzeug-Nr. Bemerkung 2Nr. Spannen Arbeitsfolge des Werkstücks Werkzeug-Nr. Bemerkung 3 1 Festlegen Prüfen des Rohmaße Werkstücknullpunktes 4 2 Vorfräsen Spannen des Aussparungen Werkstücks 7 mit Aufmaß 3 Vorfräsen Festlegen des Außenkontur Werkstücknullpunktes 9 mit Aufmaß 6 4 Vorfräsen Vorfräsen Aussparungen Kreistasche 7 9 mit mit Aufmaß Aufmaß 7 Fertigfräsen Vorfräsen Außenkontur Aussparungen und Kreistasche 8 9 mit Aufmaß 8 6 Fertigfräsen Vorfräsen Außenkontur Kreistasche 10 9 mit Aufmaß 9 7 Zentrieren Fertigfräsen und senken Aussparungen für Ø 16H7 und und Gewinde Kreistasche M Bohren Fertigfräsen Kernlochdurchmesser Außenkontur für Gewindebohrungen M und Zentrieren vorbohren und senken für Ø 16H7 für Ø 16H7 und Gewinde M Gewindebohren Bohren Kernlochdurchmesser M8 für Gewindebohrungen M8 Bohren und vorbohren für Ø 16H7 für Ø 16H Reiben Gewindebohren Ø 16H7 M Fräsen Bohren für Nuten Ø 16H Fräsen Reiben des Ø 16H7 Langlochs Qualitätskontrolle Fräsen Nuten Ausspannen Fräsen des Langlochs des Werkstücks Entgraten Qualitätskontrolle des Werkstücks 17 Ausspannen des Werkstücks 18 Entgraten des Werkstücks %3- H3P-A-ho/pk-rot %3- H3P-A-ho/pk-rot

20 PAL-Programmiersystem Fräsen: Formplatte Lösungsvorschläge % 3 Lösungsvorschlag CNC-Ergänzung Je Eintragung 10 o 0 Punkte Schaltfunktion M Zusätzliche Befehle mit Adressen Koordinaten Wegbedingung G X / XA / XI Y / YA / YI Z / ZA /ZI Satz- Nr. N G 4 7 L 0,1 S 0 F 220 M 13 G 0 X 30 Y -12 Z 2 G 1 Z -4 Y Y -12 G 0 Z 2 X -12 Y 32 Z -4 G 1 X 7 X -12 G 0 Y G 1 X Y 102 G 0 X 30 G 1 D 60 AS -12 Y R 0, L 0,1 S 3180 F 1010 M 13 G 0 X -8 Y 4 Z 2 G 1 Z -4 G 41 G 1 X Y 4 Y 20 X 20 RN 8 Y 40 RN 8 G 1 X AS 10 2 Vor-und Familienname: Prüflingsnummer: IHK Programmbeispiel 3 Übung: Formplatte %3-L1/P3-ho/pk-rot Zwischenergebnis Ergebnis Prüfungsstück: CNC-Programm Summe Zwischenergebnisse geteilt durch Beruf: Prüfungsausschuss: Programmblatt Blatt 1 von 4 Ergebnis 63

21 PAL-Programmiersystem Fräsen: Formplatte Lösungsvorschläge % 3 Lösungsvorschlag CNC-Ergänzung Je Eintragung 10 o 0 Punkte Schaltfunktion M Zusätzliche Befehle mit Adressen Koordinaten Wegbedingung G X / XA / XI Y / YA / YI Z / ZA /ZI Satz- Nr. N Y 70,63 G 3 X 19,96 Y 86 I - J 19,36 G 1 X 40 X 100 AS -12 RN 8 X 102,711 Y 86 X 116 RN 6 Y 30 X 110 Y 4 RN 6 X 4 RN -3 Y 18 RN 8 X 1 RN 8 Y 4 RN -3 X G 40 G 1 X -8 1 S 790 F 120 M 13 Vor-und Familienname: Prüflingsnummer: Ergebnis Prüfungsstück: CNC-Programm Zwischenergebnis Summe Zwischenergebnisse IHK Programmbeispiel 3 Übung: Formplatte 2 %3-L1/P3-ho/pk-rot G 0 Z 2 G 73 ZA -8 R 30,0 D 6 V 2 E 80 G 79 X 7 Y 40 Z 0 8 S 0 F 10 M 13 G 23 N 3 N 17 G 0 Z 2 G 73 ZA -8 R 30,0 D 8 V 2 E 100 H 4 G 79 X 7 Y 40 Z 0 10 S 3180 F 630 M 13 G 23 N 19 N 39 geteilt durch Beruf: Prüfungsausschuss: Programmblatt Blatt 2 von 4 Ergebnis 64
22 PAL - Prüfungsaufgaben- und Lehrmittelentwicklungsstelle IHK Region Stuttgart Jägerstraße 30, Stuttgart, elefon , elefax -30 pal@stuttgart.ihk.de, 22
Programmieranleitung Fräsen
 Programmieranleitung Aufgabensammlung nach PAL 2008 Programmieranleitung Fräsen 1. Wegbedingungen Code Bedeutung G 0 Verfahren im Eilgang G40 Abwahl der Fräserradiuskorrektur G41/G42 Anwahl der Fräserradiuskorrektur
Programmieranleitung Aufgabensammlung nach PAL 2008 Programmieranleitung Fräsen 1. Wegbedingungen Code Bedeutung G 0 Verfahren im Eilgang G40 Abwahl der Fräserradiuskorrektur G41/G42 Anwahl der Fräserradiuskorrektur
Neu geordnete industrielle Metallberufe
 Informationen für die Praxis Neu geordnete industrielle Metallberufe Zerspanungsmechaniker/-in Abschlussprüfung Teil 2 Schriftliche Prüfung Auftrags- und Funktionsanalyse Projekt 2 NC-Programm Drehen und
Informationen für die Praxis Neu geordnete industrielle Metallberufe Zerspanungsmechaniker/-in Abschlussprüfung Teil 2 Schriftliche Prüfung Auftrags- und Funktionsanalyse Projekt 2 NC-Programm Drehen und
CNC-Fräsen. Es ist eindeutig wir sollten die technischen Möglichkeiten für uns nutzen und dementsprechend
 Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
tgtm HP 2010/11-3: Konturplatte
 tgtm HP 2010/11-3: Konturplatte Wahlaufgabe Auf einer CNC- Senkrecht-Fräsmaschine soll die Konturplatte aus einer Aluium-Legierung gemäß gegebener Zeichnung (siehe Anlage 1) gefertigt werden. Es stehen
tgtm HP 2010/11-3: Konturplatte Wahlaufgabe Auf einer CNC- Senkrecht-Fräsmaschine soll die Konturplatte aus einer Aluium-Legierung gemäß gegebener Zeichnung (siehe Anlage 1) gefertigt werden. Es stehen
AMU, maskin og værktøj CNC Fräse Technik Bediener Kursusnummer 45191
 CNC Fräse Technik Bediener Kursusnummer 45191 Ausarbeitung von EUCSYD. 1 INHALTSVERZEICHNIS KURSUS INFORMATION... 3 PROGRAMMIERUNGS ÜBERSICHT DREHEN UND FRÄSEN... 4 G-FUNKTIONEN... 4 G-FUNKTIONEN... 5
CNC Fräse Technik Bediener Kursusnummer 45191 Ausarbeitung von EUCSYD. 1 INHALTSVERZEICHNIS KURSUS INFORMATION... 3 PROGRAMMIERUNGS ÜBERSICHT DREHEN UND FRÄSEN... 4 G-FUNKTIONEN... 4 G-FUNKTIONEN... 5
Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012
 Informationen für die Praxis Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012 Stand: Februar 2012 Inhalt: 1. Allgemeines...1 2. Hintergund...1 3. Einführung...1
Informationen für die Praxis Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012 Stand: Februar 2012 Inhalt: 1. Allgemeines...1 2. Hintergund...1 3. Einführung...1
tgtm HP 2013/14-4: Radaufnahme
 tgtm HP 2013/14-4: Radaufnahme (Wahlaufgabe) Die folgend unmaßstäblich dargestellte Radaufnahme aus AICu4Mg1 soll auf einer Fräsmaschine hergestellt werden. Hierzu steht eine mehrachsige CNC-Fräsmaschine
tgtm HP 2013/14-4: Radaufnahme (Wahlaufgabe) Die folgend unmaßstäblich dargestellte Radaufnahme aus AICu4Mg1 soll auf einer Fräsmaschine hergestellt werden. Hierzu steht eine mehrachsige CNC-Fräsmaschine
Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012
 Informationen für die Praxis Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012 Stand: November 2012 Inhalt: 1. Allgemeines...1 2. Hintergund...1 3. Einführung...1
Informationen für die Praxis Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012 Stand: November 2012 Inhalt: 1. Allgemeines...1 2. Hintergund...1 3. Einführung...1
Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012
 Informationen für die Praxis Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012 Stand: Juni 2011 Inhalt: 1. Allgemeines...1 2. Hintergund...1 3. Einführung...1
Informationen für die Praxis Inhaltliche Erweiterung Zerspanungsmechaniker/-in Schriftliche Abschlussprüfung Teil 2 Sommer 2012 Stand: Juni 2011 Inhalt: 1. Allgemeines...1 2. Hintergund...1 3. Einführung...1
Programmierung von Konturzügen aus Geraden und Kreisbögen
 40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
Weiterbildung. Seminare Heidenhain-Steuerung
 Weiterbildung Seminare Heidenhain-Steuerung HANDWERKSKAMMER SÜDTHÜRINGEN BERUFSBILDUNGS- UND TECHNOLOGIEZENTRUM ROHR KLOSTER BTZ Rohr-Kloster Kloster 1 98530 Rohr Telefon: 036844 4700 Telefax: 036844 40208
Weiterbildung Seminare Heidenhain-Steuerung HANDWERKSKAMMER SÜDTHÜRINGEN BERUFSBILDUNGS- UND TECHNOLOGIEZENTRUM ROHR KLOSTER BTZ Rohr-Kloster Kloster 1 98530 Rohr Telefon: 036844 4700 Telefax: 036844 40208
PAL-Programmiersystem FRÄSEN
 PAL-Programmiersystem RÄEN Liste der seit Oktober 2008 gültigen PAL-unktionen für die PAL-Prüfungen Allgemeine Hinweise Einschaltzustand Beim tart eines NC-Programms sind folgende Einschaltzustände vorhanden:
PAL-Programmiersystem RÄEN Liste der seit Oktober 2008 gültigen PAL-unktionen für die PAL-Prüfungen Allgemeine Hinweise Einschaltzustand Beim tart eines NC-Programms sind folgende Einschaltzustände vorhanden:
Informationen für die Praxis
 Informationen für die Praxis Maschinen- und Anlagenführer/-in Metall- und Kunststofftechnik nach der Verordnung vom 27. April 2004 geändert durch die zweite Verordnung zur Änderung der Verordnung vom 20.
Informationen für die Praxis Maschinen- und Anlagenführer/-in Metall- und Kunststofftechnik nach der Verordnung vom 27. April 2004 geändert durch die zweite Verordnung zur Änderung der Verordnung vom 20.
Merkblatt für die Durchführung der praktischen Abschlussprüfung
 , Maschinen- und Anlagenführer/-in (Verordnung vom 27. April 2004) Merkblatt für die Durchführung der praktischen Abschlussprüfung Industrie- und Handelskammer zu Koblenz Schlossstraße 2 56068 Koblenz
, Maschinen- und Anlagenführer/-in (Verordnung vom 27. April 2004) Merkblatt für die Durchführung der praktischen Abschlussprüfung Industrie- und Handelskammer zu Koblenz Schlossstraße 2 56068 Koblenz
CNC Technik. CNC - Drehen. Name: Grundmodul Metalltechnik (1. Klasse)
") CNC Technik Grundmodul Metalltechnik (1. Klasse) CNC - Drehen Name: Inhaltsverzeichnis 1 Grundlagen der CNC-Technik... 3 1.1 NC- und CNC Technik... 3 1.2 Planung des Fertigungsablaufes... 3 1.3 Das Koordinatensystem...
CNC Technik Grundmodul Metalltechnik (1. Klasse) CNC - Drehen Name: Inhaltsverzeichnis 1 Grundlagen der CNC-Technik... 3 1.1 NC- und CNC Technik... 3 1.2 Planung des Fertigungsablaufes... 3 1.3 Das Koordinatensystem...
Metalltechnik - Lernfeld 8. Fertigen auf numerisch gesteuerten Werkzeugmaschinen
 Metalltechnik - Lernfeld 8 Fertigen auf numerisch gesteuerten Werkzeugmaschinen 1 Inhalte 1. Begriff, Einsatzmöglichkeiten, Auswirkungen auf die Arbeitswelt 2. Aufbau und Funktion einer CNC Maschine Vergleich
Metalltechnik - Lernfeld 8 Fertigen auf numerisch gesteuerten Werkzeugmaschinen 1 Inhalte 1. Begriff, Einsatzmöglichkeiten, Auswirkungen auf die Arbeitswelt 2. Aufbau und Funktion einer CNC Maschine Vergleich
Für folgende Fräsoperationen bietet der ECO-Speedcut Schaftfräser die idealen Voraussetzungen:
 Der VHM ECO-Speedcut-Schaftfräser mit 4 Schneiden der Firma Alpen Maykestag bietet dem Anwender ein HPC Werkzeug für den universellen Einsatz. Durch seine extrem kurze Ausführung ist es dem Hersteller
Der VHM ECO-Speedcut-Schaftfräser mit 4 Schneiden der Firma Alpen Maykestag bietet dem Anwender ein HPC Werkzeug für den universellen Einsatz. Durch seine extrem kurze Ausführung ist es dem Hersteller
Inhalt. Grundlagen: Drehrichtung des Werkzeuges 1. Grundlagen: Bearbeitungsrichtung / Frässtrategie 2
 Integrierte grafisch unterstützte Werkzeugverwaltung Inhalt Grundlagen: Drehrichtung des Werkzeuges 1 Grundlagen: Bearbeitungsrichtung / Frässtrategie 2 Grundlagen: Werkzeugkorrekturen / Werkzeuglänge
Integrierte grafisch unterstützte Werkzeugverwaltung Inhalt Grundlagen: Drehrichtung des Werkzeuges 1 Grundlagen: Bearbeitungsrichtung / Frässtrategie 2 Grundlagen: Werkzeugkorrekturen / Werkzeuglänge
3.2. 3.1 Honen. A Honen und Schleifen. B Langhubhonen von Bohrungen
 Lernfeld 9 Feinbearbeitungsverfahren 3.2 3.1 Honen A Honen und Schleifen Beschreiben Sie das Fertigungsverfahren Honen und zeigen Sie den Unterschied zum Schleifen. Welche Honverfahren werden unterschieden?
Lernfeld 9 Feinbearbeitungsverfahren 3.2 3.1 Honen A Honen und Schleifen Beschreiben Sie das Fertigungsverfahren Honen und zeigen Sie den Unterschied zum Schleifen. Welche Honverfahren werden unterschieden?
Welche Lagen können zwei Geraden (im Raum) zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen?
 zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen?") Welche Lagen können zwei Geraden (im Raum) zueinander haben? Welche Lagen können zwei Ebenen (im Raum) zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen? Wie heiÿt
Welche Lagen können zwei Geraden (im Raum) zueinander haben? Welche Lagen können zwei Ebenen (im Raum) zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen? Wie heiÿt
CNC-Technik in der Aus- und Weiterbildung
 EUROPA-FACHBUCHREIHE für Metallberufe CNC-Technik in der Aus- und Weiterbildung Ein Unterrichtsprogramm für die berufliche Bildung Lösungsheft Autor: Mühlacker Überarbeitet durch: Albstadt Bildentwürfe:
EUROPA-FACHBUCHREIHE für Metallberufe CNC-Technik in der Aus- und Weiterbildung Ein Unterrichtsprogramm für die berufliche Bildung Lösungsheft Autor: Mühlacker Überarbeitet durch: Albstadt Bildentwürfe:
Zerspanungsmechaniker/-in wurde. PAL-Programmiersystem Drehen und Fräsen nach den Verordnungen vom 9. Juli 2004 und 23. Juli 2007
 Informationen für die Praxis Zerspanungsmechaniker/-in PAL-Programmiersystem Drehen und Fräsen nach den Verordnungen vom 9. Juli 2004 und 23. Juli 2007 Stand: September 2007 Inhalt: 1 Allgemeines...1 2.
