Härteprüfungen zur Qualitätssicherung von Schweißverbindungen
|
|
|
- Angelika Peters
- vor 6 Jahren
- Abrufe
Transkript

1 testxpo Fachmesse für Prüftechnik 19. Oktober 2017 in Ulm Härteprüfungen zur Qualitätssicherung von Schweißverbindungen Dr.-Ing. Jörg Ellermeier, MPA-IfW, TU Darmstadt







2 Zentrum für Konstruktionswerkstoffe MPA Darmstadt / IfW Lehre Forschung Industriekooperation Werkstoff-, Bauteil- und Produktentwicklung Werkstoff- und Produktqualifizierung Werkstoffanalytik Oberflächen- und Beschichtungstechnik Prüfverfahren Lebensdaueranalyse Schadensforschung Mess- und Kalibriertechnik Zertifizierung testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 2





3 Kompetenzbereich Mess- und Kalibriertechnik Kompetenzfelder Messtechnische Forschung Dr.-Ing. J. Ellermeier Kalibrierung und Prüfung von Werkstoffprüfmaschinen Dipl.-Ing. A. Hecht Kalibrierung von Kraft-, Drehmomentmessgeräten, Messverstärkern Dipl.-Ing. M. Feldmann testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 3






4 MPA Darmstadt Direkter Anschluss an nationale Normale Kraftmessgeräte Drehmomentmessgeräte Messverstärker Kalibrierung in Prüflaboratorien vor Ort Zug- und Druckprüfmaschinen Längenänderungs-Messeinrichtungen Härteprüfmaschinen Pendelschlagwerke komplexe Prüfstände Bildquelle: ME-Systems Regionaler und überregionaler Kundenkreis 15 % MPA-IfW 15 % TU und andere staatl. Stellen 70 % Industrie sowie KMU testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 4


5 Gliederung Einleitung Warum sind Härtemessungen an Schweißverbindungen so wichtig? Welche Normen sind relevant? Anwendungsbeispiel Zusammenfassung testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 5
 Dr.")
6 Einordnung der Härteprüfung an Schweißverbindungen testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 6




7 Einflussgrößen auf die Härte in der Schweißzone z.b. Schweißparameter Bauteilgröße Vorwärmung Nachwärmung testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 7
 dargestellt, beim Schweißen")
 Dr.")
8 Wärmezyklus Härten - Schweißen Gefüge-Umwandlungsvorgänge werden in Zeit-Temperatur- Umwandlungs-Diagrammen (ZTU) dargestellt, beim Schweißen Abkühlung durch Wärmeleitung, beim Härten Abkühlung durch Konvektion. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 8
 Quelle:")

9 Einfluss der chemischen Zusammensetzung/ Abkühlgeschwindigkeit auf die Härte (WEZ) Quelle: Dillinger Hütte Zeit zur Abkühlung von 800 C auf 500 C testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 9
10 Einfluss der chemischen Zusammensetzung/ Abkühlgeschwindigkeit auf die Härte (WEZ) Kohlenstoffgehalt: unter 0,22 % Kohlenstoffäquivalent: max. 0,35 bis 0,49 in Abhängigkeit der Stahlsorte und Werkstoffdicke, sonst Aufhärtungs- und Rissgefahr CEV C Mn 6 Cr Mo 5 V Kohlenstoffäquivalent CEV Ni Cu 15 Vorwärmtemperatur [ C] < 0,38 < 100 (basiert auf Härtemessungen, IIW) 0,38-0, > 0, (oder höher) testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 10


11 Kontinuierliches Schweiß-ZTU-Schaubild für den Baustahl S Härte S 355 t 8/5 -Zeit testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 11
12 Abkühlzeit und Schweißgeschwindigkeit 60 3 (schwarz) Abkühlzeit 50 [s] Elektronenstrahlschweißen Wolframinertgasschweißen Laserstrahlschweißen 2,5 [m/min] 2 1,5 1 0,5 Schweißgeschwindigkeit (blau) tabwig tablb tabeb vswig vslb vseb [W] 1400 Quelle: J.P. Bergmann Leistung testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 12








