Automatischer Rückwärtssenker
|
|
|
- Hannah Neumann
- vor 8 Jahren
- Abrufe
Transkript
1 Automatischer Rückwärtssenker Planen l Abschrägen Senken l Entgraten Video im Internet:

2 Funktion der Erix Rückwärtssenker Inhalt Seite Technische Beschreibung 3 Vorschub und Drehzahlen 4 Störungsfreier Betrieb 5 Nützliche Ratschläge 6-7 Rückwärtssenken in Groß- Ventil- Gehäuse Bearbeitung schwieriger Materialien 8 Morsekegelschäfte 9 Weldon 9 Bezeichnugssystem 10 Sonderwerkzeuge 11 Rückwärtssenken Planen mit Innerer Kühlmittelzufuhr Rückwärtsabschrägen Rückwärtsabschrägen Rückwärtsabschrägen Vor und Rückwärtssenken 22 Vor und Rückwärtsabschrägen 23 ERIX-Kombinationen Zeit- und Kostenanalyse 28 Vor- und Rückwärtssenken Programmierung Ersatzteile 31 ERIX-History 32 Vor- und Rückwärtsabschrägen 45 2

3 Planen l Abschrägen l Senken l Entgraten Technische Beschreibung Der ERIX-Rückwärtssenker ist ein automatisches Rückwärtssenk- und Abschrägwerkzeug und besteht aus einer Spindel und einer Schwinge. Die Schwinge klappt beim Einführen des Werk-zeuges in die Bohrung des zu bearbeitenden Werkstückes in eine Aussparung der Spindel ein. Da die Schwinge das einzige bewegliche Teil des Rückwärtssenkers ist, gewährleistet diese Bauweise hohe Zuverlässigkeit während der Bearbeitung. Kostenersparnis: Im Vergleich zur herkömmlichen Arbeitsweise werden Prozent, in einigen Fällen mehr als 90 Prozent der Arbeitszeit eingespart. Sicherungsschraube Messingstift Lagerschraube Führungsteil Schaft Schwinge Spindel Die Spindel Das Führungsteil der Spindel führt den Rückwärtssenker in der Bohrung und überträgt die Schnittkräfte. Der Führungsdurchmesser ist kleiner als der Bohrungs-Nenndurchmesser. Das Durchmesser-Untermaß ist wie folgt: Bohrungs-Ø 4,5 9,0 mm 0,05 10,0 13,0 mm 0,10 14,0 24,0 mm 0,20 25,0 30,0 mm 0,30 ab 30 mm 1,00 Untermaß Spindeln über 30 mm sind mit Stützleisten ausgerüstet. Die Spindeln der Größe 4,5 bis 9 mm sind mit zylindrischen Schäften lieferbar, für die größeren Spindeln gibt es wahlweise zylindrische Schäfte oder Morsekegelschäfte. innere kühlmittelzufuhr Spindeln mit zyl. Schaft werden ab 10 mm Ø mit Kühlmittelbohrung versehen. Spindeln mit MK-Schaft ab 10 mm Ø können auf Wunsch mit Kühlmittelbohrung geliefert werden. Die Schwinge Die Schwinge muß während des Betriebes frei ein- und ausklappen können. Kleinere Schwingen sind aus HSS gefertigt (mit integrierter Schneide). Größere Schwingen haben quadratische Schneidplatten Typ ISO SPUN oder rechteckige Schneidplatten Typ ISO/R242. Die Schneidplatten sind mit Linksgewindeschrauben Typ Secodex an den Schwingen befestigt. 3

4 Zu bearbeitendes Material Anwendungsmaterialgruppen (amg) 1. Stahl 2. Rostfreier Stahl 3. Gusseisen 4. Titan 5. Nickel 6. Kupfer 7. Aluminium, Magnesium 8. Kunststoffe Vorschub in mm/u Senkdurchmesser Codebuchstabe Schnittgeschwindigkeit in m/min in mm A B C D E F ,01 0,015 0,02 0,03 0,04 0,05 DREHZAHLEN UND VORSCHÜBE FÜR ERIX-RÜCKWÄRTSSENKER Härte Schwingen HB HSS Hartmetall 1.1 Magnetweicheisen < E 70 E 1.2 Baustahl, Einsatzstahl < D 60 D 1.3 Kohlenstoffstahl < D 50 D 1.4 Legierter Stahl < C 40 C 1.5 Legierter und vergüteter Stahl >250 < B 30 B 1.6 Legierter und vergüteter Stahl > A 20 A 1.7 Legierter gehärteter Stahl >250 < B 30 B 1.8 Legierter, gehärteter Stahl > A 20 A 2.1 Rostfreier Stahl, geschwefelt < E 40 E 2.2 Austenitisch < D 30 D 2.3 Ferritisch + Austenitisch, Martensitisch <300 5 C 20 C 2.4 Vergüteter rostfreier Stahl >320 <410 5 B 10 B 3.1 Grauguss < E 40 E 3.2 Vergüteter Graugüss >150 < E 30 E 3.3 KugelgraphitgüssTemperguss < D 20 D 3.4 KugelgraphitgüssTemperguss >200 < D 10 D 4.1 Reintitan < C 40 C 4.2 Titan legierungen < B 20 B 4.3 Titan legierungen >270 <350 5 B 10 B 5.1 Reinnickel < B 40 B 5.2 Nickel-Legierungen <270 6 B 20 B 5.3 Nickel-Legierungen >270 <350 5 A 10 A 6.1 Kupfer < C 70 C 6.2 Kurzspanendes Messing, Bronze < D 80 D 6.3 Langspanendes Messing < D 80 D 6.4 Cu-Al-Fe-Legierung, (Ampco ) < E 40 E 7.1 Al, Mg, unlegiert < F 80 F 7.2 Al legiert, Si < 0,5% < F 70 F 7.3 Al legiert, Si >0,5% <10% < E 60 E 7.4 Al legiert, Si >10%Whiskerverstärkte Al-Legierung Mg-Legierung < E 40 E 8.1 Thermoplaste 60 D 80 D 8.2 Duroplaste 40 B 60 B 8.3 Faserverstärkte Kunststoffe 30 A 40 A Drehzahl in U/min Anwendung der Tabelle: 1. Wählen Sie aus der linken Tabelle den Werkstoff und die entsprechende Schwinge aus. (HSS oder Hartmetall) Sie ermitteln z.b. 50 D für Kohlenstoffstal 1.3. Die 50 steht für 50 m/min Schnittgeschwindigkeit Der Buchstabe D für Vorschuhwert mm/u 2. Mit diesem Codebuchstaben gehen Sie in dis untere Tabelle zum Senkdurchmesser Achtung: Senkdurchmesser nicht Ř der Bohrung. Unter Verwendung des Codebuchstaben finden Sie links den Vorschub in mm/u. In der rechten Tabelle können Sie die Drehzahl ablesen. Beispiel: Senker 90-25/45-CS20 Material: Kohlenstoffstahl Senkdurchmesser: 45 mm Code: 50 D Drehzahl n = 338 U/min Vorschub f = 0,14 mm/u Vorschubgeschwindigkeit = Drehzahl x Vorschubwert 338 x 0,14 = Vf 47 mm/min über 80 0,015 0,02 0,025 0,035 0,05 0,06 0,02 0,025 0,03 0,04 0,06 0,07 0,025 0,03 0,035 0,05 0,07 0,08 0,03 0,035 0,04 0,06 0,08 0,10 0,035 0,04 0,05 0,08 0,10 0,12 0,04 0,05 0,06 0,09 0,12 0,14 0,045 0,055 0,07 0,11 0,14 0,16 0,05 0,06 0,08 0,12 0,16 0,18 0,055 0,07 0,10 0,14 0,18 0,21 0,06 0,08 0,12 0,16 0,20 0,24 0,065 0,09 0,13 0,18 0,22 0,27 0,07 0,10 0,14 0,22 0,25 0,33 0,075 0,11 0,16 0,24 0,28 0,37 0,08 0,12 0,18 0,25 0,30 0,

5 ARBEITSANLEITUNG für ERIX-Rückwärtssenker Bitte beachten Sie folgende Punkte, um eine einwandfreie Funktion sicherzustellen: Werkzeug Die Schwinge muß sich frei bewegen. Das richtige Axialspiel erreichen Sie, wenn Sie die Lagerschraube leicht anziehen und dann um 30 zurückdrehen, bevor sie die Sicherungsschraube anziehen (Komplett-Werkzeuge sind vom Werk richtig eingestellt). Bei Rückwärtssenkern über 30 mm Ø ist zu prüfen, ob genügend Platz vorhanden ist, damit sich die Schwinge (Achtung : Schwingenhals mit berücksichtigen) vor Arbeitsbeginn frei drehen kann. Dies ist wichtig, um Werkzeugbruch zu vermeiden. Haben Sie die richtige HM-Qualität auf Ihrem Rückwärtssenker? Verwenden Sie: ISO-K20 für Gußbearbeitung ISO-P40 für Stahlbearbeitung Beim Wechsel von Wendeplatten beachten, daß Klemmschraube LINKSGEWINDE hat. Werkzeugaufnahme Achten Sie darauf, daß der Rückwärtssenker sauber und fest im Werkzeughalter oder der Maschinenspindel gespannt ist. Werkstück Die vorhandene Bohrung dient als Führung für den Rückwärtssenker, deswegen geben Sie einige Tropfen Öl in die Bohrung. Wenn Stahl bearbeitet wird, kann Kühlmittel verwendet werden. Arbeitsablauf Die Spindel-Drehzahl soll in Übereinstimmung mit der Tabelle gewählt werden. Führen Sie das ERIX-Werkzeug im Linkslauf an die Bohrung heran. Reduzieren sie vor Eintauchen des Senkers in die Bohrung den Vorschub auf max. 0,2 mm/u. Dadurch wird das Einklappen der Schwinge erleichtert und Werkzeugbruch vermieden. ACHTUNG! Die Schwinge klappt durch Berührung der Lochkante in die Spindel, nicht durch Fliehkraft. Nach Austritt aus der Bohrung klappt die Schwinge durch die Fliehkraft wieder aus. Bei Werkzeugen über 30 mm Ø darauf achten, daß auch der Schwingenhals frei ist. Durch Umschalten der Drehrichtung auf Rechtslauf klappt die Schwinge in Ihre Arbeitspositon. Durch rückwärtigen Vorschub (entsprechend Tabelle) produzieren Sie jetzt die gewünschte Senkung. Nach erreichter Senktiefe ist die Schwinge soweit zurückzuführen, daß sie (und der Schwingenhals) frei ist. Schalten Sie dann die Spindel wieder auf Linkslauf. Sie können im Eilgang die Schwinge bis kurz vor die Bohrung fahren. Reduzieren Sie den Vorschub dann wieder auf max. 0,2 mm/u. Sobald die Schwinge eingeklappt und in die Bohrung eingetaucht ist, können Sie im Eilgang aus dem Werkstück herausfahren
 vor Arbeitsbeginn frei drehen kann.")
6 Einige Bearbeitungshinweise 1. Kleine Schwingen aus HSS können sich während des Betriebes magnetisch aufladen. Diese sind, wenn erforderlich, zu entmagnetisieren. 2. Mit Kühlmittel/Schmieröl arbeiten. Für Gußeisen sind einige Tropfen dünnes, klebfreies Öl zu benutzen. 3. Die Toleranz des Senkdurchmessers beträgt etwa: Durchmesser Toleranz 4,5-9 mm ± 0,1 mm mm ± 0,2 mm mm ± 0,3 mm 4. Um eine gute Senkoberfläche zu erzielen, ist die Drehzahl und der Vorschub gegen Ende des Arbeitsvorganges zu reduzieren und das Werkzeug einige Sekunden ohne Vorschub auslaufen zu lassen. 5. Spuren in der fertigen Bohrung werden vermieden, indem man die Bohrung zuerst mit Untermaß bohrt, danach die Senkung herstellt und abschließend die Bohrung auf endgültige Größe aufreibt. 6. Kontrollieren Sie, ob das Werkstück genügend fest gespannt ist, damit keine Vibrationen entstehen können. 7. Verwenden Sie, wann immer möglich, Innenkühlung. Vorteile: Besserer Spanbruch und besserer Abtransport der Späne. Spindel und Schwinge erwärmen sich weniger, keine Oberflächenhärtung. Ist Innenkühlung nicht möglich, viel Kühlflüssigkeit möglichst nahe an die Schneidstelle führen. 8. Achten sie darauf, daß die Schrauben am Rückwärtssenker korrekt angezogen sind. a) Die Lagerschraube muß, nachdem sie leicht angezogen wurde, wieder um 30 zurückgedreht und dann mit der Sicherungsschraube und dem Messingstift gesichert werden. b) Die Secodex-Klemmschraube in der Schwinge hat ein Linksgewinde. Beim Anziehen dieser Schraube wird die Wendeplatte fest in den Sitz der Schwinge gepreßt. Im weiteren hat die Secodex-Schraube die Form eines Schirms mit einer Kante, welche, ähnlich einer Feder, hart auf die Wendeplatte drückt und diese festhält. Bitte vergessen Sie nicht, diese Schraube anzuziehen. 9. Die Schneidkante muß immer scharf sein (ausgenommen bei der Bearbeitung von hartem Aluminium). Wechseln Sie die Schneidplatten rechtzeitig. 6. Kontrollieren Sie sorgfältig, ob genügend Platz vorhanden ist (Sicherheitsabstand), damit die Schwinge vor, während und nach der Operation frei ausfahren kann. 7. Das ERIX-Werkzeug ist nicht für radiale Bearbeitung konstruiert. Wenn Sie unser Werkzeug als Zirkularwerkzeug einsetzen, werden die Schwinge und/oder Spindel brechen. 9. Die Bohrung im Werkstück darf keine Minustoleranz haben, sonst klemmt die Spindel und kann beschädigt werden. 6

7 Schwingen mit Führungshals Bei großen Senkwerkzeugen und entsprechend niedrigen Drehzahlen reicht die Fliehkraft der Schwinge in horizontaler Spindellage nicht aus, diese in Arbeitsposition zu halten. Deshalb haben Senkwerkzeuge über 30 mm Spindeldurchmesser Schwingen mit Führungshals. Fürhungshals Beim Schneiden in einem Radius (unterbrochener Schnitt) muß der Führungshals zuerst in die Bohrung geführt werden, bevor die Schneidplatte in dem Radius zu schneiden beginnt. 2. Wenn der Hals in die Bohrung eintritt, hält er die Schwinge in der Arbeitsstellung. 3. Nach dem Senken muß die Spindel zurückgezogen werden, bis der Hals die Bohrung nicht mehr berührt, bevor die Drehrichtung der Spindel umgeschaltet wird. Wichtiger Hinweis: Beim Schneiden in einer Hohlkehle (unterbrochener Schnitt) mit einer horizontal geführten Spindel muß die Drehzahl auf das Doppelte des Tabellenwertes erhöht und der Vorschub um % des Tabellenwerts reduziert werden (gilt nur für Spindeln mit Durchmesser 4,5 30 mm). Schwingentyp HSS ES Wenn bei schwierig zu zerspanendem Material die normale HSS-Schwinge nicht ausreicht, empfiehlt sich der Einsatz der extra starken HSS-Schwinge. Diese Schwinge wird mit dem Zusatz ES, z.b ES bezeichnet. Schwingentyp HSS BI Die Schwingengrößen 020 und 030, die normal aus HSS hergestellt werden, können mit aufgelöteten Hartmetall-Schneidplatten Typ K20 (oder Typ P40 für Stahl) geliefert werden. Diese Schwingen werden mit dem Zusatz BI, z.b BI, bezeichnet. Schwingen mit Wendeplatten und zentrumsbohrungen Große Schnittkräfte in hochfesten Werkstoffen, wie rostfreie Stähle, beanspruchen die normale Spannschraube sehr. Deshalb können Schwingen der Größe 060 oder größere, die normal mit quadratischen SPUN-Wendeplatten bestückt sind, mit Zentrumschrauben-Wendeplatten vom Typ SPMA geliefert werden. Die Vornummer dieser Schwingen ist 38-, anstelle von 37-, z.b

