Rutil / basisch. Aufgrund des geschlossenen Drahtmantels weisen die nahtlosen Typen gegenüber den Falzdrähten folgende Vorteile auf:
|
|
|
- Dieter Schmitz
- vor 7 Jahren
- Abrufe
Transkript

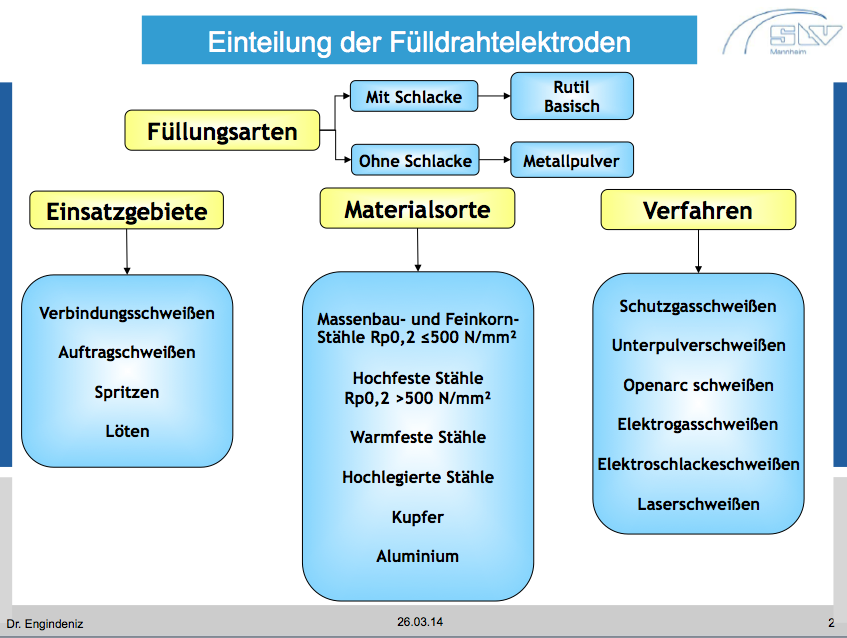
1 Fülldrahtelektroden für das MAG-Schweißen Herstellung, Technologie und ihre Einsatzgründe Dr.-Ing. E. Engindeniz Eigenschaften der Schutzgas-Fülldrahtelektroden Es gibt auf dem Markt sehr viele gefüllte Zusatzwerkstoffe, die jedoch bei näherer Betrachtung gravierende Unterschiede aufweisen. Bild 1 zeigt einige Beispiele von Querschliffen marktüblicher Fülldrahtelektroden. Gemäß dem DVS-Merkblatt 0941 sind sie dem Aufbau nach in zwei Hauptgruppen einzuteilen: - Nahtlose Fülldrahtelektroden - Formgeschlossene Fülldrahtelektroden Brennerführung nahtlose Fülldrähte schlackeführend schlackelos formgeschlossene Fülldrähte Rutil / basisch Metallpulver Bild 1: Querschliffe von Fülldrähten Bild 2: Arbeitstechniken und Füllungstypen Aufgrund des geschlossenen Drahtmantels weisen die nahtlosen Typen gegenüber den Falzdrähten folgende Vorteile auf: - unempfindlich gegen Feuchtigkeitsaufnahme - auch nach langer Lagerung Rücktrocknen nicht erforderlich - HD-Werte generell unter 5 ml/100g - verkupferte Oberfläche, daher besserer Stromübergang und weniger Kontaktrohrverschleiß - keine Torsion, kein Drall, stabile Drahtförderung Allgemein sind für den Fülldrahteinsatz folgende Gründe zu nennen: - Sichere Flankenerfassung, unempfindlich gegen Bindefehler - Gute Benetzung, kerbfreie Übergänge, glatte Oberfläche - Hohe Risssicherheit - Spritzerarmer Tropfenübergang - Hohe Prozessstabilität - Röntgensichere Nähte - Einsatzmöglichkeit von Mikrolegierungselementen - Gute Zwangslageneignung - Wirtschaftliche Fertigung Das Füllpulver besteht in der Regel aus mehreren Komponenten und enthält u.a. Lichtbogenstabilisatoren zur Erzielung einer hohen Prozessstabilität, Legierungselemente zur Nutzung der Metallurgie sowie z. T. -1-

2 Mikrolegierungselemente zur Verbesserung der Güteeigenschaften des Schweißgutes durch den Keimbildungseffekt. Letztere verleihen dem Schweißgut ein feinkörniges Gefüge. Zur Orientierung für den Leser sind In Bild 3 einige Rohstoffe gezeigt. Rutil ð TiO 2 Kalziumkarbonat ð CaCO 3 Natriumflorid ð NaF Flußspat ð CaF 2 Magnesit ð MgO Eisenpulver ð Fe Kalifeldspat SiO 2 Al 2 O 3 K 2 O Ferromangan ð Mn Sinterkorund ð Al 2 O 3 Ferrobor ð B Kryolith ð Na 3 AlF 6 Ferrosilizium ð Si Ferromolybdän ð Mo Bild 3: Einige Rohstoffe für die Herstellung des Füllpulvers Gegenwärtig stehen Fülldrahtelektroden mit und ohne Schlacke zur Verfügung. Die schlackeführenden Typen enthalten Rutil- oder basische Bestandteile und sind wegen der Gefahr der Schlackeneinschlüsse wie die Stabelektroden mit leicht schleppender Brennerstellung zu verarbeiten (Bild 2). Titanoxid bildet bei den Rutilfülldrähten die Hauptkomponente und ergibt auf der Nahtoberfläche eine dunkelgraue Schlacke. Kalziumfluorid ist bei den basischen Fülldrähten anzutreffen und erzeugt recht dünnflüssige Schlacke in ockergelb bis leicht grün. Der Herstellungsprozess der nahtlosen Fülldrähte geht aus Bild 4 hervor. Als Vormaterial dient ein ca. 50 mm breites und rund 2 mm dickes endloses Band, aus dem unter Einsatz des Hochfrequenzschweißens Rohre erzeugt werden. Nach der Rekristallisationsglühung wird das agglomerierte Füllpulver durch die Schwingbewegung mit Hilfe eines Rüttlers in das Rohr eingebracht und vorverdichtet. Danach erfolgt das Vorziehen des Halbzeuges auf den Glühdurchmesser. Während bei dieser Wärmebehandlung der verfestigte Mantel weichgeglüht wird, reduziert sich der aus dem Füllpulver stammende Wasserstoff weit unter 5 ml/100 g. Anschließend wird der Draht in mehreren Stufen auf die Endabmessung gezogen, dabei mehrmals nass gereinigt und zum Schluss verkupfert und poliert. Die nach dieser Methode hergestellte Fülldrahtelektrode ist gegen Feuchtigkeitsaufnahme absolut geschützt und unbegrenzt lagerfähig. Ein Nachtrocknen ist nicht notwendig. Da die Hülle keinerlei Steifigkeitssprung aufweist, sind die Drähte drallfrei und gewährleisten eine störungsfreie Förderung. Die verkupferte Drahtoberfläche verbessert den Stromübergang und verringert den Düsenverschleiß. Die Produktion der formgeschlossenen Fülldrähte erfolgt überwiegend mit trocken gemischten Rohstoffkomponenten. Zuerst wird ein endloses Schmalband mit dem Querschnitt ca. 12 mm x 0,7 mm in Längsrichtung U-förmig gebogen. In diese U-Form wird das Pulvergemisch seitlich hinein gefördert. Bei diesem kontinuierlichen Füllprozess müssen die Füllpulverfördermenge und die Bandgeschwindigkeiten exakt aufeinander abgestimmt sein, damit die gewünschten Schweißgutanalysen eingestellt werden können. Anschließend wird der gefüllte U-Querschnitt in mehreren Schritten geschlossen. Je nach Nahtaufbau entstehen bei diesem Walzvorgang die in Bild 1 gezeigten, formgeschlossenen Drahtformen. -2-