Informationen für die Praxis Zerspanungsmechaniker/-in PAL-Programmiersystem Drehen und Fräsen nach den Verordnungen vom 9. Juli 2004 und 23. Juli 2007 Stand: September 2007 Inhalt: 1 Allgemeines...1 2.
Precision meets Motion. Bedienungsanleitung.. Multiform
 1. Systembeschreibung 2. Durchmesserkorrektur 2.1. Feinverstellung über Exzenterbuchse 2.2. Grob- und Feinverstellung über Schneidenträger 3. Identifikation der Kurvenblöcke 4. Kurvenwechsel 1. Systembeschreibung
1. Systembeschreibung 2. Durchmesserkorrektur 2.1. Feinverstellung über Exzenterbuchse 2.2. Grob- und Feinverstellung über Schneidenträger 3. Identifikation der Kurvenblöcke 4. Kurvenwechsel 1. Systembeschreibung
Installationsanleitung Maschinenkonfiguration und PPs
 Installationsanleitung Maschinenkonfiguration und PPs Release: VISI 19 Autor: Nikodemus Braun Datum: 24. September 2010 Update: Anja Gerlach Datum: 31. Mai 2011 Inhaltsverzeichnis 1 Einbinden der Postprozessoren
Installationsanleitung Maschinenkonfiguration und PPs Release: VISI 19 Autor: Nikodemus Braun Datum: 24. September 2010 Update: Anja Gerlach Datum: 31. Mai 2011 Inhaltsverzeichnis 1 Einbinden der Postprozessoren
Tieflochbohren mit System
 Tieflochbohren mit System FEST-SPAN - Ihr Partner für die Zukunft Die 1990 gegründete, expansionsorientierte FEST-SPAN GmbH hat sich als leistungsstarker Zulieferer für den Apparatebau in den Bereichen
Tieflochbohren mit System FEST-SPAN - Ihr Partner für die Zukunft Die 1990 gegründete, expansionsorientierte FEST-SPAN GmbH hat sich als leistungsstarker Zulieferer für den Apparatebau in den Bereichen
G2 Kreisinterpolation im Uhrzeigersinn
 G2 Kreisinterpolation im Uhrzeigersinn G2 Kreisinterpolation im Uhrzeigersinn Ebene G17 Funktion Das Werkzeug verfährt mit dem programmierten Vorschub auf einem Kreisbogen der Bearbei- tungsebene im Uhrzeigersinn
G2 Kreisinterpolation im Uhrzeigersinn G2 Kreisinterpolation im Uhrzeigersinn Ebene G17 Funktion Das Werkzeug verfährt mit dem programmierten Vorschub auf einem Kreisbogen der Bearbei- tungsebene im Uhrzeigersinn
Lernerfolgskontrollen
 Produkt : MTS - NCPrint & NCTest V7.4 CNC-Prüfungsvorbereitung für IHK-Abschlußprüfungen Teil 2 Prüfung erfolgt am PC Prüfungszeit kann individuell festgelegt werden Prüfungsergebnis (Punkte) werden automatisch
Produkt : MTS - NCPrint & NCTest V7.4 CNC-Prüfungsvorbereitung für IHK-Abschlußprüfungen Teil 2 Prüfung erfolgt am PC Prüfungszeit kann individuell festgelegt werden Prüfungsergebnis (Punkte) werden automatisch
Übung zum Thema. Abmaße ablesen und Toleranzen berechnen
 Übung zum Thema Abmaße ablesen und Toleranzen berechnen Grundlage der Übung sind die Tabellen TB2-1 bis TB2-3 im Roloff/Matek Tabellenbuch Vorgehensweise: 1. Bestimmung der Grundtoleranz In TB2-1 stehen
Übung zum Thema Abmaße ablesen und Toleranzen berechnen Grundlage der Übung sind die Tabellen TB2-1 bis TB2-3 im Roloff/Matek Tabellenbuch Vorgehensweise: 1. Bestimmung der Grundtoleranz In TB2-1 stehen
Eisenbahner/-in im Betriebsdienst Fachrichtung Lokführer und Transport Abschlussprüfung nach der Verordnung vom 15. Juli 2004
 Informationen für die Praxis Abschlussprüfung nach der Verordnung vom 15. Juli 2004 Stand: August 2006 Inhalt: 1. Allgemeines...1 2. Abschlussprüfung.1 2.1 Prüfungsbereich Zugfahrt...2 2.2 Prüfungsbereich
Informationen für die Praxis Abschlussprüfung nach der Verordnung vom 15. Juli 2004 Stand: August 2006 Inhalt: 1. Allgemeines...1 2. Abschlussprüfung.1 2.1 Prüfungsbereich Zugfahrt...2 2.2 Prüfungsbereich
MORE Profile. Pass- und Lizenzverwaltungssystem. Stand: 19.02.2014 MORE Projects GmbH
 MORE Profile Pass- und Lizenzverwaltungssystem erstellt von: Thorsten Schumann erreichbar unter: thorsten.schumann@more-projects.de Stand: MORE Projects GmbH Einführung Die in More Profile integrierte
MORE Profile Pass- und Lizenzverwaltungssystem erstellt von: Thorsten Schumann erreichbar unter: thorsten.schumann@more-projects.de Stand: MORE Projects GmbH Einführung Die in More Profile integrierte
Bedienungsanleitung. E-Learning Software VedA
 E-Learning Software Inhaltsverzeichnis 1. GUI-Komponenten 2 2. Steuerelemente 3 3. Standard Modus 4 4. Eingabe-Sofort-Verarbeiten Modus 4 5. NC-Programme erstellen 5-1 - 1. GUI-Komponenten - 2 - Abbildung
E-Learning Software Inhaltsverzeichnis 1. GUI-Komponenten 2 2. Steuerelemente 3 3. Standard Modus 4 4. Eingabe-Sofort-Verarbeiten Modus 4 5. NC-Programme erstellen 5-1 - 1. GUI-Komponenten - 2 - Abbildung
SAAGE TREPPEN... wir machen s einfach.
 Am Hotschgraf D- Nettetal-Leuth Telefon + - Telefax + - Modell sws Erforderliche Maßangaben zu dem Modell sws en Werkstoff Rohr Ø L L L 0 Modell sds Am Hotschgraf D- Nettetal-Leuth Telefon + - Telefax
Am Hotschgraf D- Nettetal-Leuth Telefon + - Telefax + - Modell sws Erforderliche Maßangaben zu dem Modell sws en Werkstoff Rohr Ø L L L 0 Modell sds Am Hotschgraf D- Nettetal-Leuth Telefon + - Telefax
Bedienerhandbuch Toleranztabellen Version 1.2.x. Copyright Hexagon Metrology
 Toleranztabellen Version 1.2.x Copyright Hexagon Metrology Inhaltsverzeichnis 1. Allgemeine Hinweise... 3 1.1. Softwareziele... 3 1.2. Softwarevoraussetzungen... 3 1.3. Softwaregarantie und Support...
Toleranztabellen Version 1.2.x Copyright Hexagon Metrology Inhaltsverzeichnis 1. Allgemeine Hinweise... 3 1.1. Softwareziele... 3 1.2. Softwarevoraussetzungen... 3 1.3. Softwaregarantie und Support...
