AKTION. VHM-Gewindefräser. CNC Gühro ThreadMill NEU GÜHRING WELTWEIT IHR PARTNER. Die Programmiersoftware für Gewindefräser und Bohrgewindefräser
|
|
|
- Johannes Auttenberg
- vor 6 Jahren
- Abrufe
Transkript














1 AKTION NEU Die rogrammiersoftware für Gewindefräser und Bohrgewindefräser CNC Gühro ThreadMill Gewindefräser mit und ohne Senkfase Universalgewindefräser Bohrgewindefräser Mikro-Gewindefräser Gewindefräser für gehärtete Stähle VHM-Gewindefräser GÜHRING WELTWEIT IHR ARTNER




2 CNC Gühro ThreadMill Kostenlose rogrammiersoftware für Gewindefräser und Bohrgewindefräser Um die Bearbeitung mit Gühring-Gewindefräsern noch anwenderfreundlicher zu gestalten, haben wir die intuitive Software CNC Gühro Thread- Mill entwickelt. CNC Gühro Threadmill steht Ihnen kostenlos zur freien Verfügung. Einfach über unsere Homepage herunterladen! In fünf Schritten zum optimalen CNC-rogramm 1. Gewindedaten bestimmen Auswahl aus allen gängigen Gewindenormen 2. Werkstoff auswählen Sie bekommen immer die optimalen arameter zugewiesen 3. Werkzeug aussuchen Technische Daten, Zeichnung, Bearbeitungszeit und Film erleichtern die Auswahl 4. CNC-Daten erfassen gewünschte Frässtrategie und arameter eingeben 5. CNC-rogramm mit Code und Datenblatt erhalten rogramierdaten (Sinumerik, Heidenhain, Fanuc, hilips, Mazatrol oder Hurco) werden eingelesen und automatisch erkannt
3 TM S Gewindefräser ohne Senkfase NEW mit HB-Spannfläche Einfache Variante zum Gewindefräsen einer Gewindegröße Gewindearten: M, MF, UNF, UNC, NT, G S. 8 TMC S Gewindefräser mit Senkfase 45 NEW mit HB-Spannfläche Hohe roduktivität durch Senken und Gewindefräsen mit einem Werkzeug, hohe Laufruhe und geringe Seitenkräfte Gewindearten: M, MF, G S. 18 TMU S Universalgewindefräser mit Halseinstich NEW mit HB-Spannfläche Für verschiedene Gewindegrößen mit gleicher Steigung, z.b. Gewinde M30x1,5, Fräser Ø12xM1,5, Ø16xM1,5 oder Ø 20 x M1,5 Gewindearten: M, MF, G, NT, M / MF, für Außengewinde, UN S. 24 DTMC S Bohrgewindefräser mit 2 Schneiden und 45 -Fase Hohe roduktivität durch Bohren, Senken, Gewindefräsen einer Gewindegröße mit nur einem Werkzeug. Anwendung nur in Aluminium, Guss (GG-GGG), Messing und Kunststoff Gewindearten: M S. 32 MTM S Mikro-Gewindefräser S. 36 MTM 3 S Gewindegröße und Steigung werden fest vorgegeben (3xD) M1,6 M16, G1/8 - G2, UNC, UNF, UNJC, UNJF, MJ, VHM TiCN MTM 1 S Universelle Herstellung von Gewinde-Nenndurchmessern bis zu maximaler Steigung (3xD) M1,4 M10, VHM TiCN MTMH 3 S Bearbeitung von gehärteten Stählen von 45 HRC 65 HRC (2xD 3xD) M2 M12, VHM TiAlN TECHNISCHER TEIL S. 45
4 Gewindetiefe 2xD 2,5xD 2xD Schneidstoff VHM Typ TM S TM S TM S TM S TM S TM S TMC S TMC S Oberfläche DURCHGANGS- UND SACKLOCH- GEWINDE Kühlmittelzufuhr axial axial axial axial axial axial Schaftform HA HB HA HB HA HB HA HB Drall Gewindeart Artikelnummer/Katalogseite M MF UNC UNF G NT EG M EG-Gewinde können grundsätzlich mit allen Gewindefräsertypen und Abmessungen hergestellt werden MJ UNJC UNJF Geeignetes Kühlmittel: / / / / / / / / = Luft =Öl = Emulsion = trocken Detaillierte Schnittwertempfehlung S. 60 4
5 universal 3xD 2xD 2,5xD VHM TMU S TMU S TMU S TMU S MTM 3 S MTM 1 S MTMH3 S DTMC S DTMC S DTMC S A axial axial axial axial radial radial HA HB HA HB HA HA HA HA HA HA für Außengewinde für Außengewinde universal Hartbearbeitung Artikelnummer/Katalogseite EG-Gewinde können grundsätzlich mit allen Gewindefräsertypen und Abmessungen hergestellt werden / / / / / / / / / / 5

")


6 Gratfreie Gewindebearbeitung am Gewindeeinlauf kein roblem für Gühring Gewindefräser roblem: Gratbildung am Gewindeeinlauf (Flittergrat, Engelshaar) Lösung: Sonderwerkzeug mit hinterschliffener Entgratschneide Ergebnis: Gratfreier Gewindeeinlauf in einem Arbeitsgang Zur Ausarbeitung von Sonderlösungen sprechen Sie uns gerne an.





7 SONDERGEWINDEFRÄSER Trotz breitem Standardprogramm nicht das richtige Werkzeug dabei? Dann liefern wir gerne das auf Ihren Bearbeitungsfall optimal abgestimmte Werkzeug als Sonderlösung. Bitte sprechen Sie uns an!
8 8 TM S Gewindefräser ohne Senkfase





9 9
10 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für Metrische ISO-Gewinde 2xD Schneidstoff VHM Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 60 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. mm mm mm mm mm mm Netto/reis M6 1,000 4,800 6,000 5,00 54,000 13, ,000 83,00 83,00 M8 1,250 6,400 8,000 6,80 62,000 18, ,000 92,00 92,00 M8 x 1 1,000 6,400 8,000 7,00 62,000 17, ,005 94,00 102,00 M10 1,500 7,950 10,000 8,50 74,000 21, , ,00 101,00 M10 x 1 1,000 7,950 10,000 9,00 74,000 21, , ,00 128,00 M10 x 1,25 1,250 7,950 10,000 8,80 74,000 21, , ,00 119,00 M12 1,750 9,950 10,000 10,20 74,000 25, , ,00 124,00 M12 x 1,5 1,500 9,950 10,000 10,50 74,000 26, , ,00 134,00 M14 2,000 11,200 12,000 12,00 90,000 31, , ,00 141,00 M14 x 1,5 1,500 11,200 12,000 12,50 90,000 30, , ,00 162,00 M16 2,000 12,800 14,000 14,00 90,000 35, , ,00 159,00 M16 x 1,5 1,500 12,800 14,000 14,50 90,000 33, , ,00 184,00 M20 2,500 14,950 16,000 17,50 102,000 41, , ,00 182,00 M20 x 1,5 1,500 14,950 16,000 18,50 102,000 42, , ,00 236,00 10
11 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für Metrische ISO-Gewinde 2xD Schneidstoff VHM Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 60 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. mm mm mm mm mm mm Netto/reis M6 1,000 4,800 6,000 5,00 54,000 13, ,000 59,00 64,00 M8 1,250 6,400 8,000 6,80 62,000 18, ,000 64,00 69,00 M10 1,500 7,950 10,000 8,50 74,000 21, ,000 69,00 75,00 M12 1,750 9,950 10,000 10,20 74,000 25, ,000 83,00 87,00 M14 2,000 11,200 12,000 12,00 90,000 31, ,000 93,00 98,00 M16 2,000 12,800 14,000 14,00 90,000 35, , ,00 108,00 M20 2,500 14,950 16,000 17,50 102,000 41, , ,00 122,00 11
12 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für Metrische ISO-Gewinde Schneidstoff VHM 2,5xD Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 60 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. mm mm mm mm mm mm Netto/reis M6 1,000 4,800 6,000 5,00 54,000 16, ,000 71,00 83,00 M8 1,250 6,400 8,000 6,80 62,000 21, ,000 77,00 92,00 M10 1,500 7,950 10,000 8,50 74,000 26, ,000 86,00 101,00 M12 1,750 9,950 10,000 10,20 74,000 32, , ,00 124,00 M14 2,000 11,200 12,000 12,00 90,000 37, , ,00 141,00 M16 2,000 12,800 14,000 14,00 90,000 43, , ,00 159,00 M20 2,500 14,950 16,000 17,50 102,000 48, , ,00 182,00 12
13 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für UNC-Gewinde 2xD Schneidstoff VHM Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 60 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. mm mm mm mm mm Netto/reis ,400 6,000 3,90 54,000 11, ,826 65,00 70, ,100 6,000 4,50 54,000 12, ,486 65,00 70,00 1/4-20 4,700 6,000 5,10 54,000 14, ,350 69,00 75,00 5/ ,100 8,000 6,60 64,000 17, ,938 69,00 75,00 3/8-16 7,600 8,000 8,00 64,000 21, ,525 75,00 80,00 7/ ,000 10,000 9,40 74,000 24, ,113 90,00 96,00 1/2-13 9,950 10,000 10,80 74,000 28, ,700 90,00 96,00 9/ ,400 12,000 12,20 90,000 30, , ,00 106,00 5/ ,700 14,000 13,50 90,000 35, , ,00 106,00 13
14 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für UNF-Gewinde 2xD Schneidstoff VHM Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 60 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. mm mm mm mm mm Netto/reis ,800 6,000 4,10 54,000 11, ,826 63,00 68, ,300 6,000 4,60 54,000 12, ,486 63,00 68,00 1/4-28 5,100 6,000 5,50 54,000 14, ,350 67,00 72,00 5/ ,300 8,000 6,90 64,000 17, ,938 67,00 72,00 3/8-24 7,800 8,000 8,50 64,000 20, ,525 74,00 78,00 7/ ,400 10,000 9,90 74,000 24, ,113 87,00 93,00 1/2-20 9,950 10,000 11,50 74,000 27, ,700 87,00 93,00 9/ ,400 12,000 12,90 90,000 30, ,288 98,00 103,00 5/ ,700 14,000 14,50 90,000 33, ,875 98,00 103,00 14
15 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für NT-Gewinde Schneidstoff VHM Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 60 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis 1/16 27,000 5,900 8,000 6,15 54,000 9, , ,00 110,00 1/8 27,000 7,300 8,000 8,40 64,000 9, , ,00 124,00 1/4 18,000 9,950 12,000 11,10 72,000 19, , ,00 166,00 3/8 18,000 12,500 14,000 14,30 80,000 14, , ,00 179,00 15
16 GEWINDEFRÄSER OHNE SENKFASE Gewindefräser ohne Senkfase für Whitworth-Rohrgewinde 2xD Schneidstoff VHM Oberfläche Typ TM S TM S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H ohne Senkfase D d2 d1 l 1 l 2 d k Werksnorm Artikel-Nr D d1 d2 dk l1 l2 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis G1/8 28,000 7,950 8,000 8,80 64,000 21, ,728 98,00 113,00 G1/4 19,000 10,500 12,000 11,80 90,000 28, , ,00 140,00 G3/8 19,000 13,600 14,000 15,25 90,000 35, , ,00 179,00 16

17 Gewindefräser unsere räzision für Ihren Erfolg Stellen Sie uns auf die robe! Qualität vom Hersteller eigenes F&E und Maschinenbau für einheitliche Qualitätsstandards hohe rozesssicherheit mit detaillierter Dokumentation garantierte Wiederholgenauigkeit und Gewindequalität detaillierte Messprotokolle auf Kundenwunsch
18 18 TMC S Gewindefräser mit Senkfase 45




19 19
20 GEWINDEFRÄSER MIT SENKFASE Gewindefräser mit Senkfase für Metrische ISO-Gewinde 2xD Schneidstoff VHM Oberfläche Typ TMC S TMC S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H mit Senkfase 45 D d2 d1 d3 l 3 l 2 l 1 60 d k Werksnorm Artikel-Nr D d1 d2 d3 dk l1 l3 l2 Z Code-Nr. mm mm mm mm mm mm mm mm Netto/reis M3 0,500 2,300 6,000 3,400 2,50 48,000 36,000 6, ,000 85,00 85,00 M4 0,700 3,000 6,000 4,500 3,30 48,000 36,000 8, ,000 81,00 81,00 M5 0,800 4,000 6,000 5,500 4,20 54,000 36,000 10, ,000 81,00 81,00 M6 1,000 4,800 8,000 6,600 5,00 62,000 36,000 13, ,000 89,00 89,00 M8 1,250 6,400 10,000 9,000 6,80 74,000 40,000 18, , ,00 107,00 M10 1,500 7,950 12,000 11,000 8,50 80,000 45,000 21, , ,00 125,00 M12 1,750 9,950 14,000 13,500 10,20 90,000 45,000 25, , ,00 179,00 M14 2,000 11,200 16,000 15,500 12,00 102,000 48,000 31, , ,00 207,00 M16 2,000 12,800 18,000 17,500 14,00 102,000 48,000 35, , ,00 262,00 M20 2,500 14,500 20,000 21,500 17,50 125,000 50,000 41, , ,00 300,00 20
21 GEWINDEFRÄSER MIT SENKFASE Gewindefräser mit Senkfase für Metrische ISO-Feingewinde 2xD Schneidstoff VHM Oberfläche Typ TMC S TMC S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H mit Senkfase 45 D d2 d1 d3 l 3 l 2 l 1 60 d k Werksnorm Artikel-Nr D d1 d2 d3 dk l1 l3 l2 Z Code-Nr. mm mm mm mm mm mm mm mm Netto/reis M4 x 0,5 0,500 3,000 6,000 4,500 3,50 48,000 36,000 8, , ,00 111,00 M5 x 0,5 0,500 4,000 6,000 5,500 4,50 54,000 36,000 10, , ,00 115,00 M6 x 0,5 0,500 4,800 8,000 6,600 5,50 62,000 36,000 12, , ,00 118,00 M6 x 0,75 0,750 4,800 8,000 6,600 5,20 62,000 36,000 13, , ,00 105,00 M8 x 0,75 0,750 6,400 10,000 9,000 7,20 74,000 40,000 16, , ,00 116,00 M8 x 1 1,000 6,400 10,000 9,000 7,00 74,000 40,000 17, , ,00 118,00 M10 x 1 1,000 7,950 12,000 11,000 9,00 80,000 45,000 21, , ,00 137,00 M10 x 1,25 1,250 7,950 12,000 11,000 8,80 80,000 45,000 21, , ,00 135,00 M12 x 1 1,000 9,950 14,000 13,500 11,00 90,000 45,000 25, , ,00 195,00 M12 x 1,5 1,500 9,950 14,000 13,500 10,50 90,000 45,000 26, , ,00 198,00 M14 x 1,5 1,500 11,200 16,000 15,500 12,50 102,000 48,000 30, , ,00 207,00 M16 x 1,5 1,500 12,800 18,000 17,500 14,50 102,000 48,000 33, , ,00 271,00 21
22 GEWINDEFRÄSER MIT SENKFASE Gewindefräser mit Senkfase für Whitworth-Rohrgewinde 2xD Schneidstoff VHM Oberfläche Typ TMC S TMC S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H mit Senkfase 45 D d2 d1 d3 l 3 l 2 l 1 55 d k Werksnorm Artikel-Nr D d1 d2 d3 dk l1 l3 l2 Z Code-Nr. G/inch mm mm mm mm mm mm mm Netto/reis G1/8 28,000 7,950 12,000 11,000 8,80 80,000 45,000 21, , ,00 137,00 G1/4 19,000 9,950 14,000 13,900 11,80 90,000 45,000 28, , ,00 198,00 G3/8 19,000 13,600 18,000 17,500 15,25 102,000 48,000 35, , ,00 284,00 22