8 Bearbeitungstips bei schwierigen Materialien Zu bearbeitendes Material Stahl: Die Wahl des idealen Vorschubes und der geeigneten Drehzahl ist bei weichem Stahl etwas schwieriger. Bei zu hoher Drehzahl können Vibrationen auftreten; ist die Drehzahl zu niedrig, kann dies zu Aufbauschneiden führen. Empfehlungen Verändern Sie die empfohlenen Werte nach oben oder unten, um die beste Einstellung zu finden. HSS-Schwingen sollten, wann immer mög- lich mit aufgelöteten Schneidplatten Qualität P40 (Typ BI) bestückt sein. Größere Schwingen können entweder mit Zentrumsschrauben-Wendeplatten (Typ 38-) - siehe Seite 7 im Katalog oder auf Wunsch mit aufgelöteten Hartmetall-Schneidplatten (Qualität P40) ausgestattet werden. Befindet sich eine Schweißstelle innerhalb der zu bearbeitenden Stelle oder bei unterbrochenem Schnitt, können Probleme infolge örtlich härterer Stellen auftreten. Siehe obenstehende Empfehlungen. Genügen diese Maßnahmen nicht, bestellen Sie Wende- schneidplatten mit Spanbrecher (Sonder). Um die Belastung der Schwinge zu verringern, kann es unter Umständen ratsam sein, die Senkung in zwei Stufen zu erstellen. Rostfreier Stahl: Bei der Bearbeitung von rostfreiem Stahl können ähnliche Probleme wie oben beschrieben auftreten. Setzen Sie HSS-Schwingen Typ BI mit auf- gelöteten HM-Einsätzen Qualität K20 ein, wenn nicht verfügbar, Typ ES (siehe Katalog Seite 7).Für größere Schwingen verwenden Sie Wendeplatten der Qualität K20. Gußeisen: Die Oberfläche ist oft hart und hat teilweise Sandeinschlüsse. Die Schneidkante wird rasch abgenutzt, was zum Bruch führen kann. Generell empfehlen wir Wendeplatten der Qualität P40. Für kleinere Schwingen ver- wenden Sie, wenn verfügbar, aufgelötete HM-Schneidplatten P40, ansonsten Schwingen Typ ES. Größere Schwingen können mit normalen Wendeplatten P40 ausgerüstet werden. Wenn nötig, setzen Sie Spezialschwingen mit aufgelöteten HM-Schneidplatten ein. Titan: Titan ist ein sehr spezielles Material. Bei der Bearbeitung sind trotzdem keine wesentlichen Schwierigkeiten zu erwarten. Aluminium: Weiches Aluminium ergibt lange Späne. Hartes Aluminium ergibt kurze Späne. Setzen Sie, wenn nötig, Spanbrecher ein (siehe oben unter rostfreiem Stahl). Bestellen Sie bei uns Schwingen oder Wendeplatten mit reduziertem Spanwinkel. Es kann evtl. hilfreich sein, die Schneidkante abzuziehen, um einen kleinen (ca. 0,1 mm) negativen Spanwinkel zu erhalten. 8
 bestückt sein.")
9 9

10 Bezeichnungssystem Komplettes Werkzeug z.b /45-CS20 Vornummer: Andere Vornummern: 90 = Rückwärtssenken (Planen) 45 = Abschrägen 45 (Senken 90 ) 25 = Bohrungsdurchmesser in mm 60 = Abschrägen 60 (Senken 120 ) 45 = Senkdurchmesser in mm 30 = Abschrägen 30 (Senken 60 ) CS = Zylindrischer Schaft 902 = Vor- und Rückwärtssenken 20 = Schaftdurchmesser in mm 452 = Vor- und Rückwärtsabschrägen = Spezialwerkzeug (Sonder) Spindel z.b CS20 Vornummer: Andere Vornummern: 27 = Spindel 29 = Spezialspindel 25 = Bohrungsdruchmesser in mm CS = Zylindrischer Schaft 20 = Schaftdurchmesser in mm Achtung! Zum Vor- und Rückwärtssenken mit Spindeln über 30 mm, siehe Seite 21 und 23 Schwinge z.b (Standard) oder (Halbstandard Vornummer: Andere Vornummern: 37 = Schwinge für Rückwärtssenken 34 = Rückwärtsabschrägen (Planen) 35 = Vor- und Rückwärtsabschrägen 36 = Vor- und Rückwärtssenken 38 = Rückwärtsenken (Planen) mit Zentrumsschraube 39 = Spezialschwinge (Sonder) Schneidplatten mit Zentrumsschraube Typ mit Schneidplatte - Typ (wahlweise K 20 oder P40*) SPMA SPMA SPMA SPMA SPMA SPMA SPMA SPMA SPMA SPMA SPMA SPMA Weitere Typen auf Anfrage! * standardmäßig wird K20 geliefert. 10

11 Sonderwerkzeuge Außer den in diesem Katalog beschriebenen Werkzeugen stellen wir auch Spezial-Spindeln und Schwingen her, für: 1. Bohrungen bis zu 200 mm Durchmesser. 2. Bohrungen mit Durchmessern zwischen den tabellierten Maßen mit Abstufungen von 0,1 mm (0,05 mm für Bohrungs-Ø 4,5 9 mm). 3. Rückwärtssenken und Vor-/Rückwärtssenken mit Senkdurchmessern in 0,1 mm Abstufungen. 4. Andere Abschrägwinkel als 45, 60 und 30. Der kleinste Winkel ist Sonderschäfte. Bei einer Anfrage nach einem Spezialwerkzeug bitten wir um folgende Angaben: a) Bohrungsdurchmesser mit Genauigkeit 0,1 mm (oder 0,05 mm für Bohrungs-Ø 4,5-9 mm). b) Senkdurchmesser mit Genauigkeit 0,1 mm c) Betriebsart: Rückwärtsenken/Abschrägen oder Vor- und Rückwärtssenken/Abschrägen d) Abschrägwinkel e) Schafttyp f) Schneidplattenqualität, z.b. K20 für Gußeisen oder P40 für Stahl Für Sondereinsatzfälle bitten wir Sie, eine Maßskizze beizufügen. Möglichkeiten für Erix-Rückwärtssenker Worwärts und Rück- Worwärtssenkung und Rückwärtssenkung mit Rückwärtssenkung mit wärtssenkung Rückwärtsabschrägen 45 Radius abgestuften Durchmessern 11
 Bohrungsdurchmesser mit Genauigkeit 0,1 mm (oder 0,05 mm für Bohrungs-Ø 4,5-9 mm).")
12 12