Software-Modul zum 4- und 5-Achs-Fräsen von Zahnrädern
 Software-Modul zum 4- und 5-Achs-Fräsen von Zahnrädern EUKLID GearCAM - Revolution in Genauigkeit und Wirtschaftlichkeit Die Verzahnung wurde bisher von CAD/CAM-Systemen wenig beachtet. Euklid bietet nun
Software-Modul zum 4- und 5-Achs-Fräsen von Zahnrädern EUKLID GearCAM - Revolution in Genauigkeit und Wirtschaftlichkeit Die Verzahnung wurde bisher von CAD/CAM-Systemen wenig beachtet. Euklid bietet nun
Zeichnung äquivalent zur PAL-Sommerprüfung 2011
 Zeichnung äquivalent zur PAL-Sommerprüfung 11 Rz 16 Rz 6.3 Rz 12.5 Rz 63 25 36 37.9 43.5 56.5 58.5 62.8 65 8 Rz 12.5 2*45 45 45 R2 R,5 A R.5 R7.1 DIN 59-E,8x,3 Rz 63 M3*1.5 Ø53h7 Ø65f7 Ø75 Ø79 Ø3 X Y R14
Zeichnung äquivalent zur PAL-Sommerprüfung 11 Rz 16 Rz 6.3 Rz 12.5 Rz 63 25 36 37.9 43.5 56.5 58.5 62.8 65 8 Rz 12.5 2*45 45 45 R2 R,5 A R.5 R7.1 DIN 59-E,8x,3 Rz 63 M3*1.5 Ø53h7 Ø65f7 Ø75 Ø79 Ø3 X Y R14
CNC PRÄZISION. Lange. CNC Drehen und Fräsen. Ihr Partner für Zerspanungstechnik
 Drehen und Fräsen Ihr Partner für Zerspanungstechnik 1 Drehen und Fräsen Inhalt - Über uns: - - 8-Achsen -Dreh/Fräszentrum - 6-Achsen -Dreh/Fräszentrum - 2-Achsen -Drehmaschine - 4 bis 5-Achsen -Fräsmaschine
Drehen und Fräsen Ihr Partner für Zerspanungstechnik 1 Drehen und Fräsen Inhalt - Über uns: - - 8-Achsen -Dreh/Fräszentrum - 6-Achsen -Dreh/Fräszentrum - 2-Achsen -Drehmaschine - 4 bis 5-Achsen -Fräsmaschine
Anleitung für die Teilnahme an den Platzvergaben "Studio II, Studio IV und Studio VI" im Studiengang Bachelor Architektur SS15
 Anleitung für die Teilnahme an den Platzvergaben "Studio II, Studio IV und Studio VI" im Studiengang Bachelor Architektur SS15 1 Bitte melden Sie sich über das Campusmanagementportal campus.studium.kit.edu
Anleitung für die Teilnahme an den Platzvergaben "Studio II, Studio IV und Studio VI" im Studiengang Bachelor Architektur SS15 1 Bitte melden Sie sich über das Campusmanagementportal campus.studium.kit.edu
Zerspanungsmechaniker.
 angebote für arbeitsuchende Inklusive Einstellungszusage Zerspanungsmechaniker. Mit IHK-Abschluss. In Kooperation mit Qualifizierung Know-how für moderne Maschinensteuerung. Bei Industrie und Handwerk
angebote für arbeitsuchende Inklusive Einstellungszusage Zerspanungsmechaniker. Mit IHK-Abschluss. In Kooperation mit Qualifizierung Know-how für moderne Maschinensteuerung. Bei Industrie und Handwerk
Pflegeberichtseintrag erfassen. Inhalt. Frage: Antwort: 1. Voraussetzungen. Wie können (Pflege-) Berichtseinträge mit Vivendi Mobil erfasst werden?
 Berichtseinträge mit Vivendi Mobil erfasst werden?") Connext GmbH Balhorner Feld 11 D-33106 Paderborn FON +49 5251 771-150 FAX +49 5251 771-350 hotline@connext.de www.connext.de Pflegeberichtseintrag erfassen Produkt(e): Vivendi Mobil Kategorie: Allgemein
Connext GmbH Balhorner Feld 11 D-33106 Paderborn FON +49 5251 771-150 FAX +49 5251 771-350 hotline@connext.de www.connext.de Pflegeberichtseintrag erfassen Produkt(e): Vivendi Mobil Kategorie: Allgemein
Informationen für die Praxis
 Informationen für die Praxis Maschinen- und Anlagenführer/-in Textiltechnik / Textilveredelung nach der Verordnung vom 27. April 2004 geändert durch die zweite Verordnung zur Änderung der Verordnung vom
Informationen für die Praxis Maschinen- und Anlagenführer/-in Textiltechnik / Textilveredelung nach der Verordnung vom 27. April 2004 geändert durch die zweite Verordnung zur Änderung der Verordnung vom
Verfasser: M. Krokowski, R. Dietrich Einzelteilzeichnung CATIA-Praktikum. Ableitung einer. Einzelteilzeichnung. mit CATIA P2 V5 R11
 Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Kontakte Dorfstrasse 143 CH - 8802 Kilchberg Telefon 01 / 716 10 00 Telefax 01 / 716 10 05 info@hp-engineering.com www.hp-engineering.
 Kontakte Kontakte Seite 1 Kontakte Seite 2 Inhaltsverzeichnis 1. ALLGEMEINE INFORMATIONEN ZU DEN KONTAKTEN 4 2. WICHTIGE INFORMATIONEN ZUR BEDIENUNG VON CUMULUS 4 3. STAMMDATEN FÜR DIE KONTAKTE 4 4. ARBEITEN
Kontakte Kontakte Seite 1 Kontakte Seite 2 Inhaltsverzeichnis 1. ALLGEMEINE INFORMATIONEN ZU DEN KONTAKTEN 4 2. WICHTIGE INFORMATIONEN ZUR BEDIENUNG VON CUMULUS 4 3. STAMMDATEN FÜR DIE KONTAKTE 4 4. ARBEITEN
PRODUKTIONSPROZESSE VON PRINT- UND DIGITALMEDIEN.
 THEMA FÜR DIE MÜNDLICHE ADA-PRÜFUNG BEI DER IHK-ESSEN PRODUKTIONSPROZESSE VON PRINT- UND DIGITALMEDIEN. BESTIMMUNG DER LAUFRICHTUNG VON PAPIER PRÜFLINGSNUMMER: 2013 FABIAN SCHOLZ THEMA: PRODUKTIONSPROZESSE
THEMA FÜR DIE MÜNDLICHE ADA-PRÜFUNG BEI DER IHK-ESSEN PRODUKTIONSPROZESSE VON PRINT- UND DIGITALMEDIEN. BESTIMMUNG DER LAUFRICHTUNG VON PAPIER PRÜFLINGSNUMMER: 2013 FABIAN SCHOLZ THEMA: PRODUKTIONSPROZESSE
Profilator - Das flexible Baukastensystem Die kompakteste Kombination Ihrer Bearbeitungswünsche am Zahnrad
 Profilator - Das flexible Baukastensystem Die kompakteste Kombination Ihrer Bearbeitungswünsche am Zahnrad Unterschiedlichste Verfahren im Baukasten kombinieren Mehrkant- und Stirnnutenbearbeitung, Verzahnen,
Profilator - Das flexible Baukastensystem Die kompakteste Kombination Ihrer Bearbeitungswünsche am Zahnrad Unterschiedlichste Verfahren im Baukasten kombinieren Mehrkant- und Stirnnutenbearbeitung, Verzahnen,
Licom AlphaCAM. Metallbearbeitung. Licom Systems GmbH Intro, Seite 1 von 11
 Licom AlphaCAM Metallbearbeitung Intro, Seite 1 von 11 AlphaCAM Essential 2,5D Fräsen Das Modul Essential ist die effiziente NC-Programmierlösung für die klassische 2.5D Fräs- oder 2D Drehbearbeitung von
Licom AlphaCAM Metallbearbeitung Intro, Seite 1 von 11 AlphaCAM Essential 2,5D Fräsen Das Modul Essential ist die effiziente NC-Programmierlösung für die klassische 2.5D Fräs- oder 2D Drehbearbeitung von
Neue Möglichkeiten mit Mikrobearbeitung
 Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Handbuch Fischertechnik-Einzelteiltabelle V3.7.3
 Handbuch Fischertechnik-Einzelteiltabelle V3.7.3 von Markus Mack Stand: Samstag, 17. April 2004 Inhaltsverzeichnis 1. Systemvorraussetzungen...3 2. Installation und Start...3 3. Anpassen der Tabelle...3
Handbuch Fischertechnik-Einzelteiltabelle V3.7.3 von Markus Mack Stand: Samstag, 17. April 2004 Inhaltsverzeichnis 1. Systemvorraussetzungen...3 2. Installation und Start...3 3. Anpassen der Tabelle...3
Informationen zur Prüfung Geprüfter Fachwirt für Versicherung und Finanzen/ Geprüfte Fachwirtin für Versicherung und Finanzen (IHK)
") Informationen zur Prüfung Geprüfter Fachwirt für Versicherung und Finanzen/ Geprüfte Fachwirtin für Versicherung und Finanzen (IHK) Die Prüfung zum Geprüften Fachwirt für Versicherung und Finanzen/zur
Informationen zur Prüfung Geprüfter Fachwirt für Versicherung und Finanzen/ Geprüfte Fachwirtin für Versicherung und Finanzen (IHK) Die Prüfung zum Geprüften Fachwirt für Versicherung und Finanzen/zur
KINDERSCHUTZ Aktivierung und Administration
 KINDERSCHUTZ Aktivierung und Administration INHALT 1. Aktivierung 3 2. Registrierung 4 2.1 Pin Code für Registrierung 5 3. Administration der WLAN-Sicherheit 6-7 4. Vorauswahl der Schutz- bzw. Filtereinstellungen
KINDERSCHUTZ Aktivierung und Administration INHALT 1. Aktivierung 3 2. Registrierung 4 2.1 Pin Code für Registrierung 5 3. Administration der WLAN-Sicherheit 6-7 4. Vorauswahl der Schutz- bzw. Filtereinstellungen
Im Jahr t = 0 hat eine Stadt 10.000 Einwohner. Nach 15 Jahren hat sich die Einwohnerzahl verdoppelt. z(t) = at + b
 = at + b") Aufgabe 1: Im Jahr t = 0 hat eine Stadt 10.000 Einwohner. Nach 15 Jahren hat sich die Einwohnerzahl verdoppelt. (a) Nehmen Sie lineares Wachstum gemäß z(t) = at + b an, wobei z die Einwohnerzahl ist und
Aufgabe 1: Im Jahr t = 0 hat eine Stadt 10.000 Einwohner. Nach 15 Jahren hat sich die Einwohnerzahl verdoppelt. (a) Nehmen Sie lineares Wachstum gemäß z(t) = at + b an, wobei z die Einwohnerzahl ist und
Information zum Prüfungswesen Geprüfte(r) Logistikmeister(in) Handlungsspezifische Qualifikationen
 Logistikmeister(in) Handlungsspezifische Qualifikationen") Information zum Prüfungswesen Geprüfte(r) Logistikmeister(in) Handlungsspezifische Qualifikationen Grundlage für die Durchführung der Prüfung Verordnung über die Prüfung zum anerkannten Abschluss Geprüfter
Information zum Prüfungswesen Geprüfte(r) Logistikmeister(in) Handlungsspezifische Qualifikationen Grundlage für die Durchführung der Prüfung Verordnung über die Prüfung zum anerkannten Abschluss Geprüfter
Die dynamische Simulation bietet neben der technischen Animation von Baugruppen auch die Möglichkeit, Bewegungs- oder Kraftdiagramme auszugeben.
