UNTERPULV UNTERPUL ER SCHWEISSEN
|
|
|
- Mona Bauer
- vor 7 Jahren
- Abrufe
Transkript
1 UNTERPULVER SCHWEISSEN

2 Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren Elektroden (Zünden durch HF oder Kurzschluss) Schutz von Lichtbogen und Schweisszone durch Pulver Schweissbad wird durch Schlacke von Atmosphäre geschützt t Einsatzgebiet: Un-, niedrig- und hochlegierte Stähle ab 2mm Beschichten (z.b. bandplattieren) und Verbindungsschweissen Stahlbau, Maschinenbau, Behälterbau, Schiffsbau Für Aluminium wird UP-Schweissen industriell nicht verwendet

3 Vorteile Hohe Abschmelzleistung (mehrere Drähte möglich) Schweissgut kann durch Pulver, Fülldrähte, Füllbänder metallurgisch beeinflusst werden Hohe Lichtbogenstabilität => hohe Qualität Keine Blendwirkung, da Lichtbogen abgedeckt Kaum Rauch, Gas, Dämpfe Nachteile Beschaffungskosten (Mechanisierung notwendig) Bevorzugte Schweissposition PA, ansonsten Zusatzeinrichtungen notwendig Vorversuche mit Schweissproben sind notwendig

4 Aufbau der Schweissanlage 1. Stromquelle 2. Steuereinheit 3. Vorschubeinrichtung für Schweisskopf oder Schweissteil, Steuerung 4. Drahthaspel oder Bandhaspel 5. Pulvertrichter 6. Pulverabsaugung 7. Drahtrichtrollen 8. Drahtvorschubrollen 9. Schweissstrom und Massenkabel 10. Stromdüse

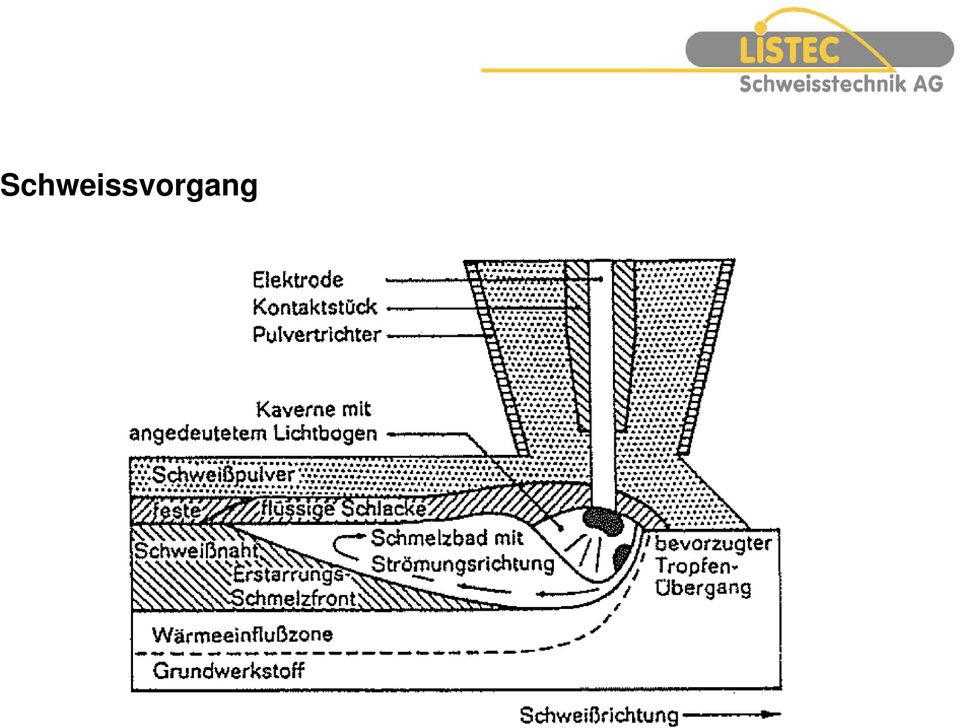
5 Aufbau der Schweissanlage 1. Schweissdraht / Schweissband 2. Schweisspulver 3. Flüssige Schlacke 4. Feste Schlacke 5. Pulverüberschuss 6. Schweissgut 7. Schmelzbad 8. Kaverne 9. Schweissrichtung

6 Stromquelle, Einstellwerte Stromquelle, Gleich- oder Wechselstromanlage Häufig Anlagen mit wählbarer Kennliniencharakteristik Drähte bis 3mm Konstantspannung => MAG/MIG-Prinzip Drähte > 3mm fallende Kennlinie => Spannungsunterschied wird für Regelung Drahtvorschub verwendet (Äussere bzw- U-Regelung) langer Lichtbogen => höhere Spannung => höhere Drahtgeschwindigkeit => Lichtbogen wird kleiner kurzer Lichtbogen => kleinere Spannung => geringere Drahtgeschwindigkeit => Lichtbogen wird länger Elektronische Steuerung Elektronische Steuerung Schweissdaten konstant trotz Störeinflüsse (Netzschwankungen, Badbewegungen, etc.)