23 HC-Spannfutter Robust, kompakt und präzise das optimale Spannfutter zum Gewindefräsen Auch für die Gewindefräsbearbeitung bietet Gühring räzisionsspannfutter mit höchster Spannkraft an. Die spezielle Spannhülse wird über ein Schneckengetriebe gespannt und überträgt die enorme Spannkraft optimal auf das eingespannte Werkzeug. hohe Spannkraft mit höchster Steifigkeit, vibrationsfreie Bearbeitung Rundlaufgenauigkeit 3 μm bei 2,5xD Standzeiterhöhung der Werkzeuge um bis zu 40 % trägt zu deutlichen Kosteneinsparungen bei flexibler Einsatz durch GÜHROJET Spannhülsen, auch mit eripheriekühlung erhältlich einfachste Handhabung mit wartungsfreier Technik 23

24 24 TMU S Universalgewindefräser





25 25
26 Mehrbereichsgewindefräser Mehrbereichs-Gewindefräser für Metrische ISO-Gewinde Schneidstoff VHM Oberfläche Typ TMU S TMU S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H Universalgewindefräser für Innengewinde M / MF D d2 d1 l 1 l 5 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l5 l2 Z Code-Nr. mm mm mm mm mm mm Netto/reis 0,500 > 10 7,950 8,000 64,000 20, , ,00 108,00 1,000 > 12 9,950 10,000 70,000 25,000 16, , ,00 128,00 1,250 > 14 9,950 10,000 70,000 25,000 16, , ,00 137,00 1,500 > 14 9,950 10,000 70,000 25,000 16, , ,00 118,00 1,000 > 16 11,950 12,000 80,000 31,000 20, , ,00 159,00 1,250 > 16 11,950 12,000 80,000 31,000 20, , ,00 159,00 1,500 > 16 11,950 12,000 80,000 31,000 20, , ,00 151,00 1,000 > 18 15,950 16,000 90,000 40,000 25, , ,00 201,00 1,500 > 20 15,950 16,000 90,000 40,000 25, , ,00 182,00 2,000 > 22 15,950 16,000 90,000 40,000 25, , ,00 201,00 3,000 > 24 17,950 18, ,000 50,000 33, , ,00 196,00 1,000 > 24 19,950 20, ,000 50,000 33, , ,00 303,00 1,500 > 26 19,950 20, ,000 50,000 33, , ,00 271,00 2,000 > 26 19,950 20, ,000 50,000 33, , ,00 297,00 2,500 > 26 19,950 20, ,000 50,000 33, , ,00 265,00 3,000 > 27 19,950 20, ,000 50,000 33, , ,00 265,00 3,500 > 30 19,950 20, ,000 50,000 33, , ,00 265,00 26
27 Mehrbereichsgewindefräser Mehrbereichs-Gewindefräser für Whitworth-Rohrgewinde Schneidstoff VHM Oberfläche Typ TMU S TMU S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H Universalgewindefräser für Innen- und Außengewinde D D d2 d1 l 1 l 5 l 2 55 Werksnorm Artikel-Nr D d1 d2 l1 l5 l2 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis 19,000 > 1/4 9,950 10,000 70,000 25,000 16, , ,00 140,00 14,000 > 1/2 15,950 16,000 90,000 40,000 25, , ,00 207,00 11,000 > 1 19,950 20, ,000 50,000 33, , ,00 300,00 27
28 Mehrbereichsgewindefräser Mehrbereichs-Gewindefräser für UN-Gewinde Schneidstoff VHM Oberfläche Typ TMU S TMU S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H Universalgewindefräser für Innengewinde D d2 d1 l 1 l 5 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l5 l2 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis 24,000 > 1/2 9,950 10,000 70,000 25,000 16, , ,00 141,00 16,000 > 5/8 11,950 12,000 80,000 31,000 20, , ,00 151,00 18,000 > 5/8 11,950 12,000 80,000 31,000 20, , ,00 151,00 20,000 > 11/16 11,950 12,000 80,000 31,000 20, , ,00 159,00 24,000 > 5/8 11,950 12,000 80,000 31,000 20, , ,00 159,00 14,000 > 7/8 15,950 16,000 90,000 40,000 25, , ,00 201,00 16,000 > 7/8 15,950 16,000 90,000 40,000 25, , ,00 188,00 18,000 > 7/8 15,950 16,000 90,000 40,000 25, , ,00 195,00 20,000 > 13/16 15,950 16,000 90,000 40,000 25, , ,00 201,00 8,000 > 1 19,950 20, ,000 50,000 33, , ,00 265,00 12,000 > 1 19,950 20, ,000 50,000 33, , ,00 265,00 14,000 > 1 19,950 20, ,000 50,000 33, , ,00 284,00 16,000 > 1 19,950 20, ,000 50,000 33, , ,00 284,00 28
29 Mehrbereichsgewindefräser Mehrbereichs-Gewindefräser für NT-Gewinde Schneidstoff VHM Oberfläche Typ TMU S TMU S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H Universalgewindefräser für Innen- und Außengewinde D D d2 d1 l 1 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l2 Z Code-Nr. G/inch mm mm mm mm Netto/reis 14,000 > 1/2 14,500 16,000 90,000 19, , ,00 258,00 11,500 > 1 18,500 20,000 90,000 23, , ,00 316,00 29
30 Mehrbereichsgewindefräser Außengewindefräser Schneidstoff VHM Oberfläche Typ TMU S TMU S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HB K NEW N S H Universalgewindefräser für Außengewinde M / MF D d2 d1 l 1 l 5 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l5 l2 Z Code-Nr. mm mm mm mm mm mm Netto/reis 0, ,950 10,000 70,000 25,000 16, , ,00 111,00 0, ,950 10,000 70,000 25,000 16, , ,00 110,00 1, ,950 12,000 80,000 31,000 20, , ,00 145,00 1, ,950 12,000 80,000 31,000 20, , ,00 145,00 1, ,950 12,000 80,000 31,000 20, , ,00 131,00 1, ,950 16,000 90,000 40,000 25, , ,00 157,00 2, ,950 16,000 90,000 40,000 25, , ,00 169,00 2, ,950 16,000 90,000 40,000 25, , ,00 175,00 3, ,950 20, ,000 50,000 33, , ,00 230,00 30


31 DTMC S Hochleistungs-Bohrgewindefräser für Aluminium, Gusswerkstoffe und Kunststoffe. Die Vorteile im Überblick Bohren, Senken und Gewindefräsen mit nur einem Werkzeug kein Werkzeugwechsel erforderlich Verkürzung der Haupt- und Nebenzeiten Einsparung von Werkzeugplätzen für Sack- und Durchgangslöcher

32 32 DTMC S Bohrgewindefräser

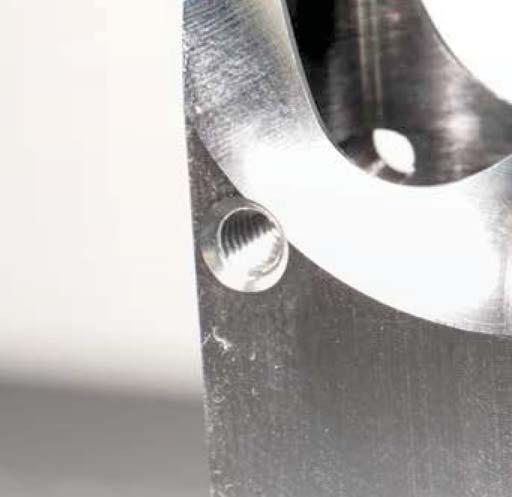



33 Gewindequerschnitt, hergestellt durch einen Bohrgewindefräser, typisch ist der Freistich der durch die Zirkulation bei der Bearbeitung entsteht. Freistich 33
34 BOHRGEWINDEFRÄSER Bohrgewindefräser für Metrische ISO-Gewinde 2xD Schneidstoff VHM Oberfläche Typ DTMC S DTMC S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA HA K N S H 45 l 4 G d2 140 d1 dk d3 l 3 l 5 l 1 60 dk Werksnorm Artikel-Nr D d1 d2 d3 dk l1 l3 l4 l5 Z Code-Nr. mm mm mm mm mm mm mm mm mm Netto/reis M3 0,500 2,400 6,000 3,400 2,50 48,000 36,000 0,500 7, , ,00 M4 0,700 3,200 6,000 4,500 3,30 48,000 36,000 0,700 9, , ,00 M5 0,800 4,000 6,000 5,500 4,20 54,000 36,000 0,800 11, , ,00 M6 1,000 4,750 8,000 6,600 5,00 62,000 36,000 1,000 13, , ,00 M8 1,250 6,350 10,000 9,000 6,80 74,000 40,000 1,250 18, , ,00 M10 1,500 7,950 12,000 11,000 8,50 80,000 45,000 1,500 22, , ,00 M12 1,750 9,950 14,000 13,500 10,20 90,000 45,000 1,500 26, , ,00 M14 2,000 11,200 16,000 15,500 12,00 102,000 48,000 1,500 31, , ,00 M16 2,000 13,200 18,000 17,500 14,00 102,000 48,000 1,500 36, , ,00 34
35 BOHRGEWINDEFRÄSER Bohrgewindefräser für Metrische ISO-Gewinde Schneidstoff VHM 2,5xD Oberfläche Typ DTMC S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K N S H 45 l 4 D d2 140 d1 dk d3 l 3 l 5 l 1 60 dk Werksnorm Artikel-Nr D d1 d2 d3 dk l1 l3 l4 l5 Z Code-Nr. mm mm mm mm mm mm mm mm mm Netto/reis M4 0,700 3,200 6,000 4,500 3,30 48,000 36,000 0,700 11, , ,00 M5 0,800 4,000 6,000 5,500 4,20 54,000 36,000 0,800 13, , ,00 M6 1,000 4,750 8,000 6,600 5,00 62,000 36,000 1,000 16, , ,00 M8 1,250 6,350 10,000 9,000 6,80 74,000 40,000 1,250 22, , ,00 M10 1,500 7,950 12,000 11,000 8,50 80,000 45,000 1,500 27, , ,00 M12 1,750 9,950 14,000 13,500 10,20 90,000 45,000 1,500 31, , ,00 M14 2,000 11,200 16,000 15,500 12,00 102,000 48,000 1,500 39, , ,00 M16 2,000 13,200 18,000 17,500 14,00 102,000 48,000 1,500 46, , ,00 35
36 36 MTM S Mikro-Gewindefräser




