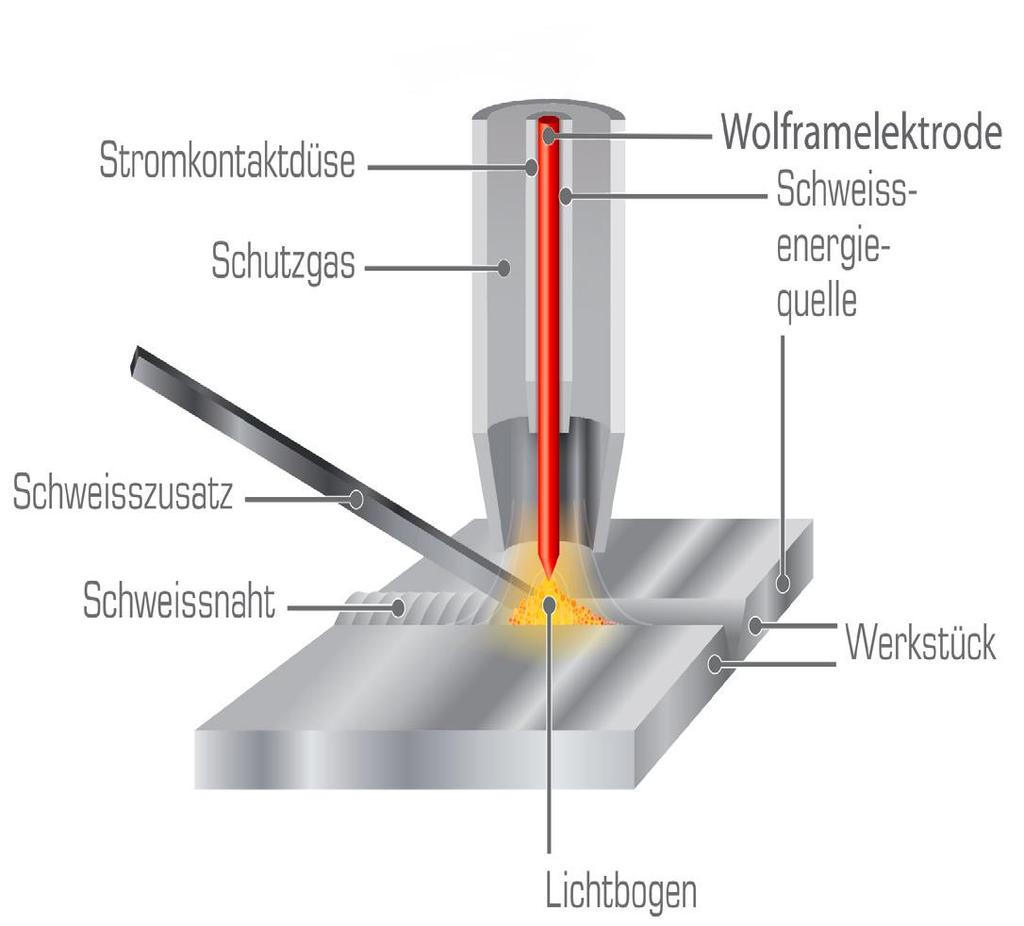
WIG TIG = Deutsch für Wolfram Innert (leitendes) Schutzgas. Englisch für Tungsten Innert (leitendes) Gas
|
|
|
- Linda Lang
- vor 6 Jahren
- Abrufe
Transkript

1 1
 Gas 2")
2 WIG Deutsch für Wolfram Innert (leitendes) Schutzgas TIG = Englisch für Tungsten Innert (leitendes) Gas 2



3 AC/DC Tragbar DC Tragbar AC/DC Fahrbar Wassergekühlt 3
4 4

5 5
6 6
7 7


8 8

9 9

10 10
 Minus Pol")
11 Elektrode (-) Minus Pol Werkstück (+) Minus Pol 11
12 Soll ein Lichtbogen zwischen Elektrode und Werkstück entstehen, so muss die dazwischen liegende Strecke elektrisch leitend gemacht werden. Durch die hohe Temperatur beim Zünden des Lichtbogens wird das Schutzgas elektrisch leitfähig gemacht. Möglich sind Wolframeinschlüsse im Schweißgut, auflegieren der Elektrode und dadurch instabiler Lichtbogen. Durch Zünden auf einem Hilfsblech aus Kupfer lassen sich Wolframeinschlüsse vermeiden. Diese Methode ist nur beim Schweißen mit Gleichstrom möglich. 12
13 Durch berührungsloses Zünden lassen sich die Nachteile des Zündens durch berühren des Werkstücks mit der Elektrode vermeiden. Diese Methode ist beim Schweißen mit Gleich- und Wechselstrom möglich. 13

14 14
 Minus")


15 Elektrode (-) Minus Pol Werkstück (+) Minus Pol 15

16 16
17 17
18 18

19 19


20 20

21 21



22 Schweissen mit Gleichstrom (Minuspol an der Elektrode) Die Elektrode wird in der Regel durch längsschleifen angespitzt. Schleifreifen sind in Sonderfällen durch polieren zu entfernen. Schweissen mit Wechselstrom Bei grösseren Durchmessern wird die Elektrode angeschliffen. Beim Schweissen bildet sich an der Elektrodenspitze eine Kugel (Kalotte). 22
23 Richtige Stromeinstellung: Die richtige Stromeinstellung ist an der Form der Elektrodenspitze beim Schweissen zu erkennen. Beachte: Wird die Spitze der Wolframelektrode durch berühren mit dem Schweissbad oder dem Schweissstab verunreinigt, so ist der Teil der Elektrode vollständig abzuarbeiten. 23
 Bei Rein-Wolframelektroden sind die oberen Werte um etwa 40% niedriger 2) Ohne Filterkondensator sind die Werte um etwa 50% höher 3) Innendurchmesser an der Gasaustrittsöffnung der Gasdüse; die")
24 Beachte: Wolframelektroden müssen frei sein von Schmutz, Öl und Fett. Sie müssen durch geeignete Aufbewahrung vor Verunreinigungen geschützt werden. 1) Bei Rein-Wolframelektroden sind die oberen Werte um etwa 40% niedriger 2) Ohne Filterkondensator sind die Werte um etwa 50% höher 3) Innendurchmesser an der Gasaustrittsöffnung der Gasdüse; die Werte können je nach Fabrikat und Typ um einige Zehntelmillimeter abweichen Strombelastbarkeit Ø (mm) Schweissstromstärke bei Gleichstrom mit Wechselstrom mit Filterkondensator 2% Cerium (A) Reinwolfram (A) mit 2% Thoriumoxid (A) Grösse Gasdüse Ø (mm) 1, ,5 8,0 1, ,5 9,5 2, ,5 12,7 3, ,2 12,7 4, ,7 15,9 24