7 Polung Normalerweise Pluspol Minuspol reduzierter Einbrand => Bandplattieren (geringe Aufmischung) Fugenausbildung Abhängig ggvon Grundwerkstoff Werkstoffdicke *Einseitiges UP-Schweissen mit Badsicherung *UP-Schweissen mit Gegenlage * Es gibt ca. 20 Verfahrensvarianten, Fugenausbildung uns Schweissparameter aus Fachbücher entnehmen

8 Einfluss Schweissparameter Schweissstrom Pro mm Drahtelektrode (Ø) ca A beeinfluss massgeblich die Abschmelzleistung Spannung 28V 34V beeinfluss Nahtform Temperatur Schmelze typische Einstellung: 4mm Draht 600A / 30V / 60cm/min

9 Schweissvorgang
10

11 Einbrandtiefe ca. 1mm pro 100A beim Schweissen ohne Anschrägung (I-Naht) ca. 0,7mm pro 100A beim Schweissen in Fuge (X-; V-Naht) Nahtform Hohe Spannung => breite Naht Niedrige Spannung => schmale, überwölbte Nat
")
12 Zusatzwerkstoffe Drahtelektroden Drahtdurchmesser ab 1,2mm bis max. 12mm Bänder 15x1[mm] bis 100x0,5[mm], spez. 300x0,5[mm] Achtung: Sauber und trocken lagern Schweisspulver Funktion ähnlich Umhüllung Stabelektrode Erhöhen Leitfähigkeit Schlackenbildung Schutzgasstrom bilden Desoxydieren und auflegieren
![300x0,5[mm] Achtung: Sauber und trocken lagern Schweisspulver Funktion](/docs-images/42/22899621/images/page_12.jpg "ähnlich Umhüllung Stabelektrode Erhöhen Leitfähigkeit Schlackenbildung")
13 Wahl Draht/Pulverkombination i Zusammensetzung des Schweissgutes ist abhängig von: Chemische Zusammensetzung Drahtelektrode Zusammensetzung Pulver Zu- Abbrand Pulver Aufmischung mit Grundmaterial (Einlagig i bis 70%) Schweissparameter beeinflussen zu- bzw. Abbrand
 Schweissparameter beeinflussen")
14 Pulver 2 Arten (Herstellverfahren) Schmelzpulver Herstellung: Komponenten mischen Schmelzen Abkühlen brechen Vorteil: Herstellung billig, Feuchtigkeitsaufnahme gering Nachteil: Hohes Schüttgewicht, hoher Pulververbrauch

15 Agglomeriertes Pulver Herstellung Pulverbestandteile (staubförmig) mischen Bindemittel zufügen Vorgranulat herstellen Granulat verfestigen und Körnung einstellen trocknen Glühen Feuchtigkeitsabweisend verpacken Vorteile: Pulverkomponenten reagieren beim Schweissen Zugabe von Zusatzmetallen möglich Basisch wirkende Pulver ergeben sehr gute mechanische Werte Geringes Schüttgutgewicht geringer Pulververbrauch Nachteile: teure Pulverherstellung, feuchtigkeitsempfindlich

16 Varianten UP-Schweissen Doppeldrahtschweissen zwei Drahtelektroden (1,2 2,4mm) Gleiche Stromdüse Eine Stromquelle Unterscheidung Drahtanordnungen Paralleldraht ld : grössere Spaltüberbrückbarkeit Tandemanordnung: Höhere Schweissgeschwindigkeit

17 Unterpulver-Engspaltschweissen l mit Doppeldrahtelektrode l d Weiterentwicklung für Blechdicken ab ca. 50mm Vorteile gegenüber Eindrahtelektrode Wirtschaftlichkeit: Reduziertes Nahtvolumen Erhöhte Abschmelzleistung Weniger Lagen Technologisch: geringe Wärmeeinbringung Nachteile / Probleme Nachteile / Probleme Gefahr von Bindefehler durch nahezu senkrechte Nahtflanken

18

19 Mehrdrahtschweissen h h / UP-Hochleistungsschweissen h i Mehr als 2 Drahtelektroden Mehrere Stromquellen Kleiner Abstand Elektroden => eine Schmelze Grösserer Abstand Elektrode => jeder Lichtbogen ein Schmelzbad Vorteile: Hohe Schweissgeschwindigkeit Hohe Abschmelzleistung Nachteile Gegenseitige magnetische und elektrische Beeinflussung der Lichtbogen => spezielle Schaltungen, ev. Gleich- und Wechselstrom notwendig