3 Die Schlackenbildner, insbesondere basische Bestandteile beeinflussen die mechanischen Gütewerte positiv. Sie setzten Bindefehler- und Porengefahr auf ein Minimum herab. Somit stellen die schlackeführenden Fülldrahtelektroden in der schweißtechnischen Beurteilung hinsichtlich der praktischen Anwendungsfälle eine Alternative zur Stabelektrode dar. Ein wesentlicher Vorteil der Rutiltypen mit schnellerstarrender Schlacke besteht darin, sie aufgrund der hervorragenden Modellierfähigkeit beim Zwangslagenschweißen vor allem in der steigenden Position sehr wirtschaftlich eingesetzt werden können. Herstellung des Rohres aus dem Massivband durch das HF Schweißen Vorzug auf Glühdurchmesser und Glühen des gefüllten Rohres Rekristallisationsglühen und Kalibrieren auf Fülldurchmesser Ziehen auf Endabmessung Verkupferung der Oberfläche Herstellung des agglomerierten Füllpulvers und Einbringen des Füllpulvers durch Vibration Spulung auf Lieferform Bild 4: Fertigungsschritte der nahtlosen Megafil -Fülldrähte Die schlackelosen Metallpulver-Fülldrahtelektroden sind als Gegentypen zu den Massivdrahtelektroden zu bewerten. Trotz fehlender Schlacke zeigen diese Typen die fülldrahtspezifischen Vorteile im Hinblick auf die Nahtqualität. Eine Ausnahme bildet Porenanfälligkeit bei zu großem Kontaktrohrabstand. Unter dem Aspekt absolut sicherer Wiederzündfähigkeit und des nahezu spritzerfreien Prozessverhaltens war die Entwicklung dieser Drähte ursprünglich für den Robotereinsatz vorgesehen. Ein weiterer Vorteil gegenüber den schlackeführenden Fülldrahtelektroden ergibt sich in diesem Zusammenhang bei den Mehrlagenschweißungen, da hier die Zwischennahtreinigung entfällt. Die Grundlagenuntersuchungen haben gezeigt, dass die Metallpulver-Fülldrahtelektroden unter dem Schutzgas M 21 drei Lichtbogenbereiche Kurz - Misch- und Sprühlichtbogen aufweisen (Bild 5). Die erstaunlich geringe Spritzerbildung im Kurzlichtbogenbereich eröffnet dem Draht auch bei manuellem Einsatz universelle Anwendungsmöglichkeiten. Dies gilt insbesondere für die gute Spaltüberbrückbarkeit (Wurzelschweißen) und für das Schweißen in Zwangslagen. Die Brennerstellung ist ähnlich der beim Schweißen mit Massivdrahtelektroden d.h., sie ist leicht stechend oder neutral (Bild 2). Der mit Spritzern behaftete Mischlichtbogen um 200A sollte nicht zum Einsatz kommen. Bei Verwendung von Pulsstromquellen schweißen die Metallpulvertypen auch in diesem Bereich nahezu spritzerfrei. -3-
4 45 S p a n n u n g [V] Schutzgas : M21 Abmessung: 1,2 mm 70 A 150 A 200 A 250 A 300 A 350 A Drahtaustrittsgeschwindigkeit [m/min] = + Bild 5: Lichtbogenbereiche der MP-Fülldrähte am Beispiel von MF 710M Als eine weitere Entwicklung ist der basische Fülldraht mit Zwangslageneignung zu nennen. Derartige Drähte weisen weniger Schlacke auf und werden mit höheren Füllfaktoren gefertigt. Der Füllfaktor gibt die Gewichtsanteile des Mantels und der Füllung an. Die Hauptanforderung für die Entwicklung dieser basischen Generation stammt aus dem Schiffbau. Hier werden die Rutiltypen mit schnellerstarrender Schlacke überwiegend für Einseitenschweißungen meist auf Keramik in senkrechter Position eingesetzt. Die Werften müssen jedoch immer mehr recht dicke Querschnitte sowohl für den Schiffbau als auch für Komponenten der Offshoretechnik verarbeiten, wofür der Rutiltyp aus der Sicht der Risssicherheit unter extrem schwierigen Bedingungen nicht ausreicht. Die schweißtechnischen Eigenschaften der o.g. basischen Fülldrahtelektroden mit Zwangslageneignung lauten wie folgt: - Fein- bis mitteltropfiger Werkstoffübergang - Schlacke mit mittlerer Stützwirkung, leicht lösend - Minimierung der Rückenbildung - Möglichkeit des Überschweißens von Walz- und Primerschichten Derartige Fülldrähte werden wegen der besseren Schweißeigenschaften überwiegend am Pol verarbeitet, was je nach Anwendungsfall und Maschinenverfügbarkeit ein Nachteil sein kann. Allgemein ist der Gleichrichter mit Konstantspannungscharakteristik heute noch als die Standardstromquelle für alle gasgeschützten Fülldrahtelektroden anzusehen. Die Verwendung von Impulstechnik bietet in Bezug auf die Spritzerfreiheit zusätzliche Vorteile. Mit Rücksicht auf die Optimierung der Schweißeigenschaften ist jedoch darauf zu achten, dass die Impulsfrequenz zwischen 50 Hz und 100 Hz betragen sollte. -4-
