HPM - HOCHLEISTUNGSBEARBEITUNG JABRO VOLLHARTMETALLFRÄSER
|
|
|
- Jesko Günther
- vor 7 Jahren
- Abrufe
Transkript
1 HPM - HOCHLEISTUNGSBEARBEITUNG JABRO VOLLHARTMETALLFRÄSER SPEZIALISTEN FÜR ALLE WERKSTOFFE

2 BIS ZU 400% HÖHERE ZEITSPANVOLUMEN Mit der HPM-Strategie (= Hochleistungsbearbeitung) werden durch den Einsatz großer radialer und axialer Schnitttiefen sehr hohe Zeitspanvolumen erreicht. Mit den Jabro HPM-Fräsern bietet Tools ein vielseitiges Programm an Vollhartmetallfräsern mit Hochleistungsgeometrien, neuen Hartmetallsorten und hochentwickelten, verschleißfesten Beschichtungen, für jede denkbare Fräsbearbeitung. Mit dem passenden Werkzeug und der richtigen Schnittgeschwindigkeit für den jeweiligen erzielen Sie in Ihrer Produktion optimale Ergebnisse. Jabro HPM-Fräser sind hervorragend geeignet für viele unterschiedliche Anwendungen in Stahl, Rostfrei, gehärtetem Stahl, Guss, Aluminium und andere Nichteisen-e, Superlegierungen und Titan. Mit bis zu 400 % höheren Zeitspanvolumen als bei der konventionellen Bearbeitung sind die Jabro HPM Fräser von Tools die richtige Lösung für höchste Produktivität und niedrige Fertigungskosten. 2

3 HPM GEOMETRIE HPM Optimierter Drallwinkel für guten Spantransport KONVENTIONELL Angepasste Nutlänge auch zum Schlichten Schutzfase oder Radius Speziell geformte Spankammern für beste Spanabfuhr Zentrumsschneide scharfkantig Schneidkantenkonzeption für hohe Stabilität und geringe Schnittkräfte Starker Kern für mehr Stabilität Um den bestmöglichen Späneabtransport zu gewährleisten, wurde eine spezielle Form der Spankammern entwickelt. Zusammen mit dem optimierten Drallwinkel wird dadurch ein effektiver Spantransport aus dem Schneidbereich gewährleistet, wodurch sich die Werkzeugstandzeit und Produktivität gleichermaßen erhöhen. 3

4 OPTIMALE BEARBEITUNG, NIEDRIGSTE PRODUKTIONSKOSTEN JHP992 MIT SCHRUPPPROFIL: FLEXIBILITÄT UND HÖHERE STANDZEIT IN STAHL Die Schruppgeometrie des JHP992 erzeugt kürzere Späne und reduziert die Schnittkräfte. Das Werkzeug bietet volle Flexibilität, für den Einsatz auf einer Vielzahl unterschiedlicher Maschinen. Mit der neuen, verschleißfesten Beschichtung SIRON-A erhöht sich die Werkzeugstandzeit, damit verringern sich die Stillstandszeiten erheblich, während sich die Produktivität erhöht. Durch den radialen Freischliff des JHP992 wird die Schneidenstabilität erhöht. Dies erhöht die Werkzeugstandzeit und bietet die Möglichkeit eines mehrfachen Nachschliffes der Werkzeuge; somit verringert sich der Bedarf an Neuwerkzeugen. JHP950: HÖHERE SCHNITTDATEN, GERINGERE BEARBEITUNGSZEIT, ZUM SCHRUPPEN UND SCHLICHTEN IN STAHL Durch den stabilen, robusten Kerndurchmesser des JHP950 erzielen Sie deutlich höhere Schnittwerte - Schnitttiefen von bis zu 1,2 x D im Nutschnitt sind ohne weiteres erreichbar. Damit reduzieren Sie die Bearbeitungszeit und die Stückkosten. Die im Bereich des Eckenradius und der Stirnschneide verstärkte Schneide bewirkt eine lange Werkzeugstandzeit und hohe Prozesssicherheit. Der JHP950 Fräser ist mit Fase und verschiedenen Eckenradien (0,2/ 0,5 und 1,0 mm) verfügbar und bietet damit die optimale Auswahlmöglichkeit für jegliche Bearbeitung, sowohl beim Schruppen als auch beim Schlichten. 4

5 FÜR HÖCHSTE PRODUKTIVITÄT JHP170: HOHE STANDZEIT IN GEHÄRTETEM STAHL Der JHP170 hat eine einzigartige Schneidengeometrie und ist mit der verschleißfesten MEGA-64 Beschichtung versehen, die die Schneide vor der hohen Temperaturbelastung schützt und so die Standzeit deutlich verlängert. Auch hier wurde im Bereich des Eckenradius und der Stirnschneide die Schneide verstärkt, woraus eine lange Werkzeugstandzeit und hohe Prozesssicherheit folgt. Der JHP170 Fräser ist mit Fase und verschiedenen Eckenradien (0,2/ 0,5 und 1,0 mm) verfügbar und bietet damit die optimale Auswahlmöglichkeit für jegliche Bearbeitung, sowohl beim Schruppen als auch beim Schlichten. PRODUKT-NEUHEIT! JHP760: MAXIMALE PRODUKTIVITÄT IN ROSTFREIEM STAHL Durch den stabilen, robusten Kerndurchmesser des JHP760 erzielen Sie deutlich höhere Schnittwerte - Schnitttiefen von bis zu 1 x D im Nutschnitt sind ohne weiteres erreichbar. Damit reduzieren Sie die Bearbeitungszeit und die Stückkosten. Die verstärkte Schneide im Bereich des Eckenradius und der Stirnschneide führt zu langen Einsatzzeiten und einer hohen Sicherheit. Die polierte MEGA-64 Beschichtung gewährleistet eine optimale Spanabfuhr und verhindert das Aufkleben von Spänen, was sich in der Standzeit und der Prozesssicherheit widerspiegelt. Beim JHP760 bringen innere Kühlkanäle das Kühlmittel direkt in den Bereich der Spanentstehung. Dadurch ergibt sich eine hervorragende Spanabfuhr und Wärmeableitung sowie geringerer Werkzeugverschleiß und längere Werkzeugstandzeit. Der JHP760 Fräser ist mit verschiedenen Eckenradien (0,4 bis zu 6 mm) verfügbar und bietet damit die optimale Auswahlmöglichkeit für jegliche Bearbeitung, sowohl beim Schruppen als auch beim Schlichten. 5
 verfügbar und bietet damit die optimale Auswahlmöglichkeit für jegliche Bearbeitung, sowohl beim Schruppen als auch")
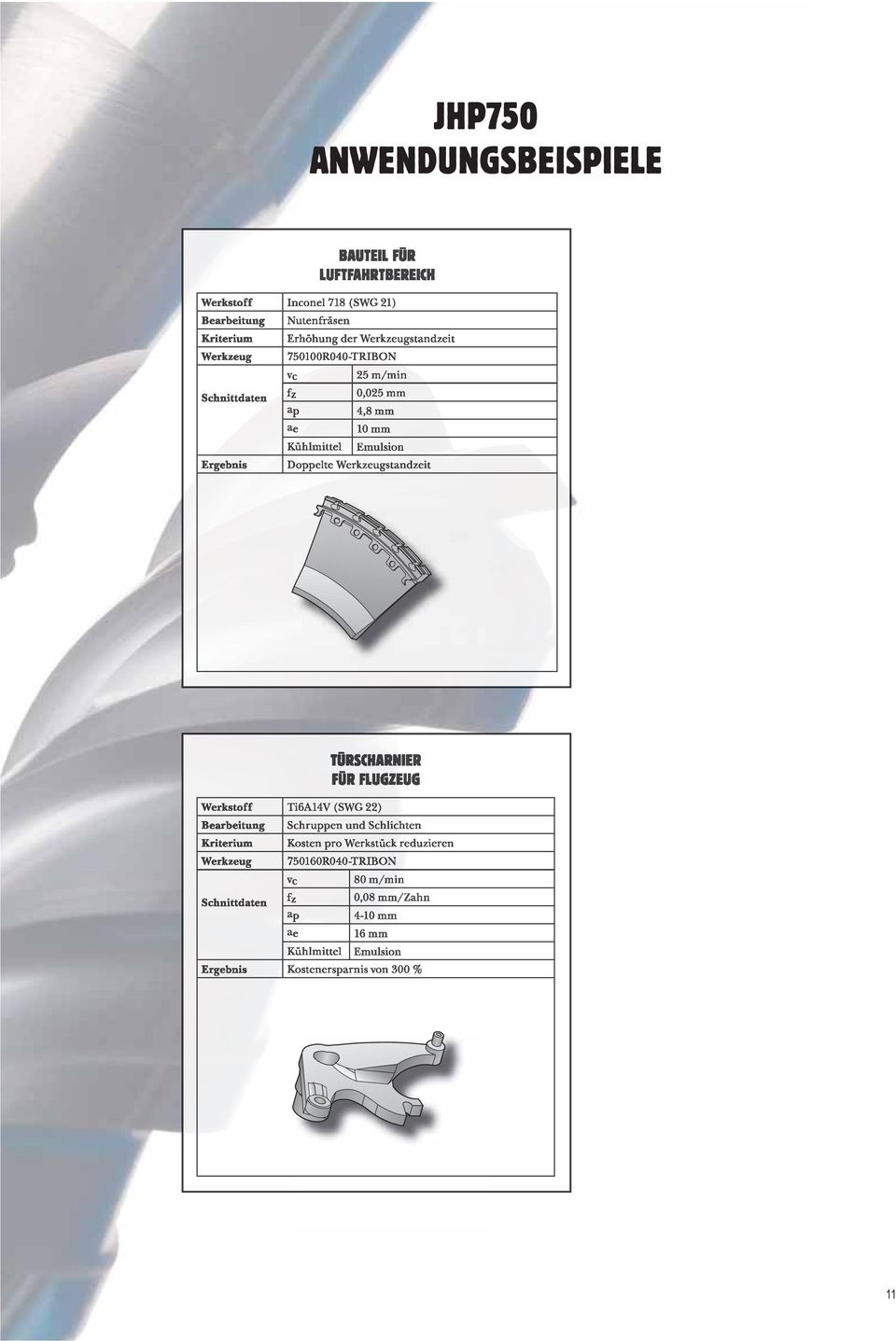
6 ÜBERZEUGENDE ERGEBNISSE JHP750: BESTE ERGEBNISSE IN SUPERLEGIERUNGEN UND TITAN Durch die ungleiche Zahnteilung des JHP750 ergeben sich geringere Vibrationen, dadurch erhöhen sich Oberflächengüte und Werkstückqualität sowie die Prozesssicherheit. Dank der polierten TRIBON Beschichtung haften die Späne nicht an der Schnittfläche, dadurch verbessert sich der Spanfluss bei gleichzeitiger Erhöhung der Werkzeugstandzeit. Für eine einfache Auswahl des optimalen Werkzeuges zum Schruppen oder Schlichten sind unterschiedliche Eckenradien (0,2 bis 4 mm) verfügbar. PRODUKT-NEUHEIT! JHP490 MIT SCHRUPPPROFIL: MAXIMALES ZEITSPANVOLUMEN IN ALUMINIUM Das spezielle Schrupp-Profil an der Schneide des JHP490 erzeugt kleinere Späne und verringert die Schnittkräfte. Dadurch reduziert sich ebenfalls die Werkzeugdurchbiegung, die Spindelbelastung und die Vibrationsgefahr. Beim JHP490 bringen innere Kühlkanäle das Kühlmittel direkt in den Bereich der Spanentstehung. Dadurch ergibt sich eine hervorragende Spanabfuhr und Wärmeableitung sowie geringerer Werkzeugverschleiß und längere Werkzeugstandzeit. Dank der polierten MEGA-T Beschichtung verringert sich die Haftung der Späne an der Schnittfläche sowie die Reibung, wodurch höhere Vorschübe und eine höhere Werkzeugstandzeit ermöglicht werden. Durch den stabilen, robusten Kerndurchmesser des JHP490 erzielen Sie deutlich höhere Schnittwerte und reduzieren gleichzeitig Bearbeitungszeit und Stückkosten. Anwendungsbezogen kann der JHP490 mit verschiedenen Eckenradien (0,5 bis zu 6 mm) eingesetzt werden und bietet damit eine große Auswahlmöglichkeit für die Schruppbearbeitung. 6
 verfügbar. PRODUKT-NEUHEIT!")