20

21 UP-Band-Auftragsschweissen Bandförmige Elektrode => breite Schweissnaht geringe Ausmischung bei Minuspol-Schweissen Vorteile Cr-Ni-Plattierung mit einer Lage ergibt ausreichende Korrosionsbeständigkeit (geringe g Aufmischung)
22 Heissdrahtzusatz 1 bis 2 Zusatzdrähte (kein Lichtbogen) Widerstandserwärmung bis knapp vor Schmelzpunkt Abschmelzen der Zusatzdrähte im Schweissbad Vorteile: Hohe Abschmelzleistung
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
MAG-Schweißen mit Fülldrahtelektroden
 MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
Stefan Flueler - Lichtbogenschweissen S.F & R.W Inhaltsverzeichniss. 1. Einleitung... S.2
 Inhaltsverzeichniss 1. Einleitung... S.2 2. Schweissstromquellen... S.2 3. Elektroden... S.3 4. Wie entsteht ein Lichtbogen... S.3 5. Arbeitstechnik... S.4 6. Blaswirkung... S.4 7. Arbeitsregeln... S.5
Inhaltsverzeichniss 1. Einleitung... S.2 2. Schweissstromquellen... S.2 3. Elektroden... S.3 4. Wie entsteht ein Lichtbogen... S.3 5. Arbeitstechnik... S.4 6. Blaswirkung... S.4 7. Arbeitsregeln... S.5
Hochleistungsschweißen auch in PC Zwangslage
 Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
DIX MEDD TWIN DOPPELDRAHT
 DIX MEDD TWIN DOPPELDRAHT Automatisiertes Hochleistungs-Schweißsystem mit nur einer Stromquelle Hamburg, März 2018 Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: Das ist das Doppeldraht- Hochleistungs-Schweißsystem
DIX MEDD TWIN DOPPELDRAHT Automatisiertes Hochleistungs-Schweißsystem mit nur einer Stromquelle Hamburg, März 2018 Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: Das ist das Doppeldraht- Hochleistungs-Schweißsystem
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
Handbuch des Unterpulverschweißens
 Handbuch des Unterpulverschweißens Teil I: Verfahren - Einstellpraxis - Geräte - Wirtschaftlichkeit Teil II: Schweißzusätze und Schweißpulver P. Müller L Wolff Inhaltsverzeichnis Vorwort Teill Verfahren
Handbuch des Unterpulverschweißens Teil I: Verfahren - Einstellpraxis - Geräte - Wirtschaftlichkeit Teil II: Schweißzusätze und Schweißpulver P. Müller L Wolff Inhaltsverzeichnis Vorwort Teill Verfahren
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fertigungsverfahren. Schutzgasschweissen. Stoffkunde und Fertigungstechnik Schutzgasschweissen. AGVS Ausbildungszentrum Berner Oberland 1/8
 Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung
 stellt die herkömmliche Nahtvorbereitung") Kemppi Oy Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung in Frage White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Die Reduzierung
Kemppi Oy Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung in Frage White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Die Reduzierung
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
Grundlagen der Schweißtechnik
 Grundlagen der Schweißtechnik Schweißverfahren von Prof. Dr. sc. techn. M. Beckert, Dr.-Ing. S. Buchholz, Prof. Dr.-Ing. U. Franz, Dr.-Ing. W. Irmer, Dr. sc. techn. G. Neubert, Prof. Dr. sc. techn. R.
Grundlagen der Schweißtechnik Schweißverfahren von Prof. Dr. sc. techn. M. Beckert, Dr.-Ing. S. Buchholz, Prof. Dr.-Ing. U. Franz, Dr.-Ing. W. Irmer, Dr. sc. techn. G. Neubert, Prof. Dr. sc. techn. R.
WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster
 1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
1 WIG-Hochleistungsschweißen InFocus - Prinzip und Anwendungen - M. Schnick, M. Dreher, H. Schuster Gliederung 2 Inhalt des Vortrages 1. Was ist InFocus? 2. Gibt es einen InFocus-Lichtbogen? 3.1 Dünnblechanwendungen
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen.
 Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG. DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG 1
 DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG www.lincolnelectric.de DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG 1 KOMPLETTLÖSUNG AUS EINER HAND 2 DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG www.lincolnelectric.de
DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG www.lincolnelectric.de DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG 1 KOMPLETTLÖSUNG AUS EINER HAND 2 DIE NEUE DIMENSION BEI DER BANDPLATTIERUNG www.lincolnelectric.de
Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm
 tigspeed - Mehr als nur ein TIG schneller Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm Mündersbach, 23. April 2013 Sind qualitativ hochwertige Nähte
tigspeed - Mehr als nur ein TIG schneller Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm Mündersbach, 23. April 2013 Sind qualitativ hochwertige Nähte
Hochleistungs-Schweißen: Ein Schlagwort und vier Alternativen
 Autor: Gerd Trommer rgt redaktionsbüro gerd trommer Bahnhofstr. 1, 64579 Gernsheim Tel. 06258/9320-30, Fax: -32 Zahl der Zeichen: Manuskript (ohne Bildlegenden) ca.: 14.400 Hochleistungs-Schweißen: Ein
Autor: Gerd Trommer rgt redaktionsbüro gerd trommer Bahnhofstr. 1, 64579 Gernsheim Tel. 06258/9320-30, Fax: -32 Zahl der Zeichen: Manuskript (ohne Bildlegenden) ca.: 14.400 Hochleistungs-Schweißen: Ein
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
Der richtige Dreh beim Schweißen!
 T E C H N O L O G Y F O R T H E W E L D E R S W O R L D. McCor approved Der richtige Dreh beim Schweißen! ABIMIG SpinArc die neue Freiheit im MIG/MAG-Verfahren. www.binzel-abicor.com Maschinenbrenner ABIMIG
T E C H N O L O G Y F O R T H E W E L D E R S W O R L D. McCor approved Der richtige Dreh beim Schweißen! ABIMIG SpinArc die neue Freiheit im MIG/MAG-Verfahren. www.binzel-abicor.com Maschinenbrenner ABIMIG
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
Killing. Killing. Kompendium. der Schweißtechnik. Band 1: 2., überarbeitete Auflage
 Killing Killing Kompendium der SchweiBtechnik Band 1: Verfahren der Schweißtechnik Herausgeber: Behnisch 2, überarbeitete Auflage Geleitwort zur 2 Auflage Vorwort zur 2 Auflage 1 11 12 13 2 21 211 212
Killing Killing Kompendium der SchweiBtechnik Band 1: Verfahren der Schweißtechnik Herausgeber: Behnisch 2, überarbeitete Auflage Geleitwort zur 2 Auflage Vorwort zur 2 Auflage 1 11 12 13 2 21 211 212
(51) Int Cl.: B23K 9/00 ( ) B23K 9/18 ( ) B23K 9/32 ( ) B23K 37/00 ( ) B23K 20/12 ( )
 Int Cl.: B23K 9/00 ( ) B23K 9/18 ( ) B23K 9/32 ( ) B23K 37/00 ( ) B23K 20/12 ( )") (19) TEPZZ _789A_T (11) EP 3 178 9 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 14.06.17 Patentblatt 17/24 (21) Anmeldenummer: 0322.8 (1) Int Cl.: B23K 9/00 (06.01) B23K 9/18 (06.01)
(19) TEPZZ _789A_T (11) EP 3 178 9 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 14.06.17 Patentblatt 17/24 (21) Anmeldenummer: 0322.8 (1) Int Cl.: B23K 9/00 (06.01) B23K 9/18 (06.01)
KA-Reihe. Made in Germany. Schweißautomaten KA Modular & vielseitig. Unterpulver-Schweißsysteme Standardbausteine bewährt in der Praxis. kjellberg.
 Verschleißschutz Schneiden Anlagenbau Schweissen KA-Reihe Made in Germany Schweißautomaten KA Modular & vielseitig Unterpulver-Schweißsysteme Standardbausteine bewährt in der Praxis kjellberg.de Konzept
Verschleißschutz Schneiden Anlagenbau Schweissen KA-Reihe Made in Germany Schweißautomaten KA Modular & vielseitig Unterpulver-Schweißsysteme Standardbausteine bewährt in der Praxis kjellberg.de Konzept
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS
 DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Wechselstrom- MIG-Schweißen
 Wechselstrom- MIG-Schweißen MIG-Wechselstromschweißen - eine neue Verfahrensvariante zum Verbinden dünnwandiger Bauteile A. Lang Inhalt DC-MIG-Impulslichtbogen (Standard-Lichtbogen) AC-MIG-Lichtbogen Vorgänge
Wechselstrom- MIG-Schweißen MIG-Wechselstromschweißen - eine neue Verfahrensvariante zum Verbinden dünnwandiger Bauteile A. Lang Inhalt DC-MIG-Impulslichtbogen (Standard-Lichtbogen) AC-MIG-Lichtbogen Vorgänge
Killing. Angewandte Schweißmetallurgie
 Killing Angewandte Schweißmetallurgie Anleitung für die Praxis Vorwort Vorbemerkung 1 1 11 111 112 1121 1122 112 11 111 112 11 114 115 114 1141 1142 114 115 1151 1152 115 116 1161 1162 116 117 12 121 1211