37 37
38 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche Typ MTM3 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K N S H l 5 D d2 d1 l 1 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l2 l5 Z Code-Nr. mm mm mm mm mm mm Netto/reis M1,6 0,350 1,200 3,000 39,000 1,100 4, ,600 49,00 M1,8 0,350 1,400 3,000 39,000 1,100 5, ,800 49,00 M2 0,400 1,550 3,000 39,000 1,200 6, ,000 49,00 M2,5 0,450 1,950 3,000 39,000 1,400 7, ,500 49,00 M3 0,500 2,400 6,000 58,000 1,500 9, ,000 51,00 M3,5 0,600 2,800 6,000 58,000 1,800 11, ,500 51,00 M4 0,700 3,200 6,000 58,000 2,100 12, ,000 51,00 M5 0,800 4,000 6,000 58,000 2,400 16, ,000 51,00 M6 1,000 4,800 6,000 58,000 3,000 20, ,000 51,00 M8 1,250 5,950 6,000 58,000 3,800 24, ,000 51,00 M10 1,500 7,800 8,000 73,000 4,500 33, ,000 60,00 M12 1,750 9,000 10,000 84,000 5,300 38, ,000 79,00 M16 2,000 11,800 12,000 84,000 6,000 35, ,000 92,00 38
39 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche Typ MTM1 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K N S H l 5 D d2 d1 l 1 l 2 60 Werksnorm Artikel-Nr D max. d1 d2 l1 l2 l5 Z Code-Nr. mm mm mm mm mm mm Netto/reis M1,4 - M1,8 0,350 1,050 3,000 39,000 0,400 3, ,800 46,00 M2 - M2,4 0,400 1,500 3,000 39,000 0,400 7, ,400 46,00 M2,5 - M3 0,500 2,000 3,000 39,000 0,500 9, ,000 46,00 M3,5 - M4,5 0,750 2,800 6,000 58,000 0,800 14, ,500 50,00 M5 - M7 1,000 4,000 6,000 58,000 1,000 19, ,000 50,00 M8 - M10 1,500 6,400 8,000 64,000 1,500 24, ,000 51,00 39
40 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche Typ MTM3 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K N S H Gewindefräser für Innen- und Außengewinde l 5 D D d2 d1 l 1 l 2 55 Werksnorm Artikel-Nr D d1 d2 l1 l2 l5 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis G1/16-G1/8 28,000 6,200 8,000 64,000 2,700 19, ,728 61,00 G1/4-G3/8 19,000 9,950 10,000 73,000 4,000 25, ,662 80,00 G1/2-G7/8 14,000 11,950 12,000 84,000 5,400 37, , ,00 G1-G2 11,000 15,950 16, ,000 6,900 44, , ,00 40
41 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche Typ MTM3 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K NEW N S H l 5 D d2 d1 l 1 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l2 l5 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis UNF No 1 72,000 1,450 3,000 39,000 1,100 5, ,853 49,00 UNC No 1+UNF No 2 64,000 1,400 3,000 39,000 1,200 6, ,854 49,00 UNC No 2+UNF No 3 56,000 1,650 3,000 39,000 1,400 7, ,184 49,00 UNC No 3+UNF No 4 48,000 1,900 3,000 39,000 1,600 8, ,515 49,00 UNC No 4 40,000 2,100 6,000 58,000 1,900 9, ,845 51,00 UNC No 5+UNF No 6 40,000 2,450 6,000 58,000 1,900 10, ,175 51,00 UNC No 6 32,000 2,550 6,000 58,000 2,400 11, ,505 51,00 UNF No 8 36,000 3,300 6,000 58,000 2,100 12, ,165 51,00 UNC No 8 32,000 3,200 6,000 58,000 2,400 13, ,166 51,00 UNF No10 32,000 3,700 6,000 58,000 2,400 15, ,825 51,00 UNC No10+UNC No12 24,000 3,500 6,000 58,000 3,200 16, ,826 51,00 UNF No12 28,000 4,200 6,000 58,000 2,700 16, ,485 51,00 UNF 1/4 28,000 5,000 6,000 58,000 2,700 19, ,349 51,00 UNC 1/4 20,000 4,750 6,000 58,000 3,800 20, ,350 51,00 UNF 5/16+UNF 3/8 24,000 6,600 8,000 64,000 3,200 24, ,937 60,00 UNC 5/16 18,000 6,000 6,000 58,000 4,200 23, ,938 51,00 UNC 3/8 16,000 6,700 8,000 64,000 4,800 25, ,525 60,00 UNF 7/16 20,000 8,000 8,000 64,000 3,800 34, ,112 60,00 UNC 7/16 14,000 7,700 8,000 64,000 5,400 25, ,113 60,00 UNF 5/8 18,000 12,000 12,000 84,000 4,200 35, ,874 92,00 41
42 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche Typ MTM3 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K NEW N S H mit Innenkühlung ab UNJF 1/4 d2 l 4 d1 l 1 l 2 60 D Werksnorm Artikel-Nr D d1 d2 l1 l2 l5 Z Code-Nr. G/inch mm mm mm mm mm Netto/reis UNJC No 6 32,000 2,700 6,000 58,000 2,400 11, ,505 59,00 UNJC No 8+UNJF No10 32,000 3,300 6,000 58,000 2,400 14, ,166 59,00 UNJC No10+UNJC No12 24,000 3,700 6,000 58,000 3,200 15, ,826 59,00 UNJF 1/4 28,000 5,100 8,000 64,000 2,700 19, ,349 82,00 UNJC 1/4 20,000 4,900 6,000 58,000 3,800 19, ,350 59,00 UNJF 5/16+UNJF 3/8 24,000 6,700 8,000 64,000 3,200 24, ,937 82,00 UNJC 5/16+UNJF 9/16 18,000 6,150 8,000 64,000 4,200 24, ,938 82,00 UNJC 3/8+UNJF 3/4 16,000 6,900 8,000 64,000 4,800 26, ,525 82,00 UNJF 7/16 20,000 8,000 10,000 73,000 3,800 30, ,112 92,00 UNJC 7/16+UNJF 7/8 14,000 7,900 10,000 73,000 5,400 30, ,113 92,00 UNJC 1/2 13,000 9,400 10,000 73,000 5,900 30, ,700 92,00 42
43 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche Typ MTM3 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K NEW N S H mit Innenkühlung ab MJ5 d2 l 4 d1 l 1 l 2 60 D Werksnorm Artikel-Nr D d1 d2 l1 l2 l5 Z Code-Nr. mm mm mm mm mm mm Netto/reis MJ 3 0,500 2,400 6,000 58,000 1,500 9, ,000 59,00 MJ 4 0,700 3,200 6,000 58,000 2,100 12, ,000 59,00 MJ 5 0,800 3,900 6,000 58,000 2,400 16, ,000 59,00 MJ 6 1,000 4,800 6,000 58,000 3,000 19, ,000 59,00 MJ 8 1,250 6,100 8,000 64,000 3,800 25, ,000 82,00 MJ10 1,500 8,000 8,000 73,000 4,500 33, ,000 82,00 MJ12 1,750 9,200 10,000 73,000 5,300 30, ,000 92,00 MJ16 2,000 10,800 12,000 84,000 6,000 35, , ,00 43
44 Gewindefräser Mikro-Gewindefräser 3xD Schneidstoff VHM Oberfläche A Typ MTMH3 S Schnittwerte siehe Seite 60 Innenkühlung M Schaftform HA K N S H Für die Hartbearbeitung HRC l 5 D d2 d1 l 1 l 2 60 Werksnorm Artikel-Nr D d1 d2 l1 l2 l5 Z Code-Nr. mm mm mm mm mm mm Netto/reis M2 0,400 1,550 3,000 39,000 1,200 6, ,000 59,00 M2,5 0,450 1,950 3,000 39,000 1,400 7, ,500 59,00 M3 0,500 2,350 6,000 58,000 1,500 9, ,000 61,00 M4 0,700 3,100 6,000 58,000 2,100 12, ,000 61,00 M5 0,800 3,800 6,000 58,000 2,400 16, ,000 61,00 M6 1,000 4,800 6,000 58,000 3,000 20, ,000 61,00 M8 1,250 5,950 6,000 58,000 3,800 24, ,000 61,00 M10 1,500 7,800 8,000 64,000 4,500 23, ,000 72,00 M12 1,750 9,000 10,000 73,000 5,300 26, ,000 95,00 44
45 TECHNISCHER TEIL Merkmale verschiedener Gewindearten rofilskizze Norm Anwendung M Metrisches ISO-Gewinde rofilskizze Norm Anwendung MF Metrisches ISO-Feingewinde 60 DIN 13-1 Allgemeines Regelgewinde 60 DIN 13-2 bis DIN Allgemeines Feingewinde d2, D2 d2=d2 d2=d2 UNC Unified Coarse Thread Inch-Gewinde UNF Unified Fine-Thread Inch-Gewinde 60 ASME B1.1 Allgemeines UN Regelgewinde 60 ASME B1.1 Allgemeines UN Metrisches Feingewinde ISO-Trapezgewinde d2, D2 UNEF Unified Extra-Fine-Thread Inch-Gewinde UNS Unified Special Thread Inch-Gewinde 60 ASME B1.1 Allgemeines UN Extrafeingewinde 60 ASME B1.1 Allgemeines UN Spezialgewinde G Zylindrisches Rohrgewinde für nicht im Gewinde dichtende Verbindungen 1: d2, D2 d2=d2 DIN EN ISO NT Amerikanisches Inch Standard-Rohrgewinde kegelig mit Dichtmittel ANSI/ ASME B Gewinde für Rohre, Rohrverbindungen und Armaturen Gewinderohre und Fittings Rp Whitworth-Rohrgewinde zylindrisches Innengewinde r UNJ-Gewinde Inch Gewinde 60 r d2, D2 D2 DIN EN (basiert auf ISO 7-1) Ersatz für DIN ISO 3161 Innengewinde für Gewinderohre und Fittings (für im Gewinde dichtende Verbindungen) Für Luft- und Raumfahrt D d R D2, d2 MJ-Gewinde Metrisches Gewinde D3 60 DIN ISO Für Luft- und Raumfahrt Bolzen Mutter D, d R D2, d2 Spiel 45
46 TECHNISCHER TEIL Kernlochdurchmesser für das Gewindefräsen Metrische ISO-Regelgewinde DIN 13 Nenn- Stei- Kern- Kern-Ø Ø gung loch- Innengewinde 6H* (Bohr-)Ø DIN 336 min. max. mm mm mm mm M 1 0,25 0,75 0,729 0,785 M 1,1 0,25 0,85 0,829 0,885 M 1,2 0,25 0,95 0,929 0,985 M 1,4 0,30 1,10 1,075 1,142 M 1,6 0,35 1,25 1,221 1,321 M 1,8 0,35 1,45 1,421 1,521 M 2 0,40 1,60 1,567 1,679 M 2,2 0,45 1,75 1,713 1,838 M 2,5 0,45 2,05 2,013 2,138 M 3 0,50 2,50 2,459 2,599 M 3,5 0,60 2,90 2,850 3,010 M 4 0,70 3,30 3,242 3,422 M 4,5 0,75 3,70 3,688 3,878 M 5 0,80 4,20 4,134 4,334 M 6 1,00 5,00 4,917 5,153 M 7 1,00 6,00 5,917 6,153 M 8 1,25 6,80 6,647 6,912 M 9 1,25 7,80 7,647 7,912 M 10 1,50 8,50 8,376 8,676 M 11 1,50 9,50 9,376 9,676 M 12 1,75 10,20 10,106 10,441 M 14 2,00 12,00 11,835 12,210 M 16 2,00 14,00 13,835 14,210 M 18 2,50 15,50 15,294 15,744 M 20 2,50 17,50 17,294 17,744 M 22 2,50 19,50 19,294 19,744 M 24 3,00 21,00 20,752 21,252 M 27 3,00 24,00 23,752 24,252 M 30 3,50 26,50 26,211 26,771 M 33 3,50 29,50 29,211 29,771 M 36 4,00 32,00 31,670 32,270 M 39 4,00 35,00 34,670 35,270 M 42 4,50 37,50 37,129 37,799 M 45 4,50 40,50 40,129 40,799 M 48 5,00 43,00 42,587 43,297 M 52 5,00 47,00 46,587 47,297 M 56 5,50 50,50 50,046 50,796 * M 1,1 bis M 1,4 Kern-Ø Innengewinde 5H Nenn- x Stei- Kern- Kern-Ø Ø gung loch- Innengewinde 6H (Bohr-)Ø DIN 336 min. max. mm mm mm mm M 2,5 x 0,35 2,15 2,121 2,221 M 3,0 x 0,35 2,65 2,621 2,721 M 3,5 x 0,35 3,15 3,121 3,221 M 4,0 x 0,50 3,50 3,459 3,599 M 4,5 x 0,50 4,00 3,959 4,099 M 5,0 x 0,50 4,50 4,459 4,599 M 5,5 x 0,50 5,00 4,959 5,099 M 6,0 x 0,75 5,20 5,188 5,378 M 7,0 x 0,75 6,20 6,188 6,378 M 8,0 x 0,50 7,50 7,459 7,599 M 8,0 x 0,75 7,20 7,188 7,378 M 8,0 x 1,00 7,00 6,917 7,153 M 9,0 x 0,75 8,20 8,188 8,378 M 9,0 x 1,00 8,00 7,917 8,153 M 10 x 0,75 9,20 9,188 9,378 M 10 x 1,00 9,00 8,917 9,153 M 10 x 1,25 8,80 8,647 8,912 M 11 x 0,75 10,20 10,188 10,378 M 11 x 1,00 10,00 9,917 10,153 M 12 x 1,00 11,00 10,917 11,153 M 12 x 1,25 10,80 10,647 10,912 M 12 x 1,50 10,50 10,376 10,676 M 14 x 1,00 13,00 12,917 13,153 M 14 x 1,25 12,80 12,647 12,912 M 14 x 1,50 12,50 12,376 12,676 M 15 x 1,00 14,00 13,917 14,153 M 15 x 1,50 13,50 13,376 13,676 M 16 x 1,00 15,00 14,917 15,153 M 16 x 1,25 14,80 14,647 14,912 M 16 x 1,50 14,50 14,376 14,676 M 17 x 1,00 16,00 15,917 16,153 M 17 x 1,50 15,50 15,376 15,676 M 18 x 1,00 17,00 16,917 17,153 M 18 x 1,50 16,50 16,376 16,676 M 20 x 1,00 19,00 18,917 19,153 M 20 x 1,50 18,50 18,376 18,676 M 20 x 2,00 18,00 17,835 18,210 M 22 x 1,00 21,00 20,917 21,153 Metrische ISO-Feingewinde DIN 13 Nenn- x Stei- Kern- Kern-Ø Ø gung loch- Innengewinde 6H (Bohr-)Ø DIN 336 min. max. mm mm mm mm M 22 x 1,50 20,50 20,376 20,676 M 22 x 2,00 20,00 19,835 20,210 M 24 x 1,00 23,00 22,917 23,153 M 24 x 1,50 22,50 22,376 22,676 M 24 x 2,00 22,00 21,835 22,210 M 25 x 1,00 24,00 23,917 24,153 M 25 x 1,50 23,50 23,376 23,676 M 25 x 2,00 23,00 22,835 23,210 M 27 x 1,00 26,00 25,917 26,153 M 27 x 1,50 25,50 25,376 25,676 M 27 x 2,00 25,00 24,835 25,210 M 28 x 1,00 27,00 26,917 27,153 M 28 x 1,50 26,50 26,376 26,676 M 28 x 2,00 26,00 25,835 26,210 M 30 x 1,00 29,00 28,917 29,153 M 30 x 1,50 28,50 28,376 28,676 M 30 x 2,00 28,00 27,835 28,210 M 30 x 3,00 27,00 26,752 27,252 M 32 x 1,50 30,50 30,376 30,676 M 32 x 2,00 30,00 29,835 30,210 M 33 x 1,50 31,50 31,376 31,676 M 33 x 2,00 31,00 30,835 31,210 M 33 x 3,00 30,00 29,752 30,252 M 35 x 1,50 33,50 33,376 33,676 M 36 x 1,50 34,50 34,376 34,676 UNC-Gewinde ASME B1.1 Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde 2B (Bohr-)Ø pro DIN 336 min. max. inch mm mm mm Nr ,55 1,425 1,580 Nr ,85 1,694 1,872 Nr ,10 1,941 2,146 Nr ,35 2,157 2,385 Nr ,65 2,487 2,698 Nr ,85 2,642 2,896 Nr ,50 3,302 3,531 Nr ,90 3,683 3,937 Nr ,50 4,343 4,597 1 / ,10 4,978 5,258 5 / ,60 6,401 6,731 3 / ,00 7,798 8,153 7 / ,40 9,144 9,550 1 / ,80 10,592 11,024 9 / ,20 11,989 12,446 5 / ,50 13,386 13,868 3 / ,50 16,307 16,840 7 / ,50 19,177 19, ,25 21,971 22, / ,00 24,638 25, / ,00 27,813 28, / ,75 30,353 31, / ,00 33,528 34, / ,50 38,938 39, ,5 45,00 44,679 45,593 MJ-Gewinde DIN ISO 5855 Nenn- x Stei- Kern- Kern-Ø Ø gung loch- Innengewinde 5H* (Bohr-)Ø min. max. mm mm mm mm MJ 3 x 0,50 2,60 2,513 2,653 MJ 4 x 0,70 3,40 3,318 3,498 MJ 5 x 0,80 4,30 4,221 4,421 MJ 6 x 0,50 5,55 5,513 5,625 MJ 6 x 0,75 5,35 5,269 5,419 MJ 6 x 1,00 5,10 5,026 5,216 MJ 8 x 0,50 7,55 7,513 7,625 MJ 8 x 0,75 7,35 7,269 7,419 MJ 8 x 1,00 7,10 7,026 7,216 MJ 8 x 1,25 6,90 6,782 6,994 MJ 10 x 1,00 9,10 9,026 9,216 MJ 10 x 1,25 8,90 8,782 8,994 MJ 10 x 1,50 8,60 8,539 8,775 MJ 12 x 1,75 10,40 10,295 10,560 MJ 16 x 2,00 14,20 14,051 14,351 UNJC-Gewinde ISO 3161 Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde 3B (Bohr-)Ø pro min. max. inch mm mm mm Nr ,85 2,733 2,939 Nr ,55 3,393 3,599 Nr ,00 3,795 4,064 Nr ,60 4,455 4,704 1 / ,30 5,113 5,387 5 / ,75 6,563 6,833 3 / ,20 7,978 8,255 7 / ,60 9,346 9,639 1 / ,00 10,798 11,095 9 / ,40 12,228 12,482 5 / ,80 13,627 13,904 UNJF-Gewinde ISO 3161 Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde 3B (Bohr-)Ø pro min. max. inch mm mm mm Nr ,00 2,888 3,053 Nr ,60 3,480 3,663 Nr ,20 4,054 4,255 Nr ,75 4,602 4,816 1 / ,60 5,466 5,662 5 / ,00 6,906 7,109 3 / ,60 8,494 8,679 7 / ,00 9,876 10,084 1 / ,60 11,463 11,661 9 / ,00 12,913 13,122 5 / ,60 14,501 14,702 46
47 TECHNISCHER TEIL Kernlochdurchmesser für das Gewindefräsen UNF-Gewinde ASME B1.1 Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde 2B (Bohr-)Ø pro DIN 336 min. max. inch mm mm mm Nr ,55 1,473 1,610 Nr ,85 1,755 1,910 Nr ,15 2,024 2,197 Nr ,40 2,271 2,459 Nr ,70 2,550 2,741 Nr ,95 2,819 3,023 Nr ,50 3,404 3,607 Nr ,10 3,962 4,166 Nr ,60 4,496 4,724 1 / ,50 5,359 5,588 5 / ,90 6,782 7,036 3 / ,50 8,382 8,636 7 / ,90 9,728 10,033 1 / ,50 11,328 11,608 9 / ,90 12,751 13,081 5 / ,50 14,351 14,681 3 / ,50 17,323 17,678 7 / ,40 20,269 20, ,25 23,114 23, / ,50 26,289 26, / ,50 29,464 29, / ,75 32,639 33, / ,00 35,814 36,271 BSW-(Whitworth)- Gewinde BS84 Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde (Bohr-)Ø pro min. max. inch inch mm mm mm W 1 / ,20 1,045 1,230 W 3 / ,80 1,704 1,912 W 1 / ,50 2,362 2,591 W 5 / ,20 2,952 3,214 W 3 / ,60 3,407 3,745 W 7 / ,50 4,201 4,539 W 1 / ,10 4,724 5,156 W 5 / ,50 6,130 6,590 W 3 / ,90 7,492 7,987 W 7 / ,20 8,789 9,330 W 1 / ,50 9,989 10,591 W 9 / ,00 11,577 12,179 W 5 / ,50 12,918 13,558 W 3 / ,25 15,797 16,483 W 7 / ,25 18,611 19,353 W ,00 21,334 22,147 W 1 1 / ,50 23,928 24,832 W 1 1 / ,75 27,103 28,007 W 1 3 / ,50 29,504 30,528 W 1 1 / ,50 32,679 33,703 W 1 5 / ,50 34,769 35,963 W 1 3 / ,00 37,944 39,138 W 2 4,5 44,50 43,571 44,877 (Whitworth-) Rohrgewinde (nach DIN-ISO 228-1) Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde (Bohr-)Ø pro DIN 336 min. max. inch inch mm mm mm G 1 / ,80 6,561 6,843 G 1 / ,80 8,566 8,848 G 1 / ,80 11,445 11,890 G 3 / ,25 14,950 15,395 G 1 / ,00 18,631 19,172 G 5 / ,00 20,587 21,128 G 3 / ,50 24,117 24,658 G 7 / ,25 27,877 28,418 G ,75 30,291 30,931 G 1 1 / ,50 34,939 35,579 G 1 1 / ,50 38,952 39,592 G 1 1 / ,25 44,845 45,485 G 1 3 / ,00 50,788 51,428 G ,00 56,656 57,296 Stahlpanzerrohr-Gewinde nach DIN Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde (Bohr-)Ø pro min. max. inch mm mm mm g ,40 11,280 11,430 g ,00 13,860 14,010 g ,30 17,260 17,410 g 13, ,00 19,060 19,210 g ,30 21,160 21,310 g ,90 26,780 27,030 g ,50 35,480 35,730 g ,50 45,480 45,730 g ,50 52,480 52,730 g ,80 57,780 58,030 NT ANSI B 2.1 Amerik. kegeliges Rohrgewinde Kegel 1:16 Ausführung A (möglichst vermeiden) Ausführung B Nenn- Gang Kernloch-Ø Kernloch-Ø Einschneidtiefe Bohrtiefe Ø pro zylindr. (A) konisch (B) ET BT (min) inch d 1 D 1 mm mm d 1 BT 1:16 D 1 ET d 1 BT 1 / ,15 6,39 9,29 10,7 1 / ,40 8,74 9,32 10,8 1 / ,10 11,36 13,52 15,6 3 / ,30 14,80 13,83 16,0 1 / ,90 18,32 18,07 20,8 3 / ,30 23,67 18,55 21,3 1-11,5 29,00 29,69 22,29 25,6 1 1 / 4-11,5 37,70 38,45 22,80 26,1 1 1 / 2-11,5 43,70 44,52 22,80 26,1 2-11,5 55,60 56,56 23,20 26,5 2 1 / ,30 67,62 31,75 36, ,30 83,52 33,74 38,5 EG-Gewinde Metr./Metr. Fein (EG M 14 x 1,25) für Gewindedrahteinsätze DIN 8140 Nenn- x Stei- Kern- Kern-Ø Ø gung loch- Innengewinde (Bohr-)Ø min. max. mm mm mm mm EG M 4 0,70 4,20 4,152 4,292 EG M 5 0,80 5,25 5,174 5,334 EG M 6 1,00 6,30 6,217 6,407 EG M 8 1,25 8,40 8,271 8,483 EG M10 1,50 10,50 10,324 10,560 EG M12 1,75 12,50 12,379 12,644 EG M14 x 1,25 14,40 14,271 14,483 EG M16 2,00 16,50 16,433 16,733 EG UNC (UNC-STI) Gewinde für Gewindedrahteinsätze ASME B Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde (Bohr-)Ø pro min. max. inch mm mm mm EG Nr ,80 3,678 3,879 EG Nr ,40 4,338 4,524 EG Nr ,20 5,055 5,283 EG Nr ,80 5,715 5,944 EG 1 / ,70 6,624 6,868 EG 5 / ,40 8,242 8,489 EG 3 / ,00 9,868 10,127 EG 7 / ,60 11,506 11,783 EG 1 / ,30 13,122 13,393 EG 9 / ,90 14,747 15,032 EG 5 / ,50 16,375 16,673 EG UNF (UNF-STI) Gewinde für Gewindedrahteinsätze ASME B Nenn- Gang Kern- Kern-Ø Ø loch- Innengewinde (Bohr-)Ø pro min. max. inch mm mm mm EG Nr ,70 3,644 3,818 EG Nr ,40 4,321 4,498 EG Nr ,10 4,999 5,184 EG Nr ,70 5,682 5,809 EG 1 / ,60 6,546 6,721 EG 5 / ,25 8,166 8,352 EG 3 / ,80 9,754 9,931 EG 7 / ,50 11,389 11,585 EG 1 / ,10 12,974 13,172 EG 9 / ,70 14,592 14,798 EG 5 / ,25 16,180 16,386 47
48 TECHNISCHER TEIL Die Gühring Gewindefräsertypen TM S Gewindefräser ohne Senkfase einfache und kostengünstige Variante für das Fräsen von Innengewinden 2-3 Gewindegrößen mit gleicher Steigung können über das angegebene Nennmaß hergestellt werden Anwendung nur in Werkstoffen 1000 N/mm² mit oder ohne Innenkühlung erhältlich Gewindearten: M, MF, UNC, UNF, G, NT TMC S Gewindefräser mit 45 Senkfase Senken und Gewindefräsen mit nur einem Werkzeug hohe Laufruhe und geringe Seitenkräfte prädestiniert zur Anwendung in schwer zerspanbaren Materialien auch ohne Senkstufe 2-3 Gewindegrößen mit gleicher Steigung können über das angegebene Nennmaß hergestellt werden nur mit Innenkühlung erhältlich Gewindearten: M, MF, G TMU S Universalgewindefräser mit Halseinstich universelle Anwendungsmöglichkeiten für verschiedene Gewindegrößen mit gleicher Steigung z.b. Gewinde M30x1,5 mit Fräser Ø12xM1,5, Ø16xM1,5 oder Ø20xM1,5 nur mit Innenkühlung erhältlich Gewindearten: M, MF, G, UN, NT und Außengewinde M, MF, G DTMC S Bohrgewindefräser mit 2 Schneiden und 45 Fase Bohren, Senken und Gewindefräsen mit nur einem Werkzeug verringerte Bearbeitungszeiten und Werkzeugkosten sowie reduzierter latzbedarf Anwendung nur in Aluminium, Gusswerkstoffen, Messing und Kunststoff mit oder ohne Innenkühlung erhältlich Gewindearten: M MTM 3 S Mikro-Gewindefräser Gewindegröße und Steigung sind fest vorgegeben ausgezeichnete Bearbeitung von höherfesten Werkstoffen wie Titan, VA etc. geeignet zur Bearbeitung von gehärteten Stählen 45HRC-65HRC Gewinde bis 3xD mit oder ohne Innenkühlung verfügbar Gewindearten: M, MF, G, UNC, UNF, MJ, UNJC, UNJF MTM 1 S Mikro-Gewindefräser universelle Herstellung von Gewinde-Nenndurchmessern bis zu einer maximalen Steigung nur ohne Innenkühlung erhältlich Gewindearten: M, MF 48