13 13

14 14
15 Rückwärtssenken mit Innen Kühlung Rückwärtssenken mit Eckenradius 15

16 16

17 17
18 18

19 Sonderwerkzeug zum bearbeiten eines Dieselmotorblocks Erix-Werkzeuge in einem NC-Magazin 19

20 20

21 21
22 22
23 23
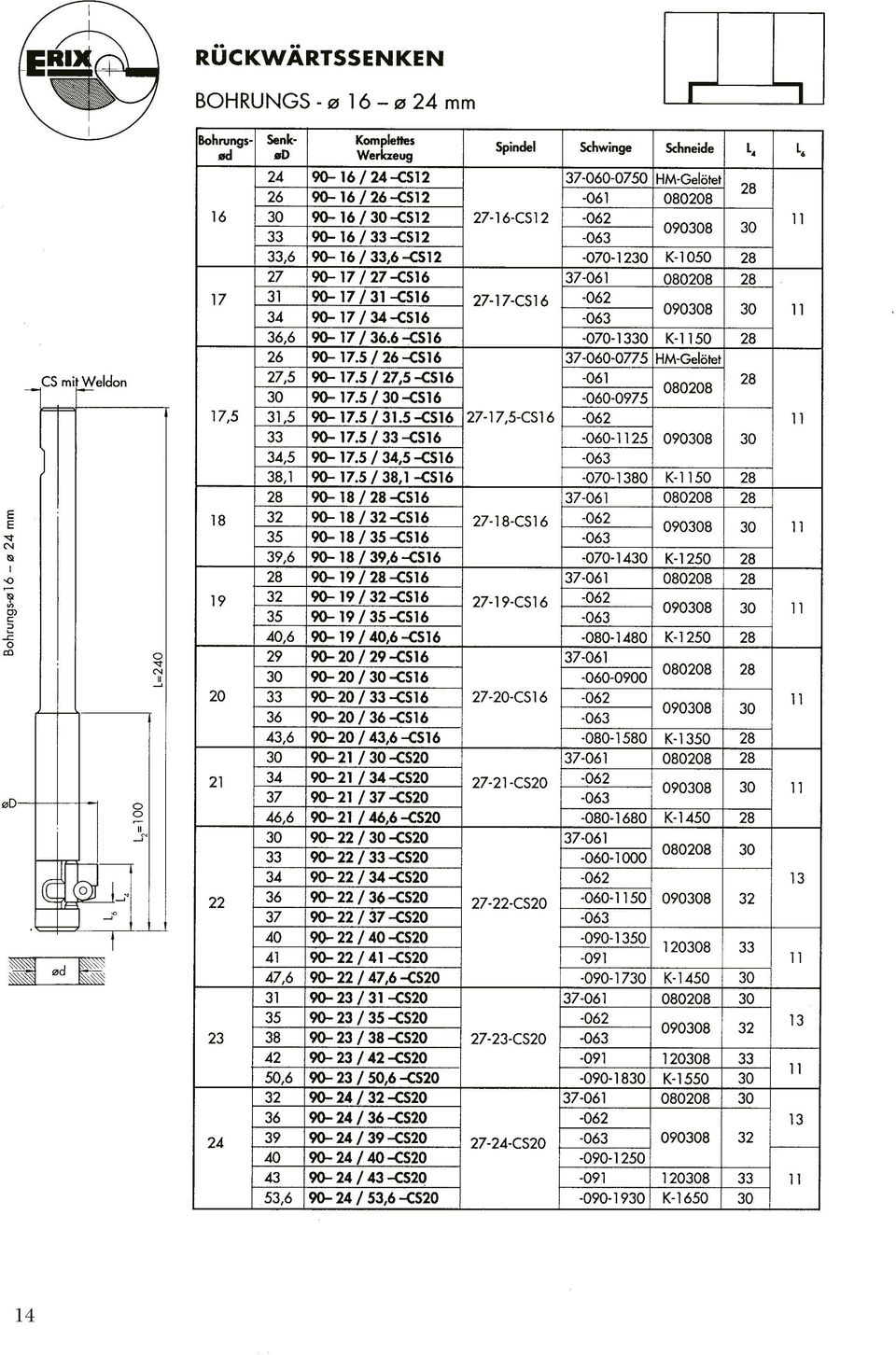
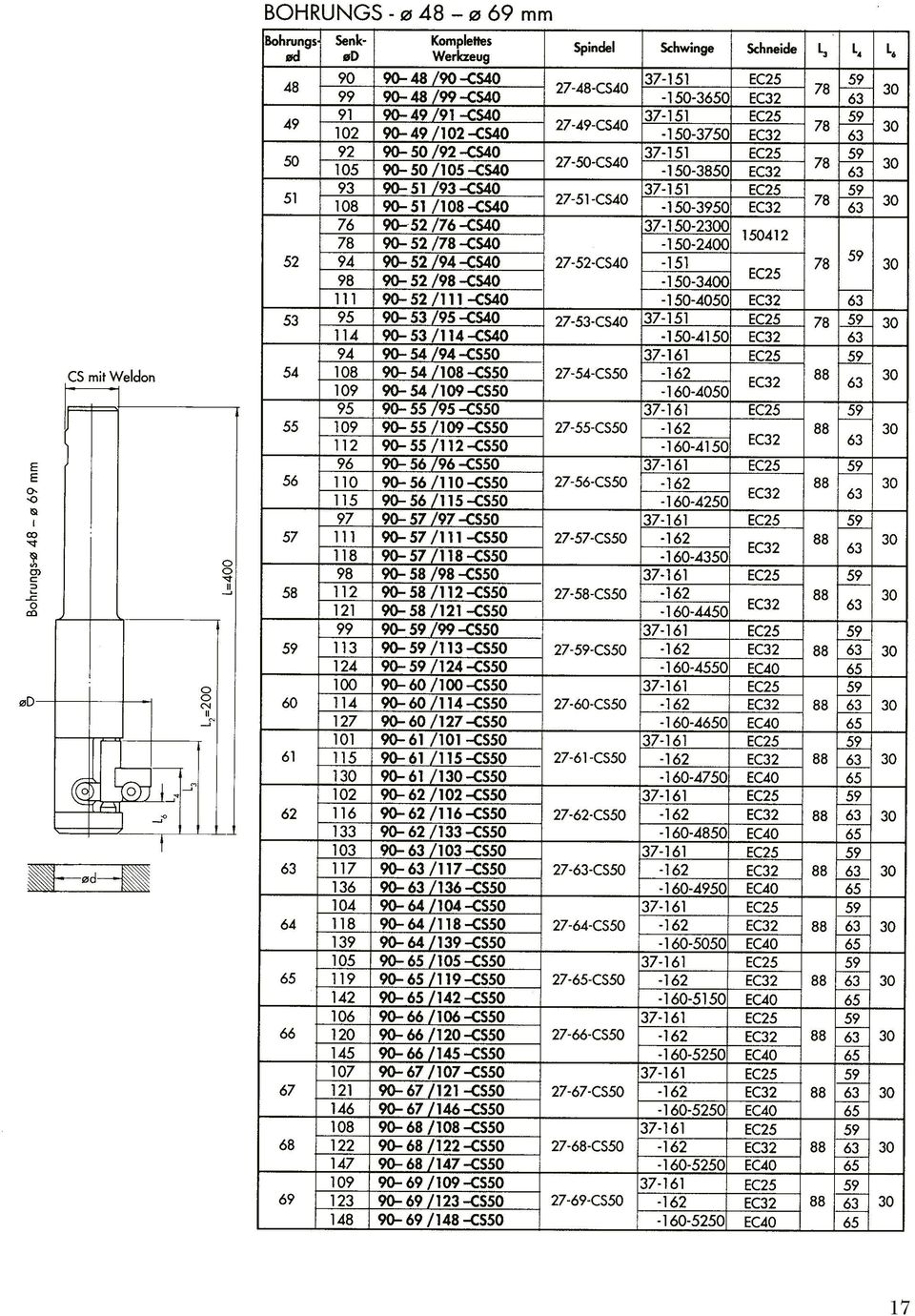
24 ERIX- Kombinationen In dieser Tabelle sind alle Kombinationsmöglichkeiten von ERlX-Spindeln und ERlX-Schwingen aufgeführt. Durch die Zusammenfassung der metrischen ERlX-Liste mit der Zoll-Liste ergeben sich bedeutend mehr Kombinationen zwischen Bohrungs-und Rückwärtssenk-Durchmessern, als aus den einzelnen Listen zu ersehen ist. In der oberen Zeile jeder nun folgenden Tabelle sind die Bohrungsdurchmesser angegeben, für welche eine entsprechende ERlX-Spindel gefertigt wird. In der linken senkrechten Spalte sind die ERlX-Schwingen mit Bestellnummern aufgeführt. Der aus ERlX-Spindel und ERlX-Schwinge resultierende theoretische Senkdurchmesser kann aus der Tabelle entnommen werden. Alle Maße sind in Millimeter angegeben. Auf Seite 27 sind die Schneiden (s) spezifiziert. S Bohrungs-ø 4,5 4,75 5,5 5,55 6,35 6,5 Schwinge A ,0 8,2 9,0 9,0 9,3 9,5 A ,3 8,5 9,3 9,3 9,6 9,8 A ,9 9,7 9,7 10,0 10,2 A ,0 10,0 10,3 10,5 A ,5 10,5 10,8 11,0 A ,0 11,0 11,3 11,5 A ,3 11,3 11,6 11,8 A ,7 12,9 A ,0 A ,3 S Bohrungs-ø 7,0 7,1 7,9 8,4 8,7 9,0 9,5 Schwinge A ,2 10,3 11,1 11,4 11,5 11, A ,4 11,5 12,3 12,6 12,7 13,0 13,5 A ,8 11,9 12,7 13,0 13,1 13,4 13,9 A ,4 13,5 14,3 14,6 14,7 15,0 15,5 A ,8 13,9 14,7 15,0 15,1 15,4 15,9 A ,4 14,5 15,3 15,6 15,7 16,0 16,5 A ,7 15,5 15,8 15,9 16,2 16,7 A ,7 17,0 17,1 17,4 17,9 A ,1 17,4 17,5 17,8 18,3 A ,6 17,7 18,0 18,5 A ,0 18,1 18,4 18,9 A ,2 18,3 18,6 19,1 A ,7 19,0 19,5 A ,6 20,1 A ,1 24
25 S Bohrungs-ø 10,0 10,3 10,5 11,0 11,1 11,9 12,0 12,7 13,0 13,5 14,0 14,3 15,0 15,1 15,5 Schwinge A ,8 15,1 15,3 15,8 15,9 16,7 16,8 16,8 16,8 17,3 17,8 18,1 18,8 18,9 19,3 A ,5 15,8 16,0 16,5 16,6 17,4 17,5 17,5 17,5 18,0 18,5 18,8 19,5 19,6 20,0 A ,0 17,3 17,5 18,0 18,1 18,9 19,0 19,0 19,0 19,5 20,0 20,3 21,0 21,1 21,5 A ,2 17,5 17,7 18,2 18,3 19,1 19,2 19,2 19,2 19,7 20,2 20,5 21,2 21,3 21,7 A ,3 17,6 17,8 18,3 18,4 19,2 19,3 19,3 19,3 19,8 20,3 20,6 21,3 21,4 21,8 A ,5 17,8 18,0 18,5 18,6 19,4 19,5 19,5 19,5 20,0 20,5 20,8 21,5 21,6 22,0 A ,0 18,3 18,5 19,0 19,1 19,9 20,0 20,0 20,0 20,5 21,0 21,3 22,0 22,1 22,5 A ,0 19,3 19,5 20,0 20,1 20,9 21,0 21,0 21,0 21,5 22,0 22,3 23,0 23,1 23,5 A ,5 19,8 20,0 20,5 20,6 21,4 21,5 21,5 21,5 22,0 22,5 22,8 23,5 23,6 24,0 A ,6 19,9 20,1 20,6 20,7 21,5 21,6 21,6 21,6 22,1 22,6 22,9 23,6 23,7 24,1 A ,3 20,5 21,0 21,1 21,9 22,0 22,0 22,0 22,5 23,0 23,3 24,0 24,1 24,5 A ,5 20,7 21,2 21,3 22,1 22,2 22,2 22,2 22,7 23,2 23,5 24,2 24,3 24,7 A ,1 21,6 21,7 22,5 22,6 22,6 22,6 23,1 23,6 23,9 24,6 24,7 25,1 A ,3 22,4 23,2 23,3 23,3 23,3 23,8 24,3 24,6 25,3 25,4 25,8 C ,5 23,5 23,5 24,0 24,5 24,8 25,5 25,6 26,0 A ,6 22,7 23,5 23,6 23,6 23,6 24,1 24,6 24,9 25,6 25,7 26,1 A ,9 23,7 23,8 23,8 23,8 24,3 24,8 25,1 25,8 25,9 26,3 C ,0 24,0 24,0 24,5 25,0 25,3 26,0 26,1 26,5 A ,3 25,4 25,4 25,4 25,9 26,4 26,7 27,4 27,5 27,9 C ,5 25,5 25,5 26,0 26,5 26,8 27,5 27,6 28,0 C ,6 25,6 25,6 26,1 26,6 26,9 27,6 27,7 28,1 C ,0 26,0 26,5 27,0 27,3 28,0 28,1 28,5 C ,3 26,3 26,8 27,3 27,6 28,3 28,4 28,8 C ,6 27,1 27,6 27,9 28,6 28,7 29,1 H ,0 28,5 28,8 29,5 29,6 30,0 H ,1 28,6 28,9 29,6 29,7 30,1 H ,0 29,3 30,0 30,1 30,5 H ,6 29,9 30,6 30,7 31,1 I ,5 31,2 31,3 31,7 J ,6 32,7 33,1 J ,9 33,3 J ,1 S Bohrungs-ø 15,9 16,0 16,7 17,0 17,5 18,0 18,3 19,0 19,1 19,8 20,0 20,6 21,0 21,4 22,0 22,2 23,0 23,8 24,0 24,6 Schwinge B ,9 24,0 24,7 25,0 25,5 26,0 26,0 26,0 26,1 26,8 27,0 27,6 28,0 28,0 28,0 28,2 29,0 29,8 30,0 30,6 B ,4 24,5 25,2 25,5 26,0 26,5 26,5 26,5 26,6 27,3 27,5 28,1 28,5 28,5 28,5 28, ,3 30,5 31,1 B ,6 24,7 25,4 25,7 26,2 26,7 26,7 26,7 26,8 27,5 27,7 28,3 28,7 28,7 28,7 28,9 29,7 30,5 30,7 31,3 C ,9 26,0 26,7 27,0 27,5 28,0 28,0 28,0 28,1 28,8 29,0 29,6 30,0 30,0 30,0 30,2 31,0 31,8 32,0 32,6 C ,9 27,0 27,7 28,0 28,5 29,0 29,0 29,0 29,1 29,8 30,0 30,6 31,0 31,0 31,0 31,2 32,0 32,8 33,0 33,6 C ,3 27,4 28,1 28,4 28,9 29,4 29,4 29,4 29,5 30,2 30,4 31,0 31,4 31,4 31,4 31,6 32,4 33,2 33,4 34,0 C ,8 27,9 28,6 28,9 29,4 29,9 29,9 29,9 30,0 30,7 30,9 31,5 31,9 31,9 31,9 32,1 32,9 33,7 33,9 34,5 C ,4 28,5 29,2 29,5 30,0 30,5 30,5 30,5 30,6 31,3 31,5 32,1 32,5 32,5 32,5 32,7 33,5 34,3 34,5 35,1 C ,9 29,0 29,7 30,0 30,5 31,0 31,0 31,0 31,1 31,8 32,0 32,6 33,0 33,0 33,0 33,2 34,0 34,8 35,0 35,6 C ,0 29,1 29,8 30,1 30,6 31,1 31,1 31,1 31,2 31,9 32,1 32,7 33,1 33,1 33,1 33,3 34,1 34,9 35,1 35,7 D ,9 30,0 30,7 31,0 31,5 32,0 32,0 32,0 32,1 32,8 33,0 33,6 34,0 34,0 34,0 34,2 35,0 35,8 36,0 36,6 D ,4 31,5 32,2 32,5 33,0 33,5 33,5 33,5 33,6 34,3 34,5 35,1 35,5 35,5 35,5 35,7 36,5 37,3 37,5 38,1 D ,9 32,0 32,7 33,0 33,5 34,0 34,0 34,0 34,1 34,8 35,0 35,6 36,0 36,0 36,0 36,2 37,0 37,8 38,0 38,6 D ,0 32,1 32,8 33,1 33,6 34,1 34,1 34,1 34,2 34,9 35,1 35,7 36,1 36,1 36,1 36,3 37,1 37,9 38,1 38,7 D ,9 33,0 33,7 34,0 34,5 35,0 35,0 35,0 35,1 35,8 36,0 36,6 37,0 37,0 37,0 37,2 38,0 38,8 39,0 39,6 K ,3 33,4 34,1 34,4 34,9 35,4 35,4 35,4 35,5 36,2 36,4 37,0 37,4 37,4 37,4 37,6 38,4 39,2 39,4 40,0 K ,6 34,3 34,6 35,1 35,6 35,6 35,6 35,7 36,4 36,6 37,2 37,6 37,6 37,6 37,8 38,6 39,4 39,6 40,2 D ,9 38,1 38,9 39,7 39,9 40,5 D ,0 38,2 39,0 39,8 40,0 40,6 K ,7 36,0 36,5 37,0 37,0 37,0 37,1 37,8 38,0 38,6 39,0 39,0 39,0 39,2 40,0 40,8 41,0 41,6 L ,6 37,1 37,6 37,6 37,6 37,7 38,4 38,6 39,2 39,6 39,6 39,6 39,8 40,6 41,4 41,6 42,2 E ,0 40,2 41,0 41,8 42,0 42,6 L ,1 38,6 38,6 38,6 38,7 39,4 39,6 40,2 40,6 40,6 40,6 40,8 41,6 42,4 42,6 43,2 E ,0 41,2 42,0 42,8 43,0 43,6 M ,6 39,6 39,6 39,7 40,4 40,6 41,2 41,6 41,6 41,6 41,8 42,6 43,4 43,6 44,2 M ,9 39,9 40,0 40,7 40,9 41,5 41,9 41,9 41,9 42,1 42,9 43,7 43,9 44,5 M ,6 40,7 41,4 41,6 42,2 42,6 42,6 42,6 42,8 43,6 44,4 44,6 45,2 M ,9 41,6 41,8 42,4 42,8 42,8 42,8 43,0 43,8 44,6 44,8 45,4 M ,0 43,2 43,8 44,2 44,2 44,2 44,4 45,2 46,0 46,2 46,8 N ,6 44,2 44,6 44,6 44,6 44,8 45,6 46,4 46,6 47,2 N ,4 45,8 45,8 45,8 46,0 46,8 47,6 47,8 48,4 O ,6 46,6 46,6 46,8 47,6 48,4 48,6 49,2 O ,0 47,0 47,2 48,0 48,8 49,0 49,6 O ,6 47,8 48,6 49,4 49,6 50,2 O ,2 49,0 49,8 50,0 50,6 P ,6 51,4 51,6 52,2 P ,0 53,2 53,8 Q ,6 54,2 Q ,4 25
26 S Bohrungs-ø 25,0 25,4 26,0 26,2 27,0 27,8 28,0 28,6 29,0 29,4 30,0 Schwinge D ,0 33,4 34,0 34,2 35,0 35,8 36,0 36,6 37,0 37,4 38,0 D ,7 38,1 38,7 38,9 39,7 40,5 40,7 41,3 41,7 42,1 42,7 D ,0 38,4 39,0 39,2 40,0 40,8 41,0 41,6 42,0 42,4 43,0 D ,0 39,4 40,0 40,2 41,0 41,8 42,0 42,6 43,0 43,4 44,0 D ,0 40,4 41,0 41,2 42,0 42,8 43,0 43,6 44,0 44,4 45,0 D ,0 41,4 42,0 42,2 43,0 43,8 44,0 44,6 45,0 45,4 46,0 E ,0 42,4 43,0 43,2 44,0 44,8 45,0 45,6 46,0 46,4 47,0 E ,0 44,4 45,0 45,2 46,0 46,8 47,0 47,6 48,0 48,4 49,0 E ,0 45,4 46,0 46,2 47,0 47,8 48,0 48,6 49,0 49,4 50,0 E ,0 48,4 49,0 49,2 50,0 50,8 51,0 51,6 52,0 52,4 53,0 F ,0 50,4 51,0 51,2 52,0 52,8 53,0 53,6 54,0 54,4 55,0 F ,4 50,8 51,4 51,6 52,4 53,2 53,4 54,0 54,4 54,8 55,4 F ,6 52,2 52,4 53,2 54,0 54,2 54,8 55,2 55,6 56,2 F ,4 53,6 54,4 55,2 55,4 56,0 56,4 56,8 57,4 F ,0 54,8 55,6 55,8 56,4 56,8 57,2 57,8 G ,4 57,2 57,4 58,0 58,4 58,8 59,4 G ,8 59, 0 59, ,4 61,0 G ,4 60,0 60,4 60,8 61,4 G ,2 61,6 62,0 62,6 G ,4 62,8 63,4 G ,6 64,2 G ,4 S Bohrungs-ø 30,2 31,0 31,8 32,0 32,5 33,0 33,3 34,0 34,1 34,9 35,0 Schwinge D ,0 46,0 47,0 47,0 48,0 48,0 49,0 49,0 50,0 50,0 50,0 E ,8 47,8 48,8 48,8 49,8 49,8 50,8 50,8 51,8 51,8 51,8 E ,8 50,8 51,8 51,8 52,8 52,8 53,8 53,8 54,8 54,8 54,8 E ,0 51,0 52,0 52,0 53,0 53,0 54,0 54,0 55,0 55,0 55,0 F ,0 54,0 55,0 55,0 56,0 56,0 57,0 57,0 58,0 58,0 58,0 F ,2 54,2 55,2 55,2 56,2 56,2 57,2 57,2 58,2 58,2 58,2 G ,0 59,0 60,0 60,0 61,0 61,0 62,0 62,0 63,0 63,0 63,0 G ,0 60,0 61,0 61,0 62,0 62,0 63,0 63,0 64,0 64,0 64,0 G ,0 62,0 63,0 63,0 64,0 64,0 65,0 65,0 66,0 66,0 66,0 G ,0 65,0 66,0 66,0 67,0 67,0 68,0 68,0 68,0 G ,0 68,0 69,0 69,0 70,0 70,0 70,0 R ,0 71,0 72,0 72,0 72,0 R ,0 74,0 74,0 S Bohrungs-ø 35,7 36,0 36,5 37,0 37,3 38,0 38,1 38,9 39,0 39,7 40,0 40,5 41,0 41,3 42,0 42,1 42,9 43,0 Schwinge E ,0 53,0 54,0 54,0 55,0 55,0 56,0 56,0 56,0 57,0 57,0 58,0 58,0 59,0 59,0 60,0 60,0 60,0 E ,8 53,8 54,8 54,8 55,8 55,8 56,8 56,8 56,8 57,8 57,8 58,8 58,8 59,8 59,8 60,8 60,8 60,8 E ,0 54,0 55,0 55,0 56,0 56,0 57,0 57,0 57,0 58, ,0 59,0 60,0 60,0 61,0 61,0 61,0 E ,3 56,3 57,3 57,3 58,3 58,3 59,3 59,3 59,3 60,3 60,3 61,3 61,3 62,3 62,3 63,3 63,3 63,3 E ,0 57,0 58,0 58,0 59,0 59,0 60,0 60,0 60,0 61,0 61,0 62,0 62,0 63,0 63,0 64,0 64,0 64,0 E ,0 58,0 59,0 59,0 60,0 60,0 61,0 61,0 61,0 62,0 62,0 63,0 63,0 4,0 64,0 65,0 65,0 65,0 F ,9 60,9 61,9 61,9 62,9 62,9 63,9 63,9 63,9 64,9 64,9 65,9 65,9 66,9 66,9 67,9 67,9 67,9 F ,0 63,0 64,0 64,0 65,0 65,0 66,0 66,0 66,0 67,0 67,0 68,0 68,0 69,0 69,0 70,0 70,0 70,0 F ,3 64,3 65,3 65,3 66,3 66,3 67,3 67,3 67,3 68,3 68,3 69,3 69,3 70,3 70,3 71,3 71,3 71,3 G ,0 68,0 69,0 69,0 70,0 70,0 71,0 71,0 71,0 72,0 72,0 73,0 73,0 74,0 74,0 75,0 75,0 75,0 G ,0 69,0 70,0 70,0 71,0 71,0 72,0 72,0 72,0 73,0 73,0 74,0 74, ,0 76,0 76,0 76,0 R ,0 71,0 72,0 72,0 73,0 73,0 74,0 74,0 74,0 75,0 75,0 76,0 76,0 77,0 77,0 78,0 78,0 78,0 R ,0 74,0 75,0 75,0 76,0 76,0 76,0 77,0 77,0 78,0 78,0 79,0 79,0 80,0 80,0 80,0 S ,0 77,0 78,0 78,0 78,0 79,0 79,0 80,0 80,0 81,0 81,0 82,0 82,0 82,0 S ,0 80,0 80,0 81,0 81,0 82,0 82,0 83,0 83,0 84,0 84,0 84,0 S ,0 83,0 84,0 84,0 85,0 85,0 86,0 86,0 86,0 S ,0 86,0 87,0 87,0 88,0 88,0 88,0 S ,0 89,0 90,0 90,0 90,0 S ,0 92,0 92,0 S Bohrungs-ø 43,7 44,0 44,5 45,0 45,2 46,0 46,8 47,0 47,6 48,0 48,4 49,0 49,2 50,0 50,8 51,0 51,6 52,0 52,4 53,0 Schwinge F ,0 65,0 66,0 66,0 67,0 67,0 68,0 68,0 69,0 69,0 70,0 70,0 71,0 71,0 72,0 72,0 73,0 73,0 74,0 74,0 F ,9 67,9 68,9 68,9 69,9 69,9 70,9 70,9 71,9 71,9 72,9 72,9 73,9 73,9 74,9 74,9 75,9 75,9 76,9 76,9 F ,0 68,0 69,0 69,0 70,0 70,0 71,0 71,0 72,0 72,0 73,0 73,0 74,0 74,0 75, ,0 76,0 77,0 77,0 F ,0 70,0 71,0 71,0 72,0 72,0 73,0 73,0 74,0 74,0 75,0 75,0 76,0 76,0 77,0 77,0 78,0 78,0 79,0 79,0 F ,4 70,4 71,4 71,4 72,4 72,4 73,4 73,4 74,4 74,4 75,4 75,4 76,4 76,4 77,4 77,4 78,4 78,4 79,4 79,4 G ,8 75,8 76,8 76,8 77,8 77,8 78,8 78,8 79,8 79,8 80,8 80,8 81,8 81,8 82,8 82,8 83,8 83,8 84,8 84,8 G ,9 79,9 80,9 80,9 81,9 81,9 82,9 82,9 83,9 83,9 84,9 84,9 85,9 85,9 86,9 86,9 87,9 87,9 88,9 88,9 S ,0 81,0 82,0 82,0 83,0 83,0 84,0 84,0 85,0 85,0 86,0 86,0 87,0 87,0 88,0 88,0 89,0 89,0 90,0 90,0 S ,0 86,0 87,0 87,0 88,0 88,0 89,0 89,0 90,0 90,0 91,0 91,0 92,0 92,0 93,0 93,0 94,0 94,0 95,0 95,0 S ,0 87,0 88,0 88,0 89,0 89,0 90,0 90,0 91,0 91,0 92,0 92,0 93,0 93,0 94,0 94,0 95,0 95,0 96,0 96,0 S ,0 90,0 91,0 91,0 92,0 92,0 93,0 93,0 94,0 94,0 95,0 95,0 96,0 96,0 97,0 97,0 98,0 98,0 S ,0 92,0 93,0 93,0 94,0 94,0 95,0 95,0 96,0 96,0 97,0 97,0 98,0 98,0 99,0 99,0 S ,0 93,0 94,0 94,0 95,0 95,0 96,0 96,0 97,0 97,0 98,0 98,0 99,0 99,0 100,0 100,0 S ,0 96,0 97,0 97,0 98,0 98,0 99,0 99,0 100,0 100,0 101,0 101,0 102,0 102,0 T ,0 99,0 100,0 100,0 101,0 101,0 102,0 102,0 103,0 103,0 104,0 104,0 T ,0 102,0 103,0 103,0 104,0 104,0 105,0 105,0 106,0 106,0 T ,0 105,0 106,0 106,0 107,0 107,0 108,0 108,0 T ,0 108,0 109,0 109,0 110,0 110,0 T ,0 111,0 112,0 112,0 T ,0 114,0 26
