Aluminium Draht Elektroden. Aluminium schweißen unter Berücksichtigung der Qualität & Kosten
|
|
|
- Karola Rosenberg
- vor 6 Jahren
- Abrufe
Transkript




1 Aluminium Draht Elektroden Aluminium schweißen unter Berücksichtigung der Qualität & Kosten
2 Welches ist das meist hergestellte und bekannteste Aluminium Produkt in der Welt? Aluminium ist wieder verwertbar
3 Aluminium ist das am meisten vorkommende Metall auf der Erde 47% Sauerstoff 27% Silizium allgemein bekannte Elementein der Erdkruste 8% 5% 4% Aluminum Eisen Kalzium Feld spat Glimmer Tonerde 3% Natrium 2% Kalium 2% Magnesium
4


5 Aluminium Market Segments World Aluminium production 2011 Region % Asia 55% Europe 20% America 16% Oceania 5% Africa 4% Source: WBMS World production is 44,6 Million tonnes in 2011 Market Sector % Transport 25% Construction 25% Packaging 17% Electrical 12% Machinery & equipment 10% Consumer durables 6% Other 6% Source: CRU
6 Aluminium Legierungs Gruppen 1XXX 2XXX 3XXX 4XXX 5XXX 6XXX 7XXX 8XXX Rein Aluminium Kupfer Mangan Silizium Magnesium Magnesium/Silizium Zink Lithium Hauptlegierungs- Elemente der Aluminium Legierungs Gruppen


")

7 Aluminium Legierungs Typen Auslagerungsfähige Legierungen z. Bsp. AlCu6Mn (2219) AlMgSi0,5 (6060) AlZn4,5Mg1 (7020) Naturharte Legierungen z. Bsp. AlMg3 (5754) AlMg4,5Mn (5083) AlMn1 (3103)
8 Aluminium Werkstoff mit Zukunft Aluminium ist das am meisten vorkommende Metall und das dritt häufigste Element in der Erdkruste Geringes Gewicht, 1/3 des Gewichts von Stahl Niedriger Schmelzpunkt von Rein Aluminium (660 C für Al 99,99) Sehr große thermische Leitfähigkeit Sehr gut Korrosionsbeständig und Wetterfest Kein Zähigkeitsverlust bei niedrigen Temperaturen Hohe Wasserstofflöslichkeit im flüssigen Zustand Erhöhen der Festigkeit durch hinzulegieren von Mg, Cu, Mn, Zn

9 Aluminium ein duktiler Werkstoff Perfekt für die Unfallsicherheit(Aufprallschutz-Systeme) Aufprallschutz Systeme für Fahrzeuge wie Autos und Züge sind so konstruiert, dass diese die Aufprallenergie absorbieren. Dabei falten diese sich zusammen wie ein BlasebalgeinesAkkordeons. EinAufprallsystemhergestelltausAluminium, hat die Fähigkeit doppelt soviel Aufprallenergie zu absorbieren, wie ein Werkstoff aus Stahl.
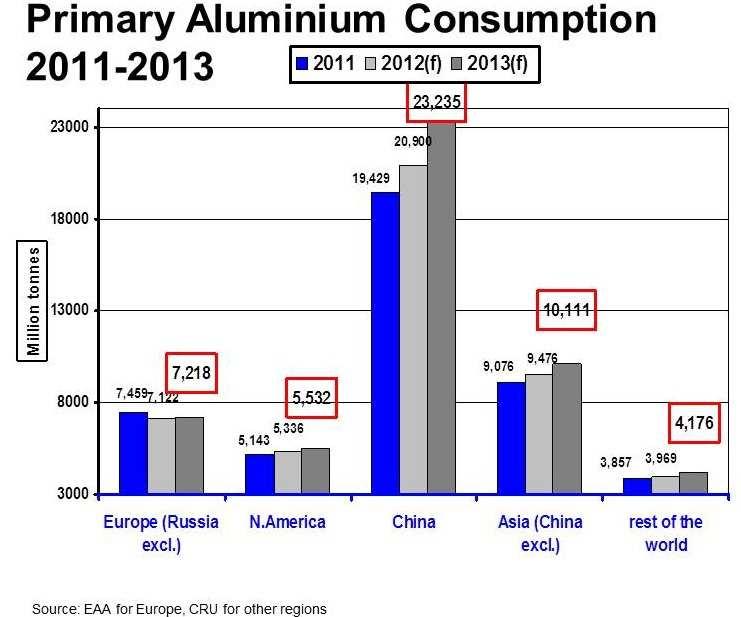
10 Aluminium ständig steigender Verbrauch
11 und Aluminium ist Schweißbar Ausrüstung, Schweißtechnische Fähigkeitensindähnlichwiefür das verschweißenanderer Werkstoffe


12 Aluminium FSW(Rührreib Schweißen) -Friction-stirwelding(FSW) ist ein Schweißprozess bei dem der Werkstoff in einem teigigen Zustand verschweißt wird. Es entsteht dabei keine flüssige Phase bzw. Wärmeeinflußzone, dadurch behält die Verbindung die mechanischen Eigenschaften des Grundwerkstoffes.


13 Aluminium MIG Schweißen MIG Schweißen istin der Industrieund Handwerk ein vielseitiger eingesetzter Schweißprozeß, bevorzugt für seine Vielseitigkeit, Geschwindigkeit und der relativen Leichtigkeit der Anpassung des Prozesses an Roboter bzw. Automatisierung.