13 Stumpfstoßschweißung an Blechen Wärmeeinbringung Vakuum Schutzgas Quelle: ISF Aachen Laser-Hybrid- Schweißen Zusatzwerkstoff Wärmeeinbringen / Streckenenergie Elektronenstrahlschweißen Laserstrahlschweißen Plasmaschweißen MIG- Schweißen Zusatzwerkstoff Laserstrahl-Schweißnaht Laser-Hybrid-Schweißnaht Plasma-Schweißnaht testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 13
14 Grenzwerte für die Härte? schweißtechnische Normen anwendungsbezogene Regelwerke Lastenhefte/Spezifikationen Vereinbarungen mit dem Kunden Nachweise z.b. innerhalb der Schweißverfahrensprüfung oder anhand von Arbeitsproben Druckbehälter: AD-Merkblätter: Härte WEZ 350 HV10 testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 14
15 Normen: DIN EN ISO : und DIN EN ISO :2002 Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißverfahrensprüfung Teil 1: Lichtbogen- und Gasschweißen von Stählen und Lichtbogenschweißen von Nickel und Nickellegierungen Die Härteprüfung muss nach Vickers mit einer Prüfkraft von HV10 nach DIN EN ISO 9015 ausgeführt werden. Teil 11: Elektronen- und Laserstrahlschweißen Die Vickers-Mikrohärteprüfung muss nach DIN EN ISO 9015 ausgeführt werden. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 15
16 DIN EN ISO : Härteprüfung Härteprüfung (jeweils min. 3 Eindrücke je Bereich): Grundwerkstoff, Wärmeeinflusszone (WEZ), Schweißgut, d 5 mm: 1 Härtereihe bis zu 2 mm vom Rand der Decklage, d>5 mm: 2 Härtereihen bis zu 2 mm vom Rand der Decklage und vom Rand der Wurzellage in der WEZ muss der erste Eindruck so nah wie möglich an der Schmelzlinie gesetzt werden. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 16
17 DIN EN ISO : Stahlgruppen, Grenzwerte Stahlgruppen nach CR ISO ohne Wärmebehandlung [HV10] mit Wärmebehandlung [HV10] 1 a, 2 (Stähle mit R eh <460 MPa und thermomechanisch gewalzte Feinkornbaustähle und Stahlguss mit R eh >360 MPa) 3 b (vergütete oder ausscheidungsgehärtete Stähle mit R eh >360 MPa) 4, 5 (niedrig V-legierte Cr Mo (Ni)Stähle, Mo 0,7% und V 0,1%, V-freie Cr Mo-Stähle mit C 0,35%) 6 (hochvanadiumlegierte Cr Mo-Stähle) (Ni-legierte Stähle mit Ni 3%) 9.2 (Ni-legierte Stähle mit 3% < Ni 8%) 9.3 (Ni-legierte Stähle mit 8% < Ni 10%) a falls Härteprüfungen gefordert werden, b für Stähle mit R eh, min. > 890 MPa sind Sondervereinbarungen erforderlich. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 17
18 DIN EN ISO : Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen Härteprüfung Teil 1: Härteprüfung für Lichtbogenschweißverbindungen testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 18
19 DIN EN ISO : (Ersatz für DIN EN : ) Anwendungsbereich: Härteprüfungen nach Vickers nach ISO oder nach Brinell nach ISO , Querschliffe von Lichtbogenschweißungen, Prüfkräfte von 49,03 N bis 98,07 N (HV5 oder HV10), Grundwerkstoff, Wärmeeinflusszone und Schweißgut, nicht für austenitische Werkstoffe. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 19
20 DIN EN ISO : (Ersatz für DIN EN : ) Prinzip: Raumtemperatur (23 C ±5 C), Härtereihen oder Einzeleindrücke, Anwendungsnormen oder Vereinbarungen, Abstand der Messpunkte: 0,7 mm bei HV5; 1 mm bei HV10 für Eisenmetalle (bei Al- oder Cu-Legierungen bis zu 5 mm). (Der Abstand zwischen der Mitte des Eindrucks und dem Probenrand muss zwischen dem 2,5-fachen (Stahl, Kupfer) und 3-fachen (Al, Pb, Zn) des Eindruckdurchmessers liegen.) testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 20
 Dr.")
21 DIN EN ISO : Beispiel: Stumpfnaht, Kehlnaht testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 21
22 DIN EN ISO : Mikrohärteprüfung an Schweißverbindungen Vickershärte Kurzzeichen Empfohlener Abstand zwischen den Eindrücken in der WEZ [mm] a Eisenwerkstoffe b Aluminium, Kupfer und ihre Legierungen HV 0,1 0,2 0,6 bis 2 HV 1 0,5 1,5 bis 4 HV 5 0,7 2,5 bis 5 a b Der Abstand zwischen den Mittelpunkten der Eindrücke darf nicht kleiner sein als der Mindestwert, der nach ISO erlaubt ist. Außer austenitische Stähle testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 22

23 DIN EN ISO : Mikrohärtemessungen testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 23
24 Zusammenfassung Normen DIN EN ISO 15614: Festlegung bei welchen Schweißverfahren welche Normen anzuwenden sind (HV5, HV10 oder Mikrohärte) erste Angaben, wo mit welchen Abständen gemessen werden soll. DIN EN ISO 9015: legt detailliert die Abstände der Härteeindrücke fest und gibt Beispiele für verschiedene Nahtarten. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 24
25 Beispiel Gelenkwelle - Presse Rohrschweißung, S355 42CrMo4 S355 42CrMo4 Wie aufwendig muss die Vorbereitung sein und welches Schweißverfahren ist das Beste? Metallaktivgasschweißen (MAG) Laserstrahlschweißen (LB) testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 25
 Dr.")
26 Beispiel Gelenkwelle - Presse Rohrschweißung, S355 42CrMo4 S355 42CrMo4 Beanspruchung: Umlaufbiegung Torsion Werkstoffe: S355, unproblematisch 42CrMo4, hoher Kohlenstoffgehalt, Rissgefahr? testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 26

 Dr.")
27 Beispiel Gelenkwelle MAG-Rohrschweißung, S355 42CrMo4 2 mm S355 S355 42CrMo4 42CrMo4 Konventioneller Stumpfstoß Modifizierter Stumpfstoß testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 27




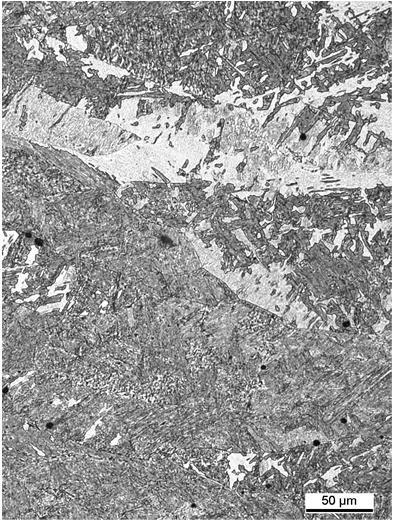
28 Gelenkwelle MAG-Schweißung GW S355 WEZ 42CrMo4 SG WEZ GW testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 28