25 Das Programmieren des Schweissstromes ermöglicht eine gezielte Wärmeführung beim Schweissen. Am Nahtanfang wird durch langsames erhöhen des Schweissstromes ein Überhitzen der Wolframelektrode verhindert. Am Nahtende lassen sich durch Absenken des Schweissstroms offene Endkrater mit Lunkern und Rissen vermeiden. 25

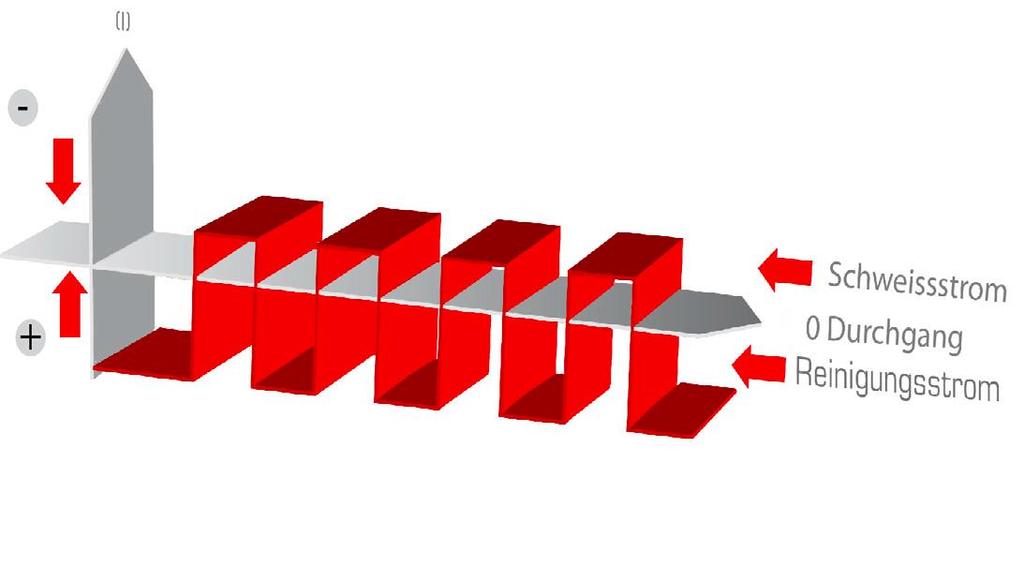
26 Beim Schweissen mit Gleichstrom wird die Elektrode an den Minuspol angeschlossen. Bei umgekehrter Polung wird die Elektrodenspitze durch zu starke Erwärmung zerstört. Mit Gleichstrom werden alle Metalle ausser Aluminium geschweisst. Brennen des Lichtbogens bei Wechselstrom Aluminium wird mit Wechselstrom geschweisst. In der Zeit, in der die Elektrode am Pluspol liegt, wird die hochschmelzende Oxidhaut des Aluminiums zerstört, ohne die Wolframelektrode auf Dauer zu überlasten. 26

27 Der Schutzgasverbrauch, und damit die einzustellende Schutzgasmenge werden im wesentlichen beeinflusst von: - Werkstückdicke - Grundwerkstoff Abweichungen können sich ergeben durch: Schweissbadgrösse Wärmeeinflusszone Schweissgeschwindigkeit Schweissbrennerbewegung Ausbildung des Schweissstosses Der Schutzgasverbrauch bestimmt den Durchmesser der Gasdüse, von der wiederum die Durchflussmenge abhängig ist. 27
28 28

29 Unlegierter und legierter Stahl Gleichstrom; Minuspol an der Elektrode; Schweissposition PA; Stumpfnaht Blechdicke (mm) Fugenform Lagenzahl Ø Elektrode (mm) Ø Schweissstab (mm) Stromstärke (A) 1,0 II 1 1 oder 1,6 1,6 oder 2, ,0 II 1 1,6 oder 2,4 1,6 oder 2, ,0 II 1 oder 2 2,4 2, ,0 II oder V 2 2,4 2, ,0 V 3 2,4 oder 3,2 2, ,0 V 3 2,4 oder 3,2 2,4 oder 3,
30 Aluminium Wechselstrom; Schweissposition PA; Stumpfnaht Blechdicke (mm) Kupfer Gleichstrom; Minuspol an der Elektrode; Schweissposition PA; Stumpfnaht Blechdicke (mm) Fugenform Lagenzahl Ø Elektrode (mm) Ø Schweissstab (mm) Stromstärke (A) 1,0 II 1 1,6 oder 2,4 2, ,0 II 1 1,6 oder 2,4 3, ,0 II 1 2,4 3, ,0 II 1 oder 2 2,4 oder 3,2 3, ,0 II oder V 1 oder 2 3,2 3, Fugenform Lagenzahl Ø Elektrode (mm) Ø Schweissstab (mm) Stromstärke (A) 1,5 II 1 1,6 2, ,0 1) II 1 3,2 3, ,0 1) V 2 4,0 4, Beachte: Beim Schweissen in den Positionen PF und PE ist die Stromstärke um 10 bis 20 % zu vermindern. 30



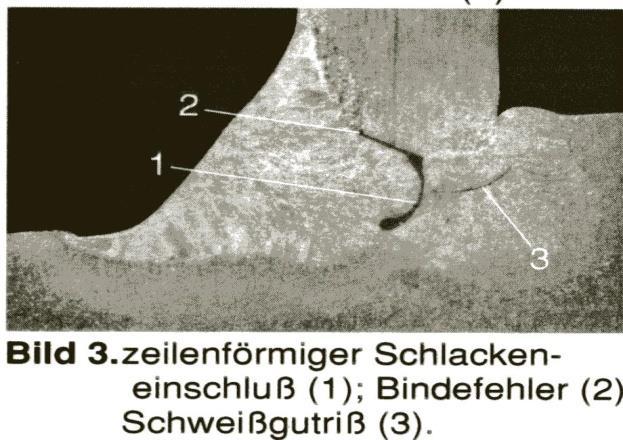
31 Wolframeinschlüsse wirken als Kerben im Schweissnahtbereich. Im Oberflächenbereich können sie zu Korrosion führen. Kontakt der heissen Wolframelektrode mit dem Schweissbad. Überlasten der Wolframelektrode bei Gleichstrom (Minuspol an der Elektrode). Berühren der heissen Wolframelektrode mit dem Schweissbad. Überlasten der Wolframelektrode bei Wechselstrom. 31