7 JHP992 ANWENDUNGSBEISPIELE 7

8 JHP950 ANWENDUNGSBEISPIELE Werksto Bearbeit Kriteriu Werkzeu Schnittd Ergebnis 8

9 JHP170 ANWENDUNGSBEISPIELE 9

10 NEU! JHP760 ANWENDUNGSBEISPIELE Wer Bea Krit Wer Sch Erg 10

11 JHP750 ANWENDUNGSBEISPIELE 11
12 12 NEU! JHP490 ANWENDUNGSBEISPIELE

13 Anwendungsbezogene Werkzeug-Auswahl Name JHP992 JHP950 JHP170 JHP760 JHP750 JHP490 Fräsertyp Schaftausführung Schneidenanzahl Innere Kühlmittelzufuhr Ø-Bereich Ø4 - Ø25 Ø3 - Ø25 Ø2 - Ø20 Ø4 - Ø25 Ø2 - Ø25 Ø10 - Ø25 Verfügbare Längen Bearbeitung 1-2 Stahl < 450 N/mm² < 700 N/mm² < 1200 N/mm² 7a/7b/7c/7d >48-65 HRc 8-9 Rostfrei Rostfrei Guss Guss Aluminium Superlegierungen 22 Titan Seite

14 Schnittdaten HPM JHP992 Nutenfräsen Dc (mm) ,5 8 9, , zn = 3 zn = 4 n (min -1 ) ,50 1, fz (mm) 0,024 0,030 0,036 0,045 0,048 0,057 0,060 0,069 0,072 0,075 0,080 0,100 0,125 vf (mm/min) n (min -1 ) ,20 1, fz (mm) 0,020 0,025 0,030 0,038 0,040 0,048 0,050 0,058 0,060 0,070 0,080 0,100 0,125 vf (mm/min) n (min -1 ) ,00 1, fz (mm) 0,016 0,020 0,024 0,030 0,032 0,038 0,040 0,046 0,048 0,056 0,064 0,080 0,100 vf (mm/min) n (min -1 ) ,50 1, fz (mm) 0,024 0,030 0,036 0,045 0,048 0,057 0,060 0,069 0,072 0,075 0,080 0,100 0,125 vf (mm/min) n (min -1 ) ,20 1, fz (mm) 0,020 0,025 0,030 0,038 0,040 0,048 0,050 0,058 0,060 0,070 0,080 0,100 0,125 vf (mm/min) JHP992 Eckfräsen schruppen Dc (mm) ,5 8 9, , zn = 3 zn = 4 n (min -1 ) ,50 0, fz (mm) 0,032 0,040 0,048 0,060 0,064 0,076 0,080 0,082 0,085 0,087 0,090 0,100 0,125 vf (mm/min) n (min -1 ) ,20 0, fz (mm) 0,024 0,030 0,036 0,045 0,048 0,057 0,060 0,069 0,072 0,075 0,080 0,100 0,125 vf (mm/min) n (min -1 ) ,20 0, fz (mm) 0,020 0,025 0,030 0,038 0,040 0,048 0,050 0,058 0,060 0,070 0,080 0,100 0,125 vf (mm/min) n (min -1 ) ,50 0, fz (mm) 0,024 0,030 0,036 0,045 0,048 0,057 0,060 0,069 0,072 0,075 0,080 0,100 0,125 vf (mm/min) n (min -1 ) ,20 0, fz (mm) 0,020 0,025 0,030 0,038 0,040 0,048 0,050 0,058 0,060 0,070 0,080 0,100 0,125 vf (mm/min) HPM (JHP950 und JHP992) Einwärtskopieren/Bohrzirkularfräsen Dc max Max. Steigungswinkel Bohren 0,04 5 0,04 3 0,04 xdc 3 0, Schnittdaten zum Nutenfräsen wählen - Zahnvorschub fz auf 5% reduzieren - Schnittgeschwindigkeit auf 80% reduzieren - Schnitttiefe max = 0,2 - Planfräsen: = 0,02-0,04, fz: Werte fürs Nutenfräsen wählen, = Werte fürs Nutenfräsen wählen + 30 %,,max = Dc - 2 x r 1 (oder Dc - 2 x c), d. h. max. Schnittbreite = Werkzeugdurchmesser minus 2x Eckenradius (oder minus 2x Fasenbreite) - Bohrzirkularfräsen: max = 0,04, fz: Werte fürs Nutenfräsen um 50% reduzieren, : Werte fürs Nutenfräsen wählen. Empfohlene Bohrungsdurchmesser siehe Ausklpseiten des Kataloges Jabro Werkzeuge im Machining Navigator Empfohlene Kühlung: Emulsion. - Alle Schnittdaten sind Richtwerte 14
 7960 6370 5310 4240 3980 3350 3180 2770 2650 2270 1990 1590 1270 5-6 1,00 1,00 100 fz (mm) 0,016 0,020 0,024 0,030 0,032 0,038 0,040 0,046 0,048 0,056 0,064 0,080 0,100 vf (mm/min)")
15 HPM JHP992 Schaftfräser mit Fase und Schruppverzahnung Toleranzen: mm = h5 c = -0,02/-0,1 mm A B Abmessungen in mm Typ Best.-Nr. Abb. A/B Dc dmm l 2 c Weldon zn JHP992-SIRON-A SIRON-A A ,15x45 5,5 Ja SIRON-A A ,15X45 5,5 Nein SIRON-A A ,2X45 2,5 Ja SIRON-A A ,2X45 2,5 Nein SIRON-A B ,2X45 - Ja SIRON-A B ,2X45 - Nein SIRON-A A 7, ,2X45 1 Ja SIRON-A A 7, ,2X45 1 Nein SIRON-A B ,2X45 - Ja SIRON-A B ,2X45 - Nein SIRON-A A 9, ,2X45 1 Ja SIRON-A A 9, ,2X45 1 Nein SIRON-A B ,2X45 - Ja SIRON-A B ,2X45 - Nein SIRON-A A 11, ,2X45 1 Ja SIRON-A A 11, ,2X45 1 Nein SIRON-A B ,2X45 - Ja SIRON-A B ,2X45 - Nein SIRON-A B ,3X45 - Ja SIRON-A B ,3X45 - Nein SIRON-A B ,3X45 - Ja SIRON-A B ,3X45 - Nein SIRON-A B ,5X45 - Ja SIRON-A B ,5X45 - Nein SIRON-A B ,5X45 - Ja 4 Erläuterung der Symbole siehe Seite im Katalog Jabro Werkzeuge des MN

16 Schnittdaten HPM JHP950 Nutenfräsen Dc (mm) , , n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,021 0,028 0,035 0,042 0,056 0,07 0,084 0,112 0,14 0,175 vf (mm/min) n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) JHP950 Eckfräsen schruppen Dc (mm) , , ,6 0, ,2 0, , n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,024 0,032 0,04 0,048 0,064 0,08 0,096 0,128 0,16 0,2 vf (mm/min) n (min -1 ) fz (mm) 0,018 0,024 0,03 0,036 0,048 0,06 0,072 0,096 0,12 0,15 vf (mm/min) n (min -1 ) fz (mm) 0,015 0,02 0,025 0,03 0,04 0,05 0,06 0,08 0,1 0,125 vf (mm/min) JHP950 Eckfräsen schlichten Dc (mm) ,5 0, ,5 0, ,2 0, ,2 0, ,8 0, n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16 0,2 0,25 vf (mm/min) n (min -1 ) fz (mm) 0,027 0,036 0,045 0,054 0,072 0,09 0,108 0,144 0,18 0,225 vf (mm/min) n (min -1 ) fz (mm) 0,018 0,024 0,03 0,036 0,048 0,06 0,072 0,096 0,12 0,15 vf (mm/min) n (min -1 ) fz (mm) 0,015 0,02 0,025 0,03 0,04 0,05 0,06 0,08 0,1 0,125 vf (mm/min) Empfohlene Kühlung: Emulsion Schnittdaten zum Einwärtskopieren, Bohrzirkularfräsen und Planfräsen, siehe Seite 14 Alle Schnittdaten sind Richtwerte 16
 670 890 890 890 890 890 890 890 890 890 n (min -1 ) 18570 13930 11140 9280 6960 5570 4640 3480 2790 2230 fz (mm) 0,03 0,04 0,05 0,06 0,08 0,1 0,12 0,16")
17 HPM JHP950 Schaftfräser mit Fase oder Eckenradius Toleranzen: m = h5 c = -0,02/-0,04 mm 1 = +/- 0,05 mm A B C D Abmessungen in mm Typ Best.-Nr. Abb. A/B/C/D Dc dmm l 2 r 1 c Weldon zn JHP950-MEGA MEGA-64 C ,1x45 7 Ja MEGA-64 C ,1x45 7 Nein R020.0-MEGA-64 D ,2-7 Nein R050.0-MEGA-64 D ,5-7,5 Nein MEGA-64 C ,15x45 4 Ja MEGA-64 C ,15x45 4 Nein R020.0-MEGA-64 D ,2-4 Nein R050.0-MEGA-64 D ,5-4 Nein MEGA-64 C ,2x45 2 Ja MEGA-64 C ,2x45 2 Nein R020.0-MEGA-64 D ,2-2 Nein R050.0-MEGA-64 D ,5-2 Nein MEGA-64 A ,2x45 - Ja MEGA-64 A ,2x45 - Nein R020.0-MEGA-64 B ,2 - - Nein R050.0-MEGA-64 B ,5 - - Nein MEGA-64 A ,3x45 - Ja MEGA-64 A ,3x45 - Nein R020.0-MEGA-64 B ,2 - - Nein R050.0-MEGA-64 B ,5 - - Nein R100.0-MEGA-64 B Nein MEGA-64 A ,3x45 - Ja MEGA-64 A ,3x45 - Nein R050.0-MEGA-64 B ,5 - - Nein R100.0-MEGA-64 B Nein MEGA-64 A ,4x45 - Ja MEGA-64 A ,4x45 - Nein R050.0-MEGA-64 B ,5 - - Nein R100.0-MEGA-64 B Nein MEGA-64 A ,5x45 - Ja MEGA-64 A ,5x45 - Nein R050.0-MEGA-64 B ,5 - - Nein R100.0-MEGA-64 B Nein R050-MEGA-64 B ,5 - - Ja R100-MEGA-64 B Ja R050-MEGA-64 B ,5 - - Ja R100-MEGA-64 B Ja 4 Erläuterungen der Symbole siehe Seite im Katalog Jabro Werkzeuge des MN

18 Schnittdaten HPM JHP170 Nutenfräsen Dc (mm) 7a 0, b 0, c 0, d 0, zn = 3 zn = 4 n (min -1 ) fz (mm) 0,008 0,012 0,016 0,02 0,024 0,032 0,04 0,048 0,064 0,08 vf (mm/min) n (min -1 ) fz (mm) 0,006 0,009 0,012 0,015 0,018 0,024 0,03 0,036 0,048 0,06 vf (mm/min) n (min -1 ) fz (mm) 0,004 0,006 0,008 0,01 0,012 0,016 0,02 0,024 0,032 0,04 vf (mm/min) n (min -1 ) fz (mm) 0,004 0,006 0,008 0,01 0,012 0,016 0,02 0,024 0,032 0,04 vf (mm/min) JHP170 Eckfräsen schruppen Dc (mm) 7a 1 0,3 70 7b 1 0, c 0,8 0,2 40 7d 0,6 0, zn = 3 zn = 4 n (min -1 ) fz (mm) 0,008 0,012 0,016 0,02 0,024 0,032 0,04 0,048 0,064 0,08 vf (mm/min) n (min -1 ) fz (mm) 0,006 0,009 0,012 0,015 0,018 0,024 0,03 0,036 0,048 0,06 vf (mm/min) n (min -1 ) fz (mm) 0,004 0,006 0,008 0,01 0,012 0,016 0,02 0,024 0,032 0,04 vf (mm/min) n (min -1 ) fz (mm) 0,004 0,006 0,008 0,01 0,012 0,016 0,02 0,024 0,032 0,04 vf (mm/min) JHP170 Eckfräsen schlichten Dc (mm) 7a 0,8 0, b 0,64 0, c 0,4 0, d 0,3 0, zn = 3 zn = 4 n (min -1 ) fz (mm) 0,014 0,021 0,028 0,035 0,042 0,056 0,07 0,084 0,112 0,14 vf (mm/min) n (min -1 ) fz (mm) 0,012 0,018 0,024 0,03 0,036 0,048 0,06 0,072 0,096 0,12 vf (mm/min) n (min -1 ) fz (mm) 0,01 0,015 0,02 0,025 0,03 0,04 0,05 0,06 0,08 0,1 vf (mm/min) n (min -1 ) fz (mm) 0,008 0,012 0,016 0,02 0,024 0,032 0,04 0,048 0,064 0,08 vf (mm/min) JHP170 Bohrzirkular/Planfräsen/Einwärtskopieren Dc (mm) 7a 0, b 0, c 0, d 0, zn = 3 zn = 4 n (min -1 ) fz (mm) 0,008 0,012 0,016 0,02 0,024 0,032 0,04 0,048 0,064 0,08 vf (mm/min) n (min -1 ) fz (mm) 0,006 0,009 0,012 0,015 0,018 0,024 0,03 0,036 0,048 0,06 vf (mm/min) n (min -1 ) fz (mm) 0,006 0,009 0,012 0,015 0,018 0,024 0,03 0,036 0,048 0,06 vf (mm/min) n (min -1 ) fz (mm) 0,004 0,006 0,008 0,01 0,012 0,016 0,02 0,024 0,032 0,04 vf (mm/min) Empfohlene Kühlung: Minimalmengenkühlschmierung - Alle Schnittdaten sind Richtwerte 18
 40 40 50 50 50 50 50 50 50 50 n (min -1 ) 2390 1590 1190 950 800 600 480 400 300 240 fz (mm) 0,004 0,006 0,008 0,01 0,012 0,016 0,02 0,024 0,032 0,04 vf (mm/min) 30 30 40 40 40")
19 HPM JHP170 Schaftfräser mit Fase oder Eckenradius Toleranzen: mm = h5 c = -0,02/-0,04 mm 1 = +/- 0,05 mm A B C D Abmessungen in mm Typ Best.-Nr. Abb. A/B/C/D Dc dmm l 2 l 3 r 1 r 2 c Weldon zn JHP170-MEGA MEGA-64 C ,05-2 0,08 x 45 14,5 Ja MEGA-64 C ,05-2 0,08 x 45 14,5 Nein R020.0-MEGA-64 D ,05 0,2 2-14,5 Nein R050.0-MEGA-64 D ,05 0, Nein MEGA-64 C ,1-2 0,08 x 45 9 Ja MEGA-64 C ,1-2 0,08 x 45 9 Nein R020.0-MEGA-64 D ,1 0,2 2-9,5 Nein R050.0-MEGA-64 D ,1 0,5 2-9,5 Nein MEGA-64 C ,15-2 0,10 x 45 5,5 Ja MEGA-64 C ,15-2 0,10 x 45 5,5 Nein R020.0-MEGA-64 D ,15 0,2 2-5,5 Nein R050.0-MEGA-64 D ,15 0,5 2-5,5 Nein MEGA-64 C ,2-2 0,12 x 45 2,5 Ja MEGA-64 C ,2-2 0,12 x 45 2,5 Nein R020.0-MEGA-64 D ,2 0,2 2-2,5 Nein R050.0-MEGA-64 D ,2 0,5 2-2,5 Nein MEGA-64 A ,5 6 0,2-2 0,14 x 45 Ja MEGA-64 A ,5 6 0,2-2 0,14 x 45 Nein R020.0-MEGA-64 B ,5 6 0,2 0,2 2 - Nein R050.0-MEGA-64 B ,5 6 0,2 0,5 2 - Nein MEGA-64 A ,3-2 0,16 x 45 Ja MEGA-64 A ,3-2 0,16 x 45 Nein R020.0-MEGA-64 B ,3 0,2 2 - Nein R050.0-MEGA-64 B ,3 0,5 2 - Nein R100.0-MEGA-64 B , Nein MEGA-64 A ,3-2 0,18 x 45 Ja MEGA-64 A ,3-2 0,18 x 45 Nein R050.0-MEGA-64 B ,3 0,5 2 - Nein R100.0-MEGA-64 B , Nein MEGA-64 A ,3-3 0,20 x 45 Ja MEGA-64 A ,3-3 0,20 x 45 Nein R050.0-MEGA-64 B ,3 0,5 3 - Nein R100.0-MEGA-64 B , Nein MEGA-64 A ,3-4 0,30 x 45 Ja MEGA-64 A ,3-4 0,30 x 45 Nein R050.0-MEGA-64 B ,3 0,5 4 - Nein R100.0-MEGA-64 B , Nein R050-MEGA-64 B ,4 0, Ja R100-MEGA-64 B , Ja 4 Erläuterung der Symbole siehe Seiten im Katalog Jabro Werkzeuge des MN