 Dynamische Simulation Die dynamische Simulation bietet neben der technischen Animation von Baugruppen auch die Möglichkeit, Bewegungs- oder Kraftdiagramme auszugeben. Die Übung entstammt dem Autodes-Übungspool
Dynamische Simulation Die dynamische Simulation bietet neben der technischen Animation von Baugruppen auch die Möglichkeit, Bewegungs- oder Kraftdiagramme auszugeben. Die Übung entstammt dem Autodes-Übungspool
LEISTRITZ PRODUKTIONSTECHNIK GMBH. ø D2 EF L2 EW. Vollhartmetall- Fräser Stufenbohrer
 ER ø D2 EF L3 L2 EW Vollhartmetall- Fräser Stufenbohrer 1 Neben den bewährten profilgebundenen Flachform-Stecheinsätzen liefert das Haus LEISTRITZ jetzt auch rundlaufende Vollhartmetall- Fräser mit dem
ER ø D2 EF L3 L2 EW Vollhartmetall- Fräser Stufenbohrer 1 Neben den bewährten profilgebundenen Flachform-Stecheinsätzen liefert das Haus LEISTRITZ jetzt auch rundlaufende Vollhartmetall- Fräser mit dem
Therme. Therme. Behältertausch. Version 03 - Mai 2013
 Therme Behältertausch Version 0 - Mai 0 Wasserkomfort_Therme_schr_, Seite Copyright by Truma Gerätetechnik, Putzbrunn Technische Änderungen vorbehalten Einbausituation und Begriffe: () Therme () Warmluftrohre
Therme Behältertausch Version 0 - Mai 0 Wasserkomfort_Therme_schr_, Seite Copyright by Truma Gerätetechnik, Putzbrunn Technische Änderungen vorbehalten Einbausituation und Begriffe: () Therme () Warmluftrohre
Würfelt man dabei je genau 10 - mal eine 1, 2, 3, 4, 5 und 6, so beträgt die Anzahl. der verschiedenen Reihenfolgen, in denen man dies tun kann, 60!.
 040304 Übung 9a Analysis, Abschnitt 4, Folie 8 Die Wahrscheinlichkeit, dass bei n - maliger Durchführung eines Zufallexperiments ein Ereignis A ( mit Wahrscheinlichkeit p p ( A ) ) für eine beliebige Anzahl
040304 Übung 9a Analysis, Abschnitt 4, Folie 8 Die Wahrscheinlichkeit, dass bei n - maliger Durchführung eines Zufallexperiments ein Ereignis A ( mit Wahrscheinlichkeit p p ( A ) ) für eine beliebige Anzahl
Unterrichtsprojekt Flaschenöffner 4 WM
 Unterrichtsprojekt Flaschenöffner 4 WM Das Team Bernd Sonderegger (Kaufmann) Dominik Scherrer (Hirschmann) Inhalt 1. Vorwort 2. Projektbeginn und Konstruktion 3. Arbeitsvorbereitung und Fertigung 4. Ende
Unterrichtsprojekt Flaschenöffner 4 WM Das Team Bernd Sonderegger (Kaufmann) Dominik Scherrer (Hirschmann) Inhalt 1. Vorwort 2. Projektbeginn und Konstruktion 3. Arbeitsvorbereitung und Fertigung 4. Ende
Lernaufgabe Industriekauffrau/Industriekaufmann Angebot und Auftrag: Arbeitsblatt I Auftragsbeschreibung
 Angebot und Auftrag: Arbeitsblatt I Auftragsbeschreibung Ein Kunde hat Interesse an einem von Ihrem Unternehmen hergestellten Produkt gezeigt. Es handelt sich dabei um einen batteriebetriebenen tragbaren
Angebot und Auftrag: Arbeitsblatt I Auftragsbeschreibung Ein Kunde hat Interesse an einem von Ihrem Unternehmen hergestellten Produkt gezeigt. Es handelt sich dabei um einen batteriebetriebenen tragbaren
Bundesverband Flachglas Großhandel Isolierglasherstellung Veredlung e.v. U g -Werte-Tabellen nach DIN EN 673. Flachglasbranche.
 Bundesverband Flachglas Großhandel Isolierglasherstellung Veredlung e.v. U g -Werte-Tabellen nach DIN EN 673 Ug-Werte für die Flachglasbranche Einleitung Die vorliegende Broschüre enthält die Werte für
Bundesverband Flachglas Großhandel Isolierglasherstellung Veredlung e.v. U g -Werte-Tabellen nach DIN EN 673 Ug-Werte für die Flachglasbranche Einleitung Die vorliegende Broschüre enthält die Werte für
Welle. CAD Catia Solids. Arbeitsunterlagen. Prof. Dr.-Ing. A. Belei. Prof. Dr.-Ing. A. Belei CAD CATIA V5 Solids Welle.
 Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen 2006 Seite 1 / 20 Inhaltsverzeichnis: 1 Allgemeines... 3 2 Skizze als Profil (Variante 1)... 7 3 Skizze als Kreis (Variante 2)... 8 4 Verrundung,
Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen 2006 Seite 1 / 20 Inhaltsverzeichnis: 1 Allgemeines... 3 2 Skizze als Profil (Variante 1)... 7 3 Skizze als Kreis (Variante 2)... 8 4 Verrundung,
1) Farbsteuergerät in der Nikobus-Software unter Modul zufügen hinzufügen.