Killing Angewandte Schweißmetallurgie Anleitung für die Praxis Vorwort Vorbemerkung 1 1 11 111 112 1121 1122 112 11 111 112 11 114 115 114 1141 1142 114 115 1151 1152 115 116 1161 1162 116 117 12 121 1211
Schweissen Was war nochmal der Unterschied?
 Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Fakultät Maschinenbau BACHELORARBEIT. Autor: Herr. Werner Tom. Studiengang: Maschinenbau. Seminargruppe: MB09w2-B
 Fakultät Maschinenbau BACHELORARBEIT Einführung von UP I- Nahtschweißen im Stahl- und Brückenbau Niesky GmbH Autor: Herr Werner Tom Studiengang: Maschinenbau Seminargruppe: MB09w2-B Erstprüfer: Prof. Dr.-Ing.
Fakultät Maschinenbau BACHELORARBEIT Einführung von UP I- Nahtschweißen im Stahl- und Brückenbau Niesky GmbH Autor: Herr Werner Tom Studiengang: Maschinenbau Seminargruppe: MB09w2-B Erstprüfer: Prof. Dr.-Ing.
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Fragenkatalog Fügetechnik
 Fragenkatalog Fügetechnik 1. Nennen Sie die Hauptgruppen der Fügeverfahren! - Zusammensetzen, Füllen, An-/Einpressen, Fügen durch Urformen / Umformen - Schweißen, Löten, Kleben, textiles Fügen 2. Geben
Fragenkatalog Fügetechnik 1. Nennen Sie die Hauptgruppen der Fügeverfahren! - Zusammensetzen, Füllen, An-/Einpressen, Fügen durch Urformen / Umformen - Schweißen, Löten, Kleben, textiles Fügen 2. Geben
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage
 Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Hyper MIG. Wire speed. DPS Plus-3 Hyper MIG Bedieneinheit. Nutzbarer Bereich
 Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Wifi Allround -Schweiß-Kurs für Anfänger Elektroden-Handschweißen
 Wifi Allround -Schweiß-Kurs für Anfänger Elektroden-Handschweißen Seite 2 3 4 5 6 7 8 9 10 10 11 Thema Grundlagen Arbeitssicherheit Arbeitssicherheit Prinzip Elektrodenhandschweißung Schweißplatzausrüstung
Wifi Allround -Schweiß-Kurs für Anfänger Elektroden-Handschweißen Seite 2 3 4 5 6 7 8 9 10 10 11 Thema Grundlagen Arbeitssicherheit Arbeitssicherheit Prinzip Elektrodenhandschweißung Schweißplatzausrüstung
Engspaltschweißen. Dickblechschweißen revolutioniert. Weld your way.
 Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung
 Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung Dr. Heinrich Wietrzniok SMS group GmbH INDUSTRIEWORKSHOP Fraunhofer IPK Berlin 15. Mai 2016 1 Inhalte
Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung Dr. Heinrich Wietrzniok SMS group GmbH INDUSTRIEWORKSHOP Fraunhofer IPK Berlin 15. Mai 2016 1 Inhalte
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Unterpulverschweißen Geräte
 Unterpulverschweißen Geräte Miller - Lösungen für das Unterpulverschweißen Produziert für Sie um mit Ihnen zu produzieren. Miller entwickelt zuverlässige und qualitativ hochwertige Lösungen für schweißtechnische
Unterpulverschweißen Geräte Miller - Lösungen für das Unterpulverschweißen Produziert für Sie um mit Ihnen zu produzieren. Miller entwickelt zuverlässige und qualitativ hochwertige Lösungen für schweißtechnische
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Hinweise Schweißzusätze für das UP-Schweißen
 Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Prüfungsschwerpunkte Fertigungstechnik
 Modul Schweißtechnik Prüfungsschwerpunkte Fertigungstechnik Lichtbogenschweißen: - verbale Verfahrensunterschiede zwischen den Lichtbogenschweißverfahren - Technische Maßnahmen zum Schutz der Schweißverbindung
Modul Schweißtechnik Prüfungsschwerpunkte Fertigungstechnik Lichtbogenschweißen: - verbale Verfahrensunterschiede zwischen den Lichtbogenschweißverfahren - Technische Maßnahmen zum Schutz der Schweißverbindung
Schweißen mit hochlegierten Fülldrahtelektroden. F. Winkler
 Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte
Schweißen mit hochlegierten Fülldrahtelektroden F. Winkler Teil II Schweißen mit hochlegierten Fülldrähten Inhalt Vorteile hochlegierter, schlackeführender Fülldrähte Positionsschweißbare Fülldrähte Metallpulverdrähte