20 Schnittdaten HPM JHP760 Standard* Nutenfräsen Dc (mm) 8-9 1,00 1, ,80 1,00 65 * Wenn der Eckenradius >15% von Dc, dann = -30% und fz = - 20% zn = 2 zn = 4 n (min -1 ) fz (mm) 0,016 0,020 0,024 0,032 0,040 0,048 0,064 0,080 0,100 vf (mm/min) n (min -1 ) fz (mm) 0,012 0,015 0,018 0,024 0,030 0,036 0,048 0,060 0,075 vf (mm/min) JHP760L LANG* Nutenfräsen Dc (mm) 8-9 0,50 1, ,40 1, zn = 2 zn = 4 n (min -1 ) fz (mm) 0,008 0,010 0,012 0,016 0,020 0,024 0,032 0,040 0,050 vf (mm/min) n (min -1 ) fz (mm) 0,006 0,008 0,009 0,012 0,015 0,018 0,024 0,030 0,038 vf (mm/min) * Wenn der Eckenradius >15% von Dc, dann = - 30% und fz = - 20% JHP760 Standard Eckfräsen schruppen Dc (mm) 8-9 1,00 0, ,00 0, zn = 2 zn = 4 n (min -1 ) fz (mm) 0,024 0,030 0,036 0,048 0,060 0,027 0,096 0,120 0,150 vf (mm/min) n (min -1 ) fz (mm) 0,020 0,025 0,030 0,040 0,050 0,060 0,080 0,100 0,125 vf (mm/min) JHP760L LANG* Eckfräsen schruppen Dc (mm) 8-9 0,50 0, ,50 0, zn = 2 zn = 4 n (min -1 ) fz (mm) 0,012 0,015 0,018 0,024 0,030 0,036 0,048 0,060 0,075 vf (mm/min) n (min -1 ) fz (mm) 0,010 0,013 0,015 0,020 0,025 0,030 0,040 0,050 0,063 vf (mm/min) JHP760 Standard und LANG Version Eckfräsen schlichten* Dc (mm) * Vorschlichten mit max = 0,1*Dc 8-9 MAX 0, MAX 0, zn = 2 zn = 4 n (min -1 ) fz (mm) 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 vf (mm/min) n (min -1 ) fz (mm) 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 vf (mm/min) Empfohlene Kühlung = Emulsion Alle Schnittdaten sind Richtwerte Schnittdaten zum Einwärtskopieren und Bohren siehe Seite 23 20
 6760 5410 4510 3380 2710 2250 1690 1350 1080 fz (mm) 0,008 0,010 0,012 0,016 0,020 0,024 0,032 0,040 0,050 vf (mm/min) 110 110 220 220 220 220 220 220 220 n")
21 HPM JHP760 Schaftfräser mit Eckenradius Toleranzen: m = h5 c = 0,02/-0,04 mm 1 = +/-0,03 mm A B Abmessungen in mm Typ Best.-Nr. Abb. A/B Dc dmm l 2 r 1 Weldon zn JHP760-MEGA R040Z2.0A-MEGA-64 A ,4 Nein R040Z2.0A-MEGA-64 A ,4 Nein R040Z4.0A-MEGA-64 B ,4 Nein R040Z4.0A-MEGA-64 B ,4 Nein R100Z4.0A-MEGA-64 B Nein 4 760L080R040Z4.0A-MEGA-64 B ,4 Nein R040Z4A-MEGA-64 B ,4 Ja R040Z4.0A-MEGA-64 B ,4 Nein R100Z4A-MEGA-64 B Ja R100Z4.0A-MEGA-64 B Nein R150Z4A-MEGA-64 B ,5 Ja R150Z4.0A-MEGA-64 B ,5 Nein R200Z4A-MEGA-64 B Ja R310Z4A-MEGA-64 B ,1 Ja R310Z4.0A-MEGA-64 B ,1 Nein 4 760L100R040Z4.0A-MEGA-64 B ,4 Nein 4 760L100R100Z4.0A-MEGA-64 B Nein 4 760L100R150Z4.0A-MEGA-64 B ,5 Nein 4 760L100R200Z4.0A-MEGA-64 B Nein 4 760L100R310Z4.0A-MEGA-64 B ,1 Nein R040Z4A-MEGA-64 B ,4 Ja R040Z4.0A-MEGA-64 B ,4 Nein R100Z4A-MEGA-64 B Ja R100Z4.0A-MEGA-64 B Nein R150Z4A-MEGA-64 B ,5 Ja R150Z4.0A-MEGA-64 B ,5 Nein R200Z4A-MEGA-64 B Ja R310Z4A-MEGA-64 B ,1 Ja R310Z4.0A-MEGA-64 B ,1 Nein R400Z4A-MEGA-64 B Ja R400Z4.0A-MEGA-64 B Nein 4 760L120R040Z4.0A-MEGA-64 B ,4 Nein 4 760L120R100Z4.0A-MEGA-64 B Nein 4 760L120R150Z4.0A-MEGA-64 B ,5 Nein 4 760L120R200Z4.0A-MEGA-64 B Nein 4 760L120R310Z4.0A-MEGA-64 B ,1 Nein 4 760L120R400Z4.0A-MEGA-64 B Nein R040Z4A-MEGA-64 B ,4 Ja R100Z4A-MEGA-64 B Ja R150Z4A-MEGA-64 B ,5 Ja R200Z4A-MEGA-64 B Ja R310Z4A-MEGA-64 B ,1 Ja R400Z4A-MEGA-64 B Ja R400Z4.0A-MEGA-64 B Nein 4 760L160R040Z4.0A-MEGA-64 B ,4 Nein 4 760L160R100Z4.0A-MEGA-64 B Nein 4 760L160R150Z4.0A-MEGA-64 B ,5 Nein 4 760L160R200Z4.0A-MEGA-64 B Nein 4 760L160R310Z4.0A-MEGA-64 B ,1 Nein R080Z4A-MEGA-64 B ,8 Ja R080Z4.0A-MEGA-64 B ,8 Nein 4 Erläuterung der Symbole siehe Seiten im Katalog Jabro Werkzeuge des MN
22 HPM JHP760 Schaftfräser mit Eckenradius Abmessungen in mm Typ Best.-Nr. Abb. A/B/C/D Dc dmm l 2 r 1 Weldon zn JHP760-MEGA R200Z4A-MEGA-64 B Ja R200Z4.0A-MEGA-64 B Nein R310Z4A-MEGA-64 B ,1 Ja R310Z4.0A-MEGA-64 B ,1 Nein R400Z4A-MEGA-64 B Ja R400Z4.0A-MEGA-64 B Nein R500Z4.0A-MEGA-64 B Nein R600Z4.0A-MEGA-64 B Nein R200Z4A-MEGA-64 B Ja R200Z4.0A-MEGA-64 B Nein R310Z4A-MEGA-64 B ,1 Ja R310Z4.0A-MEGA-64 B ,1 Nein R400Z4A-MEGA-64 B Ja R400Z4.0A-MEGA-64 B Nein R500Z4.0A-MEGA-64 B Nein R600Z4.0A-MEGA-64 B Nein 4 Erläuterung der Symbole siehe Seite im Katalog Jabro Werkzeuge des MN
23 Schnittdaten HPM JHP750 Standard Nutenfräsen Dc (mm) 20 0,40 1, ,30 1, ,60 1,00 80 JHP750 Standard r > 15% Dc Nutenfräsen 20 0,28 1, ,21 1, ,42 1, zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,014 0,021 0,028 0,035 0,042 0,056 0,070 0,084 0,112 0,140 0,175 v f (mm/min) n (min -1 ) fz (mm) 0,012 0,018 0,024 0,030 0,036 0,048 0,060 0,072 0,096 0,120 0,150 v f (mm/min) n (min -1 ) fz (mm) 0,010 0,015 0,020 0,025 0,030 0,040 0,050 0,060 0,080 0,100 0,125 v f (mm/min) Dc (mm) zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,011 0,017 0,022 0,028 0,034 0,045 0,056 0,067 0,090 0,112 0,140 v f (mm/min) n (min -1 ) fz (mm) 0,010 0,014 0,019 0,024 0,029 0,038 0,048 0,058 0,077 0,096 0,120 v f (mm/min) n (min -1 ) fz (mm) 0,008 0,012 0,016 0,020 0,024 0,032 0,040 0,064 0,064 0,080 0,100 v f (mm/min) JHP750K Kurz Nutenfräsen Dc (mm) 20 0,45 1, ,35 1, ,70 1, zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,016 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,128 0,160 0,200 v f (mm/min) n (min -1 ) fz (mm) 0,014 0,021 0,028 0,035 0,042 0,056 0,070 0,084 0,112 0,140 0,175 v f (mm/min) n (min -1 ) fz (mm) 0,012 0,018 0,024 0,030 0,036 0,048 0,060 0,072 0,096 0,120 0,150 v f (mm/min) JHP750K kurz r > 15% Dc Nutenfräsen Dc (mm) 20 0,30 1, ,25 1, ,50 1, zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,013 0,019 0,026 0,032 0,038 0,051 0,064 0,077 0,102 0,128 0,160 v f (mm/min) n (min -1 ) fz (mm) 0,0112 0,017 0,0224 0,028 0,034 0,045 0,056 0,067 0,090 0,112 0,140 v f (mm/min) n (min -1 ) fz (mm) 0,010 0,014 0,019 0,024 0,029 0,038 0,048 0,058 0,077 0,096 0,120 v f (mm/min) Einwärtskopieren/Bohrzirkularfräsen Bohren Dc max max. Steigungswinkel 0,3 15 0,3 15 0,3 5 0,3 5 0,3 7 - Schnittdaten zum Nutenfräsen wählen - Vorschub fz auf 10% reduzieren - Schnittgeschwindigkeit = 100 % - Schnitttiefe max = 0,5 - Bohrzirkularfräsen: max aus Tabelle, fz: Werte fürs Nutenfräsen auf 30% reduzieren, : Werte fürs Nutenfräsen wählen. Empfohlene Bohrungsdurchmesser siehe Ausklpseiten des Kataloges Jabro Werkzeuge im MN Planfräsen: = 0,02-0,04, fz: Werte fürs Nutenfräsen wählen, = Werte fürs Nutenfräsen wählen + 30 %,,max = Dc - 2 x r 1, d. h. max. Schnittbreite = Werkzeugdurchmesser minus 2x Eckenradius. - Empfohlene Kühlung: Emulsion. Alle Schnittdaten sind Richtwerte. 23
24 Schnittdaten HPM JHP750 Standard Eckfräsen schruppen Dc (mm) MAX 0, MAX 0, MAX 0,07 90 zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,012 0,018 0,024 0,030 0,036 0,048 0,060 0,072 0,096 0,120 0,150 v f (mm/min) n (min -1 ) fz (mm) 0,010 0,015 0,020 0,025 0,030 0,040 0,050 0,060 0,080 0,100 0,125 v f (mm/min) n (min -1 ) fz (mm) 0,014 0,021 0,028 0,035 0,042 0,056 0,070 0,084 0,112 0,140 0,175 v f (mm/min) JHP750K Kurz Eckfräsen schruppen Dc (mm) MAX 0, MAX 0, MAX 0,08 90 zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,014 0,021 0,028 0,035 0,042 0,056 0,070 0,084 0,112 0,140 0,175 v f (mm/min) n (min -1 ) fz (mm) 0,012 0,018 0,024 0,030 0,036 0,048 0,060 0,072 0,096 0,120 0,150 v f (mm/min) n (min -1 ) fz (mm) 0,016 0,024 0,032 0,040 0,048 0,064 0,080 0,096 0,128 0,160 0,200 v f (mm/min) JHP750 Standard Eckfräsen schlichten Dc (mm) MAX 0, MAX 0, MAX 0,02 90 zn = 2 zn = 3 zn = 4 n (min -1 ) fz (mm) 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 v f (mm/min) n (min -1 ) fz (mm) 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 v f (mm/min) n (min -1 ) fz (mm) 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 v f (mm/min) JHP750K Kurz Eckfräsen schlichten Dc (mm) zn = 2 zn = 3 zn = 4 20 MAX 0, MAX 0, MAX 0,02 90 n (min -1 ) fz (mm) 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 v f (mm/min) n (min -1 ) fz (mm) 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 v f (mm/min) n (min -1 ) fz (mm) 0,020 0,030 0,040 0,050 0,060 0,080 0,100 0,120 0,160 0,200 0,250 v f (mm/min) Einwärtskopieren/Bohrzirkularfräsen Bohren Dc max max. Eintauchwinkel 0,3 15 0,3 15 0,3 5 0,3 5 0,3 7 - Schnittdaten zum Nutenfräsen wählen - Zahnvorschub fz auf 10% reduzieren - Schnittgeschwindigkeit = 100% - Schnitttiefe max = 0,5 - Bohrzirkularfräsen: max aus Tabelle, fz: Werte fürs Nutenfräsen auf 30% reduzieren, : Werte fürs Nutenfräsen wählen. Empfohlene Bohrungsdurchmesser siehe Ausklpseiten des Kataloges Jabro Werkzeuge im MN Planfräsen: = 0,02-0,04, fz: Werte fürs Nutenfräsen wählen, = Werte fürs Nutenfräsen wählen + 30 %,,max = Dc - 2 x r 1, d. h. max. Schnittbreite = Durchmesser - 2x Eckenradius. - Empfohlene Kühlung: Emulsion. Alle Schnittdaten sind Richtwerte 24