5 -5-

6 -6-
7 -7-
MEGAFIL Nahtlose Fülldrähte
 MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
MEGAFIL Nahtlose Fülldrähte ITW Welding - Die erste Wahl, wenn es ums Schweißen geht Unsere Leidenschaft ist das Schweißen, was unser einzigartiges Angebot beweist: Egal, ob es sich um die erstklassigen
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Für jede Anwendung der geeignete Schweisszusatz
 Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
ALUNOX ist Ihr Programm: Nickel.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Der verschleissfeste Stahl
 Der verschleissfeste Stahl Walzprofile. Hohe Qualität. STEEL FOR LIFE WARRANTY ESTRONG ist ein kohlenstoffarmer Legierungsstahl mit hohem Gehalt an Bor, Molybdän und Nickel, die die mechanischen Merkmale
Der verschleissfeste Stahl Walzprofile. Hohe Qualität. STEEL FOR LIFE WARRANTY ESTRONG ist ein kohlenstoffarmer Legierungsstahl mit hohem Gehalt an Bor, Molybdän und Nickel, die die mechanischen Merkmale
MAXXimieren Sie Ihre Produktivität
 Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Waschvlies BöttcherTex Optima BöttcherTex Primera BöttcherTex Impress
 Waschvlies BöttcherTex Optima BöttcherTex Primera BöttcherTex Impress Neue Waschanlagenkonzepte zur Reduzierung der Waschzeiten erfordern optimierte Waschvliese In den letzten Jahren wurde der Druckmaschinenbau
Waschvlies BöttcherTex Optima BöttcherTex Primera BöttcherTex Impress Neue Waschanlagenkonzepte zur Reduzierung der Waschzeiten erfordern optimierte Waschvliese In den letzten Jahren wurde der Druckmaschinenbau
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Effiziente Schweißtechnik mit MAG-Fülldrähten
 Effiziente Schweißtechnik mit MAG-Fülldrähten Dr.-Ing. Erturul ENGINDENIZ 1 Einleitung Da die Schweißtechnik neben Ihrer Notwendigkeit für metallverarbeitende Industrie auch auf die Wirtschaftlichkeit
Effiziente Schweißtechnik mit MAG-Fülldrähten Dr.-Ing. Erturul ENGINDENIZ 1 Einleitung Da die Schweißtechnik neben Ihrer Notwendigkeit für metallverarbeitende Industrie auch auf die Wirtschaftlichkeit
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN
 WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
KOMPLETTE PRODUKTIONSKETTE
 2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
Anhang: Tabellen und Diagramme
 18.1 Tabellen und Diagramme 1 Anhang: Tabellen und Diagramme Verfahrensbezeichnungen nach DIN EN ISO 4063 (Auswahl) 1 Lichtbogenschmelzschweißen 11 Metall-Lichtbogenschweißen ohne Gasschutz 111 Lichtbogenhandschweißen
18.1 Tabellen und Diagramme 1 Anhang: Tabellen und Diagramme Verfahrensbezeichnungen nach DIN EN ISO 4063 (Auswahl) 1 Lichtbogenschmelzschweißen 11 Metall-Lichtbogenschweißen ohne Gasschutz 111 Lichtbogenhandschweißen
RigiProfil. Das starke Trockenbauprofil.
 RigiProfil. Das starke Trockenbauprofil. EINZIGARTIGES PROFIL. DIE VORTEILE DER PROFILIERUNG. RigiProfil ist die neue Generation der Stahlprofile für RIGIPS Wände. Die Besonderheit von RigiProfil ist die
RigiProfil. Das starke Trockenbauprofil. EINZIGARTIGES PROFIL. DIE VORTEILE DER PROFILIERUNG. RigiProfil ist die neue Generation der Stahlprofile für RIGIPS Wände. Die Besonderheit von RigiProfil ist die
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 1. Einleitung / Danksagung Von Oktober 2000 bis Dezember 2002 bearbeitete die Ingenieurgemeinschaft Meyer und Horn-Samodelkin GbR Rostock (kurz: IGMHS) als Projektleiter das Forschungsprojekt: Entwicklung
1. Einleitung / Danksagung Von Oktober 2000 bis Dezember 2002 bearbeitete die Ingenieurgemeinschaft Meyer und Horn-Samodelkin GbR Rostock (kurz: IGMHS) als Projektleiter das Forschungsprojekt: Entwicklung
Reparaturen an großen Gussstücken durch Schweißen
 Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Intermetallische Systeme, ( Legierungen ) Metalle
 Metalle") Eigenschaften Metalle plastisch verformbar meist hohe Dichte ( Ausnahme: Leichtmetalle ) gute elektrische Leitfähigkeit gute Wärmeleitung optisch nicht transparent metallischer Glanz Intermetallische Systeme,
Eigenschaften Metalle plastisch verformbar meist hohe Dichte ( Ausnahme: Leichtmetalle ) gute elektrische Leitfähigkeit gute Wärmeleitung optisch nicht transparent metallischer Glanz Intermetallische Systeme,
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle)
") 8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
Fügen und Bearbeiten von Chrom Nickel Stahl
 http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
Welding. Innovative. Zusatzwerkstoffe. Neueste Oberflächentechnologien für überragende Schweißeigenschaften. 2.Edition 2014.