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC)
 mit Hilfe der Lichtbogenhöhensteuerung (AVC)") WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
SMARTMIG-183 1'790.00 CHF. Schutzgas Schweissgerät MIG/MAG 400V, 25-180A, mit Schweissausrüstung. Preis inkl. MwSt.
 SMARTMIG-183 Schutzgas Schweissgerät MIG/MAG 400V, 25-180A, mit Schweissausrüstung Preis inkl. MwSt. 1'790.00 CHF Steckbrief MIG/MAG-Schweissen mit GAS-Verfahren (Innenbereich) oder NO-GAS-Verfahren (Aussenbereich)
SMARTMIG-183 Schutzgas Schweissgerät MIG/MAG 400V, 25-180A, mit Schweissausrüstung Preis inkl. MwSt. 1'790.00 CHF Steckbrief MIG/MAG-Schweissen mit GAS-Verfahren (Innenbereich) oder NO-GAS-Verfahren (Aussenbereich)
Speedclad TWIN: ein neuer standard
 Perfect Welding Solar Energy Perfect Charging Speedclad TWIN: ein neuer standard im Auftragschweissen. drei mal schneller. höchste Qualität & stabilität. SPEEDCLAD TWIN TECHNOLOGY Fronius SpeedClad Twin
Perfect Welding Solar Energy Perfect Charging Speedclad TWIN: ein neuer standard im Auftragschweissen. drei mal schneller. höchste Qualität & stabilität. SPEEDCLAD TWIN TECHNOLOGY Fronius SpeedClad Twin
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
Pressemitteilung 03/2016
 Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber
Fachaufsatz von Andreas Burt, Boyan Ivanov EWM AG, Mündersbach Vom Baustahl bis zum Duplex Revolutionäre MSG-Prozessvariante forcearc puls Mündersbach, 21. März 2016 Der Beitrag zeigt in einfachen aber
(51) Int Cl.: B23K 9/02 ( ) B23K 9/18 ( ) B23K 9/32 ( )
 Int Cl.: B23K 9/02 ( ) B23K 9/18 ( ) B23K 9/32 ( )") (19) (12) EUROPÄISCHE PATENTANMELDUNG (11) EP 2 181 796 A1 (43) Veröffentlichungstag: 0.0.2010 Patentblatt 2010/18 (21) Anmeldenummer: 09013710.0 (1) Int Cl.: B23K 9/02 (2006.01) B23K 9/18 (2006.01) B23K
(19) (12) EUROPÄISCHE PATENTANMELDUNG (11) EP 2 181 796 A1 (43) Veröffentlichungstag: 0.0.2010 Patentblatt 2010/18 (21) Anmeldenummer: 09013710.0 (1) Int Cl.: B23K 9/02 (2006.01) B23K 9/18 (2006.01) B23K
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO
 SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
MIG/MAG PULSE VERFAHREN
 MG/MAG ULSE Schweißstrom Netzeingangsspannung WG Lift MG/MAG Manual MG/MAG Synergic MG/MAG ulse Synergic MG/MAG Double ulse Synergic FUGENHOBELN VERFAHREN ower ulse 400 5A400A 13,0kg* ower ulse 500 5A500A
MG/MAG ULSE Schweißstrom Netzeingangsspannung WG Lift MG/MAG Manual MG/MAG Synergic MG/MAG ulse Synergic MG/MAG Double ulse Synergic FUGENHOBELN VERFAHREN ower ulse 400 5A400A 13,0kg* ower ulse 500 5A500A
Treffsichere Schweißlösungen. Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen
 Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Wirtschaftlichkeitsfragen. der. praktischen Schweißtechnik
 Wirtschaftlichkeitsfragen der praktischen Schweißtechnik 1N HALT8VE RZE ICH N 18 1. Möglichkeiten der Leistungssteigerung 2. Schweißgerechte Konstruktion 2.1. Schweißangaben in der Zeichnung 2.2. Wahl
Wirtschaftlichkeitsfragen der praktischen Schweißtechnik 1N HALT8VE RZE ICH N 18 1. Möglichkeiten der Leistungssteigerung 2. Schweißgerechte Konstruktion 2.1. Schweißangaben in der Zeichnung 2.2. Wahl
Unterpulver-Schweißen Anlagen, Maschinen und Zubehör
 Unterpulver-Schweißen Anlagen, Maschinen und Zubehör www.kjellberg.de Automatisiertes Unterpulver-Schweißen Technologie Beim Unterpulver-Schweißen (auch UP-Schweißen) brennt der Lichtbogen zwischen einer
Unterpulver-Schweißen Anlagen, Maschinen und Zubehör www.kjellberg.de Automatisiertes Unterpulver-Schweißen Technologie Beim Unterpulver-Schweißen (auch UP-Schweißen) brennt der Lichtbogen zwischen einer
WisePenetration AUSSERGEWÖHNLICH STABILER SCHWEISSLICHTBOGEN
 WisePenetration AUSSERGEWÖHNLICH STABILER SCHWEISSLICHTBOGEN 12.01.2019 WisePenetration SCHWEISSEN SIE MIT UNVERÄNDERLICHEM EINBRAND, SELBST UNTER ANSPRUCHSVOLLEN BEDINGUNGEN Die optimierte Schweißfunktion