32 Falsche Schweissnahtvorbereitung Nahtöffnungswinkel zu klein Steghöhe zu gross Ungenügendes aufschmelzen bei zu schnellem schweissen und durch falsche Schweissbrennerführung Stegabstand im Verhältnis zur Steghöhe zu klein Ungünstige Schweissraupenanordnung Ursachen für Endkraterrisse Schweissstromstärke zu hoch Schweissgeschwindigkeit zu niedrig Endkrater nicht ausreichend mit Schweisszusatzwerkstoff gefüllt 32


33 Zu kleine Schutzgasmenge Zu kleine Gasdüse Richtwert: Gasdüsendurchmesser 1,5 x Schweissbadbreite Verwirbeln der Schutzgasabdeckung bei zu grosser Schutzgasmenge. Zu grosser Schweissbrennerabstand Stören der Schutzgasabdeckung bei Zugluft mit Luftgeschwindigkeit über 1 m/s. 33

 o.")


34 Einsaugen von Luft bei zu flacher Schweissbrennerhaltung. Schmutz, Fett, Öl, Beschichtungsstoffe (Farben) o. Feuchtigkeit im Schweissnahtbereich. Eindringen von Wasser in die Schutzgaszuführung bei Undichtheiten in wassergekühlten Schweissbrenner. Verwirbeln des Schutzgases und Einsaugen von Luft durch defekte Gasdüse. 34

35 Häufigste Schweissnahtunregelmässigkeiten beim WSG - Schweissen sind: Äussere Schweissnahtunregelmässigkeiten Innere Schweissnahtunregelmässigkeiten Einflüsse auf das Entstehen von Schweissnahtunregelmässigkeiten Nahtvorbereitung Fugenform Fugenabmessung Sauberkeit des Schweissbereichs Geräteeinstellung Spannung/Stromstärke Gerätekennlinie Schutzgasmenge Schweissbrennerführung Schweissgeschwindigkeit Strich-und Pendelbewegung Schweissbrenneranstellung(Brennerneigung) Abstand Elektrode zum Werkstück (Brennerabstand) Schweissstabführung 35



36 Oxide müssen vor dem Schweissen durch Schleifen und/oder Bürsten entfernt werden. Das ist besonders wichtig bei Aluminiumwerkstoffen, deren Oxide eine Schmelztemperatur von mehr als o C haben. Ungenügende bzw. ungünstige Schweissnahtvorbereitung mit zu grosser Steghöhe. Bei Aluminium Stegkanten brechen! Oxidation im Wurzelbereich. Fuge nicht metallisch rein; oxidüberzogene Schweissstäbe; ungenügendes Bürsten nach jeder Raupe. Herausziehen des heissen Schweissstab aus der Schutzgasströmung zwischen den Eintauchbewegungen. 36







37 Oxidation im Wurzelbereich. Abschirmung mit Wurzelschutzgas: insbe-sondere bei niedriglegierten und hochlegierten nicht-rostenden Stählen. 37

38 Bauteil Störungsursache Bruch der Leitung durch starkes Biegen. Quetschstelle; Zu stark abgeknickt Kein metallisch blanker Anschluss; Lockere Verbindung 38
.")
39 Störungsursache Verunreinigung in der Kühlwasserzuführung. Drehrichtung des Ventilators und damit Luftströmungsrichtung falsch. Vor- und Nachströmzeit nicht ausreichend lang eingestellt; Funktion gestört (Magnetventil klemmt und bewegt sich nur zögernd). 39
 X X X Schweissspritzer X X Zündstellen X X")
40 Die Unregelmässigkeiten treten vorwiegend bei folgenden Schweissprozessen auf und sind feststellbar durch Sichtprüfung: Unregelmässigkeiten G E MSG WSG Wurzelbindefehler X X Endkraterrisse X X X Einbrandkerben X X Risse (Härte-,Spannungsrisse) X X X Schweissspritzer X X Zündstellen X X 40
41 Die Unregelmässigkeiten können insbesondere bei dynamischer Beanspruchung zu folgenschweren Schadensfällen führen. Sie treten vorwiegend bei folgenden Schweissprozessen auf: G E MSG WSG feststellbar durch: Bruchprobe Röntgen Ultraschall Bindefehler X X (X) X (X) X Poren/Gaskanal (X) (X) X (X) X X (X) Unregelmässigkeiten Schlackeneinschlüsse Fremdetalleinschlüsse X X X (X) X X X 41








42 42

43 Stromfluss durch den menschlichen Körper. Möglicher Weg des elektrischen Stromes im menschlichen Körper. Mögliche Berührungspunkte im Schweissstromkreis sind zum Beispiel: Klemmbacken des Elektrodenhalters Eingespannte Elektrode Düsenvorderteil und Drahtelektrode am Lichtbogenbrenner Nicht isolierte Teile und Stellen an den Schweissstromleitungen Wirkung: Bereits nach kurzzeitiger Körper-Durchströmung mit elektrischem Strom kann folgendes auftreten: Muskelverkrampfungen Herzrhythmusstörungen Herzklammerflimmern oder- Stillstand unter Umständen mit Todesfolge Schutzmassnahmen: zulässige Leerlaufspannung beachten ordnungsgemässe Schweisser-Schutzhandschuhe tragen geschlossene, möglichst trockene Arbeits-oder Schutzkleidung tragen Schutzschuhe mit unbeschädigten Gummisohlen tragen 43
 (1) Arbeitsanzug bzw.")
 Gamaschen (6) Sicherheitsschuhe (7) Schutzhaube")
44 Je nach Arbeitseinsatz gehören zur persönlichen Schutzausrüstung: Schweisserschutzfilter (auch für Beihilfe) (1) Arbeitsanzug bzw. schwer entflammbarer Schutzanzug (2) Lederschürze (3) Lederärmel (4) Schweisserschutzhandschuhe (5) Gamaschen (6) Sicherheitsschuhe (7) Schutzhaube /-schirm (8) Schutzschild (9) Schutzbrille / Gehörschutz 44
45 Ursache Verfahren/Geräte der Schweisstechnik erzeugen Lärm Plasmaschneideinrichtungen grosse Einlochbrenner Schweiss- Schleifen Schweissumformer Wirkung Schalldruck über 85dB (A) kann zu Gehörschäden führen Lärm schädigt u.a. des menschliche Nervensystem Schutzmassnahmen Auswahl möglichst lärmarmer Verfahren/Geräte (Bsp. Plasmaschneiden unter Wasserabdeckung, Wärmebrenner mit Mehrlochdüse Schalldämmende Kapselung der Lärmquelle (Bsp. Kabine zum Plasmaspritzen) Persönlicher Gehörschutz, über 85dB (A) tragen als: Gehörschutzwatte, Gehörschutzstöpsel, Kapselgehörschützer 45