25 HPM JHP750 Schaftfräser mit Eckenradius Toleranzen: dmm = h5 Dc = -0,02/-0,04 mm r 1 = +/-0,02 mm A B C Abmessungen in mm Typ Best.-Nr. Abb. A/B/C Dc dmm l 2 l 3 r 1 r 2 Weldon zn JHP750-TRIBON R020.0-TRIBON A ,05 0,2 2 4 Nein R020.0-TRIBON B ,5 0,1 0,2 2 - Nein R020.0-TRIBON A ,15 0,2 2 5 Nein R030.0-TRIBON A ,5 0,2 0,3 2 3 Nein R030.0-TRIBON B ,2 0,3 2 - Nein R040-TRIBON B ,3 0,4 2 - Ja R040.0-TRIBON B ,3 0,4 2 - Nein 4 750K080R040-TRIBON C ,4 - - Ja 4 750K080R040.0-TRIBON C ,4 - - Nein R040-TRIBON B ,3 0,4 2 - Ja R080-TRIBON B ,3 0,8 2 - Ja R200-TRIBON B ,3 2* 2 - Ja R040.0-TRIBON B ,3 0,4 2 - Nein R080.0-TRIBON B ,3 0,8 2 - Nein R200.0-TRIBON B ,3 2* 2 - Nein 4 750K100R040-TRIBON C ,4 - - Ja 4 750K100R150-TRIBON C ,5 - - Ja 4 750K100R040.0-TRIBON C ,4 - - Nein 4 750K100R150.0-TRIBON C ,5 - - Nein R040-TRIBON B ,3 0,4 3 - Ja R080-TRIBON B ,3 0,8 3 - Ja R200-TRIBON B ,3 2* 3 - Ja R310-TRIBON B ,3 3,1* 3 - Ja R040.0-TRIBON B ,3 0,4 3 - Nein R080.0-TRIBON B ,3 0,8 3 - Nein R200.0-TRIBON B ,3 2* 3 - Nein R310.0-TRIBON B ,3 3,1* 3 - Nein 4 750K120R040-TRIBON C ,4 - - Ja 4 750K120R150-TRIBON C ,5 - - Ja 4 750K120R040.0-TRIBON C ,4 - - Nein 4 750K120R150.0-TRIBON C ,5 - - Nein R080-TRIBON B ,3 0,8 4 - Ja R250-TRIBON B ,3 2,5* 4 - Ja R080.0-TRIBON B ,3 0,8 4 - Nein R250.0-TRIBON B ,3 2,5* 4 - Nein R040-TRIBON B ,3 0,4 4 - Ja R080-TRIBON B ,3 0,8 4 - Ja R200-TRIBON B , Ja R310-TRIBON B ,3 3,1* 4 - Ja R400-TRIBON B ,3 4* 4 - Ja R040.0-TRIBON B ,3 0,4 4 - Nein R080.0-TRIBON B ,3 0,8 4 - Nein R200.0-TRIBON B , Nein R310.0-TRIBON B ,3 3,1* 4 - Nein R400.0-TRIBON B ,3 4* 4 - Nein 4 750K160R040-TRIBON C ,4 - - Ja 4 750K160R150-TRIBON C ,5 - - Ja 4 750K160R310-TRIBON C ,1* - - Ja 4 750K160R400-TRIBON C * - - Ja 4 750K160R040.0-TRIBON C ,4 - - Nein 4 750K160R150.0-TRIBON C ,5 - - Nein 4 * Wenn der Eckenradius >15% von Dc dann = -30%, fz = -20% beim Nutenfräsen (siehe gesonderte Schnittwerttabellen). Erläuterung der Symbole siehe Seiten im Katalog Jabro Werkzeuge des MN
26 HPM JHP750 Schaftfräser mit Eckenradius Abmessungen in mm Typ Best.-Nr. Abb. A/B/C Dc dmm l 2 l 3 r 1 r 2 Weldon zn JHP750-TRIBON 750K160R310.0-TRIBON C ,1* - - Nein 4 750K160R400.0-TRIBON C * - - Nein R250-TRIBON B ,3 2,5 4 - Ja R250.0-TRIBON B ,3 2,5 4 - Nein R080-TRIBON B ,3 0,8 4 - Ja R200-TRIBON B , Ja R310-TRIBON B ,3 3,1* 4 - Ja R400-TRIBON B ,3 4* 4 - Ja R080.0-TRIBON B ,3 0,8 4 - Nein R200.0-TRIBON B , Nein R310.0-TRIBON B ,3 3,1* 4 - Nein R400.0-TRIBON B ,3 4* 4 - Nein 4 750K200R080-TRIBON C ,8 - - Ja 4 750K200R310-TRIBON C ,1* - - Ja 4 750K200R400-TRIBON C * - - Ja 4 750K200R080.0-TRIBON C ,8 - - Nein 4 750K200R310.0-TRIBON C ,1* - - Nein 4 750K200R400.0-TRIBON C * - - Nein 4 750K250R050-TRIBON C ,5 - - Ja 4 750K250R100-TRIBON C Ja 4 750K250R200-TRIBON C Ja 4 750K250R400-TRIBON C Ja 4 * Wenn der Eckenradius >15% von Dc dann = -30%, fw = -20% beim Nutenfräsen (siehe gesonderte Schnittwerttabellen). Erläuterung der Symbole siehe Seiten im Katalog Jabro Werkzeuge des MN
27 Schnittdaten HPM JHP490 Standard ( = 1 ) Nutenfräsen* Dc (mm) 16 1,00 1, ,00 1, zn = 2 zn = 3 n (min -1 ) fz (mm) 0,200 0,240 0,320 0,400 0,500 0,240 0,320 0,400 0,500 vf (mm/min) n (min -1 ) fz (mm) 0,200 0,240 0,320 0,400 0,500 0,240 0,320 0,400 0,500 vf (mm/min) * Wenn der Eckenradius >1,0 mm, = - 50% und fz = -20% reduzieren. JHP490 Lang ( = 2 ) Nutenfräsen* Dc (mm) 16 1,50 1, ,20 1, * Wenn der Eckenradius >1,0 mm, = - 50% und fz = - 20% reduzieren. JHP490 Standard ( = 1 ) Eckfräsen schruppen 16 MAX 0, MAX 0, zn = 2 zn = 3 n (min -1 ) fz (mm) 0,150 0,180 0,240 0,300 0,375 0,180 0,240 0,300 0,375 vf (mm/min) n (min -1 ) fz (mm) 0,150 0,180 0,240 0,300 0,375 0,180 0,240 0,300 0,375 vf (mm/min) Dc (mm) zn = 2 zn = 3 n (min -1 ) fz (mm) 0,200 0,240 0,320 0,400 0,500 0,240 0,320 0,400 0,500 vf (mm/min) n (min -1 ) fz (mm) 0,200 0,240 0,320 0,400 0,500 0,240 0,320 0,400 0,500 vf (mm/min) JHP490 Lang ( = 2 ) Eckfräsen schruppen Dc (mm) 16 2,00 0, ,00 0, zn = 2 zn = 3 n (min -1 ) fz (mm) 0,200 0,240 0,320 0,400 0,500 0,240 0,320 0,400 0,500 vf (mm/min) n (min -1 ) fz (mm) 0,200 0,240 0,320 0,400 0,500 0,240 0,320 0,400 0,500 vf (mm/min) JHP490 Standard und Lang Bohrzirkular/Planfräsen/Einwärtskopieren Dc (mm) 16 0,50 1, ,50 1, zn = 2 zn = 3 n (min -1 ) fz (mm) 0,070 0,084 0,112 0,140 0,175 0,084 0,112 0,140 0,175 vf (mm/min) n (min -1 ) fz (mm) 0,070 0,084 0,112 0,140 0,175 0,084 0,112 0,140 0,175 vf (mm/min) Empfohlene Kühlung = Emulsion - Max Spindeldrehzahl einsetzen, wenn die angegebenen Werte die Möglichkeiten der Maschine überschreiten. - Alle Schnittdaten sind Richtwerte. - Bohren: vf = 70% von Bohrzirkular/Planfräsen/Einwärtskopieren. 27
28 HPM JHP490 Schaftfräser mit Eckenradius und Schruppverzahnung Toleranzen: m = h5 c = 0,02/ 0,1 mm 1 = +/-0,03 mm A B Abmessungen in mm Typ Best.-Nr. Abb. A/B Dc dmm l 2 l 3 r 1 r 2 Weldon zn JHP490-MEGA-T 490V100R050Z2A-MEGA-T A ,5 0,5 2 Ja 2 490V100R050Z2.0A-MEGA-T A ,5 0,5 2 Nein 2 490V100R100Z2A-MEGA-T A ,5 1 2 Ja 2 490V100R100Z2.0A-MEGA-T A ,5 1 2 Nein 2 490V100R200Z2.0A-MEGA-T A ,5 2 2 Nein 2 490V100R310Z2.0A-MEGA-T A ,5 3,1 2 Nein R100Z2A-MEGA-T B Ja 2 490VL100R100Z2.0A-MEGA-T A ,5 1 2 Nein 2 490VL100R310Z2.0A-MEGA-T A ,5 3,1 2 Nein 2 490V120R050Z2A-MEGA-T A ,5 0,5 2 Ja 2 490V120R100Z2A-MEGA-T A ,5 1 2 Ja 2 490V120R100Z2.0A-MEGA-T A ,5 1 2 Nein 2 490V120R200Z2.0A-MEGA-T A ,5 2 2 Nein 2 490V120R310Z2.0A-MEGA-T A ,5 3,1 2 Nein R100Z2A-MEGA-T B Ja 2 490VL120R050Z2.0A-MEGA-T A ,5 0,5 2 Nein 2 490VL120R050Z3.0A-MEGA-T A ,5 0,5 2 Nein 3 490VL120R100Z2.0A-MEGA-T A ,5 1 2 Nein 2 490VL120R310Z2.0A-MEGA-T A ,5 3,1 2 Nein 2 490V160R050Z3A-MEGA-T A ,75 0,5 4 Ja 3 490V160R050Z3.0A-MEGA-T A ,75 0,5 4 Nein 3 490V160R100Z3A-MEGA-T A , Ja 3 490V160R100Z3.0A-MEGA-T A , Nein 3 490V160R200Z3A-MEGA-T A , Ja 3 490V160R200Z3.0A-MEGA-T A , Nein 3 490V160R310Z3.0A-MEGA-T A ,75 3,1 4 Nein 3 490V160R400Z3.0A-MEGA-T A , Nein R200Z2A-MEGA-T B Ja R200Z3A-MEGA-T B Ja 3 490VL160R050Z2.0A-MEGA-T A ,75 0,5 4 Nein 2 490VL160R050Z3.0A-MEGA-T A ,75 0,5 4 Nein 3 490VXL160R200Z2.0A-MEGA-T A , Nein 2 490VXL160R200Z3.0A-MEGA-T A , Nein 3 490VXL160R310Z2.0A-MEGA-T A ,75 3,1 4 Nein 2 490VXL160R400Z2.0A-MEGA-T A , Nein 2 490VXL160R600Z2.0A-MEGA-T A , Nein 2 490V200R050Z2A-MEGA-T A ,5 4 Ja 2 490V200R050Z2.0A-MEGA-T A ,5 4 Nein 2 490V200R050Z3A-MEGA-T A ,5 4 Ja 3 490V200R050Z3.0A-MEGA-T A ,5 4 Nein 3 490V200R200Z2A-MEGA-T A Ja 2 490V200R200Z2.0A-MEGA-T A Nein 2 490V200R200Z3A-MEGA-T A Ja 3 490V200R200Z3.0A-MEGA-T A Nein 3 490V200R310Z3A-MEGA-T A ,1 4 Ja 3 490V200R310Z3.0A-MEGA-T A ,1 4 Nein R200Z2A-MEGA-T B Ja R200Z3A-MEGA-T B Ja 3 490VL200R200Z3.0A-MEGA-T A Nein 3 490VXL200R200Z2.0A-MEGA-T A Nein 2 490VXL200R200Z3.0A-MEGA-T A Nein 3 Erläuterung der Symbole siehe Seiten im Katalog Jabro Werkzeuge des MN
29 HPM JHP490 Schaftfräser mit Eckenradius und Schruppverzahnung Abmessungen in mm Typ Best.-Nr.. Abb. A/B Dc dmm l 2 l 3 r 1 r 2 Weldon zn JHP490-MEGA-T 490VXL200R310Z2.0A-MEGA-T A ,1 4 Nein 2 490VXL200R400Z2.0A-MEGA-T A Nein 2 490VXL200R600Z2.0A-MEGA-T A Nein 2 490V250R050Z2A-MEGA-T A ,5 5 Ja 2 490V250R050Z2.0A-MEGA-T A ,5 5 Nein 2 490V250R050Z3A-MEGA-T A ,5 5 Ja 3 490V250R050Z3.0A-MEGA-T A ,5 5 Nein R200Z3A-MEGA-T B Ja R310Z2A-MEGA-T B ,1 - Ja R310Z3A-MEGA-T B ,1 - Ja 3 490VL250R310Z3.0A-MEGA-T A ,1 5 Nein 3 490VL250R400Z3.0A-MEGA-T A Nein 3 490VXL250R050Z3.0A-MEGA-T A ,5 5 Nein 3 490VXL250R310Z3.0A-MEGA-T A ,1 5 Nein 3 490VXL250R400Z3.0A-MEGA-T A Nein 3 490VXXL250R310Z2.0AMEGA-T A ,1 5 Nein 2 490VXXL250R200Z3.0AMEGA-T A Nein 3 490VXXL250R310Z3.0AMEGA-T A ,1 5 Nein 3 490VXXL250R400Z3.0AMEGA-T A Nein 3 490VXXL250R500Z3.0AMEGA-T A Nein 3 490VXXL250R600Z3.0AMEGA-T A Nein 3 Erläuterung der Symbole siehe Seiten im Katalog Jabro Werkzeuge des MN
30 WERKZEUGE NACH KUNDENWUNSCH, MODIFIZIERTE UND NACHGESCHLIFFENE WERKZEUGE Werkzeuge nach Kundenwunsch Ein spezieller Servicebereich von ist die Lieferung von Werkzeugen nach Kundenwunsch für sämtliche High-Tech Industrien in den unterschiedlichsten Segmenten wie z. B. Luft- und Raumfahrt, Energiegewinnung sowie Medizintechnik. Ingenieure arbeiten hier eng mit den Kunden zusammen, um die bestmöglichen Lösungen für Bearbeitungsaufgaben zu schaffen, die weit über den Einsatz von Standardwerkzeugen hinausgehen. Ein besonderes Leistungsmerkmal von ist die schnelle Umsetzung vom Angebot bis zum fertigen Produkt sowie die technische Begleitung von der Planungsphase bis zum Serieneinsatz. Custom Design - Modifizierte Werkzeuge Für spezielle geometrische Anforderungen bietet die Möglichkeit einer schnellen Modifizierung auf Basis von Standardwerkzeugen an. Weldon Außendurchmesser- Reduzierung Radius/ Fase vergrößern Custom Design: l 3 vergrößern l 2 kürzen Recondition - Alles aus einer Hand bietet seinen Kunden als Komplettservice die Wiederaufbereitung von verschlissenen Vollhartmetallwerkzeugen an. Die Werkzeuge werden dabei in der original Jabro-Vollhartmetall-Ausführung (Geometrie und Beschichtung) aufbereitet. Jabro-Werkzeuge können normalerweise dreimal nachgeschliffen werden. Weitere Informationen zu Werkzeugen nach Kundenwunsch, modifizierten und nachgeschliffenen Werkzeugen erhalten Sie bei Ihrem zuständigen Veraufsbüro. 30
JABRO SOLID² JS564 UND JS565 ZEITSPANVOLUMEN DEUTLICH ERHÖHEN DYNAMISCHES FRÄSEN
 JABRO SOLID² JS564 UND JS565 ZEITSPANVOLUMEN DEUTLICH ERHÖHEN DYNAMISCHES FRÄSEN WERKZEUG- BAHNEN OPTIMIEREN SCHNELLER & PRODUKTIVER NEUE VOLLHARTMETALLFRÄSER JS564 UND JS565 Die neue Generation der Vollhartmetallfräser
JABRO SOLID² JS564 UND JS565 ZEITSPANVOLUMEN DEUTLICH ERHÖHEN DYNAMISCHES FRÄSEN WERKZEUG- BAHNEN OPTIMIEREN SCHNELLER & PRODUKTIVER NEUE VOLLHARTMETALLFRÄSER JS564 UND JS565 Die neue Generation der Vollhartmetallfräser
Begriffserklärung und Formeln Fräsen
 Werkzeuge mit ISO-Elementen Begriffserklärung und Formeln Fräsen Begriffserklärung und Formeln Fräsen Dc [] κ A A 90 B 75 D c Mittenrauwert Ra [µm] ap [] Mittlere Rautiefe Rz [µm] ae [] Anzahl der Schneiden
Werkzeuge mit ISO-Elementen Begriffserklärung und Formeln Fräsen Begriffserklärung und Formeln Fräsen Dc [] κ A A 90 B 75 D c Mittenrauwert Ra [µm] ap [] Mittlere Rautiefe Rz [µm] ae [] Anzahl der Schneiden
Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw.