14 Aluminium WIG-Schweißen WIG-Schweißen, ist ein Lichtbogenschweißprozeß der eine nicht abschmelzendewolframelektrodezumschweißenbenutzt. Um das Schmelzbadvorder Athmosphärezuschützen, wirdmeistensargon als Schutzgas eingesetzt. Es kommen je nach Anwendung auch Argon- Helium Schutzgase zur Anwendung. Schweißzusätze in Stabform sind üblich.

15 Lichtbogen stabilisieren MIG-DC mit VARIGON S Vergleich der Lichtbogenverhalten bei verschieden behandelten Al-Blechoberflächen, Argon vs. VARIGON S
 Risse in Aluminium - Poren beim schweißen - Lagerung und Handhabung -")
16 Aluminium Schwierigkeiten beim Schweißen Die größten Probleme beim verschweißen von Aluminium sind? - weiche Drahtelektrode - Förderbarkeit der Aluminiumdrahtelektrode - (heiß) Risse in Aluminium - Poren beim schweißen - Lagerung und Handhabung - Bindefehler - Falsche Schweißparameter - etc..
17 Schweißprobleme Ursache und Maßnahmen Problem Ursache Maßnahmen Verunreinigte Schweißnaht Unstabiler Lichtbogen Durchschweißund Bindefehler Probleme Ungenügende Gas Ab - deckung Verschmutze Elektrode Verschmutztes Grundmaterial Elektr. Verbindungen, Verschmutzungen, od. Zugluft Falsch eingestellte Schweißparameter Falscher Drahtdurchmesser Schmutziger Grundwerkstoff Falsches Schutzgas Überprüfen derschläuchen auf Leckagen, Zugluft stoppen, lose Verschraubungen nachziehen, falsches Gas wechseln Bevor ein mechanischer Reinigungsprozesseingesetzt wird müssen Ölund Schmutz entfernt werden. Entferne die Oxidschicht mit Schleifwerkzeugendie eine Körnung nicht größer/gleich 40 haben. Überprüfen Sie alle leitenden Oberflächen für guten Kontakt. Entfernen Sie allen Schmutz von der Schweißnaht. Vermeiden Sie Zugluft im Schweißbereich. Erhöhen derstromstärke [A] für eine bessere Durchschweißung und mehr Spannung [V] für eine bessere Nahtabdeckung bzw. Breite. Mit kleinerem Drahtdurchmesser wird größerer Einbrand erreicht, dickere Drahtelektroden füllen die Fuge mehr. Schweißbereich vorher gut reinigen, Oxide entfernen Auswahldes geeigneten Schutzgases für die entsprechende Anwendung. Für ausreichende Schutzgasabdeckung sorgen, Gasmenge richtig einstellen, Flasche prüfen/wechseln falls Verunreinigungen auf der Schweißnaht auftreten.
18 Schweißprobleme Ursache und Maßnahmen Problem Ursache Maßnahmen Poren Wasserstoff in der Schweißnaht Prüfe Taupunkt auf Unterschreitung (s. Tabelle) Prüfe Gasleitungen auf deren Zustand und Dichtigkeit. Lagerung der Schweißzusätze in trockener Umgebung. Bringe die Bleche und Schweißzusätze mindestens 24 Stunden vorher in die Fertigung, damit die Werkstoffe genug Zeit haben um sich den Umgebungsbedingungen der Fertigung anzupassen Entferne Öl, Fett und andere Kohlenwasserstoffen von dem Grundwerkstoffen. Entferne Oxide ca. 24 Stunden vor dem Schweißen. Vorwärmen bis zu 65 C bei zu hoher Luftfeuchtigkeit. Bitte keine WIG oder Propan(gas) Brenner zum vorwärmen benutzen. Prüfe auf korrekten Gasdurchfluß Benutze dickere Drahtelektrode wenn Schmelzbad ist zu turbulent oder unruhig wirkt. Falsche Nahtvorbereitung Schmutzige Drahtelektrode Bei dickeren Schweißverbindungen sind U- Schweißnaht - Vorbereitung gegenüber V-Nahtvorbereitung vorzuziehen. Lagere Drahtelektroden immer in warmer und trockener Umgebung, um Korrosion zu vermeiden.
19 Schweißprobleme Ursache und Maßnahmen Problem Ursache Maßnahmen Rissein der Schweißnaht Falsche Auswahl des Schweißzusatzes Naht oder Fugenvorbereitung Endkrater nicht ausreichend gefüllt Verweise auf richtige Auswahlvon Aluminium Schweißzusätzen. Verhindere zu große Aufmischung Schweißzusatz- Grundwerkstoff. Besser mehr Schweißzusatz aufschmelzen anstatt des Grundwerkstoffes. Erweitere den Fugenabstand oder/und erhöhe den Nahtöffnungswinkel. Endkrater füllen mit den vorhanden technischen Möglichkeiten Drahtförder- Probleme Drahtknäul Unruhiger Lichtbogen Drahtförderschlauch Drahtvorschubrollen Reduziere Anpressdruck der Drahtförderrollen. Benutze evtl. Einschleichen.Überprüfe die gesamte Drahtelektrodenförderstrecke auf glatte saubere Übergänge, damit kein Abrieb entsteht. Prüfe die Drahtförderrollen ob diese frei von Abrieb sind sowie auch entgratete Übergänge in der Stromkontaktdüsen. Prüfe ob Stromkontaktdüsemit richtigen Durchmesser verwendet werden. Wähleeinen ausreichen harten Drahführungsschlauch für gutes Gleitverhalten der Drahtelektrode. Überprüfe Drahtförderrollen auf richtige Größe, Geometrie und saubere polierte Oberfläche mit weichen Übergängen.
20 Relative Luftfeuchtigkeit und Taupunkt
21 Taupunkt zum Ansehen
22 Schweißprobleme Ursache und Maßnahmen Problem Ursache Maßnahmen SchlechtesLicht bogen Zünd Verhalten Schlechte Erdung Start Parameter Kontaktdüsengröße End Parameter Überprüfen der Massekabelverbindungen und Klemmen auf perfekte Stromleitfähigkeit.Benutze die Funktionen Einschleichen oder Hotstart wählen um den Zündvorgang zu unterstützen. Überprüfe die Kontaktdüsengröße auf den richtigen Durchmesser. Stelle eine ausreichende Gasvorströmzeit ein, damit schon eine ausreichende Gasabdeckung vor dem Start vorhanden ist. Wichtig ist auch eine ausreichende Gasnachströmzeit. Damit wird eine Oxydation des freien Drahtendes verhindert.
23 Qualitätskriterien für Al-Drahtelektroden Förderbarkeit 1. Oberflächengleitfähigkeit 2. Oberflächenzustand 3. Aufsprungmaß& Drall 4. Zugfestigkeit 5. Drahtdurchmesser 6. Drahtlagenwicklung Aussehen 1. Einheitliche Farbe 2. Spulengewicht 3. WIG Stablänge/Prägung 4. Spulen Bezeichnung 5. Verpackung Schweißeignung 1. Chemischen Analyse 2. Rohstoff Reinheit 3. Drahtoberfläche 4. Röntgensichere Nähte 5. Schweißnaht Aussehen 6. Mechanische Eigenschaften
24 Herstellprozess der Aluminium Drahtelektroden Ziehen des Roh - Walzdrahtes (Ø 9,5mm) in mehreren Schritten Folgende Prozess Schritte werden durchgeführt wie, -Schälen 1. Zug - Wärmebehandlung -Schälen - Ziehen der Drähte auf Enddurchmesser -Reinigen -Verpacken