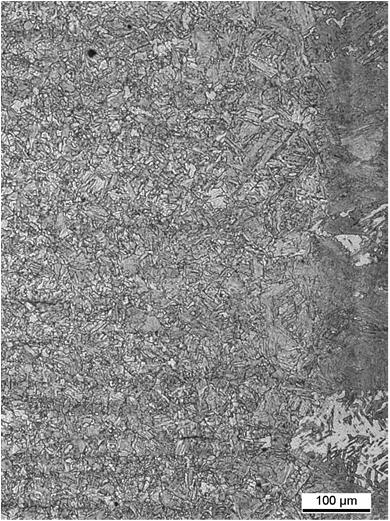
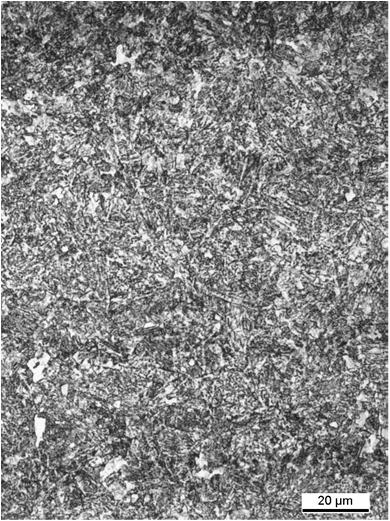
29 Gelenkwelle Laserstrahl-Schweißung 42CrMo4 GW WEZ S355 SG WEZ testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 29 GW


30 MAG-Schweißung Härteverlauf nach Vickers HV0,3 testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 30


31 Laserstrahl-Schweißung Härteverlauf nach Vickers HV0,3 42CrMo4 testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 31
 Dr. Ellermeier 32")
32 ZTU-Schaubild 42CrMo4 Quelle: Saarstahl MAG: 330 HV0,3: 80 % Bainit 20 % Martensit Laserstrahl: 470 HV0,3: 60 % Bainit 40 % Martensit Grenzwert lt. DIN EN ISO : 450 HV10 testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 32
33 Auswahl des Schweißverfahrens durch Konformitätsbewertung DIN EN ISO/IEC Verwendung DAkkS-rückgeführter Prüfmaschinen Berücksichtigung der Messunsicherheit Risikoabschätzung Metallaktivgasschweißung (MAG) erfüllt die Spezifikation Laserstrahlschweißung erfüllt die Spezifikation nicht relativ hohe Abkühlgeschwindigkeit führt zur Martensitbildung und Rissgefahr Vor-/Nachwärmung erforderlich Wirtschaftlichkeitsbetrachtung notwendig. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 33
 Dr.")
34 Zusammenfassung Härteprüfungen an Schweißnähten zur Überprüfung der Fertigungsqualität, der richtigen Schweißparameter, des Gefügezustandes und zur Vermeidung von Rissbildung. testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 34

35 Zusammenfassung Härteprüfungen an Schweißnähten Einfluss verschiedener Parameter auf Härte (chemische Zusammensetzung, Gefügezustand, Abkühlgeschwindigkeit, Schweißverfahren), Härteprüfungen an Schweißnähten nach DIN EN ISO bis 14 bzw. DIN EN ISO bis 2. Quelle: SLV Halle: Straßen- und Eisenbahnbrücke in Wittenberg Mess- und Kalibriertechnik Zentrum für Konstruktionswerkstoffe Staatliche Materialprüfungsanstalt Darmstadt Fachgebiet und Institut für Werkstoffkunde Grafenstraße Darmstadt Tel.: 06151/ ellermeier@mpa-ifw.tu-darmstadt.de testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 35