 der Maschine.")

49 TECHNISCHER TEIL Unterschied zwischen Gewindebohrer/-former und Gewindefräser Gewindebohrer/-former Gewindefräser = Steigung T = Teilung Die roten Linien zeigen den Steigungswinkel des Gewindes, der auf das Werkzeug geschliffen ist. Das heißt, die Steigung wird vom Werkzeug in das Werkstück geschnitten. Die roten Linien zeigen, dass das Werkzeug über keinen Steigungswinkel verfügt. Die Steigung wird von einer CNC-Maschine mit der Z-Achse erzeugt. Entstehung des Gewindes beim Gewindefräsen CNC-Achsen CNC-Achsen Y Y X Z X Gewindeprofil ohne axiale Zustellung (Z-Achse) der Maschine. Es entsteht ein Rillenprofil ohne Steigung. Dabei entsteht kein funktionsfähiges Gewinde. Durch die zusätzliche rogrammierung der Z-Achse wird die benötigte Gewindesteigung erzeugt. Hinweis: Aufgrund des diagonalen Fräsens im Steigungswinkel (Z-Achse) wird das Gewindeprofil des Werkzeugs verzerrt auf das Bauteil übertragen. Je mehr sich der Fräserdurchmesser (80% vom Nenn.-Ø) dem Gewinde-Nenndurchmesser annähert und je höher die Gewindesteigung, desto ausgeprägter ist die rofilverzerrung. 49
50 TECHNISCHER TEIL Wir unterscheiden grundsätzlich zwei Fräsprozesse Gegenlauffräsen im Uhrzeigersinn, mit G02 Gleichlauffräsen gegen Uhrzeigersinn, mit G03 Das Gegenlauffräsen wird bevorzugt bei der Bearbeitung von härteren Materialien oder zur Abhilfe gegen konische Gewinde eingesetzt. Das Gleichlauffräsen wird bei Gewindetiefen <1,5xD aufgrund einer höheren Oberflächengüte bevorzugt. Gewindeherstellung mit einem Werkzeug Rechtsgewinde Gegenlauffräsen Linksgewinde Gegenlauffräsen Von oben nach unten Werkzeug rotiert rechts Von unten nach oben Werkzeug rotiert rechts Rechtsgewinde Gleichlauffräsen Linksgewinde Gleichlauffräsen Von unten nach oben Werkzeug rotiert rechts Von oben nach unten Werkzeug rotiert rechts 50
51 TECHNISCHER TEIL Modifikation bei Gewindefräsern Darstellung Modifikation Effekt Kühlnuten am Schaft gezielte Kühlung ohne Stabilitätsverlust im Schneidenbereich radiale Kühlmittelaustritte gezielte Kühlung bei Durchgangsgewinden Gewindegänge entfernt reduzierte Schnittkräfte, aber längere Bearbeitungszeit durch zwei Umläufe Entgratschneide Gratfreier Gewindeeinlauf in einem Arbeitsgang erstes Gewindeprofil stirnseitig verlängert Anfasen der Kernlochbohrung Halsfreischliff ermöglicht axiale Schnittaufteilungen sinnvoll für tiefe Gewinde 51
52 TECHNISCHER TEIL rogrammierung beim Gewindefräsen rogrammangaben Funktionen für das Gewindefräsen G00 Eilgang G90 absolute Maßangabe G01 Vorschub G91 inkrementale Maßangabe G02 Kreisinterpolation (im Uhrzeigersinn) M03 Spindel an (Rechtslauf) G03 Kreisinterpolation (gegen Uhrzeigersinn) M05 Spindel halt G17 Ebenenauswahl x-y Achse M08 Kühlschmierung einschalten G18 Ebenenauswahl z-x Achse X Achse G19 Ebenenauswahl y-z Achse Y Achse G40 Aufheben der Werkzeugkorrektur Z Achse G41 Werkzeugbahnkorrektur (links der Kontur) I Gewindesteigung parallel zur X-Achse G42 Werkzeugbahnkorrektur (rechts der Kontur) J Gewindesteigung parallel zur Y-Achse G43 Werkzeug Längenkompensation (aufrufen) S Spindeldrehzahl G49 Werkzeug Längenkompensation (abwählen) F Vorschub G54 Nullpunktverschiebung CNC Innengewindefräsen 1. Anfahren auf Startposition 2. Auf Gewindetiefe in Bohrung fahren (Fräser) Außenbahn vf (Fräser) Mittelpunktbahn vm Einfahrschleife an die Kontur Vollkreisbewegung des Gewindfräsers Ausfahrschleife zur Bohrungsmitte d D 6. Im Eilgang aus der Bohrung fahren in Startposition Einfahrschleife 180 (immer halbe Vorschubgeschwindigkeit) Y + X + Y + X + Y + X + Berechnungsformeln v c = d.. n 1000 n = v c d. v f = n. z. f z v m = v. (D - d) f D v b = n. f b v c = Schnittgeschwindigkeit v f = Konturvorschub v m = Mittelpunktsbahnvorschub n = Drehzahl z = Schneidenzahl f z = Vorschub pro Zahn f b = Bohrvorschub pro Umdrehung* v b = Bohrvorschubsgeschwindigkeit* D = Gewinde-Nenndurchmesser [mm] d = Fräser-Außendurchmesser [mm] * für das Bohrgewindefräsen 52
53 TECHNISCHER TEIL rogrammierung beim Gewindefräsen rogrammierablauf Mikro-Gewindefräsen (Rechtsgewinde im Gegenlauf) Startpunkt Werkzeugausgangsstellung 180 Einfahrschleife Gewindefräsen 180 Ausfahrschleife Endstellung Y + Y + Y + X + X + X + Möglichkeiten zur Reduzierung der Radialkräfte Zur Reduzierung der Radialkräfte können Schnittaufteilungen vorgenommen werden: Vorteil: - für größere Gewindetiefen - wirkt konischen Gewinden entgegen - für instabile Aufspannungen Nachteil: - höherer Werkzeugverschleiß - längere Fertigungszeit Axiale Schnittaufteilung Radiale Schnittaufteilung 2/3 1/3 1.Schnitt Gegenlauffräsen 2.Schnitt Gegenlauffräsen 1. Schnitt 2. Schnitt 1. Schnitt 2. Schnitt 53





54 TECHNISCHER TEIL Auswahl des richtigen Spannfutters Die richtige Werkzeugspannung spielt auch beim Gewindefräsen eine zentrale Rolle. Gewindefräser sollten grundsätzlich so kurz wie möglich eingespannt werden. Eine kompakte und mechanische Spannkraft ist zu bevorzugen. Die Maßhaltigkeit wird bis 0,02 mm gewährleistet. Kraftspannfutter Das Kraftspannfutter zeichnet sich durch einen äußerst präzisen Rundlauf aus. Die hohe Spannkraft und Laufruhe sind perfekte Voraussetzungen für die Herstellung von Gewinden mit großen Steigungen. max. zulässiger Rundlauffehler: 0,003 mm Zylinderschaftaufnahmen max. zulässiger Rundlauffehler: 0,02 mm Die Zylinderschaftaufnahme für HB- und HE-Schäfte ist ein robustes, günstiges Spannfutter mit hoher Spannkraft. Die Spannfläche verhindert das Verdrehen oder Herausziehen des Werkzeugs bei der Zerspanung. Die Zylinderschaftaufnahme ist daher für die Herstellung von Gewinden in allen Werkstoffen bis hin zu großen Steigungen geeignet. Schrumpffutter max. zulässiger Rundlauffehler: 0,005 mm Das Schrumpffutter bildet mit dem eingeschrumpften Werkzeug eine starre Verbindung. Bei nicht sachgemäßem Einschrumpfen oder älteren Schrumpffuttern kann es zum Herausziehen des Werkzeugs kommen. Werkzeugbruch und ggf. eine Beschädigung es Bauteils wären die Folge. Daher ist das Schrumpffutter nur für Gewindesteigungen < =1,5 mm geeignet. Hydrodehnspannfutter Das Hydrodehnspannfutter ist, ähnlich dem Schrumpffutter, nur bedingt zum Gewindefräsen geeignet. Gerade bei hohen Radialkräften stößt dieses Spannfutter an seine Grenzen. Daher empfiehlt sich das Hydrodehnspannfutter für weichere Werkstoffe wie Aluminium und Gewindesteigungen < =1,5 mm. max. zulässiger Rundlauffehler: 0,005 mm Spannzangenaufnahme Die Spannzangenaufnahme ist sehr gut für das Mikrogewindefräsen geeignet, da hier nur eine axiale Belastung entsteht. Die geringen Spannkräfte lassen lediglich das Fräsen von weicheren Werkstoffen zu. Infolgedessen ist die Spannzangenaufnahme nicht für das gängige Gewindefräsen geeignet. max. zulässiger Rundlauffehler: 0,01 mm 54
 Werkzeugdaten in Maschinenspeicher eingeben 1.) Werkzeuglänge von vorderer lanseite, Bohrgewindefräser (DTMC) von Spitze abnehmen. 2.) Werkzeugradius am Werkzeug-Voreinstellgerät ausmessen.")
55 TECHNISCHER TEIL Der Gewindefräser im praktischen Einsatz 1.) Werkzeug spannen: guter Rundlauf ist wichtig, deshalb so kurz und stabil wie möglich spannen. 2.) Werkzeugdaten in Maschinenspeicher eingeben 1.) Werkzeuglänge von vorderer lanseite, Bohrgewindefräser (DTMC) von Spitze abnehmen. 2.) Werkzeugradius am Werkzeug-Voreinstellgerät ausmessen. Grundsätzlich gilt: gemessener Radius 0,022 x Steigung ergibt den Eingabewert im Werkzeugspeicher. 3.) Eingabe des CNC-rogrammes in die Steuerung (vorzugsweise als Unterprogramm an entsprechenden ositionen integrieren) a) Aufrufen eines steuerungseigenen Zykluses (Abläufe sollten bekannt sein) b) Einspielen eines Datenfiles aus unserer Threadmill-Software (DIN oder Heidenhain). 4.) robelauf über dem Werkstück a) Werkzeuglängenmaß im Speicher um einen runden Wert je nach Eingriffslänge (z.b. 30 mm) verlängern oder Nullpunkt versetzen. b) rogramm im Einzelsatz abfahren, optische Kontrolle der Werkzeugbahn beachten. c) rogramm im Automatik Modus ablaufen lassen. Achtung: Bei Steuerungen, bei denen nicht eindeutig klar ist, welche Fräserbahn anliegt, muss geklärt werden, ob der Vorschub an der Außenbahn v f oder an der Mittelpunktbahn v m liegt. Grundsätzlich gibt Gühring die Fräser-Mittelpunktbahn v m an. 5.) Einsatz im Werkstück Die Werkzeugverlängerung oder den Nullpunkt wieder zurücksetzen. Danach das rogramm im Werkstück ablaufen lassen, die Vorschubregelung muss 100 % angewählt sein. Sollte das Gewinde nicht lehrenhaltig sein, muss der Werkzeugradius im Werkzeugspeicher korrigiert werden: Beispiel: Gewinde zu eng: Radiuskorrektur eingeben Gewinde zu groß: Radiuskorrektur + eingeben 55



56 TECHNISCHER TEIL


.")