 für Stahl, Grauguss, rostfreie Stähle, usw.") Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. Sonder-liste gültig bis 30.09. Produkterweiterung mit 330 Variationen VOLL HARTMETALL SCHAFTFRÄSER
Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. Sonder-liste gültig bis 30.09. Produkterweiterung mit 330 Variationen VOLL HARTMETALL SCHAFTFRÄSER
Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw.
 für Stahl, Grauguss, rostfreie Stähle, usw.") Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. Sonder-liste gültig bis 3.. Produkterweiterung mit 330 Variationen VOLL HARTMETALL SCHAFTFRÄSER
Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. Sonder-liste gültig bis 3.. Produkterweiterung mit 330 Variationen VOLL HARTMETALL SCHAFTFRÄSER
Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw.
 für Stahl, Grauguss, rostfreie Stähle, usw.") Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. Sonder-liste gültig vom 0.. bis 3.03.9 Änderungen, Zwischenverkauf und Irrtümer vorbehalten.
Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. Sonder-liste gültig vom 0.. bis 3.03.9 Änderungen, Zwischenverkauf und Irrtümer vorbehalten.
Typen. Testbericht Seite 1. Schnittwerte Seite 10. Beschreibung der Symbole Seite 21. Materialgruppen Seite 22 C42 C43 C44 H52 H53 H54
 Testbericht Seite 1 Typen Kat-Nr. Bezeichnung Beschichtungen Seite C C C H H H NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo
Testbericht Seite 1 Typen Kat-Nr. Bezeichnung Beschichtungen Seite C C C H H H NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo
Jongen UNI-MILL VHC-Fräser
 Jongen Werkzeugtechnik Jongen UNI-MILL VHC-Fräser Trochoidales Fräsen auf höchstem Niveau Jongen UNI-MILL VHC-Fräser Statisches sowie dynamisches "trochoidales Fräsen", ist eine Kombination aus Zirkular-
Jongen Werkzeugtechnik Jongen UNI-MILL VHC-Fräser Trochoidales Fräsen auf höchstem Niveau Jongen UNI-MILL VHC-Fräser Statisches sowie dynamisches "trochoidales Fräsen", ist eine Kombination aus Zirkular-
NPA. Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie. Produktneuheiten NEU NEU 2XD 3XD 4XD 6XD. Seite 1 / 8
 NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
NPA. Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie. Produktneuheiten NEU NEU 2XD 3XD 4XD 6XD. Seite 1 / 8
 NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw.
 für Stahl, Grauguss, rostfreie Stähle, usw.") Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. V Plus Sonder-liste gültig vom 0.. bis 3.03.9 Änderungen, Zwischenverkauf und Irrtümer
Führend durch Innovationen Hochleistungs- VHM-Fräser (HPC-Ausführung) für Stahl, Grauguss, rostfreie Stähle, usw. V Plus Sonder-liste gültig vom 0.. bis 3.03.9 Änderungen, Zwischenverkauf und Irrtümer
NEU ENTWICKELTES DESIGN!
 Führend durch Innovationen VOLL HARTMETALL SCHAFTFRÄSER NEU ENTWICKELTES DESIGN! Die für rostfreie Stähle, Baustähle, Gusseisen und niedrig- bis mittelharte Materialien unter HRc40, haben ein einzigartiges
Führend durch Innovationen VOLL HARTMETALL SCHAFTFRÄSER NEU ENTWICKELTES DESIGN! Die für rostfreie Stähle, Baustähle, Gusseisen und niedrig- bis mittelharte Materialien unter HRc40, haben ein einzigartiges
VHM-Fräser UNI / INOX. Enrich your performance. alle Ausführungen jetzt auch scharfkantig lieferbar. Erweitertes Programm: Erweiterung: INOX kurz
 Erweitertes Progra: Erweiterung: INOX kurz alle Ausführungen jetzt auch scharfkantig lieferbar VHM-Fräser UNI / INOX alle Artikel ab Lager lieferbar Enrich your performance. Exklusiv bei: 175484 kurz,
Erweitertes Progra: Erweiterung: INOX kurz alle Ausführungen jetzt auch scharfkantig lieferbar VHM-Fräser UNI / INOX alle Artikel ab Lager lieferbar Enrich your performance. Exklusiv bei: 175484 kurz,
Neu von Gühring: Der RF 100 Diver
 RAMPEN BOHREN NUTEN SCHRUPPEN SCHLICHTEN 1 Fräser 5 Anwendungen Neu von Gühring: Der RF 100 Diver Für Kunden mit ständig wechselnden Anforderungen an Werkzeuge und einem hohen Bedarf an Flexibilität bei
RAMPEN BOHREN NUTEN SCHRUPPEN SCHLICHTEN 1 Fräser 5 Anwendungen Neu von Gühring: Der RF 100 Diver Für Kunden mit ständig wechselnden Anforderungen an Werkzeuge und einem hohen Bedarf an Flexibilität bei
VHM HPC-FRÄSER IN KURZ, LANG & ÜBERLANG
 VHM HPC-FRÄSER IN KURZ, LANG & ÜBERLANG INGERSOLL WERKZEUGE GMBH DAS UNTERNEHMEN Ingersoll Werkzeuge GmbH ist der Spezialist für extrem weich schneidende Fräswerkzeuge in Standard- und Sonderausführung.
VHM HPC-FRÄSER IN KURZ, LANG & ÜBERLANG INGERSOLL WERKZEUGE GMBH DAS UNTERNEHMEN Ingersoll Werkzeuge GmbH ist der Spezialist für extrem weich schneidende Fräswerkzeuge in Standard- und Sonderausführung.
März 2012 Händlerinformation 07/2012
 Mit den EXN6 Schaftfräsern und TXN6 Aufsteckfräsern erweitert Tungaloy die Dofeed Fräser Serie. Diese innovative Generation von Hochvorschubfräsern ist so auch für tlere bis große Bearbeitungszentren geeignet.
Mit den EXN6 Schaftfräsern und TXN6 Aufsteckfräsern erweitert Tungaloy die Dofeed Fräser Serie. Diese innovative Generation von Hochvorschubfräsern ist so auch für tlere bis große Bearbeitungszentren geeignet.
PowerMill B24. Jongen Werkzeugtechnik
 PowerMill B24 Jongen Werkzeugtechnik MERKMALE: Extrem hohe Vorschübe bei axialen Zustellungen a P bis 1,0 mm Positive Schneidengeometrie durch Spanleitstufe an der Wendeplatte 4 Schneiden pro Wendeschneidplatte
PowerMill B24 Jongen Werkzeugtechnik MERKMALE: Extrem hohe Vorschübe bei axialen Zustellungen a P bis 1,0 mm Positive Schneidengeometrie durch Spanleitstufe an der Wendeplatte 4 Schneiden pro Wendeschneidplatte
Jongen Werkzeugtechnik. VHM 474W Ti10
 Jongen Werkzeugtechnik VHM 474W Ti10 Das Werkzeug VHM 474W Ti10 Steifere und dynamischere Maschinen, stabilere und konstantere Eingriffsverhältnisse, sowie modernste Frässtrategien machen schnittfreudigere
Jongen Werkzeugtechnik VHM 474W Ti10 Das Werkzeug VHM 474W Ti10 Steifere und dynamischere Maschinen, stabilere und konstantere Eingriffsverhältnisse, sowie modernste Frässtrategien machen schnittfreudigere
Hartmetallkompetenz. für höchste Ansprüche: MADE IN GERMANY
 Hartmetallkompetenz für höchste Ansprüche: MADE IN GERMANY Hartmetallsorten K-40XF K-40UF K-44UF K-20F K-88UF K-6UF K-55SF K-5UF ISO-Bereich K30-K40 K30-K40 K20-K30 K20-K30 K10-K20 K05-K10 K05-K10 K05
Hartmetallkompetenz für höchste Ansprüche: MADE IN GERMANY Hartmetallsorten K-40XF K-40UF K-44UF K-20F K-88UF K-6UF K-55SF K-5UF ISO-Bereich K30-K40 K30-K40 K20-K30 K20-K30 K10-K20 K05-K10 K05-K10 K05
Steigern Sie Ihre Produktivität. High-Feed Fräsen
 Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
SuperF-UT. Span um Span Spitze. Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung. Erweitertes Programm Ausgabe 2012
 Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2012 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Übersicht Typ Norm Oberfläche Drallsteigung
Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2012 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Übersicht Typ Norm Oberfläche Drallsteigung
HARTMANN HAT`S. Vollhartmetall-Hochleistungsfräser 2 x D - 3 x D - 4 x D zur trochoidalen Bearbeitung
 HARTMANN HAT`S Vollhartmetall-Hochleistungsfräser 2 x D - 3 x D - 4 x D zur trochoidalen Bearbeitung Gültig bis 31.03.2018 Schneidbereich geometrisch gewuchtet Super Precision Surface Finishing Fritz Hartmann
HARTMANN HAT`S Vollhartmetall-Hochleistungsfräser 2 x D - 3 x D - 4 x D zur trochoidalen Bearbeitung Gültig bis 31.03.2018 Schneidbereich geometrisch gewuchtet Super Precision Surface Finishing Fritz Hartmann
GP VHM-Hochleistungsfräser UNI. Alle Werkzeuge ab Lager lieferbar!
 GP -Hochleistungsfräser Alle Werkzeuge ab Lager lieferbar! - HOCHLEISTU Das Werkzeug-Konzep ungleich gedrallt sehr hohe Laufruhe extrem hohe Zerspanleistung universelles Werkzeug für Schrupp- und Schlichtarbeiten
GP -Hochleistungsfräser Alle Werkzeuge ab Lager lieferbar! - HOCHLEISTU Das Werkzeug-Konzep ungleich gedrallt sehr hohe Laufruhe extrem hohe Zerspanleistung universelles Werkzeug für Schrupp- und Schlichtarbeiten
NPA. Erweiterung der HELI 3 MILL HM390 Linie: Werkzeuge für Wendeschneidplatten mit 5 mm Schneidenlänge. Produktneuheiten.