 Welding Innovative Zusatzwerkstoffe Neueste Oberflächentechnologien für überragende Schweißeigenschaften. 2.Edition 2014 eine Marke der Direkt vom Hersteller! Seit fast 80 Jahren sind wir als Wirth Schweißtechnik
Welding Innovative Zusatzwerkstoffe Neueste Oberflächentechnologien für überragende Schweißeigenschaften. 2.Edition 2014 eine Marke der Direkt vom Hersteller! Seit fast 80 Jahren sind wir als Wirth Schweißtechnik
GEMEINSAM ETWAS BEWEGEN IHR PARTNER FÜR TEILE AUS GUMMI UND KUNSTSTOFF GUMMI UND KUNSTSTOFF STANZTEILE UND ZUSCHNITTE PLATTEN UND MATTEN FORMTEILE
 FÜR TEILE AUS IHR PARTNER FÜR TEILE AUS GUMMI UND KUNSTSTOFF GUMMI UND KUNSTSTOFF STANZTEILE UND ZUSCHNITTE PLATTEN UND MATTEN FORMTEILE GUMMI-METALL- VERBINDUNGEN DREH- UND FRÄSTEILE HALBZEUGE PROFILE
FÜR TEILE AUS IHR PARTNER FÜR TEILE AUS GUMMI UND KUNSTSTOFF GUMMI UND KUNSTSTOFF STANZTEILE UND ZUSCHNITTE PLATTEN UND MATTEN FORMTEILE GUMMI-METALL- VERBINDUNGEN DREH- UND FRÄSTEILE HALBZEUGE PROFILE
Produktinformationen. Un-/mittel- und hochlegierte Schweißdrähte von Böhler
 Produktinformationen Un-/mittel- und hochlegierte Schweißdrähte von Böhler Auswahlhilfe Grundwerkstoffe ASTM (Beispiele) SMAW FCAW GTAW (GW) GMAW SAW Seite Seite Seite Seite Seite Unlegierte Stähle Re
Produktinformationen Un-/mittel- und hochlegierte Schweißdrähte von Böhler Auswahlhilfe Grundwerkstoffe ASTM (Beispiele) SMAW FCAW GTAW (GW) GMAW SAW Seite Seite Seite Seite Seite Unlegierte Stähle Re
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
18 Schweißen an duktilen Gussrohren
 E-Book Guss-Rohrsysteme 18. Kapitel: Schweißen an duktilen Gussrohren 18/1 18 Schweißen an duktilen Gussrohren 18.1 Allgemeines 18.2 Schweißverfahren 18.3 Anwendungsbereiche E-Book Guss-Rohrsysteme 18.
E-Book Guss-Rohrsysteme 18. Kapitel: Schweißen an duktilen Gussrohren 18/1 18 Schweißen an duktilen Gussrohren 18.1 Allgemeines 18.2 Schweißverfahren 18.3 Anwendungsbereiche E-Book Guss-Rohrsysteme 18.
Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik
 Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik Werkzeugbau Prototypenbau Kompetenz und Präzision Partner von der Idee bis zum serienreifen
Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik Werkzeugbau Prototypenbau Kompetenz und Präzision Partner von der Idee bis zum serienreifen
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
FOAMGLAS -Platten T 4 sind:
 FOAMGLAS -Platten T 4 1. Beschreibung und Anwendungsbereich FOAMGLAS -Platten T 4 werden aus natürlichen, nahezu unbegrenzt vorkommenden Rohstoffen (Sand, Dolomit, Kalk) hergestellt. Der Dämmstoff enthält
FOAMGLAS -Platten T 4 1. Beschreibung und Anwendungsbereich FOAMGLAS -Platten T 4 werden aus natürlichen, nahezu unbegrenzt vorkommenden Rohstoffen (Sand, Dolomit, Kalk) hergestellt. Der Dämmstoff enthält
Kein Grat kein Spritzer
 3 Juni 2009 Das Fachmagazin für die Blech-bearbeitung Kein Grat kein Spritzer Entgratete, verrundete und spritzerfreie Edelstahlbleche in einem Durchlauf Sonderdruck aus Heft 3, Juni 2009 www.blechonline.de
3 Juni 2009 Das Fachmagazin für die Blech-bearbeitung Kein Grat kein Spritzer Entgratete, verrundete und spritzerfreie Edelstahlbleche in einem Durchlauf Sonderdruck aus Heft 3, Juni 2009 www.blechonline.de
OK AristoRod TM - von Schweißern und Robotern bevorzugt
 OK AristoRod TM - von Schweißern und Robotern bevorzugt Die Familie der unverkupferten MAG-Drahtelektroden für höhere Produktivität STRENGTH THROUGH COOPERATION ESAB OK AristoRod mit überlegener Oberflächentechnologie
OK AristoRod TM - von Schweißern und Robotern bevorzugt Die Familie der unverkupferten MAG-Drahtelektroden für höhere Produktivität STRENGTH THROUGH COOPERATION ESAB OK AristoRod mit überlegener Oberflächentechnologie
2. Schweißzusätze für die Aluminiumschweißung. Schweißzusätze für das Titan-Schweißen.
 1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
5 Bau-/ Industrietechnik
 WEDA - Pumpen Tauchpumpen WEDA Pumpen Die neuen WEDA-Kompaktpumpen von Atlas Copco sind tragbar, leicht und wartungsfreundlich. Sie ermöglichen eine schnelle und effiziente Entwässerung in einer Vielzahl
WEDA - Pumpen Tauchpumpen WEDA Pumpen Die neuen WEDA-Kompaktpumpen von Atlas Copco sind tragbar, leicht und wartungsfreundlich. Sie ermöglichen eine schnelle und effiziente Entwässerung in einer Vielzahl
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Schweißen von WELDOX und HARDOX
 Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Edelstahl. Vortrag von Alexander Kracht
 Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
fürtiefschliff auf Hartmetall
 3M (Schweiz) AG Schleifsysteme Eggstrasse 93 8803 Rüschlikon neu 3M 650HJ Hochleistungsschleifscheibe fürtiefschliff auf Hartmetall Erhöhte Oberflächenqualität Ihrer Werkzeuge sowie gesteigerte Produktivität.
3M (Schweiz) AG Schleifsysteme Eggstrasse 93 8803 Rüschlikon neu 3M 650HJ Hochleistungsschleifscheibe fürtiefschliff auf Hartmetall Erhöhte Oberflächenqualität Ihrer Werkzeuge sowie gesteigerte Produktivität.