57 TECHNISCHER TEIL Maximale Wirtschaftlichkeit dank Wiederaufbereitung in Originalqualität Auch das widerstandsfähigste Werkzeug nutzt sich bei starker Beanspruchung irgendwann ab. Durch die Aufarbeitung mit Originalgeometrien und -schichten gelingt es Gühring, die ursprüngliche Leistungsfähigkeit Ihrer Werkzeuge wieder herzustellen. Nachschleifen In unseren Dienstleistungszentren werden die Werkzeuge je nach Abstumpfungsgrad an der Spanfläche (Spanbrust) nachgeschliffen. Je nach Verschleißmarkenbreite ist dieser Nachschleifservice zwei bis dreimal möglich (ab Frästeildurchmesser d1 > 5,0 mm). Um den Frästeildurchmesser d1 neu zu definieren, wird die Anzahl der Nachschliffe am Schaftende mit einer Kerbe versehen. Das heißt, jede Kerbe wird einem Durchmesser zugeordnet und neu beschriftet. Nachbeschichten War ein Gewindefräser ursprünglich mit einer Beschichtung veredelt, wird das Werkzeug im Anschluss an den Nachschliff neu beschichtet. So werden nicht nur der Verschleiß- und Korrosionsschutz sowie optimale Gleiteigenschaften wiederhergestellt, sondern auch die Lebensdauer des Werkzeugs immens verlängert. 57
58 NOTIZEN 58
 Werkstoff: Gewinde: Kernloch: Werkzeug:")
, Tiefe 16,0 mm / Sackloch Kernloch-Ø 5,1")
 Schnittaufteilung i")
59 Anwendungsbeispiel für die Hartbearbeitung Anwendungsbeispiel Innengewinde M6x(1) Werkstoff: Gewinde: Kernloch: Werkzeug: Kühlung: arameter: Bearbeitung: Standzeit: / HRC 62 M6x(1), Tiefe 16,0 mm / Sackloch Kernloch-Ø 5,1 mm MTMH 3 S M, M6x(1) Werkzeug-Ø 4,8 mm Z=4 trocken v c = 44 m/min, f z = 0,03 (Gegenlauffräsen) Schnittaufteilung i Durchmesser 2/3-1/3 30 Gewinde 59




60 SCHNITTWERTE Schnittwertempfehlung Gewindefräser und Mikro-Gewindefräser M K N S H ISO Werkstoffgruppe Härte Materialbeispiel Werkstoff- Nr. 1 Bau/Automatenstähle, S235JR < 800 N/mm² C unlegierte Vergütungs-/ Einsatzstähle 11SMnb Automatenstähle, unlegierte Einsatzstähle, S355J N/mm² C Nitrierstähle 31CrMo CrMo Legierte Vergütungsstähle, Werkzeugstähle, 36CrNiMo N/mm² Schnellarbeitsstähle X36CrMo HS M1 Nichtrostende Stahlwerkstoffe, X5CrNi < 1000 N/mm² X6CrNiTi geschwefelt, austenitisch X8CrNiS M2 Rost und säurebeständige Stähle, X17CrNi < 1000 N/mm² X90CrMoV martensitisch X2CrTi X2CrNiMoN M3 Duplex und Super Duplex < 1300 N/mm² X2CrNiMoN X2CrNiMoCuWn EN-GJL K1 Gusseisen 300 HB EN-GJL EN-GJL EN-GJS K2 Kugelgraphit- und Temperguss 350 HB EN-GJS EN-GJS K3 ADI, GGV 1000 N/mm² EN-GJS EN-GJV HB EN-GJV400 Al99,5H N1 Aluminium, Aluminium-Knetlegierung < 450 N/mm² AlMgSi AlZn4,5Mg GD-AlSi5Cu1Mg N2 Aluminium- Gusslegierungen < 600 N/mm² GD-AlSi8Cu G-AlSi9Mg G-AlSi N3 Magnesium-Legierungen < 500 N/mm² GDMgAl8Zn CuZn N4 Kuper und Kupferlegierungen langspanend CuZn37b0, kurzspanend CuZn43b N5 Kupfer-Sonderlegierungen < 1400 N/mm² Ampco N6 Kunstoffe [ Thermoplaste, Duroplatse ] langspanend MMA, OM,VC kurzspanend Titan S1 Titan und Titanlegierungen < 1200 N/mm² TiAl5Sn TiAl6V Hasteloy C S2 Nickel-, Kobalt- und Eisen-Legierungen < 1400 N/mm² Inconel Nimonic H HRC Hardox Hochfeste Stähle, gehärtete Stähle H HRC M30 Schnittwertempfehlungen Bohrgewindefräser 1,5xD, 2xD, 2,5xD ISO Werkstoffgruppe Härte Materialbeispiel Werkstoff- Nr. K N EN-GJL K1 Gusseisen 300 HB EN-GJL EN-GJL EN-GJS K2 Kugelgraphit- und Temperguss 350 HB EN-GJS EN-GJS K3 ADI, GGV 1000 N/mm² EN-GJS EN-GJV HB EN-GJV400 Al99,5H N1 Aluminium, Al-Knetlegierungen < 450 N/mm² AlMgSi AlZn4,5Mg GD-AlSi5Cu1Mg N2 GD-AlSi8Cu Aluminium-Gusslegierungen < 600 N/mm² G-AlSi9Mg G-AlSi N3 Magnesium-Legierungen < 500 N/mm² GDMgAl8Zn N4 Kupfer und Kupferlegierungen langspanend CuZn20 CuZn37b0, kurzspanend CuZn39b CuZn43b N5 Kupfer-Sonderlegierungen < 1400 N/mm² Ampco langspanend MMA, OM,VC N6 Kunststoffe (Thermoplaste/Duroplaste) kurzspanend ertinax Bitte beachten: Die in den jeweiligen Spalten angegebenen Schnittwerte sind Richtwerte, diese müssen je nach Einsatzbedingungen (Material, Schmierung, Werk zeugspannung, Maschine, usw.) angepasst werden. Je nach Einsatzfall können die optimalen Schnittwerte um bis zu ±30% der Tabelle abweichen! 60
61 SCHNITTWERTE Typ TM TMC TMU MTM3 MTM1 MTMH3 Schnittgeschw. v c (m/min) Frästeildurchmesser [ d1 ] / Vorschub pro Zahn [ fz ] [ Gegenlauf ] Ø1 Ø2 Ø3 Ø4 Ø5 Ø6 Ø7 Ø8 Ø9 Ø10 Ø12 Ø14 Ø16 Ø18 Ø20 mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm 90 0,01 0,02 0,02 0,025 0,03 0,035 0,045 0,05 0,055 0,06 0,06 0,065 0,065 0,07 0, ,01 0,02 0,02 0,025 0,03 0,035 0,045 0,05 0,055 0,06 0,06 0,065 0,065 0,07 0, ,01 0,02 0,02 0,025 0,03 0,035 0,045 0,05 0,055 0,06 0,06 0,065 0,065 0,07 0, ,01 0,02 0,025 0,03 0,03 0,03 0,035 0,04 0,05 0,055 0,06 0,065 0,065 0,07 0, ,01 0,02 0,025 0,03 0,03 0,03 0,035 0,04 0,05 0,055 0,06 0,065 0,065 0,07 0, ,01 0,02 0,025 0,03 0,03 0,03 0,035 0,04 0,05 0,055 0,06 0,065 0,065 0,07 0, ,01 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,06 0,065 0,07 0,08 0,09 0,1 0, ,01 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,06 0,065 0,07 0,08 0,09 0,1 0, ,01 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,06 0,065 0,07 0,08 0,09 0,1 0, ,02 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 0,08 0,085 0,09 0,1 0, ,02 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 0,08 0,085 0,09 0,1 0, ,02 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 0,08 0,085 0,09 0,1 0, ,01 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 0,075 0,08 0, ,01 0,02 0,025 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,06 0,065 0,07 0,075 0, ,02 0,03 0,04 0,045 0,05 0,055 0,06 0,07 0,08 0,09 0,09 0,1 0,12 0,13 0, ,01 0,01 0,015 0,02 0,025 0,03 0,035 0,04 0,04 0,045 0,05 0,055 0,06 0,065 0, ,01 0,01 0,015 0,02 0,025 0,03 0,035 0,04 0,04 0,045 0,05 0,055 0,06 0,065 0,07 45 x 0,01 0,015 0,02 0,025 0,03 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 40 x 0,01 0,015 0,02 0,025 0,03 0,03 0,035 0,04 0,045 0,05 0,055 0,06 0,065 0,07 Typ DTMC DTMC Schnittgeschw. v c (m/min) Gewindeabmessung / Bohrvorschub [ fb ] / Vorschub pro Zahn [ fz ] 1.5xD, 2xD / 2.5xD [Gegenlauf] M3 M4 M5 M6 M8 M10 M12 M14 M16 fb fz fb fz fb fz fb fz fb fz fb fz fb fz fb fz fb fz mm/u mm mm/u mm mm/u mm mm/u mm mm/u mm mm/u mm mm/u mm mm/u mm mm/u mm 110 0,060 0,010 0,060 0,015 0,070 0,020 0,080 0,025 0,100 0,035 0,120 0,040 0,130 0,050 0,150 0,060 0,180 0, ,060 0,010 0,060 0,015 0,070 0,020 0,080 0,025 0,100 0,035 0,120 0,040 0,130 0,050 0,150 0,060 0,180 0,070 x x x x x x x x x x x x x x x x x x x 250 0,060 0,015 0,070 0,025 0,080 0,025 0,100 0,035 0,110 0,040 0,120 0,055 0,150 0,065 0,170 0,070 0,200 0, ,060 0,015 0,070 0,025 0,080 0,025 0,100 0,035 0,110 0,040 0,120 0,055 0,150 0,065 0,170 0,070 0,200 0, ,060 0,015 0,070 0,025 0,080 0,025 0,100 0,035 0,110 0,040 0,120 0,055 0,150 0,065 0,170 0,070 0,200 0, ,05 0,01 0,06 0,01 0,07 0,02 0,08 0,03 0,09 0,04 0,10 0,05 0,11 0,06 0,12 0,06 0,13 0,07 x x x x x x x x x x x x x x x x x x x 300 0,07 0,02 0,08 0,03 0,09 0,04 0,1 0,05 0,11 0,06 0,12 0,07 0,13 0,08 0,14 0,09 0,15 0,1 Allgemeine Empfehlung: 1.) Ab 2.5xD [ Gewindetiefe ] sollte im Gewinde Ø in 2 Durchgängen programmiert werden. [ 2/3-1/3 im Gegenlauf ] 2.) Allgemein im VA und in der Hartbearbeitung ab >HRC40 ist zu empfehlen das wir im Gewinde Ø in 2 Durchgängen programmieren. [ 2/3-1/3 im Gegenlauf ] optimal geeignet gut geeignet nicht geeignet 61




















