Kammerer Gewindetechnik GmbH In der Hausmatte 3 D Hornberg-Niederwasser. Telefon +49 (0) Telefax +49 (0)
|
|
|
- Christina Grosse
- vor 6 Jahren
- Abrufe
Transkript
1
2 Zu Ihrer Information Die in diesem Katalog dargestellten und aufgeführten technischen Angaben der Produkte sind zur Information. Sie sind nur ein kleiner Auszug aus unseren fertigungstechnischen Möglichkeiten hinsichtlich der Abmessungen, Profile, Formen und Materialgüten. Bitte kontaktieren Sie uns! Kammerer Gewindetechnik GmbH In der Hausmatte 3 D Hornberg-Niederwasser Telefon +49 (0) Telefax +49 (0) info@kammerer-gewinde.com
3 Inhalt Seite Was wir fertigen Produktionsübersicht 4 Qualitätssicherung Qualitätssicherung allgemein 6 Was wird geprüft? Protokolle 9 Dynamisches Drehmomentprotokoll 10 Messprotokoll Steigungsmessung (Kugelgewinde) 11 Protokoll Gewindeprofil 13 DIN Auszüge 15 Qualitätssicherung im Fertigungsprozess 21 Kugelgewindetriebe: Anwendungsbeispiele 22 gerollt Technologie, Wirkungsgrad 27 geschält Abstreifer, Montage KGT 28 Laufbahnprofil, Axialspiel bei Einzelmutter, geschliffen Kugelrückführsysteme 29 Vorspannung der Mutter 30 Vorspannung der Spindel, Steifigkeit 31 Steifigkeit Diagramm 33 Mittlere Belastung und Drehzahl, Antriebsmoment und Antriebsleistung 34 Berechnung DIN Werte zum Recken von Kugelgewindetrieben, Wirkungsgrad, Lebensdauer 37 Lebensdauer Diagramm 38 Drehzahlgrenzen 40 Biegekritische Drehzahl 41 Biegekritische Drehzahl Diagramm 42 Knickung 43 Knickung Diagramm 44 Steigungen Übersicht 45 Muttermaßtabellen 47 Muttermaßtabellen Miniatur 58 Angetriebene Mutter 62 Spindelenden mit Lagerung 66 Wellenmuttern KMT 74 Spiralfederabdeckungen 76 Schmierung 78 Trapezgewindetriebe: Anwendungsbeispiele 80 Trapezgewinde-Spindeln (Abmessungen) 82 Trapezgewinde-Muttern (Abmessungen) 85 Technische Daten 88 Gewindedurchmesser und Steigungen 89 Maximale Belastung 90 Wirkungsgrad 91 Biegekritische Drehzahl/Knickung-Berechnung 92/93 Rechnerische Festlegung 94 Blick in die Fertigung 100 Fragebogen 104 3



4 4





5 5

6

7

8
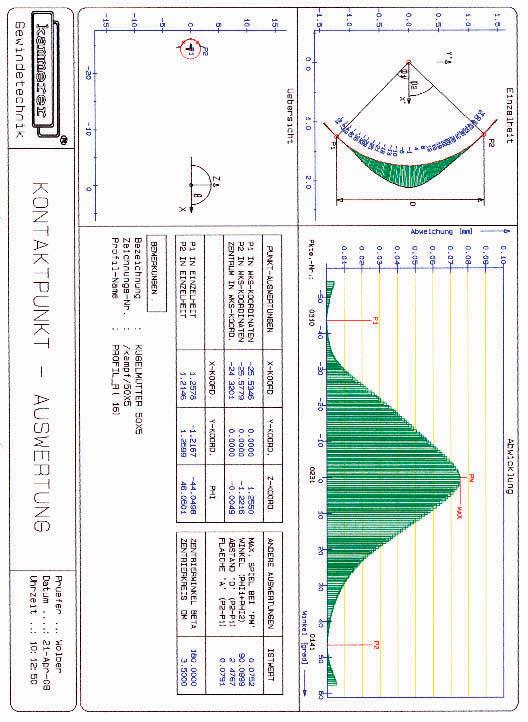
9 Was wird geprüft? Messung der Steigungsgenauigkeit alle 300 mm Kugel gewindetriebe (nach DIN 69051) der Einzelteilung jedes Ganges oder z.b. alle 100 mm der Taumelfehler der Rundlauffehler von Spindelenden der Spindellängenmaße der Flankendurchmesser (Genauigkeit und Rundlauf) Kugelgewindetriebe sind Antriebseinheiten, die hochgenaue Positionierungen von Maschinenbauteilen, wie z.b. bei Werk zeugmaschinen und Messgeräten, ermöglichen. Zur Er reichung der geforderten Genauigkeiten sind umfangreiche Messungen als Kontrolle der Fertigung auch zwischen den einzelnen Be arbeitungsphasen unerlässlich. Rund- und Planlauf Parallelität Axialspiel Tragbild Vorspannung Leerlauf- und Dynamisches Drehmoment Steifigkeit Steigungsabweichung Material Gewindeprofil Härte Härterisse Geradheit Maße Passungssitze Kontrollmessungen und Prüfungen für folgende Kriterien werden durchgeführt, wobei einige natürlich nur auf Kunden wunsch erfolgen: Protokolle Auf unserer Messmaschine mit computerausgewerteten Steigungs- und Messprotokollen können wir alle Messungen an Kugelgewindespindeln und Muttern ausführen. Messprotokolle können auf Wunsch mitgeliefert werden. 9

10 Dynamisches Drehmomentprotokoll 10
11 Messprotokoll Steigungsmessung (Kugelgewinde) Firma Rosa Sistemi Spa 11
12 Messprotokoll Steigungsmessung (Kugelgewinde) Firma Rosa Sistemi Spa 12
13 Protokoll Gewindeprofil 13
14 Protokoll Gewindeprofil 14
15 DIN-Auszüge 15
16 16
17 17
18 18
19 19
20 20

21
22 Anwendungsbeispiele Kugelgewindetrieb Hauptanwendungsbereiche: Der Kugelgewindetrieb bringt durch höchste Präzision ausgezeichnete Voraussetzungen zur Mess- und Steuertechnik mit, was für die folgenden Anwendungsbereiche entscheidend ist. Werkzeugmaschinenbau Fördertechnik Luftfahrtindustrie Reaktortechnik Handhabungstechnik Medizintechnik Wehrtechnik Mess- und Prüftechnik Verkehrstechnik Radar- und Antennentechnik Aufgabe: Justieren von Textilrollen Textilverarbeitung Lösung: Zwei vertikal eingesetzte Kugelgewindetriebe justieren die schweren Rollen. Der gute Wirkungsgrad der KGT-Spindel ermöglicht die Verwendung eines kleinen Antriebes. Plansupport Die Abbildung zeigt einen Teilschnitt des Plan supports einer numerisch gesteuerten Dreh maschine. Die Eil gang drehzahl beträgt 1200 min -1. Für diese An wendung ist eine vorgespannte und starre Lagerung der Kugelgewindespindel notwendig. Konstruktionslösung Diese Kugelgewindespindellagerung ist eine typische Standardlösung für Präzisions-Kugelgewindetriebe. Die Antriebsseite der Kugelgewindespindel wird mit einem Nadel-Axial-Zylinderrollenlager der Baureihe ZARF..LTN gelagert. Durch die hohe dynamische Tragzahl ergibt sich eine lange Lebensdauer. Mit der beachtlichen Lager steifig keit wird die Positionierund Wiederholgenauigkeit des Kugelgewindetriebes garantiert. 22
23 Positioniertechnik Aufgabe: Exaktes Einstellen eines Anschlages. Lösung: Durch Verwendung eines Kugelgewindetriebes erreicht man eine schnelle und exakte Positionierung des Anschlages. Blechbearbeitungsmaschine Aufgabe: Rasches Bewegen von Blechen zum Laser schneiden. Lösung: Mit je einem KTG in X- und Y-Achse wird der Koordinatentisch bewegt. Hohe Lebensdauer und Positioniergenauigkeit werden hier problemlos erreicht. Die Zeichnung zeigt die Vorschubspindel einer CNC-gesteuerten Laser schneidmaschine. Die Kugelgewindespindel hat einen Nenndurchmesser von 63 mm und eine Länge von 3000 mm. Geringe Reibung und hohe Präzision bestimmen die Wahl des Lagers. Die Betriebsbedingungen der Laserschneidmaschine sind durch kleine Vorschubkräfte und eine maximale Spindeldrehzahl von 500 min -1 gekennzeichnet. Konstruktionslösung Die Kugelgewindespindel ist beid seitig mit Schrägkugellagern der Bau reihe ZKLF...2RS gelagert. Die lange Spindel wird über eine Zustellmutter gereckt. Eine zweite, innen liegende Nutmutter spannt das Lager vor. Die O-Anordnung in den Axial-Schrägkugellagern mit 60 Druckwinkel wirkt dem Spindeldurchhang entgegen. Die Axial- Schrägkugellager sind mit ihren dickwandigen, formstabilen Außenringen direkt an die Lagerböcke angeschraubt. Sie nehmen die auftretenden Axialkräfte problemlos auf und gewähren einen reibungsarmen Betrieb. Sie sind beidseitig mit Dichtringen der Baureihe RS abgedichtet, zusätz liche Dichtungen in der Umgebungs konstruktion sind nicht erforderlich. Die Lager sind mit einem synthetischen Schmierfett hoher Alterungsbeständigkeit auf Gebrauchsdauer befettet. Kugelgewindespindellagerung 23
24 Anwendungen Kugelgewindetrieb 3-Koordinaten-Manipulator Aufgabe: Magazinieren von Produktionsteilen. Lösung: Ein Greifer und vier Kugelgewindetriebe in X-, Y- und Z-Achse werden durch eine CNC- Steuerung mit Motoren bewegt. Geringes Eigengewicht der Konstruktion und hoher Wirkungsgrad der KGT ermöglichen einen schnellen Bewegungsablauf. Kugelgewindemutterlagerung Auf dieser Flachschleifmaschine werden bevorzugt profilierte Werkstücke gefertigt. Die Vertikalbewegung des Schleifkopfes soll über einen elektromechanischen Antrieb mit Kugelgewindespindel erfolgen. Konstruktionslösung Beim Profilschleifen sind oft nur kleins te, sich ständig ändernde Zustell bewegungen der Schleifscheibe erforderlich. Das abgedichtete und auf Gebrauchsdauer befettete Schräg kugellager ZKLN...2RS vermeidet den stick-slip-effekt beim Zustellvorgang. Es ermöglicht dadurch Schleifergebnisse von höchster Präzision. Um die Schwingungen aus dem Kugelge winde trieb möglichst klein zu halten, wurde hier die rotierende Kugelge windemutter gelagert, während die Kugelgewindespindel steht. Die beiden Kugelreihen im Wälzlager stehen mit 60 Druckwinkel in O-Anordnung zueinander und sind vorgespannt. Um das Kippmoment aus dem An trieb nicht alleine von dem Festlager aufnehmen zu lassen, ist ein Nadel lager der Baureihe NA...2RS VGS als zusätzliches Stützlager vorgesehen. Das Nadellager ist mit einem vorgeschliffenen Innenring versehen. Diese Ausführung lässt zu, den Innenring im montierten Zustand fertigzuschleifen, um dadurch ein möglichst geringes Radialspiel zu erhalten. 24

25
26
27 Technologie der Kugelgewindetriebe Der Kugelgewindetrieb ist eine Arbeitseinheit zur Umwandlung einer Dreh- in eine Linearbewegung und umgekehrt. Er besteht aus der Spindel, dem Mutternsystem mit Kugelrückführungselementen und den Kugeln als Walzelementen. Die Verbindung zwischen Spindel und Mutter stellen die Kugeln dadurch her, dass sie sich in den entsprechenden Laufbahnen von Spindel und Mutter abwälzen. Die zu übertragenden Kräfte verteilen sich auf eine Vielzahl von Kugeln, so dass sich eine relativ kleine spezifische Belastung ergibt. Der Kugelgewindetrieb weist wegen seiner Rollreibung einen äußerst günstigen Reibungskoeffizienten auf. Wirkungsgrad Wirkungsgrad in % Kugelgewindemutter Kugelgewindespindel Der Wirkungsgrad von Kugelgewindetrieben liegt wegen der hier herrschenden Rollreibung wesentlich höher als bei herkömmlichen Trapezspindeln. Außerdem entfällt der stick-slip-effekt, was ein genaues Verfahren auch kleinster Wege möglich macht. Grundsätzlich ist bei Kugelgewindetrieben wegen des geringen Reibverlustes schon bei verhältnismäßig kleinen Steigungswinkeln auch eine Umkehr der Bewegungsform, das heißt Umwandlung einer linearen Bewegung in Rotation, möglich. In Einbaufällen, wo Selbsthemmung gefordert ist, müssen deshalb entsprechende Sicherungen, z.b. Bremsen, vorgesehen werden. Kugelgewindetriebe herkömmliche Trapezspindel Steigungswinkel in Grad Vorteile: Lange Lebensdauer, die ein Vielfaches von der des Gleitgewindetriebes beträgt. Die Wärmeentwicklung ist wesentlich geringer, was höhere Verfahrgeschwindigkeiten ermöglicht. Durch diese Faktoren lässt sich schon ein großer Teil der höheren Kosten des Kugelgewindetriebes kompensieren. Hierbei muss unter Umständen berücksichtigt werden, dass er nicht selbsthemmend ist. Bei Gleitreibung und geringen Relativgeschwindigkeiten (Schleichgang) kommt es immer wieder zum intermittierenden Gleiten, dem so genannten stick-slip, obwohl ein gleichmäßiger Antrieb und eine konstante Geschwindigkeit eingeleitet werden. Bei rollender Reibung tritt dieser unerwünschte stick-slip nicht auf, so dass wiederholt gleiche Positionen angefahren werden können. Einbau: Vor dem Einbau ist der Kugelgewindetrieb soweit er forderlich mit einem Reinigungsmittel, wie z. B. Wasch benzin, zu säubern. Die Reinigungsmittel dürfen nicht aggressiv auf die Abstreifermaterialien wirken. Das Entfernen des Konservierungsmittels ist in der Regel nicht erforderlich. Die Kugelgewindetriebe sind werksseitig korrosions geschützt und benötigen vor Inbetriebnahme Schmierstoffzufuhr (Öl oder Fett). Werkstoffe für Kugelgewindetriebe Spindel Stahl für Oberflächenhärtung Cf53 Werkstoff Nr Oberflächenhärte HRC Zugfestigkeit Rm 600 N/mm 2 Streckgrenze Rp 400 N/mm 2 Werkstoff Nr CrMo 4 Oberflächenhärte HRC Zugfestigkeit Rm 900 N/mm 2 Streckgrenze Rp 600 N/mm 2 Kugeln 100 Cr 6 oder Ceramik Genauigkeit Güteklasse G 5 (höchste Genauigkeitsklasse) nach DIN 5401, Härte 63 ± 3 HRC. Mutter Werkstoff Nr Cr 6 Härte HRC Zugfestigkeit Rm 980 N/mm 2 Streckgrenze Rp 980 N/mm 2 Hart bis Rm 2100 N/mm 2 Werkstoff Nr Härte HRC Zugfestigkeit Rm 690 N/mm 2 Streckgrenze Rp 390 N/mm 2 Hart bis Rm 1800 N/mm 2 Werkstoff-Spezifikation für 100Cr6: Werkstoff Nr , Bezeichnung nach DIN Sonderwerkstoffe auf Anfrage. 27