27 S Bohrungs-ø 53,2 54,0 54,8 55,0 55,6 56,0 56,4 57,0 57,1 57,9 58,0 58,7 59,0 59,5 60,0 60,3 61,0 Schwinge S ,0 94,0 95,0 95,0 96,0 96,0 97,0 97,0 98,0 98,0 98,0 99,0 99,0 100,0 100,0 101,0 101,0 T ,0 108,0 109,0 109,0 110,0 110,0 111,0 111,0 112,0 112,0 112,0 113,0 113,0 114,0 114,0 115,0 115,0 T ,0 109,0 110,0 110,0 111,0 111,0 112,0 112,0 113,0 113,0 113,0 114,0 114,0 115,0 115,0 116,0 116,0 T ,0 112,0 113,0 113,0 114,0 114,0 115,0 115,0 115,0 116,0 116,0 117,0 117,0 118,0 118,0 T ,0 115,0 116,0 116,0 117,0 117,0 117,0 118,0 118,0 119,0 119,0 120,0 120,0 T ,0 118,0 119,0 119,0 119,0 120,0 120,0 121,0 121,0 122,0 122,0 T ,0 121,0 121,0 122,0 122,0 123,0 123,0 124,0 124,0 U ,0 124,0 125,0 125,0 126,0 126,0 U ,0 127,0 128,0 128,0 U ,0 130,0 S Bohrungs-ø 61,1 61,9 62,0 62,7 63,0 63,5 64,0 64,3 65,0 65,1 65,9 66,0 66,7 67,0 67,5 68,0 68,3 69,0 Schwinge S ,0 102,0 102,0 103,0 103,0 104,0 104,0 105,0 105,0 106,0 106,0 106,0 107,0 107,0 108,0 108,0 109,0 109,0 T ,0 116,0 116,0 117,0 117,0 118,0 118,0 119,0 119,0 120,0 120,0 120,0 121,0 121,0 122,0 122,0 123,0 123,0 T ,0 117,0 117,0 118,0 118,0 119,0 119,0 120,0 120,0 121,0 121,0 121,0 122,0 122,0 123,0 123,0 124,0 124,0 T ,0 119,0 119,0 120,0 120,0 121,0 121,0 122,0 122,0 123,0 123,0 123,0 124,0 124,0 125,0 125,0 126,0 126,0 T ,0 121,0 121,0 122,0 122,0 123,0 123,0 124,0 124,0 125,0 125,0 125,0 126,0 126,0 127,0 127,0 128,0 128,0 T ,0 123,0 123,0 124,0 124,0 125,0 125,0 126,0 126,0 127,0 127,0 127,0 128,0 128,0 129,0 129,0 130,0 130,0 T ,0 125,0 125,0 126,0 126,0 127,0 127,0 128,0 128,0 129,0 129,0 129,0 130,0 130,0 131,0 131,0 132,0 132,0 U ,0 127,0 127,0 128,0 128,0 129,0 129,0 130,0 130,0 131,0 131,0 131,0 132,0 132,0 133,0 133,0 134,0 134,0 U ,0 129,0 129,0 130,0 130,0 131,0 131,0 132,0 132,0 133,0 133,0 133,0 134,0 134,0 135,0 135,0 136,0 136,0 U ,0 131,0 131,0 132,0 132,0 133,0 133,0 134,0 134,0 135,0 135,0 135,0 136,0 136,0 137,0 137,0 138,0 138,0 U ,0 133,0 133,0 134,0 134,0 135,0 135,0 136,0 136,0 137,0 137,0 137,0 138,0 138,0 139,0 139,0 140,0 140,0 U ,0 136,0 137,0 137,0 138,0 138,0 139,0 139,0 139,0 140,0 140,0 141,0 141,0 142,0 142,0 U ,0 139,0 140,0 140,0 141,0 141,0 141,0 142,0 142,0 143,0 143,0 144,0 144,0 U ,0 142,0 143,0 143,0 143,0 144,0 144,0 145,0 145,0 146,0 146,0 U ,0 145,0 145,0 146,0 146,0 147,0 147,0 148,0 148,0 S Bohrungs-ø 69,1 69,9 70,0 70,6 71,0 71,4 72,0 72,2 73,0 73,8 74,0 74,6 75,0 75,4 76,0 76,2 Schwinge T ,0 124,0 124,0 125,0 125,0 126,0 126,0 127,0 127,0 128,0 128,0 129,0 129,0 130,0 130,0 131,0 U ,0 140,0 140,0 141,0 141,0 142,0 142,0 143,0 143,0 144,0 144,0 145,0 145,0 146,0 146,0 147,0 U ,0 141,0 141,0 142,0 142,0 143,0 143,0 144,0 144,0 145,0 145,0 146,0 146,0 147,0 147,0 148,0 U ,0 144,0 145,0 145,0 146,0 146,0 147,0 147,0 148,0 148,0 149,0 149,0 150,0 U ,0 147,0 148,0 148,0 149,0 149,0 150,0 150,0 151,0 151,0 152,0 U ,0 150,0 151,0 151,0 152,0 152,0 153,0 153,0 154,0 U ,0 153,0 154,0 154,0 155,0 155,0 156,0 SCHNEIDE (S) A HSS H C-0820 O K-1450 B HM-Gelötet I C-0900 P K-1550 C SPUN J C-1000 Q K-1650 D SPUN K K-1050 R EC20 E SPUN L K-1150 S EC25 F SPUN M K-1250 T EC32 G SPUN N K-1350 U EC40 ISO-K20 für Gußbearbeitung ISO-P40 für Stahlbearbeitung 27
28 Zeiterfassung für NC / CNC Maschine Proramm Erix-Senker L4 L /62 CS32 L3 L6 = 37 L4 L5 = 29 L3 L6 = 8 H = 100 J = 70 ST = 8 SA = 5 (Sicherheitsabstand) SA J A L6 SA+SA B1 B3 B2 Ø ST B6 B5 B7 B4 1+SA B9 B8 Ø Bearbeitungszeit Werkstück: Pumpengehäuse Material: Stahlguß Anzahl der Teile: 100 Anzahl der Senkoperationen: 1200 Ø 62 8 Schritt Z-weg Verschub Zeit B1 H (L4 L6 SA= ,5 B2 SA + SA= ,2 B3 J + (L3 L6= ,2 B4 SA + 4= 9 8,3 B5 (L3 L4) 4 + ST= ,4 B6 Verweilzeit 3 B7 (L3 L4)+1= ,3 B8 1 + SA= ,6 B9 J ST SA+ (L3 L4)+H+LY ,5 Tot. Zeit 60,0 70 Ø L6 6 Senkungen auf jeder Seite ergebnis Beim Einzatz von ERIX-Rückwärtssenkern werden Fertigungskosten von bis zu DM 7.200, oder ca. 60 Arbeitsstunden eingespart, die für die Bearbeitung anderer Teile verwendet werden können. Aufstellung der Kosten Werkzeug : Aufsteck-HSS- Erix-Senker Senkwerkzeug 90-33/62-CS32 Schneide: HSS HM-Wendeplatte Schnittgeschwindigk. Vc: 25m/min 50m/min Bearbeitungszeit: 4,0min 1min Maschinenkosten: 100,- 100,- Kosten pro Senkung: 3,50 1,- Senkungen Gesamt: 4300,- 1000,- 28 ProgramMieranleitung auf der nächsten Seite
29 ERIX-Rückwärtssenker bis Spindel 30 mm (ohne Führungshals) 1. Programm-Schritt Die RS-Spindel fährt vorwärts bis in die Bohrung, soweit daß die Schwinge mit Sicherheitsabstand (SA) vor der Bohrung zu stehen kommt. 2. Programm-Schritt A2 Die Schwinge klappt bei Berührung der Lochkante in die Spindelaussparung ein. Spindeldrehrichtung : links Drehzahl : U/min. S Vorschub : Eilgang F Formel für Z-Weg : H + L6 - SA mm Halt bei Z+ : Z+ Spindeldrehrichtung : links Vorschub :0,2 mm/u Vorschubgeschwindigkeit : Vorschub x Drehzahl F Formel für Z-Weg : SA + SA mm Halt bei Z+ : L4 - L6 - SA z+ 4. Programm-Schritt A4 Zerspanungsvorgang - Rückwärtssenken 3. Programm-Schritt A3 Eilvorschub bis die Schwinge mit Sicherheitsabstand aus der Bohrung herausschaut. Spindeldrehrichtung : links Vorschub : Eilgang F Formel für Z-Weg : J + L4 - L6 mm Halt bei Z- : J + SA Z- Spindeldrehrichtung : rechts Vorschub lt. Tabelle : mm/u Vorschubgeschwindigkeit : Vorschub x Drehzahl F Formel für Z+Weg : SA + ST mm Halt bei Z- : J - ST Z- 7 Programm-Schritt A7 Die Schwinge klappt bei Berührung der Lochkante in die Spindelaussparung ein S 5. Programm-Schritt A5 Vorschub-Stop (Spanauslauf mehr als eine Umdrehung) Programm-Schritt A6 Schneide von der Senkfläche wegfahren lüften. Spindeldrehrichtung : rechts Vorschub : Eilgang Maß für Z-Weg : 1 mm Halt bei Z- : J + SA Z- ST Bild J H X 10 Z0 d L6 R L4 Sicherheitsabstand SA: 5 mm Spindeldrehrichtung : links S Vorschubgeschwindigkeit : Vorschub x Drehzahl F Formel für Z+Weg : 1 + SA mm Halt bei Z- : J - ST - SA Z- 8. Programm-Schritt A8 Zurück zum Ausgangspunkt Vorschub : Eilgang F Halt bei Z+Maß : Referenzpunkt Z+ Werkstoff : GG26 Schnittgeschwindigkeit m/min : 40 Drehzahl u/min : 400 Vorschub mm/u : 0,16 Vorschubgeschwindigkeit mm/min. : 64 Schritt Formel für Z-Weg Z-Weg mm Stop bei Z Masch. S Spindel Drehr. Vorschub F 1 H + L6 SA links SA + SA links 80 3 J + L4 L links SA + ST rechts 64 5 Verweilzeit rechts stop 6 1 mm rechts SA links 80 8 J ST SA + H + L links
30 ERIX-Rückwärtssenker Spindeln über 30 mm (mit Führungshals) (Ermittlung Werkstück 0-Punkt und Werkzeug-Referenzpunkt R siehe Bild 1). 1. Programm-Schritt Die RS-Spindel fährt vorwärts bis in die Bohrung, soweit daß die Schwinge mit Sicherheitsabstand (SA) vor der Bohrung zum stehen kommt. 2. Programm-Schritt Die Schwinge klappt bei Berührung der Lochkante in die Spindelaussparung ein. Spindeldrehrichtung : links Drehzahl : U/min. S Vorschub : Eilgang F Formel für Z-Maß : H + L6 - SA mm Halt bei Z+ : Z+ 3. Programm-Schritt Eilvorschub bis die Schwinge (mit Hals) mit Sicherheitsabstand (SA) aus der Bohrung herausschaut. Spindeldrehrichtung : links Vorschub : 0,2 mm/u x Drehzahl F Formel für Z-Weg : SA + SA mm Halt bei Z+ : L4 - L6 - SA z+ 4. Programm-Schritt Der Führungshals gibt der Schwinge radialen Halt durch Führung in der Bohrung. ACHTUNG! Mit doppelter Drehzahl fahren! Spindeldrehrichtung : links Vorschub : Eilgang F Formel für Z-Weg : J + L3 - L6 mm Halt bei Z- : J + (L3 L4) + SA Z- Spindeldrehrichtung : rechts S Vorschub : max. 0.2 mm/u x Drehzahl F Formel für Z-Weg : SA + 4 mm Halt bei Z- : J + (L3 L4) 4 Z- 5. Programm-Schritt Zerspanungsvorgang - Rückwärtssenken 6. Programm-Schritt Vorschub-Stop (Spanauslauf mehr als eine Umdrehung). 7. Programm-Schritt Schwinge mit Hals wieder aus der Bohrung herausfahren. Spindeldrehrichtung : rechts Vorschub lt. Tabelle : mm/u Vorschubgeschwindigkeit : Vorschub x Drehzahl F Formel für Z+Weg : (L3 L4) 4 + ST mm Halt bei Z- : J + ST Z- 8. Programm-Schritt Die Schwinge klappt bei Berührung des Schwingenhalses an der Lochkante in die Spindelaussparung ein. Spindeldrehrichtung : rechts Vorschub : Eilgang F Formel für Z-Weg : (L3 L4) + 1 mm Halt bei Z- : J ST + (L3 L4) + 1 Z- Spindeldrehrichtung : links Vorschub : max. 0.2 mm/u Vorschubgeschwindigkeit : Vorschub x Drehzahl F Formel für Z+Weg : 1 + SA Halt bei Z- : J ST + (L3 L4) SA Z- 9. Programm-Schritt Zurück zum Ausgangspunkt Spindeldrehrichtung : links Vorschub : Eilgang F Formel für Z-Weg : J ST SA + (L3 L4) + H + l4 Halt bei Z+ : Referenzpunkt Z+ 30
31 Standard- und Halbstandard- Klemm- Inbus- Schwingen zum Senken und Abschrägen schraube schlüssel Standard- und Halbstandard- Klemm- Inbus- Schwingen zum Senken und Abschrägen schraube schlüssel 31
32 Der automatische Erix Rückwärtssenker wurde Anfang der siebziger Jahre von einem Mitarbeiter der Firma Eriksbergs Mekaniska Verkstad in Göteborg - damals eine weltbekannte Schiffswerft - entwickelt. In diesem Werk stellte man große Dieselmotoren für Schiffsantriebe her. An mehreren Teilen mußten Rückwärtssenkungen durchgeführt werden, mit den herkömmlichen Methoden eine schwierige und zeitraubende Bearbeitung. Das neu entwickelte Rückwärts-Senkwerkzeug vereinfachte diese Bearbeitung erheblich. Die Herstellung und der Verkauf dieses Werkzeuges wurden 1977 einer neu gegründeten Gesellschaft überlassen. Aus Rücksicht auf seinen Ursprung, der Werft, taufte man dieses Unternehmen ERIX TOOL AB. Seither wird der automatische Rückwärtssenker weltweit verkauft. Mehr als 30 Vertretungen in den meisten Industrieländern sorgen für die Verbreitung des Werkzeugs bei den Herstellern von Produkten aller Art - von winzigen Kamerateilen bis zu riesigen Maschinen für die Kernkraftindustrie. Andere Einsatzbeispiele sind Motoren, Turbinen, Pumpen, Ventile, Druckmaschinen, Straßenbaumaschinen, Landwirtschaftsmaschinen, handbetriebene und numerisch gesteuerte Werkzeugmaschinen. Früher oder später wird fast jede metallverarbeitende Industrie den automatischen Rückwärtssenker von ERIX als die ideale Lösung einsetzen. Bei kleinen manuell bedienten Maschinen und bei großen Werkzeugmaschinen bis zu automatischen Bearbeitungszentren spart der automatische Rückwärtssenker von ERIX in gleicher Weise Zeit und Geld. Dormer Tools, Postbus 248, NL-3100 AE Schiedam - Tel. +31 (0) dormer.de@dormertools.com Änderungen vorbehalten. ERIX T 10.13
Automatischer Rückwärtssenker
 Automatischer Rückwärtssenker PLANEN ABSCHRÄGEN SENKEN ENTGRATEN www.erixtool.com FUNKTION DER ERIX RÜCKWÄRTSSENKER 1 2 Inhalt 3 4 3 Vorschub und Drehzahlen 4 Störungsfreier Betrieb 5 6-7 Bearbeitung schwieriger
Automatischer Rückwärtssenker PLANEN ABSCHRÄGEN SENKEN ENTGRATEN www.erixtool.com FUNKTION DER ERIX RÜCKWÄRTSSENKER 1 2 Inhalt 3 4 3 Vorschub und Drehzahlen 4 Störungsfreier Betrieb 5 6-7 Bearbeitung schwieriger
Automatischer Rückwärtssenker
 Automatischer Rückwärtssenker PANEN ABSCHRÄGEN SENKEN ENTGRATEN www.erixtool.com FUNKTION DER ERIX RÜCKWÄRTSSENKER 1 2 3 4 5 6 PANEN l ABSCHRÄGEN l SENKEN l ENTGRATEN TECHNISCHE BESCHREIBUNG Der ERIX-Rückwärtssenker
Automatischer Rückwärtssenker PANEN ABSCHRÄGEN SENKEN ENTGRATEN www.erixtool.com FUNKTION DER ERIX RÜCKWÄRTSSENKER 1 2 3 4 5 6 PANEN l ABSCHRÄGEN l SENKEN l ENTGRATEN TECHNISCHE BESCHREIBUNG Der ERIX-Rückwärtssenker
CNC-Fräsen. Es ist eindeutig wir sollten die technischen Möglichkeiten für uns nutzen und dementsprechend
 Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Professionelle Seminare im Bereich MS-Office
 Der Name BEREICH.VERSCHIEBEN() ist etwas unglücklich gewählt. Man kann mit der Funktion Bereiche zwar verschieben, man kann Bereiche aber auch verkleinern oder vergrößern. Besser wäre es, die Funktion