25 Herstellprozess der Aluminium Drahtelektroden


26 Herstellprozess der Aluminium Drahtelektroden (Schälen)
27 Schälvorgang für porenfreie Schweißnähte entfernen der Oberflächenoxide Oberflächenoxide enthalten Feuchtigkeit entfernender Oberflächenfehler, denndieseenthaltenspurenvon Ziehöl Splitter Überlappungen Aufschmelzrisse Oxide Nach einem perfekten Schälvorgangerhältman: Röntgensichere Schweißnähte weniger Verschleiß in der Drahtzuführung und Kontaktdüse Glatte Oberfläche, für eine saubere Drahtführung Gutes sauberes Nahtaussehen
28 Drahtoberflächengüten Al ,2mm 200 fache Vergrößerung unbearbeitet


29 Drahtoberflächengüten Möchten Sie eine Al Drahtelektrode mit solch einer Oberflächenqualität verschweißen?
30 DrahtdurchmesserKontrolle AWS 5.10 Drahtdurchmesser varieren über den Querschnitt AWS A5.10 Kontrolle Durchmesser und Toleranz in % / / / *Interne Fertigungs kontrolle Durchmesser und Toleranz in % / / / * Einfluß auf die Schweißparameter Elektroden Drahtförder- Durchmesser Ampère Volt geschwindigkeit 1.2mm (1.23) m/min 1.2mm (1.15) m/min 1.2mm (1.15) m/min
31 DrahtdurchmesserKontrolle EN ISO 544 Drahtdurchmesser varieren über den Querschnitt EN ISO 544 Kontrolle Durchmesser und Toleranz in % / / / *Interne Fertigungs kontrolle Durchmesser und Toleranz in % / / / * Einfluß auf die Schweißparameter Elektroden Drahtförder- Durchmesser Ampère Volt geschwindigkeit 1.2mm (1.23) m/min 1.2mm (1.15) m/min 1.2mm (1.15) m/min
32 Poren Rauchtest Spitzenwert 0,206 mg/m³ Summe 0,804 mg/m³ Legierung: 4043 Durchmesser: 1,60 mm Hersteller: XXXXX Impulsstrom: 420 A Impulsdauer: 582 ms Datum: Resultate Spitzenwert: 0,206 mg / m³ Summe 0,804 mg / m³ Spitzenwert 0,776 mg/m³ Summe 7,513 mg/m³ Spitzenwert 0,568 mg/m³ Summe 3,245 mg/m³
33 Irrtümer bei Aluminiumdrahtelektroden Rauchtest Was sagt eine Messung aus den Rauchrückständen aus? LagerungoderVerbrauch Wie schnell muss man Aluminium Schweißzusätze verbrauchen? Nach einer Woche, drei Monate, ein Jahr oder.?
34 Wie testen wir und viele andere? Wir testen AL - Drahtelektroden unter anderem nach dem AWS Regelwerk 5.10