62 Fräsen Fräsen Bohren Bohren Gewindebohren/ -fräsen/-formen Gewindebohren/ -fräsen/-formen Senken Senken Reiben Reiben KD KD Sonderlösungen Sonderlösungen Werkzeugaufnahmen Dienstleistungen Werkzeugaufnahmen Dienstleistungen Einstechsysteme ostfach Albstadt Herderstraße Albstadt T ( ) 17-0 F ( ) info@guehring.de Eventuelle Druckfehler oder zwischenzeitlich eingetretene Änderungen berechtigen nicht zu Ansprüchen. Wir liefern ausschließlich zu unseren Liefer- und Zahlungsbedingungen. Diese können Sie bei uns anfordern. Alle reise in EURO/Stück, gültig ab September /1752-VI-22 rinted in Germany 2017
GEWINDEFRÄSER KOMPLETTPROGRAMM
 DE Precision Cutting Tools GEWINDEFRÄSER KOMPLETTPROGRAMM + NEU: Mikro-Gewindefräser ab M1.4 ISO-Code P M K N S H Stahl, hochlegierter Stahl Rostfreier Stahl Grauguss, Sphäroguss und Temperguss Aluminium
DE Precision Cutting Tools GEWINDEFRÄSER KOMPLETTPROGRAMM + NEU: Mikro-Gewindefräser ab M1.4 ISO-Code P M K N S H Stahl, hochlegierter Stahl Rostfreier Stahl Grauguss, Sphäroguss und Temperguss Aluminium
ALLES AUS UNSERER HAND
 ALLES AUS UNSERER HAND Mehr Vielfalt für Ihre Fertigung mit unserem ower-gewindeprogramm Gewindefräser Mikrogewindewirbler GÜHROSync Gewindebohrer Gewindeformer Mikrogewindeformer M K N S Stahl Quickfinder...ab
ALLES AUS UNSERER HAND Mehr Vielfalt für Ihre Fertigung mit unserem ower-gewindeprogramm Gewindefräser Mikrogewindewirbler GÜHROSync Gewindebohrer Gewindeformer Mikrogewindeformer M K N S Stahl Quickfinder...ab
DER EINFACHE WEG HOCHPRÄZISE MIKRO-GEWINDE AB Ø M1,0 HERZUSTELLEN
 DER EINFACHE WEG HOCHRÄZISE MIKRO-GEWINDE AB Ø M1,0 HERZUSTELLEN Gühring Grundstrasse 16 ostfach 242 CH-6343 Rotkreuz Telefon 041 798 20 80 Fax 041 790 00 50 www.guehring.ch info@guehring.ch 04/2014 Mikro-Gewindeformer
DER EINFACHE WEG HOCHRÄZISE MIKRO-GEWINDE AB Ø M1,0 HERZUSTELLEN Gühring Grundstrasse 16 ostfach 242 CH-6343 Rotkreuz Telefon 041 798 20 80 Fax 041 790 00 50 www.guehring.ch info@guehring.ch 04/2014 Mikro-Gewindeformer
Schaftgewindefräser Lieferprogramm
 Schaftgewindefräser Lieferprogramm Wir liefern - GF - GFM - GFS für - Metrisches ISO-Regelgewinde DIN 13 - Metrisches ISO-Feingewinde DIN 13 - Unified-Grobgewinde UNC ASME B1.1 - Unified-Feingewinde UNF
Schaftgewindefräser Lieferprogramm Wir liefern - GF - GFM - GFS für - Metrisches ISO-Regelgewinde DIN 13 - Metrisches ISO-Feingewinde DIN 13 - Unified-Grobgewinde UNC ASME B1.1 - Unified-Feingewinde UNF
AKTION! VHM-Gewindefräser. Mit breiter Anwendung zu TOP Preisen
 Gewindefräser mit/ohne Senkfase Universalgewindefräser Bohrgewindefräser Mikro-Gewindefräser Gewindefräser für gehärtete Stähle AKTION! Mit breiter Anwendung zu TO reisen -Gewindefräser GÜHRING - WELTWEIT
Gewindefräser mit/ohne Senkfase Universalgewindefräser Bohrgewindefräser Mikro-Gewindefräser Gewindefräser für gehärtete Stähle AKTION! Mit breiter Anwendung zu TO reisen -Gewindefräser GÜHRING - WELTWEIT
Mini-Gewindefräser. MTI - Für große Auskraglängen
 Mini-Gewindefräser MTS Gewinde ab M1x0.25 und 0-80. Hohe Schnittgeschwindigkeit. Kurze Bearbeitungszeit. Geringer Schnittdruck durch spezielle Schneidengeometrie. Gewinde ohne Freistich in Sacklochbohrungen.
Mini-Gewindefräser MTS Gewinde ab M1x0.25 und 0-80. Hohe Schnittgeschwindigkeit. Kurze Bearbeitungszeit. Geringer Schnittdruck durch spezielle Schneidengeometrie. Gewinde ohne Freistich in Sacklochbohrungen.
GEWINDEFRÄSEN. SC-LINE Gewindefräser MIT HIGH-END PERFORMANCE SCHNELLES GÜHRING WELTWEIT IHR PARTNER
 SCHNELLES GEWINDEFRÄSEN MIT HIGH-END PERFORMANCE top Performance beim Gewindefräsen bis 1300 N/mm² bis zu 50 % kürzere Bearbeitungszeit Verlängerung der Standzeit um bis zu 100 % zuverlässige Bearbeitung
SCHNELLES GEWINDEFRÄSEN MIT HIGH-END PERFORMANCE top Performance beim Gewindefräsen bis 1300 N/mm² bis zu 50 % kürzere Bearbeitungszeit Verlängerung der Standzeit um bis zu 100 % zuverlässige Bearbeitung
TM Solid TMDR Bohren, Gewindefräsen & Fasen
 Neuheiten TM Solid & HCN TM Solid Bohren, Gewindefräsen & Fasen TM Solid 3-in-1 Werkzeug für reduzierte Zykluszeiten und mehr Produktivität Eigenschaften und Vorteile Bohren, Gewindefräsen und Fasen -
Neuheiten TM Solid & HCN TM Solid Bohren, Gewindefräsen & Fasen TM Solid 3-in-1 Werkzeug für reduzierte Zykluszeiten und mehr Produktivität Eigenschaften und Vorteile Bohren, Gewindefräsen und Fasen -
Katalogauszug mini Gewindefräser ab M 1, UNF 80 Gg / Zoll UNC 56 Gg / Zoll
 Ausgabe GF-AZ-MF/2012 Wirtschaftliche technische Lösungen für die Zerspanung. räzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug mini Gewindefräser ab M 1, UNF 80 Gg / Zoll UNC 56 Gg / Zoll M, MF, MJ,
Ausgabe GF-AZ-MF/2012 Wirtschaftliche technische Lösungen für die Zerspanung. räzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug mini Gewindefräser ab M 1, UNF 80 Gg / Zoll UNC 56 Gg / Zoll M, MF, MJ,
GEWINDEWERKZEUGE. Precision Cutting Tools. + basic line TiN + Gewindeformer + Alu-Gewindebohrer + JIS
 DE recision Cutting Tools GEWINDEWERKZEUGE DAS NEUE KOMLETTROGRAMM ZUR UNIVERSELLEN GEWINDEHERSTELLUNG NEW + basic line TiN + Gewindeformer + Alu-Gewindebohrer + JIS ISO-Code M K N S H Stahl, hochlegierter
DE recision Cutting Tools GEWINDEWERKZEUGE DAS NEUE KOMLETTROGRAMM ZUR UNIVERSELLEN GEWINDEHERSTELLUNG NEW + basic line TiN + Gewindeformer + Alu-Gewindebohrer + JIS ISO-Code M K N S H Stahl, hochlegierter
Toleranzklasse Schneidstoff Oberfläche Norm d1 Katalog-Nr. Intensiv N-X C X HSS-E TiAlN DIN 5156 G 1/16 - G
 GEWINDEWERKZEUGE ISO-CODES M K N S H Stahl, hochlegierter Stahl Rostfreier Stahl Grauguss, Sphäroguss und Temperguss Aluminium und andere Nichteisenmetalle Sonder-, Super- und Titanlegierungen Gehärteter
GEWINDEWERKZEUGE ISO-CODES M K N S H Stahl, hochlegierter Stahl Rostfreier Stahl Grauguss, Sphäroguss und Temperguss Aluminium und andere Nichteisenmetalle Sonder-, Super- und Titanlegierungen Gehärteter
Pionex DIE NEUE GENERATION GEWINDEWERKZEUGE GÜHRING WELTWEIT IHR PARTNER
 igh-erformance-bearbeitung höhere Schnittgeschwindigkeiten herausragende Standzeiten universelle Bearbeitung verschiedenster Werkstoffe ionex DIE NEUE GENEATION GEWINDEWEKZEUGE GÜING WELTWEIT I ATNE ionex
igh-erformance-bearbeitung höhere Schnittgeschwindigkeiten herausragende Standzeiten universelle Bearbeitung verschiedenster Werkstoffe ionex DIE NEUE GENEATION GEWINDEWEKZEUGE GÜING WELTWEIT I ATNE ionex
Katalogauszug mini Gewindefräser ab M 1, UNF 80 Gg / Zoll UNC 56 Gg / Zoll
 Ausgabe GF-AZ-MF/2016 Wirtschaftliche technische Lösungen für die Zerspanung. räzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug mini Gewindefräser ab M 1, UNF 80 Gg / Zoll UNC 56 Gg / Zoll M, MF, MJ,
Ausgabe GF-AZ-MF/2016 Wirtschaftliche technische Lösungen für die Zerspanung. räzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug mini Gewindefräser ab M 1, UNF 80 Gg / Zoll UNC 56 Gg / Zoll M, MF, MJ,
TM Solid TMDR Bohren, Gewindefräsen & Fasen
 Gewindefräsen TM Solid Bohren, Gewindefräsen & Fasen TM Solid 3-in-1 Werkzeug für reduzierte Zykluszeiten und mehr Produktivität Eigenschaften und Vorteile Bohren, Gewindefräsen und Fasen - alles in einem
Gewindefräsen TM Solid Bohren, Gewindefräsen & Fasen TM Solid 3-in-1 Werkzeug für reduzierte Zykluszeiten und mehr Produktivität Eigenschaften und Vorteile Bohren, Gewindefräsen und Fasen - alles in einem
Werkzeuge für den Formen- und Gesenkbau
 Werkzeuge für den Formen- und Gesenkbau 2011 Unser Komplettangebot für den Formenund Gesenkbau. Präzision und Prozesssicherheit sind die wesentlichen Anforderungen im Formen- und Gesenkbau. Gühring Präzisionswerkzeuge
Werkzeuge für den Formen- und Gesenkbau 2011 Unser Komplettangebot für den Formenund Gesenkbau. Präzision und Prozesssicherheit sind die wesentlichen Anforderungen im Formen- und Gesenkbau. Gühring Präzisionswerkzeuge
Gewindebohrer Gewindeformer
 GEWINDEWERKZEUGE VON KOCK IMMER EINE GUTE WAHL! Gewindebohrer Gewindeformer AKTION VERLÄNGERT BIS 30.06.2018 1 Über uns: Kreis Pinneberg. Gegründet Anfang der fünfziger Jahre, derzeit 45 Mitarbeiter. Unsere
GEWINDEWERKZEUGE VON KOCK IMMER EINE GUTE WAHL! Gewindebohrer Gewindeformer AKTION VERLÄNGERT BIS 30.06.2018 1 Über uns: Kreis Pinneberg. Gegründet Anfang der fünfziger Jahre, derzeit 45 Mitarbeiter. Unsere
Katalogauszug aus unserem Gewindefräser Programm Gewindefräser mit vertikal gespannten modularen Gewinde Fräsköpfen Voll- und Teilprofil Gewinde
 Katalog Auszug GF2016-1-M Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug aus unserem Gewindefräser Programm Gewindefräser mit vertikal gespannten
Katalog Auszug GF2016-1-M Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug aus unserem Gewindefräser Programm Gewindefräser mit vertikal gespannten
Gewinde Version Gewinde
 Gewinde Version 3-1 - www.siegfriedmeier.de Gewinde 1 Metrische Gewinde...2 1.1 Metrisches ISO Regelgewinde...2 1.2 Metrisches ISO Feingewinde...3 2 Gewinde aus der Elektrotechnik...4 2.1 Panzerrohrgewinde...4
Gewinde Version 3-1 - www.siegfriedmeier.de Gewinde 1 Metrische Gewinde...2 1.1 Metrisches ISO Regelgewinde...2 1.2 Metrisches ISO Feingewinde...3 2 Gewinde aus der Elektrotechnik...4 2.1 Panzerrohrgewinde...4
Wir beraten Sie bei Ihrer Zerspanung!
 Ausgabe TGF01/2014 Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Gewindefräser für große Auskraglängen. Teilprofil Fräswendeplatten Ultra Feinstkorn Hartmetall
Ausgabe TGF01/2014 Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Gewindefräser für große Auskraglängen. Teilprofil Fräswendeplatten Ultra Feinstkorn Hartmetall
SuperF-UT. Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung. Erweitertes Programm Ausgabe Span um Span Spitze
 Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2011 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Vorteile Ungleiche Drallsteigung für mehr Leistung
Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2011 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Vorteile Ungleiche Drallsteigung für mehr Leistung
Mini Gewindefräser ISO. Mini Gewindefräser UN I UNJ i Mini Gewindefräser MJ 1 6. Mini Gewindefräser 62 HRC ISO I
 Bezeichnung Mini Gewindefräser SO Seite '~ 1 3 Mini Gewindefräser UN UNJ i- 1 4-5 Mini Gewindefräser MJ 1 6 Mini Gewindefräser 62 HRC SO 7 Mini Gewindefräser 62 HRC UN 8 Mini Gewindefräser G 55 ~ 1 9 Mini
Bezeichnung Mini Gewindefräser SO Seite '~ 1 3 Mini Gewindefräser UN UNJ i- 1 4-5 Mini Gewindefräser MJ 1 6 Mini Gewindefräser 62 HRC SO 7 Mini Gewindefräser 62 HRC UN 8 Mini Gewindefräser G 55 ~ 1 9 Mini
I n h a l t s v e r z e i c h n i s
 I n h a l t s v e r z e i c h n i s Bezeichnung Norm Seite WG Gewindelehren, Metrisches Regelgewinde DIN ISO 13 2-3 04 Gewindelehren, Metrisches Feingewinde DIN ISO 13 4-16 04 Gewindelehren Sätze, Metrisches
I n h a l t s v e r z e i c h n i s Bezeichnung Norm Seite WG Gewindelehren, Metrisches Regelgewinde DIN ISO 13 2-3 04 Gewindelehren, Metrisches Feingewinde DIN ISO 13 4-16 04 Gewindelehren Sätze, Metrisches
RATIO. 60 % höhere Standzeit. Ratio -Hochleistungs-Schruppfräser mit Flachkordelverzahnung
 NEUHEITEN 2017/2018 Ratio -Hochleistungs-Schruppfräser mit Flachkordelverzahnung 60 % höhere Standzeit Das optimierte Schruppprofil mit asymmetrischen Schneidstollen senkt den Schnittdruck im Vergleich
NEUHEITEN 2017/2018 Ratio -Hochleistungs-Schruppfräser mit Flachkordelverzahnung 60 % höhere Standzeit Das optimierte Schruppprofil mit asymmetrischen Schneidstollen senkt den Schnittdruck im Vergleich
Super. Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT 2016 ERWEITERTES PROGRAMM AUSGABE
 Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2016 ERWEITERTES PROGRAMM Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2016 ERWEITERTES PROGRAMM Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super. Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT 2016 ERWEITERTES PROGRAMM AUSGABE
 Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2016 ERWEITERTES PROGRAMM Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2016 ERWEITERTES PROGRAMM Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super. Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE. Preisliste 07
 Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2018 Preisliste 07 Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2018 Preisliste 07 Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super. Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE. Preisliste 08
 Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2019 Preisliste 08 Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
Super Line SUPER PREIS SUPER QUALITÄT SUPER VERFÜGBARKEIT AUSGABE 2019 Preisliste 08 Hightech-Werkzeuge zum Superpreis überzeugendes Preis-Leistungs-Verhältnis herausragende Qualität sofortige Verfügbarkeit
SuperF-UT. Span um Span Spitze. Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung. Erweitertes Programm Ausgabe 2012
 Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2012 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Übersicht Typ Norm Oberfläche Drallsteigung
Vollhartmetall-Schaftfräser mit ungleicher Drallsteigung Erweitertes Programm Ausgabe 2012 Span um Span Spitze VHM-Schaftfräser mit ungleicher Drallsteigung Übersicht Typ Norm Oberfläche Drallsteigung
c.p.t. Carbide Precision Tools Katalog 2016 / / 17
 c.p.t. Carbide Precision Tools Katalog 2016 / 17 2016 / 17 VHM-Gewindefräser Vorteile von VHM-Gewindefräsern Das Gewinde wird in nur einem Arbeitsgang hergestellt. Spannuten erlauben einen weichen Schnitt.
c.p.t. Carbide Precision Tools Katalog 2016 / 17 2016 / 17 VHM-Gewindefräser Vorteile von VHM-Gewindefräsern Das Gewinde wird in nur einem Arbeitsgang hergestellt. Spannuten erlauben einen weichen Schnitt.
Die neue Generation VA-Gewindebohrer (M, MF, G)