46 Schutzmassnahmen: Schutzbrille, Schutzschild, Schutzschirm/-Haube. Die eingesetzten Schutzfilter müssen den Anforderungen nach Norm entsprechen. Beispiel für Schutzstufen (DIN EN 169) Helfer Gas E WIG / MAG Hell Dunkel 46



47 Erste Hilfe kann und darf ärztliche Behandlung nicht ersetzen. Bei einem Unfall ist sofort ein ausgebildeter Ersthelfer zu verständigen. Notruf: 144! Sofortmassnahmen am Unfallort Wunden: Wunden keimfrei abdecken. Bei stark blutenden Verletzungen Druckverband anlegen. Verletze Körperteile ruhigstellen Verbrennungen: Mit Wasser kühlen. Keimfreies Verbandsmaterial für Brandwunden verwenden. Keine Brandsalben oder Puder auftragen. Unfälle durch elektrischen Strom: Strom abschalten. Wenn nicht sofort möglich, Verletzten auf andere Weise vom Strom trennen. Eigene Sicherheit nicht vergessen! Augen: Blendung: geeignete Augentropfen träufeln Verletzung: beide Augen abdecken Verätzungen: Mit viel Wasser (Kein Borwasser!) ausspülen Vergiftung durch Gase und Rauche: Verletzten bergen. Für Frischluftzufuhr sorgen. Durch Gase, Vergiftete nicht selbst zum Arzt gehen lassen, sondern liegend transportieren. Atem-und Herzstillstand: Bei Unfällen ist die Schwere der Verletzungen durch einen Laien nicht abschätzbar. Deshalb so schnell wie möglich ärztliche Hilfe herbeirufen und Wiederbelegungsmassnahmen durchführen bis der Arzt eintrifft. Unfallanzeige nicht vergessen 47