Der Name BEREICH.VERSCHIEBEN() ist etwas unglücklich gewählt. Man kann mit der Funktion Bereiche zwar verschieben, man kann Bereiche aber auch verkleinern oder vergrößern. Besser wäre es, die Funktion
Seco Online Store! Einkauf per Mausklick!
 Seco Online Store! Einkauf per Mausklick! Wer Seco Online Store für die Auftragsbuchung nutzt anstatt Telefon oder Fax, spart eine Menge Zeit und Mühe. Die Auftragserteilung ist zuverlässig, schnell und
Seco Online Store! Einkauf per Mausklick! Wer Seco Online Store für die Auftragsbuchung nutzt anstatt Telefon oder Fax, spart eine Menge Zeit und Mühe. Die Auftragserteilung ist zuverlässig, schnell und
Dieser Ablauf soll eine Hilfe für die tägliche Arbeit mit der SMS Bestätigung im Millennium darstellen.
 Millennium SMS Service Schnellübersicht Seite 1 von 6 1. Tägliche Arbeiten mit der SMS Bestätigung Dieser Ablauf soll eine Hilfe für die tägliche Arbeit mit der SMS Bestätigung im Millennium darstellen.
Millennium SMS Service Schnellübersicht Seite 1 von 6 1. Tägliche Arbeiten mit der SMS Bestätigung Dieser Ablauf soll eine Hilfe für die tägliche Arbeit mit der SMS Bestätigung im Millennium darstellen.
Produktbeschreibung Pumpe TM1 elektrisch
 Produktbeschreibung Pumpe TM1 elektrisch ANWENDUNG Die Pumpe TM1 hat ein großes Einsatzgebiet, eignet sich aber insbesondere für kleine Maschinen mit nicht mehr als ca. 20 Schmierstellen (siehe technische
Produktbeschreibung Pumpe TM1 elektrisch ANWENDUNG Die Pumpe TM1 hat ein großes Einsatzgebiet, eignet sich aber insbesondere für kleine Maschinen mit nicht mehr als ca. 20 Schmierstellen (siehe technische
Einbauanleitung. Zahlenkombinationsschloss 7800. 1 Merkmale
 Einbauanleitung Zahlenkombinationsschloss 7800 1 Merkmale Das Zahlenkombinationsschloss 7800 ist ein abtastgeschütztes 3-Scheiben-Kombinationsschloss und ist sehr einfach zu montieren. Das Schloss hat
Einbauanleitung Zahlenkombinationsschloss 7800 1 Merkmale Das Zahlenkombinationsschloss 7800 ist ein abtastgeschütztes 3-Scheiben-Kombinationsschloss und ist sehr einfach zu montieren. Das Schloss hat
Datensicherung. Beschreibung der Datensicherung
 Datensicherung Mit dem Datensicherungsprogramm können Sie Ihre persönlichen Daten problemlos Sichern. Es ist möglich eine komplette Datensicherung durchzuführen, aber auch nur die neuen und geänderten
Datensicherung Mit dem Datensicherungsprogramm können Sie Ihre persönlichen Daten problemlos Sichern. Es ist möglich eine komplette Datensicherung durchzuführen, aber auch nur die neuen und geänderten
Lieber SPAMRobin -Kunde!
 Lieber SPAMRobin -Kunde! Wir freuen uns, dass Sie sich für SPAMRobin entschieden haben. Mit diesem Leitfaden möchten wir Ihnen die Kontoeinrichtung erleichtern und die Funktionen näher bringen. Bitte führen
Lieber SPAMRobin -Kunde! Wir freuen uns, dass Sie sich für SPAMRobin entschieden haben. Mit diesem Leitfaden möchten wir Ihnen die Kontoeinrichtung erleichtern und die Funktionen näher bringen. Bitte führen
Motor Steuerung. Grundlagen. Bildquelle: Auto & Technik. Grundlagen. AGVS Ausbildungszentrum Berner Oberland 1/10
 Bildquelle: Auto & Technik Motor AGVS Ausbildungszentrum Berner Oberland 1/10 L:\Kurse\ab 2012\AF 1.2\1 Theorien\Motor.doc 26.08.2013 INHALTSVERZEICHNIS BENZINMOTOR AUFBAU... 3 DIESELMOTOR... 4 4-TAKT
Bildquelle: Auto & Technik Motor AGVS Ausbildungszentrum Berner Oberland 1/10 L:\Kurse\ab 2012\AF 1.2\1 Theorien\Motor.doc 26.08.2013 INHALTSVERZEICHNIS BENZINMOTOR AUFBAU... 3 DIESELMOTOR... 4 4-TAKT
iloq Privus Bedienungsanleitung Schließanlagen Programmierung Version 1 - Copyright 2013
 iloq Privus Schließanlagen Programmierung Version 1 - Copyright 2013 Kurth Electronic GmbH Kommunikations- & Sicherheitssysteme / Im Scherbental 5 / 72800 Eningen u. A. Tel: +49-7121-9755-0 / Fax: +49-7121-9755-56
iloq Privus Schließanlagen Programmierung Version 1 - Copyright 2013 Kurth Electronic GmbH Kommunikations- & Sicherheitssysteme / Im Scherbental 5 / 72800 Eningen u. A. Tel: +49-7121-9755-0 / Fax: +49-7121-9755-56
Urlaubsregel in David
 Urlaubsregel in David Inhaltsverzeichnis KlickDown Beitrag von Tobit...3 Präambel...3 Benachrichtigung externer Absender...3 Erstellen oder Anpassen des Anworttextes...3 Erstellen oder Anpassen der Auto-Reply-Regel...5
Urlaubsregel in David Inhaltsverzeichnis KlickDown Beitrag von Tobit...3 Präambel...3 Benachrichtigung externer Absender...3 Erstellen oder Anpassen des Anworttextes...3 Erstellen oder Anpassen der Auto-Reply-Regel...5
Installationsanleitung Maschinenkonfiguration und PP s. Release: VISI 21 Autor: Anja Gerlach Datum: 18. Dezember 2012 Update: 18.
 Installationsanleitung Maschinenkonfiguration und PP s Release: VISI 21 Autor: Anja Gerlach Datum: 18. Dezember 2012 Update: 18.Februar 2015 Inhaltsverzeichnis 1 Einbinden der Postprozessoren... 3 1.1
Installationsanleitung Maschinenkonfiguration und PP s Release: VISI 21 Autor: Anja Gerlach Datum: 18. Dezember 2012 Update: 18.Februar 2015 Inhaltsverzeichnis 1 Einbinden der Postprozessoren... 3 1.1
Lineargleichungssysteme: Additions-/ Subtraktionsverfahren
 Lineargleichungssysteme: Additions-/ Subtraktionsverfahren W. Kippels 22. Februar 2014 Inhaltsverzeichnis 1 Einleitung 2 2 Lineargleichungssysteme zweiten Grades 2 3 Lineargleichungssysteme höheren als
Lineargleichungssysteme: Additions-/ Subtraktionsverfahren W. Kippels 22. Februar 2014 Inhaltsverzeichnis 1 Einleitung 2 2 Lineargleichungssysteme zweiten Grades 2 3 Lineargleichungssysteme höheren als
Grundlagen der Theoretischen Informatik, SoSe 2008
 1. Aufgabenblatt zur Vorlesung Grundlagen der Theoretischen Informatik, SoSe 2008 (Dr. Frank Hoffmann) Lösung von Manuel Jain und Benjamin Bortfeldt Aufgabe 2 Zustandsdiagramme (6 Punkte, wird korrigiert)
1. Aufgabenblatt zur Vorlesung Grundlagen der Theoretischen Informatik, SoSe 2008 (Dr. Frank Hoffmann) Lösung von Manuel Jain und Benjamin Bortfeldt Aufgabe 2 Zustandsdiagramme (6 Punkte, wird korrigiert)
Anwendungsbeispiele. Neuerungen in den E-Mails. Webling ist ein Produkt der Firma:
 Anwendungsbeispiele Neuerungen in den E-Mails Webling ist ein Produkt der Firma: Inhaltsverzeichnis 1 Neuerungen in den E- Mails 2 Was gibt es neues? 3 E- Mail Designs 4 Bilder in E- Mails einfügen 1 Neuerungen
Anwendungsbeispiele Neuerungen in den E-Mails Webling ist ein Produkt der Firma: Inhaltsverzeichnis 1 Neuerungen in den E- Mails 2 Was gibt es neues? 3 E- Mail Designs 4 Bilder in E- Mails einfügen 1 Neuerungen
Leichte-Sprache-Bilder
 Leichte-Sprache-Bilder Reinhild Kassing Information - So geht es 1. Bilder gucken 2. anmelden für Probe-Bilder 3. Bilder bestellen 4. Rechnung bezahlen 5. Bilder runterladen 6. neue Bilder vorschlagen
Leichte-Sprache-Bilder Reinhild Kassing Information - So geht es 1. Bilder gucken 2. anmelden für Probe-Bilder 3. Bilder bestellen 4. Rechnung bezahlen 5. Bilder runterladen 6. neue Bilder vorschlagen
Anleitung RÄUME BUCHEN MIT OUTLOOK FÜR VERWALTUNGSANGESTELLTE
 Anleitung RÄUME BUCHEN MIT OUTLOOK FÜR VERWALTUNGSANGESTELLTE Dezernat 6 Abteilung 4 Stand: 14.Oktober 2014 Inhalt 1. Einleitung 3 2. Räume & gemeinsame Termine finden 3 3. Rüstzeit 8 4. FAQ: Oft gestellte
Anleitung RÄUME BUCHEN MIT OUTLOOK FÜR VERWALTUNGSANGESTELLTE Dezernat 6 Abteilung 4 Stand: 14.Oktober 2014 Inhalt 1. Einleitung 3 2. Räume & gemeinsame Termine finden 3 3. Rüstzeit 8 4. FAQ: Oft gestellte
Archiv - Berechtigungen
 Archiv - Berechtigungen - 1 Inhaltsverzeichnis 1. Grunddefinitionen...3 1.1. Mögliche Definitionen...3 1.1.1. Programme...3 1.1.2. Prinzipale...3 1.1.3 Archivzugriff...3 1.2. Leserichtung...3 1.2.1. Ordnerbezogen...3
Archiv - Berechtigungen - 1 Inhaltsverzeichnis 1. Grunddefinitionen...3 1.1. Mögliche Definitionen...3 1.1.1. Programme...3 1.1.2. Prinzipale...3 1.1.3 Archivzugriff...3 1.2. Leserichtung...3 1.2.1. Ordnerbezogen...3
Tipps & Tricks im CRM
 Tipps & Tricks im CRM 1. Mehrere Datensätze gleichzeitig bearbeiten S. 2 2. Änderung der Spaltenreihenfolge S. 3 3. Auto-Vervollständigung S. 3 4. Katalogwert wählen, ohne Katalog zu öffnen S. 4 5. Tastenkombination
Tipps & Tricks im CRM 1. Mehrere Datensätze gleichzeitig bearbeiten S. 2 2. Änderung der Spaltenreihenfolge S. 3 3. Auto-Vervollständigung S. 3 4. Katalogwert wählen, ohne Katalog zu öffnen S. 4 5. Tastenkombination
Stellen Sie bitte den Cursor in die Spalte B2 und rufen die Funktion Sverweis auf. Es öffnet sich folgendes Dialogfenster
 Es gibt in Excel unter anderem die so genannten Suchfunktionen / Matrixfunktionen Damit können Sie Werte innerhalb eines bestimmten Bereichs suchen. Als Beispiel möchte ich die Funktion Sverweis zeigen.
Es gibt in Excel unter anderem die so genannten Suchfunktionen / Matrixfunktionen Damit können Sie Werte innerhalb eines bestimmten Bereichs suchen. Als Beispiel möchte ich die Funktion Sverweis zeigen.
Diese Ansicht erhalten Sie nach der erfolgreichen Anmeldung bei Wordpress.
 Anmeldung http://www.ihredomain.de/wp-admin Dashboard Diese Ansicht erhalten Sie nach der erfolgreichen Anmeldung bei Wordpress. Das Dashboard gibt Ihnen eine kurze Übersicht, z.b. Anzahl der Beiträge,
Anmeldung http://www.ihredomain.de/wp-admin Dashboard Diese Ansicht erhalten Sie nach der erfolgreichen Anmeldung bei Wordpress. Das Dashboard gibt Ihnen eine kurze Übersicht, z.b. Anzahl der Beiträge,
Der vorliegende Konverter unterstützt Sie bei der Konvertierung der Datensätze zu IBAN und BIC.
 Anleitung Konverter Letzte Aktualisierung dieses Dokumentes: 14.11.2013 Der vorliegende Konverter unterstützt Sie bei der Konvertierung der Datensätze zu IBAN und BIC. Wichtiger Hinweis: Der Konverter
Anleitung Konverter Letzte Aktualisierung dieses Dokumentes: 14.11.2013 Der vorliegende Konverter unterstützt Sie bei der Konvertierung der Datensätze zu IBAN und BIC. Wichtiger Hinweis: Der Konverter
Universal Anleitung: Gas & CO2 Pistolenmagazine abdichten
 Universal Anleitung: Gas & CO2 Pistolenmagazine abdichten Gliederung 1. Wichtige, einführende Hinweise 2. Wann und wo ist mein Magazin undicht? 3. Gas Pistolen Magazine Abdichten 4. CO2 Pistolen Magazine
Universal Anleitung: Gas & CO2 Pistolenmagazine abdichten Gliederung 1. Wichtige, einführende Hinweise 2. Wann und wo ist mein Magazin undicht? 3. Gas Pistolen Magazine Abdichten 4. CO2 Pistolen Magazine
1 Stk. SCM SUPERSET NT Profilfräsautomat
 1 Stk. SCM SUPERSET NT Profilfräsautomat ALLGEMEINE MERKMALE Maschinenbett Maschinenbett aus massivem Stahl mit großzügig bemessenen Verstärkungsrippen und tragender Hohlkörperkonstruktion. Die Schwingungen
1 Stk. SCM SUPERSET NT Profilfräsautomat ALLGEMEINE MERKMALE Maschinenbett Maschinenbett aus massivem Stahl mit großzügig bemessenen Verstärkungsrippen und tragender Hohlkörperkonstruktion. Die Schwingungen
Stark für die Energietechnik
 Stark für die Energietechnik GÜHRING - WELTWEIT IHR PARTNER Stark für die Energietechnik Gewindebohrer für Metrische ISO-Gewinde, M16 - M39 SW d2 l 1 l 2 d 1 d k Artikel-Nr. 778 Schneidstoff Norm DIN 2184-1
Stark für die Energietechnik GÜHRING - WELTWEIT IHR PARTNER Stark für die Energietechnik Gewindebohrer für Metrische ISO-Gewinde, M16 - M39 SW d2 l 1 l 2 d 1 d k Artikel-Nr. 778 Schneidstoff Norm DIN 2184-1
Matrix42. Use Case - Sicherung und Rücksicherung persönlicher Einstellungen über Personal Backup. Version 1.0.0. 23. September 2015 - 1 -
 Matrix42 Use Case - Sicherung und Rücksicherung persönlicher Version 1.0.0 23. September 2015-1 - Inhaltsverzeichnis 1 Einleitung 3 1.1 Beschreibung 3 1.2 Vorbereitung 3 1.3 Ziel 3 2 Use Case 4-2 - 1 Einleitung