 Farbsteuergerät in der Nikobus-Software unter Modul zufügen hinzufügen.") Programmierung des Farbsteuergeräts 340-00112 für Nikobus Diese Bedienungsanleitung gilt auch für die Nikobus-Produkte 340-00111 und 340-00113. Achtung: einige der aufgeführten Betriebsarten sind nur auf
Programmierung des Farbsteuergeräts 340-00112 für Nikobus Diese Bedienungsanleitung gilt auch für die Nikobus-Produkte 340-00111 und 340-00113. Achtung: einige der aufgeführten Betriebsarten sind nur auf
Informationen zur Prüfung Geprüfter Handelsfachwirt (IHK)/Geprüfte Handelsfachwirtin (IHK)
/Geprüfte Handelsfachwirtin (IHK)") Informationen zur Prüfung Geprüfter Handelsfachwirt (IHK)/Geprüfte Handelsfachwirtin (IHK) Die Prüfung zum Geprüften Handelsfachwirt (IHK)/zur Geprüften Handelsfachwirtin (IHK) ist eine öffentlich-rechtliche
Informationen zur Prüfung Geprüfter Handelsfachwirt (IHK)/Geprüfte Handelsfachwirtin (IHK) Die Prüfung zum Geprüften Handelsfachwirt (IHK)/zur Geprüften Handelsfachwirtin (IHK) ist eine öffentlich-rechtliche
CAD/CAM mit der Software nccad7 / 7.5 - Grundeinstellungen -
 CAD/CAM mit der Software nccad7 / 7.5 - Grundeinstellungen - 1. Datei CAD/CAM Fräsen - Neue Zeichnung es erscheint das Icon-Menü mit der Zeichenfläche: 2. LINIEN Linien-Dicke: mittel Mausklick auf das
CAD/CAM mit der Software nccad7 / 7.5 - Grundeinstellungen - 1. Datei CAD/CAM Fräsen - Neue Zeichnung es erscheint das Icon-Menü mit der Zeichenfläche: 2. LINIEN Linien-Dicke: mittel Mausklick auf das
Fachrichtung Konstruktionsmechaniker (Metallbau/Schweißen)
") Fachrichtung Konstruktionsmechaniker (Metallbau/Schweißen) 1-7 Datum: 1. Titel der L.E. : 2. Fach / Klasse : Werkstattpraxis, 2. Ausbildungsjahr 3. Themen der Unterrichtsabschnitte : 1. Schlosssicherungen
Fachrichtung Konstruktionsmechaniker (Metallbau/Schweißen) 1-7 Datum: 1. Titel der L.E. : 2. Fach / Klasse : Werkstattpraxis, 2. Ausbildungsjahr 3. Themen der Unterrichtsabschnitte : 1. Schlosssicherungen
Datenbank LAP - Chefexperten Detailhandel
 AJR Informatique Conseil Datenbank LAP - Chefexperten Detailhandel Kurzanleitung Version 01-17 Februar 2009 1 Zugang zur Datenbank Zugang zur Datenbank erhalten Sie unter www.dblap.ch. Zum Training können
AJR Informatique Conseil Datenbank LAP - Chefexperten Detailhandel Kurzanleitung Version 01-17 Februar 2009 1 Zugang zur Datenbank Zugang zur Datenbank erhalten Sie unter www.dblap.ch. Zum Training können
Ausfüllen eines Überweisungsträgers zum bargeldlosen Zahlungsverkehr (Unterweisung IT-Systemkaufmann / -kauffrau)
") Ausbildung Thomas Sabel Ausfüllen eines Überweisungsträgers zum bargeldlosen Zahlungsverkehr (Unterweisung IT-Systemkaufmann / -kauffrau) Unterweisung / Unterweisungsentwurf Unterweisung im Rahmen der
Ausbildung Thomas Sabel Ausfüllen eines Überweisungsträgers zum bargeldlosen Zahlungsverkehr (Unterweisung IT-Systemkaufmann / -kauffrau) Unterweisung / Unterweisungsentwurf Unterweisung im Rahmen der
Maschinen- und Anlagenführer/-in Textiltechnik / Textilveredelung nach der Verordnung vom 27. April 2004
 Informationen für die Praxis Maschinen- und Anlagenführer/-in Textiltechnik / Textilveredelung nach der Verordnung vom 27. April 2004 Stand: Dezember 2006 Inhalt: 1. Allgemeines...1 2. Zwischenprüfung...1
Informationen für die Praxis Maschinen- und Anlagenführer/-in Textiltechnik / Textilveredelung nach der Verordnung vom 27. April 2004 Stand: Dezember 2006 Inhalt: 1. Allgemeines...1 2. Zwischenprüfung...1
"Im Werkzeug" Gewinde Formeinheiten
 Seite 1 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE Patent5173015 Seite 2 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE "Im Werkzeug" Gewinde fertigen
Seite 1 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE Patent5173015 Seite 2 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE "Im Werkzeug" Gewinde fertigen
KinematicsOpt HEIDENHAIN. MW M-TS/ Jan 2015
 HEIDENHAIN Grundlagen Anwendung: Genauigkeiten verbessern bei Schwenkbearbeitungen Bearbeitung mit 4. und 5. Achse Vorteile Endanwenderfreundliche Zyklen zur Verbesserung der Kinematik der Maschine Erhöhung
HEIDENHAIN Grundlagen Anwendung: Genauigkeiten verbessern bei Schwenkbearbeitungen Bearbeitung mit 4. und 5. Achse Vorteile Endanwenderfreundliche Zyklen zur Verbesserung der Kinematik der Maschine Erhöhung
1. Einführung 2. 2. Erstellung einer Teillieferung 2. 3. Erstellung einer Teilrechnung 6
 Inhalt 1. Einführung 2 2. Erstellung einer Teillieferung 2 3. Erstellung einer Teilrechnung 6 4. Erstellung einer Sammellieferung/ Mehrere Aufträge zu einem Lieferschein zusammenfassen 11 5. Besonderheiten
Inhalt 1. Einführung 2 2. Erstellung einer Teillieferung 2 3. Erstellung einer Teilrechnung 6 4. Erstellung einer Sammellieferung/ Mehrere Aufträge zu einem Lieferschein zusammenfassen 11 5. Besonderheiten
Handbuch Nero BurnRights
 Handbuch Nero BurnRights Nero AG Informationen zu Urheberrecht und Marken Das Handbuch für Nero BurnRights und alle Inhalte sind urheberrechtlich geschützt und Eigentum der Nero AG. Alle Rechte vorbehalten.
Handbuch Nero BurnRights Nero AG Informationen zu Urheberrecht und Marken Das Handbuch für Nero BurnRights und alle Inhalte sind urheberrechtlich geschützt und Eigentum der Nero AG. Alle Rechte vorbehalten.
Massenversand Dorfstrasse 143 CH - 8802 Kilchberg Telefon 01 / 716 10 00 Telefax 01 / 716 10 05 info@hp-engineering.com www.hp-engineering.
 Massenversand Massenversand Seite 1 Massenversand Seite 2 Inhaltsverzeichnis 1. WICHTIGE INFORMATIONEN ZUR BEDIENUNG VON CUMULUS 4 2. STAMMDATEN FÜR DEN MASSENVERSAND 4 2.1 ALLGEMEINE STAMMDATEN 4 2.2
Massenversand Massenversand Seite 1 Massenversand Seite 2 Inhaltsverzeichnis 1. WICHTIGE INFORMATIONEN ZUR BEDIENUNG VON CUMULUS 4 2. STAMMDATEN FÜR DEN MASSENVERSAND 4 2.1 ALLGEMEINE STAMMDATEN 4 2.2
AMU, maskin og værktøj. CNC-Drehe Technik, Bediener. Kursnummer 45187. Udviklet af EUCSyd, Sønderborg 1
 CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
2-5 Achsen Fräsen und Bohren. Multitasking Mill-Turn Zentren, Maschinen mit B-Achse. 3-5 Achsen Hochgeschwindigkeitsbearbeitung
 Planung Visualisierung Organisation NC-Programmierung BDE/MES * PDV/PDM * DNC/MDE * CAD/CAM 2-22 Achsen Drehen 2-5 Achsen Fräsen und Bohren Multitasking Mill-Turn Zentren, Maschinen mit B-Achse 3-5 Achsen
Planung Visualisierung Organisation NC-Programmierung BDE/MES * PDV/PDM * DNC/MDE * CAD/CAM 2-22 Achsen Drehen 2-5 Achsen Fräsen und Bohren Multitasking Mill-Turn Zentren, Maschinen mit B-Achse 3-5 Achsen
Nullserie zur Prüfungsvorbereitung
 Nullserie zur Prüfungsvorbereitung Die folgenden Hilfsmittel und Bedingungen sind an der Prüfung zu beachten. Erlaubte Hilfsmittel Beliebiger Taschenrechner (Der Einsatz von Lösungs- und Hilfsprogrammen
Nullserie zur Prüfungsvorbereitung Die folgenden Hilfsmittel und Bedingungen sind an der Prüfung zu beachten. Erlaubte Hilfsmittel Beliebiger Taschenrechner (Der Einsatz von Lösungs- und Hilfsprogrammen
Installationsanleitung Maschinenkonfiguration und PP s. Release: VISI 21 Autor: Anja Gerlach Datum: 18. Dezember 2012 Update: 18.