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Böhler Schweißzusätze mit 1 % igem Nickelanteil
 Böhler Schweißzusätze mit 1 % igem Nickelanteil Ein komplettes Angebot für anspruchsvolle Aufgaben voestalpine Böhler Welding www.voestalpine.com/welding 1 Dauerhafte Verbindungen Der wichtigste Aspekt
Böhler Schweißzusätze mit 1 % igem Nickelanteil Ein komplettes Angebot für anspruchsvolle Aufgaben voestalpine Böhler Welding www.voestalpine.com/welding 1 Dauerhafte Verbindungen Der wichtigste Aspekt
EWM hilft und spart Ihnen Zeit und Geld!
 Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Aluminium-Rundstangen EN AW-6026
 Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Hochleistungsdrähte aus Kupferlegierungen
 Hochleistungsdrähte aus Kupferlegierungen Hochleistungsdraht aus Kupferlegierungen Unternehmensportrait Halbfabrikate sind das unentbehrliche Bindeglied zwischen Rohstoff und Fertigprodukt. Die Wieland-Gruppe
Hochleistungsdrähte aus Kupferlegierungen Hochleistungsdraht aus Kupferlegierungen Unternehmensportrait Halbfabrikate sind das unentbehrliche Bindeglied zwischen Rohstoff und Fertigprodukt. Die Wieland-Gruppe
MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht
 MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht Norbert Knopp / Heinz Lorenz, Mündersbach und Robert Killing, Solingen Einleitung Höher, weiter, schneller, das ist heute nicht nur die Maxime im Hochleistungssport,
MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht Norbert Knopp / Heinz Lorenz, Mündersbach und Robert Killing, Solingen Einleitung Höher, weiter, schneller, das ist heute nicht nur die Maxime im Hochleistungssport,
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Bild 1. Erwärmung einer Stahlplatte aus Feinkornstahl S690 mit einem Erdgas-Druckluft-Brenner bei einem Erdgasdruck von 0,1 bar
 Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Übungsfragen zur Aufbereitung der Vorlesung UMF (Umform-/Fügetechnik), Teil Fügetechnik
, Teil Fügetechnik") Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
4. Zusatzwerkstoffe für das Schweißen von Werkzeugstählen
 4. Zusatzwerkstoffe für das Schweißen von Werkzeugstählen 4 Zusatzwerkstoffe für das Schweißen von Werkzeugstählen 4.1 Umhüllte Stabelektroden für das Schweißen von Werkzeugstählen capilla Seite 4914
4. Zusatzwerkstoffe für das Schweißen von Werkzeugstählen 4 Zusatzwerkstoffe für das Schweißen von Werkzeugstählen 4.1 Umhüllte Stabelektroden für das Schweißen von Werkzeugstählen capilla Seite 4914
Gibbssche Phasenregel und Einführung in Phasendiagramme F = C P + 2
 Petrologie der Magmatite und Metamorphite: Teil Metamorphite - Vorlesung 3 1/6 Gibbssche Phasenregel und Einführung in Phasendiagramme Bei Vorliegen eines thermodynamischen Gleichgewichts (thermodynamic
Petrologie der Magmatite und Metamorphite: Teil Metamorphite - Vorlesung 3 1/6 Gibbssche Phasenregel und Einführung in Phasendiagramme Bei Vorliegen eines thermodynamischen Gleichgewichts (thermodynamic
Crypton for Brain MC XL. Digital, sauber, einfach So macht CoCr-Verarbeitung Spaß
 Crypton for Brain MC XL Digital, sauber, einfach So macht CoCr-Verarbeitung Spaß Crypton for Brain MC XL Die Werkstoffe im prothetischen Markt Werkstoffe & Produktion Werkstoffverteilung gesamt 15 Millionen
Crypton for Brain MC XL Digital, sauber, einfach So macht CoCr-Verarbeitung Spaß Crypton for Brain MC XL Die Werkstoffe im prothetischen Markt Werkstoffe & Produktion Werkstoffverteilung gesamt 15 Millionen
00. Inhalt. 1. Modulare Ausbildung. 2. Entwicklung in der Schweißtechnik. 3. Arbeits- und Brandschutz. 4. Normung. 5.
 00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
Schweißen. Empfehlung für Schienenstähle
 Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Merkmale der Kugelgelenke
 Aufbau und Merkmale Abb.1 Aufbau des Kugelgelenks BL Das Kugelgelenk besteht aus einer hochgenauen Wälzlagerkugel aus Stahl, die im Druckgussverfahren mit dem Gehäusematerial umgossen wird. Anschließend
Aufbau und Merkmale Abb.1 Aufbau des Kugelgelenks BL Das Kugelgelenk besteht aus einer hochgenauen Wälzlagerkugel aus Stahl, die im Druckgussverfahren mit dem Gehäusematerial umgossen wird. Anschließend
Die verfahrensbedingte Nahtgeometrie Tiefen/Breite von 40:1 der Schweißnaht sorgt für verzugsarmes Fügen der Einzelteile.
 Beitrag für EB Group News EB-Schweißen faserverstärkter Aluminiumkolben Faserverstärkte Aluminiumkolben finden u.a. ihre Anwendung in Dieselmotoren von Lokomotiven. Lokomotiven dieser Bauart werden u.a.
Beitrag für EB Group News EB-Schweißen faserverstärkter Aluminiumkolben Faserverstärkte Aluminiumkolben finden u.a. ihre Anwendung in Dieselmotoren von Lokomotiven. Lokomotiven dieser Bauart werden u.a.