35 Produktivitätssteigerung um 40 % im Schienenfahrzeugbau Draht Durchmesser Ø 1,60 mm Ø 1,80 mm Ø 2,00 mm Kunde Rail Rail Rail Teil Hauptträger Hauptträger Hauptträger Grundwerkstoff 6005A 6005A 6005A Schweißzusatz ER5356 Ø 1,60 mm Safra ER 5356 Safra 5356 Schweißgeschw cm /min 42 cm / min. 49 cm / min. Lagenanzahl 3 2 2
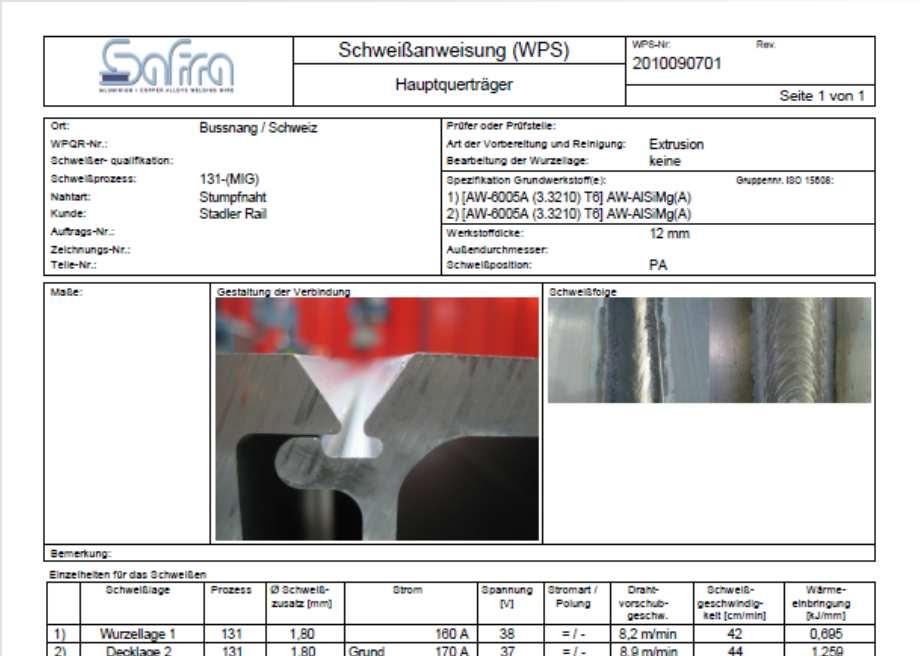