 Installationsanleitung Maschinenkonfiguration und PP s Release: VISI 21 Autor: Anja Gerlach Datum: 18. Dezember 2012 Update: 18.Februar 2015 Inhaltsverzeichnis 1 Einbinden der Postprozessoren... 3 1.1
Installationsanleitung Maschinenkonfiguration und PP s Release: VISI 21 Autor: Anja Gerlach Datum: 18. Dezember 2012 Update: 18.Februar 2015 Inhaltsverzeichnis 1 Einbinden der Postprozessoren... 3 1.1
IHK-PRÜFUNGS-NEWS. Ihr Ansprechpartner E-Mail Tel. Dr. Walter Radomsky radomsky@nuernberg.ihk.de 0911/1335-476
 IHK-PRÜFUNGS-NEWS Ihr Ansprechpartner E-Mail Tel. Dr. Walter Radomsky radomsky@nuernberg.ihk.de 0911/1335-476 Datum 21.04. Kaufmann/Kauffrau im Einzelhandel (Einführung Gestreckte Abschlussprüfung ) Nr.
IHK-PRÜFUNGS-NEWS Ihr Ansprechpartner E-Mail Tel. Dr. Walter Radomsky radomsky@nuernberg.ihk.de 0911/1335-476 Datum 21.04. Kaufmann/Kauffrau im Einzelhandel (Einführung Gestreckte Abschlussprüfung ) Nr.
Gegeben ist die Funktion f durch. Ihr Schaubild sei K.
 Aufgabe I 1 Gegeben ist die Funktion f durch. Ihr Schaubild sei K. a) Geben Sie die maximale Definitionsmenge D f an. Untersuchen Sie K auf gemeinsame Punkte mit der x-achse. Bestimmen Sie die Intervalle,
Aufgabe I 1 Gegeben ist die Funktion f durch. Ihr Schaubild sei K. a) Geben Sie die maximale Definitionsmenge D f an. Untersuchen Sie K auf gemeinsame Punkte mit der x-achse. Bestimmen Sie die Intervalle,
Stark für die Energietechnik
 Stark für die Energietechnik GÜHRING - WELTWEIT IHR PARTNER Stark für die Energietechnik Gewindebohrer für Metrische ISO-Gewinde, M16 - M39 SW d2 l 1 l 2 d 1 d k Artikel-Nr. 778 Schneidstoff Norm DIN 2184-1
Stark für die Energietechnik GÜHRING - WELTWEIT IHR PARTNER Stark für die Energietechnik Gewindebohrer für Metrische ISO-Gewinde, M16 - M39 SW d2 l 1 l 2 d 1 d k Artikel-Nr. 778 Schneidstoff Norm DIN 2184-1
Industrie- und Handelskammer Handwerkskammer Berufsbildung
 Industrie- und Handelskammer Handwerkskammer Berufsbildung Jägerstraße 30 70174 Stuttgart www.ihk-pal.de Telefon +49(0)711 2005-0 Telefax +49(0)711 2005-1830 Stuttgart, 05. Juni 2012 Änderungsmitteilung
Industrie- und Handelskammer Handwerkskammer Berufsbildung Jägerstraße 30 70174 Stuttgart www.ihk-pal.de Telefon +49(0)711 2005-0 Telefax +49(0)711 2005-1830 Stuttgart, 05. Juni 2012 Änderungsmitteilung
Angetriebene Werkzeuge
 Gutenbergstraße 4/1 72124 Pliezhausen GERMANY Hochgenau, robust, leistungsstark und zuverlässig. kommen von: Gutenbergstraße 4/1 72124 Pliezhausen GERMANY 5142001E32ST80 Gutenbergstraße 4/1 72124 Pliezhausen
Gutenbergstraße 4/1 72124 Pliezhausen GERMANY Hochgenau, robust, leistungsstark und zuverlässig. kommen von: Gutenbergstraße 4/1 72124 Pliezhausen GERMANY 5142001E32ST80 Gutenbergstraße 4/1 72124 Pliezhausen
CNC 8x6 CNC8x9. Steuersysteme. Programmieranleitung
 Steuersysteme CNC 8x6 CNC8x9 Programmieranleitung Produktion und Service MEFI s.r.o. Peroutkova 37, 150 000 Praha 5 Tel: +420 2 5104 5113 Fax: +420 2 51045112 e-mail: mefi@bohem-net.cz http://www.mefi.cz
Steuersysteme CNC 8x6 CNC8x9 Programmieranleitung Produktion und Service MEFI s.r.o. Peroutkova 37, 150 000 Praha 5 Tel: +420 2 5104 5113 Fax: +420 2 51045112 e-mail: mefi@bohem-net.cz http://www.mefi.cz
Haupteigenschaften und Einsatzmerkmale
 Unsere Produktreihe umfasst Schneidstoffe aus polykristallinem kubischen Bornitrid (CBN), die speziell für die Zerspanung harter Eisenwerkstoffe unter Bedingungen sowohl der Grob- als auch der Mittel-
Unsere Produktreihe umfasst Schneidstoffe aus polykristallinem kubischen Bornitrid (CBN), die speziell für die Zerspanung harter Eisenwerkstoffe unter Bedingungen sowohl der Grob- als auch der Mittel-
50. Mathematik-Olympiade 2. Stufe (Regionalrunde) Klasse 11 13. 501322 Lösung 10 Punkte
 Klasse 11 13. 501322 Lösung 10 Punkte") 50. Mathematik-Olympiade. Stufe (Regionalrunde) Klasse 3 Lösungen c 00 Aufgabenausschuss des Mathematik-Olympiaden e.v. www.mathematik-olympiaden.de. Alle Rechte vorbehalten. 503 Lösung 0 Punkte Es seien
50. Mathematik-Olympiade. Stufe (Regionalrunde) Klasse 3 Lösungen c 00 Aufgabenausschuss des Mathematik-Olympiaden e.v. www.mathematik-olympiaden.de. Alle Rechte vorbehalten. 503 Lösung 0 Punkte Es seien
Technische Weiterbildung KOMPETENZZENTRUM METALL MÜNCHEN
 TECHNISCHE WEITERBILDUNG K O M P E T E N Z Z E N T R U M Technische Weiterbildung KOMPETENZZENTRUM METALL MÜNCHEN Kompetenzzentrum Metall Ridlerstraße 73 80339 München Die bbw-gruppe ist Mitglied im Wuppertaler
TECHNISCHE WEITERBILDUNG K O M P E T E N Z Z E N T R U M Technische Weiterbildung KOMPETENZZENTRUM METALL MÜNCHEN Kompetenzzentrum Metall Ridlerstraße 73 80339 München Die bbw-gruppe ist Mitglied im Wuppertaler
Qualitätsmanagementsystem der IHK Köln. Überblick 2015
 Qualitätsmanagementsystem der IHK Köln Überblick 2015 Aktivitäten zur Weiterentwicklung des QM-Systems /1 Nach dem bestandenen Zertifizierungsaudit (November 2014) hat die Dynamik im QM-System nicht nachgelassen.
Qualitätsmanagementsystem der IHK Köln Überblick 2015 Aktivitäten zur Weiterentwicklung des QM-Systems /1 Nach dem bestandenen Zertifizierungsaudit (November 2014) hat die Dynamik im QM-System nicht nachgelassen.
Ideen und Möglichkeiten hoch 3 WEILER Steuerung D3: Einfach. Genial www.weiler.de
 Ideen und Möglichkeiten hoch 3 Service WEILER Steuerung D3: Einfach. Genial www.weiler.de Konventionelle/Servokonv. Drehmaschinen Zyklengesteuerte Drehmaschinen CNC-Drehmaschinen Radialbohrmaschinen Manuelles
Ideen und Möglichkeiten hoch 3 Service WEILER Steuerung D3: Einfach. Genial www.weiler.de Konventionelle/Servokonv. Drehmaschinen Zyklengesteuerte Drehmaschinen CNC-Drehmaschinen Radialbohrmaschinen Manuelles
Programmieren und Fertigen eines Kegels
 Übung 1 Nullpunktverschiebung und Linearinterpolation Programmieren und Fertigen eines Kegels Sie wissen jetzt, wie der vor dem Programmieren festgelegte Nullpunkt durch Nullpunktverschiebung zum Bezugspunkt
Übung 1 Nullpunktverschiebung und Linearinterpolation Programmieren und Fertigen eines Kegels Sie wissen jetzt, wie der vor dem Programmieren festgelegte Nullpunkt durch Nullpunktverschiebung zum Bezugspunkt
Wir machen neue Politik für Baden-Württemberg
 Wir machen neue Politik für Baden-Württemberg Am 27. März 2011 haben die Menschen in Baden-Württemberg gewählt. Sie wollten eine andere Politik als vorher. Die Menschen haben die GRÜNEN und die SPD in
Wir machen neue Politik für Baden-Württemberg Am 27. März 2011 haben die Menschen in Baden-Württemberg gewählt. Sie wollten eine andere Politik als vorher. Die Menschen haben die GRÜNEN und die SPD in
CTI SYSTEMS S.A. CTI SYSTEMS S.A. 12, op der Sang. Fax: +352/2685-3000 L- 9779 Lentzweiler. Email: cti@ctisystems.com G.D.