Matrix42 Use Case - Sicherung und Rücksicherung persönlicher Version 1.0.0 23. September 2015-1 - Inhaltsverzeichnis 1 Einleitung 3 1.1 Beschreibung 3 1.2 Vorbereitung 3 1.3 Ziel 3 2 Use Case 4-2 - 1 Einleitung
Neue Möglichkeiten mit Mikrobearbeitung
 Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Handbuch Fischertechnik-Einzelteiltabelle V3.7.3
 Handbuch Fischertechnik-Einzelteiltabelle V3.7.3 von Markus Mack Stand: Samstag, 17. April 2004 Inhaltsverzeichnis 1. Systemvorraussetzungen...3 2. Installation und Start...3 3. Anpassen der Tabelle...3
Handbuch Fischertechnik-Einzelteiltabelle V3.7.3 von Markus Mack Stand: Samstag, 17. April 2004 Inhaltsverzeichnis 1. Systemvorraussetzungen...3 2. Installation und Start...3 3. Anpassen der Tabelle...3
SUPERSPRINGS. Schraubendruckfedern
 SUPERSPRINGS Schraubendruckfedern Die Geschichte der SuperSprings Unsere eigenen Erwar tun - gen an Schraubendruck - federn sind sehr hoch, deshalb haben wir eines der anspruchsvollsten Produktionswerke
SUPERSPRINGS Schraubendruckfedern Die Geschichte der SuperSprings Unsere eigenen Erwar tun - gen an Schraubendruck - federn sind sehr hoch, deshalb haben wir eines der anspruchsvollsten Produktionswerke
Anleitung E-Mail - Archivierung
 Anleitung E-Mail - Archivierung Aufgrund unserer langjährigen Erfahrung, wissen wir um viele Kundenprobleme in der Bedienung von IKT-Produkten. Um solche Probleme bei der Nutzung der Net4You Produkte zu
Anleitung E-Mail - Archivierung Aufgrund unserer langjährigen Erfahrung, wissen wir um viele Kundenprobleme in der Bedienung von IKT-Produkten. Um solche Probleme bei der Nutzung der Net4You Produkte zu
Das große ElterngeldPlus 1x1. Alles über das ElterngeldPlus. Wer kann ElterngeldPlus beantragen? ElterngeldPlus verstehen ein paar einleitende Fakten
 Das große x -4 Alles über das Wer kann beantragen? Generell kann jeder beantragen! Eltern (Mütter UND Väter), die schon während ihrer Elternzeit wieder in Teilzeit arbeiten möchten. Eltern, die während
Das große x -4 Alles über das Wer kann beantragen? Generell kann jeder beantragen! Eltern (Mütter UND Väter), die schon während ihrer Elternzeit wieder in Teilzeit arbeiten möchten. Eltern, die während
Montageanleitung Zahnriemenspannrolle 979680 (979413/900019) Audi 2,5L V6 TDI für den A4, A6, A8 nur für Einspritzpumpe Stand: 18.02.
 Audi 2,5L V6 TDI für den A4, A6, A8 nur für Einspritzpumpe Stand: 18.02.") Entfernung des Zahnriemens 1. Motor und Spannrolle müssen beide vor der Installation auf Umgebungstemperatur abgekühlt sein, damit eine ordnungsgemäße Einstellung der Riemenspannung gewährleistet wird.
Entfernung des Zahnriemens 1. Motor und Spannrolle müssen beide vor der Installation auf Umgebungstemperatur abgekühlt sein, damit eine ordnungsgemäße Einstellung der Riemenspannung gewährleistet wird.
Mediumwechsel - VR-NetWorld Software
 Mediumwechsel - VR-NetWorld Software Die personalisierte VR-BankCard mit HBCI wird mit einem festen Laufzeitende ausgeliefert. Am Ende der Laufzeit müssen Sie die bestehende VR-BankCard gegen eine neue
Mediumwechsel - VR-NetWorld Software Die personalisierte VR-BankCard mit HBCI wird mit einem festen Laufzeitende ausgeliefert. Am Ende der Laufzeit müssen Sie die bestehende VR-BankCard gegen eine neue
Kurzanleitung MAN E-Learning (WBT)
") Kurzanleitung MAN E-Learning (WBT) Um Ihr gebuchtes E-Learning zu bearbeiten, starten Sie bitte das MAN Online- Buchungssystem (ICPM / Seminaris) unter dem Link www.man-academy.eu Klicken Sie dann auf
Kurzanleitung MAN E-Learning (WBT) Um Ihr gebuchtes E-Learning zu bearbeiten, starten Sie bitte das MAN Online- Buchungssystem (ICPM / Seminaris) unter dem Link www.man-academy.eu Klicken Sie dann auf
AOK Pflege: Praxisratgeber Sturzprävention Übungen zur Stärkung des Gleichgewichts
 Gut für das Gleichgewicht Ein trainierter Gleichgewichtssinn gibt dem Pflegebedürftigen Sicherheit und Selbstvertrauen. Je abwechslungsreicher die Bewegungen, desto besser wird das Zusammenspiel von Muskeln
Gut für das Gleichgewicht Ein trainierter Gleichgewichtssinn gibt dem Pflegebedürftigen Sicherheit und Selbstvertrauen. Je abwechslungsreicher die Bewegungen, desto besser wird das Zusammenspiel von Muskeln
Mit der Maus im Menü links auf den Menüpunkt 'Seiten' gehen und auf 'Erstellen klicken.
 Seite erstellen Mit der Maus im Menü links auf den Menüpunkt 'Seiten' gehen und auf 'Erstellen klicken. Es öffnet sich die Eingabe Seite um eine neue Seite zu erstellen. Seiten Titel festlegen Den neuen
Seite erstellen Mit der Maus im Menü links auf den Menüpunkt 'Seiten' gehen und auf 'Erstellen klicken. Es öffnet sich die Eingabe Seite um eine neue Seite zu erstellen. Seiten Titel festlegen Den neuen
Umgang mit der Software ebuddy Ändern von IP Adresse, Firmware und erstellen von Backups von ewon Geräten.
 ewon - Technical Note Nr. 001 Version 1.3 Umgang mit der Software ebuddy Ändern von IP Adresse, Firmware und erstellen von Backups von ewon Geräten. 19.10.2006/SI Übersicht: 1. Thema 2. Benötigte Komponenten
ewon - Technical Note Nr. 001 Version 1.3 Umgang mit der Software ebuddy Ändern von IP Adresse, Firmware und erstellen von Backups von ewon Geräten. 19.10.2006/SI Übersicht: 1. Thema 2. Benötigte Komponenten
info@kohlhoff-online.de - www.kohlhoff-online.de
 Umrüstung von herkömmlichen Ruderlager-Buchsen zu JEFA Nadellagern Das Problem kennt man auf der ganzen Welt Ruderwellen in Gleitlagern geführt mit viel Spiel entweder zu fest oder immer zu lose unter
Umrüstung von herkömmlichen Ruderlager-Buchsen zu JEFA Nadellagern Das Problem kennt man auf der ganzen Welt Ruderwellen in Gleitlagern geführt mit viel Spiel entweder zu fest oder immer zu lose unter
Mediumwechsel - VR-NetWorld Software
 Mediumwechsel - VR-NetWorld Software Die personalisierte VR-NetWorld-Card wird mit einem festen Laufzeitende ausgeliefert. Am Ende der Laufzeit müssen Sie die bestehende VR-NetWorld-Card gegen eine neue
Mediumwechsel - VR-NetWorld Software Die personalisierte VR-NetWorld-Card wird mit einem festen Laufzeitende ausgeliefert. Am Ende der Laufzeit müssen Sie die bestehende VR-NetWorld-Card gegen eine neue
YouTube: Video-Untertitel übersetzen
 Der Easytrans24.com-Ratgeber YouTube: Video-Untertitel übersetzen Wie Sie mit Hilfe von Easytrans24.com in wenigen Schritten Untertitel für Ihre YouTube- Videos in mehrere Sprachen übersetzen lassen können.
Der Easytrans24.com-Ratgeber YouTube: Video-Untertitel übersetzen Wie Sie mit Hilfe von Easytrans24.com in wenigen Schritten Untertitel für Ihre YouTube- Videos in mehrere Sprachen übersetzen lassen können.
Novell Client. Anleitung. zur Verfügung gestellt durch: ZID Dezentrale Systeme. Februar 2015. ZID Dezentrale Systeme
 Novell Client Anleitung zur Verfügung gestellt durch: ZID Dezentrale Systeme Februar 2015 Seite 2 von 8 Mit der Einführung von Windows 7 hat sich die Novell-Anmeldung sehr stark verändert. Der Novell Client
Novell Client Anleitung zur Verfügung gestellt durch: ZID Dezentrale Systeme Februar 2015 Seite 2 von 8 Mit der Einführung von Windows 7 hat sich die Novell-Anmeldung sehr stark verändert. Der Novell Client
40-Tage-Wunder- Kurs. Umarme, was Du nicht ändern kannst.
 40-Tage-Wunder- Kurs Umarme, was Du nicht ändern kannst. Das sagt Wikipedia: Als Wunder (griechisch thauma) gilt umgangssprachlich ein Ereignis, dessen Zustandekommen man sich nicht erklären kann, so dass
40-Tage-Wunder- Kurs Umarme, was Du nicht ändern kannst. Das sagt Wikipedia: Als Wunder (griechisch thauma) gilt umgangssprachlich ein Ereignis, dessen Zustandekommen man sich nicht erklären kann, so dass
Anwendungsbeispiele Buchhaltung
 Rechnungen erstellen mit Webling Webling ist ein Produkt der Firma: Inhaltsverzeichnis 1 Rechnungen erstellen mit Webling 1.1 Rechnung erstellen und ausdrucken 1.2 Rechnung mit Einzahlungsschein erstellen
Rechnungen erstellen mit Webling Webling ist ein Produkt der Firma: Inhaltsverzeichnis 1 Rechnungen erstellen mit Webling 1.1 Rechnung erstellen und ausdrucken 1.2 Rechnung mit Einzahlungsschein erstellen
AGROPLUS Buchhaltung. Daten-Server und Sicherheitskopie. Version vom 21.10.2013b
 AGROPLUS Buchhaltung Daten-Server und Sicherheitskopie Version vom 21.10.2013b 3a) Der Daten-Server Modus und der Tresor Der Daten-Server ist eine Betriebsart welche dem Nutzer eine grosse Flexibilität
AGROPLUS Buchhaltung Daten-Server und Sicherheitskopie Version vom 21.10.2013b 3a) Der Daten-Server Modus und der Tresor Der Daten-Server ist eine Betriebsart welche dem Nutzer eine grosse Flexibilität
Wasserzeichen mit Paint-Shop-Pro 9 (geht auch mit den anderen Versionen. Allerdings könnten die Bezeichnungen und Ansichten etwas anders sein)
") Wasserzeichen mit Paint-Shop-Pro 9 (geht auch mit den anderen Versionen. Allerdings könnten die Bezeichnungen und Ansichten etwas anders sein) Öffne ein neues Bild ca. 200 x 200, weiß (Datei - neu) Aktiviere
Wasserzeichen mit Paint-Shop-Pro 9 (geht auch mit den anderen Versionen. Allerdings könnten die Bezeichnungen und Ansichten etwas anders sein) Öffne ein neues Bild ca. 200 x 200, weiß (Datei - neu) Aktiviere
easysolution GmbH easynet Bessere Kommunikation durch die Weiterleitung von easynet-nachrichten per E-Mail nach Hause
 easynet Bessere Kommunikation durch die Weiterleitung von easynet-nachrichten per E-Mail nach Hause Allgemeines easynet ist die Informationszentrale im Unternehmen! Immer wichtiger wird es zukünftig sein,
easynet Bessere Kommunikation durch die Weiterleitung von easynet-nachrichten per E-Mail nach Hause Allgemeines easynet ist die Informationszentrale im Unternehmen! Immer wichtiger wird es zukünftig sein,
Erstellen von x-y-diagrammen in OpenOffice.calc
 Erstellen von x-y-diagrammen in OpenOffice.calc In dieser kleinen Anleitung geht es nur darum, aus einer bestehenden Tabelle ein x-y-diagramm zu erzeugen. D.h. es müssen in der Tabelle mindestens zwei
Erstellen von x-y-diagrammen in OpenOffice.calc In dieser kleinen Anleitung geht es nur darum, aus einer bestehenden Tabelle ein x-y-diagramm zu erzeugen. D.h. es müssen in der Tabelle mindestens zwei
ACDSee Pro 2. ACDSee Pro 2 Tutorials: Übertragung von Fotos (+ Datenbank) auf einen anderen Computer. Über Metadaten und die Datenbank
 auf einen anderen Computer. Über Metadaten und die Datenbank") Tutorials: Übertragung von Fotos (+ ) auf einen anderen Computer Export der In dieser Lektion erfahren Sie, wie Sie am effektivsten Fotos von einem Computer auf einen anderen übertragen. Wenn Sie Ihre
Tutorials: Übertragung von Fotos (+ ) auf einen anderen Computer Export der In dieser Lektion erfahren Sie, wie Sie am effektivsten Fotos von einem Computer auf einen anderen übertragen. Wenn Sie Ihre
1. Die Maße für ihren Vorbaurollladen müssen von außen genommen werden.
 Vorbaurollladen Massanleitung Sehr geehrte Kunden, diese Maßanleitung dient zur korrekten Ermittlung der für den RDEMCHER Vorbaurollladen Konfigurator notwendigen Maße. Um diese nleitung optimal nutzen
Vorbaurollladen Massanleitung Sehr geehrte Kunden, diese Maßanleitung dient zur korrekten Ermittlung der für den RDEMCHER Vorbaurollladen Konfigurator notwendigen Maße. Um diese nleitung optimal nutzen
Inhalt. 1. Einleitung Seite 3. 2. Schritt für Schritt Seite 4. 3. Tipps und Tricks Seite 6