.")
28 Abstreifer Kugelgewindetriebe sollten grundsätzlich vor Schmutz und Verunreinigungen geschützt werden. Dies geschieht bei KAMMERER Kugelgewindetrieben standardmäßig durch Kunststoffabstreifer. Wir empfehlen nach entsprechender Laufzeit des Kugelgewindetriebes die Abstreifer, sofern möglich, auszutauschen, um die Lebensdauer positiv zu beeinflussen. Auf Kundenwunsch liefern wir auch Kunststoffabstreifer mit gleitoptimierenden Zusätzen. Die beste Lösung ist jeoch die komplette Abdeckung des Kugelgewindetriebes mit z.b. Spiralfederabdeckungen. Kunststoffabstreifer Demontage der Mutter: Mutter und Spindel sollten nach Möglichkeit nicht de montiert werden. Ist dies trotzdem erforderlich, muss eine Montagehülse verwendet werden (siehe Skizze). Außen-Ø der Hülse = Kern-Ø der Spindel mm. Hülse über das Spindelende bis an den Gewindeanfang schieben, dann die Mutter vorsichtig vom Gewinde auf die Hülse drehen. Demontage muss ohne Kraft erfolgen. Sicherstellen, dass die Mutter nicht von der Hülse rutschen kann (O-Ringe oder Ähnliches). Beim Aufdrehen der Mutter auf die Spindel muss der Gewindeanfang vorsichtig eingeschraubt werden. Achtung: Es darf keine Kugel hinter die Umlenk stücke geraten. Auf Sauberkeit achten!!! 28
29 Laufbahnprofil Kammerer-Kugelgewindetriebe sind grundsätzlich mit gotischen Laufbahnprofilen versehen und bieten folgende Vorteile: Gute Laufeigenschaften, hohe Steifigkeit, guter Kontaktwinkel â im Bereich um 45 wird angestrebt. â = a = r 1 = r 2 = Kontaktwinkel Axialspiel Kugelradius Laufbahnradius Dieses Profil mit dem größtmöglichen Lastwinkel â, guten Schmiegungsverhältnissen und einem Kugeldurchmesser, der für den jeweiligen Anwendungsfall berechnet wird, bringt folgende Vorteile: Höchste Tragzahlen und somit lange Lebensdauer Beste Laufeigenschaften Wirkungsgrad bis 98 % Optimale Steifigkeit Nahezu konstante Antriebsdrehmomente Axialspiel bei Einzelmutter Wie das Wälzlager weist der Kugelgewindetrieb mit Einzelmutter aufgrund des konstruktiven Aufbaues je nach Ab messung ein axiales Spiel von 0,02 bis 0,05 mm auf, das unabhängig von der Belastung konstant ist. Mutter durchgehärtet Spindel tiefgasnitriert gehärtet Mutter durchgehärtet Spindel induktiv gehärtet Die Belastung bewirkt eine elastische Verformung der Materialien mit hystereseartigem Charakter, was zusätz lich eine axiale Verschiebung bedeutet (siehe Seite 32 Steifigkeit). Kugelrückführsysteme Axiale interne Kugelrückführung mit Einzel- bzw. Mehrfachumlenkung je nach Anzahl der tragenden Gewindeumläufe. Die dreidimensionale Raumkurve bewirkt einen weichen und geräuscharmen Lauf der Kugeln, weil diese tangential zum Kugelmittenkreis abgehoben werden. Das Umlenk system ist steigungsunabhängig. Es sind auch Steigungen 1 x D bzw. max. 1,5 x D der Spindel möglich. Axiales internes Umlenksystem von Kammerer Internes Umlenksystem, Einzelumlenkung Dieses Umlenksystem wird von der Fa. Kammerer verwendet. Rohrumlenksystem Externe Kugelrückführung (Rohrumlenkung). Hier werden die Kugeln durch ein am Umfang der Kugelgewindemutter befestigten Umlenkrohr zurückgeführt. 29
30 Vorspannung Um eine kleinstmögliche Relativbewegung zwischen Mutter und Spindel zu bekommen, werden bestimmte Einzelmuttern gegeneinander verspannt. F b F v v = Betriebslast [N] = Vorspannkraft [N] a = Verformung durch F v Mutter 1 O-Vorspannung Mutter 2 = Axialspiel b = Verformung durch F b 2 b = Umkehrspanne die Vorspannkraft beträgt 1 der mittleren Betriebslast. 2,83 Darüber hinausgehende Lasten bewirken den Verlust des Kugelkontaktes der entlasteten Mutter und eine Vergrößerung der Umkehrspanne. die mittlere Betriebslast wird entsprechend der sich ergebenden Belastung bei Lebensdauerumdrehungen festgelegt. Aus dem Vorgenannten ergibt sich folgende Beziehung: Fv (Vorspannkraft) Axialspiel Vorspannung von Mutternsystemen Um das Axialspiel zu eliminieren und die axiale Verschiebung aufgrund der Materialverformung möglichst gering zu halten, werden Muttern vorgespannt. Man unterscheidet drei Vorspannarten: Doppel-Mutter X-Vorspannung: Die Kräfte sind nach innen gerichtet. Die Spindel befindet sich unter Druckspannung im Vorspannbereich. Die Vorspannung wird durch Zusammendrücken der Muttern erhöht. Doppel-Mutter O-Vorspannung: Die Kräfte sind normal nach außen gerichtet. Die Spindel befindet sich unter Zugspannung im Vorspann bereich. Die Vorspannung lässt sich durch Auseinanderdrücken der Mutter erhöhen. Intern Einzel-Mutter Vorspannung durch Kugelübermaß: Die kostengünstigste Lösung, da nur die halbe Muttern - l änge zu fertigen ist, stellt die Vorspannung durch Kugelübermaß (= Vierpunktberührung) dar, die deshalb zunehmende Ver brei tung erfährt. Durch Variation des Kugeldurchmessers wird die Vor - spannung eingestellt. Kugel-Ø 1 2 μm abgestuft. 30
31 Vorspannung Kammerer Vorspannung Nr. 1 wird von der Firma Kammerer vorzugsweise verwendet. Vorspannung von Spindeln Spindeln werden vorgespannt, um die Positioniergenauigkeit zu erhöhen. Längenänderungen von übersehbaren Temperatur differenzen werden Passfederverbindung vermieden. Zu diesem Zweck müssen die Spindeln mit einer in den Minusbereich gehenden Steigung geschliffen werden. Die erforderliche Steigungsabweichung ( P) über die gesamte Länge ergibt sich aus folgender Gleichung: Ausdehnungskoeffizient (Stahl = 0,011 mm/m Grad) ges. Spindellänge (m) Temperaturdifferenz ( C) Hierbei kann mit ca. 5 Temperaturdifferenz gerechnet werden. Durch Strecken der Spindel während der Montage wird die Nennsteigung erzielt. Die zum Strecken der Spindel erforderliche Axialkraft (F2) muss von den Lagerungen aufgebracht werden und errechnet sich aus: erforderliche Steigungsabweichung aus Gleichung Elastizitätsmodul (21 x 10 4 N/mm 2 bei Stahl) Spindelquerschnitt (mm 2 ), siehe Gleichung ges. Spindellänge (mm) mittlerer Spindeldurchmesser Die Drehzahlwerte können bei einer auf Zug verspannten Spindel auch erhöht werden. Werte zum Recken von Kugelgewindetrieben Durchmesser 32 mm 0,03/1000mm A = 594 mm 2 Durchmesser 40 mm 0,04/1000mm A = 990 mm 2 Durchmesser 50 mm 0,05/1000mm A = 1625 mm 2 Durchmesser 63 mm 0,06/1000mm A = 2552 mm 2 Durchmesser 80 mm 0,07/1000mm A = 4596 mm 2 Durchmesser 100 mm 0,07/1000mm A = 7314 mm 2 Steifigkeit Die Gesamtsteifigkeit (C ges ) eines Systems setzt sich aus den Einzelsteifigkeiten (Kugelgewindetrieb, Lagerung, ) zusammen. Es sollte deshalb der Einfluss aller Faktoren beachtet werden. Für den Kugelgewindetrieb: Delta P = (a* l* Delta t) /1000 (mm) F2 = (Delta P * E * A) / l (N) A = (dm 2 * 3,1416 )/ 4 (mm 2 ) Steifigkeit des Mutternkörpers (c m ) Gewindestift mit Zentrierspitze Mutter 1 Mutter 2 P = Steigung (mm) a = Ausdehnungskoeffizient (Stahl = 0,011mm/m* Grad) l = Spindellänge in (mm) t = Temperaturdifferenz (Grad) Max Wert 5 C ansonsten Rücksprache Fa. Kammerer. E = E-Modul N/mm 2 (Stahl) A = Spindelquerschnitt (mm 2 ) [N/μm] A = Mutternquerschnitt [mm 2 ] E = Elastizitätsmodul [N/mm 2 ] Steifigkeit im Kugelbereich (C k ) Die axiale Steifigkeit im Kugelbereich ergibt sich aus: Verwende L 1 oder L 2 entsprechend der Richtung der Betriebslast F b L 1 0,5 Mutterlänge L 2 0,75 Mutterlänge Aus der Tabelle, Seite 32, können Sie die Steifigkeitswerte für den Kugelbereich ablesen. Anhand der nach folgenden Übersicht und Formel können die Steifigkeiten für die nicht in den Tabellen angegebenen Ausführungen ermittelt werden. Bei Doppelmuttern gilt unter der Voraussetzung von gleicher Um lenk zahl je Mutter und einem Verhältnis von [N/μm] Betriebslast [N] Vorspannkraft [N] Steifigkeitsfaktor [N/μm 2/3 ] Anzahl der Umläufe 3/2 Steifigkeit der Mutterneinheit (c me ) Zur näherungsweisen Berechnung genügt: c me = f cm c k f cm = 0.55 (interne Vorspannung bei Einzelmutter) f cm = 0.70 (vorgespannte Doppelmutter) [N/μm] 31
32 Steifigkeit der Spindel zwischen Lagerungen (c s ) Die Steifigkeit der Spindel ist von der Art der Lagerung abhängig. Einseitiges Festlager, Fall 1 Beidseitiges Festlager, Fall 2 E = Elastizitätsmodul [N/mm 2 ] l = Länge zwischen Lagerungen bzw. zwischen Lagerung und Mutter [mm] A = Spindelquerschnitt [mm 2 ] d m = mittlerer Spindeldurchmesser [mm] (siehe Tabelle Seite 41 ( Biegekritische Drehzahl ) Berechnung der Gesamtsteifigkeit 1. Steifigkeit des Kugelbereiches 3 2 c = 2 F ( k i) k b 3 2 = ( 53, 51 5) c = 2428 N / m k 2. Steifigkeit des Mutterbereiches c me 0,7 0, 7 c k 2428 = Steifigkeit des Mutterkörpers A E 2 c = [ N / m ] m 3 l c = m c m = 4221 N / m 3. Steifigkeit der Spindel 3.1 Einseitiges Festlager c c c s s s A 1 E = 3 l = = 325 N / m [ N / m ] 3.2 Beidseitige Festlager c c s s = 4 A 1 l 10 = E 3 = Gesamtsteifigkeit c 1 ges = c 1 k + c 1 m + 4 N / m [ N / m ] c N / m 1 s = c 1 me 1 + c s Beispiel Ermittlung der Steifigkeit Mutternsystem DIN nach Maßblatt Nenndurchmesser d 0 = 50 mm Steigung P = 10 mm Anzahl der Umläufe i = 5 Dynamische Tragzahl C = N Betriebslast max. F b = N Spindellänge zwischen den Lagerungen l = mm Steifigkeitsfaktor k = 53,51 N/μm Spindelquerschnitt A 1 = mm 2 Mutterquerschnitt A 2 = mm Einseitiges Festlager 1 c c ges ges = = = N / m 4.2 Beidseitige Festlager = + c c ges ges 1 c ges 1 c ges N / m 4.3 Einseitiges Festlager = = c k c m c s Beidseitige Festlager 1 c ges = = 268 N = 705 N / m / m Weitere Steifigkeitswerte (Lagersteifigkeitswerte) siehe Seiten Spindelendenbearbeitung mit Lager. 32
33 Steifigkeit D K = Kugeldurchmesser d = Kugelmittenkreis i = Anzahl der tragenden Gewindegänge K = Steifigkeitskennzahl pro Gang c k = Steifigkeit der Doppelmutter Ermittlung der axialen Federung eines Kugelgewindetriebes im Kugelbereich mit dem Steifigkeitsfaktor K (siehe nebenstehende Tabelle). Abmessung und Steigung Spindel-Ø h6 DK Ø d i Cdyn (N) K/ Kugelumlauf Kugel-Ø Kugelmittenkreis Umläufe Tragzahl Steifigkeitskennzahl K DpM / Rnu,ar EfM / Rnu,ar Steifigkeit Steifigkeit 5%Cdyn 5%Cdyn 10x2 10 1,58 10, ,62 49, x2 12 1,58 12, ,74 57, x3 12 2,38 12, ,43 46, x5 12 2,38 12, ,31 46, x5 16 2,38 16, ,74 126, x ,38 16, ,31 93, x ,38 16, ,07 64, x5 20 3,175 20, ,78 173, x ,175 20, ,48 103, x ,175 20, ,17 70, Mutter-Steifigkeit C me = f cm c k f cm = 0,55 bei intern vorgespannter Einzelmutter 25x5 24 3,5 24, ,59 192, x ,5 24, ,34 115, x ,5 24, ,39 78, x ,5 24, ,71 77, f cm = 0,70 bei vorgespannter Doppelmutter 32x5 30 3,5 30, ,78 243, x ,5 31, ,61 174, x ,35 31, ,18 152, x ,35 31, ,61 112, x ,35 31, ,51 73, x5 38 3,5 38, ,04 315, x ,35 39, ,45 185, x ,35 39, , x , ,52 127,
34 40x ,52 40, ,78 119, x , ,99 81, x ,52 40, ,38 76, x5 48 3,5 48, ,33 475, x ,5 48, ,51 267, x ,5 48, ,18 212, x , ,88 207, x ,5 48, ,58 222, x , ,36 205, x ,5 48, ,82 219, x , ,63 214, x ,5 48, ,88 161, x , ,72 158, x5 60 3,5 60, ,66 585, x ,5 60, ,43 410, x ,5 60, ,16 272, x ,52 62, ,11 360, x ,5 60, ,10 268, x ,52 62, ,20 236, x ,5 60, ,34 199, x ,52 62, ,79 185, x ,35 81, ,62 591, x ,5 80, ,31 535, x ,7 82, ,57 278, x ,7 82, ,57 417, x ,7 82, ,96 275, x ,7 82, ,98 203, x ,35 101, ,31 739, x ,5 100, ,16 678, x ,7 102, ,12 340, x ,7 102, ,12 510, x ,7 102, ,64 338, x ,5 120, ,03 804, x ,7 122, ,53 418, x ,7 122, ,53 627, x ,7 122, ,11 416, x ,7 162, ,47 557, x ,7 162, ,47 836, x ,7 162, ,15 556, Hier lässt sich mit der Steifigkeits- Kennzahl und der Betriebsbelast ung in N der Federweg des Muttersystems ablesen; z.b. KGT 50 x 10: Beispiel 1: K = 53,51 F = N 30 μm Beispiel 2: K = 53,51 F = N 57 μm 33
35 Steifigkeit Mutter-Steifigkeit C me = f cm c k f cm = 0,55 bei intern vorgespannter Einzelmutter f cm = 0,70 bei vorgespannter Doppelmutter Hier lässt sich mit der Steifigkeits- Kennzahl und der Betriebsbelast ung in N der Federweg des Muttersystems ablesen; z.b. KGT 50 x 10: Beispiel 1: K = 53,51 F = N 30 μm Beispiel 2: K = 53,51 F = N 57 μm
36 Mittlere Belastung Konstante Drehzahl / variierende Belastung usw. Konstante Drehzahl / Belastung linear verändert Drehzahl und Belastung variieren usw. F bm = mittlere axiale Belastung [N] n m = mittlere Drehzahl [min -1 ] q 1 = Teilnutzungszeiten bezogen auf 100 % n 1 = Drehzahlwerte Belastung F Zeitanteil q (%) Mittlere Drehzahl usw. [min -1 ] Drehzahl n Zeitanteil q (%) Antriebsmoment und Antriebsleistung Wenn ein Drehmoment in eine Längskraft umgesetzt werden soll, gilt: Beim Umsetzen einer Längskraft in ein Drehmoment gilt (Steigungswinkel 5 ): Die Antriebsleistung berechnet sich nach: F = Kraft [N] M a = Antriebsmoment [N m ] M e = Abtriebsmoment [N m ] n = Drehzahl [min -1 ] P = Steigung [mm] P a = Leistung [kw] è = Wirkungsgrad [0,9 0,95] 34
37 Berechnung DIN Lebensdauer-Steifigkeit 4/10/ :25 Kunde Fa. Kammerer Z.Nr. Z-Achse G DYN Typ KGT50 x 40 x 1480 Steigung Ph 50 mm Kontaktwinkel a 45 Mittenkreisdurchmesser DpW 62,04 mm Kugeldurchmesser DW 9,525 mm Gangzahl g 1 Kugelumläufe i 3 Schmiegung frs(rn) 0,54 Härte HV10 HV Erschmelz-Fakt. fm 1,44 Dynamikfaktor + Keramikkugeln fdyn 1 Normale Kugelfüllung Zuverlässigkeits Faktor fr 1 Toleranzfaktor fac 1 Drehzahl-Korrektur-Faktor fk 0,32 Knick-Faktor Fkn 0,25 Einschaltdauer in % ED. ED 100 % Mutter Ø D1 95 mm Mutterlänge L2 100 mm Ungestützte Spindellänge Ls 1350 mm Vorspannkraft Mutter f. Steifigkeit FvM 2000 N Axialkraft für Drehmomentberechnung Fm N Max Ist Drehzahl der Mutter Max. M 2000 U/min C-Staat Cstat N C-Dyn Cdyn N DIN Simulations Berechnung normal = Steifigkeitswerte EM DpM Spindelsteifigkeit bei Fest-Los Lagerung Rs N/ym 375 Spindelsteifigkeit bei Fest-Fest Lagerung Rs N/ym 1502 Spindelsteifigkeit Rs 375 N/ym 375 1min Spindelsteifigkeit Rs 1494 N/ym min Muttersteifigkeit incl. Der Sp. Im Mutterbereich Rnuar 2822 N/ym 3524 Gesamtsteifigkeit Fest-Los+Rnuar Rtot1 283 N/ym 283 Gesamtsteifigkeit Fest-Fest+Rnuar Rtot2 977 N/ym 977 Verformung der Laufbahn durch die Vorspannung lb/t= 1,3 ym 1,3 Vorhandene Steifigkeit bis maximal 2,83*Vorspannkraft Rb/t= 5518 N/ym 7022 Muttersteifigkeit incl. Der Sp. Im Mutterbereich Rnu= 5131 N/ym
38 Berechnung DIN Lebensdauer-Steifigkeit 4/10/ :25 Kunde Fa.Kammerer Z.Nr. Z-Achse G DYN C-Staat Cstat N C-Dyn Cdyn N Äquivalente Drehzahl nm 601 U/min Äquivalente Belastung Fm N Dyn. Äquivalente Belastung Fma N Fma N Lebensdauer EM Lm Umdr. Lebensdauer DpM Sym.Uml. Lm Umdr. Lebensdauer in Stunden 3568 Std. Lebensdauer in Stunden bei ED % 100 % 3568 Std. Biegekritische Drehzahl U/min 1047 Rotierende Spindelmasse Ges. N 273 Überrollverhältnis Üf 6,51 i Grenz Drehzahl der Wälzkörper Umdr. Drehmoment Ma 395,12 N/m Drehmoment Me 384,74 N/m Drehmoment Mi 2,39 N/m Wirkungsgrad 1 h 0,99 Wirkungsgrad 2 h 0,99 Antriebsleistung KW 82,75 Knickkraft Fkn N Massenträgh. Moment ID KGT-Sp. Kg/m 2 0,017 Lastkollektiv Lastfall 1 Drehzahl 1 Umdr. 50 Axialkraft 1 in N 7245 Zeitanteil 1 in % 12,50 Lastfall 2 Drehzahl 2 Umdr. 50 Axialkraft 1 in N Zeitanteil 2 in % 12,50 Lastfall 3 Drehzahl 3 Umdr. 200 Axialkraft 1 in N Zeitanteil 3 in % 25,00 Lastfall 4 Drehzahl 4 Umdr. 200 Axialkraft 1 in N Zeitanteil 4 in % 25,00 Lastfall 5 Drehzahl 5 Umdr Axialkraft 1 in N Zeitanteil 5 in % 11,50 Lastfall 6 Drehzahl 6 Umdr Axialkraft 1 in N Zeitanteil 6 in % 11,50 Lastfall 7 Drehzahl 7 Umdr Axialkraft 1 in N Zeitanteil 7 in % 1,00 Lastfall 8 Drehzahl 8 Umdr Axialkraft 1 in N Zeitanteil 8 in % 1,00 Lastfall 9 Drehzahl 9 Umdr. 0 Axialkraft 1 in N 0 Zeitanteil 9 in % 0,00 Lastfall 10 Drehzahl 10 Umdr. 0 Axialkraft 1 in N 0 Zeitanteil 10 in % 0,00 Lastfall 11 Drehzahl 11 Umdr. 0 Axialkraft 1 in N 0 Zeitanteil 11 in % 0,00 Lastfall 12 Drehzahl 12 Umdr. 0 Axialkraft 1 in N 0 Zeitanteil 12 in % 0,00 Die Berechnung beruht auf der DIN 69051/T4 und Ihren Angaben, beinhaltet jedoch keine Sicherheiten. Die Zuverlässigkeit wurde mit 99 % zugrundegelegt. Wir bitten Sie die Angaben nach Erhalt der theoretischen Berechnung nochmals zu überprüfen. Die theoretischen Werte können in der Praxis abweichen z.b. durch schlechte Einbauverhältnisse oder Schmutz, Beschleunigung, Vorspannung, Drehzahl der Wälzkörper. Für unser Mutter- und Umlenksystem lassen wir eine Grenzdrehzahl von 3000 U/min ohne Rücksprache mit dem Werk zu. Größere Drehzahlen sollten mit Rücksprache unserer Technik geklärt werden.!!!! Für technische Rückfragen steht Ihnen Herr Besenbeck unter der Telef. Nr / zur Verfügung.!!! 36
39 Wirkungsgrad bzw. = Steigungswinkel [ ] P = Steigung [mm] d m = Kugelmittenkreis [mm] = Reibungswinkel [ ] 0,2 bis 0,35 Wenn ein Drehmoment in eine Längskraft umgesetzt werden soll, gilt: Beim Umsetzen einer Längskraft in ein Dreh moment gilt: Lebensdauer Die Lebensdauer (besser nominelle Lebensdauer) wird durch diejenige Anzahl der Umdrehungen (oder Anzahl der Betriebsstunden bei unveränderter Drehzahl) ausgedrückt, die 90 % einer genügend großen Anzahl untereinander gleicher Kugelgewindetriebe erreichen oder überschreiten, bevor die ersten Anzeichen einer Werkstoffermüdung auftreten. Die nomi nelle Lebensdauer wird mit L bzw. L h bezeichnet, wenn die Angabe in Umdrehungen bzw. in Stunden erfolgt. Die dynamische Tragzahl C ist als eine axiale, zentrisch wirkende Beanspruchung (angegeben in N) unveränderlicher Größe und Richtung zu verstehen, bei der eine genügend große Anzahl gleicher Kugelgewindetriebe eine nominelle Lebensdauer von einer Million Umdrehungen erreicht. Die statische Tragzahl C O ist als eine axiale, zentrisch wirkende Beanspruchung (angegeben in N) zu verstehen, die eine gesamte bleibende Verformung von 0,0001 x Kugeldurchmesser zwischen Kugel und Kugellaufbahn hervorruft. Da Kugelgewindetriebe empfindlich gegenüber radialen und exzentrischen Belastungen sind, sollen diese möglichst vermieden werden. L = Lebensdauer [Umdrehungen] L h = Lebensdauer [h] C o = stat. Tragzahl [N] C = dyn. Tragzahl [N] F am = mittlere axiale Belastung [N] F a max = max. axiale Belastung [N] n m = mittlere Drehzahl [min -1 ] f n = Nutzungsfaktor Einsatzdauer KGT (h) f n = geplante Nutzungsdauer der Maschine (h) Richtwerte für Maschinenlebensdauer: 1-Schicht: bis h 2-Schicht: bis h 37
40 Lebensdauer Diagramm Mini-KGT (Ø 8 Ø 16) Belastung F am [kn] Lebensdauer L [10 6 Umdrehungen] 38
41 Lebensdauer Diagramm KGT (Ø 16 Ø 160) Belastung F am [kn] Lebensdauer L [10 6 Umdrehungen] 39
42 Beispiel Ermittlung der Lebensdauer Gegebene Belastungs- und Drehzahlwerte: Eilgang: n 1 = 1200 min -1, F b1 = N, q 1 = 25 % Schruppbearbeitung: n 2 = 60 min -1, F b2 = N, q 2 = 40 % Schlichtbearbeitung: n 3 = 150 min -1, F b3 = N, q 3 = 35 % Lebensdauererwartung der Maschine: L h = h Nutzungsfaktor des Kugelgewindetriebes: f n = 0,5 Gewünschter Kugelgewindetrieb Nenndurchmesser 40 oder 50 mm, Steigung 10 mm. (Diese beiden Durchmesser ergeben sich aus der kritischen Drehzahl bzw. den Einbauverhältnissen). 1. Ermittlung der mittleren Drehzahl (n m ) [min -1 ] q q q n = n + n + n + m n = = 376,5 min m F F bm bm [ ] 2. Ermittlung g der mittleren Belastung g ( (F) bm ) [N] 3 n q n q n q = 3 F + F + F + b1 b 2 b 3 n 100 n 100 n 100 = m , m bm m , , = N Drehzahlgrenzen, bezogen auf das Muttersystem Erforderliche Lebensdauer (L): L = 60 L h n m f n 6 L = ,5 0, 5 = 112,95 10 Umdrehungen 4. Ermittlung der erforderlichen dynamischen Tragfähigkeit (C) C C = = F bm C L = Fbm L L = Die max. möglichen Drehzahlen für Kugelgewindetriebe hängen vor allem von der Bauart und dem Kugelrückführsystem ab. Des Weiteren auch von der Größe und der Art der Schmierung (Öl oder Fett). Unter der Voraussetzung, dass die Kugelgewindetriebe verhältnismäßig gering belastet sind und gute Schmierverhältnisse vorliegen, kann die max. mögliche Drehzahl lt. Formel berechnet werden. Drehzahlkennwert bei Fettschmierung K Ölschmierung K K n n max = max = max. Drehzahl (min -1 ) d K = Drehzahlkennwert d = Spindeldurchmesser (mm) Die max. mögliche Verfahrgeschwindigkeit berechnet sich aus der Formel: K P v max = 60 d , = N Ausgewählt wurde hier aus den Messblättern ein Kugelgewindetrieb mit einem Nenndurchmesser von 50 mm, Nennsteigung = 10 mm und 5 tragenden Gängen mit einer dynamischen Tragzahl von C= N. 5. Die Nachrechnung der zu erwartenden Lebensdauer (L und L h ) [ Umdr. ] L = [] h 6 = Umdr. h 60 n L L h m f = = h ,5 0,5 v max = max. mögliche Verfahrgeschwindigkeit (mm/sec.) P = Steigung Gewinde (mm) n Je nach Durchmesser + Überrollverhältnis = (AD/Kugel-Ø) Bei Drehzahlkennwerten über sollte die dyn. Tragzahl des Kugelgewindetriebes mindestens eine Sicherheit von 20 % beinhalten. Das gleiche kann durch eine entsprechende Zurücknahme der Belastung erreicht werden. Jedoch sollte vermieden werden, dass eine zu geringe Belastung vorliegt bei max. Verfahrgeschwindigkeit, weil ansonsten der Verschleißfaktor (Lebensdauer) negativ beeinflusst wird. Diese Angaben sind reine Richtwerte. Es ist insbesondere darauf zu achten, dass ab Drehzahlen von 3000 U/min. des Muttersystems mit unseren Technikern Rücksprache gehalten werden soll. Bei Keramikkugelfüllung + 30 % höhere Grenzdrehzahl.
43 Biegekritische Drehzahl-Berechnung Berechnung der biegekritischen Drehzahl n kr Drehzahlgrenzen des Muttersystems berücksichtigen (siehe Seite 40) 0,8 = Sicherheitsfaktor n kr = kritische Drehzahl aus Diagramm [min -1 ] f k = Korrekturfaktor d m = mittlerer Gewindedurchmesser siehe Tabelle unten (AD + Kern-Ø sp )/2 F = Gewicht der ungestützten Spindellänge in N (Spindellänge N/m) l a = Lagerabstand [mm] n zul = zul. Drehzahl [min -1 ] KGT Type Kugel-Ø d m Ø N/m 10x 2 1,58 9,3 5,3 12x 3 2,38 11,0 7,4 12x 5 2,38 11,0 7,4 16x 5 2,38 15,0 13,9 20x 5 3,175 18,6 21,3 25x 5 3,5 22,5 31,3 32x 5 3,5 28,5 49,9 40x 5 3,5 36,5 81,9 50x 5 3,5 46,5 133,0 63x 5 3,5 58,5 210,6 32x10 4,5 28,2 49,0 32x10 6,35 27,5 46,6 40x10 6,35 35,5 77,7 50x10 7,5 44,4 121,5 63x10 7,5 56,4 196,1 80x10 6,35 77,5 370,3 80x10 7,5 76,4 359,9 100x10 7,5 96,4 572,9 120x10 7,5 116,4 835,3 63x20 7,5 56,4 196,1 80x20 12,7 74,8 344,5 100x20 12,7 94,8 553,5 120x20 12,7 114,8 811,8 160x20 12,7 154,8 1476,5 Mittlerer Gewindedurchmesser = d m Gewichtskraft der Spindel/Meter = N/m Korrekturfaktor Fall 1 Fall 2 Fall 3 Fall 4 41
44 Biegekritische Drehzahl Diagramm Kritische Drehzahl n kr [min -1 ] 42 ungestützte Spindellänge L [10 3 mm] Drehzahlgrenzen des Mutternsystems beachten, siehe Seite 40. Korrekturfaktor je nach Lagerungsart beachten, siehe Seite 41.
45 Knickung Berechnung der Knickkraft F kn in Abhängigkeit der ungestützten Spindellänge L k und dem Kerndurchmesser der Spindel. d k = Kerndurchmesser der Spindel (mm) L k = ungestützte Spindellänge (mm) f k = Korrekturfaktor für Lagerart Kerndurchmesser siehe Muttermaßtabellen, ab Seite 47 bis 55. Korrekturfaktor f k zur Berücksichtigung der Lagerart: Knickkraft F kn [kn] ungestützte Spindellänge L [10 3 mm] 43
46 Knickung Diagramm KGT (Ø ) Knickkraft F kn [kn] Knickfaktor siehe Seite 43 Knicklänge L [10 3 mm] (ungestützte Spindellänge) 44
47 Steigungen Übersicht Spindel ø Steigungen Standard Wir liefern auf Wunsch in sämtlichen Steigungen ab Ø 30 mm (Maximal steigung = 1,5 x Durchmesser). Die Spindel länge kann je nach Durchmesser bis zu 6000 mm betragen. Selbst Sonderlängen sind für uns kein Problem. In verzapfter Ausführung bis 10 m Länge möglich. = Vorzugsreihe Standard Wie genau sind die Steigungen und wie sind diese ausgeführt? Die Steigungsgenauigkeiten sind nach DIN 69051, Teil 3: 3/5/7/10. Messprotokolle können mitgeliefert werden. Je nach Einsatzzweck fertigen wir die Steigungen in vornehmlich feingeschälter oder geschliffener Ausführung. Mutternsysteme Zyl Einzelmutter Vorgespannte Flansch-Doppelmutter Zyl Doppelmutter Vorgespannte Mittelflansch-Doppelmutter Flansch-Einzelmutter bzw. intern vorgespannte Flansch-Einzelmutter Einzelmutter mit und ohne Schraubflansch 45
48 FM Mutter 46
49 Muttermaßtabelle FM Bohrbild 1 Bohrbild 2 Abstreifer Schmieranschluss Abmessung und Steigung Spindel-Ø h6 Kugel-Ø Kern-Ø D 1g6 D 4 Bohr- Anz. der D 5 D 6 Spindel Zentr-Ø Teilkr-Ø bild Löcher Bohr-Ø Flansch-Ø Pas 16x5 16 2,38 14, , x ,38 14, , x ,38 14, , x5 20 3,175 17, , x ,175 17, , x ,175 17, , x5 24 3,5 20, , x ,5 20, , x ,5 20, , x ,5 20, , x5 30 3,5 26, x ,5 26, x ,35 25, x ,35 25, x ,35 25, x5 38 3,5 34, x ,35 33, x ,35 33, x ,0 31, x ,52 30, x ,0 31, x ,52 30, x5 48 3,5 44, x ,5 40, x ,5 40, x ,0 41, x ,5 40, x ,0 41, x ,5 40, x ,0 41, x ,5 40, x ,0 41, x5 60 3,5 56, x ,5 52, x ,5 52, x ,52 52, , x ,5 52, x ,52 52, , x ,5 52, x ,52 52, , x ,35 75, , x ,5 72, , x ,7 69, , x ,7 69, , x ,7 69, , x ,7 69, , x ,35 95, , x ,5 92, , x ,7 89, , x ,7 89, , x ,7 89, , x ,5 112, , x ,7 109, , x ,7 109, , x ,7 109, , x ,7 149, x ,7 149, x ,7 149, FM Linksgewinde, Sondersteigungen und 2-gängige Ausführungen sind baugleich auf Anfrage möglich Baugleich mit altem Katalog Gelb Sonderdurchmesser D1+3 mm wegen Dünnwandigkeit.
50 Flanschformen Form A Form B Form C L 1 L 2 L 7 L 8 L 9 L 10 L 11 C dyn (KN) C stat (KN) i Abst. Schmiersm,lg Ges.lg. Flanschbr. Form B Form C Gew. Tiefe Schmierb. anschluss Tragzahl Tragzahl Umläufe M6 10,4 15, M6 7,9 11, M6 5,3 6, M6 20,9 32, M6 13,0 18, M6 8,6 11, M6 25,9 42, M6 16,1 24, M6 10,8 15, M6 10,7 15, M6 28,6 53, M6 32,9 54, ,5 8 7 M6 51,8 75, ,5 8 7 M6 39,3 54, ,5 8 7 M6 26,2 34, , M8x1 31,6 68, , M8x1 58,4 97, , M8x1 44,5 70, , M8x1 59,7 87, , M8x1 74,3 104, , M8x1 39,6 54, , M8x1 49,4 64, , M8x1 40,8 105, , M8x1 98,4 179, , M8x1 80,0 140, M8x1 88,0 153, , M8x1 79,5 141, M8x1 87,4 154, , M8x1 78,8 141, M8x1 86,7 153, , M8x1 59,7 102, M8x1 65,7 112, M8x1 44,5 132, M8x1 128,6 275, M8x1 88,9 179, , M8x1 178,5 355, M8x1 88,0 178, , M8x1 122,5 230, M8x1 66,9 129, , M8x1 93,2 168, , M8x1 115,8 321, , M8x1 145,3 372, , ,5 M8x1 207,8 406, , ,5 M8x1 299,8 628, , ,5 M8x1 206,7 407, , ,5 M8x1 157,0 296, , M8x1 126,3 401, , M8x1 159,0 468, , M8x1 230,0 510, , M8x1 331,8 789, , M8x1 229,2 512, , ,5 M8x1 170,7 562, , M8x1 248,6 619, , M8x1 358,6 951, , M8x1 248,0 616, M8x1 279,2 827, M8x1 402,9 1279, M8x1 278,8 830,6 4 47
51 Muttermaßtabelle FM FM Bohrbild 1 Bohrbild 2 Abstreifer Schmieranschluss Flanschformen Form A Form B Form C