48 48
Wolfram-Inertgasschweißen (WIG-Schweißen) Begriffsbestimmungen
 Begriffsbestimmungen") Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Wolfram-Inertgasschweißen (WIG-Schweißen)
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Wolfram-Inertgasschweißen (WIG-Schweißen)
Lichtbogenschweißen mit hochlegierten Stabelektroden
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit hochlegierten
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit hochlegierten
Lichtbogenschweißen. Lichtbogenschweißen. Die wichtigsten Hinweise zum Thema
 Die wichtigsten Hinweise zum Thema Thema: Sie werden auf 14 Infoseiten mit folgenden Inhalten (s. rechts) zum Thema informiert! Wir stellen vor, warum das Thema wichtig ist und was Sie beachten sollten!
Die wichtigsten Hinweise zum Thema Thema: Sie werden auf 14 Infoseiten mit folgenden Inhalten (s. rechts) zum Thema informiert! Wir stellen vor, warum das Thema wichtig ist und was Sie beachten sollten!
Lichtbogenschweißen mit unlegierten / niedriglegierten Stabelektroden
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit unlegierten /
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit unlegierten /
Metall-Inertgasschweißen mit Massivdrahtelektroden (MIG-Schweißen) Begriffsbestimmungen
 Begriffsbestimmungen") Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
Diese Betriebsanweisung gilt für alle Bereiche der Fachhochschule in denen o.g. Tätigkeiten ausgeführt werden. Begriffsbestimmungen
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen unter erhöhter elektrischer
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen unter erhöhter elektrischer
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Tipps für Praktiker. WIG-Schweissen.
 Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
SCHWEISSEN UND SCHNEIDEN. Landesverband Bayern und Sachsen der gewerblichen Berufsgenossenschaften LVBG. Schweißen und Schneiden
 LVBG Berufsgenossenschaften Schweißen und Schneiden Nur etwas für Profis Schweißen eine anspruchsvolle Facharbeit, die mit Gefahren verbunden ist darf nur von mindestens 18 Jahre alten Personen ausgeführt
LVBG Berufsgenossenschaften Schweißen und Schneiden Nur etwas für Profis Schweißen eine anspruchsvolle Facharbeit, die mit Gefahren verbunden ist darf nur von mindestens 18 Jahre alten Personen ausgeführt
00. Inhalt. 1. Modulare Ausbildung. 2. Entwicklung in der Schweißtechnik. 3. Arbeits- und Brandschutz. 4. Normung. 5.
 00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
3 - WIG Schweißen. WIG Brenner... ab 26 Wolframelektroden... ab 30 Verschiedenes... 32
 3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner............................................................... ab 26 Wolframelektroden.................................................. ab 30 Verschiedenes................................................................
3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner............................................................... ab 26 Wolframelektroden.................................................. ab 30 Verschiedenes................................................................
Seite 1. WIG - Schweißen. Lehrmaterial für die praktische Ausbildung
 Seite 1 WIG - Schweißen Lehrmaterial für die praktische Ausbildung Einteilung der Schutzgasschweißverfahren Seite 2 Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Schutzgasschweißen
Seite 1 WIG - Schweißen Lehrmaterial für die praktische Ausbildung Einteilung der Schutzgasschweißverfahren Seite 2 Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Schutzgasschweißen
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC)
 mit Hilfe der Lichtbogenhöhensteuerung (AVC)") WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
WIG Schweißen wie die Profis
 WIG Schweißen wie die Profis WIG Schweißen ist nichts für Anfänger. Und wenn man es doch lernen will? Die WIG Schweißgeräte von GYS kosten leicht 1500, Helm, Schweißgut und Argon Flasche nicht mitgerechnet.
WIG Schweißen wie die Profis WIG Schweißen ist nichts für Anfänger. Und wenn man es doch lernen will? Die WIG Schweißgeräte von GYS kosten leicht 1500, Helm, Schweißgut und Argon Flasche nicht mitgerechnet.
Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen
 Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen Seite 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Thema Inhaltsverzeichnis Grundlagen MIG / MAG Arbeitssicherheit Unfallschutz MIG/MAG
Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen Seite 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Thema Inhaltsverzeichnis Grundlagen MIG / MAG Arbeitssicherheit Unfallschutz MIG/MAG
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Sichtprüfung von Schweißverbindungen
 Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbh, SLV Duisburg GSI Gesellschaft für Schweißtechnik International mbh, NL SLV Duisburg 1 Durchführung der Sichtprüfung
Sichtprüfung von Schweißverbindungen Vortrag am 28.01.2016 DVS BV Köln Jens Meißner, GSI mbh, SLV Duisburg GSI Gesellschaft für Schweißtechnik International mbh, NL SLV Duisburg 1 Durchführung der Sichtprüfung
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Fügen und Bearbeiten von Chrom Nickel Stahl
 Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
CITOTIG 240 / 310 AC/DC
 CITOTIG 240 / 310 AC/DC Perfektion für den anspruchsvollen Fachmann Hochleistungs WIG Gleich-/Wechselstrom Schweißanlagen 2015 FELD NNEU: EINFACHES BEDIE www.oerlikon.de www.oerlikon-schweisstechnik.ch
CITOTIG 240 / 310 AC/DC Perfektion für den anspruchsvollen Fachmann Hochleistungs WIG Gleich-/Wechselstrom Schweißanlagen 2015 FELD NNEU: EINFACHES BEDIE www.oerlikon.de www.oerlikon-schweisstechnik.ch
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Beispielkatalog für Gefährdungen und Belastungen in der Hausmeister-/Küsterwerkstatt
 Nr. Gefährdungsfaktor Gefährdung oder Belastung Konkretisierung 1 Mechanische Gefährdungen Stolpern, Stürzen, Ausrutschen, Umknicken auf feuchten oder rutschigen Flächen über Gegenstände durch Kabel im
Nr. Gefährdungsfaktor Gefährdung oder Belastung Konkretisierung 1 Mechanische Gefährdungen Stolpern, Stürzen, Ausrutschen, Umknicken auf feuchten oder rutschigen Flächen über Gegenstände durch Kabel im