 Gebrauchsanleitung Inhalt 1. Einleitung Seite 3 2. Schritt für Schritt Seite 4 3. Tipps und Tricks Seite 6 2 Einleitung Vielen Dank, dass Sie einer GrooVi-Maschine den Vorzug gegeben haben! Diese Gebrauchsanleitung
Gebrauchsanleitung Inhalt 1. Einleitung Seite 3 2. Schritt für Schritt Seite 4 3. Tipps und Tricks Seite 6 2 Einleitung Vielen Dank, dass Sie einer GrooVi-Maschine den Vorzug gegeben haben! Diese Gebrauchsanleitung
Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])
![Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])](/thumbs/29/13170670.jpg "Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])") 3.7 Erstellen einer Collage Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu]) Dann Größe des Dokuments festlegen beispielsweise A4 (weitere
3.7 Erstellen einer Collage Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu]) Dann Größe des Dokuments festlegen beispielsweise A4 (weitere
Wie Sie mit Mastern arbeiten
 Wie Sie mit Mastern arbeiten Was ist ein Master? Einer der großen Vorteile von EDV besteht darin, dass Ihnen der Rechner Arbeit abnimmt. Diesen Vorteil sollten sie nutzen, wo immer es geht. In PowerPoint
Wie Sie mit Mastern arbeiten Was ist ein Master? Einer der großen Vorteile von EDV besteht darin, dass Ihnen der Rechner Arbeit abnimmt. Diesen Vorteil sollten sie nutzen, wo immer es geht. In PowerPoint
Nachricht der Kundenbetreuung
 Cisco WebEx: Service-Pack vom [[DATE]] für [[WEBEXURL]] Sehr geehrter Cisco WebEx-Kunde, Cisco WebEx sendet diese Mitteilung an wichtige Geschäftskontakte unter https://[[webexurl]]. Ab Samstag, 1. November
Cisco WebEx: Service-Pack vom [[DATE]] für [[WEBEXURL]] Sehr geehrter Cisco WebEx-Kunde, Cisco WebEx sendet diese Mitteilung an wichtige Geschäftskontakte unter https://[[webexurl]]. Ab Samstag, 1. November
Die Beschreibung bezieht sich auf die Version Dreamweaver 4.0. In der Version MX ist die Sitedefinition leicht geändert worden.
 In einer Website haben Seiten oft das gleiche Layout. Speziell beim Einsatz von Tabellen, in denen die Navigation auf der linken oder rechten Seite, oben oder unten eingesetzt wird. Diese Anteile der Website
In einer Website haben Seiten oft das gleiche Layout. Speziell beim Einsatz von Tabellen, in denen die Navigation auf der linken oder rechten Seite, oben oder unten eingesetzt wird. Diese Anteile der Website
Folgeanleitung für Fachlehrer
 1. Das richtige Halbjahr einstellen Folgeanleitung für Fachlehrer Stellen sie bitte zunächst das richtige Schul- und Halbjahr ein. Ist das korrekte Schul- und Halbjahr eingestellt, leuchtet die Fläche
1. Das richtige Halbjahr einstellen Folgeanleitung für Fachlehrer Stellen sie bitte zunächst das richtige Schul- und Halbjahr ein. Ist das korrekte Schul- und Halbjahr eingestellt, leuchtet die Fläche
 Bluetooth Headset Modell Nr. BT-ET007 (Version V2.0+EDR) ANLEITUNG Modell Nr. BT-ET007 1. Einführung Das Bluetooth Headset BT-ET007 kann mit jedem Handy verwendet werden, das über eine Bluetooth-Funktion
Bluetooth Headset Modell Nr. BT-ET007 (Version V2.0+EDR) ANLEITUNG Modell Nr. BT-ET007 1. Einführung Das Bluetooth Headset BT-ET007 kann mit jedem Handy verwendet werden, das über eine Bluetooth-Funktion
= i (V) = d 2. v = d! p! n da v 1 = v 2 gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder
 = d 2. v = d! p! n da v 1 = v 2 gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder") v = d! p! n da v 1 = v 2 (I) (II) gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder i = Übersetzungsverhältnis n 1 n 2 = d 2 d 1 = i (V) Beispiel
v = d! p! n da v 1 = v 2 (I) (II) gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder i = Übersetzungsverhältnis n 1 n 2 = d 2 d 1 = i (V) Beispiel
Inhalt. 1 Einleitung AUTOMATISCHE DATENSICHERUNG AUF EINEN CLOUDSPEICHER
 AUTOMATISCHE DATENSICHERUNG AUF EINEN CLOUDSPEICHER Inhalt 1 Einleitung... 1 2 Einrichtung der Aufgabe für die automatische Sicherung... 2 2.1 Die Aufgabenplanung... 2 2.2 Der erste Testlauf... 9 3 Problembehebung...
AUTOMATISCHE DATENSICHERUNG AUF EINEN CLOUDSPEICHER Inhalt 1 Einleitung... 1 2 Einrichtung der Aufgabe für die automatische Sicherung... 2 2.1 Die Aufgabenplanung... 2 2.2 Der erste Testlauf... 9 3 Problembehebung...
7. Bewässerung: Mehrmals pro Woche
 7. Bewässerung: Mehrmals pro Woche Eine Kultur im Erdboden muss mehrmals wöchentlich bewässert werden. 1. Erstellen Sie ein Arbeitsblatt 2. Pumpe 3. Ventilgruppe 1 4. Kulturfachregelung 5. Wasser-Anschlüsse
7. Bewässerung: Mehrmals pro Woche Eine Kultur im Erdboden muss mehrmals wöchentlich bewässert werden. 1. Erstellen Sie ein Arbeitsblatt 2. Pumpe 3. Ventilgruppe 1 4. Kulturfachregelung 5. Wasser-Anschlüsse
Schrittweise Anleitung zur Erstellung einer Angebotseite 1. In Ihrem Dashboard klicken Sie auf Neu anlegen, um eine neue Seite zu erstellen.
 Schrittweise Anleitung zur Erstellung einer Angebotseite 1. In Ihrem Dashboard klicken Sie auf Neu anlegen, um eine neue Seite zu erstellen. Klicken Sie auf Neu anlegen, um Ihre neue Angebotseite zu erstellen..
Schrittweise Anleitung zur Erstellung einer Angebotseite 1. In Ihrem Dashboard klicken Sie auf Neu anlegen, um eine neue Seite zu erstellen. Klicken Sie auf Neu anlegen, um Ihre neue Angebotseite zu erstellen..
Überprüfung der digital signierten E-Rechnung
 Überprüfung der digital signierten E-Rechnung Aufgrund des BMF-Erlasses vom Juli 2005 (BMF-010219/0183-IV/9/2005) gelten ab 01.01.2006 nur noch jene elektronischen Rechnungen als vorsteuerabzugspflichtig,
Überprüfung der digital signierten E-Rechnung Aufgrund des BMF-Erlasses vom Juli 2005 (BMF-010219/0183-IV/9/2005) gelten ab 01.01.2006 nur noch jene elektronischen Rechnungen als vorsteuerabzugspflichtig,
Ein PDF erstellen. aus Adobe InDesign CC. Langner Marketing Unternehmensplanung Metzgerstraße 59 72764 Reutlingen
 aus Adobe InDesign CC Langner Marketing Unternehmensplanung Metzgerstraße 59 72764 Reutlingen T 0 71 21 / 2 03 89-0 F 0 71 21 / 2 03 89-20 www.langner-beratung.de info@langner-beratung.de Über Datei >
aus Adobe InDesign CC Langner Marketing Unternehmensplanung Metzgerstraße 59 72764 Reutlingen T 0 71 21 / 2 03 89-0 F 0 71 21 / 2 03 89-20 www.langner-beratung.de info@langner-beratung.de Über Datei >
Anleitung über den Umgang mit Schildern
 Anleitung über den Umgang mit Schildern -Vorwort -Wo bekommt man Schilder? -Wo und wie speichert man die Schilder? -Wie füge ich die Schilder in meinen Track ein? -Welche Bauteile kann man noch für Schilder
Anleitung über den Umgang mit Schildern -Vorwort -Wo bekommt man Schilder? -Wo und wie speichert man die Schilder? -Wie füge ich die Schilder in meinen Track ein? -Welche Bauteile kann man noch für Schilder
Eigenen Farbverlauf erstellen
 Diese Serie ist an totale Neulinge gerichtet. Neu bei PhotoLine, evtl. sogar komplett neu, was Bildbearbeitung betrifft. So versuche ich, hier alles einfach zu halten. Ich habe sogar PhotoLine ein zweites
Diese Serie ist an totale Neulinge gerichtet. Neu bei PhotoLine, evtl. sogar komplett neu, was Bildbearbeitung betrifft. So versuche ich, hier alles einfach zu halten. Ich habe sogar PhotoLine ein zweites
Zahlen auf einen Blick
 Zahlen auf einen Blick Nicht ohne Grund heißt es: Ein Bild sagt mehr als 1000 Worte. Die meisten Menschen nehmen Informationen schneller auf und behalten diese eher, wenn sie als Schaubild dargeboten werden.
Zahlen auf einen Blick Nicht ohne Grund heißt es: Ein Bild sagt mehr als 1000 Worte. Die meisten Menschen nehmen Informationen schneller auf und behalten diese eher, wenn sie als Schaubild dargeboten werden.
Bedienungsanleitung. Matthias Haasler. Version 0.4. für die Arbeit mit der Gemeinde-Homepage der Paulus-Kirchengemeinde Tempelhof
 Bedienungsanleitung für die Arbeit mit der Gemeinde-Homepage der Paulus-Kirchengemeinde Tempelhof Matthias Haasler Version 0.4 Webadministrator, email: webadmin@rundkirche.de Inhaltsverzeichnis 1 Einführung
Bedienungsanleitung für die Arbeit mit der Gemeinde-Homepage der Paulus-Kirchengemeinde Tempelhof Matthias Haasler Version 0.4 Webadministrator, email: webadmin@rundkirche.de Inhaltsverzeichnis 1 Einführung
Wichtige Hinweise zu den neuen Orientierungshilfen der Architekten-/Objektplanerverträge
 Wichtige Hinweise zu den neuen Orientierungshilfen der Architekten-/Objektplanerverträge Ab der Version forma 5.5 handelt es sich bei den Orientierungshilfen der Architekten-/Objektplanerverträge nicht
Wichtige Hinweise zu den neuen Orientierungshilfen der Architekten-/Objektplanerverträge Ab der Version forma 5.5 handelt es sich bei den Orientierungshilfen der Architekten-/Objektplanerverträge nicht
CTI SYSTEMS S.A. CTI SYSTEMS S.A. 12, op der Sang. Fax: +352/2685-3000 L- 9779 Lentzweiler. Email: cti@ctisystems.com G.D.
 Z.I. Eselborn - Lentzweiler Phone: +352/2685-2000 12, op der Sang Fax: +352/2685-3000 L- 9779 Lentzweiler Email: cti@ctisystems.com G.D. Luxembourg URL: www.ctisystems.com Benutzung von Höhensicherungsgeräten
Z.I. Eselborn - Lentzweiler Phone: +352/2685-2000 12, op der Sang Fax: +352/2685-3000 L- 9779 Lentzweiler Email: cti@ctisystems.com G.D. Luxembourg URL: www.ctisystems.com Benutzung von Höhensicherungsgeräten
Web Interface für Anwender
 Ing. G. Michel Seite 1/5 Web Interface für Anwender 1) Grundlagen: - Sie benötigen die Zugangsdaten zu Ihrem Interface, welche Sie mit Einrichtung des Servers durch uns oder Ihren Administrator erhalten
Ing. G. Michel Seite 1/5 Web Interface für Anwender 1) Grundlagen: - Sie benötigen die Zugangsdaten zu Ihrem Interface, welche Sie mit Einrichtung des Servers durch uns oder Ihren Administrator erhalten
(im Rahmen der Exchange-Server-Umstellung am 15.-17.04.2005)
") Outlook-Umstellung (im Rahmen der Exchange-Server-Umstellung am 15.-17.04.2005) Die Umstellung des Microsoft Mailserver-Systems ntmail (Exchange) erfordert vielfach auch eine Umkonfiguration des Programms
Outlook-Umstellung (im Rahmen der Exchange-Server-Umstellung am 15.-17.04.2005) Die Umstellung des Microsoft Mailserver-Systems ntmail (Exchange) erfordert vielfach auch eine Umkonfiguration des Programms
ARCO Software - Anleitung zur Umstellung der MWSt
 ARCO Software - Anleitung zur Umstellung der MWSt Wieder einmal beschert uns die Bundesverwaltung auf Ende Jahr mit zusätzlicher Arbeit, statt mit den immer wieder versprochenen Erleichterungen für KMU.
ARCO Software - Anleitung zur Umstellung der MWSt Wieder einmal beschert uns die Bundesverwaltung auf Ende Jahr mit zusätzlicher Arbeit, statt mit den immer wieder versprochenen Erleichterungen für KMU.
TeamSpeak3 Einrichten
 TeamSpeak3 Einrichten Version 1.0.3 24. April 2012 StreamPlus UG Es ist untersagt dieses Dokument ohne eine schriftliche Genehmigung der StreamPlus UG vollständig oder auszugsweise zu reproduzieren, vervielfältigen
TeamSpeak3 Einrichten Version 1.0.3 24. April 2012 StreamPlus UG Es ist untersagt dieses Dokument ohne eine schriftliche Genehmigung der StreamPlus UG vollständig oder auszugsweise zu reproduzieren, vervielfältigen
Kostenstellen verwalten. Tipps & Tricks
 Tipps & Tricks INHALT SEITE 1.1 Kostenstellen erstellen 3 13 1.3 Zugriffsberechtigungen überprüfen 30 2 1.1 Kostenstellen erstellen Mein Profil 3 1.1 Kostenstellen erstellen Kostenstelle(n) verwalten 4
Tipps & Tricks INHALT SEITE 1.1 Kostenstellen erstellen 3 13 1.3 Zugriffsberechtigungen überprüfen 30 2 1.1 Kostenstellen erstellen Mein Profil 3 1.1 Kostenstellen erstellen Kostenstelle(n) verwalten 4
Dämpfungstechnik für Brandschutz-Schiebetüren und -tore Radialdämpfer LD. Radialdämpfer LD 50 Grundgerät mit Seilscheibe. Maße LD 50 Grundgerät