36 Härteseminar am 9. November 2017 an der MPA Darmstadt Härteprüfverfahren und -maschinen Grundlagen, Neuheiten Funktionsweisen mobile Härteprüfer Bildanalyse Normen bzw. -änderungen DIN EN ISO ASTM Messunsicherheit Kalibrierung Mess- und Kalibriertechnik Zentrum für Konstruktionswerkstoffe Staatliche Materialprüfungsanstalt Darmstadt Fachgebiet und Institut für Werkstoffkunde Grafenstraße Darmstadt Tel.: 06151/ ellermeier@mpa-ifw.tu-darmstadt.de testxpo Zentrum für Konstruktionswerkstoffe (MPA-IfW) Dr. Ellermeier 36 Praxisanwendungen Periodische Prüfung Mikrohärtemessungen Fehlermöglichkeiten Härte von Schichten
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen im bauaufsichtlichen Bereich
 Ahrens. Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 3., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 3. Auflage 1 1.1 1.2 1.3 1.4 1.5 2 2.1
Ahrens. Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 3., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 3. Auflage 1 1.1 1.2 1.3 1.4 1.5 2 2.1
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN
 HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
Schweißtechnische Verarbeitung neuer Kraftwerkstähle
 Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
Schweißen von WELDOX und HARDOX
 Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2
 Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2 Schwerter Qualitätstage 25.-26.09.2013 Dr.-Ing. Lorenz Gerke W.S. Werkstoff Service GmbH 1 / 29 DIN EN 1090-2
Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2 Schwerter Qualitätstage 25.-26.09.2013 Dr.-Ing. Lorenz Gerke W.S. Werkstoff Service GmbH 1 / 29 DIN EN 1090-2
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Bericht 5137/2005. AiF-Nr. 13.597 N. DVS-Nr. 05.030
 Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Das kleine WPS 1x1. 1. Einleitung. 2. Verfahrensqualifikation. 2.1 Ablauf einer Verfahrensqualifikation. Roland Latteier, Würzburg
 Das kleine WPS 1x1 Roland Latteier, Würzburg 1. Einleitung Nachfolgend geht es um schweißtechnische Voraussetzungen bzw. Bestandteile der Qualitätssicherung, die für die Fertigung im bauaufsichtlichen
Das kleine WPS 1x1 Roland Latteier, Würzburg 1. Einleitung Nachfolgend geht es um schweißtechnische Voraussetzungen bzw. Bestandteile der Qualitätssicherung, die für die Fertigung im bauaufsichtlichen
Schweißtechnische Verarbeitung der Gusseisenwerkstoffe
 Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm
 Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Anlage zur Akkreditierungsurkunde D PL 14153 02 02
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Thermomechanisch gewalzte Stähle für den Stahl- und Behälterbau
 Vortrag zum Seminar Schweißen der thermomechanisch gewalzten Feinkornbaustähle der SLV-Duisburg im Oktober 2000 Thermomechanisch gewalzte Stähle für den Stahl- und Behälterbau Dr.-Ing. F. Hanus, Dillinger
Vortrag zum Seminar Schweißen der thermomechanisch gewalzten Feinkornbaustähle der SLV-Duisburg im Oktober 2000 Thermomechanisch gewalzte Stähle für den Stahl- und Behälterbau Dr.-Ing. F. Hanus, Dillinger
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
Verschleissfeste Bleche XAR Verarbeitungsempfehlungen
 Verschleissfeste Bleche XAR Verarbeitungsempfehlungen Verschleissfest, hart und widerstandsfähig Verschleiss kostet Geld, manchmal viel Geld. In vielen Konstruktionen tritt eine schleifende oder stossende
Verschleissfeste Bleche XAR Verarbeitungsempfehlungen Verschleissfest, hart und widerstandsfähig Verschleiss kostet Geld, manchmal viel Geld. In vielen Konstruktionen tritt eine schleifende oder stossende
Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau
 für den Stahl- und Maschinenbau") Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau 2 Tenaris produziert eine große Abmessungspalette an nahtlosen Rohren aus hochfesten Stählen für Anwendungen im Stahl- und Maschinenbau, bei denen
Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau 2 Tenaris produziert eine große Abmessungspalette an nahtlosen Rohren aus hochfesten Stählen für Anwendungen im Stahl- und Maschinenbau, bei denen
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
C Si Mn P S Cr Ni Mo Ti. min. - - - - - 16,5 10,5 2,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7. C Si Mn P S Cr Ni Mo Ti N
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
IIIIIIIII. Schweißen im bauaufsichtlichen Bereich. Erläuterungen mit Berechnungsbeispielen. 2., überarbeitete und erweiterte Auflage.
 Ahrens Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 2., überarbeitete und erweiterte Auflage HLuHB Darmstadt IIIIIIIII 14798927 Inhalt Vorwort zur 2. Auflage 1 Zusammenhang
Ahrens Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 2., überarbeitete und erweiterte Auflage HLuHB Darmstadt IIIIIIIII 14798927 Inhalt Vorwort zur 2. Auflage 1 Zusammenhang
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH Beeinflussung des metallurgischen Verhaltens strahlgeschweißter ter Verbindungen an Stählen durch prozessspezifische Einflussgröß ößen Jugend Forscht
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH Beeinflussung des metallurgischen Verhaltens strahlgeschweißter ter Verbindungen an Stählen durch prozessspezifische Einflussgröß ößen Jugend Forscht
Schweissreparaturen. www.metalock.de