 NPA Produktneuheiten Seite 1 / 10 Erweiterung der HELI 3 MILL HM390 Linie: Werkzeuge für Wendeschneidplatten mit 5 mm Schneidenlänge Seite 2 / 10 NEU Positive Wendeschneidplatten mit 3 helikalen Schneidkanten
NPA Produktneuheiten Seite 1 / 10 Erweiterung der HELI 3 MILL HM390 Linie: Werkzeuge für Wendeschneidplatten mit 5 mm Schneidenlänge Seite 2 / 10 NEU Positive Wendeschneidplatten mit 3 helikalen Schneidkanten
Jongen Werkzeugtechnik. Das Frässystem. Type 75
 Jongen Werkzeugtechnik Das Frässystem Type 75 Das Werkzeug > Eckfräsprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Eigenschaften Multifunktionales Eck-, Nuten-
Jongen Werkzeugtechnik Das Frässystem Type 75 Das Werkzeug > Eckfräsprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Eigenschaften Multifunktionales Eck-, Nuten-
maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN!
 maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN! Das Werkzeug Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Einsatzgebiete sind
maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN! Das Werkzeug Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Einsatzgebiete sind
- Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen
 6 X-Speed(-21)_9x_6 X-Speed(-21).. :7 Seite VHM Being the best through innovation OUGHE FÄSE - Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen 6 X-Speed(-21)_9x_6 X-Speed(-21).. :7
6 X-Speed(-21)_9x_6 X-Speed(-21).. :7 Seite VHM Being the best through innovation OUGHE FÄSE - Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen 6 X-Speed(-21)_9x_6 X-Speed(-21).. :7
Sumi Dual Mill TSX-Serie
 TOOLING NEWS D-145 Hocheffizienter und hochpräziser Tangential-Schulterfräser Sumi Dual Mill TSX-Serie M K N S H Sumi Dual Mill Serie TSX-Typ l l l Allgemeine Eigenschaften Hocheffizienter und hochpräziser
TOOLING NEWS D-145 Hocheffizienter und hochpräziser Tangential-Schulterfräser Sumi Dual Mill TSX-Serie M K N S H Sumi Dual Mill Serie TSX-Typ l l l Allgemeine Eigenschaften Hocheffizienter und hochpräziser
Noch mehr Erweiterungen siehe Inhaltsverzeichnis! Alle Werkzeuge ab Lager lieferbar! GP VHM-Hochleistungsbohrer GP VHM-Hochleistungsfräser MUST HAVE!
 2016 Noch mehr Erweiterungen siehe Inhaltsverzeichnis! Alle Werkzeuge ab Lager lieferbar! GP -Hochleistungsbohrer GP -Hochleistungsfräser HAVE! MUST - HOCHLEISTUNGSBOHRER Seite Neu ab 1,00! 102731 HA,
2016 Noch mehr Erweiterungen siehe Inhaltsverzeichnis! Alle Werkzeuge ab Lager lieferbar! GP -Hochleistungsbohrer GP -Hochleistungsfräser HAVE! MUST - HOCHLEISTUNGSBOHRER Seite Neu ab 1,00! 102731 HA,
MEGA-Spike-Drill-Uni Programm erweitert
 Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2017 2 MILLER Neuheiten 2017 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2017 2 MILLER Neuheiten 2017 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
Jongen Werkzeugtechnik GmbH & Co. KG. Das Eckfrässystem FP 49. Zustellung bis. ap = 17mm möglich!
 Jongen Werkzeugtechnik GmbH & Co. KG Das Eckfrässystem FP 49 Zustellung bis ap = 17mm möglich! Das Werkzeug F Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und
Jongen Werkzeugtechnik GmbH & Co. KG Das Eckfrässystem FP 49 Zustellung bis ap = 17mm möglich! Das Werkzeug F Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und
HPC HDM für schwer zerspanbares Material. VHM-Fräser für hohe Werkzeugstandzeiten bei bester Prozesssicherheit
 für schwer zerspanbares Material VHM-Fräser für hohe Werkzeugstandzeiten bei bester Prozesssicherheit Hpc high performance cutting high dynamic milling Stellen Sie einfach die Formel um Und dann Ihre Maschinen.
für schwer zerspanbares Material VHM-Fräser für hohe Werkzeugstandzeiten bei bester Prozesssicherheit Hpc high performance cutting high dynamic milling Stellen Sie einfach die Formel um Und dann Ihre Maschinen.
NPA. Produktinformation. Neue Schaftfräser und Planfräser für die kleine IQ845 SYHU 0503-Wendeschneidplatte METRISCH JAN 2015.
 NPA Produktinformation Seite 1 / 9 Neue Schaftfräser und Planfräser für die kleine IQ845 SYHU 0503-Wendeschneidplatte Seite 2 / 9 ISCAR ergänzt die DOVEIQMILL 845-Linie um die kleine, doppelseitige Wendeschneidplatte
NPA Produktinformation Seite 1 / 9 Neue Schaftfräser und Planfräser für die kleine IQ845 SYHU 0503-Wendeschneidplatte Seite 2 / 9 ISCAR ergänzt die DOVEIQMILL 845-Linie um die kleine, doppelseitige Wendeschneidplatte
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser
 High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, KMG 405. Suitable for roughing
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, KMG 405. Suitable for roughing
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser
 High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, MG 405. Suitable for roughing
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, MG 405. Suitable for roughing
SuperF-UT. Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung. Erweitertes Programm Ausgabe Span um Span Spitze
 Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2011 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Vorteile Ungleiche Drallsteigung für mehr Leistung
Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2011 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Vorteile Ungleiche Drallsteigung für mehr Leistung
Produkterweiterung. Produktinformation 23/2014G. Produktinformation 03/2015G. Planfrässystem für höchste Wirtschaftlichkeit
 Produkterweiterung Produktinformation 23/2014G Produktinformation 03/2015G Planfrässystem für höchste Wirtschaftlichkeit Produkterweiterung OWMT0807**ER-ML OWMT0807**ER-HJ Neue positive Wendeschneidplatten
Produkterweiterung Produktinformation 23/2014G Produktinformation 03/2015G Planfrässystem für höchste Wirtschaftlichkeit Produkterweiterung OWMT0807**ER-ML OWMT0807**ER-HJ Neue positive Wendeschneidplatten
Jongen Werkzeugtechnik. Das Frässystem. Type B17
 Jongen Werkzeugtechnik Das Frässystem Type B17 DAS WERKZEUG > Eckfräsprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. EIGENSCHAFTEN Multifunktionales Eck-, Nuten-
Jongen Werkzeugtechnik Das Frässystem Type B17 DAS WERKZEUG > Eckfräsprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. EIGENSCHAFTEN Multifunktionales Eck-, Nuten-
FRÄSEN D 214. CoroMill Plura. Schruppen Vorschlichten Schlichten. Variable Spankanaltiefe
 CoroMill Plura Schruppen Vorschlichten Schlichten Variable Spankanaltiefe Verwendung des PluraGuide zur Auswahl des Werkzeugs und der korrekten Schnittdaten sowie zur Programmierung. Bestellnummer C-2948-117
CoroMill Plura Schruppen Vorschlichten Schlichten Variable Spankanaltiefe Verwendung des PluraGuide zur Auswahl des Werkzeugs und der korrekten Schnittdaten sowie zur Programmierung. Bestellnummer C-2948-117
VHM.46W & VHM.47W VHM.48W & VHM.49W
 Jongen Werkzeugtechnik VHM.46W & VHM.47W VHM.48W & VHM.49W die Hochleistungsschrupper VHM.48W &.49W Das Werkzeug Die Jongen UNI-MILL Vollhartmetall-Schruppfräser wurden speziell für die Schruppbearbeitung
Jongen Werkzeugtechnik VHM.46W & VHM.47W VHM.48W & VHM.49W die Hochleistungsschrupper VHM.48W &.49W Das Werkzeug Die Jongen UNI-MILL Vollhartmetall-Schruppfräser wurden speziell für die Schruppbearbeitung
Leistung satt Der neue FORMAT GT. Gültig bis
 Leistung satt Der neue FORMAT GT Gültig bis 30.04.2019 UNIVERSAL-Hochleistungsfräser Ab sofort kommen Sie schneller voran. Christopher Bailey/Hemera/Thinkstock 2 Das Werkzeug für die universelle Bearbeitung
Leistung satt Der neue FORMAT GT Gültig bis 30.04.2019 UNIVERSAL-Hochleistungsfräser Ab sofort kommen Sie schneller voran. Christopher Bailey/Hemera/Thinkstock 2 Das Werkzeug für die universelle Bearbeitung
FRÄSEN MIT HOHEN VORSCHÜBEN HÖHERE ZEITSPANVOLUMEN. HÖHERE PRODUKTIVITÄT. MAXIMALE ERGEBNISSE.
 FRÄSEN MIT HOHEN VORSHÜBEN HÖHERE ZEITSPANVOLUMEN. HÖHERE PRODUKTIVITÄT. MAXIMALE ERGEBNISSE. HERVORRAGENDES ERGEBNIS IN KÜRZERER BEARBEITUNGSZEIT Schneller. Günstiger. Effektiver. Der immer härtere Wettbewerb
FRÄSEN MIT HOHEN VORSHÜBEN HÖHERE ZEITSPANVOLUMEN. HÖHERE PRODUKTIVITÄT. MAXIMALE ERGEBNISSE. HERVORRAGENDES ERGEBNIS IN KÜRZERER BEARBEITUNGSZEIT Schneller. Günstiger. Effektiver. Der immer härtere Wettbewerb
Neue Möglichkeiten mit Mikrobearbeitung
 Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Menschen Anspruch Synergie. VHM-/PM-Schaftfräser. Stand 10.2015
 Menschen Anspruch Synergie VHM-/PM-Schaftfräser Stand 10.2015 MENSCHEN Zusammenarbeit in fairer Partnerschaft ANSPRUCH Gestriges in Frage stellen, um heute und morgen neue Lösungen zu erarbeiten SYNERGIE
Menschen Anspruch Synergie VHM-/PM-Schaftfräser Stand 10.2015 MENSCHEN Zusammenarbeit in fairer Partnerschaft ANSPRUCH Gestriges in Frage stellen, um heute und morgen neue Lösungen zu erarbeiten SYNERGIE
Das Fräsprogramm. für die. Aluminiumbearbeitung. Milling tools made by. Jongen
 Das Fräsprogramm für die Aluminiumbearbeitung Milling tools made by Jongen DIE WERKZEUGE FÜR DIE ALUMINIUMBEARBEITUNG Die Hochleistungswerkzeuge in der Plan- und Eckbearbeitung für Aluminium, Kunststoffe
Das Fräsprogramm für die Aluminiumbearbeitung Milling tools made by Jongen DIE WERKZEUGE FÜR DIE ALUMINIUMBEARBEITUNG Die Hochleistungswerkzeuge in der Plan- und Eckbearbeitung für Aluminium, Kunststoffe
FRÄSWERKZEUGE AUS VOLLHARTMETALL
 DE Precision Cutting Tools FRÄSWERKZEUGE AUS VOLLRTMETALL + NEUES KOMPLETTPROGRAMM 2017 SCHNYDER + MINDER AG Tel. 031 832 77 00 Fax. 031 832 77 05 info@smtools.ch ISO-Code P M K N S H Stahl, hochlegierter
DE Precision Cutting Tools FRÄSWERKZEUGE AUS VOLLRTMETALL + NEUES KOMPLETTPROGRAMM 2017 SCHNYDER + MINDER AG Tel. 031 832 77 00 Fax. 031 832 77 05 info@smtools.ch ISO-Code P M K N S H Stahl, hochlegierter
Inhalt. Allgemeines Index JABRO -HPM HPM (Hochleistungsbearbeitung)... JABRO -HFM HFM (Fräsen mit hohen Vorschüben)...
... JABRO -HFM HFM (Fräsen mit hohen Vorschüben)...") JABRO WERKZEUGE KATALOG & TECHNISCHER GUIDE 2011 DREHEN FRÄSEN JABRO WERKZEUGE BOHRUNGSBEARBEITUNG WERKZEUG-SYSTEME SECO-CAPTO Inhalt Allgemeines Index............................................ 3 Produkte.........................................
JABRO WERKZEUGE KATALOG & TECHNISCHER GUIDE 2011 DREHEN FRÄSEN JABRO WERKZEUGE BOHRUNGSBEARBEITUNG WERKZEUG-SYSTEME SECO-CAPTO Inhalt Allgemeines Index............................................ 3 Produkte.........................................
unschlagbar Vielseitig. GARANT MasterSteel Pickpocket Durchbrechen Sie extreme Leistungsgrenzen in allen Fräs-Disziplinen.
 IOVATIO reise zzgl. MwSt., gültig bis 31. 07. 17 unschlagbar Vielseitig. GARAT ickpocket Durchbrechen Sie extreme Leistungsgrenzen in allen Fräs-Disziplinen. GARAT ickocket www.hoffmann-group.com Vielfalt
IOVATIO reise zzgl. MwSt., gültig bis 31. 07. 17 unschlagbar Vielseitig. GARAT ickpocket Durchbrechen Sie extreme Leistungsgrenzen in allen Fräs-Disziplinen. GARAT ickocket www.hoffmann-group.com Vielfalt
DFC-Eckfräser. Neues Design für zuverlässige Zerspanung Wendeschneidplatten mit 6 nutzbaren Schneiden. Sumi Dual Mill - Serie
 TOOLING NEWS D-131 P M K N S H Sumi Dual Mill - Serie DFC-Eckfräser Neues Design für zuverlässige Zerspanung Wendeschneidplatten mit 6 nutzbaren Schneiden Fräser für stabile und zuverlässige Bearbeitung
TOOLING NEWS D-131 P M K N S H Sumi Dual Mill - Serie DFC-Eckfräser Neues Design für zuverlässige Zerspanung Wendeschneidplatten mit 6 nutzbaren Schneiden Fräser für stabile und zuverlässige Bearbeitung
Alle Werkzeuge ab Lager lieferbar!