BLECHE MIT METALLBESCHICHTUNG VERZINKTE BLECHE [ZN]
![BLECHE MIT METALLBESCHICHTUNG VERZINKTE BLECHE [ZN]](/thumbs/50/26831859.jpg "BLECHE MIT METALLBESCHICHTUNG VERZINKTE BLECHE [ZN]") BLECHE MIT METALLBESCHICHTUNG VERZINKTE BLECHE [ZN] Diese Bleche werden beidseitig kontinuierlich feuerverzinkt, wodurch der Stahlkern vor Korrosion geschützt wird. Die Oberfläche kann spezifische Blüten
BLECHE MIT METALLBESCHICHTUNG VERZINKTE BLECHE [ZN] Diese Bleche werden beidseitig kontinuierlich feuerverzinkt, wodurch der Stahlkern vor Korrosion geschützt wird. Die Oberfläche kann spezifische Blüten
NORDSEETAUCHER GmbH. (N-Sea-Divers) Hyperbaric Tunnel Construction and Diving
 Hyperbaric Tunnel Construction and Diving") (N-Sea-Divers) Forschungsprojekt KU2700201TL0 Entwicklung der technologischen Voraussetzungen für das Elektrodenhandschweißen und das MAG-Fülldrahtschweißen in Überdruck Projektkoordinator Schweißfachingenieur:
(N-Sea-Divers) Forschungsprojekt KU2700201TL0 Entwicklung der technologischen Voraussetzungen für das Elektrodenhandschweißen und das MAG-Fülldrahtschweißen in Überdruck Projektkoordinator Schweißfachingenieur:
Wie entstehen Gläser? Glasbildung ist verhinderte Kristallisation. Glas ist eine eingefrorene unterkühlte Schmelze. metastabil
 6.3 Gläser - seit 5000 Jahren - 100 Mio t/a - Deutschland: 3 Mio t Recycling-Anteil > 70% - 90% Kalk-Natron-Glas - auch metallische Gläser und andere Stoffe im Glaszustand Wie entstehen Gläser? Glasbildung
6.3 Gläser - seit 5000 Jahren - 100 Mio t/a - Deutschland: 3 Mio t Recycling-Anteil > 70% - 90% Kalk-Natron-Glas - auch metallische Gläser und andere Stoffe im Glaszustand Wie entstehen Gläser? Glasbildung
Neubauer GmbH & CoKG Metallwarenerzeugung A 6460 Imst / Tirol Industriezone 15
 Neubauer GmbH & CoKG Metallwarenerzeugung A 6460 Imst / Tirol Industriezone 15 Ablängen Rohre Ø6x1mm bis Ø65x6mm vollautomatisch (Wandstärke beliebig) Draht in Ringen Ø2mm bis Ø22mm Band in Ringen 8x0,2mm
Neubauer GmbH & CoKG Metallwarenerzeugung A 6460 Imst / Tirol Industriezone 15 Ablängen Rohre Ø6x1mm bis Ø65x6mm vollautomatisch (Wandstärke beliebig) Draht in Ringen Ø2mm bis Ø22mm Band in Ringen 8x0,2mm
Steignähte leicht und sicher schweißen
 SCHWEISSTECHNIK UND MEHR -- Lizensiert für DVS Media GmbH, -- INNOVATIVE MSG-SCHWEISSVERFAHRENSVARIANTE HILFT BEI DER BEWÄLTIGUNG SCHWIERIGER AUFGABEN, TEIL 2 Steignähte leicht und sicher schweißen Birger
SCHWEISSTECHNIK UND MEHR -- Lizensiert für DVS Media GmbH, -- INNOVATIVE MSG-SCHWEISSVERFAHRENSVARIANTE HILFT BEI DER BEWÄLTIGUNG SCHWIERIGER AUFGABEN, TEIL 2 Steignähte leicht und sicher schweißen Birger
3.5. BAUTREPPEN UND BAULEITERN. aus Aluminium
 3 3.5. BAUTREPPEN UND BAULEITERN aus Aluminium SICHERHEITSTECHNIK 3 BAUTREPPEN UND BAULEITERN AUS ALUMINIUM ALLGEMEIN Allgemeines: Dient als sicherer Auf- und Abstieg auf Baustellen Zur wirtschaftlichen
3 3.5. BAUTREPPEN UND BAULEITERN aus Aluminium SICHERHEITSTECHNIK 3 BAUTREPPEN UND BAULEITERN AUS ALUMINIUM ALLGEMEIN Allgemeines: Dient als sicherer Auf- und Abstieg auf Baustellen Zur wirtschaftlichen
Tput_HB2005_d_TitelCD :21 Uhr Seite 1 Schweißzusätze
 Schweißzusätze Schweißzusätze Böhler Thyssen Schweisstechnik Deutschland GmbH Unionstr. 1 D-59067 Hamm Tel.: +49 (0) 23 81-271-02 Fax: +49 (0) 23 81-271-402 www.t-put.com Member of the BÖHLER-UDDEHOLM
Schweißzusätze Schweißzusätze Böhler Thyssen Schweisstechnik Deutschland GmbH Unionstr. 1 D-59067 Hamm Tel.: +49 (0) 23 81-271-02 Fax: +49 (0) 23 81-271-402 www.t-put.com Member of the BÖHLER-UDDEHOLM
Reverse-Charge-Verfahren - Unverbindliche Liste
 Reverse-Charge-Verfahren - Unverbindliche Liste DEUTSCHLAND: für Metallerzeugnisse - neue Anlage zu 13b Absatz 2 Nummer 11 UStG - gültig ab 01.10.2014 ÖSTERREICH: Lt. Österr. Bundesgesetz BGBl.Nr. 63/2013,
Reverse-Charge-Verfahren - Unverbindliche Liste DEUTSCHLAND: für Metallerzeugnisse - neue Anlage zu 13b Absatz 2 Nummer 11 UStG - gültig ab 01.10.2014 ÖSTERREICH: Lt. Österr. Bundesgesetz BGBl.Nr. 63/2013,
Überzeugende Aktivitäten von
 Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Härtbarkeit von Stahl in Abhängigkeit vom Kohlenstoffgehalt
 Experimentelle Werkstoffkunde Versuch 3.5 113 Versuch 3.5 Härtbarkeit von Stahl in Abhängigkeit vom Kohlenstoffgehalt Dieses Experiment zeigt, dass bei einer in sehr kurzer Zeit erzwungenen Gitterumwandlung
Experimentelle Werkstoffkunde Versuch 3.5 113 Versuch 3.5 Härtbarkeit von Stahl in Abhängigkeit vom Kohlenstoffgehalt Dieses Experiment zeigt, dass bei einer in sehr kurzer Zeit erzwungenen Gitterumwandlung