52 DpFM Mutter 48
53 Muttermaßtabelle DpfM Vorspannsicherung Bohrbild 1 Bohrbild 2 Abstreifer Schmieranschluss Abmessung Kern-Ø D 1g6 D 4 D 5 D 6 L Spindel-Ø h6 Kugel-Ø Bohr- Anz. der und Spindel Zentr-Ø Teilkr-Ø bild Löcher Bohr-Ø Flansch-Ø Pass Steigung 16x5 16 2,38 14, , x ,38 14, , x ,38 14, , x5 20 3,175 17, , x ,175 17, , x ,175 17, , x5 24 3,5 20, , x ,5 20, , x ,5 20, , x ,5 20, , x5 30 3,5 26, x ,5 26, x ,35 25, x ,35 25, x ,35 25, x5 38 3,5 34, x ,35 33, x ,35 33, x ,0 31, x ,52 30, x ,0 31, x ,52 30, x5 48 3,5 44, x ,5 40, x ,5 40, x ,0 41, x ,5 40, x ,0 41, x ,5 40, x ,0 41, x ,5 40, x ,0 41, x5 60 3,5 56, x ,5 52, x ,5 52, x ,52 52, , x ,5 52, x ,52 52, , x ,5 52, x ,52 52, , x ,35 75, , x ,5 72, , x ,7 69, , x ,7 69, , x ,7 69, , x ,7 69, , x ,35 95, , x ,5 92, , x ,7 89, , x ,7 89, , x ,7 89, , x ,5 112, , x ,7 109, , x ,7 109, , x ,7 109, , x ,7 149, x ,7 149, x ,7 149, DpfM Linksgewinde, Sondersteigungen und 2-gängige Ausführungen sind baugleich auf Anfrage möglich Baugleich mit altem Katalog Gelb Sonderdurchmesser D1+3 mm wegen Dünnwandigkeit.
54 Flanschformen Form A Form B Form C 1 L 2 L 7 L 8 L 9 L 10 L 11 C dyn (KN) C stat (KN) i Abst. Schmierm,lg Ges.lg. Flanschbr. Form B Form C Gew. Tiefe Schmierb. anschluss Tragzahl Tragzahl Umläufe M6 10,4 15, M6 7,9 11, M6 5,3 6, M6 20,9 32, M6 13,0 18, M6 8,6 11, M6 25,9 42, M6 16,1 24, M6 10,8 15, M6 10,7 15, M6 28,6 53, M6 32,9 54, ,5 8 7 M6 51,8 75, ,5 8 7 M6 39,3 54, ,5 8 7 M6 26,2 34, , M8x1 31,6 68, , M8x1 58,4 97, , M8x1 44,5 70, , M8x1 59,7 87, , M8x1 74,3 104, , M8x1 39,6 54, , M8x1 49,4 64, , M8x1 40,8 105, , M8x1 98,4 179, , M8x1 80,0 140, M8x1 88,0 153, , M8x1 79,5 141, M8x1 87,4 154, , M8x1 78,8 141, M8x1 86,7 153, , M8x1 59,7 102, M8x1 65,7 112, M8x1 44,5 132, M8x1 128,6 275, M8x1 88,9 179, , M8x1 178,5 355, M8x1 88,0 178, , M8x1 122,5 230, M8x1 66,9 129, , M8x1 93,2 168, , M8x1 115,8 321, , M8x1 145,3 372, , ,5 M8x1 207,8 406, , ,5 M8x1 299,8 628, , ,5 M8x1 206,7 407, , ,5 M8x1 157,0 296, , M8x1 126,3 401, , M8x1 159,0 468, , M8x1 230,0 510, , M8x1 331,8 789, , M8x1 229,2 512, , ,5 M8x1 170,7 562, , M8x1 248,6 619, , M8x1 358,6 951, , M8x1 248,0 616, M8x1 279,2 827, M8x1 402,9 1279, M8x1 278,8 830,6 4 49
55 Muttermaßtabelle DpfM DpfM Bohrbild 1 Bohrbild 2 Vorspannsicherung Abstreifer Schmieranschluss Flanschformen Form A Form B Form C

56 EM Mutter 50
57 Muttermaßtabelle EM (Schmieranschluß) Abstreifer D 1 g6 L 2 L 3 L 4 L 6 d b P9 t C dyn (KN) C stat (KN) i Kern-Ø Spindel Kugel-Ø BohrØ Nutbr. Nuttiefe Tragzahl Tragzahl Umläufe Bohr. abst. Zentr.Ø Ges.lg. Abst. Nut Nutlg. Spindel-Ø h6 Abmessung und Steigung 16x5 16 2,38 14, ,4 10,4 15,2 4 16x ,38 14, ,4 7,9 11,0 3 16x ,38 14, ,4 5,3 6,9 2 20x5 20 3,175 17, ,9 20,9 32,1 5 20x ,175 17, ,9 13,0 18,4 3 20x ,175 17, ,9 8,6 11,6 2 25x5 24 3,5 20, ,9 25,9 42,5 5 25x ,5 20, ,9 16,1 24,2 3 25x ,5 20, ,9 10,8 15,2 2 25x ,5 20, ,9 10,7 15,3 2 32x5 30 3,5 26, ,9 28,6 53,5 5 32x ,5 26, ,9 41,1 68,0 5 32x ,35 25, ,9 51,8 75,5 4 32x ,35 25, ,9 39,3 54,8 3 32x ,35 25, ,9 26,2 34,2 2 40x5 38 3,5 34, ,5 31,6 68,4 5 40x ,35 33, ,5 58,4 97,1 4 40x ,35 33, ,5 44,5 70,8 3 40x , ,5 59,7 87,6 3 40x ,52 30, ,5 74,3 104,8 3 40x , ,5 39,6 54,3 2
58 40x ,52 30, ,5 49,4 64,6 2 50x5 48 3,5 44, ,5 40,8 105,5 6 50x ,5 40, ,5 98,4 179,5 5 50x ,5 40, ,5 80,0 140,8 4 50x , ,5 88,0 153,4 4 50x ,5 40, ,5 79,5 141,2 4 50x , ,5 87,4 154,0 4 50x ,5 40, ,5 78,8 141,0 4 50x , ,5 86,7 153,9 4 50x ,5 40, ,5 59,7 102,5 3 50x , ,5 65,7 112,5 3 63x5 60 3,5 56, ,5 44,5 132,1 6 63x ,5 52, ,5 128,6 275,6 6 63x ,5 52, ,1 88,9 179,1 4 63x ,52 52, ,1 178,5 355,2 6 63x ,5 52, ,1 88,0 178,1 4 63x ,52 52, ,1 122,5 230,2 4 63x ,5 52, ,1 66,9 129,7 3 63x ,52 52, ,1 93,2 168,5 3 80x ,35 75, ,5 115,8 321,3 6 80x ,5 72, ,5 145,3 372,0 6 80x ,7 69, ,1 207,8 406,1 4 80x ,7 69, ,1 299,8 628,1 6 80x ,7 69, ,1 206,7 407,9 4 80x ,7 69, ,1 157,0 296, x ,35 95, ,5 126,3 401, x ,5 92, ,5 159,0 468, x ,7 89, ,7 230,0 510, x ,7 89, ,7 331,8 789, x ,7 89, ,7 229,2 512, x ,5 112, ,1 170,7 562, x ,7 109, ,7 248,6 619, x ,7 109, ,7 358,6 951, x ,7 109, ,7 248,0 616, x ,7 149, ,7 279,2 827, x ,7 149, ,7 402,9 1279, x ,7 149, ,7 278,8 830,6 4 EM Linksgewinde, Sondersteigungen und 2-gängige Ausführungen sind baugleich auf Anfrage möglich Baugleich mit altem Katalog Gelb Sonderdurchmesser D1+3mm wegen Dünnwandigkeit. 51
59 Muttermaßtabelle EM EM (Schmieranschluß) Abstreifer

60 DpM Mutter 52
61 Muttermaßtabelle DpM (Schmieranschluß) Vorspannsicherung Abstreifer D 1 g6 L 2 L 3 L 4 L 6 d b P9 t C dyn (KN) C stat (KN) i Kern-Ø Spindel Kugel-Ø BohrØ Nutbr. Nuttiefe Tragzahl Tragzahl Umläufe Zentr.Ø Gesamtlänge Bohrungsabstand Abst. Nut Nutlg. Spindel-Ø h6 Abmessung und Steigung 16x5 16 2,38 14, ,4 10,4 15,2 4 16x ,38 14, ,4 7,9 11,0 3 16x ,38 14, ,4 5,3 6,9 2 20x5 20 3,175 17, ,9 20,9 32,1 5 20x ,175 17, ,9 13,0 18,4 3 20x ,175 17, ,9 8,6 11,6 2 25x5 24 3,5 20, ,9 25,9 42,5 5 25x ,5 20, ,9 16,1 24,2 3 25x ,5 20, ,9 10,8 15,2 2 25x ,5 20, ,9 10,7 15,3 2 32x5 30 3,5 26, ,9 28,6 53,5 5 32x ,5 26, ,9 32,9 54,4 4 32x ,35 25, ,5 51,8 75,5 4 32x ,35 25, ,5 39,3 54,8 3 32x ,35 25, ,5 26,2 34,2 2 40x5 38 3,5 34, ,5 31,6 68,4 5 40x ,35 33, ,5 58,4 97,1 4 40x ,35 33, ,5 44,5 70,8 3 40x , ,5 59,7 87,6 3 40x ,52 30, ,5 74,3 104,8 3 40x , ,5 39,6 54,3 2
62 40x ,52 30, ,5 49,4 64,6 2 50x5 48 3,5 44, ,5 40,8 105,5 6 50x ,5 40, ,5 98,4 179,5 5 50x ,5 40, ,5 80,0 140,8 4 50x , ,5 88,0 153,4 4 50x ,5 40, ,5 79,5 141,2 4 50x , ,5 87,4 154,0 4 50x ,5 40, ,5 78,8 141,0 4 50x , ,5 86,7 153,9 4 50x ,5 40, ,5 59,7 102,5 3 50x , ,5 65,7 112,5 3 63x5 60 3,5 56, ,5 44,5 132,1 6 63x ,5 52, ,5 128,6 275,6 6 63x ,5 52, ,1 88,9 179,1 4 63x ,52 52, ,1 178,5 355,2 6 63x ,5 52, ,1 88,0 178,1 4 63x ,52 52, ,1 122,5 230,2 4 63x ,5 52, ,1 66,9 129,7 3 63x ,52 52, ,1 93,2 168,5 3 80x ,35 75, ,5 115,8 321,3 6 80x ,5 72, ,5 145,3 372,0 6 80x ,7 69, ,1 207,8 406,1 4 80x ,7 69, ,1 299,8 628,1 6 80x ,7 69, ,1 206,7 407,9 4 80x ,7 69, ,1 157,0 296, x ,35 95, ,1 126,3 401, x ,5 92, ,1 159,0 468, x ,7 89, ,7 230,0 510, x ,7 89, ,7 331,8 789, x ,7 89, ,7 229,2 512, x ,5 112, ,1 170,7 562, x ,7 109, ,7 248,6 619, x ,7 109, ,7 358,6 951, x ,7 109, ,7 248,0 616, x ,7 149, ,7 279,2 827, x ,7 149, ,7 402,9 1279, x ,7 149, ,7 278,8 830,6 4 DpM Linksgewinde, Sondersteigungen und 2-gängige Ausführungen sind baugleich auf Anfrage möglich Baugleich mit altem Katalog Gelb Sonderdurchmesser D1+3mm wegen Dünnwandigkeit. 53
63 Muttermaßtabelle DpM DpM (Schmieranschluß) Vorspannsicherung Abstreifer
64 Muttermaßtabelle FG 54 Schmieranschluß Schmierbohrung Abstreifer h 7 L7 0.5 M C dyn (KN) C stat (KN) i D 1 h7 D 4 Anzahl der Löcher Kern-Ø Spindel Kugel- Ø Spindel-Ø h6 Gewinde Tragzahl Tragzahl Umläufe Abstand Schmierung Gew. Tiefe Flanschbr. Gesamtlänge Flansch- Ø D 5 D 6 L 2 L 7 L 10 L 11 Schmieranschluss Bohr- Ø Teilkr. Ø Zentr. Ø Abmessung und Steigung 16x5 16 3,175 14, M6 M26x1,5 11,7 14,6 3 20x5 20 3,175 17, M6 M35x1,5 17,0 25,3 4 20x ,5 16, M6 M35x1,5 20,5 26,3 3 25x5 24 3,5 20, ,5 M6 M40x1,5 25,9 42,5 5 25x ,5 20, M6 M40x1,5 16,1 24,2 3 32x5 30 3,5 26, ,5 M6 M48x1,5 28,6 53,5 5 32x ,35 25, ,5 M6 M52x1,5 51,8 75,5 4 40x5 38 3,5 34, M8x1 M60x1,5 37,2 83,2 6 40x ,35 33, M8x1 M60x1,5 58,4 97,1 4 40x ,35 33, M8x1 M60x1,5 30,2 44,1 2 40x ,35 33, M8x1 M60x1,5 29,9 44,7 2 50x ,5 40, M8x1 M75x1,5 98,4 179,5 5 50x ,5 40, M8x1 M75x1,5 61,4 103,2 3 63x ,5 52, M8x1 M90x1,5 128,6 275,6 6 63x , M8x1 M90x1,5 97,7 192,5 4 63x , M8x1 M90x1,5 50,4 87,3 2 FG Linksgewinde, Sondersteigungen und 2-gängige Ausführungen sind baugleich auf Anfrage möglich Baugleich mit altem Katalog
65 Muttermaßtabelle MFM Abstreifer Schmieranschluss D 5 D 6 L 1 L 2 L 7 W L 10 L 12 D 7 C dyn (KN) C stat (KN) i Tragzahl Tragzahl Umläufe D 1g6 D 4 Anz. der Löcher Kern-Ø Spindel Kugel- Ø Spindel-Ø h6 Ansatzlg. Schmieranschluß Gew. Tiefe Flanschbr. Winkel Gesamtlänge Paßmaßlänge Flansch- Ø Bohr- Ø Teilkr. Ø Zentr. Ø Abmessung und Steigung 16x ,38 14, x60 6, M6 7,9 11,0 3 16x ,38 14, x60 6, M6 5,3 6,9 2 20x ,175 17, x60 6, M6 16,9 25,1 4 20x ,175 17, x60 6, M6 8,6 11,6 2 25x ,5 20, x60 6, ,5 M6 22,3 31,3 3 25x ,5 20, x60 6, ,5 M6 15,0 19,9 2 32x ,35 25, x60 6, M6 39,3 54,8 3 32x ,35 25, x60 6, M6 26,2 34,2 2 40x ,35 33, x ,5 M8x1 44,5 70,8 3 40x ,35 33, x ,5 M8x1 29,5 43,8 2 50x ,52 40, x M8x1 84,8 131,2 3 50x ,52 40, x ,5 M8x1 56,7 81,6 2 63x ,52 52, x M8x1 63,8 104,6 2 63x ,52 52, x M8x1 63,3 103,4 2 80x ,7 69, x ,5 M8x1 107,6 187,8 2 80x ,7 69, x ,5 M8x1 106,6 185,6 2 MFM Linksgewinde, Sondersteigungen und 2-gängige Ausführungen sind baugleich auf Anfrage möglich Baugleich mit altem Katalog 55