 2018 Alle Werkzeuge ab Lager lieerbar! GP -Hochleistungsbohrer GP -Hochleistungsräser - HOCHLEISTUNGSBOHRER Seite 102731 HA, 3 D 6 102732 HB, 3 D 6 102736 HA, 3 D, 7 mit Innenkühlung 102737 HB, 3 D, 7
2018 Alle Werkzeuge ab Lager lieerbar! GP -Hochleistungsbohrer GP -Hochleistungsräser - HOCHLEISTUNGSBOHRER Seite 102731 HA, 3 D 6 102732 HB, 3 D 6 102736 HA, 3 D, 7 mit Innenkühlung 102737 HB, 3 D, 7
Jongen Werkzeugtechnik. Jongen UNI-MILL Vollhartmetall-Bohrer VHB DR20. 5xD
 Jongen Werkzeugtechnik Jongen UNI-MILL Vollhartmetall-Bohrer VHB 55505 DR20 5xD 1 Die Werkzeuge Diese Jongen-Vollhartmetall-Bohrwerkzeuge wurden speziell für das universelle Bohren unterschiedlichster
Jongen Werkzeugtechnik Jongen UNI-MILL Vollhartmetall-Bohrer VHB 55505 DR20 5xD 1 Die Werkzeuge Diese Jongen-Vollhartmetall-Bohrwerkzeuge wurden speziell für das universelle Bohren unterschiedlichster
VOX400. VOX-Fräser mit 8-schneidiger Tangential- Wendeschneidplatte für höchste Effizienz. Neuer Eckfräser für Gusseisen B183D
 Eckfräser der neuen Generation für das Fräsen von Gusseisen Update B183D Neuer Eckfräser für Gusseisen VOX-Fräser mit 8-schneidiger Tangential- Wendeschneidplatte für höchste Effizienz. Tangentiale WSP
Eckfräser der neuen Generation für das Fräsen von Gusseisen Update B183D Neuer Eckfräser für Gusseisen VOX-Fräser mit 8-schneidiger Tangential- Wendeschneidplatte für höchste Effizienz. Tangentiale WSP
Jongen Werkzeugtechnik. Nutztiefe 3 x D. Drilling by JONGEN. BP 04 bis 12
 Jongen Werkzeugtechnik Nutztiefe 3 x D Drilling by JONGEN BP 04 bis 12 DAS WERKZEUG Jetzt neu bei Jongen: universell einsetzbarer Hochleistungs-Bohrer zum Einsatz auf Drehund Fräszentren. Er bietet höchste
Jongen Werkzeugtechnik Nutztiefe 3 x D Drilling by JONGEN BP 04 bis 12 DAS WERKZEUG Jetzt neu bei Jongen: universell einsetzbarer Hochleistungs-Bohrer zum Einsatz auf Drehund Fräszentren. Er bietet höchste
FRÄSEN MIT HOHEN VORSCHÜBEN MAXIMALES ZEITSPANVOLUMEN GARANTIERT
 FRÄSEN MIT HOHEN VORSCHÜBEN MAXIMALES ZEITSPANVOLUMEN GARANTIERT HOHE PRODUKTIVITÄT UND HOHE PROZESSSICHERHEIT Vom Programmierer bis zum Maschinenbediener sind die Anforderungen an Zerspanungsstrategien
FRÄSEN MIT HOHEN VORSCHÜBEN MAXIMALES ZEITSPANVOLUMEN GARANTIERT HOHE PRODUKTIVITÄT UND HOHE PROZESSSICHERHEIT Vom Programmierer bis zum Maschinenbediener sind die Anforderungen an Zerspanungsstrategien
Super MultiDrill XHGS-Serie
 TOOLING NEWS D-138 Hoch effizienter VHM-Bohrer zum Tieflochbohren Super MultiDrill XHGS-Serie Höhere Effizienz beim Tieflochbohren: 12D, 15D, 20D, 25D, 30D als Standard Geringere Schnittkräfte durch die
TOOLING NEWS D-138 Hoch effizienter VHM-Bohrer zum Tieflochbohren Super MultiDrill XHGS-Serie Höhere Effizienz beim Tieflochbohren: 12D, 15D, 20D, 25D, 30D als Standard Geringere Schnittkräfte durch die
Jongen Werkzeugtechnik GmbH & Co. KG FP 558. Planfräsen
 Jongen Werkzeugtechnik GmbH & Co. KG FP 558 Planfräsen Das Werkzeug Besonders ökonomisches Planfräswerkzeug für die Schruppbearbeitung Zustellung axial max. 5 mm bei effektiv 16 Schneiden Die Werkzeuge
Jongen Werkzeugtechnik GmbH & Co. KG FP 558 Planfräsen Das Werkzeug Besonders ökonomisches Planfräswerkzeug für die Schruppbearbeitung Zustellung axial max. 5 mm bei effektiv 16 Schneiden Die Werkzeuge
NPA. Erweiterung der HELIIQMILL 390Produktfamilie durch Wendeschneidplatten. mit segmentierten Schneidkanten. Produktneuheiten APRIL 2015 METRISCH
 NPA Produktneuheiten Seite / 8 Erweiterung der HELIIQMILL 390Produktfamilie durch Wendeschneidplatten mit segmentierten Schneidkanten Seite / 8 Nach dem großen Erfolg von Wendeschneidplatten mit segmentierten
NPA Produktneuheiten Seite / 8 Erweiterung der HELIIQMILL 390Produktfamilie durch Wendeschneidplatten mit segmentierten Schneidkanten Seite / 8 Nach dem großen Erfolg von Wendeschneidplatten mit segmentierten
Vollnutfräsen neu definiert. GARANT MasterSteel SlotMachine: Überwindet Leistungsgrenzen beim Hochleistungsschruppen auch in der Vollnut.
 INNOVATION reise zzgl. MwSt., gültig bis 31. 07. 2017 Vollnutfräsen neu definiert. GARANT MasterSteel SlotMachine: Überwindet Leistungsgrenzen beim ochleistungsschruppen auch in der Vollnut. GARANT MasterSteel
INNOVATION reise zzgl. MwSt., gültig bis 31. 07. 2017 Vollnutfräsen neu definiert. GARANT MasterSteel SlotMachine: Überwindet Leistungsgrenzen beim ochleistungsschruppen auch in der Vollnut. GARANT MasterSteel
Erste Wahl zum Drehen von Guss bei hohen Geschwindigkeiten. Einsatzbereich: f = 0,1-0,7 mm/u, a p = 0,2-7,0 mm.
 -FF1 Geometrie für negative Wendeplatten. Zur Erzielung sehr hoher Oberflächengüte bei der Bearbeitung von Stahl und Rostfrei. Einsatzbereich: f = 0,08-0,30 mm/u, a p = 0,2-3,0 mm. -FF2 Geometrie für negative
-FF1 Geometrie für negative Wendeplatten. Zur Erzielung sehr hoher Oberflächengüte bei der Bearbeitung von Stahl und Rostfrei. Einsatzbereich: f = 0,08-0,30 mm/u, a p = 0,2-3,0 mm. -FF2 Geometrie für negative
HOCHLEISTUNGSFRÄSEN 08
 Bohren Reiben Fräsen Senken HOCHLEISTUNGSFRÄSEN 08 Enorme Produktionssteigerungen mit optimierten Werkzeugen! NETTO 2008 Preisauszug, verlangen Sie unverbindlich unsere Originalunterlagen HSS-PM - und
Bohren Reiben Fräsen Senken HOCHLEISTUNGSFRÄSEN 08 Enorme Produktionssteigerungen mit optimierten Werkzeugen! NETTO 2008 Preisauszug, verlangen Sie unverbindlich unsere Originalunterlagen HSS-PM - und
MEGA-SPEED-DRILL. 210 VOLLBOHREN Vollhartmetall-Bohrer. Dreifach schneller und prozesssicher AUF EINEN BLICK
 210 VOLLBOHREN Vollhartmetall-Bohrer MEGA-SPEED-DRILL Dreifach schneller und prozesssicher Die Schneiden des MEGA-Speed-Drill sind ungleich geteilt. Zudem hat der Bohrer drei Führungsfasen. Hierdurch werden
210 VOLLBOHREN Vollhartmetall-Bohrer MEGA-SPEED-DRILL Dreifach schneller und prozesssicher Die Schneiden des MEGA-Speed-Drill sind ungleich geteilt. Zudem hat der Bohrer drei Führungsfasen. Hierdurch werden
IS- Turn. Thread- Innova- TURNroov- Metalwo. Neue Vollkeramik-Schaftfräser für die Bearbeitung von Nickelbasis-Superlegierungen DRILLING.
 ut P roductiv- M FRÄSEN - T u r n - METRISCH 01-2019 MILL- roov- Thread- Sys- Mi Metalwo DRILLING SEITE 1 / 6 Turn Neue Vollkeramik-Schaftfräser für die Bearbeitung von Nickelbasis-Superlegierungen FRÄSEN
ut P roductiv- M FRÄSEN - T u r n - METRISCH 01-2019 MILL- roov- Thread- Sys- Mi Metalwo DRILLING SEITE 1 / 6 Turn Neue Vollkeramik-Schaftfräser für die Bearbeitung von Nickelbasis-Superlegierungen FRÄSEN
High-Performance Side Milling HPSM. Trochoidale Fräsbearbeitung
 High-Performance Side Milling HPSM Trochoidale räsbearbeitung High-Performance Side Milling HPSM High-Performance Side Milling HPSM, auch trochoidales räsen genannt, ist ein Bearbeitungszyklus, welcher
High-Performance Side Milling HPSM Trochoidale räsbearbeitung High-Performance Side Milling HPSM High-Performance Side Milling HPSM, auch trochoidales räsen genannt, ist ein Bearbeitungszyklus, welcher
Anwendungstechnik: Wilfried Geis
 Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
HSK-A 63 Ø 20 mm. Bis zu 300 % höhere Werkzeugstandzeiten * Das Universal-Hydro- Dehnspannfutter für jede Anwendung, für jede Schneide.
 Das Universal-Hydro- Dehnspannfutter für jede Anwendung, für jede Schneide. Bis zu 300 % höhere Werkzeugstandzeiten * HSK-A 63 Ø 20 mm Werkzeuge und Schnittdaten * Belegt durch eine Studie des wbk, Institut
Das Universal-Hydro- Dehnspannfutter für jede Anwendung, für jede Schneide. Bis zu 300 % höhere Werkzeugstandzeiten * HSK-A 63 Ø 20 mm Werkzeuge und Schnittdaten * Belegt durch eine Studie des wbk, Institut
6 KORLOY EUROPE GmbH. lech-news '\,.~.""' Die neue CVD-Beschichtung für die Stahlbearbeitung. WE CREATE YOUR TOMORROwl
 lech-news (i)(i) (i) '\,.~.""' Die neue CVD-Beschichtung für die Stahlbearbeitung 6 KORLOY EUROPE GmbH Bereits verfügbar: Positive WSP Bezeichnung Art.-Nr. CCMT 060202-C25 060202-HMP 060202-VF 060204-C25
lech-news (i)(i) (i) '\,.~.""' Die neue CVD-Beschichtung für die Stahlbearbeitung 6 KORLOY EUROPE GmbH Bereits verfügbar: Positive WSP Bezeichnung Art.-Nr. CCMT 060202-C25 060202-HMP 060202-VF 060204-C25
TOOLS NEWS B228D. Schaftfräser-Serie CERAMIC END MILL. Extrem hohe Produktivität für nickelbasierte, hitzebeständige Legierungen
 TOOLS NEWS B228D Schaftfräser-Serie CERAMIC END MILL Extrem hohe Produktivität für nickelbasierte, hitzebeständige Legierungen CERAMIC Vollkeramik-Schaftfräser Problemlos zerspanbar statt schwer zerspanbar!
TOOLS NEWS B228D Schaftfräser-Serie CERAMIC END MILL Extrem hohe Produktivität für nickelbasierte, hitzebeständige Legierungen CERAMIC Vollkeramik-Schaftfräser Problemlos zerspanbar statt schwer zerspanbar!
MEGA-Spike-Drill Programm erweitert
 Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2016 2 MILLER Neuheiten 2016 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2016 2 MILLER Neuheiten 2016 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
421/422. Die Werkzeuge für die Kopierfräsbearbeitung
 Die Werkzeuge für die Kopierfräsbearbeitung 421/422 Jongen Werkzeugtechnik GmbH & Co. KG Siemensring 11 D-47877 Willich Telefon: 0 21 54 / 92 85-0 Fax: 0 21 54 / 91 19 76 Free Fax: 00 800 566 436 33 www.jongen.de
Die Werkzeuge für die Kopierfräsbearbeitung 421/422 Jongen Werkzeugtechnik GmbH & Co. KG Siemensring 11 D-47877 Willich Telefon: 0 21 54 / 92 85-0 Fax: 0 21 54 / 91 19 76 Free Fax: 00 800 566 436 33 www.jongen.de
NSTE-KATALOG K1 NÄPFLIN TOOLS 2015 // 2016 NSTE LAGERKATALOG NSTE. Innovationen. für die metallverarbeitende Industrie.