Fulleren fädeln. Einführung
 Fulleren fädeln. Wikipedia: Als Fullerene (Einzahl: Fulleren) werden sphärische Moleküle aus Kohlenstoffatomen (mit hoher Symmetrie, z. B. IhSymmetrie für C60) bezeichnet. Dieser Fädellehrgang ist ein
Fulleren fädeln. Wikipedia: Als Fullerene (Einzahl: Fulleren) werden sphärische Moleküle aus Kohlenstoffatomen (mit hoher Symmetrie, z. B. IhSymmetrie für C60) bezeichnet. Dieser Fädellehrgang ist ein
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Die Geschichte der Seife
 Die Geschichte der Seife Die ersten Spuren der Seifenherstellung lassen sich bis auf etwa drei Jahrtausende vor Christus zurückverfolgen. Damals erkannte bereits das Volk der Sumerer die besonderen Eigenschaften
Die Geschichte der Seife Die ersten Spuren der Seifenherstellung lassen sich bis auf etwa drei Jahrtausende vor Christus zurückverfolgen. Damals erkannte bereits das Volk der Sumerer die besonderen Eigenschaften
Zusatzwerkstoffe und Lote
 Stabelektroden für Stabelektroden für nierdriglegierte Stähle hochlegierte Stähle Seite 84-91 Seite 92-97 Schweißdraht, WIG- MIG/MAG Drähte, Stäbe, Gasschweißstäbe mittellegiert Seite 98 Seite 99 UP-Draht
Stabelektroden für Stabelektroden für nierdriglegierte Stähle hochlegierte Stähle Seite 84-91 Seite 92-97 Schweißdraht, WIG- MIG/MAG Drähte, Stäbe, Gasschweißstäbe mittellegiert Seite 98 Seite 99 UP-Draht
UNTERPULV UNTERPUL ER SCHWEISSEN
 UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
WERKSTOFFE. Werkstoffe
 WERKSTOFFE 102 MAG Schutzgas-Schweißdrähte niedriglegiert, IT:SG Fassspulung IT:SG 2 IT:SG 3 Zentrieradapter IT:SG 2 Niedriglegierte Drahtelektrode für das Metall-Schutzgasschweißen an unlegierten und
WERKSTOFFE 102 MAG Schutzgas-Schweißdrähte niedriglegiert, IT:SG Fassspulung IT:SG 2 IT:SG 3 Zentrieradapter IT:SG 2 Niedriglegierte Drahtelektrode für das Metall-Schutzgasschweißen an unlegierten und
HOCHWERTIGE SCHMELZSALZE INTELLIGENTE VERWERTUNG. Komplettlösungen für die Sekundäraluminium-Industrie
 HOCHWERTIGE SCHMELZSALZE INTELLIGENTE VERWERTUNG Komplettlösungen für die Sekundäraluminium-Industrie Abnahme und Transport von Salzschlacke Langzeitsichere Entsorgung von Kugelmühlen- und Filterstäuben
HOCHWERTIGE SCHMELZSALZE INTELLIGENTE VERWERTUNG Komplettlösungen für die Sekundäraluminium-Industrie Abnahme und Transport von Salzschlacke Langzeitsichere Entsorgung von Kugelmühlen- und Filterstäuben
SEHO POWERREPAIR. Technisches Datenblatt. Selektives Reparatur-Lötsystem. Technisches Datenblatt PowerRepair
 Technisches Datenblatt Selektives Reparatur-Lötsystem SEHO POWERREPAIR PowerRepair Seite 1 von 6 09.07.2014 Bild enthält Optionen 1. Einsatzgebiet Die SEHO PowerRepair wurde für das professionelle Auslöten
Technisches Datenblatt Selektives Reparatur-Lötsystem SEHO POWERREPAIR PowerRepair Seite 1 von 6 09.07.2014 Bild enthält Optionen 1. Einsatzgebiet Die SEHO PowerRepair wurde für das professionelle Auslöten
VIOSIL SQ FUSED SILICA (SYNTHETISCHES QUARZGLAS)
") VIOSIL SQ FUSED SILICA (SYNTHETISCHES QUARZGLAS) Beschreibung VIOSIL SQ wird von ShinEtsu in Japan hergestellt. Es ist ein sehr klares (transparentes) und reines synthetisches Quarzglas. Es besitzt, da
VIOSIL SQ FUSED SILICA (SYNTHETISCHES QUARZGLAS) Beschreibung VIOSIL SQ wird von ShinEtsu in Japan hergestellt. Es ist ein sehr klares (transparentes) und reines synthetisches Quarzglas. Es besitzt, da
Schweißzusatzwerkstoffe und Lote
 Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Protokoll zum Versuch: Zugversuch
 Protokoll zum Versuch: Zugversuch Fabian Schmid-Michels Nils Brüdigam Universität Bielefeld Wintersemester 2006/2007 Grundpraktikum I 18.01.2007 Inhaltsverzeichnis 1 Ziel 2 2 Theorie 2 3 Versuch 2 3.1
Protokoll zum Versuch: Zugversuch Fabian Schmid-Michels Nils Brüdigam Universität Bielefeld Wintersemester 2006/2007 Grundpraktikum I 18.01.2007 Inhaltsverzeichnis 1 Ziel 2 2 Theorie 2 3 Versuch 2 3.1
Schutzgase zum Schweissen
 Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
HOLZ 100% MEHR HEIZVERGNÜGEN KAMIN
 KAMIN HOLZ GMBH 100% MEHR HEIZVERGNÜGEN Die KAMINHOLZ GmbH hat es sich zur Aufgabe gemacht, das Heizen mit Holz im Wohnbereich noch komfortabler, angenehmer und einfacher zu machen. Mit 100% splitterfreiem,
KAMIN HOLZ GMBH 100% MEHR HEIZVERGNÜGEN Die KAMINHOLZ GmbH hat es sich zur Aufgabe gemacht, das Heizen mit Holz im Wohnbereich noch komfortabler, angenehmer und einfacher zu machen. Mit 100% splitterfreiem,
Rohmann GmbH. Hersteller von Wirbelstromprüfgeräten und Systemen. Vortrag von Herrn Dipl.-Ing. Thomas Schwabe/ ROHMANN. Herzlich Willkommen!