 Schweissreparaturen www.metalock.de Wir bieten Ihnen Sicherheit, Schnelligkeit, Flexibilität und Qualität im Bereich der Schweißreparaturen in Industrie und Schifffahrt. Profitieren Sie vom branchenspezifischen
Schweissreparaturen www.metalock.de Wir bieten Ihnen Sicherheit, Schnelligkeit, Flexibilität und Qualität im Bereich der Schweißreparaturen in Industrie und Schifffahrt. Profitieren Sie vom branchenspezifischen
påüïéá Éå=áã=pÅÜáÑÑÄ~ì=ìåÇ=fåÖÉåáÉìêÄ~ì Tagungsband zur 5. Sondertagung 31. März und 1. April 2004 Hamburg
 påüïéá Éå=áã=pÅÜáÑÑÄ~ì=ìåÇ=fåÖÉåáÉìêÄ~ì Tagungsband zur 5. Sondertagung 31. März und 1. April 2004 Hamburg Verarbeitung von höchstfesten Feinkornstählen und Schadensfälle Peter Gerster GERSTER ENGINEERING
påüïéá Éå=áã=pÅÜáÑÑÄ~ì=ìåÇ=fåÖÉåáÉìêÄ~ì Tagungsband zur 5. Sondertagung 31. März und 1. April 2004 Hamburg Verarbeitung von höchstfesten Feinkornstählen und Schadensfälle Peter Gerster GERSTER ENGINEERING
September 2000. September 2000. September 2000. März 2001
 1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
KOMPLETTE PRODUKTIONSKETTE
 2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
Descriptor headline. formenbau aluminium Legierungen Weldural & Hokotol
 Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Beispielhaftes Vortragsmanuskript eines Vortrages der Großen Schweißtechnischen Tagung 2000 in Nürnberg
 Beispielhaftes Vortragsmanuskript eines Vortrages der Großen Schweißtechnischen Tagung 2000 in Nürnberg Titel: MAG-Schweißen hochfester Feinkornstähle im Fahrzeugkranbau Autor: Dipl.-Ing. P. Gerster FAUN
Beispielhaftes Vortragsmanuskript eines Vortrages der Großen Schweißtechnischen Tagung 2000 in Nürnberg Titel: MAG-Schweißen hochfester Feinkornstähle im Fahrzeugkranbau Autor: Dipl.-Ing. P. Gerster FAUN
Chatprotokoll Thema:Sonderbaustahl(20.Juni2013)
") Chatprotokoll Thema:Sonderbaustahl(20.Juni2013) HiermitnehmeichzurKenntnis,dassdieAntworten derwerkstoffspezialistenimrahmendesexpertenchatskeinesfallseinindividuellesberatungsgesprächersetzen.dieantwortenbasierenaufnurwenigen,ineinemzeitlichsehrbegrenztenrahmendurchdiechatteilnehmerübermittelteninformationen,
Chatprotokoll Thema:Sonderbaustahl(20.Juni2013) HiermitnehmeichzurKenntnis,dassdieAntworten derwerkstoffspezialistenimrahmendesexpertenchatskeinesfallseinindividuellesberatungsgesprächersetzen.dieantwortenbasierenaufnurwenigen,ineinemzeitlichsehrbegrenztenrahmendurchdiechatteilnehmerübermittelteninformationen,
Schweisstechnische Ausbildungen > Kursprogramm 2014/15
 Schweisstechnische Ausbildungen > Kursprogramm 2014/15 Anerkannte Ausbildungsstätte des > Inhaltsverzeichnis Seite Die verschiedenen Schweissverfahren 3 Information zur Schweisserausbildung 4 Wolframschutzgasschweissen
Schweisstechnische Ausbildungen > Kursprogramm 2014/15 Anerkannte Ausbildungsstätte des > Inhaltsverzeichnis Seite Die verschiedenen Schweissverfahren 3 Information zur Schweisserausbildung 4 Wolframschutzgasschweissen
1 Versuchsziel und Anwendung. 2 Grundlagen und Formelzeichen
 Versuch: 1 Versuchsziel und Anwendung Zugversuch Beim Zugversuch werden eine oder mehrere Festigkeits- oder Verformungskenngrößen bestimmt. Er dient zur Ermittlung des Werkstoffverhaltens bei einachsiger,
Versuch: 1 Versuchsziel und Anwendung Zugversuch Beim Zugversuch werden eine oder mehrere Festigkeits- oder Verformungskenngrößen bestimmt. Er dient zur Ermittlung des Werkstoffverhaltens bei einachsiger,
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
Thermomechanische Simulation
 Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Thermomechanische Simulation mittels GLEEBLE 3500 Inhalt Begriff, Herkunft Anlage Ausstattung Technische Besonderheiten Anwendungsmöglichkeiten
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Thermomechanische Simulation mittels GLEEBLE 3500 Inhalt Begriff, Herkunft Anlage Ausstattung Technische Besonderheiten Anwendungsmöglichkeiten
I n f o r m a t i o n e n
 GSI Gesellschaft für Schweißtechnik International mbh www.gsi-slv.de I n f o r m a t i o n e n zur Erlangung der Herstellerqualifikation nach DIN V 4113-3:2003-11 0 Allgemeines Die Herstellerqualifikation
GSI Gesellschaft für Schweißtechnik International mbh www.gsi-slv.de I n f o r m a t i o n e n zur Erlangung der Herstellerqualifikation nach DIN V 4113-3:2003-11 0 Allgemeines Die Herstellerqualifikation
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Stahlsortenvergleich Grobblech ASTM / EN bzw. Deutsche Normen (allgemeine Hinweise am Ende der Übersicht)
") - Stahlsorte Stahlsortenvergleich Grobblech / EN bzw. Deutsche Normen A 36 M 1.0044 S275JR DIN EN 10025-2 Streckgrenze A 53 M Grade B (Type E) 1.0459 L245GA DIN EN 10208-1 (API 5L Gr. B-PSL1) A 105 M siehe
- Stahlsorte Stahlsortenvergleich Grobblech / EN bzw. Deutsche Normen A 36 M 1.0044 S275JR DIN EN 10025-2 Streckgrenze A 53 M Grade B (Type E) 1.0459 L245GA DIN EN 10208-1 (API 5L Gr. B-PSL1) A 105 M siehe
C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7. C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5x(C+N)
") NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen. Bruch / Riss Fehlendes Material etc.
 Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Materialdatenblatt. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Ti6Al4V-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Ti6Al4V-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