 NSTE-KATALOG K1 2015 // 2016 NÄPFLIN TOOLS NSTE LAGERKATALOG K1 NSTE Innovationen für die metallverarbeitende Industrie. www.nste.ch 2 NÄPFLIN TOOLS // www.nste.ch HSS WERKZEUGE GA938 ab 11,15 PM-Schlichtfräser
NSTE-KATALOG K1 2015 // 2016 NÄPFLIN TOOLS NSTE LAGERKATALOG K1 NSTE Innovationen für die metallverarbeitende Industrie. www.nste.ch 2 NÄPFLIN TOOLS // www.nste.ch HSS WERKZEUGE GA938 ab 11,15 PM-Schlichtfräser
Jongen Werkzeugtechnik GmbH. High-Feed Vollhartmetallfräser VHM 419 & VHM 420
 Jongen Werkzeugtechnik GmbH High-Feed Vollhartmetallfräser VHM 419 & VHM 420 Das Werkzeug Die Vollhartmetall High-Feed-Fräser wurden speziell für die HPC-Bearbeitung entwickelt. Die Werkzeuge können Zahnvorschübe
Jongen Werkzeugtechnik GmbH High-Feed Vollhartmetallfräser VHM 419 & VHM 420 Das Werkzeug Die Vollhartmetall High-Feed-Fräser wurden speziell für die HPC-Bearbeitung entwickelt. Die Werkzeuge können Zahnvorschübe
Flachbohrer der MultiDrill MDF-Serie
 TOOING NEWS D-4 Beschichtete Hartmetallbohrer für das Flachbohren Flachbohrer der MultiDrill -Serie Erweiterung ange Schaftausführung von Ø3,0mm-Ø0,0mm Flachbohrer mit Innenkühlung (3D und 5D) Entwickelt
TOOING NEWS D-4 Beschichtete Hartmetallbohrer für das Flachbohren Flachbohrer der MultiDrill -Serie Erweiterung ange Schaftausführung von Ø3,0mm-Ø0,0mm Flachbohrer mit Innenkühlung (3D und 5D) Entwickelt
Vollhar tmetall-schaftfräser. SuperF-UT. Span um Span Spitze
 Vollhar tmetall-schaftfräser Span um Span Spitze Ungleiche Teilung für mehr Leistung und Qualität Für höchste Ansprüche in der Fräsbearbeitung bietet Stock die Fräser mit ungleicher Teilung / ungleicher
Vollhar tmetall-schaftfräser Span um Span Spitze Ungleiche Teilung für mehr Leistung und Qualität Für höchste Ansprüche in der Fräsbearbeitung bietet Stock die Fräser mit ungleicher Teilung / ungleicher
TOOLING NEWS D-134. SumiDrill Power-Serie Erweiterung. Der neue SDM Typ. Der Allrounder in rostfreiem Stahl
 TOOLING NEWS D-134 P M K N S H SumiDrill Power-Serie Erweiterung Der neue Typ Der Allrounder in rostfreiem Stahl Universell für den Einsatz in rostfreiem Stahl Sicherheit für den Bohrprozess Geringe Schnittkräfte
TOOLING NEWS D-134 P M K N S H SumiDrill Power-Serie Erweiterung Der neue Typ Der Allrounder in rostfreiem Stahl Universell für den Einsatz in rostfreiem Stahl Sicherheit für den Bohrprozess Geringe Schnittkräfte
Jongen Werkzeugtechnik. Nutztiefe 3 x D. Type D01 bis D07. Drilling by JONGEN
 Jongen Werkzeugtechnik Nutztiefe 3 x D Drilling by JONGEN Type D01 bis D07 DAS WERKZEUG Jetzt neu bei Jongen: universell einsetzbarer Hochleistungs-Bohrer zum Einsatz auf Drehund Fräszentren. Er bietet
Jongen Werkzeugtechnik Nutztiefe 3 x D Drilling by JONGEN Type D01 bis D07 DAS WERKZEUG Jetzt neu bei Jongen: universell einsetzbarer Hochleistungs-Bohrer zum Einsatz auf Drehund Fräszentren. Er bietet
CoroMill QD. Prozesssicheres Nutenfräsen
 CoroMill QD Prozesssicheres Nutenfräsen Die zentrale Herausforderung beim Nutenfräsen ist die Spankontrolle, insbesondere bei der Bearbeitung tiefer und schmaler Nuten. CoroMill QD ist der erste Fräser
CoroMill QD Prozesssicheres Nutenfräsen Die zentrale Herausforderung beim Nutenfräsen ist die Spankontrolle, insbesondere bei der Bearbeitung tiefer und schmaler Nuten. CoroMill QD ist der erste Fräser
Neue Fräsergeneration für allgemeine vibrationsarme Fräsbearbeitungen
 VHM-Schaftfräser für allgemeine Bearbeitungen SHV, MHV TAR VHM-Schaftfräser Neue Fräsergeneration für allgemeine vibrationsarme Fräsbearbeitungen Update2012.04 B199D Neue VHM-Schaftfräser mit Vibrationskontrolle
VHM-Schaftfräser für allgemeine Bearbeitungen SHV, MHV TAR VHM-Schaftfräser Neue Fräsergeneration für allgemeine vibrationsarme Fräsbearbeitungen Update2012.04 B199D Neue VHM-Schaftfräser mit Vibrationskontrolle
NVS der neue Standard in der Universalbearbeitung. passion for precision
 NVS der neue Standard in der Universalbearbeitung passion for precision Zylindrische Fräser NB-NVS Der neue Standard in der Universalbearbeitung [ 2 ] Mit NB-NVS lanciert Fraisa einen neuen Standard in
NVS der neue Standard in der Universalbearbeitung passion for precision Zylindrische Fräser NB-NVS Der neue Standard in der Universalbearbeitung [ 2 ] Mit NB-NVS lanciert Fraisa einen neuen Standard in
VHM-Fräser. Hochleistungsfräser für die Bearbeitung von Aluminium, Kunststoff und NE-Metalle. hochglanzpoliert - CC-Aluspeedbeschichtung
 VHM-Fräser Hochleistungsfräser für die Bearbeitung von Aluminium, Kunststoff und NE-Metalle hochglanzpoliert - CC-Aluspeedbeschichtung Inhaltsverzeichnis VHM Alu Schaftfräser Z2 poliert oder mit Beschichtung
VHM-Fräser Hochleistungsfräser für die Bearbeitung von Aluminium, Kunststoff und NE-Metalle hochglanzpoliert - CC-Aluspeedbeschichtung Inhaltsverzeichnis VHM Alu Schaftfräser Z2 poliert oder mit Beschichtung
6 KORLOY EUROPE GmbH. lech-news '\,.~.""' Die neue CVD-Beschichtung für die Stahlbearbeitung. WE CREATE YOUR TOMORROwl
 lech-news (i)(i) (i) '\,.~.""' Die neue CVD-Beschichtung für die Stahlbearbeitung 6 KORLOY EUROPE GmbH Bereits verfügbar: Positive WSP Bezeichnung Art.-Nr. KNUX 160405L-11 160405L-12 160405R-11 160405R-12
lech-news (i)(i) (i) '\,.~.""' Die neue CVD-Beschichtung für die Stahlbearbeitung 6 KORLOY EUROPE GmbH Bereits verfügbar: Positive WSP Bezeichnung Art.-Nr. KNUX 160405L-11 160405L-12 160405R-11 160405R-12
NPA. Ergänzung der HELIIQMILL 390-Linie: neue Werkzeuge und Wendeschneidplatten. Produktneuheiten. Seite 1 /11
 NPA Produktneuheiten Seite 1 /11 Ergänzung der HELIIQMILL 390-Linie: neue Werkzeuge und Wendeschneidplatten Seite 2 / 11 Neu ISCARs HELIIQMILL-Linie wird durch neue Standardwerkzeuge und -Wendeschneidplatten
NPA Produktneuheiten Seite 1 /11 Ergänzung der HELIIQMILL 390-Linie: neue Werkzeuge und Wendeschneidplatten Seite 2 / 11 Neu ISCARs HELIIQMILL-Linie wird durch neue Standardwerkzeuge und -Wendeschneidplatten
TOOLING NEWS D-104. Die neue SumiDrill Power-Serie. SDP-Typ. Der Allrounder zum Bohren
 TOOLING NEWS D-104 P M K N S H Die neue SumiDrill Power-Serie Der Allrounder zum Bohren - Hoch produktives Bohren in großen Anwendungsbereichen - Universeller Einsatz - Maximale Leistung durch höchste
TOOLING NEWS D-104 P M K N S H Die neue SumiDrill Power-Serie Der Allrounder zum Bohren - Hoch produktives Bohren in großen Anwendungsbereichen - Universeller Einsatz - Maximale Leistung durch höchste
RF 100 A. NEU: Preise in CHF! Rabatte generell: 40 % Der Spezialist für Aluminium und Alu-Knetlegierungen. Ausgabe 2014
 Ausgabe 2014 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A NEU: Preise in CHF! Rabatte generell: 40 %
Ausgabe 2014 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A NEU: Preise in CHF! Rabatte generell: 40 %
Anwendungsbereiche. Hubraum. Motorgröße Quelle: Fotolia
 Quelle: HORN 1 Anwendungsbereiche Hubraum Motorgröße Quelle: Fotolia 2 Einsatz, Anwendung und Bearbeitung von hochwarmfesten Legierungen und Nickel-Basis-Legierungen Hartmetall-Werkzeugfabrik Paul Horn
Quelle: HORN 1 Anwendungsbereiche Hubraum Motorgröße Quelle: Fotolia 2 Einsatz, Anwendung und Bearbeitung von hochwarmfesten Legierungen und Nickel-Basis-Legierungen Hartmetall-Werkzeugfabrik Paul Horn
NPA. Erweiterung der MILLSHRED P290-Linie. Produktinformation METRISCH SEP Seite 1 / 13
 NPA Produktinformation Erweiterung der MILLSHRED P290-Linie Seite 1 / 13 Seite 2 / 13 Neu ISCAR erweitert die P290-Linie um neue Fräswerkzeuge für kleine Wendeschneidplatten mit Schneidkantenlänge 12 mm
NPA Produktinformation Erweiterung der MILLSHRED P290-Linie Seite 1 / 13 Seite 2 / 13 Neu ISCAR erweitert die P290-Linie um neue Fräswerkzeuge für kleine Wendeschneidplatten mit Schneidkantenlänge 12 mm
VPX SERIE MEHR POWER FÜR IHRE FRÄSANWENDUNG HOCH PRODUKTIVER ECKFRÄSER TEST THE BEST
 VPX SERIE MEHR POWER FÜR IHRE FRÄSANWENDUNG HOCH PRODUKTIVER ECKFRÄSER GÜLTIG AB 03.04 31.07 18 TEST THE BEST L IMITIE R TE S ONDE R AK TION 7 VERSCHIEDENE FRÄSMETHODEN VEREINT IN EINEM WERKZEUG HOCH PRODUKTIVES
VPX SERIE MEHR POWER FÜR IHRE FRÄSANWENDUNG HOCH PRODUKTIVER ECKFRÄSER GÜLTIG AB 03.04 31.07 18 TEST THE BEST L IMITIE R TE S ONDE R AK TION 7 VERSCHIEDENE FRÄSMETHODEN VEREINT IN EINEM WERKZEUG HOCH PRODUKTIVES
HX-NVS: 10-mal schnelleres Eintauchen in hochharte Stähle bei der HPC- und HDC-Bearbeitung
 passion passion for precision for precision X-NVS: -mal schnelleres Eintauchen in hochharte Stähle bei der PC- und DC-Bearbeitung Schruppfräsen in harten und hochharten Werkstoffen [ 2 ] Sie wollen hochharte
passion passion for precision for precision X-NVS: -mal schnelleres Eintauchen in hochharte Stähle bei der PC- und DC-Bearbeitung Schruppfräsen in harten und hochharten Werkstoffen [ 2 ] Sie wollen hochharte
WIDIA Vollhartmetallfräser Hochgeschwindigkeits Trochoidalfräsen
 WIDIA Vollhartmetallfräser Hochgeschwindigkeits Trochoidalfräsen WIDIA steht für höchste Qualität Seit über 80 Jahren steht der Name WIDIA für die Entwicklung und Herstellung innovativer Werkzeuge für
WIDIA Vollhartmetallfräser Hochgeschwindigkeits Trochoidalfräsen WIDIA steht für höchste Qualität Seit über 80 Jahren steht der Name WIDIA für die Entwicklung und Herstellung innovativer Werkzeuge für
- keine Delamination - gratfreie Oberflächen - hohe Standwege. CR 100 Fräser für CFK GÜHRING - WELTWEIT IHR PARTNER
 - keine Delamination - gratfreie Oberflächen - hohe Standwege Fräser für CFK GÜHRING - WELTWEIT IHR PARTNER Der effiziente Hochleistungsfräser für die Composite Bearbeitung Die wirtschaftliche Bearbeitung
- keine Delamination - gratfreie Oberflächen - hohe Standwege Fräser für CFK GÜHRING - WELTWEIT IHR PARTNER Der effiziente Hochleistungsfräser für die Composite Bearbeitung Die wirtschaftliche Bearbeitung
RF 100. Ausgabe Hochleistungs-Schaftfräser mit ungleicher Drallsteigung. RF 100 Diver der Multifunktionale mit einem Eintauchwinkel bis 45
 RF 100 A neue Speziallisten für Aluminium Ausgabe 2014 Eckradien, 3xD, 4xD, 5xD RF 100 Diver der Multifunktionale mit einem Eintauchwinkel bis 45 RF 100 Hochleistungs-Schaftfräser mit ungleicher Drallsteigung
RF 100 A neue Speziallisten für Aluminium Ausgabe 2014 Eckradien, 3xD, 4xD, 5xD RF 100 Diver der Multifunktionale mit einem Eintauchwinkel bis 45 RF 100 Hochleistungs-Schaftfräser mit ungleicher Drallsteigung
Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser
 Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2019 2 Aus Spike wird Tritan Zum Ergänzungsband 2019 wird das dreischneidige Bohrer-Programm von Miller unter dem neuen
Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2019 2 Aus Spike wird Tritan Zum Ergänzungsband 2019 wird das dreischneidige Bohrer-Programm von Miller unter dem neuen
Wavemill WFX Typ / WFX-E Typ
 Tooling News D -98 Hochpräziser 90 Eckfräser Wavemill WFX Typ / WFX-E Typ 1 4-schneidiger Eckfräser WFX (F) 1 0 RS Allgemeine Merkmale Der Wavemill Eckfräser WFX nutzt 4-schneidige Wendeplatten, die mit
Tooling News D -98 Hochpräziser 90 Eckfräser Wavemill WFX Typ / WFX-E Typ 1 4-schneidiger Eckfräser WFX (F) 1 0 RS Allgemeine Merkmale Der Wavemill Eckfräser WFX nutzt 4-schneidige Wendeplatten, die mit
NPA. Selbstzentrierende HCP-IQ Bohrköpfe. Produktinformation BOHREN METRISCH JULI Seite 1 / 9
 NPA Produktinformation Seite 1 / 9 Selbstzentrierende HCP-IQ Bohrköpfe Seite 2 / 14 ISCAR erweitert die SUMOCHAM-Produktlinie mit der revolutionären HCP-IQ Bohrkopfgeometrie. Durch die extrem gute Zentrierfähigkeit
NPA Produktinformation Seite 1 / 9 Selbstzentrierende HCP-IQ Bohrköpfe Seite 2 / 14 ISCAR erweitert die SUMOCHAM-Produktlinie mit der revolutionären HCP-IQ Bohrkopfgeometrie. Durch die extrem gute Zentrierfähigkeit