") H&S Technischer Handel Steinebach ohg Grubenstraße 12 65624 Altendiez Tel.: 06432 / 88239 Fax: 06432 / 88228 vertrieb@hs-handel.de Spezielle Werkzeuggeometrie für optimale Spanform Reibungsarmer Spantransport
H&S Technischer Handel Steinebach ohg Grubenstraße 12 65624 Altendiez Tel.: 06432 / 88239 Fax: 06432 / 88228 vertrieb@hs-handel.de Spezielle Werkzeuggeometrie für optimale Spanform Reibungsarmer Spantransport
Technisches Handbuch. 1. Schrauben, Formen und Ausführungen. 1.3 Gewinde
 1.3 Gewinde Allgemeines: Die Schraubenlinie des Gewindes entsteht, wenn sich ein Punkt an einem sich drehenden Zylinder gleichmäßig in Längsrichtung, also in Richtung seiner Achse bewegt. Die Längsverschiebung
1.3 Gewinde Allgemeines: Die Schraubenlinie des Gewindes entsteht, wenn sich ein Punkt an einem sich drehenden Zylinder gleichmäßig in Längsrichtung, also in Richtung seiner Achse bewegt. Die Längsverschiebung
PKD Werkzeuge. Der moderne Schneidstoff PKD
 PKD Werkzeuge Der moderne Schneidstoff PKD ist geeignet für die Zerspanung von Leichtbauwerkstoffen wie Aluminium, Magnesium und faserverstärkte Kunststoffe. Diverse Sonderlösungen sind von uns bereits
PKD Werkzeuge Der moderne Schneidstoff PKD ist geeignet für die Zerspanung von Leichtbauwerkstoffen wie Aluminium, Magnesium und faserverstärkte Kunststoffe. Diverse Sonderlösungen sind von uns bereits
Hardcut Mini- Gewindefräser ab Seite 108 Hartmetall Qualität: MT7
 M i n i - G e w i n d e f r ä s e r Hartmetall Qualität: MT7 C..T. präsentiert eine neue Bearbeitungsmöglichkeit zum Gewindefräsen in gehärtetem Stahl bis 2HRc. Diese Werkzeuge garantieren höchste Genauigkeit,
M i n i - G e w i n d e f r ä s e r Hartmetall Qualität: MT7 C..T. präsentiert eine neue Bearbeitungsmöglichkeit zum Gewindefräsen in gehärtetem Stahl bis 2HRc. Diese Werkzeuge garantieren höchste Genauigkeit,
HARD. Vollhartmetall Gewindefräser für gehärtetes Material. MTSH Typ. MTH Typ
 HARD Vollhartmetall Gewindefräser für gehärtetes Material MTSH Typ C.P.T. präsentiert eine neue Bearbeitungsmöglichkeit zum Gewindefräsen in gehärtetem Stahl bis 62HRc. Diese Werkzeuge garantieren höchste
HARD Vollhartmetall Gewindefräser für gehärtetes Material MTSH Typ C.P.T. präsentiert eine neue Bearbeitungsmöglichkeit zum Gewindefräsen in gehärtetem Stahl bis 62HRc. Diese Werkzeuge garantieren höchste
deutschland deutschland deutschland brasilien china Frankreich Grossbritannien indien italien Japan Mexiko Österreich Stem polen russland schweden
 Gewinden mit System Willkommen bei der KOMET GROUP. Überzeugen Sie sich von der Vielfalt des JEL Programms zur Gewinde-Herstellung. Treffen Sie Ihre Wahl aus innovativen Werkzeugen. Bohrgewindefräser Gewindefräser
Gewinden mit System Willkommen bei der KOMET GROUP. Überzeugen Sie sich von der Vielfalt des JEL Programms zur Gewinde-Herstellung. Treffen Sie Ihre Wahl aus innovativen Werkzeugen. Bohrgewindefräser Gewindefräser
Die wichtigsten Gewindearten im Überblick
 Die wichtigsten Gewindearten im Überblick In Fahrzeugen, Thermostaten oder auch mechanischen Uhren ist es zu finden Das Gewinde. Es wurde schon etwa 200 Jahre v. Chr. erfunden und ist heute noch genau
Die wichtigsten Gewindearten im Überblick In Fahrzeugen, Thermostaten oder auch mechanischen Uhren ist es zu finden Das Gewinde. Es wurde schon etwa 200 Jahre v. Chr. erfunden und ist heute noch genau
Leistung satt Der neue FORMAT GT. Gültig bis
 Leistung satt Der neue FORMAT GT Gültig bis 30.04.2019 UNIVERSAL-Hochleistungsfräser Ab sofort kommen Sie schneller voran. Christopher Bailey/Hemera/Thinkstock 2 Das Werkzeug für die universelle Bearbeitung
Leistung satt Der neue FORMAT GT Gültig bis 30.04.2019 UNIVERSAL-Hochleistungsfräser Ab sofort kommen Sie schneller voran. Christopher Bailey/Hemera/Thinkstock 2 Das Werkzeug für die universelle Bearbeitung
I'J. l!ijj. /lj) liiw K<''''''~''- C.P. T. Präzisionswerkzeuge GmbH 3-5. Metrisches Gewinde. UN Gewinde G (55 ) Gewinde.
 liiw K<''''''~''- C.P. T. Präzisionswerkzeuge GmbH 3-5. Metrisches Gewinde. UN Gewinde G (55 ) Gewinde.") Metrisches Gewinde I'J 60 P/8 Seite 3-5 l!ijj 60" UN Gewinde 6-8 PI8 G (55 ) Gewinde NPT Gewinde BSPT Gewinde /lj) 55' R.{).137P MJ K
Metrisches Gewinde I'J 60 P/8 Seite 3-5 l!ijj 60" UN Gewinde 6-8 PI8 G (55 ) Gewinde NPT Gewinde BSPT Gewinde /lj) 55' R.{).137P MJ K
Empfehlung / Anleitung für die Modellierung von Gewinden im SLS-Verfahren Kunststoff
 Empfehlung / Anleitung für die Modellierung von Gewinden im SLS-Verfahren Kunststoff Metrische ISO-Gewinde DIN 13 Rohrgewinde DIN ISO 228-1 Die Modellierung der Gewinde erfolgt nach Norm (N) oder nach
Empfehlung / Anleitung für die Modellierung von Gewinden im SLS-Verfahren Kunststoff Metrische ISO-Gewinde DIN 13 Rohrgewinde DIN ISO 228-1 Die Modellierung der Gewinde erfolgt nach Norm (N) oder nach
TSG Ausgabe 2012/3 NEU Die nächste Schrumpffutter-Generation von Gühring! Thermo Secure Gold 3000 Das High-End-Schrumpffutter
 Ausgabe 2012/3 NEU Die nächste Schrumpffutter-Generation von Gühring! Perfekter Rundlauf dank Längeneinstellschraube mit Axialkraftdämpfung 6 Wuchtbohrungen für höchste Laufruhe Höchste Arbeitssicherheit
Ausgabe 2012/3 NEU Die nächste Schrumpffutter-Generation von Gühring! Perfekter Rundlauf dank Längeneinstellschraube mit Axialkraftdämpfung 6 Wuchtbohrungen für höchste Laufruhe Höchste Arbeitssicherheit
FRÄSWERKZEUGE AUS VOLLHARTMETALL
 DE Precision Cutting Tools FRÄSWERKZEUGE AUS VOLLRTMETALL + NEUES KOMPLETTPROGRAMM 2017 SCHNYDER + MINDER AG Tel. 031 832 77 00 Fax. 031 832 77 05 info@smtools.ch ISO-Code P M K N S H Stahl, hochlegierter
DE Precision Cutting Tools FRÄSWERKZEUGE AUS VOLLRTMETALL + NEUES KOMPLETTPROGRAMM 2017 SCHNYDER + MINDER AG Tel. 031 832 77 00 Fax. 031 832 77 05 info@smtools.ch ISO-Code P M K N S H Stahl, hochlegierter
Stark für die Energietechnik
 Stark für die Energietechnik GÜHRING - WELTWEIT IHR PARTNER Stark für die Energietechnik Gewindebohrer für Metrische ISO-Gewinde, M16 - M39 SW d2 l 1 l 2 d 1 d k Artikel-Nr. 778 Schneidstoff Norm DIN 2184-1
Stark für die Energietechnik GÜHRING - WELTWEIT IHR PARTNER Stark für die Energietechnik Gewindebohrer für Metrische ISO-Gewinde, M16 - M39 SW d2 l 1 l 2 d 1 d k Artikel-Nr. 778 Schneidstoff Norm DIN 2184-1
170F.060AC +Weldon 10er Pack 130,- 170F.080AC +Weldon 10er Pack 170,- 170F.100AC +Weldon 5er Pack 130,- 170F.120AC +Weldon 5er Pack 170,-
 170F.060AC +Weldon 10er Pack 130,- 170F.080AC +Weldon 10er Pack 170,- 170F.100AC +Weldon 5er Pack 130,- 170F.120AC +Weldon 5er Pack 170,- 170F.160AC +Weldon 3er Pack 170,- Die aufgeführten Preise sind
170F.060AC +Weldon 10er Pack 130,- 170F.080AC +Weldon 10er Pack 170,- 170F.100AC +Weldon 5er Pack 130,- 170F.120AC +Weldon 5er Pack 170,- 170F.160AC +Weldon 3er Pack 170,- Die aufgeführten Preise sind
Gewindefräser GWF. Gegenüber den konventionellen Verfahren Gewindebohren und Gewindeformen ergeben sich folgende Hauptvorteile:
 Gewindefräser GWF Gewindefräsen > Ø20 mm Spiralgenuee Vollharmeallwerkzeuge, z. T. mi sirnseiigem Senker und Sirnschneider Gegenüber den konvenionellen Verfahren Gewindebohren und Gewindeformen ergeben
Gewindefräser GWF Gewindefräsen > Ø20 mm Spiralgenuee Vollharmeallwerkzeuge, z. T. mi sirnseiigem Senker und Sirnschneider Gegenüber den konvenionellen Verfahren Gewindebohren und Gewindeformen ergeben
Span - um Span - Spitze
 Span - um Span - Spitze GESAMT KATALOG ERWEITERUNG 2016 ISO-CODES P Stahl, hochlegierter Stahl M Rostfreier Stahl K Grauguss, Sphäroguss und Temperguss N Aluminium und andere Nichteisenmetalle S Sonder-,
Span - um Span - Spitze GESAMT KATALOG ERWEITERUNG 2016 ISO-CODES P Stahl, hochlegierter Stahl M Rostfreier Stahl K Grauguss, Sphäroguss und Temperguss N Aluminium und andere Nichteisenmetalle S Sonder-,
SPOTLIGHT 2018 METRISCH
 SPOTLIGHT 2018 METRISCH Fortschrittliche Gewindeschneidlösungen Innovative Stech- und Drehlösungen www.vargus.de Gewindedrehen Klemmhalter für die Aussenbearbeitung mit Kühlmittelzufuhr Vorteile Präzise
SPOTLIGHT 2018 METRISCH Fortschrittliche Gewindeschneidlösungen Innovative Stech- und Drehlösungen www.vargus.de Gewindedrehen Klemmhalter für die Aussenbearbeitung mit Kühlmittelzufuhr Vorteile Präzise
Aus einem Guss. Vom unbearbeiteten Guss. Gühring Werkzeuge für die Komplett- Bearbeitung von Gusswerkstücken
 Vom unbearbeiteten Guss 115991 / 07105 - XI - 22 Das Titelbild erscheint mit freundlicher Genehmigung der Firma Böhler-Uddeholm Aus einem Guss Gühring Werkzeuge für die Komplett- Bearbeitung von Gusswerkstücken
Vom unbearbeiteten Guss 115991 / 07105 - XI - 22 Das Titelbild erscheint mit freundlicher Genehmigung der Firma Böhler-Uddeholm Aus einem Guss Gühring Werkzeuge für die Komplett- Bearbeitung von Gusswerkstücken
Gewindefräser aus Hartmetall
 Gewindefräser aus Gewindefräser aus Im Laufe der Jahre wurden die Maschinen immer fortschrittlicher. Um dieses neue Potential voll auszuschöpfen, hat die Schneidwerkzeugindustrie in der Entwicklung Schritt
Gewindefräser aus Gewindefräser aus Im Laufe der Jahre wurden die Maschinen immer fortschrittlicher. Um dieses neue Potential voll auszuschöpfen, hat die Schneidwerkzeugindustrie in der Entwicklung Schritt
GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE
 GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE HANDGEWINDEBOHRER
GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE GEWINDEWERKZEUGE - WERKSTOFFBEISPIELE HANDGEWINDEBOHRER
Katalogauszug Glocken Gewindefräser
 Ausgabe GF-GL04-2015 Auszug aus unserem Hauptkatalog Gewindefräser. Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug Glocken Gewindefräser Wendeplatten
Ausgabe GF-GL04-2015 Auszug aus unserem Hauptkatalog Gewindefräser. Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug Glocken Gewindefräser Wendeplatten
MEGA-Spike-Drill-Uni Programm erweitert
 Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2017 2 MILLER Neuheiten 2017 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2017 2 MILLER Neuheiten 2017 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
WARUM EIGENTLICH NICHT GEWINDEFRÄSEN? PASCAL FORRER
 WARUM EIGENTLICH NICHT GEWINDEFRÄSEN? PASCAL FORRER 1 Spezialist für sämtliche Gewindelösungen Mikro bis Schwerindustrie (0.3-160 mm) 140 Mitarbeiter 2 Schweizer Produktionswerke (Rohlinge & Fertigprodukte)
WARUM EIGENTLICH NICHT GEWINDEFRÄSEN? PASCAL FORRER 1 Spezialist für sämtliche Gewindelösungen Mikro bis Schwerindustrie (0.3-160 mm) 140 Mitarbeiter 2 Schweizer Produktionswerke (Rohlinge & Fertigprodukte)
DeutschlanD DeutschlanD brasilien china FranKreich Grossbritannien indien italien JaPan KanaDa Korea MexiKo Österreich Polen russland
 KomPass Gewinden KomPass Gewinden Ihr PLUS JEL steht mit seinen Innovationen als starke Marke der KOMET GROUP für die moderne Gewindefertigung. Von der konventionellen Gewindeherstellung bis zum technologisch
KomPass Gewinden KomPass Gewinden Ihr PLUS JEL steht mit seinen Innovationen als starke Marke der KOMET GROUP für die moderne Gewindefertigung. Von der konventionellen Gewindeherstellung bis zum technologisch
Katalogauszug Glocken Gewindefräser
 Ausgabe GF-GL04-2014 Auszug aus unserem Hauptkatalog Gewindefräser. Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug Glocken Gewindefräser Wendeplatten
Ausgabe GF-GL04-2014 Auszug aus unserem Hauptkatalog Gewindefräser. Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug Glocken Gewindefräser Wendeplatten
Typen. Testbericht Seite 1. Schnittwerte Seite 10. Beschreibung der Symbole Seite 21. Materialgruppen Seite 22 C42 C43 C44 H52 H53 H54
 Testbericht Seite 1 Typen Kat-Nr. Bezeichnung Beschichtungen Seite C C C H H H NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo
Testbericht Seite 1 Typen Kat-Nr. Bezeichnung Beschichtungen Seite C C C H H H NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo 0 VHM Standard Schaftfräser - Z NiTiCo
zollschrauben Amerikanische und Britische Gewindearten Amerikanische und Britische Gewindearten Zollschrauben schrauben
 Zollschrauben Amerikanische und Britische Gewindearten Amerikanische und Britische Gewindearten Zollschrauben schröder schrauben zollschrauben Ihr zuverlässiger Partner für ZollVerbindungselemente und
Zollschrauben Amerikanische und Britische Gewindearten Amerikanische und Britische Gewindearten Zollschrauben schröder schrauben zollschrauben Ihr zuverlässiger Partner für ZollVerbindungselemente und
GEWINDE. ACANTER-Werkzeug
 GEWINDE 201 Gewindearten und ihre Abkürzungen Unser Lieferprogramm für folgende Gewinde M Metrisches ISO-Regelgewinde MF Metrisches ISO-Feingewinde BSW British Standard Whitworth-Gewinde BSF British Standard
GEWINDE 201 Gewindearten und ihre Abkürzungen Unser Lieferprogramm für folgende Gewinde M Metrisches ISO-Regelgewinde MF Metrisches ISO-Feingewinde BSW British Standard Whitworth-Gewinde BSF British Standard
Katalogauszug Schaftfräser - Bohrungsfräser Gewinde Fräswendeplatten und Halter
 Ausgabe GF-AZ-WP/2012 Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug Schaftfräser - Bohrungsfräser Gewinde Fräswendeplatten und Halter Wendeplatten
Ausgabe GF-AZ-WP/2012 Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Katalogauszug Schaftfräser - Bohrungsfräser Gewinde Fräswendeplatten und Halter Wendeplatten
7-9 I. C.P. T. Präzisionswerkzeuge GmbH
 Bezeichnung Gewindefräsplatten Teilprofil 60 I 55 Gewindefräsplatten VollprofiI ISO I UN Gewindefräsplatten G55 I Trapez Senken und Einstechen Stechfräsen Seite 3 4 5 6 Gewindefräshalter 7 9 I CM T VertikalGewindefräsen
Bezeichnung Gewindefräsplatten Teilprofil 60 I 55 Gewindefräsplatten VollprofiI ISO I UN Gewindefräsplatten G55 I Trapez Senken und Einstechen Stechfräsen Seite 3 4 5 6 Gewindefräshalter 7 9 I CM T VertikalGewindefräsen
Walter Perform-Linie der neue Standard für kleine und mittlere Losgrößen.