36 WPS
37 Macro- Schliff
38 Schweißkosten Kalkulation




39 welding virtually endless seams with SAFRA in the rail road car business


40 Ihr Ansprechpartner Michael Spieß Mail: Web. Telefon +49 (0)




41 Danke für Ihr Interesse
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Schweißzusatzwerkstoffe und Lote
 Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
ALUNOX ist Ihr Programm: Kupfer.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißzusätze Aluminium und Magnesium
 Schweißzusätze Aluminium und Magnesium Schweißzusätze Ideen sind Impulse zu unbegrenzten Möglichkeiten. Elisental, 1919 gegründet und bis heute ein konzernunab hängiges Unternehmen, hat sich schon sehr
Schweißzusätze Aluminium und Magnesium Schweißzusätze Ideen sind Impulse zu unbegrenzten Möglichkeiten. Elisental, 1919 gegründet und bis heute ein konzernunab hängiges Unternehmen, hat sich schon sehr
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen en an Gusseisen. Stronger, with Castolin Eutectic
 Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN. Robert Lahnsteiner MIG WELD GmbH International Landau/Isar
 MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN Robert Lahnsteiner MIG WELD GmbH International Landau/Isar ZUSÄTZE CuSi3Mn1 (2.1461) CuAl8 (2.0921) (CuSn1) (2.1006) (CuSn6P) (2.1022) ISO 24373-S Cu 6560
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN Robert Lahnsteiner MIG WELD GmbH International Landau/Isar ZUSÄTZE CuSi3Mn1 (2.1461) CuAl8 (2.0921) (CuSn1) (2.1006) (CuSn6P) (2.1022) ISO 24373-S Cu 6560
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem
 Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Produkteübersicht Alu-Platten
 Produkteübersicht Alu-Platten HABA-Produktebezeichnung G-AlMg3 gefräst G-Alu25 gefräst G-Alu25 gesägt McBasic Werkstoffnummer Gussplatte Gussplatte Gussplatte Gussplatte Bezeichnungen ähnlich EN AW-5754
Produkteübersicht Alu-Platten HABA-Produktebezeichnung G-AlMg3 gefräst G-Alu25 gefräst G-Alu25 gesägt McBasic Werkstoffnummer Gussplatte Gussplatte Gussplatte Gussplatte Bezeichnungen ähnlich EN AW-5754
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Tipps für Praktiker. WIG-Schweissen.
 Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Aluminium AC-WIG Schweißen
 Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Aluminium MIG Drahtelektrode WIG-Schweißstäbe
 Aluminium MIG Drahtelektrode WIG-Schweißstäbe Normbezeichnung: DIN 1732: SG-AlMg 3 Werkstoff Nr. 3.3536 AWS-Bezeichnung: ~ER 5754 EN ISO 18273 (2004) : AlMg3 Anwendungsbereich: Verbindungsschweißen von
Aluminium MIG Drahtelektrode WIG-Schweißstäbe Normbezeichnung: DIN 1732: SG-AlMg 3 Werkstoff Nr. 3.3536 AWS-Bezeichnung: ~ER 5754 EN ISO 18273 (2004) : AlMg3 Anwendungsbereich: Verbindungsschweißen von
Bild 1. Erwärmung einer Stahlplatte aus Feinkornstahl S690 mit einem Erdgas-Druckluft-Brenner bei einem Erdgasdruck von 0,1 bar
 Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
ALUNOX ist Ihr Programm: Nickel.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
SCHUTZGASSCHWEISSEN VON ALUMINIUM. R. Lahnsteiner. Schweißen von Aluminium. R. Lahnsteiner
 SCHUTZGASSCHWEISSEN VON ALUMINIUM Wir können zum Mond fliegen und können Stahl schweißen, warum müssen wir uns dann mit Aluminium speziell beschäftigen? PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe
SCHUTZGASSCHWEISSEN VON ALUMINIUM Wir können zum Mond fliegen und können Stahl schweißen, warum müssen wir uns dann mit Aluminium speziell beschäftigen? PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe
Schutzgase zum Schweissen
 Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. Messers Dreistoffgemische sind Dreifachsparer Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung
Hinweise zum Schweißen von Titan und Titanlegierungen
 Hinweise zum Schweißen von Titan und Titanlegierungen Aufgrund der hohen Affinität von Titan zu den atmosphärischen Gasen Sauerstoff, Stickstoff und Wasserstoff scheiden sämtliche Schweißverfahren aus,
Hinweise zum Schweißen von Titan und Titanlegierungen Aufgrund der hohen Affinität von Titan zu den atmosphärischen Gasen Sauerstoff, Stickstoff und Wasserstoff scheiden sämtliche Schweißverfahren aus,
Qualitätssicherung in der Schweißtechnik
 Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Metall-Inertgasschweißen mit Massivdrahtelektroden (MIG-Schweißen) Begriffsbestimmungen
 Begriffsbestimmungen") Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
FORK STABILIZER GABELSTABILISATOR
 MATERIAL PROPERTIES MATERIALEIGENSCHAFTEN FORK STABILIZER GABELSTABILISATOR for Harley-Davidson Fat Bob Art.-Nr. 201301 / 201302 / 201303 / 201304 CHEIRONS.COM en aw-2007 chemische zusammensetzung aluminium
MATERIAL PROPERTIES MATERIALEIGENSCHAFTEN FORK STABILIZER GABELSTABILISATOR for Harley-Davidson Fat Bob Art.-Nr. 201301 / 201302 / 201303 / 201304 CHEIRONS.COM en aw-2007 chemische zusammensetzung aluminium
DATEN UND TECHNIK. Wolfram Industrie TUNGSTEN TECHNOLOGY Germany
 DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Schutzgas-Schweissen Ausgewählte Übersichtstabellen
 Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Ihr Dreifach-Sparbuch. Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer.
 Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
Ihr Dreifach-Sparbuch Zeit, Arbeit und Geld sparen mit den Dreistoffgemischen von Messer. 1 Moderne Werkstoffe erfordern moderne Gase In der Metallverarbeitung wird die Gesamteffektivität der Produktion
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen.
 Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Wenn es ums Löten geht...
 Wenn es ums Löten geht... Zur Geschichte Löten, ein thermisches Verbindungsverfahren, heute in der Definition nach DIN 8505 unmißverständlich geklärt und von dem verwandten Fügeverfahren Schweißen genau
Wenn es ums Löten geht... Zur Geschichte Löten, ein thermisches Verbindungsverfahren, heute in der Definition nach DIN 8505 unmißverständlich geklärt und von dem verwandten Fügeverfahren Schweißen genau
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
WELDING ARTICLE. Plasma welding with aluminium materialsdirect or alternating current? Plasma welding
 Plasma welding with aluminium materialsdirect or alternating current? Application example of plasma welding at the positive pole Plasma welding at the positive pole, keyhole process, I=100A, U=40V, v S
Plasma welding with aluminium materialsdirect or alternating current? Application example of plasma welding at the positive pole Plasma welding at the positive pole, keyhole process, I=100A, U=40V, v S
MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht
 MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht Norbert Knopp / Heinz Lorenz, Mündersbach und Robert Killing, Solingen Einleitung Höher, weiter, schneller, das ist heute nicht nur die Maxime im Hochleistungssport,
MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht Norbert Knopp / Heinz Lorenz, Mündersbach und Robert Killing, Solingen Einleitung Höher, weiter, schneller, das ist heute nicht nur die Maxime im Hochleistungssport,
NEUWIED. Änderung der Leitfähigkeit verschiedener Stoffe. ZfP-Sonderpreis der DGZfP beim Regionalwettbewerb Jugend forscht.
 ZfP-Sonderpreis der DGZfP beim Regionalwettbewerb Jugend forscht NEUWIED Änderung der Leitfähigkeit verschiedener Stoffe Lisa Lindner Schule: Private Realschule der Ursulinen Calvarienberg Jugend forscht
ZfP-Sonderpreis der DGZfP beim Regionalwettbewerb Jugend forscht NEUWIED Änderung der Leitfähigkeit verschiedener Stoffe Lisa Lindner Schule: Private Realschule der Ursulinen Calvarienberg Jugend forscht
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
NE-METALLE NE-METALLE
 NE-METALLE NE-METALLE Inhalt NE-METALLE Allgemeines Werkstoffübersicht... 3 Technische Daten... 4 Aluminium Bleche... 6 Lochbleche... 8 Warzenbleche... 8 Stangen Flachstangen... 9 Rundstangen... 11 Vierkantstangen...
NE-METALLE NE-METALLE Inhalt NE-METALLE Allgemeines Werkstoffübersicht... 3 Technische Daten... 4 Aluminium Bleche... 6 Lochbleche... 8 Warzenbleche... 8 Stangen Flachstangen... 9 Rundstangen... 11 Vierkantstangen...
Schweißzusätze für Aluminium Welding filler metals for aluminium
 Schweißzusätze für Aluminium Welding filler metals for aluminium voestalpine Böhler Welding www.voestalpine.com/welding Drahtelektroden und Schweißstäbe für Alum Bare electrodes and welding rods for alum
Schweißzusätze für Aluminium Welding filler metals for aluminium voestalpine Böhler Welding www.voestalpine.com/welding Drahtelektroden und Schweißstäbe für Alum Bare electrodes and welding rods for alum
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Aluminum Schweißen Qualität und Wissen
 Aluminum Schweißen Qualität und Wissen DAS UMFANGREICHE PRODUKTPROGRAMM VON MIG-DRAHTELEKTRODEN UND WIG-SCHWEISSSTÄBEN STRENGTH THROUGH COOPERATION Premium MIG-Drahtelektroden und WIG-Schweißstäbe vom
Aluminum Schweißen Qualität und Wissen DAS UMFANGREICHE PRODUKTPROGRAMM VON MIG-DRAHTELEKTRODEN UND WIG-SCHWEISSSTÄBEN STRENGTH THROUGH COOPERATION Premium MIG-Drahtelektroden und WIG-Schweißstäbe vom
Legierungsbezeichnungen Aluminium. EN AW 1050A Al99,5 Al99, EN AW 1350A EAl99,5 EAl99, EN AW 2007 AlCuMgPb AlCu4PbMgMn 3.
 en Aluminium AW 1050A Al99,5 Al99,5 3.0255 sehr gute Kaltumformbarkeit (Treiben, Tiefziehen, Biegen, Drücken, Fließpressen) sehr gute Lötbarkeit (Hart und Weichlöten) sehr gute Oberflächenbehandlung (Schutzanodisieren,
en Aluminium AW 1050A Al99,5 Al99,5 3.0255 sehr gute Kaltumformbarkeit (Treiben, Tiefziehen, Biegen, Drücken, Fließpressen) sehr gute Lötbarkeit (Hart und Weichlöten) sehr gute Oberflächenbehandlung (Schutzanodisieren,
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
The Joy of Welding Around the World
 The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
SPALTBAND KALTBAND FEDERSTAHL
 8 SPALTBAND KALTBAND FEDERSTAHL LIEFERPROGRAMM SPALTBAND / KALTBAND / FEDERSTAHL 164 SPALTBAND WARMGEWALZTE FLACHERZEUGNISSE nnorm DD 11 - DD 15 1,50-6,00 DIN EN 10051 EN 10111 EN 10025 S235 JR - S 355
8 SPALTBAND KALTBAND FEDERSTAHL LIEFERPROGRAMM SPALTBAND / KALTBAND / FEDERSTAHL 164 SPALTBAND WARMGEWALZTE FLACHERZEUGNISSE nnorm DD 11 - DD 15 1,50-6,00 DIN EN 10051 EN 10111 EN 10025 S235 JR - S 355
www.alu-loeten.de 18 zuzügl. Versand. TMP-Universallot 37 TMP Löttests sind immer unerlässlich. Alle Angaben ohne Gewähr.