Eigenspannungen berechnen mit Hilfe der Schweißsimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
Bericht 5138600 / 2007
 Bericht 5138600 / 2007 Untersuchung der Laserstrahlschweißeignung von neu entwickelten, höherfesten Stahlfeinblechwerkstoffen unter Berücksichtigung fertigungstechnisch relevanter Bearbeitungsbedingungen
Bericht 5138600 / 2007 Untersuchung der Laserstrahlschweißeignung von neu entwickelten, höherfesten Stahlfeinblechwerkstoffen unter Berücksichtigung fertigungstechnisch relevanter Bearbeitungsbedingungen
STAHLSORTENVERGLEICH Revision 0, Mai 2011
 KUNDENINFORMATION STAHLSORTENVERGLEICH Revision 0, Mai 2011 Mit der nachfolgenden Tabelle zum Vergleich ehemals gültiger zu aktuell gültigen Normen möchte Dillinger Hütte GTS seinen Kunden bei der Stahlbestellung
KUNDENINFORMATION STAHLSORTENVERGLEICH Revision 0, Mai 2011 Mit der nachfolgenden Tabelle zum Vergleich ehemals gültiger zu aktuell gültigen Normen möchte Dillinger Hütte GTS seinen Kunden bei der Stahlbestellung
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe. Produktionsprogramm
 MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
DYNAmore GmbH. Schweißsimulation und Wärmebehandlungssimulation. Grundlagen der. Anwendungsmöglichkeit und Benefits. Dr.-Ing. Tobias Loose 09.03.
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Warmgewalztes Stahlband
 Warmgewalztes Stahlband mit spezieller Laser-Schneid-Eignung voestalpine Anarbeitung GmbH www.voestalpine.com/anarbeitung Beste Laserschneidbarkeit. Engste Toleranzen. Ausgezeichnete Verarbeitbarkeit.
Warmgewalztes Stahlband mit spezieller Laser-Schneid-Eignung voestalpine Anarbeitung GmbH www.voestalpine.com/anarbeitung Beste Laserschneidbarkeit. Engste Toleranzen. Ausgezeichnete Verarbeitbarkeit.
Klassifikations- und Bauvorschriften Werkstoffe und Schweißtechnik
 II Klassifikations- und Bauvorschriften Werkstoffe und Schweißtechnik 3 Schweißen 2 Gestaltung, Herstellung und Prüfung der Schweißverbindungen Ausgabe 1999 Diese Vorschriften treten am 1. Juli 1999 in
II Klassifikations- und Bauvorschriften Werkstoffe und Schweißtechnik 3 Schweißen 2 Gestaltung, Herstellung und Prüfung der Schweißverbindungen Ausgabe 1999 Diese Vorschriften treten am 1. Juli 1999 in
Wärmebehandlungs- und Härteverfahren
 Wärmebehandlungs- und Härteverfahren für Wärmebehandlungs- und Härteverfahren für Wärmebehandlungsmöglichkeiten unseres Hauses Nutzbare Ofenabmessung (mm) Medium Temperatur In C Wärmebehandlungsverfahren
Wärmebehandlungs- und Härteverfahren für Wärmebehandlungs- und Härteverfahren für Wärmebehandlungsmöglichkeiten unseres Hauses Nutzbare Ofenabmessung (mm) Medium Temperatur In C Wärmebehandlungsverfahren
EOS StainlessSteel 316L
 EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
18 Schweißen an duktilen Gussrohren
 E-Book Guss-Rohrsysteme 18. Kapitel: Schweißen an duktilen Gussrohren 18/1 18 Schweißen an duktilen Gussrohren 18.1 Allgemeines 18.2 Schweißverfahren 18.3 Anwendungsbereiche E-Book Guss-Rohrsysteme 18.
E-Book Guss-Rohrsysteme 18. Kapitel: Schweißen an duktilen Gussrohren 18/1 18 Schweißen an duktilen Gussrohren 18.1 Allgemeines 18.2 Schweißverfahren 18.3 Anwendungsbereiche E-Book Guss-Rohrsysteme 18.
Technische Informationen. Nahtlose und geschweißte Rohre
 E D E L S T A H L Technische Informationen Nahtlose und geschweißte Rohre ISO Toleranzen nahtlose und geschweißte Rohre ASTM Toleranzen Ausführungsarten nahtlose Rohre Ausführungsarten geschweißte Rohre
E D E L S T A H L Technische Informationen Nahtlose und geschweißte Rohre ISO Toleranzen nahtlose und geschweißte Rohre ASTM Toleranzen Ausführungsarten nahtlose Rohre Ausführungsarten geschweißte Rohre
Numerische Bestimmung von Schweißeigenspannungen
 Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
0. Allgemeines. 1. Personelle Anforderungen an den Hersteller
 - Otto-Schott-Straße 13-07745 Jena - Tel.: (03641) 204 100 - Fax: 204 110 - www.ifw-jena.de - Mitglied der Zertifizierungsgemeinschaft für Qualitätsmanagementsysteme DVS ZERT e.v. - Werkstoffprüflabor
- Otto-Schott-Straße 13-07745 Jena - Tel.: (03641) 204 100 - Fax: 204 110 - www.ifw-jena.de - Mitglied der Zertifizierungsgemeinschaft für Qualitätsmanagementsysteme DVS ZERT e.v. - Werkstoffprüflabor
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Fügeverfahren Rührreibschweißen
 Präsentationsunterlage zum Fügeverfahren Rührreibschweißen Erstellt von der Arbeitsgruppe DVS / AG V 11.2 / DIN NA 092-00-27 AA Rührreibschweißen Ausschuss für Technik, Deutscher Verband für Schweißen
Präsentationsunterlage zum Fügeverfahren Rührreibschweißen Erstellt von der Arbeitsgruppe DVS / AG V 11.2 / DIN NA 092-00-27 AA Rührreibschweißen Ausschuss für Technik, Deutscher Verband für Schweißen
C Si Mn P S Cr Ni N. min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1. C Si Mn P S Cr Ni. min. - - - - - 18,0 8,0
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni N min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni N min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1 CHEMISCHE ZUSAMMENSETZUNG
Verbesserte technologische Eigenschaften
 Maschinen-, Formenund Werkzeugbau Multiform SL Verbesserte technologische Eigenschaften Schaubild Durchvergütbarkeit: Ein großer Vorteil der neuen Sondergüte gegenüber dem Standardwerkstoff 1.2311 ist