 Hersteller von Wirbelstromprüfgeräten und Systemen -Die neue Welt der Wirbelstromprüfungen Vortrag von Herrn / ROHMANN Herzlich Willkommen! Carl-Benz-Str. 23 67227 Frankenthal Geschichte der 1977 - Gründung
Hersteller von Wirbelstromprüfgeräten und Systemen -Die neue Welt der Wirbelstromprüfungen Vortrag von Herrn / ROHMANN Herzlich Willkommen! Carl-Benz-Str. 23 67227 Frankenthal Geschichte der 1977 - Gründung
MPO. Kunststoff. Wirtschaftlich - leicht - unzerbrechlich
 MPO Entwässerungsrinnen aus Kunststoff Wirtschaftlich - leicht - unzerbrechlich Inhaltsverzeichnis Inhalt Seite Warum MPO Entwässerungsrinnen? 3 MPO Light Rinne 4 MPO Easy Rinne 6 Einbauanleitung 8 Einbaubeispiele
MPO Entwässerungsrinnen aus Kunststoff Wirtschaftlich - leicht - unzerbrechlich Inhaltsverzeichnis Inhalt Seite Warum MPO Entwässerungsrinnen? 3 MPO Light Rinne 4 MPO Easy Rinne 6 Einbauanleitung 8 Einbaubeispiele
Mag. 50 fer 50. Magnifer 50 Werkstoffblatt-Nr. 9102 Augabe Januar 2002. Krupp VDM. Weichmagnetische Nickel-Eisen-Legierung
 Werkstoffblatt-Nr. 9102 Augabe Januar 2002 50 fer 50 Weichmagnetische Nickel-Eisen-Legierung Mag Ein Unternehmen von Krupp Thyssen Stainless Krupp VDM TK 2 Magnifer 50 ist eine weichmagnetische Nickel-Eisen-Legierung
Werkstoffblatt-Nr. 9102 Augabe Januar 2002 50 fer 50 Weichmagnetische Nickel-Eisen-Legierung Mag Ein Unternehmen von Krupp Thyssen Stainless Krupp VDM TK 2 Magnifer 50 ist eine weichmagnetische Nickel-Eisen-Legierung
Mehrschichtige keramische Reibscheiben
 Mehrschichtige keramische Reibscheiben Reibscheiben, insbesondere Bremsscheiben, aus faserverstärkten keramischen Werkstoffen mit einem mehrschichtigen Aufbau gewinnen mehr und mehr Beachtung in der Automobilindustrie.
Mehrschichtige keramische Reibscheiben Reibscheiben, insbesondere Bremsscheiben, aus faserverstärkten keramischen Werkstoffen mit einem mehrschichtigen Aufbau gewinnen mehr und mehr Beachtung in der Automobilindustrie.
Wiederholungsfragen Kunststoff 8
 Wiederholungsfragen Kunststoff 8 Die richtige Beantwortung der Fragen aus dem Stoff der 8. Jahrgangsstufe ist Voraussetzung für die Weiterführung des Werkunterrichts im Materialbereich Kunstsoff in der
Wiederholungsfragen Kunststoff 8 Die richtige Beantwortung der Fragen aus dem Stoff der 8. Jahrgangsstufe ist Voraussetzung für die Weiterführung des Werkunterrichts im Materialbereich Kunstsoff in der
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS
 DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
Moderne Herstellung von Kronen und Brücken aus Edelmetall
 Moderne Herstellung von Kronen und Brücken aus Edelmetall Anwenderbericht von ZTM Daniel Kirndörfer, Lauf/Deutschland Neue Möglichkeit bei Edelmetallen Einleitung Im zahntechnischen Laboralltag ist CAD/CAM
Moderne Herstellung von Kronen und Brücken aus Edelmetall Anwenderbericht von ZTM Daniel Kirndörfer, Lauf/Deutschland Neue Möglichkeit bei Edelmetallen Einleitung Im zahntechnischen Laboralltag ist CAD/CAM
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl
 Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Verbund 015. Visualisierung als Roadmap Marktadressierung Forschungsumfeld
 Verbund 015 Aufbaukörnung Steigerung der Ressourceneffizienz im Bauwesen durch die Entwicklung innovativer Technologien für die Herstellung hochwertiger Aufbaukörnung aus sekundären Rohstoffen auf der
Verbund 015 Aufbaukörnung Steigerung der Ressourceneffizienz im Bauwesen durch die Entwicklung innovativer Technologien für die Herstellung hochwertiger Aufbaukörnung aus sekundären Rohstoffen auf der
Fertigungsverfahren und Fertigungsprinzipien
 Fertigungsverfahren und Fertigungsprinzipien Fertigungsverfahren und Fertigungsprinzipien Lars Erkelenz, Jochen Dirkling, Wiebke Goller 1 Gliederung 1. Fertigungsverfahren 1. Werkstattfertigung 2. Reihen-
Fertigungsverfahren und Fertigungsprinzipien Fertigungsverfahren und Fertigungsprinzipien Lars Erkelenz, Jochen Dirkling, Wiebke Goller 1 Gliederung 1. Fertigungsverfahren 1. Werkstattfertigung 2. Reihen-
Aluminiumlegierungen Strangpressprodukte und Schmiedestücke
 AI AI sind die Leichtmetalle mit den ausgewogensten Eigenschaften. Neben dem niedrigen spezifischen Gewicht bieten sie je nach Legierung: gute Korrosionsbeständigkeit mittlere bis hohe Festigkeit gute
AI AI sind die Leichtmetalle mit den ausgewogensten Eigenschaften. Neben dem niedrigen spezifischen Gewicht bieten sie je nach Legierung: gute Korrosionsbeständigkeit mittlere bis hohe Festigkeit gute
H2 1862 mm. H1 1861 mm
 1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
Copyright 2008-2009 RBC Rus-Business Consulting GmbH
 Hydrodynamischer Wärmeerzeuger Hydrodynamischer Wärmeerzeuger ist ein umweltfreundlicher Wärmeerzeuger einer neuen Generation, in dem keine Heizelemente vorhanden sind. Die Flüssigkeitserhitzung in diesem
Hydrodynamischer Wärmeerzeuger Hydrodynamischer Wärmeerzeuger ist ein umweltfreundlicher Wärmeerzeuger einer neuen Generation, in dem keine Heizelemente vorhanden sind. Die Flüssigkeitserhitzung in diesem