WisePenetration AUSSERGEWÖHNLICH STABILER SCHWEISSLICHTBOGEN 12.01.2019 WisePenetration SCHWEISSEN SIE MIT UNVERÄNDERLICHEM EINBRAND, SELBST UNTER ANSPRUCHSVOLLEN BEDINGUNGEN Die optimierte Schweißfunktion
Dr.- Ing. E. Oster, Rudersdorf
 UP-Einseitenschweißen im Schiffbau 1. Einleitung Die Herstellung von Paneelen für die Außenhaut sowie Decks in der schiffbaulichen Vorfertigung geschieht vor dem Beplanken mit Schiffbauprofilen durch das
UP-Einseitenschweißen im Schiffbau 1. Einleitung Die Herstellung von Paneelen für die Außenhaut sowie Decks in der schiffbaulichen Vorfertigung geschieht vor dem Beplanken mit Schiffbauprofilen durch das
Innovative Schweißprozesse
 Innovative Schweißprozesse STT TM und Rapid X TM www.lincolnelectric.eu Schweißspannung Lincoln Electric Deutschland Übersicht MSG-Lichtbogenarten Rapid Arc TM & RapidX TM Impulslichtbogen STT Sprühlichtbogen
Innovative Schweißprozesse STT TM und Rapid X TM www.lincolnelectric.eu Schweißspannung Lincoln Electric Deutschland Übersicht MSG-Lichtbogenarten Rapid Arc TM & RapidX TM Impulslichtbogen STT Sprühlichtbogen
Fügetechnik. Widerstandspressschweißen: unlösbares Verbinden von Werkstoffen durch Wärmeeinwirkung Wärme (elektrischen Widerstand) + Druck
 + Druck") Fügetechnik Fügen: Zusammenbringen von zwei oder mehreren Werkstücken mit geometrisch bestimmter oder unbestimmter Form Schaffung von Zusammenhalt (örtlich oder im ganzen) Schmelzen: unlösbare Vereinigen
Fügetechnik Fügen: Zusammenbringen von zwei oder mehreren Werkstücken mit geometrisch bestimmter oder unbestimmter Form Schaffung von Zusammenhalt (örtlich oder im ganzen) Schmelzen: unlösbare Vereinigen
Effiziente Schweißverfahren und Automation in der modernen Fertigung Jan P. Pitzer
 Effiziente Schweißverfahren und Automation in der modernen Fertigung Jan P. Pitzer Zusammenfassung: Die metallverarbeitende Industrie und das Handwerk gehören zu den wichtigsten produzierenden Wirtschaftszweigen
Effiziente Schweißverfahren und Automation in der modernen Fertigung Jan P. Pitzer Zusammenfassung: Die metallverarbeitende Industrie und das Handwerk gehören zu den wichtigsten produzierenden Wirtschaftszweigen
UNTERPULVER-SCHWEISSEN
 DIE UMFASSENDE LÖSUNG FÜR UNTERPULVER-SCHWEISSEN WELTMARKTFÜHRER FÜR UNTERPULVER-SCHWEISSEN 120 JAHRE JUNG, WELTWEIT BEKANNT FÜR QUALITÄT, LEISTUNGSSTÄRKE UND PRODUKTIVITÄT NIEDERLANDE MEXIKO KANADA VEREINIGTE
DIE UMFASSENDE LÖSUNG FÜR UNTERPULVER-SCHWEISSEN WELTMARKTFÜHRER FÜR UNTERPULVER-SCHWEISSEN 120 JAHRE JUNG, WELTWEIT BEKANNT FÜR QUALITÄT, LEISTUNGSSTÄRKE UND PRODUKTIVITÄT NIEDERLANDE MEXIKO KANADA VEREINIGTE
Schweißverfahren können anhand folgender Gesichtspunkte eingeteilt werden:
 Tabelle mit d wichtigst Schweißverfahr Gemäß DIN 1910-100 und EN 14610 handelt es sich beim Schweiß um das unlösbare und stoffschlüssige Verbind von Werkstoff unter Zuhilfahme von Wärme oder Druck, mit
Tabelle mit d wichtigst Schweißverfahr Gemäß DIN 1910-100 und EN 14610 handelt es sich beim Schweiß um das unlösbare und stoffschlüssige Verbind von Werkstoff unter Zuhilfahme von Wärme oder Druck, mit
DIX PI 3006.M PULS / 4006.M PULS / 4606.M PULS
 Pressemitteilung DIX PI 3006.M PULS / 4006.M PULS / 4606.M PULS Das ganze Leistungsspektrum in einer Maschine Hamburg, Oktober 2018 Mit den synergetischen, dreiphasigen Multifunktions-Puls-Anlagen 3006.M
Pressemitteilung DIX PI 3006.M PULS / 4006.M PULS / 4606.M PULS Das ganze Leistungsspektrum in einer Maschine Hamburg, Oktober 2018 Mit den synergetischen, dreiphasigen Multifunktions-Puls-Anlagen 3006.M
X8 MIG Guns LEISTUNGSSTARKE PRÄZISION
 X8 MIG Guns LEISTUNGSSTARKE PRÄZISION 20.04.2019 X8 MIG Guns ERGONOMISCH GESTALTETE INDUSTRIE-MIG- SCHWEISSBRENNER MIT BEEINDRUCKENDER LEISTUNG X8 MIG Guns sind eine starke Kombination aus ergonomischer
X8 MIG Guns LEISTUNGSSTARKE PRÄZISION 20.04.2019 X8 MIG Guns ERGONOMISCH GESTALTETE INDUSTRIE-MIG- SCHWEISSBRENNER MIT BEEINDRUCKENDER LEISTUNG X8 MIG Guns sind eine starke Kombination aus ergonomischer