66

67
68 Miniatur-Einzelmutter Genauer Spindelaußendurchmesser siehe Seite 45 o = Einfachmutter D x P D D 1 L L 1 L 2 L 3 SW x = Doppelmutter C dyn C stat h7 intern vorgespannt KGT 6 x 1 15 M 10 x ,5 14 o 600 N 900 N KGT 8 x 1 20 M 14 x ,5 17 o 700 N N KGT 8 x 2 20 M 14 x ,5 17 o 900 N N KGT 10 x 2 25 M 18 x ,5 22 o N N KGT 12 x 2 24 M 18 x ,5 22 x N N KGT 12 x 3 26 M 18 x ,5 24 x N N KGT 12 x 4 26 M 18 x ,5 24 x N N KGT 12 x 5 26 M 18 x ,5 24 x N N KGT 12 x 8 26 M 18 x ,5 24 o N N Alle Sondersteigungen und Zollgewinde sind auf Anfrage möglich. 58
69 Miniatur-Einfachmutter ohne Flansch auf Wunsch d (Schmieranschluss) Abstreifer Genauer Spindelaußendurchmesser siehe Seite 45 o = Einfachmutter D x P D 1 g6 d L 1 L 3 L 4 L 6 b P9 t L 5 i x = Doppelmutter C dyn C stat intern vorgespannt KGT 6 x o 600 N 900 N KGT 8 x o 700 N N KGT 8 x o 900 N N KGT 10 x o N N KGT 12 x , ,4 4 2 o N N KGT 12 x , ,4 4 2 o N N KGT 12 x , ,4 4 2 o N N KGT 12 x , ,4 4 2 o N N KGT 12 x , ,4 4 2 o N N KGT 12 x , ,4 4 2/2 x N N KGT 12 x , ,4 4 2/2 x N N KGT 12 x , ,4 4 2/2 x N N KGT 12 x , ,4 4 2/2 x N N KGT 12 x , ,4 4 2/2 x N N Alle Sondersteigungen und Zollgewinde sind auf Anfrage möglich. 59
70 Miniatur-Einfachmutter mit Flansch Abstreifer Schmieranschluss Genauer Spindelaußendurchmesser siehe Seite 45 o = Einfachmutter D x P D1 g6 D4 D5 D6 L1 L2 L5 L7 L10 L11 Schmier- i x = Doppelmutter Cdyn Cstat anschl. intern vorgespannt Alle Sondersteigungen und Zollgewinde sind auf Anfrage möglich. KGT 6 x , *) 2 o 600 N 900 N KGT 8 x , *) 3 o 700 N N KGT 8 x , *) 2 o 900 N N KGT 10 x , *) 3 o N N KGT 12 x , M6 2 o N N KGT 12 x , M6 2 o N N KGT 12 x , M6 2 o N N KGT 12 x , M6 2 o N N KGT 12 x , M6 2 o N N KGT 12 x , M6 2/2 x N N KGT 12 x , M6 2/2 x N N KGT 12 x , M6 2/2 x N N KGT 12 x , M6 2/2 x N N KGT 12 x , M6 2/2 x N N *) = auf Wunsch (Sonder) 60

71
72 Angetriebene Mutter M D5 D2 D1 D4 D3 N W D8 W /2 L1 Lx S L4 L3 L2 D7 D6 S Es wird eine Schmierung mit Öl-/Luftgemisch (Ölnebel) empfohlen. Die Muttern benötigen die 3-fache Schmiermittelmenge von Standardmuttern. Der Anschluss ist mit einem Rückschlag ventil zu versehen, um einen Rückfluss des Schmiermittels auszuschließen. Weitere Informationen erhalten Sie nach Rücksprache. L Abmessung KGT Steigung max. Anzahl Umläufe Kugel-Ø Grenzdrehzahl (*1) Tragzahl C stat. (KN) Tragzahl C dyn. (KN) D1 g6 D2 D3 g6 D 4-0,2 D5±0,2 D6 D7 D8±0,2 DN L L1 L2 L3 L4 M W KGT 16x , , , ,5 6xM5/10 6x60 KGT 20x , , , xM5/10 6x60 KGT 20x , , , xM5/10 6x60 KGT 25x , , xM6/13 6x60 KGT 25x , , xM6/13 6x60 KGT 32x , , , xM6/13 6x60 KGT 32x , , , xM6/13 6x60 KGT 32x , , xM6/13 6x60 KGT 40x , , ,5 6xM8/15 6x60 KGT 40x , , xM8/15 8x45 KGT 40x , ,5 8xM8/15 8x45 KGT 40x , , , ,5 8xM8/15 8x45 KGT 50x , , ,5 6xM8/16 6x60 KGT 50x , ,5 6xM8/16 8x45 KGT 50x , , ,5 6xM8/16 8x45 KGT 63x , , xM8/15,5 8x45 KGT 63x , , , ,5 8xM8/15,5 8x45 KGT 80x , , xM10/20,5 12x30 KGT 100x , ,5 8xM12/23 8x45 KGT 100x , ,5 8xM12/23 8x45 KGT 120x , xM16/23 12x30 (*1) Drehzahlbegrenzung aufgrund Wir empfehlen Schrauben der Festigkeitsklasse 10.9 oder höher zu verwenden Mutter- bzw. Lagervorgaben bei Ölschmierung (Fettschmierung -30 %) 62

73

74
75 Spindelenden KMT-Muttern Spiralfederabdeckungen Schmierung Schmierstoffe 65
76 Standard-Spindelenden Lager ZARF/LTN Sicherungs - mutter 66
77 Nadel-Axial-Zylinderrollenlager Baureihen ZARF.. L Leichte Reihe Kurzzeichen kg Abmessungen Wellendurchmesser Gewicht Befestigungsschrauben DIN 912 1) 10.9 Anz. Tragzahlen Grenzdrehzahl Steifigkeit axial c al n g Öl min -1 n g Fett min -1 N/μm Nadel-Axial-Zylinderrollenlager Baureihen ZARF.. L Schwere Reihe Kurzzeichen kg Abmessungen Wellendurchmesser Gewicht Befestigungsschrauben DIN 912 1) 10.9 Anz. Tragzahlen Grenzdrehzahl Steifigkeit axial c al n g Öl min -1 n g Fett min -1 N/μm 67
78 Standard-Spindelenden Lager ZARN/TN Sicherungsmutter 68
79 Nadel-Axial-Zylinderrollenlager Baureihen ZARN, Leichte Reihe Kurzzeichen Wellendurchmesser Gewicht kg Abmessungen Tragzahlen Grenzdrehzahl n g Öl min -1 n g Fett min -1 Steifig - keit axial c al N/μm Nadel-Axial-Zylinderrollenlager Baureihen ZARN, Schwere Reihe Kurzzeichen Wellendurchmesser Gewicht kg Abmessungen Tragzahlen Grenzdrehzahl n g Öl min -1 n g Fett min -1 Steifig - keit axial c al N/μm 69
80 Standard-Spindelenden Buchse Sicherungsring DIN 471 Rikula 2RS Größe Buchse ø x ø x L 4 Sicherungsring DIN
81 Standard-Spindelenden Lager ZKLN/RS KMT Wellenmuttern Axial-Schrägkugellager zweiseitig wirkend Baureihe ZKLN 2RS Maßtabelle Abmessungen in mm Grenzdrehzahl n g Fett min -1 Wellendurchmesser Kurzzeichen Ge -wicht kg Abmessungen Anschlussmaße Befestigungsschrauben DIN Anz. Tragzahlen Steifigkeit axial c al N/μm 71
82 Standard-Spindelenden Lager ZKLF/2RS Sicherungsmutter Axial Schrägkugellager Abziehnut Zweiseitig wirkend Baureihe ZKLN 2RS Zweiseitig wirkend, anschraubbar Baureihe ZKLF 2RS Maßtabelle Abmessungen in mm Kurzzeichen Ge - wicht kg Abmessungen Anschlussmaße Wellendurchmesser Befestigungsschrauben DIN Anz. Tragzahlen Grenzdrehzahl n g Fett min -1 Steifigkeit axial c al N/μm 72

83
 Für das Wellengewinde wird die Toleranz 6G empfohlen.")
84 Wellenmutter KMT Werkstoff: Stahl mit hoher Festigkeit (ähnlich StE47) Oberflächenbehandlung: phosphatiert, geölt Sicherungsstifte: hartgezogenes Messing Stellschrauben: P6SS (ISO 2343/DIN 913), Festigkeitsklasse Muttergewindetoleranz: 5 H (ISO 965/3) Für das Wellengewinde wird die Toleranz 6G empfohlen. Die KMT Wellenmutter sichert ohne Beschädigung der Welle Die KMT Mutter wird mit drei gleichmäßig am Umfang verteilten Sicherungsstiften aus Messing, die schräg in die Mutter eingesetzt sind, gesichert. Der Neigungswinkel der Stifte ist gleich dem Flankenwinkel des Mutterngewindes, das in einem Arbeitsgang auch in die Endflächen der Sicherungsstifte eingeschnitten wird. Die KMT Wellenmutter erfordert keine Wellennut Der Wellendurchmesser kann deshalb kleiner ausgeführt werden. Kosten für die Herstellung der Nut und für das Sicherungsblech entfallen. F A = Axialkraft Die KMT Wellenmuttersicherung kennt keine Werkstoffermüdung Zulässige Axialkraft F A KMT/KMTA Anzugsmoment für Stell - schrauben, max. KMT Wellen - mutter KMT/ KMTA Kennzahl Losbrechmoment 1) KMT/KMTA Die Sicherungsstifte werden mit Hilfe von Stellschrauben gegen das Wellengewinde gepresst. Axialkräfte werden von den Gewindeflanken aufgenommen, nicht von den Sicherungsstiften. Die Sicherung der Mutter gegen Verdrehen beruht ausschließlich auf der Reibung zwischen den Stiften und dem Bolzengewinde. Da die Sicherungsstifte nicht verformt werden, können KMT Wellenmuttern bei gleichbleibend hoher Genauigkeit beliebig oft verwendet werden. Die KMT Wellenmutter hat eine zuverlässige Sicherung Schon bei mäßigem Anziehen der reichlich bemessenen Stellschrauben wird eine hohe Sicherungskraft erreicht. Die durch die Stellschrauben aufgebrachte Kraft dient ausschließlich der Sicherung der Mutter, das heißt: die Gewindeflanken der Mutter werden nicht entlastet die Mutter wird nicht verformt. Die KMT Wellenmutter ist einstellbar Die drei gleichmäßig am Umfang verteilt angeordneten Sicherungsstifte ermöglichen beim Sichern der KMT Mutter ein genaues, rechtwinkliges Einstellen. Abweichungen oder Ungenauigkeiten bei anderen auf der Welle sitzenden Bauteilen können mit der KMT Mutter ausgeglichen werden. 1) Gilt für mit max. Anzugsmoment angezogene Stellschrauben. 74
85 Wellenmutter KMT Daten Die KMT Muttern sind dort zu verwenden, wo einfacher Einbau und zuverlässige Sicherung bei hoher Genauigkeit gefordert werden. Sie können mit einfachen Werkzeugen, wie Maulschlüssel, verstellbare Schlüssel, Haken- oder Schlagschlüssel, angezogen bzw. gelöst werden. Wellenmutter Gewinde G Kurz - zeichen Abmessungen Gewicht Passender Haken - schlüssel Kurzzeichen Nutmutter Maßtabelle Abmessungen in mm Gewinde d Kurzzeichen Gewicht kg Abmessungen Axiale Bruchlast F F ab 75
86 Spiralfederabdeckungen schützen Wellen, Spindeln, Säulen und Schrauben ge gen Verschmutzungen und Beschädigungen und reduzieren die Unfallgefahr in diesem Bereich. können bei sämtlichen zerspanenden und spanlosen Maschinen eingesetzt werden usw. bestehen aus hochwertigem, gehärtetem Federband- Stahl und weisen optimale Eigenschaften durch eine be sondere Fertigungsmethode auf. sind spiralförmig gewickelt und werden in untenstehenden Durchmessern und Einbau-Längen hergestellt. Unterschiedliche Bandbreiten gewährleisten für die verschiedenen Hubwege eine einwandfreie Funktion. erreichen in jeder Lage eine sehr gute Abdichtung zwischen den einzelnen Windungen. Zur Aufnahme der Federn genügen einfache Zentrierungsflansche, wie neben steh end dargestellt. Die Flansche müssen jedoch die auftretenden Federdrehbewegungen zulassen. Die Zentrierungsflansche gehören nicht zum Lieferumfang. Bei vertikalem Einbau ist zu empfehlen, den großen Durchmesser nach oben, und bei horizontalem Einsatz in Richtung des Späneanfalls zu montieren. Eine Wartung ist nicht notwendig. Es empfiehlt sich je doch, je nach Grad der Verschmutzung, eine Reinigung vorzunehmen und danach einen leichten Ölfilm aufzutragen. Aus funktionstechnischen Gründen ist es erforderlich, bei Anfragen oder Bestellungen anzugeben, ob die HEMA-Spiralfedern horizontal oder vertikal eingebaut werden sollen. Bei horizontalem Einbau erhöht sich das Maß D a um ca. 3 5 mm. HEMA-Spiralfedern helfen die Präzision Ihrer Maschinen zu erhalten und erhöhen auch deren Lebensdauer. Ausführung: Federband-Stahl, gebläut, rostfrei auf Anfrage. Horizontale und vertikale Einbaumöglichkeit Zeichenerklärung: d = max. Durchmesser des abzudeckenden Teils D 1 = SF-lnnendurchmesser D a = SF-Außendurchmesser L min. = minimale Einbaulänge L max. = maximale Einbaulänge DF 1 = Außendurchmesser des Zentrierflansches (D 1 2 mm) DF 2 = Innendurchmesser des Zentrierflansches (D a + 4 mm) Hub = größte Verfahrmöglichkeit Alle Maße in mm Spiralfederabdeckung für KGT-Type Da Kugelgewindetriebe empfindlich gegenüber Schmutz und Spänen sind, müssen sie grundsätzlich durch dichte Abdeckungen, wie Faltenbälge oder Teleskopfedern, geschützt werden. 76
87 Alle Maße in mm Typ Typ 77

88 Schmierung von Kugelgewindetrieben Grundsätzlich können zur Schmierung von Kugelgewindetrieben die gleichen Schmierstoffe wie für Wälzlager verwendet werden, das heißt: sowohl Öl als auch Fett. Im Gegensatz zum Wälzlager ist die maximale Betriebstemperatur bei Kugelgewindetrieben weit mehr von Bedeutung, da sie durch die axiale Längendehnung die Genauigkeit des Kugelgewindetriebes beeinflusst. Eine einmalige Fettfüllung des Kugelgewindetriebs als Lebensdauerschmierung ist in der Regel nicht ausreichend, da infolge der kontinuierlich in den Schmierbereich ein- bzw. austretenden Spindelwelle, ständig Fett ausgetragen wird und somit in absehbarer Zeit infolge Mangelschmierung Schäden auftreten können. Werden zur Nachschmierung Schmiernippel vorgeschrieben, so sind bei Nichtbeachten der Wartungsintervalle oder beim Überfetten des Kugelgewindetriebs ebenfalls Schäden zu erwarten. Da bei vielen Einsatzfällen Zentralschmieranlagen vorhanden sind, überwiegt bei Kugelgewindetrieben die Ölschmierung. Schmierung allgemein Kriterien für die Wahl des Schmierfetts Gebrauchstemperaturbereich Er muss den Bereich der möglichen Temperaturen im KGT entsprechen. Die möglichen Betriebstemperaturen sollen den oberen und den unteren Grenzwert nicht erreichen: die höchste Betriebstemperatur soll: 20 C unter dem oberen Grenzwert die niedrigste Betriebstemperatur 20 C über dem unteren Grenzwert liegen. Fette geben bei sehr tiefen Temperaturen wenig Grundöl ab. Als Folge kann hier eine Mangelschmierung auftreten. Art des Schmierfetts Die Eigenschaften eines Fetts hängen ab von der Viskosität des Grundöls dem Verdicker wichtig für den Drehzahlbereich Scherfestigkeit wichtig für den Drehzahlbereich der Additivierung Konsistenz der Schmierfette Schmierfette sind in Konsistenzklassen NLGO Klassen eingeteilt. (DIN 51818). Für Kugelgewindetriebe werden bevorzugt die Klassen 1,2,3 eingesetzt. Die verwendeten Fette sollen: bei hohen Temperaturen nicht zu weich (NLGI 1) bei niedrigen Temperaturen nicht zu steif (NLGI 3) werden. Schmierfett nach dem Drehzahlkennwert n * dm für Fett wählen (Tabelle) für schnelllaufende KGT oder bei kleinem Anlaufmoment Fett mit hohem Drehzahlkennwert verwenden. Schmierung und Wartung sind wichtig für die zuverlässige Funktion und eine lange Gebrauchsdauer der Kugelgewindetriebe. Aufgabe der Schmierstoffe Der Schmierstoff soll: an den Kontaktflächen einen ausreichend tragfähigen Schmierfilm ausbilden bei der Ölschmierung die Wärme ableiten, bei der Fettschmierung die Mutter zusätzlich nach außen gegen feste und flüssige Verunreinigungen abdichten, das Laufgeräusch dämpfen und vor Korrosion schützen. Schmierungsart Kugelgewindetriebe können mit Fett oder Öl geschmiert werden. Entscheidend für die Art der Schmierung und die Schmierstoffmenge sind: die Betriebsbedingungen die Bauform und Größe der Mutter die Anschlusskonstruktion die Schmierstoffführung. Legierte Schmierstoffe Kammerer verwendet legierte Schmierstoffe. Diese enthalten: Wirkstoffe für die Konsistenz zur Verbesserung der Alterungsbeständigkeit Additive, die bei ungünstigen Schmierverhältnissen verschleißmindernd wirken. Auf den beteiligten Oberflächen soll zu deren Schutz eine Reaktionsschicht entstehen. Diese Additiv-Packages können unter Umständen nicht in jedem Temperatur- und Lastbereich wirksam sein. 78 Verträglichkeit der Schmierstoffe prüfen untereinander zu Korrosionsschutzmitteln zu Kunststoffen (Elastomeren und Duroplasten) zu Leicht- und Buntmetallen zu Beschichtungen, Farben und Lacken zur Umwelt Toxizität und biologische Abbaubarkeit beachten. Fettschmierung Die Schmierung der Kugelgewindetriebe mit Fett bietet sich dann an, wenn Zentralschmieranlagen nicht installiert werden können und niedrige Drehzahlen vorliegen. Weitere Vorteile sind die verbesserte Dichtwirkung, die Vermeidung von Trockenlauf und die Unabhängigkeit von der Einbauanlage. Um Schäden wegen Mangelschmierung zu vermeiden, sind die Abstände zum Nachschmieren mit der Firma Kammerer je nach Einsatzfall abzustimmen. Schmierfette sind entsprechend ihrer Walkpenetration in NLGI- Klassen nach DIN bis 4 eingeteilt. Kugelgewindetriebe sind im Normalfall bei (Betriebstemperaturen 20 C bis +120 C) eingesetzt. Dabei sollen Wasserbeständige Fette der Klasse K2k nach DIN zum Einsatz kommen, in Sonderfällen sind auch Fette nach NLGI 1 (bei sehr hohen Drehzahlen) bzw. NLGI 3 (bei höchsten Belastungen bzw. niedrigen Drehzahlen) möglich. Es ist zu vermeiden, Fette verschiedener Verseifungsbasis zu mischen. Bei Betriebstemperaturen, die über bzw. unter den angegebenen Werten liegen ist eine Rücksprache mit dem Hersteller notwendig. Die Fettmenge ist so zu bemessen, dass die Hohlräume ca. zu 1/3 gefüllt sind - bzw. nach Formel. Um unnötige Erwärmung der Kugelgewindetriebe durch Überfettung zu vermeiden, ist konstruktiv dafür zu sorgen, dass verbrauchtes bzw. überschüssiges Fett entweichen kann. Nachschmierung Bedingungen: gleiches Schmierfett wie bei der Erstbefettung verwenden bei anderern Fetten Mischbarkeit und Verträglichkeit der Fette prüfen Nachschmieren bei betriebswarmem und drehendem Kugelgewindetrieb vor dem Stillstand vor längerem Stillstand vor längeren Betriebsunterbrechungen Menge Abhängig von der Drehzahl 20% bis 80% der Erstfettmenge Nachfetten bis sich an den Dichtspalten ein frischer Fettkragen bildet altes Schmierfett muss ungehindert aus dem Kugelgewindetrieb austreten können. Nachschmiermenge nach 150 km Laufleistung ((Nenn Ø (mm)+ 0,5) 2 - Nenn Ø 2 (mm)) x (Mutterlänge (mm)/1000) = cm 3