 Z.I. Eselborn - Lentzweiler Phone: +352/2685-2000 12, op der Sang Fax: +352/2685-3000 L- 9779 Lentzweiler Email: cti@ctisystems.com G.D. Luxembourg URL: www.ctisystems.com Benutzung von Höhensicherungsgeräten
Z.I. Eselborn - Lentzweiler Phone: +352/2685-2000 12, op der Sang Fax: +352/2685-3000 L- 9779 Lentzweiler Email: cti@ctisystems.com G.D. Luxembourg URL: www.ctisystems.com Benutzung von Höhensicherungsgeräten
Das Stationsportal der DB Station&Service AG - Das Rollenkonzept. DB Station&Service AG Vertrieb Stationsportal Berlin, Juli 2015
 Das Stationsportal der DB Station&Service AG - Das Rollenkonzept DB Station&Service AG Vertrieb Stationsportal Berlin, Juli 2015 1 Das EVU entscheidet eigenständig über die Nutzer des Stationsportals Der
Das Stationsportal der DB Station&Service AG - Das Rollenkonzept DB Station&Service AG Vertrieb Stationsportal Berlin, Juli 2015 1 Das EVU entscheidet eigenständig über die Nutzer des Stationsportals Der
Anleitung für die Hausverwaltung
 www.gruppenhaus.ch Version vom 15. September 2006 Autor Kontakt Gruppenhaus.ch GmbH support@gruppenhaus.ch Inhalt 1 Allgemeines... 2 1.1 Login... 2 1.2 Wenn Sie nicht mehr weiter wissen... 2 2 Belegungsplan...
www.gruppenhaus.ch Version vom 15. September 2006 Autor Kontakt Gruppenhaus.ch GmbH support@gruppenhaus.ch Inhalt 1 Allgemeines... 2 1.1 Login... 2 1.2 Wenn Sie nicht mehr weiter wissen... 2 2 Belegungsplan...
Information zum Prüfungswesen Geprüfte(r) Industriemeister(in) - Fachrichtung Metall / Elektrotechnik Handlungsspezifische Qualifikationen
 Industriemeister(in) - Fachrichtung Metall / Elektrotechnik Handlungsspezifische Qualifikationen") Information zum Prüfungswesen Geprüfte(r) Industriemeister(in) - Fachrichtung Metall / Elektrotechnik Handlungsspezifische Qualifikationen Schriftliche Prüfung Handlungsspezifische Qualifikationen Die
Information zum Prüfungswesen Geprüfte(r) Industriemeister(in) - Fachrichtung Metall / Elektrotechnik Handlungsspezifische Qualifikationen Schriftliche Prüfung Handlungsspezifische Qualifikationen Die
Installation Terminkarten- und Etikettendrucker
 SOFTplus Merkblatt Terminkarten- und Etikettendrucker TERMINplus besitzt eine optionale Schnittstelle, die es Ihnen erlaubt, die nächsten Termine eines Patienten direkt auf Terminkarten auszudrucken und
SOFTplus Merkblatt Terminkarten- und Etikettendrucker TERMINplus besitzt eine optionale Schnittstelle, die es Ihnen erlaubt, die nächsten Termine eines Patienten direkt auf Terminkarten auszudrucken und
Verordnung über die Berufsausbildung zum Bürokaufmann/zur Bürokauffrau
 Verordnung über die Berufsausbildung zum Bürokaufmann/zur Bürokauffrau Vom 13. Februar 1991 (abgedruckt im Bundesgesetzblatt Teil I S. 425 vom 20. Februar 1991) Auf Grund des 25 des Berufsbildungsgesetzes
Verordnung über die Berufsausbildung zum Bürokaufmann/zur Bürokauffrau Vom 13. Februar 1991 (abgedruckt im Bundesgesetzblatt Teil I S. 425 vom 20. Februar 1991) Auf Grund des 25 des Berufsbildungsgesetzes
Eingangsseite Umwelt-online
 Mit dem Erwerb einer Lizenz haben Sie die Möglichkeit, sich ein auf Ihre Bedürfnisse abgestimmtes Kataster zu erstellen. Die Funktionen dieses Rechtskataster wird nachstehend erläutert. Eingangsseite Umwelt-online
Mit dem Erwerb einer Lizenz haben Sie die Möglichkeit, sich ein auf Ihre Bedürfnisse abgestimmtes Kataster zu erstellen. Die Funktionen dieses Rechtskataster wird nachstehend erläutert. Eingangsseite Umwelt-online
Installation OMNIKEY 3121 USB
 Installation OMNIKEY 3121 USB Vorbereitungen Installation PC/SC Treiber CT-API Treiber Einstellungen in Starke Praxis Testen des Kartenlesegeräts Vorbereitungen Bevor Sie Änderungen am System vornehmen,
Installation OMNIKEY 3121 USB Vorbereitungen Installation PC/SC Treiber CT-API Treiber Einstellungen in Starke Praxis Testen des Kartenlesegeräts Vorbereitungen Bevor Sie Änderungen am System vornehmen,
Hochschule Ravensburg-Weingarten. Technik Wirtschaft Sozialwesen. Projektarbeit
 Hochschule Ravensburg-Weingarten Technik Wirtschaft Sozialwesen Projektarbeit Entwicklung eines Reitmoduls mit Reitstundenverwaltung für eine existierende Homepage eines Reitvereins vorgelegt von: Tobias
Hochschule Ravensburg-Weingarten Technik Wirtschaft Sozialwesen Projektarbeit Entwicklung eines Reitmoduls mit Reitstundenverwaltung für eine existierende Homepage eines Reitvereins vorgelegt von: Tobias
Teaser-Bilder erstellen mit GIMP. Bildbearbeitung mit GIMP 1
 Teaser-Bilder erstellen mit GIMP 08.08.2014 Bildbearbeitung mit GIMP 1 Auf den folgenden Seiten werden die wichtigsten Funktionen von GIMP gezeigt, welche zur Erstellung von Bildern für die Verwendung
Teaser-Bilder erstellen mit GIMP 08.08.2014 Bildbearbeitung mit GIMP 1 Auf den folgenden Seiten werden die wichtigsten Funktionen von GIMP gezeigt, welche zur Erstellung von Bildern für die Verwendung
Messen mit dem Messschieber (Unterweisung Industriemechaniker / -in, Fachrichtung Betriebstechnik)
") Ausbildung Thomas Urfell Messen mit dem Messschieber (Unterweisung Industriemechaniker / -in, Fachrichtung Betriebstechnik) Unterweisung / Unterweisungsentwurf prüfende Stelle: Industrie- und Handelskammer
Ausbildung Thomas Urfell Messen mit dem Messschieber (Unterweisung Industriemechaniker / -in, Fachrichtung Betriebstechnik) Unterweisung / Unterweisungsentwurf prüfende Stelle: Industrie- und Handelskammer
GPS Navigation für PPC
 GPS Navigation für PPC (Windows 2003, Windows mobile) Benutzerhandbuch Inhalt 1 BESCHREIBUNG 3 2 SYSTEMVORAUSSETZUNG: 3 3 INSTALLATION 3 4 NUTZUNG VON KARTENMATERIAL 3 5 DER ERSTE PROGRAMMSTART 3 6 EIGENE
GPS Navigation für PPC (Windows 2003, Windows mobile) Benutzerhandbuch Inhalt 1 BESCHREIBUNG 3 2 SYSTEMVORAUSSETZUNG: 3 3 INSTALLATION 3 4 NUTZUNG VON KARTENMATERIAL 3 5 DER ERSTE PROGRAMMSTART 3 6 EIGENE