 18 zuzügl. Versand. Alle Angaben ohne Gewähr. Löttests sind immer unerlässlich. Frankfurter Str. 131/ 6550 Bad Camberg Tel. 06434-9135 oder Fax: 06434-37154 TMP-Universallot 37 Aluminium Weichlot mit Flussmittel
18 zuzügl. Versand. Alle Angaben ohne Gewähr. Löttests sind immer unerlässlich. Frankfurter Str. 131/ 6550 Bad Camberg Tel. 06434-9135 oder Fax: 06434-37154 TMP-Universallot 37 Aluminium Weichlot mit Flussmittel
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC)
 mit Hilfe der Lichtbogenhöhensteuerung (AVC)") WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Aktion 2015. Jetzt die Lorch Aktionsvorteile sichern. Qualität - Made in Germany.
 Aktion 2015 Jetzt die Lorch Aktionsvorteile sichern Qualität - Made in Germany. Und Aktion der gültig Laden bis 30. Oktober läuft. 2015 Optimales Schweißverhalten Elektrode Lorch MicorStick 160 Accu-ready
Aktion 2015 Jetzt die Lorch Aktionsvorteile sichern Qualität - Made in Germany. Und Aktion der gültig Laden bis 30. Oktober läuft. 2015 Optimales Schweißverhalten Elektrode Lorch MicorStick 160 Accu-ready
MINDESTAUFLAGEN DER BESCHICHTUNGEN
 FEDERSTAHLDRAHT CHEMISCHE ZUSAMMENSETZUNG GEGENÜBERSTELLUNG CHEMISCHE ZUSAMMENSETZUNG Bezeichnung EN NORM Bezeichnung DIN Bezeichnung ASTM C Si Mn Cr V Cu max. Patentiertgezogener unlegierter Federstahldraht
FEDERSTAHLDRAHT CHEMISCHE ZUSAMMENSETZUNG GEGENÜBERSTELLUNG CHEMISCHE ZUSAMMENSETZUNG Bezeichnung EN NORM Bezeichnung DIN Bezeichnung ASTM C Si Mn Cr V Cu max. Patentiertgezogener unlegierter Federstahldraht
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
SBS Katalog 2010. Schweißbolzen-Systeme
 SBS Katalog 2010 Schweißbolzen-Systeme Willkoen beim Kundenservice Servicetelefon: 0 23 73 / 89-1166 Telefax für Anfragen: 0 23 73 / 89-12 38 Telefax für Aufträge: 0 23 73 / 89-12 38 E-Mail: info@obo-be.de
SBS Katalog 2010 Schweißbolzen-Systeme Willkoen beim Kundenservice Servicetelefon: 0 23 73 / 89-1166 Telefax für Anfragen: 0 23 73 / 89-12 38 Telefax für Aufträge: 0 23 73 / 89-12 38 E-Mail: info@obo-be.de
1.11 Welcher Stoff ist es?
 L *** 1.11 Welcher Stoff ist es? Didaktisch-methodische Hinweise Im Arbeitsblatt wird der Versuch des Lösens von vier verschiedenen Salzen in Wasser in einem Labor beschrieben. Aus Zahlenangaben müssen
L *** 1.11 Welcher Stoff ist es? Didaktisch-methodische Hinweise Im Arbeitsblatt wird der Versuch des Lösens von vier verschiedenen Salzen in Wasser in einem Labor beschrieben. Aus Zahlenangaben müssen
Leistungsnachweis "Metallische Werkstoffe" der Studienrichtung "Metallische Werkstoffe" und "Prozesse" am 21. Oktober 2008 (Nicht-Eisenwerkstoffe)
") RHEINISCH- WESTFÄLISCHE TECHNISCHE HOCHSCHULE AACHEN Institut für Eisenhüttenkunde Leistungsnachweis "Metallische Werkstoffe" der Studienrichtung "Metallische Werkstoffe" und "Prozesse" am 21. Oktober
RHEINISCH- WESTFÄLISCHE TECHNISCHE HOCHSCHULE AACHEN Institut für Eisenhüttenkunde Leistungsnachweis "Metallische Werkstoffe" der Studienrichtung "Metallische Werkstoffe" und "Prozesse" am 21. Oktober
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg
 TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg PROTOKOLL Modul: Versuch: Physikalische Eigenschaften I. VERSUCHSZIEL Die
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg PROTOKOLL Modul: Versuch: Physikalische Eigenschaften I. VERSUCHSZIEL Die
Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen. Thomas Herzog Dominik Molitor Wolfgang Spiegel
 Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen Thomas Herzog Dominik Molitor Wolfgang Spiegel www.chemin.de Kraftwerktechnisches Kolloquium Dresden,
Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen Thomas Herzog Dominik Molitor Wolfgang Spiegel www.chemin.de Kraftwerktechnisches Kolloquium Dresden,
Verschleißfeste Stähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH
 Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen. 8., überarbeitete und erweiterte Auflage
 Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
A 1.1 a Wie groß ist das Molvolumen von Helium, flüssigem Wasser, Kupfer, Stickstoff und Sauerstoff bei 1 bar und 25 C?
 A 1.1 a Wie groß ist das Molvolumen von Helium, flüssigem Wasser, Kupfer, Stickstoff und Sauerstoff bei 1 bar und 25 C? (-> Tabelle p) A 1.1 b Wie groß ist der Auftrieb eines Helium (Wasserstoff) gefüllten
A 1.1 a Wie groß ist das Molvolumen von Helium, flüssigem Wasser, Kupfer, Stickstoff und Sauerstoff bei 1 bar und 25 C? (-> Tabelle p) A 1.1 b Wie groß ist der Auftrieb eines Helium (Wasserstoff) gefüllten
Aluminiumlegierungen Strangpressprodukte und Schmiedestücke
 AI AI sind die Leichtmetalle mit den ausgewogensten Eigenschaften. Neben dem niedrigen spezifischen Gewicht bieten sie je nach Legierung: gute Korrosionsbeständigkeit mittlere bis hohe Festigkeit gute
AI AI sind die Leichtmetalle mit den ausgewogensten Eigenschaften. Neben dem niedrigen spezifischen Gewicht bieten sie je nach Legierung: gute Korrosionsbeständigkeit mittlere bis hohe Festigkeit gute
Sichtprüfung von Schweißverbindungen
 Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbh, SLV Duisburg GSI Gesellschaft für Schweißtechnik International mbh, NL SLV Duisburg 1 Durchführung der Sichtprüfung
Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbh, SLV Duisburg GSI Gesellschaft für Schweißtechnik International mbh, NL SLV Duisburg 1 Durchführung der Sichtprüfung