89 Verhalten gegenüber Wasser bzw. Emulsion Emulsion im Schmierfett setzt die Gebrauchsdauer der Lager stark herab: Das Verhalten der von Schmierfetten gegenüber Wasser wird nach DIN bewertet, die Korrosionsschutzeigenschaften können nach DIN geprüft werden Angaben in den Datenblättern der Fetthersteller. Druckbelastbarkeit Für einen tragfähigen Schmierfilm muß die Viskosität bei Betriebstemperatur ausreichend hoch sein. Bei hohen Belastungen Schmierfette mit EP-Eigenschaften extreme pressure - und hoher Grundölviskosität verwenden (KP-Fett nach DIN ). Wälzlagerfette für Kugelgewindetriebe Das Lasttragevermögen bekannter Fette kann sich ändern, wenn bleihaltige EP-Zusätze entfallen. Deshalb: Fettwahl prüfen beim Fetthersteller anfragen! Fett führt keine Wärme aus dem Lager ab. Die Betriebstemperatur soll +70 C nicht überschreiten. Hier ist: die Temperaturbelastung des Schmierfetts am geringsten die Gebrauchsdauer des Fettes am höchsten. Schmierfette Geeignet sind Schmierfette K nach DIN bis 4. Kammerer verwendet Fette entsprechend der Tabelle. Durch technische Weiterentwicklung sind Veränderungen möglich. Bezeichnung Art des Kinematische Viskosität Schmierfettes Temperaturbereich bei 40 C Drehzahlkennwert Shell Alvania RI2 Lithiumseifenfett (-30 bis 130 C) Interflon FIN Grease MP 2/3 Lithiumseifenfett (-25 bis 145 C) Klüber Isoflex Topas NCA 52 Lithiumseifenfett (-50 bis 160 C) Klüber Centroplex GLP 500 Mineraloelbasis (-35 bis 120 C) Klüber Quiet BQ Lithiumseifenfett (-45 bis 180 C) Ölschmierung Die Ölschmierung durch Zentralschmieranlagen hat den Vorteil, dass sich ständig ein ausreichender Schmierfilm aufbauen kann und sich eine geringe Erwärmung der Kugelgewindetriebe infolge besserer Wärmeabfuhr einstellt, außerdem fließt überschüssiges Öl durch die Abstreifer ab. Grundsätzlich sind Umlauföle mit Wirkstoffen zur Erhöhung des Korrosionsschutzes und der Alterungsbeständigkeit gemäß C-L nach DIN Teil 2, wie sie auch für die Wälzlagerschmierungen eingesetzt werden, für die Versorgung der Kugelgewindetriebe geeignet. Die Viskosität des einzusetzenden Schmierstoffs hängt in erster Linie von der Drehzahl und der Umgebungstemperatur sowie der Belastung ab. Um immer einen ausreichenden Schmierfilm bei allen Betriebszuständen zu gewährleisten, ist eine höhere Viskosität des Schmierstoffes anzustreben. Liegen die Drehzahlen des Kugelgewindetriebs unter 20 min-1 und/oder eine hohe Belastung vor, so empfiehlt es sich, ein Umlauföl mit Wirkstoffen zur Erhöhung der Alterungsbeständigkeit des Korrosionsschutzes sowie Zusätze zur Erhöhung der Belastbarkeit und Verbesserung des Verschleißschutzes gemäß C-LP nach DIN Teil 3 einzusetzen. Die erforderliche Ölmenge je Kugelumlauf liegt bei ca Tropfen/min. bei der Tauchschmierung genügt es, wenn der Ölstand bis zur Mitte des am tiefsten liegenden Walzkörpers bei horizontaler Einbaulage eingehalten wird. Verträglichkeit Vor dem Einsatz der Schmieröle ihr Verhalten prüfen gegenüber: Kunststoffen Elastomeren Bunt- und Leichtmetallen. Unter dynamischer Beanspruchung und bei Betriebstemperatur prüfen beim Schmierstoffhersteller anfragen! Mischbarkeit Miteinander mischbar sind: Schmieröle auf Mineralölbasis und gleicher Klassifikation z.b. HLP die Viskositäten sollen sich um höchstens eine ISO-VG-Klasse unterscheiden. Syntheseöle grundsätzlich auf Mischbarkeit prüfen beim Schmierstoffhändler anfragen! Druckbelastbarkeit Schmieröle mit EP-Zusätzen verwenden: Kennbuchstabe P nach DIN Wärmeabfuhr durch den Schmierstoff Schmieröl führt Reibungswärme aus dem Lager ab. Vorteile der Ölschmierung gute Schmierverteilung Wärmeabfuhr aus dem Lager beeinflusst die Betriebstemperatur, die zulässige Drehzahl und die Belastbarkeit des Lagers Guter Austausch des Schmierstoffs beim Nachschmieren. Schmieröle Kugelgewindetriebe werden mit Schmierölen auf Mineral- bzw. Syntheseölbasis geschmiert. Betriebstemperaturen: legierte Mineralöle: Dauerbetrieb bis +130 C synthetische Öle: Dauerbetrieb bis +200 C Maßgebend sind die Angaben der Schmierstoffhersteller! Wahl des Schmieröls In den Kontaktzonen zwischen Wälzkörper und Laufbahn ist ein tragfähiger Schmierfilm erforderlich. Abhängig von der Betriebsdrehzahl muss das Schmieröl bei Betriebstemperatur mindestens eine Sollviskosität haben. Schmierverfahren Tropfölschmierung Ölumlaufschmierung Öl-Luftschmierung Die Ölnebelschmierung sollte zur Entlastung der Umwelt durch Öl-Luftschmierung ersetzt werden. Tropfölschmierung Verwendbar für: schnelllaufende Kugelgewindetriebe Die notwendige Ölmenge hängt ab von: der Mutter den Umläufen der Betriebsdrehzahl der Belastung Richtwert: zwischen 3 und 50 Tropfen/min je Wälzkörperlaufbahn ein Tropfen wiegt ca. 0,025 g. Überschüssiges Öl muss aus der Mutter ablaufen können! 79
90 Trapezgewindetrieb Anwendungsbeispiele Beispiel 1: Hubtischanlage Aufgabe: Heben von Maschinenteilen Lösung: Die Trapezspindel wird mittels E-Motor eingestellt. Die Konstruktion ergibt ein progressives Kraftverhalten und benötigt keine Haltebremse. Beispiel 2: Koordinatentisch Der im Schnitt abgebildete Koordinatentisch ist in ein numerisch gesteuertes Bearbeitungszentrum für grobe Fräsoperationen integriert. Der Koordinatentisch wird mit dem Trapez gewindetrieb positioniert. Er hat eine Aufspannfläche von 1600 mm x 550 mm und ist in X-Richtung bis 900 mm verfahrbar. Aufgrund der hohen Verfahrgeschwindigkeit ist eine besonders starre Lagerung der Trapezgewindespindel notwendig. Für genaue Bearbeitungsfälle werden vorzugsweise Kugelgewindetriebe eingesetzt. Konstruktionslösung Die Trapezgewindespindel wird mit einem Nadel- Axial-Zylinderrollenlager ZARF..TN auf der Antriebsseite und mit einem Lager ZARF..L auf der anderen Seite gelagert. Die abgestufte Wellenscheibe des Lagers ZARF..L TN stützt auf der anderen Spindelseite trotz niedriger Spindelschulter das Lager optimal ab. Beide Lager lassen sich dir ekt an die Um gebungskonstruktion anschrauben, so dass Einpassarbeiten und zusätzliche Flanschdeckel entfallen. Eine Abdichtung der Lagerstellen ist hier nicht nötig, da der Schmierstoff abfließen darf. 80
91 Beispiel 3: Eingangstoröffner Aufgabe: elektrisch bewegtes Eingangstor Lösung: Trapezbetrieb mit Elektromotor und Hubbegrenzung. Um Verletzungsgefahr und Verschmutzung zu verhindern, wird die Spindel abgedeckt (Faltenbalg). Beispiel 4: Lüftungsklappe Öffnen und Schließen eines Dachfensters oder einer Lüftungsklappe. Das Getriebe mit Antrieb und Anbauteilen ist mit einem Kardanadapter gelagert. Die Endpunkte (ganz offen und geschlossen) werden mit Endschaltern begrenzt. Beispiel 5: Hubgetriebe Die Hubspindel fährt rotationsfrei durch das Hubgetriebe. Bei Verwendung eines einzeln laufenden Hubgetriebes sollte die Spindel gegen Verdrehen gesichert werden. 81

")

92 Trapezgewindespindeln Meterware gewirbelt Gewinde Trapezgewinde nach DIN 103, Toleranzklasse 7e und andere gewünschte Toleranzklassen Standardlängen sind 1m, 1.5m, 2m, 3m, 6m Andere Längen auf Anfrage möglich Nebenstehende Materialien sind bei uns Standard Andere Materialien und Toleranzen, Steigungen und mehrgängige Gewinde Zwei Güteklassen lieferbar (siehe Tabelle unten) Alle Abmessungen auch als Linksgewinde lieferbar Bestellbeispiel: Gewindespindel Tr70 x 10 x 2m lang, Steigung Links, gewirbelt GK2 Gewinde Steigungsabweichung Geradheit Außen-ø Toleranz Weitere Abmessungen auf Anfrage Güteklassen Güteklassen nach Kammerer-Norm Andere Genauigkeiten sind auf Anfrage möglich. 82
 Bestellbeispiel:")

93 Trapezgewindespindeln Meterware gerollt Gewinde Trapezgewinde nach DIN 103, Toleranzklasse 7e und andere gewünschte Toleranzklassen Standardlängen sind 1m, 1.5m, 2m, 3m, 6m Andere Längen auf Anfrage möglich Material: C15 Andere Materialien und Toleranzen, Steigungen und mehrgängige Gewinde Zwei Güteklassen lieferbar (siehe Tabelle unten) Bestellbeispiel: Gewindespindel Tr20 x 4 x 2m lang, Steigung Rechts, gerollt GK1 Gewinde Rechts Links Tr 8 x 1,5 X X Tr 10 x 2 X X Tr 10 x 3 X X Tr 12 x 2 X X Tr 12 x 3 X X Tr 14 x 3 X X Tr 14 x 4 X X Tr 16 x 4 X X Tr 18 x 4 X X Tr 20 x 4 X X Tr 22 x 5 X X Tr 24 x 5 X X Gewinde Rechts Links Tr 26 x 5 X X Tr 28 x 5 X X Tr 30 x 6 X X Tr 32 x 6 X X Tr 36 x 6 X X Tr 40 x 7 X X Tr 44 x 7 X X Tr 50 x 8 X X Tr 52 x 8 X X Tr 60 x 9 X Steigungsabweichung Güteklassen Güteklassen nach Kammerer-Norm Andere Genauigkeiten sind auf Anfrage möglich. Geradheit Abblätterungen unzulässig zulässig Weitere Abmessungen auf Anfrage 83
94 Gerollte Gewindespindeln Das Gewinderollen (Gewindewalzen) ist ein wirtschaftliches Fertigungsverfahren. Auf Basis einer spanlosen Kaltverformung werden die Werkstoffeigenschaften des Grundmaterials positiv beeinflusst. Der natürliche Faserverlauf wird im Gegensatz zu zerspanenden Fertigungsverfahren (z. B. Ge windewirbeln, Gewindeschneiden, Gewindefräsen, Gewindeschleifen) nicht zerstört. Durch das Gewinderollen werden folgende physikalische und technische Eigenschaften positiv beeinflusst: höhere Verschleißfestigkeit; Zugfestigkeit und Biegewechselfestigkeit höhere Oberflächengüte der presspolierten Gewindeflanken geringere Korrosion hohe Profilgenauigkeit des Gewindes in Abhängigkeit von der Qualität der Rollwerkzeuge hohe Genauigkeit des Flankendurchmessers (Parallelität) durch genaue Vormaterialtoleranz Nachteile gerollter gegenüber gewirbelter Trapezgewinde: sehr hohe Werkzeug- und Einrichtekosten großer Einfluss der Werkstoffeigenschaften (Änderung bei jeder Materialcharge) auf die Steigungsgenauigkeit Spindeln mit größeren Formelementen als der Außendurchmesser des Gewindes sind nicht oder nur mit sehr hohen Kosten walzbar. zu hohe Flankenoberflächengüte durch Prägepolieren der Gewindeflanken kann bei notwendiger Fettschmierung (z. B. bei Stahl oder Bronzemuttern) zum Schmierfilmabriss zwischen Spindel und Mutter und damit zur Fressneigung führen. nicht geeignet für Einzelteil- und Kleinserienfertigung, da die Einflussnahme auf den Gewindewalzprozess (Maschine und Werkzeug) kosten- und teileintensiv ist. Für gerollte Gewinde sind Kunststoffmuttern besonders gut geeignet. Durch die hohe Flanken oberflächengüte des gerollten Gewindes und des geringen Reibwertes von Kunststoffen ergibt sich ein höherer Wirkungsgrad des Spindelantriebes. Der Kerndurchmesser von gerollten Trapezgewinden kann laut DIN 103 0,15 x P kleiner als bei zerspanten Trapezgewinden sein (notwendiger Fließradius am Gewinderollwerkzeug). Gerollte Gewinde können am Außendurchmesser des Gewindeganges die so genannte Schließfalte (Rille) aufweisen. Sie hat keinen Einfluss auf die Qualität bzw. Funktion des Gewindes. Die Schließfalte ist nur ein Kriterium zur Begutachtung der Rolltechnologie. 84
95 Trapezgewindemuttern Rundmutter Kurz oder Lang Trapezgewinde nach DIN 103, Toleranzklasse 7H und andere gewünschte Toleranzklassen max. Rundlauffehler bis Tr 22x5 = 0,2 mm; ab Tr24x5 = 0,3 mm Wir liefern diese Muttern aus nebenstehenden Materialien Andere Materialien und Toleranzen, Steigungen und mehrgängige Gewinde Ausführung Kurz: L = 1,5 x Nenndurchmesser Ausführung Lang: L = 2 x Nenndurchmesser Bestellbeispiel: Rundmutter Tr 44 x 7 Links aus CuSn12, Kurz, nach Kammerer-Katalog Kunststoff Ausführung Kurz Gewinde D1 L Tr 8 x 1, Tr 10 x Tr 10 x Tr 12 x Tr 14 x Tr 16 x Tr 18 x Tr 20 x Tr 22 x Tr 24 x Tr 26 x Tr 28 x Tr 30 x Tr 32 x Tr 36 x Tr 40 x Tr 44 x Tr 48 x Tr 50 x Tr 60 x Tr 70 x Tr 80 x Tr 90 x Weitere Abmessungen auf Anfrage Ausführung Lang Gewinde D1 L Tr 8 x 1, Tr 10 x Tr 10 x Tr 12 x Tr 14 x Tr 16 x Tr 18 x Tr 20 x Tr 22 x Tr 24 x Tr 26 x Tr 28 x Tr 30 x Tr 32 x Tr 36 x Tr 40 x Tr 44 x Tr 48 x Tr 50 x Tr 60 x Tr 70 x Tr 80 x Tr 90 x
96 Trapezgewindemuttern Flanschmutter Kurz oder Lang Trapezgewinde nach DIN 103, Toleranzklasse 7H und andere gewünschte Toleranzklassen max. Rundlauffehler bis Tr 22x5 = 0,2 mm; ab Tr24x5 = 0,3 mm Wir liefern diese Muttern aus nebenstehenden Materialien Andere Materialien und Toleranzen, Steigungen und mehrgängige Gewinde Zwei Ausführungen (Lang oder Kurz), mit oder ohne Befestigungsbohrungen Bestellbeispiel: Flanschmutter Tr 20 x 4 Rechts aus RG7, Kurz, nach Kammerer-Katalog Kunststoff Gewinde D1 D4 D5 D6 L (kurz) L (lang) L1 L7 Tr 8 x 1, Tr 10 x Tr 10 x Tr 12 x Tr 14 x Tr 16 x Tr 18 x Tr 20 x Tr 22 x Tr 24 x Tr 26 x Tr 28 x Tr 30 x Tr 32 x Tr 36 x Tr 40 x Tr 44 x Tr 48 x Tr 50 x Tr 60 x Tr 70 x Tr 80 x Tr 90 x Weitere Abmessungen auf Anfrage 86

97 Trapezgewindemuttern Sechskantmutter Trapezgewinde nach DIN 103, Toleranzklasse 7H und andere gewünschte Toleranzklassen nur bedingt geeignet für Bewegungsgewinde in Werkstoff Stahl Material: 9SMn28K Andere Materialien und Toleranzen, Steigungen und mehrgängige Gewinde Bestellbeispiel: Sechskantmutter Tr 10 x 3 Rechts nach Kammerer-Katalog Gewinde SW L Tr 8 x 1, Tr 10 x Tr 10 x Tr 12 x Tr 14 x Tr 16 x Tr 18 x Tr 20 x Tr 22 x Tr 24 x Tr 26 x Gewinde SW L Tr 28 x Tr 30 x Tr 32 x Tr 36 x Tr 40 x Tr 44 x Tr 48 x Tr 50 x Tr 60 x Tr 70 x Weitere Abmessungen auf Anfrage 87
98 Technische Daten Metrisches ISO-Trapezgewinde nach DIN 103 Muttergewinde Bolzengewinde Gewindebezeichnung Flankenø d 2 = D 2 Gewindemaße in mm Kern-ø Außenø Bolzen Mutter Gewindetiefe h 3 = H 4 Maß für Steigungen P in mm d x P d 3 D 1 D 4 Nenn- Ø d Steigung bei eingängigen Gewinden und Teilung bei mehrgängigen Gewinden P Steigung bei mehrgängigen Gewinden P h Gangzahl n = P h : P Kern-Ø des Bolzengewindes d 3 = d (P+2 a c ) Außen-Ø des Muttergewindes D 4 = d + 2 a c Kern-Ø des Muttergewindes D 1 = d P Flanken-Ø des Gewindes d 2 = D 2 = d 0,5 P Gewindetiefe des Bolzen- und Muttergewindes...h 3 = H 4 = 0,5 P + a c Flankenüberdeckung H 1 = 0,5 P Zahnkopfhöhe z = 0,25 P Spitzenspiel a c Rundungen R 1 und R 2 Drehmeißelbreite b = 0,366 P 0,54 a c Flankenwinkel = 30 Ein- und mehrgängiges Gewinde P h Steigung: Abstand entlang der Flankendurchmesserlinie zwischen benachbarten Flanken gleicher Richtung desselben Gewindeganges. eingängig Teilung = Steigung zweigängig Teilung Steigung = 2 Teilung dreigängig Teilung Steigung = 3 Teilung P Teilung: Abstand entlang der Flankendurchmesserlinie zwischen benachbarten Flanken der gleichen Richtung. Mehrgängige (n-gängige) Ge winde haben das gleiche Profil wie eingängige Gewinde mit der Steigung P h = Teilung P. Für die Teilung P der mehrgängigen Gewinde dürfen nur die für die Steigung P (gleich Teilung P) der eingängigen Gewinde zugelassenen Werte gewählt werden. Das Vielfache der Teilung P der mehrgängigen Ge winde braucht jedoch nicht ein em für eingängige Gewinde zu gelassenen Steigungswert zu entsprechen. 88
99 Gewindedurchmesser und Steigungen Gewinde-Nenndurchmesser Reihe Reihe Reihe Maße in mm Steigungen P der eingängigen Trapezgewinde An der Gewinde- und Steigungstabelle kann die Ge windegröße gewählt werden. Zum Beispiel: gewählter Durchmesser = 40 mm, Vorzugsreihe P = 7 mm Bezeichnung = Tr 40x7 Für jeden Gewindedurchmesser sind höchstens nur drei Steigungen zur Anwendung empfohlen. Eine davon ist als Vorzugssteigung ge kennzeichnet, um die Anzahl der anzuwendenden Trapezgewinde noch weiter einzuschränken. Wenn in besonderen Fällen andere Durchmesser an Stelle der auf ge führten benötigt werden, sollte eine Steigung gewählt werden, die dem nächstliegenden Durchmesser zugeordnet ist. Zulässige Gleitgeschwindigkeiten (Richtwerte): Material CuSn- und CuAl-Leg/Stahl Gußeisen GS, GTW Gleitgeschw. in m/s zul. Flächenpressung in N/mm 2 bezogen auf Flanken- 0,1 19,3 5,8 9,7 0,2 18,6 5,6 9,3 0,3 18,0 5,4 9,0 0,4 17,3 5,2 8,7 0,5 16,6 5,0 8,3 0,6 16,0 4,8 8,0 0,7 15,3 4,6 7,7 0,8 14,6 4,4 7,3 0,9 14,0 4,2 7,0 1,0 13,3 4,0 6,7 1,1 12,6 3,8 6,3 1,2 12,0 3,6 6,0 1,3 11,3 3,4 5,7 1,4 10,6 3,2 5,3 1,5 10,0 3,0 5,0 1,6 9,3 2,8 4,7 1,7 8,6 2,6 4,3 1,8 8,0 2,4 4,0 1,9 7,3 2,2 3,7 2,0 6,6 2,0 3,3 2,1 6,0 1,8 3,0 2,2 5,3 1,6 2,7 2,3 4,6 1,4 2,3 2,4 4,0 1,2 2,0 2,5 3,3 1,0 1,7 2,6 2,6 0,8 1,3 2,7 2,0 0,6 1,0 2,8 1,3 0,4 0,7 2,9 0,6 0,2 0,3 89
100 Max. Belastung der Trapezgewindetriebe bezogen auf die Mutterlänge Diese Werte beinhalten keine Sicherheit! Außerdem ist die Knickung zu berücksichtigen. Zugrundegelegte Flächenpressung 10 N/mm 2. Mutterlänge F in N/dyn Mutterlänge 90
101 Wirkungsgrad der Trapezgewindetriebe Eingängig Zweigängig Gusseisen trocken Gusseisen geschmiert CuSn, CuZn trocken CuSn, CuZn geschmiert Kunststoff trocken Kunststoff geschmiert Gusseisen trocken Gusseisen geschmiert CuSn, CuZn trocken CuSn, CuZn geschmiert Kunststoff trocken Kunststoff geschmiert Wirkungsgrad in % Kugelgewindetriebe Trapezgewindetriebe Der Wirkungsgrad von Trapezspindeln ist wegen der Gleitreibung gegenüber Kugelgewindespindeln wesentlich geringer. Jedoch ist der Trapezspindeltrieb technisch einfacher und preisgünstiger. Eine Sicherung (z.b. Bremse) ist wegen der eventuellen Selbsthemmung von Trapezspindeltrieben nur in seltenen Fällen notwendig. Genaue Berechnung siehe ab Seite 96 Reibwerte Seite 97 Steigungswinkel in Grad 91
102 Biegekritische Drehzahl Diagramm Biegekritische Drehzahl n cr [min -1 ] ungestützte Spindellänge L [10 3 mm] Genaue Berechnung siehe ab Seite 94, Flanken-ø für Trapezspindel berücksichtigen, siehe Seite 88. Max. Gleitgeschwindigkeit an den Flanken beachten, siehe Seite
103 Knickung Diagramm Genaue Berechnung (Knickfaktor) siehe ab Seite 94, Kerndurchmesser für Trapezspindeln berücksichtigen, siehe Seite 88. Knickkraft F kn [kn] ungestützte Spindellänge L [10 3 mm] 93