 50 Grundgerät mit Seilscheibe mit oder ohne Befestigungszubehör Das Grundgerät des Radialdämpfers LD 50 ist für Dämpfung mit Seil ausgelegt. Die Standard-Seilscheibe hat einen Durchmesser von 45 (40) mm.
50 Grundgerät mit Seilscheibe mit oder ohne Befestigungszubehör Das Grundgerät des Radialdämpfers LD 50 ist für Dämpfung mit Seil ausgelegt. Die Standard-Seilscheibe hat einen Durchmesser von 45 (40) mm.
Stellvertretenden Genehmiger verwalten. Tipps & Tricks
 Tipps & Tricks INHALT SEITE 1. Grundlegende Informationen 3 2.1 Aktivieren eines Stellvertretenden Genehmigers 4 2.2 Deaktivieren eines Stellvertretenden Genehmigers 11 2 1. Grundlegende Informationen
Tipps & Tricks INHALT SEITE 1. Grundlegende Informationen 3 2.1 Aktivieren eines Stellvertretenden Genehmigers 4 2.2 Deaktivieren eines Stellvertretenden Genehmigers 11 2 1. Grundlegende Informationen
Für folgende Fräsoperationen bietet der ECO-Speedcut Schaftfräser die idealen Voraussetzungen:
 Der VHM ECO-Speedcut-Schaftfräser mit 4 Schneiden der Firma Alpen Maykestag bietet dem Anwender ein HPC Werkzeug für den universellen Einsatz. Durch seine extrem kurze Ausführung ist es dem Hersteller
Der VHM ECO-Speedcut-Schaftfräser mit 4 Schneiden der Firma Alpen Maykestag bietet dem Anwender ein HPC Werkzeug für den universellen Einsatz. Durch seine extrem kurze Ausführung ist es dem Hersteller
Second Steps in eport 2.0 So ordern Sie Credits und Berichte
 Second Steps in eport 2.0 So ordern Sie Credits und Berichte Schritt 1: Credits kaufen, um Zugangscodes generieren zu können Wählen Sie Credits verwalten und klicken Sie auf Credits kaufen. Geben Sie nun
Second Steps in eport 2.0 So ordern Sie Credits und Berichte Schritt 1: Credits kaufen, um Zugangscodes generieren zu können Wählen Sie Credits verwalten und klicken Sie auf Credits kaufen. Geben Sie nun
CdsComXL. Excel add-in für Bearbeitung und Auswertung der CDS-daten. ComXL-020/D, 0102. Spur 9 014.700. Spur 7 014.680. Spur 5 014.660. Spur 3 014.
 Excel add-in für Bearbeitung und Auswertung der CDS-daten CdsComXL 100 50 0 Spur 9 014.700 Spur 7 014.680 014.660 014.640 Spur 3 Spur 5 014.620 Spur 1 014.600 ComXL-020/D, 0102 Inhaltsverzeichnis 1. Installation----------------------------------------------------------------------------------------------------
Excel add-in für Bearbeitung und Auswertung der CDS-daten CdsComXL 100 50 0 Spur 9 014.700 Spur 7 014.680 014.660 014.640 Spur 3 Spur 5 014.620 Spur 1 014.600 ComXL-020/D, 0102 Inhaltsverzeichnis 1. Installation----------------------------------------------------------------------------------------------------
Verfasser: M. Krokowski, R. Dietrich Einzelteilzeichnung CATIA-Praktikum. Ableitung einer. Einzelteilzeichnung. mit CATIA P2 V5 R11
 Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Formelsammlung zur Kreisgleichung
 zur Kreisgleichung Julia Wolters 6. Oktober 2008 Inhaltsverzeichnis 1 Allgemeine Kreisgleichung 2 1.1 Berechnung des Mittelpunktes und Radius am Beispiel..... 3 2 Kreis und Gerade 4 2.1 Sekanten, Tangenten,
zur Kreisgleichung Julia Wolters 6. Oktober 2008 Inhaltsverzeichnis 1 Allgemeine Kreisgleichung 2 1.1 Berechnung des Mittelpunktes und Radius am Beispiel..... 3 2 Kreis und Gerade 4 2.1 Sekanten, Tangenten,
Ihr Mandant möchte einen neuen Gesellschafter aufnehmen. In welcher Höhe wäre eine Vergütung inklusive Tantieme steuerrechtlich zulässig?
 Ihr Mandant möchte einen neuen Gesellschafter aufnehmen. In welcher Höhe wäre eine Vergütung inklusive Tantieme steuerrechtlich zulässig? Oft wirft die Aufnahme neuer Gesellschafter oder auch die Einstellung
Ihr Mandant möchte einen neuen Gesellschafter aufnehmen. In welcher Höhe wäre eine Vergütung inklusive Tantieme steuerrechtlich zulässig? Oft wirft die Aufnahme neuer Gesellschafter oder auch die Einstellung
Technisches Sicherheitsdatenblatt
 MARTOR KG Heider Hof 60 42653 Solingen Deutschland Tel.: +49/212/25805-0 Fax: +49/212/25805-55 www.martor.de Technisches Sicherheitsdatenblatt Handy Nr. 444 + 445 + 1444 Handycut Nr. 446 Sicherheit durch
MARTOR KG Heider Hof 60 42653 Solingen Deutschland Tel.: +49/212/25805-0 Fax: +49/212/25805-55 www.martor.de Technisches Sicherheitsdatenblatt Handy Nr. 444 + 445 + 1444 Handycut Nr. 446 Sicherheit durch
Stundenerfassung Version 1.8 Anleitung Arbeiten mit Replikaten
 Stundenerfassung Version 1.8 Anleitung Arbeiten mit Replikaten 2008 netcadservice GmbH netcadservice GmbH Augustinerstraße 3 D-83395 Freilassing Dieses Programm ist urheberrechtlich geschützt. Eine Weitergabe
Stundenerfassung Version 1.8 Anleitung Arbeiten mit Replikaten 2008 netcadservice GmbH netcadservice GmbH Augustinerstraße 3 D-83395 Freilassing Dieses Programm ist urheberrechtlich geschützt. Eine Weitergabe
Profilwechsel Sicherheitsdatei (alt) nach Sicherheitsdatei (neu)
 nach Sicherheitsdatei (neu)") ACHTUNG: Sollte die Umstellung entsprechend dieser Anleitung nicht erfolgreich sein und/oder treten während oder nach der Umstellung Probleme auf, setzen Sie sich bitte mit dem Hersteller des Programms
ACHTUNG: Sollte die Umstellung entsprechend dieser Anleitung nicht erfolgreich sein und/oder treten während oder nach der Umstellung Probleme auf, setzen Sie sich bitte mit dem Hersteller des Programms
geben. Die Wahrscheinlichkeit von 100% ist hier demnach nur der Gehen wir einmal davon aus, dass die von uns angenommenen
 geben. Die Wahrscheinlichkeit von 100% ist hier demnach nur der Vollständigkeit halber aufgeführt. Gehen wir einmal davon aus, dass die von uns angenommenen 70% im Beispiel exakt berechnet sind. Was würde
geben. Die Wahrscheinlichkeit von 100% ist hier demnach nur der Vollständigkeit halber aufgeführt. Gehen wir einmal davon aus, dass die von uns angenommenen 70% im Beispiel exakt berechnet sind. Was würde
Ist Excel das richtige Tool für FMEA? Steve Murphy, Marc Schaeffers
 Ist Excel das richtige Tool für FMEA? Steve Murphy, Marc Schaeffers Ist Excel das richtige Tool für FMEA? Einleitung Wenn in einem Unternehmen FMEA eingeführt wird, fangen die meisten sofort damit an,
Ist Excel das richtige Tool für FMEA? Steve Murphy, Marc Schaeffers Ist Excel das richtige Tool für FMEA? Einleitung Wenn in einem Unternehmen FMEA eingeführt wird, fangen die meisten sofort damit an,
Das große Buch Photoshop CS3 & Lightroom Stefan Gross Pavel Kaplun
 Das große Buch Photoshop CS3 & Lightroom Stefan Gross Pavel Kaplun DATA BECKER 7.1 Ebenenfüllmethoden Die Ebenenfüllmethoden erlauben Kombinationen mit Ebenen unter Einbeziehung verschiedener Verschmelzungsmethoden.
Das große Buch Photoshop CS3 & Lightroom Stefan Gross Pavel Kaplun DATA BECKER 7.1 Ebenenfüllmethoden Die Ebenenfüllmethoden erlauben Kombinationen mit Ebenen unter Einbeziehung verschiedener Verschmelzungsmethoden.
Cookies. Krishna Tateneni Jost Schenck Übersetzer: Jürgen Nagel
 Krishna Tateneni Jost Schenck Übersetzer: Jürgen Nagel 2 Inhaltsverzeichnis 1 Cookies 4 1.1 Regelungen......................................... 4 1.2 Verwaltung..........................................
Krishna Tateneni Jost Schenck Übersetzer: Jürgen Nagel 2 Inhaltsverzeichnis 1 Cookies 4 1.1 Regelungen......................................... 4 1.2 Verwaltung..........................................
Hochspannungsgenerator mit Konduktorkugeln
 Hochspannungsgenerator mit Konduktorkugeln Übersicht Der Hochspannungsgenerator mit Konduktorkugeln eignet sich als Ersatz für einen Bandgenerator und ist aufgrund seiner Robustheit ideal für Schülerhand
Hochspannungsgenerator mit Konduktorkugeln Übersicht Der Hochspannungsgenerator mit Konduktorkugeln eignet sich als Ersatz für einen Bandgenerator und ist aufgrund seiner Robustheit ideal für Schülerhand
MORE Profile. Pass- und Lizenzverwaltungssystem. Stand: 19.02.2014 MORE Projects GmbH
 MORE Profile Pass- und Lizenzverwaltungssystem erstellt von: Thorsten Schumann erreichbar unter: thorsten.schumann@more-projects.de Stand: MORE Projects GmbH Einführung Die in More Profile integrierte
MORE Profile Pass- und Lizenzverwaltungssystem erstellt von: Thorsten Schumann erreichbar unter: thorsten.schumann@more-projects.de Stand: MORE Projects GmbH Einführung Die in More Profile integrierte
se@vis marine (SKVJ-M Schaltschrank)
") Pumpensteuerung se@vis marine (SKVJ-M Schaltschrank) 5 Pumpensteuerung 5.1 Allgemeines Auf den folgenden Seiten finden Sie allgemeine Informationen zur Bedienung der Pumpen und zur Darstellung in den Pumpenübersichten
Pumpensteuerung se@vis marine (SKVJ-M Schaltschrank) 5 Pumpensteuerung 5.1 Allgemeines Auf den folgenden Seiten finden Sie allgemeine Informationen zur Bedienung der Pumpen und zur Darstellung in den Pumpenübersichten
Microsoft Update Windows Update
 Microsoft bietet mehrere Möglichkeit, Updates durchzuführen, dies reicht von vollkommen automatisch bis zu gar nicht. Auf Rechnern unserer Kunden stellen wir seit September 2006 grundsätzlich die Option
Microsoft bietet mehrere Möglichkeit, Updates durchzuführen, dies reicht von vollkommen automatisch bis zu gar nicht. Auf Rechnern unserer Kunden stellen wir seit September 2006 grundsätzlich die Option
Haupteigenschaften und Einsatzmerkmale
 Unsere Produktreihe umfasst Schneidstoffe aus polykristallinem kubischen Bornitrid (CBN), die speziell für die Zerspanung harter Eisenwerkstoffe unter Bedingungen sowohl der Grob- als auch der Mittel-
Unsere Produktreihe umfasst Schneidstoffe aus polykristallinem kubischen Bornitrid (CBN), die speziell für die Zerspanung harter Eisenwerkstoffe unter Bedingungen sowohl der Grob- als auch der Mittel-
Karten-Freischaltung mit dem UNLOCK MANAGER
 Karten-Freischaltung mit dem UNLOCK MANAGER WICHTIGE INFORMATION 1. Anzahl der Freischaltungen Die Karten können zweimal freigeschaltet werden. (z. B. Map Manager auf PC plus Map Manager auf Laptop oder
Karten-Freischaltung mit dem UNLOCK MANAGER WICHTIGE INFORMATION 1. Anzahl der Freischaltungen Die Karten können zweimal freigeschaltet werden. (z. B. Map Manager auf PC plus Map Manager auf Laptop oder
Tieflochbohren mit System
 Tieflochbohren mit System FEST-SPAN - Ihr Partner für die Zukunft Die 1990 gegründete, expansionsorientierte FEST-SPAN GmbH hat sich als leistungsstarker Zulieferer für den Apparatebau in den Bereichen
Tieflochbohren mit System FEST-SPAN - Ihr Partner für die Zukunft Die 1990 gegründete, expansionsorientierte FEST-SPAN GmbH hat sich als leistungsstarker Zulieferer für den Apparatebau in den Bereichen
Einrichten eines Exchange-Kontos mit Outlook 2010
 Um die Konfiguration erfolgreich durchzuführen benötigen Sie ihre Kennung mit dem entsprechenden aktuellen Passwort. Sollten Sie Probleme mit Kennung und/oder Passwort haben, wenden Sie sich bitte an TUM-Benutzer:
Um die Konfiguration erfolgreich durchzuführen benötigen Sie ihre Kennung mit dem entsprechenden aktuellen Passwort. Sollten Sie Probleme mit Kennung und/oder Passwort haben, wenden Sie sich bitte an TUM-Benutzer:
Registrierung am Elterninformationssysytem: ClaXss Infoline
 elektronisches ElternInformationsSystem (EIS) Klicken Sie auf das Logo oder geben Sie in Ihrem Browser folgende Adresse ein: https://kommunalersprien.schule-eltern.info/infoline/claxss Diese Anleitung
elektronisches ElternInformationsSystem (EIS) Klicken Sie auf das Logo oder geben Sie in Ihrem Browser folgende Adresse ein: https://kommunalersprien.schule-eltern.info/infoline/claxss Diese Anleitung