2. Verletzte aus der Gefahrenzone bringen.
 12. Erste Hilfe bei Unfällen im Labor Unfall: Jemand ist verletzt und benötigt Hilfe! Ablaufschema: 1. Falls erforderlich, Hilfe anfordern: Tel 888 2. Verletzte aus der Gefahrenzone bringen. 3. Erste Hilfe
12. Erste Hilfe bei Unfällen im Labor Unfall: Jemand ist verletzt und benötigt Hilfe! Ablaufschema: 1. Falls erforderlich, Hilfe anfordern: Tel 888 2. Verletzte aus der Gefahrenzone bringen. 3. Erste Hilfe
Tipps für Praktiker. Arbeitsschutz beim Schutzgasschweissen.
 Tipps für Praktiker. Arbeitsschutz beim Schutzgasschweissen. Inhalt: 1. Elektrischer Strom 2. Optische Strahlung 3. Gesundheitsgefährdende Stoffe 4. Persönliche Schutzmittel 5. Arbeitsplatzgestaltung 1.
Tipps für Praktiker. Arbeitsschutz beim Schutzgasschweissen. Inhalt: 1. Elektrischer Strom 2. Optische Strahlung 3. Gesundheitsgefährdende Stoffe 4. Persönliche Schutzmittel 5. Arbeitsplatzgestaltung 1.
2. Verletzte aus der Gefahrenzone bringen.
 12. Erste Hilfe bei Unfällen im Labor Unfall: Jemand ist verletzt und benötigt Hilfe! Ablaufschema: 1. Falls erforderlich, Hilfe anfordern: Tel 888 2. Verletzte aus der Gefahrenzone bringen. 3. Erste Hilfe
12. Erste Hilfe bei Unfällen im Labor Unfall: Jemand ist verletzt und benötigt Hilfe! Ablaufschema: 1. Falls erforderlich, Hilfe anfordern: Tel 888 2. Verletzte aus der Gefahrenzone bringen. 3. Erste Hilfe
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Prüfungen (BGV A3) Empfehlungen der BGI 553
 Empfehlungen der BGI 553") Prüfungen (BGV A3) Empfehlungen der BGI 553 Vierteljährlich Sichtprüfung auf ordnungsgemäßen Zustand Funktionsprüfung sicherheitstechnischer Einrichtungen Prüfung der Schutzmaßnahmen gegen gefährliche
Prüfungen (BGV A3) Empfehlungen der BGI 553 Vierteljährlich Sichtprüfung auf ordnungsgemäßen Zustand Funktionsprüfung sicherheitstechnischer Einrichtungen Prüfung der Schutzmaßnahmen gegen gefährliche
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
Fügen und Bearbeiten von Chrom Nickel Stahl
 http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
Bei offensichtlich nicht lebensbedrohlichen Fällen Sofortmaßnahmen ruhig und zügig durchführen. Gegebenenfalls den Arzt aufsuchen
 1/6 Wichtige Telefonnummern Notarzt: Polizei: 110 Kinderarzt: Feuerwehr: 112 Hausarzt: Giftnotruf: Augenarzt: Auskunft: 11833 Apotheke: So handeln Sie richtig Ruhe bewahren Bei offensichtlich nicht lebensbedrohlichen
1/6 Wichtige Telefonnummern Notarzt: Polizei: 110 Kinderarzt: Feuerwehr: 112 Hausarzt: Giftnotruf: Augenarzt: Auskunft: 11833 Apotheke: So handeln Sie richtig Ruhe bewahren Bei offensichtlich nicht lebensbedrohlichen
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
Arbeitssicherheit und Gesundheitsschutz in der Schweißtechnik
 Krau me Zober Arbeitssicherheit und Gesundheitsschutz in der Schweißtechnik Ein Handbuch für Techniker und Arbeitsmediziner 1 Einleitung 2 Literaturrecherche 3 3 31 311 312 32 33 1 2 6 61 611 612 613 61
Krau me Zober Arbeitssicherheit und Gesundheitsschutz in der Schweißtechnik Ein Handbuch für Techniker und Arbeitsmediziner 1 Einleitung 2 Literaturrecherche 3 3 31 311 312 32 33 1 2 6 61 611 612 613 61
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Plasmaschneiden. Diese Betriebsanweisung gilt für alle Bereiche der Fachhochschule in denen o.g. Tätigkeiten ausgeführt werden. Begriffsbestimmungen
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Plasmaschneiden Diese Betriebsanweisung
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Plasmaschneiden Diese Betriebsanweisung
Betriebsanleitung Transportringe, schweißbar Güteklasse 8
 TWN 0119 Betriebsanleitung Transportringe, schweißbar Güteklasse 8 TWN 0124 mit Feder THIELE GmbH & Co. KG Werkstraße 3 Tel: +49 (0)2371 / 947-0 58640 Iserlohn www.thiele.de B07999-A DE-050310 Inhaltsverzeichnis
TWN 0119 Betriebsanleitung Transportringe, schweißbar Güteklasse 8 TWN 0124 mit Feder THIELE GmbH & Co. KG Werkstraße 3 Tel: +49 (0)2371 / 947-0 58640 Iserlohn www.thiele.de B07999-A DE-050310 Inhaltsverzeichnis
Umformen von Profilen. Umformen. Konstruktionsmechanik
 von Profilen Lernfeld 7 1 Beim werden Werkstücke spanlos in eine andere Form gebracht. Welche Eigenschaften müssen Metalle dazu aufweisen? Welche Metalle sind gut umformbar? Metalle können im warmen oder
von Profilen Lernfeld 7 1 Beim werden Werkstücke spanlos in eine andere Form gebracht. Welche Eigenschaften müssen Metalle dazu aufweisen? Welche Metalle sind gut umformbar? Metalle können im warmen oder
Schweißen en an Gusseisen. Stronger, with Castolin Eutectic
 Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Zulassungszertifikat für Schweißzusätze und Schweißhilfsstoffe
 SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6
 Kursnummer Max. Teilnehmer 6") Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6 Dauer 1 Kurstag Total 6 Lektionen zu 50 Min. Datum 09.04.2017-09.04.2017 Wochentag Sa Zeit 09:00-15:50 Kursgeld
Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6 Dauer 1 Kurstag Total 6 Lektionen zu 50 Min. Datum 09.04.2017-09.04.2017 Wochentag Sa Zeit 09:00-15:50 Kursgeld
Qualitätsmanagement in der Schweißtechnik. Schmelzschweißen metallischer Werkstoffe
 DIN Beuth-Kommentare Qualitätsmanagement in der Schweißtechnik Schmelzschweißen metallischer Werkstoffe Kommentare zu EN 25817 (ISO 5817), EN 30042 (ISO 10042) und EN ISO 13919-1 Karl Cramer 3. Auflage
DIN Beuth-Kommentare Qualitätsmanagement in der Schweißtechnik Schmelzschweißen metallischer Werkstoffe Kommentare zu EN 25817 (ISO 5817), EN 30042 (ISO 10042) und EN ISO 13919-1 Karl Cramer 3. Auflage
Willkommen. Herzlich willkommen zur Unterweisung Mitarbeiter ohne schweißtechnische Fachausbildung
 Leseprobe (Auszug) Unterweisung : Mitarbeiter ohne schweißtechnische Fachausbildung Willkommen Herzlich willkommen zur Unterweisung Mitarbeiter ohne schweißtechnische Fachausbildung Leseprobe (Auszug)
Leseprobe (Auszug) Unterweisung : Mitarbeiter ohne schweißtechnische Fachausbildung Willkommen Herzlich willkommen zur Unterweisung Mitarbeiter ohne schweißtechnische Fachausbildung Leseprobe (Auszug)
Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817
 GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817 Schweißen Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen)
GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817 Schweißen Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen)
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO (MAG)
") BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
ALUNOX ist Ihr Programm: Nickel.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
Schweiß-, Schneid- & Löttechnik
 Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Einfluss der Wolfram Elektroden auf das Schweißergebnis beim WIG-Schweißverfahren. Vorbemerkung:
 Einfluss der Wolfram Elektroden auf das Schweißergebnis beim WIG-Schweißverfahren Vorbemerkung: Für ein gutes Schweißergebnis ist die Grundvoraussetzung der Einsatz einer guten Schweißquelle mit entsprechenden
Einfluss der Wolfram Elektroden auf das Schweißergebnis beim WIG-Schweißverfahren Vorbemerkung: Für ein gutes Schweißergebnis ist die Grundvoraussetzung der Einsatz einer guten Schweißquelle mit entsprechenden
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
CITOTIG II DC die Profireihe
 CITOTIG II DC die Profireihe WIG Schweißstromquellen der Spitzenklasse mit Invertertechnologie für anspruchsvolle Schweißaufgaben 2015 FELD NNEU: EINFACHES BEDIE www.oerlikon.de www.oerlikon-schweisstechnik.ch
CITOTIG II DC die Profireihe WIG Schweißstromquellen der Spitzenklasse mit Invertertechnologie für anspruchsvolle Schweißaufgaben 2015 FELD NNEU: EINFACHES BEDIE www.oerlikon.de www.oerlikon-schweisstechnik.ch
EWM- SCHWEISSLEXIKON EINFACH WISSEN. WIG-Fibel. www.ewm.de
 EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN WIG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN WIG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
WIG-Schweißbrenner SR 9
 WIG-Schweißbrenner SR 9 gasgekühlt, mit ergonomischem, blauen Griff mit Schalterwippe, auf Wunsch auch mit Poti. Handgriff mit frei drehbarem Knickschutz und mit flexiblem Ledereinsatz. Schlauchpaket in
WIG-Schweißbrenner SR 9 gasgekühlt, mit ergonomischem, blauen Griff mit Schalterwippe, auf Wunsch auch mit Poti. Handgriff mit frei drehbarem Knickschutz und mit flexiblem Ledereinsatz. Schlauchpaket in
Löten Lot Grundwerkstoff Schmelztemperatur. Schmelzbereich Schmelzpunkt benetzt Flussmittel
 Löten Lot Grundwerkstoff Schmelztemperatur Schmelzbereich Schmelzpunkt benetzt Flussmittel Schutzgas Vakuum Diffusion Legierung, legiert metallisch rein Lötspalt Lötfuge Adhäsion bei dieser Temperatur
Löten Lot Grundwerkstoff Schmelztemperatur Schmelzbereich Schmelzpunkt benetzt Flussmittel Schutzgas Vakuum Diffusion Legierung, legiert metallisch rein Lötspalt Lötfuge Adhäsion bei dieser Temperatur
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Schöngen Anleitung für das Heizelementstumpfschweißen von PP-HM Rohren der Karl Schöngen KG Allgemeine Angaben
 ..8 Anleitung für das stumpfschweißen von PP-HM Rohren der Karl Schöngen KG..8.1 Allgemeine Angaben Diese Anleitung gilt ausschließlich für PP-HM Rohre der Karl Schöngen KG. Grundsätzlich können die PP-HM
..8 Anleitung für das stumpfschweißen von PP-HM Rohren der Karl Schöngen KG..8.1 Allgemeine Angaben Diese Anleitung gilt ausschließlich für PP-HM Rohre der Karl Schöngen KG. Grundsätzlich können die PP-HM
Grundlagen MIG-MAG Schweißen
 Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Abbildung 1: ELENA ONE mit optionaler Schweißstromquelle FRONIUS TT /4 Takt
 Längsnahtschweißmaschine ELENA ONE Abbildung 1: ELENA ONE mit optionaler Schweißstromquelle FRONIUS TT 2200 2/4 Takt ELENA ONE Längsnahtschweißmaschinen sind das Extrakt aus 25 Jahren Erfahrung im Bau
Längsnahtschweißmaschine ELENA ONE Abbildung 1: ELENA ONE mit optionaler Schweißstromquelle FRONIUS TT 2200 2/4 Takt ELENA ONE Längsnahtschweißmaschinen sind das Extrakt aus 25 Jahren Erfahrung im Bau
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Untersuchungen zum Zündverhalten von Thoriumdotierten WIG-Elektroden vergleichend zu thoriumfreien
 Untersuchungen zum Zündverhalten von Thoriumdotierten WIG-Elektroden vergleichend zu thoriumfreien WIG-Elektroden Aktenzeichen BAM - 9.3-1/12 Ausfertigung 1 von 2 Auftraggeber Plansee SE Industriepark
Untersuchungen zum Zündverhalten von Thoriumdotierten WIG-Elektroden vergleichend zu thoriumfreien WIG-Elektroden Aktenzeichen BAM - 9.3-1/12 Ausfertigung 1 von 2 Auftraggeber Plansee SE Industriepark
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Checkliste Schweissen und Schneiden (Lichtbogenverfahren)
") Sicherheit ist machbar. Checkliste Schweissen und Schneiden (Lichtbogenverfahren) Sind die Lichtbogenschweissanlagen Ihres Betriebs in einem sicheren Zustand? Und sind den Personen, die Schweiss arbeiten
Sicherheit ist machbar. Checkliste Schweissen und Schneiden (Lichtbogenverfahren) Sind die Lichtbogenschweissanlagen Ihres Betriebs in einem sicheren Zustand? Und sind den Personen, die Schweiss arbeiten
Erste Hilfe und Notfall
 Erste Hilfe und Notfall Handout zum Vortrag am 26.02.2016 Bruckdorfer Str. 7a 93161 Sinzing Tel: 0941 280 40 50 Häufige Unfall- und Notfallsituationen: Klassische Haushaltsunfälle Schnittwunde / Amputation
Erste Hilfe und Notfall Handout zum Vortrag am 26.02.2016 Bruckdorfer Str. 7a 93161 Sinzing Tel: 0941 280 40 50 Häufige Unfall- und Notfallsituationen: Klassische Haushaltsunfälle Schnittwunde / Amputation
Prüfungsschwerpunkte Fertigungstechnik
 Modul Schweißtechnik Prüfungsschwerpunkte Fertigungstechnik Lichtbogenschweißen: - verbale Verfahrensunterschiede zwischen den Lichtbogenschweißverfahren - Technische Maßnahmen zum Schutz der Schweißverbindung
Modul Schweißtechnik Prüfungsschwerpunkte Fertigungstechnik Lichtbogenschweißen: - verbale Verfahrensunterschiede zwischen den Lichtbogenschweißverfahren - Technische Maßnahmen zum Schutz der Schweißverbindung
Station 8 : Erste Hilfe ( Auswertung )
") ( Auswertung ) BRONZE 5 Karten werden aufgelegt, davon müssen 2 Karten gezogen und die Fragen beantwortet werden. Je richtige Antwort: 2 Punkte Erreichbare Punkte: 4 Vorgabezeit: 1 Minute SILBER Der Bewerber