104 Berechnungen Tragfähigkeit: Die Tragzahlen von Trapezgewindetrieben werden von vielen Faktoren beeinflusst. Die wichtigsten Faktoren sind Materialpaarung, Oberflächengüte, Flächenpressung, Einschaltdauer, Schmierung und Temperatur. Wählen Sie je nach Anforderung (erf. Vorschub, Einbauraum usw.) einen Gewindetrieb aus, und berechnen Sie die für Ihren Anwendungsfall erforderliche Mutternlänge. Rechnerische Festlegung der Mutternlänge L m = erf. Mutternlänge [mm] F = axiale Belastung [N] P = Gewindesteigung [mm] p zul. = zul. Flächenpressung [N/mm 2 ] d 2 = Flankendurchmesser [mm] H 1 = Tragtiefe des Gewindes [mm] (0,5 x P) z = Gangzahl des Gewindes Die zul. Flächenpressung ist abhängig von der Gleitgeschwindigkeit und dem Werkstoff der Mutter. Überschlägig kann mit 10 N/mm 2 gerechnet werden. Richtwerte für die gängigen Werkstoffe finden Sie in der untenstehenden Tabelle. Vorh. Flächenpressung nach gewählter Mutter p vorh. = vorh. Flächenpressung [N/mm 2 ] F = axiale Belastungskraft [N] P = Gewindesteigung [mm] L m = erf. Mutternlänge [mm] d 2 = Flankendurchmesser [mm] H 1 = Tragtiefe des Gewindes [mm] (0,5 x P) z = Gangzahl des Gewindes Gleitgeschwindigkeit v g = Gleitgeschwindigkeit [m/s] n = Drehzahl [min -1 ] d 2 = Flankendurchmesser [mm] Vorschub des Gewindetriebes s = Vorschub [m/min] n = Drehzahl [min -1 ] P = Steigung [mm] Werkstoff: Gleitgeschw. p zul. [m/s] N/mm 2 Stahl 1,5 10 CuSn-Leg. 1,5 10 CuAl-Leg. 1,5 10 Kunststoff PA 0,6 1 Richtwerte für die zul. Flächenpressung bei Gleitgewindetrieben. Genauere Angaben können bei den Materialherstellern erfragt werden. 94
![Berechnungen Antriebsmoment M ta = Antriebsmoment [Nm] bei Umsetzung einer Dreh- in eine Längsbewegung M te = Antriebsmoment [Nm] bei Umsetzung einer Längs- in eine Drehbewegung F = axiale](/docs-images/71/65448868/images/105-0.jpg "Belastungskraft [N] P = Gewindesteigung [mm] = Wirkungsgrad = Wirkungsgrad Wirkungsgrad = Wirkungsgrad (Drehmoment in Längskraft) = Wirkungsgrad (Längskraft in Drehmoment) = Steigungswinkel [ ] =")
105 Berechnungen Antriebsmoment M ta = Antriebsmoment [Nm] bei Umsetzung einer Dreh- in eine Längsbewegung M te = Antriebsmoment [Nm] bei Umsetzung einer Längs- in eine Drehbewegung F = axiale Belastungskraft [N] P = Gewindesteigung [mm] = Wirkungsgrad = Wirkungsgrad Wirkungsgrad = Wirkungsgrad (Drehmoment in Längskraft) = Wirkungsgrad (Längskraft in Drehmoment) = Steigungswinkel [ ] = Reibungswinkel [ ] Steigungswinkel = Steigungswinkel [ ] P = Gewindesteigung [mm] = Flankendurchmesser [mm] d 2 Reibungswinkel = Reibungswinkel [ ] μg = siehe untenstehende Tabelle Das Gewinde ist selbsthemmend, wenn Steigungswinkel < Reibungswinkel Antriebsleistung P a = Antriebsleistung [kw] M ta = Antriebsmoment [Nm] n = Drehzahl [min -1 ] Mutter aus: μg Trocken Geschmiert Gusseisen GG 0,18 0,1 Stahl 0,15 0,1 Bronze CuSn 0,1 0,05 Kunststoff 0,1 0,05 Reibwerte der gängigen Mutterwerkstoffe. Diese Werte können durch Lagerung, Schmierung, Rau tiefe, Belastung etc. beeinflusst werden. 95
![Berechnungen Biegekritische Drehzahl n kr d 2 F l a = Kritische Drehzahl durch Gewicht und Länge der Spindel [min -1 ] = Flankendurchmesser des Gewindes [mm] = Gewicht der ungestützten Spindellänge](/docs-images/71/65448868/images/106-0.jpg "[N] = Lagerabstand [mm] Die Biegekritische Drehzahl ist von der Durchbiegung der Spindel, und somit von Durchmesser und Lagerabstand abhängig.")

106 Berechnungen Biegekritische Drehzahl n kr d 2 F l a = Kritische Drehzahl durch Gewicht und Länge der Spindel [min -1 ] = Flankendurchmesser des Gewindes [mm] = Gewicht der ungestützten Spindellänge [N] = Lagerabstand [mm] Die Biegekritische Drehzahl ist von der Durchbiegung der Spindel, und somit von Durchmesser und Lagerabstand abhängig. Die zulässige Drehzahl kann nun über die Lagerungsart der Spindel, und durch einen Sicherheitsabstand ermittelt werden. Zulässige Drehzahl n zul. = Zulässige Drehzahl [min -1 ] n kr = Kritische Drehzahl durch Gewicht und Länge der Spindel [min -1 ] f kb = Korrekturfaktor Durchbiegung 0.8 = Sicherheitsfaktor (z.b.) f kb = 0,32 (Fall 1) f kb = 1,0 (Fall 2) f kb = 1,55 (Fall 3) f kb = 2,24 (Fall 4) Korrekturfaktor f kb zur Berechnung der zulässigen Drehzahl 96
![Berechnungen Berechnung der Knickkraft F Kn = Knickkraft der Spindel [N] d 3 = Kerndurchmesser der Spindel](/docs-images/71/65448868/images/107-0.jpg "[mm] f k = Korrekturfaktor Lagerungsart = ungestützte Spindellänge [mm] L K Die Knickkraft der")
 f k = 1,0 (Fall 2) f k = 2,0 (Fall 3) f k = 4,0 (Fall 4) Korrekturfaktor f k zur")
107 Berechnungen Berechnung der Knickkraft F Kn = Knickkraft der Spindel [N] d 3 = Kerndurchmesser der Spindel [mm] f k = Korrekturfaktor Lagerungsart = ungestützte Spindellänge [mm] L K Die Knickkraft der Gewindespindel ist abhängig von der ungestützten Spindellänge und dem Kern durch messer der Spindel. f k = 0,25 (Fall 1) f k = 1,0 (Fall 2) f k = 2,0 (Fall 3) f k = 4,0 (Fall 4) Korrekturfaktor f k zur Berücksichtigung der Lagerart 97

108

109

110

111

112

113
114 Fragebogen, Teil 1 Kunde: Anschrift: Telefon: Abteilung: Neukonstruktion: Anfrage vom: Kunden-Nr.: Telefax: Sachbearbeiter: Umkonstruktion: Bestellung vom: Auftragsbestätigung vom: Auftrags-Nr.: Kunden-Zeichnung Nr.: vom: Nr.: vom: Nr.: vom: Standard-Spindel, Typ: Stückzahl Abnahme von: Stück monatl., jährlich je Bestellung oder Wir bitten Sie, uns möglichst viele technische Daten mitzuteilen. Unser Angebot kann dann sorgfältiger und dem Einsatzzweck entsprechend ausgearbeitet werden. Legen Sie nach Möglichkeit eine Einbauzeichnung oder Entwurfsskizze dieser Technischen Anforderung Kugelgewindetriebe bei. Bemerkungen (evtl. Skizze) 1. Betriebsdaten 1.1 Antrieb über Spindelwelle Mutter 1.2 Statische max. Belastung, axial (F a ) Zug: N, Druck: N 1.3 Dyn. max. Belastung, axial (F a ) Zug: N, Druck: N 1.4 Nichtaxiale Belastungen: F r = N, F p = N, r = mm 1.5 Sicherheitsfaktor in den Belastungsdaten: 1.6 Belastungsrichtung: einseitig beidseitig 1.7 Geschwindigkeit bei den genannten Belastungen: v = mm/min, n = 1/min 1.8 Max. Drehzahl: n max = 1/min 1.9 Im Falle wechselnder Lasten oder Drehzahlen bitten wir um Angaben in untenstehender Tabelle. Lastkollektiv Belastungsart Fa n oder v s oder q (N) (1/min) (mm/min) (mm) (%) Nutzungsfaktor: f n = ED Kugelgewindetrieb (h) ED Maschine
115 Fragebogen, Teil Spindel-Lagerung 1.12 Abstand zwischen den Lagern: mm 1.13 Einbaulage: senkrecht waagerecht unter einem Winkel von Grad 1.14 Max. zul. Spiel: mm 1.15 Gewünschte Steifigkeit: N/μm 1.16 zul. Leerlaufdrehmoment: Nm 1.17 Erforderliche Lebensdauer: Betriebsstunden, x 10 6 Umdrehungen 2.0 Betriebsbedingungen 2.1 Staub/Schmutz Feuchtigkeit chemische Einflüsse 2.2 Abdichtung: Faltenbalg Teleskopfeder Abstreifer-Kunststoff Abstreifer-Filz 2.3 Betriebstemperatur: C, Umgebungstemperatur C 2.4 Schmierungsart: 2.5 Außergewöhnliche Betriebsverhältnisse: 3.0 Spindel-Kenndaten 3.1 Gewünschter Nenndurchmesser ø A: mm 3.2 Steigung P: mm 3.3 Steigungsausrichtung: rechts links 3.4 Zul. Steigungsabweichung p/300 mm bei 20 C μm 3.5 p/gewindelänge bei 20 C mm 3.6 Zul. Steigungsabweichung nach Zeichnung-Nr.: 3.7 Ist Steigungsabweichungs-Diagramm erforderlich: 3.8 Max. Taumelfehler: mm 3.9 Gewindelänge: mm 3.10 Gesamtlänge: mm 3.11 Spindel auf Zug Druck mit F v = N vorgespannt 3.12 Werkstoff: n. ISO, DIN: 3.13 Werkstoff-Nr.: Gütenorm: 3.14 Oberflächenbehandlung: 3.15 Härte: Härtetiefe: 3.16 Oberfläche Kugelgewinde: Rauheitsklasse: Mittenrauwert R a : μm 3.17 Genauigkeitsklasse: 4.0 Mutter-Kenndaten 4.1 Max. Länge: mm 4.2 Max. Durchmesser: mm 4.3 Gehäuse nach Zeichnung-Nr.: 4.4 Einzelmutter max. Axialspiel 4.5 Doppelmutter, Bauart: mit F v = N vorgespannt 4.6 Max. Axialversatz δa = μm bei F va = N 4.7 Max. Umkehrspanne δu = μm bei F va = N 4.8 Werkstoff: nach ISO, DIN: 4.9 Werkstoff-Nr.: Gütenorm: 4.10 Oberflächenbehandlung: 4.11 Härte: Härtetiefe: 4.12 Oberfläche Kugelgewinde: 4.13 Genauigkeitsklasse: Geprüft und genehmigt (Kunde) Geprüft (Kammerer) 105
116 Unsere Gebietsvertretungen in Deutschland Junker & Partner GmbH Ing.- und Vertriebsbüro Postfach 411 Am Südhang 10 D Simmern oder D Simmern / Hunsrück Tel: 06761/4288 Fax: 06761/ junker.und.partner.l.meyer@t-online.de zuständig für Saarland, Rheinland-Pfalz ( ), Hessen ( ) WEGIMA Antriebselemente GmbH Postfach Zum Lonnenhohl 22 D Dortmund oder D Dortmund Tel: 02 31/ Fax: 0231/ info@wegima.de Internet: zuständig für Schleswig-Holstein, Hamburg, Bremen, Niedersachsen, Nordrhein-Westfalen, Hessen ( ), Rheinland-Pfalz ( ) INGENIEURBÜRO SCHMIDT & PARTNER Waldstr. 11 D Hersbruck Tel: 09151/ Fax: 09151/ schmidt-bm@t-online.de zuständig für Nordbayern IGM GmbH Ingenieurbüro Gerald Müller An der Schäferei 4 D Leinefelde Tel: 03605/ Fax: 03605/ igm@igmgmbh.de Internet: zuständig für Mecklenburg-Vorpommern, Berlin, Brandenburg, Sachsen-Anhalt, Sachsen, Thüringen Volker Schmerreim GmbH Werksvertretungen Dorfweg 12 Hemhof D Bad Endorf Tel: 08053/9058 Fax: 08053/ info@schmerreim.de Internet: zuständig für Südbayern B & K Vertrieb für Antriebstechnik und Maschinenelemente GmbH Mittlere Str. 11 D Bopfingen-Kerkingen Tel: 07362/ Fax: / info@buk-antriebstechnik.de Internet: zuständig für Baden-Württemberg 106