ADF 725S Schweißschutzhelm mit automatischer Verdunkelung
 ADF 725S Schweißschutzhelm mit automatischer Verdunkelung D 83355 Erlstätt Kaltenbacher Weg 12 ACHTUNG: Verwenden Sie dieses Produkt erst, wenn sie die gesamte Anleitung gelesen und verstanden haben! Der
ADF 725S Schweißschutzhelm mit automatischer Verdunkelung D 83355 Erlstätt Kaltenbacher Weg 12 ACHTUNG: Verwenden Sie dieses Produkt erst, wenn sie die gesamte Anleitung gelesen und verstanden haben! Der
Wasserstoff. Helium. Bor. Kohlenstoff. Standort: Name: Ordnungszahl: Standort: Name: Ordnungszahl: 18. Gruppe. Standort: Ordnungszahl: Name:
 H Wasserstoff 1 1. Gruppe 1. Periode He Helium 2 18. Gruppe 1. Periode B Bor 5 13. Gruppe C Kohlenstoff 6 14. Gruppe N Stickstoff 7 15. Gruppe O Sauerstoff 8 16. Gruppe Ne Neon 10 18. Gruppe Na Natrium
H Wasserstoff 1 1. Gruppe 1. Periode He Helium 2 18. Gruppe 1. Periode B Bor 5 13. Gruppe C Kohlenstoff 6 14. Gruppe N Stickstoff 7 15. Gruppe O Sauerstoff 8 16. Gruppe Ne Neon 10 18. Gruppe Na Natrium
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Praxislösung. Korrosion an Erdungsanlagen. Inhalt. Korrosion an Erdungsanlagen
 Inhalt und Blitzschutzsystemen Anwendungshinweise aus der Blitzschutznorm DIN EN 62305-3 (VDE 0185-305-3) Auswahl und Verlegung von Metallen im Erdreich Auswahl und Verlegung von Metallen als Fangeinrichtung
Inhalt und Blitzschutzsystemen Anwendungshinweise aus der Blitzschutznorm DIN EN 62305-3 (VDE 0185-305-3) Auswahl und Verlegung von Metallen im Erdreich Auswahl und Verlegung von Metallen als Fangeinrichtung
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Mordike Wiesner. Fügen von Magnesiumwerkstoffen
 Mordike Wiesner Fügen von Magnesiumwerkstoffen Inhaltsverzeichnis Vorwort 1 Magnesium... 1 1.1 Herstellung... 1 1.2 Physikalische Eigenschaften... 2 Atomstruktur... 2 Kristallstruktur... 2 Dampfdruck...
Mordike Wiesner Fügen von Magnesiumwerkstoffen Inhaltsverzeichnis Vorwort 1 Magnesium... 1 1.1 Herstellung... 1 1.2 Physikalische Eigenschaften... 2 Atomstruktur... 2 Kristallstruktur... 2 Dampfdruck...
C Si Mn P S Cr Ni N. min. - 1, ,0 19,0 - max. 0,2 2,5 2,0 0,045 0,015 26,0 22,0 0,11. C Si Mn P S Cr Ni. min. - 1, ,0 19,0
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 195) C Si Mn P S Cr Ni N min. - 1,5 - - - 24, 19, - max.,2 2,5 2,,45,15 26, 22,,11 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-%
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 195) C Si Mn P S Cr Ni N min. - 1,5 - - - 24, 19, - max.,2 2,5 2,,45,15 26, 22,,11 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-%
Kurzbezeichnung. EN AC AlSi7Mg0,6LT6. Legierungszusammensetzung Gießverfahren. L Feinguss S Sandguss D Druckguss K Kokillenguss.
 Kurzbezeichnung EN AC AlSi7Mg0,6LT6 EN - Euronorm AC - Al-Gusslegierung Legierungszusammensetzung Gießverfahren Zustand Werkstoff (Wärmebehandlung) Chem. Zusammensetzung Legierungsanteile Al Si 7 Mg 0,6
Kurzbezeichnung EN AC AlSi7Mg0,6LT6 EN - Euronorm AC - Al-Gusslegierung Legierungszusammensetzung Gießverfahren Zustand Werkstoff (Wärmebehandlung) Chem. Zusammensetzung Legierungsanteile Al Si 7 Mg 0,6
Formieren. Wurzelschutz beim Schweißen.
 Formieren Wurzelschutz beim Schweißen www.airliquide.at Gase für den Wurzelschutz Wurzelschutzgase erhalten bei der schweißtechnischen Verarbeitung von Metallen weitgehend deren Eigenschaften wie Korrosionsbeständigkeit
Formieren Wurzelschutz beim Schweißen www.airliquide.at Gase für den Wurzelschutz Wurzelschutzgase erhalten bei der schweißtechnischen Verarbeitung von Metallen weitgehend deren Eigenschaften wie Korrosionsbeständigkeit
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
KORROSION. Ist die von der Oberfläche ausgehende Zerstörung metallischer Werkstoffe.
 KORROSION Ist die von der Oberfläche ausgehende Zerstörung metallischer Werkstoffe. KORROSIONSURSACHEN CHEMISCHE KORROSION Das Metallteil wird direkt durch den umgebenden Stoff, ohne Einfluss von Feuchtigkeit,
KORROSION Ist die von der Oberfläche ausgehende Zerstörung metallischer Werkstoffe. KORROSIONSURSACHEN CHEMISCHE KORROSION Das Metallteil wird direkt durch den umgebenden Stoff, ohne Einfluss von Feuchtigkeit,
BBBB^ Beuth DIN. Schweißtechnik 1. DIN-DVS-Taschenbuch 8. Schweißzusätze. Herausgeber: DIN Deutsches Institut für Normung e. V.
 Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
MAG-Schweißen mit Fülldrahtelektroden
 MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAG-Schweißen mit Fülldrahtelektroden 1. Allgemeines Durch den immer härter werdenden Wettbewerb stellt sich die Frage: Wie kann man kostengünstiger, bei gleichzeitiger Qualitätssteigerung fertigen? Eine
MAXXimieren Sie Ihre Produktivität
 Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
2 - MIG/MAG Schweißen
 2 - MIG/MAG Schweißen 2 SCHWEISSEN MIG/MAG MIG/MAG Brenner.......................................... 2-1 bis 2-5 Zubehör............................................................................ 2-6
2 - MIG/MAG Schweißen 2 SCHWEISSEN MIG/MAG MIG/MAG Brenner.......................................... 2-1 bis 2-5 Zubehör............................................................................ 2-6