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen
 Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Aluminium AC-WIG Schweißen
 Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Hochleistungsel. - Röntgenqualität Lastek ,5. OK Rutilelektrode univers. alle Pos OK ,0x300 mm
 1352250 Hochleistungsel. - Röntgenqualität Lastek 1120 2,5 Doppelbasische ideale Reparatur- und Montage-Elektrode. Sie wird von vielen Kunden wegen ihrer Stärke, ihrer fast unbegrenzten Einsatzmöglichkeiten
1352250 Hochleistungsel. - Röntgenqualität Lastek 1120 2,5 Doppelbasische ideale Reparatur- und Montage-Elektrode. Sie wird von vielen Kunden wegen ihrer Stärke, ihrer fast unbegrenzten Einsatzmöglichkeiten
Handbuch des Unterpulverschweißens
 Handbuch des Unterpulverschweißens Teil V: Berechnung und Gestaltung von Schweißkonstruktionen Schweißtechnologien - Anwendungsbeispiele von Ing. (grad.) P. Müller und Prof. Dr.-Ing. L. Wolff DEUTSCHER
Handbuch des Unterpulverschweißens Teil V: Berechnung und Gestaltung von Schweißkonstruktionen Schweißtechnologien - Anwendungsbeispiele von Ing. (grad.) P. Müller und Prof. Dr.-Ing. L. Wolff DEUTSCHER
HKS-Prozesstechnik GmbH
 HKS-Prozesstechnik GmbH Prozessüberwachung beim Schweißen Messgeräte in der Schweißtechnik erfüllen verschiedene Aufgaben: Erstellen von Prüf- und Verfahrensanweisungen Kontrolle, ob Parameter eingehalten
HKS-Prozesstechnik GmbH Prozessüberwachung beim Schweißen Messgeräte in der Schweißtechnik erfüllen verschiedene Aufgaben: Erstellen von Prüf- und Verfahrensanweisungen Kontrolle, ob Parameter eingehalten
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Schweißtechnik Schweißen von metallischen Konstruktionswerkstoffen Herausgegeben von Klaus-Jürgen Matthes, Erhardt Richter
 Schweißtechnik Schweißen von metallischen Konstruktionswerkstoffen Herausgegeben von Klaus-Jürgen Matthes, Erhardt Richter ISBN-10: 3-446-41422-3 ISBN-13: 978-3-446-41422-8 Vorwort Weitere Informationen
Schweißtechnik Schweißen von metallischen Konstruktionswerkstoffen Herausgegeben von Klaus-Jürgen Matthes, Erhardt Richter ISBN-10: 3-446-41422-3 ISBN-13: 978-3-446-41422-8 Vorwort Weitere Informationen
Beobachtung und Diagnose des Unterpulver-Schweißprozesses. Univ.-Prof. Dr.-Ing. Uwe Reisgen Dipl.-Ing. Konrad Willms Dipl.-Ing.
 Beobachtung und Diagnose des Unterpulver-Schweißprozesses Univ.-Prof. Dr.-Ing. Uwe Reisgen Dipl.-Ing. Konrad Willms Dipl.-Ing. Johannes Schäfer Kurzübersicht Erste Untersuchungsmethoden: Darstellung durch:
Beobachtung und Diagnose des Unterpulver-Schweißprozesses Univ.-Prof. Dr.-Ing. Uwe Reisgen Dipl.-Ing. Konrad Willms Dipl.-Ing. Johannes Schäfer Kurzübersicht Erste Untersuchungsmethoden: Darstellung durch:
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
Grundlagen MIG-MAG Schweißen
 Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Übungsfragen zur Aufbereitung der Vorlesung UMF (Umform-/Fügetechnik), Teil Fügetechnik
, Teil Fügetechnik") Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
5. Rostocker Schweißtage. Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH 5. Rostocker Schweißtage Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen Autoren: Dipl.-Ing. Jan Neubert
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH 5. Rostocker Schweißtage Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen Autoren: Dipl.-Ing. Jan Neubert
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Inhaltsverzeichnis 1 Gasschmelzschweißen 2 Lichtbogenhandschweißen
 Inhaltsverzeichnis 1 Gasschmelzschweißen... 1 1.1 Verfahrensprinzip... 1 1.2 Eingesetzte Gase... 1 1.2.1 Sauerstoff... 1 1.2.2 Brenngase... 2 1.2.3 Flaschenkennung... 3 1.3 Schweißausrüstung... 3 1.3.1
Inhaltsverzeichnis 1 Gasschmelzschweißen... 1 1.1 Verfahrensprinzip... 1 1.2 Eingesetzte Gase... 1 1.2.1 Sauerstoff... 1 1.2.2 Brenngase... 2 1.2.3 Flaschenkennung... 3 1.3 Schweißausrüstung... 3 1.3.1