117 ...weltweit ROSA GmbH Schweiz Gaswerkstr. 33/35 CH 4900 Langenthal Tel: / Fax: / Internet: zuständig für Schweiz B I G A Industries ZI Les Triboulieres F Cremieu Tel: / Fax: / Rosa Sistemi Spa Uffici e Stabilimento Via Quasimodo 22/24 I Legnano (MI) Tel: / Fax: / sales@rosa-sistemi.it Internet: zuständig für Italien Kasco Co., Ltd. Dukwoo Bldg. 3 rd Floor (Rm. 303), Doksan-1 Dong, Keumcheun-Gu K Seoul, Tel: /7123 Fax: / kascopcs@kornet.net zuständig für Korea biga@bigaindustries.com Internet: zuständig für Frankreich ERIKS Aandrijftechniek bv- (Elmeq) Broeikweg 25 NL 2871 RM Schoonhoven Tel: / Fax: / info@eriks-at.nl Internet: zuständig für die Niederlande, Belgien, Luxemburg 107
Technische Grundlagen
 Technologie der Kugelgewindetriebe Der Kugelgewindetrieb wandelt eine Dreh- in eine Linearbewegung um. Er besteht aus der Kugelgewindetriebspindel, der Kugelgewindetriebmutter mit Kugelrückführsystem und
Technologie der Kugelgewindetriebe Der Kugelgewindetrieb wandelt eine Dreh- in eine Linearbewegung um. Er besteht aus der Kugelgewindetriebspindel, der Kugelgewindetriebmutter mit Kugelrückführsystem und
Miniatur-Präzisionsführung Typ ER
 Miniatur-Präzisionsführung Typ ER Innenwagen Außenschiene Kugeln Kugelumlauf Abb. 1 Schnittmodell der Miniatur-Präzisionsführung Typ ER Aufbau und Merkmale Die Miniatur-Präzisionsführung Typ ER ist eine
Miniatur-Präzisionsführung Typ ER Innenwagen Außenschiene Kugeln Kugelumlauf Abb. 1 Schnittmodell der Miniatur-Präzisionsführung Typ ER Aufbau und Merkmale Die Miniatur-Präzisionsführung Typ ER ist eine
Produktübersicht. Die Vorteile. 110 Bosch Rexroth AG Kugelbüchsenführungen R310DE 3100 (2007.03) Drehmoment-Kugelbüchsen
 Drehmoment-Kugelbüchsen") 110 Bosch Rexroth AG Kugelbüchsenführungen R310DE 3100 (2007.03) Drehmoment-Kugelbüchsen Produktübersicht Die Vorteile Für freitragende verdrehsteife Führungen mit nur einer Welle Mit 1, 2 oder 4 Laufbahnrillen
110 Bosch Rexroth AG Kugelbüchsenführungen R310DE 3100 (2007.03) Drehmoment-Kugelbüchsen Produktübersicht Die Vorteile Für freitragende verdrehsteife Führungen mit nur einer Welle Mit 1, 2 oder 4 Laufbahnrillen
Standard- Kugelgewindetriebe und Zubehör Informationsübersicht Sonder-Kugelgewindetriebe
 Standard- Kugelgewindetriebe und Zubehör Informationsübersicht Sonder-Kugelgewindetriebe Ausgabe 2003/7 Mehr von Einzelkataloge aus den Bereichen Mechatronic Lineartechnik Standard- Kugelgewindetriebe
Standard- Kugelgewindetriebe und Zubehör Informationsübersicht Sonder-Kugelgewindetriebe Ausgabe 2003/7 Mehr von Einzelkataloge aus den Bereichen Mechatronic Lineartechnik Standard- Kugelgewindetriebe
1.1 Wahl der Lageranordnung
 1.1 Wahl der Lageranordnung Fest-Loslagerung Abstandsunterschiede zwischen den Lagersitzen bedingt durch Fertigungstoleranzen, Erwärmung, etc. werden durch das Loslager ausgeglichen. Festlager Führt die
1.1 Wahl der Lageranordnung Fest-Loslagerung Abstandsunterschiede zwischen den Lagersitzen bedingt durch Fertigungstoleranzen, Erwärmung, etc. werden durch das Loslager ausgeglichen. Festlager Führt die
Maschinenelemente Lager
 [Hinweis: Nachfolgende Folien sind das Skelett einer Vorlesung, keine komplette Darstellung des Vorlesungsinhaltes] 2005 1 sind Maschinenelemente, die Kräfte aufnehmen und ableiten Drehbewegung von Wellen
[Hinweis: Nachfolgende Folien sind das Skelett einer Vorlesung, keine komplette Darstellung des Vorlesungsinhaltes] 2005 1 sind Maschinenelemente, die Kräfte aufnehmen und ableiten Drehbewegung von Wellen
Kugelgewindetriebe R310DE 3301 (2007.01) The Drive & Control Company
 The Drive & Control Company") R310DE 3301 (2007.01) The Drive & Control Company Info Fax: +49 931 27862-22 Linear Motion and Assembly Technologies Bitte senden Sie mir/uns unverbindlich Informationen über: Kugelschienenführungen Rollenschienenführungen
R310DE 3301 (2007.01) The Drive & Control Company Info Fax: +49 931 27862-22 Linear Motion and Assembly Technologies Bitte senden Sie mir/uns unverbindlich Informationen über: Kugelschienenführungen Rollenschienenführungen
DryLin TR-Gewindetriebe
 DryLin DryLin -Gewindetriebe wartungsfreier Trockenlauf, geräuscharm unempfindlich gegen Staub und Schmutz korrosionsfrei Trapezgewinde und Steilgewinde hohe Wirkungsgrade Anti-Backlash Funktion FDA-Zulassung
DryLin DryLin -Gewindetriebe wartungsfreier Trockenlauf, geräuscharm unempfindlich gegen Staub und Schmutz korrosionsfrei Trapezgewinde und Steilgewinde hohe Wirkungsgrade Anti-Backlash Funktion FDA-Zulassung
Nadel-Laufrollen. mit Axialführung. Technische Produktinformation TPI 108
 110 179 Nadel-Laufrollen mit Axialführung Technische Produktinformation TPI 108 Diese Technische Produktinformation wurde mit großer Sorgfalt erstellt und alle Angaben auf ihre Richtigkeit hin überprüft.
110 179 Nadel-Laufrollen mit Axialführung Technische Produktinformation TPI 108 Diese Technische Produktinformation wurde mit großer Sorgfalt erstellt und alle Angaben auf ihre Richtigkeit hin überprüft.
r. TRETTER KUGELROLLEN STANDARD SCHWERLAST GEFEDERT SPEZIAL Dr. TRETTER
 Dr. TRETTER KUGELROLLEN STANDARD SCHWERLAST GEFEDERT SPEZIAL r. TRETTER Inhalt Seite Einführung 4 Allgemeine Information 5 Saturnkugelrollen 6 Standard-Kugelrollen 7 Topfrollen 8 Sonder-Topfrollen 9 Schwerlast-Kugelrollen
Dr. TRETTER KUGELROLLEN STANDARD SCHWERLAST GEFEDERT SPEZIAL r. TRETTER Inhalt Seite Einführung 4 Allgemeine Information 5 Saturnkugelrollen 6 Standard-Kugelrollen 7 Topfrollen 8 Sonder-Topfrollen 9 Schwerlast-Kugelrollen
Verzahnungstechnik. Allgemeine Grundlagen für Schneckenradsätze. Standard- Schneckenräder und Schneckenwellen. Präzisions-Schneckenradsätze
 2 Verzahnungstechnik Allgemeine Grundlagen für Schneckenradsätze Allgemeine Beschreibungen: Zur rechtwinkligen Leistungsübertragung bei gleichzeitigem Höhenversatz (Achsabstand der gekreuzten Achsen).
2 Verzahnungstechnik Allgemeine Grundlagen für Schneckenradsätze Allgemeine Beschreibungen: Zur rechtwinkligen Leistungsübertragung bei gleichzeitigem Höhenversatz (Achsabstand der gekreuzten Achsen).
TOOLFLEX. Metallbalgkupplung. Technische Beschreibung
 Technische Beschreibung Bei der handelt es sich um eine ; ein in der Praxis vielfach bewährtes Kupplungssystem. Der Metallbalg sorgt für einen optimalen Ausgleich von Axial-, Radial- und Winkelverlagerungen.
Technische Beschreibung Bei der handelt es sich um eine ; ein in der Praxis vielfach bewährtes Kupplungssystem. Der Metallbalg sorgt für einen optimalen Ausgleich von Axial-, Radial- und Winkelverlagerungen.
Kegelradgetriebe Übersicht Robuste Bauart
 Kegelradgetriebe Übersicht Robuste Bauart Bauformen A Form B Form doppelseitige, langsam laufende Welle doppelseitige, langsam laufende Welle 2. Welle schnell laufend Übersetzung 1:1 5:1 Seite 110 Übersetzung
Kegelradgetriebe Übersicht Robuste Bauart Bauformen A Form B Form doppelseitige, langsam laufende Welle doppelseitige, langsam laufende Welle 2. Welle schnell laufend Übersetzung 1:1 5:1 Seite 110 Übersetzung
Rundschleifmaschinen RC 250
 Werkzeugmaschinen Rundschleifmaschinen RC 250 Rundschleifmaschinen manuell für das Aussenschleifen und Innenschleifen in der Mittelserienfertigung. Diese Maschine, ausgestattet mit einer bekannten mechanischen
Werkzeugmaschinen Rundschleifmaschinen RC 250 Rundschleifmaschinen manuell für das Aussenschleifen und Innenschleifen in der Mittelserienfertigung. Diese Maschine, ausgestattet mit einer bekannten mechanischen
Festigkeit und Härte
 Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
6 Optionen und Zusatzausführungen
 Drehmomentstütze /T Optionen und Zusatzausführungen.1 Drehmomentstütze /T Zur Abstützung des Reaktionsmoments bei Hohlwellengetrieben in Aufsteckausführung steht optional eine Drehmomentstütze zur Verfügung.
Drehmomentstütze /T Optionen und Zusatzausführungen.1 Drehmomentstütze /T Zur Abstützung des Reaktionsmoments bei Hohlwellengetrieben in Aufsteckausführung steht optional eine Drehmomentstütze zur Verfügung.
Praktikum Physik. Protokoll zum Versuch 1: Viskosität. Durchgeführt am 26.01.2012. Gruppe X
 Praktikum Physik Protokoll zum Versuch 1: Viskosität Durchgeführt am 26.01.2012 Gruppe X Name 1 und Name 2 (abc.xyz@uni-ulm.de) (abc.xyz@uni-ulm.de) Betreuerin: Wir bestätigen hiermit, dass wir das Protokoll
Praktikum Physik Protokoll zum Versuch 1: Viskosität Durchgeführt am 26.01.2012 Gruppe X Name 1 und Name 2 (abc.xyz@uni-ulm.de) (abc.xyz@uni-ulm.de) Betreuerin: Wir bestätigen hiermit, dass wir das Protokoll
Gewerblich-industrielle Berufsfachschule Liestal. Lagerung einer Pumpenwelle (Lösung)
") Lagerung einer Pumpenwelle (Lösung) Lagerung einer Pumpenwelle Die Fragen beziehen sich auf die im Bild gezeigte Pumpenwellenlagerung. 1 Welche Wälzlagerarten werden bei der PumpenweIlenlagerung verwendet?
Lagerung einer Pumpenwelle (Lösung) Lagerung einer Pumpenwelle Die Fragen beziehen sich auf die im Bild gezeigte Pumpenwellenlagerung. 1 Welche Wälzlagerarten werden bei der PumpenweIlenlagerung verwendet?
Messbericht zum Induktionsmotor REBO ME100 1.5 kw EFF1
 Messbericht zum Induktionsmotor REBO ME100 1.5 kw EFF1 06.11.2009 / Stefan Kammermann S.A.L.T., www.salt.ch ist ein Joint-Venture von S.A.F.E., Schaffhauserstrasse 34, 8006, Zürich, www.energieeffizienz.ch
Messbericht zum Induktionsmotor REBO ME100 1.5 kw EFF1 06.11.2009 / Stefan Kammermann S.A.L.T., www.salt.ch ist ein Joint-Venture von S.A.F.E., Schaffhauserstrasse 34, 8006, Zürich, www.energieeffizienz.ch
BETRIEBSANLEITUNG. Schnellhubgetriebe G1-G3 Ausführung N/V/R
 BETRIEBSANLEITUNG Schnellhubgetriebe G1-G3 Ausführung N/V/R Inhaltsverzeichnis 1 Wichtige Informationen... 3 1.1 Hinweise zur Dokumentation... 3 1.2 Aufbewahrung der Unterlagen... 3 1.3 Verwendete Symbole...
BETRIEBSANLEITUNG Schnellhubgetriebe G1-G3 Ausführung N/V/R Inhaltsverzeichnis 1 Wichtige Informationen... 3 1.1 Hinweise zur Dokumentation... 3 1.2 Aufbewahrung der Unterlagen... 3 1.3 Verwendete Symbole...
A / B / LA / LB / MA / LMA
 CNC Drehmaschinen YCM A / B / LA / LB / MA / LMA Dreh- Ø: 230 bis 560 mm Drehlängen: 345 bis 1 230 mm Eigenschaften Äusserst robust & kraftvoll Hohe Präzision Spindeldurchlass Ø 45 mm bis 91 mm Servo angetr.
CNC Drehmaschinen YCM A / B / LA / LB / MA / LMA Dreh- Ø: 230 bis 560 mm Drehlängen: 345 bis 1 230 mm Eigenschaften Äusserst robust & kraftvoll Hohe Präzision Spindeldurchlass Ø 45 mm bis 91 mm Servo angetr.
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
Fragebogen Auswahl Schrittmotor-System
 Fragebogen Auswahl Schrittmotor-System Inhaltsverzeichnis 1 Einleitung... 3 2 Anwendung / Anordnung / Konfiguration... 3 3 Abmessungen... 4 4 Umgebung... 4 4.1 Temperatur... 4 5 Mechanische Last... 4 5.1
Fragebogen Auswahl Schrittmotor-System Inhaltsverzeichnis 1 Einleitung... 3 2 Anwendung / Anordnung / Konfiguration... 3 3 Abmessungen... 4 4 Umgebung... 4 4.1 Temperatur... 4 5 Mechanische Last... 4 5.1
R310DE 2213 (2006.02) The Drive & Control Company
 The Drive & Control Company") Kugelwagen in ochpräzisionsausführung R310DE 2213 (2006.02) The Drive & ontrol ompany ochpräzisions Kugelwagen Konventioneller Kugelwagen Bosch Rexroth AG Info Fax: +49 931 27862-22 Linear Motion and Assembly
Kugelwagen in ochpräzisionsausführung R310DE 2213 (2006.02) The Drive & ontrol ompany ochpräzisions Kugelwagen Konventioneller Kugelwagen Bosch Rexroth AG Info Fax: +49 931 27862-22 Linear Motion and Assembly
Das Unternehmen. Über Uns. Unsere Grundsätze. Referenzen. Immer neue Aufgaben lösen.
 T Das Unternehmen Oberstes Unternehmensziel der TMDO Antriebstechnik GmbH ist die Wahrung der wirtschaftlichen Selbständigkeit und der unternehmerischen Handlungsfähigkeit! Unser Kunde ist die wichtigste
T Das Unternehmen Oberstes Unternehmensziel der TMDO Antriebstechnik GmbH ist die Wahrung der wirtschaftlichen Selbständigkeit und der unternehmerischen Handlungsfähigkeit! Unser Kunde ist die wichtigste
POWER GEAR. Das leistungsfähige HighSpeed-Winkelgetriebe. www.graessner.de
 MS-Graessner GmbH & Co. KG THE GEAR COMPANY POWER GEAR HS Das leistungsfähige HighSpeed-Winkelgetriebe www.graessner.de Nichts als Highlights! Entwickelt für ganz spezielle Anforderungen keine Adaption,
MS-Graessner GmbH & Co. KG THE GEAR COMPANY POWER GEAR HS Das leistungsfähige HighSpeed-Winkelgetriebe www.graessner.de Nichts als Highlights! Entwickelt für ganz spezielle Anforderungen keine Adaption,
Kugelschienenführungen eline
 R310DE 2211 (2004.10) KSF eline Linear Motion and Assembly Technologies Bosch Rexroth AG 1 Kugelschienenführungen eline R310DE 2211(2004.10) The Drive & Control Company 2 Bosch Rexroth AG Linear Motion
R310DE 2211 (2004.10) KSF eline Linear Motion and Assembly Technologies Bosch Rexroth AG 1 Kugelschienenführungen eline R310DE 2211(2004.10) The Drive & Control Company 2 Bosch Rexroth AG Linear Motion
501G. Linearführungen Merkmale und Abmessungen der einzelnen Typen
 51G 51G Führungswagen Führungsschiene Endkappe Enddichtung Kugel Kugelkette Abb. 1 Schnittmodell der Linearführung mit Kugelkette Typ SHS Endkappe (Kugelrückführung) Rücklaufkanal (unbelastet) Kugel Kugelkette
51G 51G Führungswagen Führungsschiene Endkappe Enddichtung Kugel Kugelkette Abb. 1 Schnittmodell der Linearführung mit Kugelkette Typ SHS Endkappe (Kugelrückführung) Rücklaufkanal (unbelastet) Kugel Kugelkette
KONZEPTE, MIT FÜHRUNGSQUALITÄTEN LINEARFÜHRUNGEN VON HAUSMANN + HAENSGEN
 KONZEPTE, MIT FÜHRUNGSQUALITÄTEN LINEARFÜHRUNGEN VON HAUSMANN + HAENSGEN WAS SIE AUCH BEWEGEN WOLLEN SYSTEMLÖSUNGEN VON HAUSMANN + HAENSGEN Als eines der führenden Handelshäuser für Antriebstechnik in
KONZEPTE, MIT FÜHRUNGSQUALITÄTEN LINEARFÜHRUNGEN VON HAUSMANN + HAENSGEN WAS SIE AUCH BEWEGEN WOLLEN SYSTEMLÖSUNGEN VON HAUSMANN + HAENSGEN Als eines der führenden Handelshäuser für Antriebstechnik in
= äquivalente stat. Lagerbelastung = radial/axial Komponente der größten statischen Belastung = Radial.-/Axialfaktor des Lagers (!
 Erstelldatum 17.02.01 17:48 Seite 1 von 7 8. Lagerauslegung 8.1 Statische Lagerbelastungen Wenn Wälzlager im Stillstand, bei langsamen Schwenkbewegungen oder sehr niedrigen Drehzahlen belastet werden,
Erstelldatum 17.02.01 17:48 Seite 1 von 7 8. Lagerauslegung 8.1 Statische Lagerbelastungen Wenn Wälzlager im Stillstand, bei langsamen Schwenkbewegungen oder sehr niedrigen Drehzahlen belastet werden,
CNC Frässtation M1410-24 Monate Herstellergewährleistung
 CNC Frässtation M1410-24 Monate Herstellergewährleistung mit Rollen-Führungen Aufspannfläche 1400 x 1120 mm; Verfahrwege: X 1400 mm; Y 1000 mm; Z 180 mm Die M850 CNC Fräsmaschine ist eine komplette CNC
CNC Frässtation M1410-24 Monate Herstellergewährleistung mit Rollen-Führungen Aufspannfläche 1400 x 1120 mm; Verfahrwege: X 1400 mm; Y 1000 mm; Z 180 mm Die M850 CNC Fräsmaschine ist eine komplette CNC
Für die korrekte Auswahl des Linearantriebes empfehlen wir Ihnen, die nachstehenden AUSWAHLKRITERIEN als Hilfestellung heranzuziehen:
 2.1 GRUNDLEGENDE AUSWAHLKRITERIEN Elektromechanische Linearantriebe wandeln eine Drehbewegung in eine lineare Bewegung um. Aufgrund der Reibung zwischen Spindel und Laufmutter tritt je nach Ausführung
2.1 GRUNDLEGENDE AUSWAHLKRITERIEN Elektromechanische Linearantriebe wandeln eine Drehbewegung in eine lineare Bewegung um. Aufgrund der Reibung zwischen Spindel und Laufmutter tritt je nach Ausführung
Laufrollenführungen R310DE 2101 (2004.09) The Drive & Control Company
 The Drive & Control Company") Laufrollenführungen R310DE 2101 (2004.09) The Drive & Control Company Bosch Rexroth AG Info Fax: +49 931 27862-22 Linear Motion and Assembly Technologies Bitte senden Sie mir/uns unverbindlich Informationen
Laufrollenführungen R310DE 2101 (2004.09) The Drive & Control Company Bosch Rexroth AG Info Fax: +49 931 27862-22 Linear Motion and Assembly Technologies Bitte senden Sie mir/uns unverbindlich Informationen
Arbeitsauftrag Praktische Aufgabe
 Arbeitsauftrag Praktische Aufgabe Gewichtung: 50 % Vorgabezeit: VO 2007 14 h Vorbereitung der praktischen Aufgabe Vorgabezeit: VO 2007 8 h Durchführung der praktischen Aufgabe: VO 2007 6 h Phasen Gestreckte
Arbeitsauftrag Praktische Aufgabe Gewichtung: 50 % Vorgabezeit: VO 2007 14 h Vorbereitung der praktischen Aufgabe Vorgabezeit: VO 2007 8 h Durchführung der praktischen Aufgabe: VO 2007 6 h Phasen Gestreckte
M-DA-H Serie. Dreh-Antriebe. HKS Unternehmensgruppe. Leipziger Straße 53-55 D-63607 Wächtersbach-Aufenau
 Dreh-Antriebe M-DA-H Serie Telefon: +49 (0)60 53 / 6163-0 TI M-DA-H Serie - 0203 D Technische Information M-DA-H 60 180 Funktionsbeschreibung Der durch die Anschlüsse P1 oder P2 zugeführte Öldruck bewirkt
Dreh-Antriebe M-DA-H Serie Telefon: +49 (0)60 53 / 6163-0 TI M-DA-H Serie - 0203 D Technische Information M-DA-H 60 180 Funktionsbeschreibung Der durch die Anschlüsse P1 oder P2 zugeführte Öldruck bewirkt
mit Heidenhain TNC 124 FNGP 40 INTOS Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE FNGP 40
 Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE mit Heidenhain TNC 124 INTOS 2010 www.jörke-maschinenhandel.de Vertrieb durch: Hans Ulrich Jörke Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf
Spezifikation UNIVERSAL-WERKZEUG - FRÄSMASCHINE mit Heidenhain TNC 124 INTOS 2010 www.jörke-maschinenhandel.de Vertrieb durch: Hans Ulrich Jörke Werkzeugmaschinenhandel Gockenholzer Weg 5 29331 Lachendorf
Technisches Handbuch. 1. Schrauben, Formen und Ausführungen. 1.3 Gewinde
 1.3 Gewinde Allgemeines: Die Schraubenlinie des Gewindes entsteht, wenn sich ein Punkt an einem sich drehenden Zylinder gleichmäßig in Längsrichtung, also in Richtung seiner Achse bewegt. Die Längsverschiebung
1.3 Gewinde Allgemeines: Die Schraubenlinie des Gewindes entsteht, wenn sich ein Punkt an einem sich drehenden Zylinder gleichmäßig in Längsrichtung, also in Richtung seiner Achse bewegt. Die Längsverschiebung
1. Allgemeines. 1.1. Verwendete Geräte. Geräte-Platz 11
 1. Allgemeines...2 1.1. Verwendete Geräte... 2 1.2. Messgeräte:... 3 2. Asynchronmotor...4 2.1. Aufgabenstellung... 4 2.2. Messaufbau... 4 2.3. Vorgangsweise... 5 3. Gleichstrommotor - Drehmoment-Drehzahl-Kennlinie...8
1. Allgemeines...2 1.1. Verwendete Geräte... 2 1.2. Messgeräte:... 3 2. Asynchronmotor...4 2.1. Aufgabenstellung... 4 2.2. Messaufbau... 4 2.3. Vorgangsweise... 5 3. Gleichstrommotor - Drehmoment-Drehzahl-Kennlinie...8
Kugelschienenführungen
 Kugelschienenführungen RD 82 202/2003-04 The Drive & Control Company Rexroth Lineare Bewegungstechnik Kugelschienenführungen Standard-Schienenführungen Super-Schienenführungen Schienenführungen mit Führungswagen
Kugelschienenführungen RD 82 202/2003-04 The Drive & Control Company Rexroth Lineare Bewegungstechnik Kugelschienenführungen Standard-Schienenführungen Super-Schienenführungen Schienenführungen mit Führungswagen
Getriebe. Maßgeschneiderte Antriebslösungen: Getriebe für Werkzeugmaschinen und Fertigungssysteme. Ihr Spezialist für
 Ihr Spezialist für Spindelantriebe Planetengetriebe Prüfstandsgetriebe Stirnradgetriebe Kegelradgetriebe Kegelstirnradgetriebe Extrudergetriebe Sondergetriebe Antriebselemente Getriebe Maßgeschneiderte
Ihr Spezialist für Spindelantriebe Planetengetriebe Prüfstandsgetriebe Stirnradgetriebe Kegelradgetriebe Kegelstirnradgetriebe Extrudergetriebe Sondergetriebe Antriebselemente Getriebe Maßgeschneiderte
Kompaktführung Typ HR Extrem flachbauender Typ
 Kompaktführung Typ HR Extrem flachbauender Typ Führungsschiene Enddichtung Endkappe Führungswagen Kugeln Käfig Querschnittsansicht Abb. 1 Schnittmodell der Kompaktführung Typ HR Aufbau und Merkmale Bei