 Bestellinformationen Walter Cordbarlag GmbH & Co. KG Produktkompetenz _Kompetenz in der Zerspanung Walter Perform-Linie der neue Standard für kleine und mittlere Losgrößen. Bohren, Gewinden, Fräsen 1 PERFORM,
Bestellinformationen Walter Cordbarlag GmbH & Co. KG Produktkompetenz _Kompetenz in der Zerspanung Walter Perform-Linie der neue Standard für kleine und mittlere Losgrößen. Bohren, Gewinden, Fräsen 1 PERFORM,
Eigenschaften. Sonderformen auf Anfrage möglich
 Wendeplatten-Zentrierbohrer >> Der ist eine Marke von Nine9, dem Erfi nder des weltweit ersten wendeplattenbasierten Zentrierbohrers. eine Wendeplattenlösung als Alternative zu VHM- bzw. HSS-Werkzeugen
Wendeplatten-Zentrierbohrer >> Der ist eine Marke von Nine9, dem Erfi nder des weltweit ersten wendeplattenbasierten Zentrierbohrers. eine Wendeplattenlösung als Alternative zu VHM- bzw. HSS-Werkzeugen
GEWINDESCHNEIDSORTIMENT
 GEWINDESCHNEIDSORTIMENT M3-12 HSS 45-TEILIG GEWINDE SCHNEIDEN ALLGEMEINE HINWEISE Alle Informationen und Hinweise wurden von den Autoren sorgsam zusammengestellt. Inhaltliche Fehler und Auslassungen können
GEWINDESCHNEIDSORTIMENT M3-12 HSS 45-TEILIG GEWINDE SCHNEIDEN ALLGEMEINE HINWEISE Alle Informationen und Hinweise wurden von den Autoren sorgsam zusammengestellt. Inhaltliche Fehler und Auslassungen können
Schlichtfräser Multicut XF. passion for precision
 Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
CTS. Hochleistungs-Kraftspannfutter SUPER TITE-LOCK KRAFTVOLL PRÄZISE FLEXI B E L NEU. XXL-Kraftspannfutter CTZ-Kraftspannfutter mit Rundlauf 0
 CTS Hochleistungs-Kraftspannfutter SUPER TITE-LOCK KRAFTVOLL PRÄZISE FLEXI B E L NEU XXL-Kraftspannfutter CTZ-Kraftspannfutter mit Rundlauf 0 Hochleistungs-Kraftspannfutter CTS SUPER TITE-LOCK Universell
CTS Hochleistungs-Kraftspannfutter SUPER TITE-LOCK KRAFTVOLL PRÄZISE FLEXI B E L NEU XXL-Kraftspannfutter CTZ-Kraftspannfutter mit Rundlauf 0 Hochleistungs-Kraftspannfutter CTS SUPER TITE-LOCK Universell
Prüfmittellehren. Preise
 Prüfmittellehren Preise Inhalt Gewindelehren DIN ISO 13 - Metrisches Regelgewinde, Lehrenstahl 3 Gewindelehren DIN ISO 13 - Metrisches Feingewinde, Lehrenstahl 5 Grenzlehrdorne DIN 2245, für metrische
Prüfmittellehren Preise Inhalt Gewindelehren DIN ISO 13 - Metrisches Regelgewinde, Lehrenstahl 3 Gewindelehren DIN ISO 13 - Metrisches Feingewinde, Lehrenstahl 5 Grenzlehrdorne DIN 2245, für metrische
optacom Gewindesoftware Standard
 76 Gewindeauswertung by optacom Gewindeauswertung leichtgemacht. Um die unterschiedlichsten Anforderungen der Fertigung oder Messlabore an Gewindeauswertesoftware zu erfüllen, wurde die schon bekannte
76 Gewindeauswertung by optacom Gewindeauswertung leichtgemacht. Um die unterschiedlichsten Anforderungen der Fertigung oder Messlabore an Gewindeauswertesoftware zu erfüllen, wurde die schon bekannte
RF 100 A. Der Spezialist für Aluminium und Alu-Knetlegierungen
 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A Der Spezialist für Aluminium und Alu-Knetlegierungen GÜHRING
- ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A Der Spezialist für Aluminium und Alu-Knetlegierungen GÜHRING
HEIDENHAIN. Gewinde einfach itnc 530. erstellen. mit Schneiden, Formen, Fräsen TNC 640 TNC 620 TNC 320. MW M-TS/ Dez 2014
 HEIDENHAIN Gewinde einfach itnc 530 TNC 640 erstellen TNC 620 TNC 320 mit Schneiden, Formen, Fräsen Übersicht Zyklenübersicht Gewindeerstellung Gewindebohren/-formen Gewindefräsen HEIDENHAIN Gewindebohren
HEIDENHAIN Gewinde einfach itnc 530 TNC 640 erstellen TNC 620 TNC 320 mit Schneiden, Formen, Fräsen Übersicht Zyklenübersicht Gewindeerstellung Gewindebohren/-formen Gewindefräsen HEIDENHAIN Gewindebohren
Taumelfräsen Erläuterung. Trochoidal Fräsen. Große axiale Zustelltiefen a p durch den Einsatz von Trochoid oder Taumelfräsen.
 Taumelfräsen Erläuterung Trochoidal Fräsen. Große axiale Zustelltiefen a p durch den Einsatz von Trochoid oder Taumelfräsen. Durch den Einsatz von Taumelfräsen beim Nuten erhöhen Sie die Abspanrate auch
Taumelfräsen Erläuterung Trochoidal Fräsen. Große axiale Zustelltiefen a p durch den Einsatz von Trochoid oder Taumelfräsen. Durch den Einsatz von Taumelfräsen beim Nuten erhöhen Sie die Abspanrate auch
MEGA-SPEED-DRILL. 210 VOLLBOHREN Vollhartmetall-Bohrer. Dreifach schneller und prozesssicher AUF EINEN BLICK
 210 VOLLBOHREN Vollhartmetall-Bohrer MEGA-SPEED-DRILL Dreifach schneller und prozesssicher Die Schneiden des MEGA-Speed-Drill sind ungleich geteilt. Zudem hat der Bohrer drei Führungsfasen. Hierdurch werden
210 VOLLBOHREN Vollhartmetall-Bohrer MEGA-SPEED-DRILL Dreifach schneller und prozesssicher Die Schneiden des MEGA-Speed-Drill sind ungleich geteilt. Zudem hat der Bohrer drei Führungsfasen. Hierdurch werden
See the whole Picture
 Einführung Bohren mit Wechselkopf VHM-Bohren Korrekte Anwendung & Verschleiss See the whole Picture Wendeplattenbohrer Gewindebohrungen Methoden der Gewindefertigung Drei Techniken Jede Methode hat in
Einführung Bohren mit Wechselkopf VHM-Bohren Korrekte Anwendung & Verschleiss See the whole Picture Wendeplattenbohrer Gewindebohrungen Methoden der Gewindefertigung Drei Techniken Jede Methode hat in
CLOU Gewindebohrer Katalogauszug für Aluminium Werkstückstoffe. Gewindeformer M MF G
 Ausgabe 10/14 G/AL Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. CLOU Gewindebohrer Katalogauszug für Aluminium Werkstückstoffe Gewindeformer M MF G Berechenbar
Ausgabe 10/14 G/AL Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. CLOU Gewindebohrer Katalogauszug für Aluminium Werkstückstoffe Gewindeformer M MF G Berechenbar
RF 100 A. NEU: Preise in CHF! Rabatte generell: 40 % Der Spezialist für Aluminium und Alu-Knetlegierungen. Ausgabe 2014
 Ausgabe 2014 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A NEU: Preise in CHF! Rabatte generell: 40 %
Ausgabe 2014 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A NEU: Preise in CHF! Rabatte generell: 40 %
0. Inhaltsverzeichnis zu den Technischen Informationen
 0. Inhaltsverzeichnis zu den Technischen Informationen 5 8 Zollmaße Technische Maße... 60 8.1 Umrechnung Metrisch Zoll... 60 8.2 Zollmaße Amerikanische Gewinde... 61 8.3 Zollmaße Britische Gewinde... 63
0. Inhaltsverzeichnis zu den Technischen Informationen 5 8 Zollmaße Technische Maße... 60 8.1 Umrechnung Metrisch Zoll... 60 8.2 Zollmaße Amerikanische Gewinde... 61 8.3 Zollmaße Britische Gewinde... 63
G e w i n d e f r ä s p l a t t e n u n d S e t s
 G e w i n d e f r ä s p l a t t e n u n d S e t s Gewindefräser für den Einsatz auf CNC-Fräsmaschinen bei Benutzung von Schraubeninterpolationsprogrammen Vorteile der Gewindefräser: Gleicher alter und
G e w i n d e f r ä s p l a t t e n u n d S e t s Gewindefräser für den Einsatz auf CNC-Fräsmaschinen bei Benutzung von Schraubeninterpolationsprogrammen Vorteile der Gewindefräser: Gleicher alter und
Jongen Werkzeugtechnik. Jongen UNI-MILL Vollhartmetall-Bohrer VHB DR20. 5xD
 Jongen Werkzeugtechnik Jongen UNI-MILL Vollhartmetall-Bohrer VHB 55505 DR20 5xD 1 Die Werkzeuge Diese Jongen-Vollhartmetall-Bohrwerkzeuge wurden speziell für das universelle Bohren unterschiedlichster
Jongen Werkzeugtechnik Jongen UNI-MILL Vollhartmetall-Bohrer VHB 55505 DR20 5xD 1 Die Werkzeuge Diese Jongen-Vollhartmetall-Bohrwerkzeuge wurden speziell für das universelle Bohren unterschiedlichster
MADE BY UNIVERSALGEWINDEBOHRER GOLDRICHTIG FÜR UNIVERSELLE ANWENDUNGEN VIELE WERKSTOFFE
 MADE BY UNIVERSALGEWINDEBOHRER GOLDRIHTIG FÜR UNIVERSELLE ANWENDUNGEN VIELE WERKSTOFFE Hochfeste Stähle Rost- und säurebeständige Stähle Aluminium und Aluminium- Legierungen Allgemeine Stähle Gusswerkstoffe
MADE BY UNIVERSALGEWINDEBOHRER GOLDRIHTIG FÜR UNIVERSELLE ANWENDUNGEN VIELE WERKSTOFFE Hochfeste Stähle Rost- und säurebeständige Stähle Aluminium und Aluminium- Legierungen Allgemeine Stähle Gusswerkstoffe
Technischer Teil - MaxThread TM Gewindefräser Schnittdatenempfehlungen VHM-Gewindefräser
 - MaxThread TM Schnittdatenempfehlungen VHM- Material Härte (BHN) Materialspanbarkeit TiAlN M/min Werkzeugdurchmesser (mm) Empfohlener Vorschub (mm/zahn ) 6 8 10 12 16 19 Automatenstähle 100-10 Leicht
- MaxThread TM Schnittdatenempfehlungen VHM- Material Härte (BHN) Materialspanbarkeit TiAlN M/min Werkzeugdurchmesser (mm) Empfohlener Vorschub (mm/zahn ) 6 8 10 12 16 19 Automatenstähle 100-10 Leicht
Übersicht Spiralbohrer VHM
 Übersicht Spiralbohrer VHM Marke ß 000000000000 DIN ähnl. 899 338 338 338 6539 6539 6539 6539 6539 6539 6539 6539 6539 Bohrsenker Bohrsenker 3 x D 3 x D 3 x D, IKZ 3 x D, IKZ Artikelnummer 05 020 02 022
Übersicht Spiralbohrer VHM Marke ß 000000000000 DIN ähnl. 899 338 338 338 6539 6539 6539 6539 6539 6539 6539 6539 6539 Bohrsenker Bohrsenker 3 x D 3 x D 3 x D, IKZ 3 x D, IKZ Artikelnummer 05 020 02 022
Schlichtfräser Multicut XF Surface Master new!
 passion for precision Schlichtfräser Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo hohe Anforderungen an die Form- und
passion for precision Schlichtfräser Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo hohe Anforderungen an die Form- und
Messtechnik vom Feinsten!
 + Temeka Messtechnik vom Feinsten! Kalibrierdienst nach DAkkS / DKD Akkreditierungen DKD 19302 und D-K-15024-01-00 Test-, Mess- und Kalibriertechnik nach DIN EN ISO/IEC 17025 Unser vollklimatisiertes,
+ Temeka Messtechnik vom Feinsten! Kalibrierdienst nach DAkkS / DKD Akkreditierungen DKD 19302 und D-K-15024-01-00 Test-, Mess- und Kalibriertechnik nach DIN EN ISO/IEC 17025 Unser vollklimatisiertes,
BaerCoil Gewindebohrer
 BaerCoil Gewindebohrer www.baercoil.com BaerCoil Gewindebohrer BaerCoil Gewindebohrer unterscheiden sich in den Abmessungen von normalen Gewindebohrern. Damit der Drahtgewindeeinsatz aufgenommen werden
BaerCoil Gewindebohrer www.baercoil.com BaerCoil Gewindebohrer BaerCoil Gewindebohrer unterscheiden sich in den Abmessungen von normalen Gewindebohrern. Damit der Drahtgewindeeinsatz aufgenommen werden
Maschinengewindebohrer
 aschinengewindebohrer Maschinengewindebohrer aus HSS-E sind universell für nahezu alle Materialien einsetzbar. Für hohe Zerspanungsansprüche bieten wir en aus pulvermetallurgischen Sorten (PM). Vollhartmetallgewindebohrer
aschinengewindebohrer Maschinengewindebohrer aus HSS-E sind universell für nahezu alle Materialien einsetzbar. Für hohe Zerspanungsansprüche bieten wir en aus pulvermetallurgischen Sorten (PM). Vollhartmetallgewindebohrer
Gewindefräsen. Tool Systems. Umfangreiches Programm an Vollhartmetall-Gewindefräsern.
 www.mimatic.de 2017 Umfangreiches rogra an Vollhartmetall-Gewindefräsern. Spiralgenutete Spannuten Weicher Schnitt Hervorragende Oberflächengüten Auch für dünnwandige Werkstücke Ein Werkzeug für Rechts-
www.mimatic.de 2017 Umfangreiches rogra an Vollhartmetall-Gewindefräsern. Spiralgenutete Spannuten Weicher Schnitt Hervorragende Oberflächengüten Auch für dünnwandige Werkstücke Ein Werkzeug für Rechts-
Gewindebohrer. Gewindebohrer metrisch. M universal Seite Gewindeformer metrisch Gewindebohrer Zoll
 bohrer bohrer metrisch M Aluminium Seite 120-121 M universal Seite 122-125 M Stahl Seite 126-127 M Rostfreie Stähle Seite 128-129 M Serien - bohrer Seite 130-133 M Durchfallender Schaft Seite 134 M Überlange
bohrer bohrer metrisch M Aluminium Seite 120-121 M universal Seite 122-125 M Stahl Seite 126-127 M Rostfreie Stähle Seite 128-129 M Serien - bohrer Seite 130-133 M Durchfallender Schaft Seite 134 M Überlange
Gewinde - Kernloch-Ø und Kern-Ø Muttergewinde Drill-Ø for Threads and Minor-Ø of Nut Threads
 Drill-Ø for Threads and of s M Metr. ISO - Regelgewinde, 6H (5H) 1) Metric ISO - Coarse Thread 6H (5H) P Ø M 1 0,25 0,75 0,729 0,785 M 1,1 0,25 0,85 0,829 0,885 M 1,2 0,25 0,95 0,929 0,985 M 1,4 0,3 1,10
Drill-Ø for Threads and of s M Metr. ISO - Regelgewinde, 6H (5H) 1) Metric ISO - Coarse Thread 6H (5H) P Ø M 1 0,25 0,75 0,729 0,785 M 1,1 0,25 0,85 0,829 0,885 M 1,2 0,25 0,95 0,929 0,985 M 1,4 0,3 1,10
BaerCoil Gewindereparatur-Sätze
 BaerCoil Gewindereparatur-Sätze www.baercoil.com Gewindereparatur Neben der Gewindeverstärkung dient der BaerCoil Gewindeeinsatz auch der Reparatur beschädigter Gewinde. Dabei können Ausschussteile zurückgewonnen
BaerCoil Gewindereparatur-Sätze www.baercoil.com Gewindereparatur Neben der Gewindeverstärkung dient der BaerCoil Gewindeeinsatz auch der Reparatur beschädigter Gewinde. Dabei können Ausschussteile zurückgewonnen
Vollhar tmetall-schaftfräser. SuperF-UT. Span um Span Spitze
 Vollhar tmetall-schaftfräser Span um Span Spitze Ungleiche Teilung für mehr Leistung und Qualität Für höchste Ansprüche in der Fräsbearbeitung bietet Stock die Fräser mit ungleicher Teilung / ungleicher
Vollhar tmetall-schaftfräser Span um Span Spitze Ungleiche Teilung für mehr Leistung und Qualität Für höchste Ansprüche in der Fräsbearbeitung bietet Stock die Fräser mit ungleicher Teilung / ungleicher
Bohrgewindefräser UBGF Bohren, Senken und Gewindefräsen in einem Arbeitsgang
 Bohrgewindefräser UBGF Bohren, Senken und Gewindefräsen in einem Arbeisgang UBGF mi schaf- und sirnseiigem Senker für unerschiedliche Gewindelängen. 48 Bohrgewindefräser BGF Bohrgewindefräser Einschraublängen
Bohrgewindefräser UBGF Bohren, Senken und Gewindefräsen in einem Arbeisgang UBGF mi schaf- und sirnseiigem Senker für unerschiedliche Gewindelängen. 48 Bohrgewindefräser BGF Bohrgewindefräser Einschraublängen
Programm-Überblick. Ern st Reime Eine Tradition setzt sich fort!
 PI 0902 Programm-Überblick Ern st Reime Eine Tradition setzt sich fort! Symbolbeschreibung Schneidengeometrie Lochform S = rallwinkel 2x urchgangsloch Sackloch Gewindetiefe 2x Schaftausführung Glatter
PI 0902 Programm-Überblick Ern st Reime Eine Tradition setzt sich fort! Symbolbeschreibung Schneidengeometrie Lochform S = rallwinkel 2x urchgangsloch Sackloch Gewindetiefe 2x Schaftausführung Glatter