( Auswertung ) BRONZE 5 Karten werden aufgelegt, davon müssen 2 Karten gezogen und die Fragen beantwortet werden. Je richtige Antwort: 2 Punkte Erreichbare Punkte: 4 Vorgabezeit: 1 Minute SILBER Der Bewerber
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
DATEN UND TECHNIK. Wolfram Industrie TUNGSTEN TECHNOLOGY Germany
 DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Sicherheitshinweise P-Sätze (früher S-Sätze)
") Sicherheitshinweise P-Sätze (früher S-Sätze) Kodierung der S-Sätze: 1. Sicherheitshinweise Allgemein P101: Ist ärztlicher Rat erforderlich, Verpackung oder Kennzeichnungsetikett bereithalten. P102: Darf
Sicherheitshinweise P-Sätze (früher S-Sätze) Kodierung der S-Sätze: 1. Sicherheitshinweise Allgemein P101: Ist ärztlicher Rat erforderlich, Verpackung oder Kennzeichnungsetikett bereithalten. P102: Darf
Produktinformationen. Wolframelektroden von Litty
 Produktinformationen olframelektroden von Litty olfram Elektrode Pink Lymox Die strahlungsfreie, fertig angespitzte Elektrode zum sofortigen Gebrauch Die olfram Elektrode der Superlative Strahlungsfrei
Produktinformationen olframelektroden von Litty olfram Elektrode Pink Lymox Die strahlungsfreie, fertig angespitzte Elektrode zum sofortigen Gebrauch Die olfram Elektrode der Superlative Strahlungsfrei
Qualifizierung / Fortbildung
 Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
Hyper MIG. Wire speed. DPS Plus-3 Hyper MIG Bedieneinheit. Nutzbarer Bereich
 Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Schweissen Was war nochmal der Unterschied?
 Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Checklisten. Metallbearbeitung Metallveredlung Metalltechnologie
 Checklisten - für den Metallbauer - für die Konstruktion - für die Größe von Enlüftungsbohrungen - für das fachgerechte Schweißen - für die Montage und Nachbesserung Checkliste Metallbauer - Artfremde
Checklisten - für den Metallbauer - für die Konstruktion - für die Größe von Enlüftungsbohrungen - für das fachgerechte Schweißen - für die Montage und Nachbesserung Checkliste Metallbauer - Artfremde
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Fertigungsverfahren. Schutzgasschweissen. Stoffkunde und Fertigungstechnik Schutzgasschweissen. AGVS Ausbildungszentrum Berner Oberland 1/8
 Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Der Weg zur Schweisser-Prüfbescheinigung
 Der Weg zur Schweisser-Prüfbescheinigung Gfeller Reto ük-metallbau Schweissprüfung MAG-Schweissen Seite 1 Inhaltsverzeichnis Zertifizierung und Qualitätssicherung... 2 Einteilung in Ausführungsklassen
Der Weg zur Schweisser-Prüfbescheinigung Gfeller Reto ük-metallbau Schweissprüfung MAG-Schweissen Seite 1 Inhaltsverzeichnis Zertifizierung und Qualitätssicherung... 2 Einteilung in Ausführungsklassen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Sicherheitshinweise (P)
") Sicherheitshinweise (P) P101 P102 P103 P201 P202 P210 P211 P220 P221 P222 P223 P230 P231 P232 P233 P234 P235 P240 P241 P242 Ist ärztlicher Rat erforderlich, Verpackung oder Kennzeichnungsetikett bereithalten.
Sicherheitshinweise (P) P101 P102 P103 P201 P202 P210 P211 P220 P221 P222 P223 P230 P231 P232 P233 P234 P235 P240 P241 P242 Ist ärztlicher Rat erforderlich, Verpackung oder Kennzeichnungsetikett bereithalten.
Fachkunde für Schweißer
 Fachkunde für Schweißer Band 1 Grundausbildung im Schweißen des Stahls Herausgegeben von Prof. Dr.- Ing. Günther Thieme 25., stark bearbeitete Auflage Q VERLAG TECHNIK GmbH BERLIN Inhaltsverzeichnis 1.
Fachkunde für Schweißer Band 1 Grundausbildung im Schweißen des Stahls Herausgegeben von Prof. Dr.- Ing. Günther Thieme 25., stark bearbeitete Auflage Q VERLAG TECHNIK GmbH BERLIN Inhaltsverzeichnis 1.
MobiTIG BAUSERIE. Die Kraftpakete im Kompaktformat! PLASMA CUTTING MERKLE MIG / MAG TIG TIG ELECTRODE ROBOTICS AUTOMATION
 MobiTIG BAUSERIE Die Kraftpakete im Kompaktformat! MIG MIG / MAG TIG TIG PLA CUT ELECTRODE AUTOMATION WEL MERKLE www.merkle.de ROBOTICS PLASMA CUTTING PLA TIG DC TIG AC 1. TIG (WIG)-Schweißen DC für Stahl-
MobiTIG BAUSERIE Die Kraftpakete im Kompaktformat! MIG MIG / MAG TIG TIG PLA CUT ELECTRODE AUTOMATION WEL MERKLE www.merkle.de ROBOTICS PLASMA CUTTING PLA TIG DC TIG AC 1. TIG (WIG)-Schweißen DC für Stahl-
Wir brennen fürs Schneiden
 Wir brennen fürs Schneiden stahl. metall. services Faszination Plasmaschneiden Das Plasmaschneidsystem besteht aus Inverter, Brennerkopf, Massekabel, Stromzuleitung und Druckluftzuleitung. Ein Plasmaschneider
Wir brennen fürs Schneiden stahl. metall. services Faszination Plasmaschneiden Das Plasmaschneidsystem besteht aus Inverter, Brennerkopf, Massekabel, Stromzuleitung und Druckluftzuleitung. Ein Plasmaschneider
Fragenkatalog zur Hessischen Feuerwehrleistungsübung Lebensrettende Sofortmaßnahmen (Erste Hilfe) Es ist nur eine Antwortmöglichkeit richtig!
 Es ist nur eine Antwortmöglichkeit richtig!") Hessische Landesfeuerwehrschule Fragenkatalog zur Hessischen Feuerwehrleistungsübung Lebensrettende Sofortmaßnahmen (Erste Hilfe) Es ist nur eine Antwortmöglichkeit richtig! 1. Sie finden an der Einsatzstelle
Hessische Landesfeuerwehrschule Fragenkatalog zur Hessischen Feuerwehrleistungsübung Lebensrettende Sofortmaßnahmen (Erste Hilfe) Es ist nur eine Antwortmöglichkeit richtig! 1. Sie finden an der Einsatzstelle
Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen. Bruch / Riss Fehlendes Material etc.
 Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Grünewaldt Thomas Schweißtechnik
 Herbstaktion 2015 gültig bis 23.12.2015 Grünewaldt Thomas Schweißtechnik Migatronic WIG Schweißmaschinen Migatronic Focus TIG 160 DC WIG Schweißmaschine mit Pulsfunktion und HF/Liftig Funktion ausgestattet.
Herbstaktion 2015 gültig bis 23.12.2015 Grünewaldt Thomas Schweißtechnik Migatronic WIG Schweißmaschinen Migatronic Focus TIG 160 DC WIG Schweißmaschine mit Pulsfunktion und HF/Liftig Funktion ausgestattet.
Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm
 tigspeed - Mehr als nur ein TIG schneller Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm Mündersbach, 23. April 2013 Sind qualitativ hochwertige Nähte
tigspeed - Mehr als nur ein TIG schneller Höhere Prozessgeschwindigkeiten beim WIG-Schweißen durch das Drahtvorschubgerät tigspeed von ewm Mündersbach, 23. April 2013 Sind qualitativ hochwertige Nähte