Maschinen-, Formenund Werkzeugbau Multiform SL Verbesserte technologische Eigenschaften Schaubild Durchvergütbarkeit: Ein großer Vorteil der neuen Sondergüte gegenüber dem Standardwerkstoff 1.2311 ist
Aluminium-Rundstangen EN AW-6026
 Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
SBS Katalog 2010. Schweißbolzen-Systeme
 SBS Katalog 2010 Schweißbolzen-Systeme Willkoen beim Kundenservice Servicetelefon: 0 23 73 / 89-1166 Telefax für Anfragen: 0 23 73 / 89-12 38 Telefax für Aufträge: 0 23 73 / 89-12 38 E-Mail: info@obo-be.de
SBS Katalog 2010 Schweißbolzen-Systeme Willkoen beim Kundenservice Servicetelefon: 0 23 73 / 89-1166 Telefax für Anfragen: 0 23 73 / 89-12 38 Telefax für Aufträge: 0 23 73 / 89-12 38 E-Mail: info@obo-be.de
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
FOR ALL THE TRAIN IN THE WORLD
 FOR ALL THE TRAIN IN THE WORLD Innovative, ventilated axle mounted brake disc for railway vehicles Tagung Moderne Schienenfahrzeuge 2013, Graz 1 Anforderungen an Bremsscheiben Unsere Kunden und Ihre Ansprüche
FOR ALL THE TRAIN IN THE WORLD Innovative, ventilated axle mounted brake disc for railway vehicles Tagung Moderne Schienenfahrzeuge 2013, Graz 1 Anforderungen an Bremsscheiben Unsere Kunden und Ihre Ansprüche
Die Wärmebehandlung metallischer Werkstoffe. WS 2014 Dr. Dieter Müller. Wir nehmen Perfektion persönlich.
 Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
SCHUTZGASSCHWEISSEN VON ALUMINIUM. R. Lahnsteiner. Schweißen von Aluminium. R. Lahnsteiner
 SCHUTZGASSCHWEISSEN VON ALUMINIUM Wir können zum Mond fliegen und können Stahl schweißen, warum müssen wir uns dann mit Aluminium speziell beschäftigen? PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe
SCHUTZGASSCHWEISSEN VON ALUMINIUM Wir können zum Mond fliegen und können Stahl schweißen, warum müssen wir uns dann mit Aluminium speziell beschäftigen? PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe
Stahlrohre. Normenübersicht. Stahlrohre aus unlegierten Stählen - geschweißt - nahtlos. Präzisionsstahlrohre. Gewinderohre.
 Stahlrohre Normenübersicht Stahlrohre aus unlegierten Stählen - geschweißt - nahtlos Präzisionsstahlrohre Gewinderohre 08 Zinküberzüge Schweißnahtvorbereitung Nahtlose Rohre aus warmfesten Stählen Elektrisch
Stahlrohre Normenübersicht Stahlrohre aus unlegierten Stählen - geschweißt - nahtlos Präzisionsstahlrohre Gewinderohre 08 Zinküberzüge Schweißnahtvorbereitung Nahtlose Rohre aus warmfesten Stählen Elektrisch
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
MIT MERKLE SCHNELLER UND KOSTENGÜNSTIGER ZERTIFIZIEREN: DIN EN 1090! www.merkle.de
 MIT MERKLE SCHNELLER UND KOSTENGÜNSTIGER ZERTIFIZIEREN: DIN EN 1090! www.merkle.de Die DIN Norm EN 1090 Inhalte und Anforderungen für schweißtechnische Betriebe. Die EU-Zertifizierung EN 1090 ist seit
MIT MERKLE SCHNELLER UND KOSTENGÜNSTIGER ZERTIFIZIEREN: DIN EN 1090! www.merkle.de Die DIN Norm EN 1090 Inhalte und Anforderungen für schweißtechnische Betriebe. Die EU-Zertifizierung EN 1090 ist seit
EWM hilft und spart Ihnen Zeit und Geld!
 Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Handbuch der Schweißtechnik
 J. Ruge Handbuch der Schweißtechnik Dritte, neubearbeitete und erweiterte Auflage Band I: Werkstoffe Mit 136 Abbildungen und 146 Tabellen Springer-Verlag Berlin Heidelberg NewYork London Paris Tokyo HongKong
J. Ruge Handbuch der Schweißtechnik Dritte, neubearbeitete und erweiterte Auflage Band I: Werkstoffe Mit 136 Abbildungen und 146 Tabellen Springer-Verlag Berlin Heidelberg NewYork London Paris Tokyo HongKong
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg.
 TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg GRUNDLAGEN Modul: Versuch: und Härteprüfung Bergsteiger und Freeclimber
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg GRUNDLAGEN Modul: Versuch: und Härteprüfung Bergsteiger und Freeclimber
UHB 11. Formenaufbaustahl
 Formenaufbaustahl Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten. Sie
Formenaufbaustahl Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten. Sie
bildungskatalog Praktische ausbildung Qualifizierung und Prüfung
 raxis xis praxis s praxis praxis praxis praxis praxis axis praxis praxis praxis s praxis praxis praxis praxis praxis praxis praxis praxis praxis axis praxis praxis praxis praxis praxis is praxis praxis
raxis xis praxis s praxis praxis praxis praxis praxis axis praxis praxis praxis s praxis praxis praxis praxis praxis praxis praxis praxis praxis axis praxis praxis praxis praxis praxis is praxis praxis
ein international tätiges Unternehmen
 JACQUET ein international tätiges Unternehmen Weltgrößter Konsument von Edelstahl Quarto Blechen ca. 450 Mitarbeiter 3 Niederlassungen in 20 Ländern / 22 Produktionsstandorte 7.500 Kunden in 60 Ländern
JACQUET ein international tätiges Unternehmen Weltgrößter Konsument von Edelstahl Quarto Blechen ca. 450 Mitarbeiter 3 Niederlassungen in 20 Ländern / 22 Produktionsstandorte 7.500 Kunden in 60 Ländern
-- Lizensiert für DVS Media GmbH, --
 TECHNOLOGIE UND TRENDS -- Lizensiert für DVS Media GmbH, -- EUROPÄISCHE STAHLBAUNORM DIN EN 1090 Ab Juli 2014 gilt s Sebastian Reich, Uhingen Schweißbetriebe müssen sich für Bauprodukte nach DIN EN 1090
TECHNOLOGIE UND TRENDS -- Lizensiert für DVS Media GmbH, -- EUROPÄISCHE STAHLBAUNORM DIN EN 1090 Ab Juli 2014 gilt s Sebastian Reich, Uhingen Schweißbetriebe müssen sich für Bauprodukte nach DIN EN 1090
Hier ist aerni. Blechbearbeitung Von aerni. www.aerni.com. Sicherheitswerkbank a 1 safetech
 Basel West Sicherheitswerkbank a 1 safetech www.aerni.com Hier ist aerni Aerni AG Dürrenhübelstrasse 9 CH-4133 Pratteln Telefon +41 61 811 12 12 Fax +41 61 811 12 11 E-Mail pratteln@aerni.com Blechbearbeitung
Basel West Sicherheitswerkbank a 1 safetech www.aerni.com Hier ist aerni Aerni AG Dürrenhübelstrasse 9 CH-4133 Pratteln Telefon +41 61 811 12 12 Fax +41 61 811 12 11 E-Mail pratteln@aerni.com Blechbearbeitung
BILDUNGSKATALOG 2015 / 2016
 BILDUNGSKATALOG PRAKTISCHE AUSBILDUNG Qualifizierung und Prüfung 2015/2016 2 BILDUNGSKATALOG 2015 / 2016 VORWORT Bildungskatalog Praxis 2015 / 2016 Für die meisten geschweißten Erzeugnisse aus den verschiedensten
BILDUNGSKATALOG PRAKTISCHE AUSBILDUNG Qualifizierung und Prüfung 2015/2016 2 BILDUNGSKATALOG 2015 / 2016 VORWORT Bildungskatalog Praxis 2015 / 2016 Für die meisten geschweißten Erzeugnisse aus den verschiedensten
TÜV Rheinland Kompetenzzentrum Metall. Ingenieurdienstleistungen im Bereich Stahl- und Metallbau. www.tuv.com
 TÜV Rheinland Kompetenzzentrum Metall Ingenieurdienstleistungen im Bereich Stahl- und Metallbau. www.tuv.com Ausbildung und Qualifizierung. Die Ausbildung und Prüfung Ihres Personals führen wir in unserer
TÜV Rheinland Kompetenzzentrum Metall Ingenieurdienstleistungen im Bereich Stahl- und Metallbau. www.tuv.com Ausbildung und Qualifizierung. Die Ausbildung und Prüfung Ihres Personals führen wir in unserer
Schweißzusätze joke Fill
 Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Preise für die Eindringkörper nach Vickers gemäß DIN EN ISO 6507-2 und nach Knoop gemäß DIN EN ISO 4545 mit DKD-Kalibrierschein (Stand: 2014-08-01)
") Preise für die nach Vickers gemäß DIN EN ISO 6507-2 und nach Knoop gemäß DIN EN ISO 4545 mit (Stand: 2014-08-01) form DIN EN ISO 6507-2 für industrielle Anwender HV0,01 HV0,2 HV5 16; 17; 19; 23 Vickers
Preise für die nach Vickers gemäß DIN EN ISO 6507-2 und nach Knoop gemäß DIN EN ISO 4545 mit (Stand: 2014-08-01) form DIN EN ISO 6507-2 für industrielle Anwender HV0,01 HV0,2 HV5 16; 17; 19; 23 Vickers
ARNOLD ist Ihr Systemlieferant für Flansche, Ringe, Ronden und Zuschnitte und deren mechanische Bearbeitung.
 Die Leistungen. 1 ARNOLD ist Ihr Systemlieferant für Flansche, Ringe, Ronden und Zuschnitte und deren mechanische Bearbeitung. Werkstoffe: Bleche ST37 ST52 P265GH 42CrMo4 16Mo3 Nichtrostende Bleche 1.4301
Die Leistungen. 1 ARNOLD ist Ihr Systemlieferant für Flansche, Ringe, Ronden und Zuschnitte und deren mechanische Bearbeitung. Werkstoffe: Bleche ST37 ST52 P265GH 42CrMo4 16Mo3 Nichtrostende Bleche 1.4301
Schweißen. Empfehlung für Schienenstähle
 Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
DEUTSCHE NORM DIN EN 287-1. Only for TÜV SÜD INTERNAL use only-not to be passed on to EXTRENAL parties!
 Nur zur TÜV SÜD INTERNEN Verwendung-keine Weitergabe an EXTERNE! Only for TÜV SÜD INTERNAL use only-not to be passed on to EXTRENAL parties! DEUTSCHE NORM DIN EN 287-1 November 2011 D ICS 25.160.01 Ersatz
Nur zur TÜV SÜD INTERNEN Verwendung-keine Weitergabe an EXTERNE! Only for TÜV SÜD INTERNAL use only-not to be passed on to EXTRENAL parties! DEUTSCHE NORM DIN EN 287-1 November 2011 D ICS 25.160.01 Ersatz
Schweißtechnische Lehranstalt Aachen
 Schweißtechnische Lehranstalt Aachen Anerkannt als Ausbildungs- und Prüfstelle für Schweißtechnik Lehrgangs- und Prüfungsgebühren Stand:.09.0 Schweißtechnische Lehranstalt Aachen Ihre Ansprechpartner Leitung:
Schweißtechnische Lehranstalt Aachen Anerkannt als Ausbildungs- und Prüfstelle für Schweißtechnik Lehrgangs- und Prüfungsgebühren Stand:.09.0 Schweißtechnische Lehranstalt Aachen Ihre Ansprechpartner Leitung:
10 kw-hochleistungsfaserlaser Erfahrungen aus verschiedenen Anwendungen
 kw-hochleistungsfaserlaser Erfahrungen aus verschiedenen Anwendungen A. Sumpf, U. Jasnau, P. Seyffarth, Rostock Veröffentlicht im DVS-Berichte Bd 237 (ISBN 3-87155-695-5): Schweißen und Schneiden 2005
kw-hochleistungsfaserlaser Erfahrungen aus verschiedenen Anwendungen A. Sumpf, U. Jasnau, P. Seyffarth, Rostock Veröffentlicht im DVS-Berichte Bd 237 (ISBN 3-87155-695-5): Schweißen und Schneiden 2005
EWM Qualitätsmanagement mit dem Meßsystem Q-DOC 9000, Schweißdatendokumentation leicht gemacht! D. Dzelnitzki, Mündersbach.
 EWM Qualitätsmanagement mit dem Meßsystem Q-DOC 9000, Schweißdatendokumentation leicht gemacht! D. Dzelnitzki, Mündersbach Zusammenfassung Das EWM Schweißdaten-Dokumentationssystem Q-DOC 9000 ermöglicht
EWM Qualitätsmanagement mit dem Meßsystem Q-DOC 9000, Schweißdatendokumentation leicht gemacht! D. Dzelnitzki, Mündersbach Zusammenfassung Das EWM Schweißdaten-Dokumentationssystem Q-DOC 9000 ermöglicht
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C
 1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
Festigkeit und Härte
 Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
Schweißen von Kupfer und Kupferlegierungen
 Schweißen von Kupfer und Kupferlegierungen Informationsdruck i.12 Herausgeber: Deutsches Kupferinstitut Auskunfts- und Beratungsstelle für die Verwendung von Kupfer und Kupferlegierungen Am Bonneshof 5
Schweißen von Kupfer und Kupferlegierungen Informationsdruck i.12 Herausgeber: Deutsches Kupferinstitut Auskunfts- und Beratungsstelle für die Verwendung von Kupfer und Kupferlegierungen Am Bonneshof 5