Kompaktführung Typ HR Extrem flachbauender Typ Führungsschiene Enddichtung Endkappe Führungswagen Kugeln Käfig Querschnittsansicht Abb. 1 Schnittmodell der Kompaktführung Typ HR Aufbau und Merkmale Bei
Gelenkköpfe DIN 648 (DIN ISO 12240-4) in der Maßreihe K und der schmalen Maßreihe E
 in der Maßreihe K und der schmalen Maßreihe E") Gelenkköpfe DIN 648 (DIN ISO 1224-4) Tel.: (4) 62 22 94 Fax: (4) 62 23 93 Gelenkköpfe DIN 648 (DIN ISO 1224-4) in der Maßreihe K und der schmalen Maßreihe E Anwendun der Gelenkköpfe mit Innen- (I) oder
Gelenkköpfe DIN 648 (DIN ISO 1224-4) Tel.: (4) 62 22 94 Fax: (4) 62 23 93 Gelenkköpfe DIN 648 (DIN ISO 1224-4) in der Maßreihe K und der schmalen Maßreihe E Anwendun der Gelenkköpfe mit Innen- (I) oder
Dicke Gewicht Legierung /Zustand
 ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
Broschüre 970345 copyright AKN.
 Broschüre 970345 copyright AKN. 2 Der Inhalt dieser Broschüre wurde von uns sorgfältig geprüft. Für allfällige Irrtümer, Druck- oder Satzfehler übernehmen wir keine wie auch immer geartete Verantwortung.
Broschüre 970345 copyright AKN. 2 Der Inhalt dieser Broschüre wurde von uns sorgfältig geprüft. Für allfällige Irrtümer, Druck- oder Satzfehler übernehmen wir keine wie auch immer geartete Verantwortung.
Dreh-Verschiebetische Karussell-Drehtische Karussell-Dreh-Verschiebetische
 Mehrfach ausgezeichnet Innovative technology improved Deutsch - German Version 5.0 DAS ORIGINAL Made in Germany Drehtische NEW NEW Drehtische Dreh-Verschiebetische Karussell-Drehtische Karussell-Dreh-Verschiebetische
Mehrfach ausgezeichnet Innovative technology improved Deutsch - German Version 5.0 DAS ORIGINAL Made in Germany Drehtische NEW NEW Drehtische Dreh-Verschiebetische Karussell-Drehtische Karussell-Dreh-Verschiebetische
Zugversuch. 1. Aufgabe. , A und Z! Bestimmen Sie ihre Größe mit Hilfe der vorliegenden Versuchsergebnisse! Werkstoffkennwerte E, R p0,2.
 1. Aufgabe An einem Proportionalstab aus dem Stahl X3CrNi2-32 mit rechteckigem Querschnitt im Messbereich (a 6,7 mm; b 3 mm; L 8mm) wurde in einem das dargestellte Feindehnungs- bzw. Grobdehnungsdiagramm
1. Aufgabe An einem Proportionalstab aus dem Stahl X3CrNi2-32 mit rechteckigem Querschnitt im Messbereich (a 6,7 mm; b 3 mm; L 8mm) wurde in einem das dargestellte Feindehnungs- bzw. Grobdehnungsdiagramm
Gesellschaft für innovative Automationstechnik mbh. Spindelhubgetriebe
 Gesellschaft für innovative Automationstechnik mbh Spindelhubgetriebe Vorwort Um effiziente und wirtschaftliche Automationslösungen zu realisieren, muß man auf die Fachkompetenz und Erfahrung von Spezialisten
Gesellschaft für innovative Automationstechnik mbh Spindelhubgetriebe Vorwort Um effiziente und wirtschaftliche Automationslösungen zu realisieren, muß man auf die Fachkompetenz und Erfahrung von Spezialisten
Lebensdauer. Nominelle Lebensdauer 56. Modifizierte nominelle Lebensdauer 68. Die einflußreichen Parameter auf die Lebensdauer 80
 Nominelle Lebensdauer 6 Ermüdungserscheinungen 6 Grundformeln 8 Dynamische Tragzahl des Wälzlagers 9 Äquivalente dynamische Belastung P 60 Definitionen 6 Axiallastfaktor Y 6 Definition der statischen Tragzahl
Nominelle Lebensdauer 6 Ermüdungserscheinungen 6 Grundformeln 8 Dynamische Tragzahl des Wälzlagers 9 Äquivalente dynamische Belastung P 60 Definitionen 6 Axiallastfaktor Y 6 Definition der statischen Tragzahl
SEDIN SCHIESS VERTIMASTER GROSSE VERTIKAL BEARBEITUNGSZENTREN. SEDIN-SCHIESS GmbH Walter Kersten Straße 25, D-06449 Aschersleben, Deutschland
 VERTIMASTER GROSSE VERTIKAL BEARBEITUNGSZENTREN SEDIN-SCHIESS GmbH Walter Kersten Straße 25, D-06449 Aschersleben, Deutschland Geschichte und aktueller Status SEDIN SCHIESS wurde 1988 von der traditionsreichen
VERTIMASTER GROSSE VERTIKAL BEARBEITUNGSZENTREN SEDIN-SCHIESS GmbH Walter Kersten Straße 25, D-06449 Aschersleben, Deutschland Geschichte und aktueller Status SEDIN SCHIESS wurde 1988 von der traditionsreichen
3Variomatic RTC. Rundtaktmaschinen Variomatic RTC. Diese wachsenden Anforderungen erfüllt die Variomatic RTC durch folgende Merkmale:
 deutsch RTC RTC Rundtaktmaschinen Variomatic RTC dienen der Lösung von Ferti gungs aufgaben in der Automobil- und Auto mobilzulieferindustrie, im Apparate- und Armaturenbau, in der Schlossund Beschlagindustrie
deutsch RTC RTC Rundtaktmaschinen Variomatic RTC dienen der Lösung von Ferti gungs aufgaben in der Automobil- und Auto mobilzulieferindustrie, im Apparate- und Armaturenbau, in der Schlossund Beschlagindustrie
Technische Beschreibung. SCM SUPERSET NTU 240/120 Profilfräsautomat mit Universalständer und PRL (Glasleiste) ALLGEMEINE MERKMALE
 ALLGEMEINE MERKMALE") Seite 1 von 6 Technische Beschreibung SCM SUPERSET NTU 240/120 Profilfräsautomat mit Universalständer und PRL (Glasleiste) ALLGEMEINE MERKMALE Maschinenbett Maschinenbett aus massivem Stahl mit großzügig
Seite 1 von 6 Technische Beschreibung SCM SUPERSET NTU 240/120 Profilfräsautomat mit Universalständer und PRL (Glasleiste) ALLGEMEINE MERKMALE Maschinenbett Maschinenbett aus massivem Stahl mit großzügig
Vorexamensklausur SS 08 Konstruktionselemente für die Fachrichtung Maschinenbau Prof. Dr.-Ing. Lohrengel
 Name: Vorname: Vorexamensklausur SS 08 Konstruktionselemente für die Fachrichtung Maschinenbau Prof. Dr.-Ing. Lohrengel Aufgabe 1 2 3 4 5 Mögliche Punkte Erreichte Punkte Kl. Kon. mit Afo Summe Aufgaben
Name: Vorname: Vorexamensklausur SS 08 Konstruktionselemente für die Fachrichtung Maschinenbau Prof. Dr.-Ing. Lohrengel Aufgabe 1 2 3 4 5 Mögliche Punkte Erreichte Punkte Kl. Kon. mit Afo Summe Aufgaben
Sicherheitskupplungen Klemmringe Starre Kupplungen Lineartechnik Getriebe. Ausgleichskupplungen Katalog 5. Zielsicher zum passenden Produkt
 Katalog 5 CD Wir von Orbit Antriebstechnik kennen die Anforderungen des Marktes und wählen bei der Gestaltung des Angebotsprogras aus dem Spektrum namhafter Partner die unter technischen und wirtschaftlichen
Katalog 5 CD Wir von Orbit Antriebstechnik kennen die Anforderungen des Marktes und wählen bei der Gestaltung des Angebotsprogras aus dem Spektrum namhafter Partner die unter technischen und wirtschaftlichen
Hydraulikmotoren. Seite 04-01 GMM. Seite 04-09 GMP. Seite 04-23 GMR. Abtriebsleistung: www.hydro-cardan.at
 Hydraulikmotoren Seite 04-01 GMM Verdrängungsvol.: Drehzahlbereich: Drehmoment: Abtriebsleistung: 8,2-50 cm³/u 400-950 U/min 1,1-4,5 danm 1,8-2,4 kw Seite 04-09 GMP Verdrängungsvol.: Drehzahlbereich: Drehmoment:
Hydraulikmotoren Seite 04-01 GMM Verdrängungsvol.: Drehzahlbereich: Drehmoment: Abtriebsleistung: 8,2-50 cm³/u 400-950 U/min 1,1-4,5 danm 1,8-2,4 kw Seite 04-09 GMP Verdrängungsvol.: Drehzahlbereich: Drehmoment:
Korrekte Schmierung: Lebensversicherung für Kugelgewindetriebe
 Korrekte Schmierung: Lebensversicherung für Kugelgewindetriebe Leitfaden zur Schmierung von Kugelgewindetrieben Autor: Jeff Johnson, Produktmanager Gewindetriebe Thomson Industries, Inc. www.thomsonlinear.com
Korrekte Schmierung: Lebensversicherung für Kugelgewindetriebe Leitfaden zur Schmierung von Kugelgewindetrieben Autor: Jeff Johnson, Produktmanager Gewindetriebe Thomson Industries, Inc. www.thomsonlinear.com
Flexible High Tech- Lösungen für die Industrie. Die die ein bisschen genauer hinsehen, endecken viel viel mehr! Machine Tools
 Flexible High Tech- Lösungen für die Industrie Die die ein bisschen genauer hinsehen, endecken viel viel mehr! Machine Tools DE Kundenspezifisch Leistungsfähig Machine Tools FLYMILL 1 K 2/3/45/6/8 FLYMILL
Flexible High Tech- Lösungen für die Industrie Die die ein bisschen genauer hinsehen, endecken viel viel mehr! Machine Tools DE Kundenspezifisch Leistungsfähig Machine Tools FLYMILL 1 K 2/3/45/6/8 FLYMILL
drehstarre Flanschkupplungen
 Axial steckbar, wartungsfrei, drehsteif Piktogrammlegende ist auf dem Klapper am Umschlag zu finden 130 Fertigbohrung d Technische Daten BoWex FLE-PA Drehmomente/Gewichte/Massenträgheitsmomente/Drehfedersteife
Axial steckbar, wartungsfrei, drehsteif Piktogrammlegende ist auf dem Klapper am Umschlag zu finden 130 Fertigbohrung d Technische Daten BoWex FLE-PA Drehmomente/Gewichte/Massenträgheitsmomente/Drehfedersteife
Neue Möglichkeiten mit Mikrobearbeitung
 Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
CNC-Schleifzentrum Modell Evolution
 CNC-Schleifzentrum Modell Evolution Hochpräzisions-Werkzeugschleifmaschine mit 5 Achsen Die neue Dimension im Werkzeugschleifen Qualität ohne Kompromisse Das Modell Evolution wurde für die Herstellung
CNC-Schleifzentrum Modell Evolution Hochpräzisions-Werkzeugschleifmaschine mit 5 Achsen Die neue Dimension im Werkzeugschleifen Qualität ohne Kompromisse Das Modell Evolution wurde für die Herstellung
Spindelhubgetriebe TSE 2 TSE 1000
 Spindelhubgetriebe TSE 2 TSE 1000 Druckfehler, Maß- und Konstruktionsänderungen vorbehalten. Ausgabe 2011 HG 111 Spindelhubgetriebe TSE 2 TSE 1000 Inhaltsverzeichnis Spindelhubgetriebe Allgemein/Grundlagen
Spindelhubgetriebe TSE 2 TSE 1000 Druckfehler, Maß- und Konstruktionsänderungen vorbehalten. Ausgabe 2011 HG 111 Spindelhubgetriebe TSE 2 TSE 1000 Inhaltsverzeichnis Spindelhubgetriebe Allgemein/Grundlagen
Messung 2 MESSUNG DER WELLENLEISTUNG UND DES WIRKUNGSGRADES (PENDELMASCHINEN)
") Messung 2 MESSUNG DER WELLENLEISTUNG UND DES WIRKUNGSGRADES (PENDELMASCHINEN). Einleitung Kraftmaschinen geben ihre Arbeit meistens durch rotierende Wellen ab. Die Arbeit, die pro Zeiteinheit über die
Messung 2 MESSUNG DER WELLENLEISTUNG UND DES WIRKUNGSGRADES (PENDELMASCHINEN). Einleitung Kraftmaschinen geben ihre Arbeit meistens durch rotierende Wellen ab. Die Arbeit, die pro Zeiteinheit über die
Zugversuch. Laborskript für WP-14 WS 13/14 Zugversuch. 1) Theoretische Grundlagen: Seite 1
 Theoretische Grundlagen: Seite 1") Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
3.0. Rollspitzen/ Feste Spitzen. Spitzen zum Drehen und Schleifen. Rollspitzen. Feste Schäfte. Feste Spitzen mit Hartmetall. Zubehör.
 3.0 Rollspitzen/ Feste Spitzen Spitzen zum Drehen und Schleifen Rollspitzen Feste Schäfte Feste Spitzen mit Hartmetall Zubehör Sonderspitzen NEIDLEIN-SPANNZEUGE GmbH. Erlenbrunnenstraße 3. 72411 Bodelshausen
3.0 Rollspitzen/ Feste Spitzen Spitzen zum Drehen und Schleifen Rollspitzen Feste Schäfte Feste Spitzen mit Hartmetall Zubehör Sonderspitzen NEIDLEIN-SPANNZEUGE GmbH. Erlenbrunnenstraße 3. 72411 Bodelshausen
SPECIFICATIONS SUBJECT CHANGE WITHOUT PRIOR NOTICE
 TOOL PRESETTER R Drehbare austauschbare Spindel mit mechanischer Drehbremse. Zwei vorgespannte Doppelkugelkäfige erlauben eine Konzentrizitätstoleranz innerhalb von max. 2 µm. Mikrometrisches Feinverstellen
TOOL PRESETTER R Drehbare austauschbare Spindel mit mechanischer Drehbremse. Zwei vorgespannte Doppelkugelkäfige erlauben eine Konzentrizitätstoleranz innerhalb von max. 2 µm. Mikrometrisches Feinverstellen
GKN stromag free torque Modularer Drehmomentbegrenzer
 Produktbeschreibung Clutches and Brakes GKN stromag free torque Modularer Drehmomentbegrenzer 6 0 5 6 0 GKN Stromag Free Torque speziell für den Überlastschutz konzipiert Free-Torque Drehmomentbegrenzer
Produktbeschreibung Clutches and Brakes GKN stromag free torque Modularer Drehmomentbegrenzer 6 0 5 6 0 GKN Stromag Free Torque speziell für den Überlastschutz konzipiert Free-Torque Drehmomentbegrenzer
Metrisches ISO-Gewinde (Regelgewinde) DIN 13 - Nennmaße
 DIN 13 - Nennmaße") Metrisches ISO-Gewinde (Regelgewinde) DIN 13 - Nennmaße 378 +4()4-772- Fax +4()4-772-22 Whitworth-Rohrgewinde DIN ISO 228 37 +4()4-772- Fax +4()4-772-22 Gewindeenden DIN 78 für metrische Gewinde nach DIN
Metrisches ISO-Gewinde (Regelgewinde) DIN 13 - Nennmaße 378 +4()4-772- Fax +4()4-772-22 Whitworth-Rohrgewinde DIN ISO 228 37 +4()4-772- Fax +4()4-772-22 Gewindeenden DIN 78 für metrische Gewinde nach DIN
Die intelligente centerless Schleifmaschine. Vereinfachen Sie mit SMART 10!
 Die intelligente centerless Schleifmaschine. Vereinfachen Sie mit SMART 10! Die intelligente centerless Schleifmaschine Vereinfachen Sie! Durch ein innovatives Konzept erreicht BONELI mit der smart 10
Die intelligente centerless Schleifmaschine. Vereinfachen Sie mit SMART 10! Die intelligente centerless Schleifmaschine Vereinfachen Sie! Durch ein innovatives Konzept erreicht BONELI mit der smart 10
5.2. Wartungsanleitungen 5.2/ 1
 9. Wartungsanleitungen./ 0 Wartungsanleitung für EL-Achsen Trapezgewindespindel Baugröße EG / EL 0, 0 Schmierung - Schlitten auf eine Seite verfahren, - Zylinderschrauben () lösen, Abstreifkappe () zur
9. Wartungsanleitungen./ 0 Wartungsanleitung für EL-Achsen Trapezgewindespindel Baugröße EG / EL 0, 0 Schmierung - Schlitten auf eine Seite verfahren, - Zylinderschrauben () lösen, Abstreifkappe () zur
Rexroth-Kugelgewindetriebe. Rexroth Ball Screw Assemblies Miniature-Line. Miniatur-Baureihe RDE 83 312/2003-07. The Drive & Control Company
 Rexroth-Kugelgewindetriebe Miniatur-Baureihe Rexroth Ball Screw Assemblies Miniature-Line The Drive & Control Company Rexroth-Kugelgewindetriebe Produktüber sicht Miniatur-Baureihe Kugelgewindetriebe der
Rexroth-Kugelgewindetriebe Miniatur-Baureihe Rexroth Ball Screw Assemblies Miniature-Line The Drive & Control Company Rexroth-Kugelgewindetriebe Produktüber sicht Miniatur-Baureihe Kugelgewindetriebe der
Angetriebene Werkzeuge
 Gutenbergstraße 4/1 72124 Pliezhausen GERMANY Hochgenau, robust, leistungsstark und zuverlässig. kommen von: Gutenbergstraße 4/1 72124 Pliezhausen GERMANY 5142001E32ST80 Gutenbergstraße 4/1 72124 Pliezhausen
Gutenbergstraße 4/1 72124 Pliezhausen GERMANY Hochgenau, robust, leistungsstark und zuverlässig. kommen von: Gutenbergstraße 4/1 72124 Pliezhausen GERMANY 5142001E32ST80 Gutenbergstraße 4/1 72124 Pliezhausen
Axialkolben- Konstantpumpe KFA
 Industrial Hydraulics Electric Drives and Controls Linear Motion and Assembly Technologies Pneumatics Service Automation Mobile Hydraulics Axialkolben- Konstantpumpe KFA RD 91 501/06.03 1/12 Ersetzt: 05.98
Industrial Hydraulics Electric Drives and Controls Linear Motion and Assembly Technologies Pneumatics Service Automation Mobile Hydraulics Axialkolben- Konstantpumpe KFA RD 91 501/06.03 1/12 Ersetzt: 05.98
STATISCHE BERECHNUNG "Traverse Typ Foldingtruss F52F" Länge bis 24,00m Elementlängen 0,60m - 0,80m - 1,60m - 2,40m Taiwan Georgia Corp.
 Ing. Büro für Baustatik 75053 Gondelsheim Tel. 0 72 52 / 9 56 23 Meierhof 7 STATISCHE BERECHNUNG "Traverse Typ Foldingtruss F52F" Länge bis 24,00m Elementlängen 0,60m - 0,80m - 1,60m - 2,40m Taiwan Georgia
Ing. Büro für Baustatik 75053 Gondelsheim Tel. 0 72 52 / 9 56 23 Meierhof 7 STATISCHE BERECHNUNG "Traverse Typ Foldingtruss F52F" Länge bis 24,00m Elementlängen 0,60m - 0,80m - 1,60m - 2,40m Taiwan Georgia
PLANETENGETRIEBE 12/2010 V1.0
 12/2010 V1.0 Eigenschaften: Koaxialer Eintrieb und koaxialer Abtrieb Gleiche Drehrichtung am Eintrieb und Abtrieb Kompakter Aufbau Hoher Wirkungsgrad Hohe Drehmomente bei kleiner Baugröße Geringe Massenträgheitsmomente
12/2010 V1.0 Eigenschaften: Koaxialer Eintrieb und koaxialer Abtrieb Gleiche Drehrichtung am Eintrieb und Abtrieb Kompakter Aufbau Hoher Wirkungsgrad Hohe Drehmomente bei kleiner Baugröße Geringe Massenträgheitsmomente
Technisches Handbuch. 6. Montage von Schraubenverbindungen. 6.1. Vorspannkräfte und Anziehdrehmomente
 6.1. Vorspannkräfte und Anziehdrehmomente 6.1.1. Kräfte und Verformungen bei einer Schraubenverbindung (Schema) 6.1.. Berechnungsgrundlagen Für die Berechnung hochfester wurde die VDI-Richtlinie 30 entworfen.
6.1. Vorspannkräfte und Anziehdrehmomente 6.1.1. Kräfte und Verformungen bei einer Schraubenverbindung (Schema) 6.1.. Berechnungsgrundlagen Für die Berechnung hochfester wurde die VDI-Richtlinie 30 entworfen.
Linearmodule Baureihe AX
 Linear & Motion Solutions AX 2003 D Linearmodule Baureihe AX Timken Deutschland GmbH 70597 Stuttgart Tränkestraße 7 70573 Stuttgart Postfach 70 03 24 Telefon: (07 11) 7 20 63-0 Telefax: (07 11) 7 20 63-25
Linear & Motion Solutions AX 2003 D Linearmodule Baureihe AX Timken Deutschland GmbH 70597 Stuttgart Tränkestraße 7 70573 Stuttgart Postfach 70 03 24 Telefon: (07 11) 7 20 63-0 Telefax: (07 11) 7 20 63-25
DREHEN FRÄSEN SCHLEIFEN KANTEN LASERSCHNEIDEN
 Alles dreht sich um Sie!!! DREHEN FRÄSEN SCHLEIFEN KANTEN LASERSCHNEIDEN KOMPETENZ &SERVICE Qualitätssicherung zertifiziert nach DIN EN ISO 9001:2000 und ISO/TS 16949:2002 CNC-3D-Messmaschninen (Mitutoyo,
Alles dreht sich um Sie!!! DREHEN FRÄSEN SCHLEIFEN KANTEN LASERSCHNEIDEN KOMPETENZ &SERVICE Qualitätssicherung zertifiziert nach DIN EN ISO 9001:2000 und ISO/TS 16949:2002 CNC-3D-Messmaschninen (Mitutoyo,
Insbesondere die kurzfristige Konstruktion und Produktion von Sondertypen gehört zu den Stärken des Unternehmens BLIS
 www.blis.de Mail info@blis.de Tel. +49 202 6489 420 Fax +49 202 6489 422 www.blis.cn 421 BLIS Kugelgewindetriebe GmbH Firmenprofil Wuppertal, 15. März 2009 Die BLIS Kugelgewindetriebe GmbH gehört als mittelständisches
www.blis.de Mail info@blis.de Tel. +49 202 6489 420 Fax +49 202 6489 422 www.blis.cn 421 BLIS Kugelgewindetriebe GmbH Firmenprofil Wuppertal, 15. März 2009 Die BLIS Kugelgewindetriebe GmbH gehört als mittelständisches
Technische Information
 Technische Information 53245 Einfluss der Reibung auf das Montageergebnis bei Schrauben Diese Information gibt Hilfestellung für die richtige Montage von Dichtungen und Schrauben in Flanschverbindungen/geschraubten
Technische Information 53245 Einfluss der Reibung auf das Montageergebnis bei Schrauben Diese Information gibt Hilfestellung für die richtige Montage von Dichtungen und Schrauben in Flanschverbindungen/geschraubten
TITAN. Lieferprogramm
 TITAN Lieferprogramm Titan Grundlegende Eigenschaften: Titan verfügt über außergewöhnliche und innovative Produktvorzüge gegenüber anderen Werkstoffen. Durch ein geringes Gewicht von nur 56 Prozent der
TITAN Lieferprogramm Titan Grundlegende Eigenschaften: Titan verfügt über außergewöhnliche und innovative Produktvorzüge gegenüber anderen Werkstoffen. Durch ein geringes Gewicht von nur 56 Prozent der
Parallaktische Montierungen von E. Alt
 Parallaktische Montierungen von E. Alt Alt 7 AD, 6 ADN und 5 - ADN Allgemeine Beschreibung und technische Daten (Technische Änderungen vorbehalten) BAADER PLANETARIUM GmbH 2001 by Baader Planetarium 1
Parallaktische Montierungen von E. Alt Alt 7 AD, 6 ADN und 5 - ADN Allgemeine Beschreibung und technische Daten (Technische Änderungen vorbehalten) BAADER PLANETARIUM GmbH 2001 by Baader Planetarium 1
Präzisions-Spannmuttern Labyrinth-Spannmuttern Labyrinth-Dichtungen
 IBC WÄLZLAGER GMBH INDUSTRIAL BEARINGS AND COMPONENTS POSTFACH 1825 35528 WETZLAR (GERMANY) Tel: +49/64 41/95 53-02 Fax: +49/64 41/5 30 15 e-mail: ibc@ibc-waelzlager.com Betrieb und Verwaltung Industriegebiet
IBC WÄLZLAGER GMBH INDUSTRIAL BEARINGS AND COMPONENTS POSTFACH 1825 35528 WETZLAR (GERMANY) Tel: +49/64 41/95 53-02 Fax: +49/64 41/5 30 15 e-mail: ibc@ibc-waelzlager.com Betrieb und Verwaltung Industriegebiet
1 O-RINGE-METALL 1. ALLGEMEINES 1.1 KONSTRUKTION WERKSTOFFE BESCHICHTUNGEN ABMESSUNGEN 1.2 ANWENDUNG UND FUNKTION 1.3 VORTEILE 2. AUSFÜHRUNG UND TYPEN
 1 O-RINGE-METALL 1. ALLGEMEINES Zum Einsatz bei extremen Betriebsbedingungen wurden Metall-O-Ringe als sichere Abdichtung von Gasen oder Flüssigkeiten entwickelt. Diese statischen, metallischen Dichtelemente
1 O-RINGE-METALL 1. ALLGEMEINES Zum Einsatz bei extremen Betriebsbedingungen wurden Metall-O-Ringe als sichere Abdichtung von Gasen oder Flüssigkeiten entwickelt. Diese statischen, metallischen Dichtelemente
Bitte tragen Sie vor Abgabe Ihren Namen und Matrikel-Nr. ein, versehen Sie jedes Blatt mit einer Seitenzahl und geben Sie auch die Aufgabenblätter ab!
 Klausur TM1 für WI SS 99 Prüfer: Prof. Dr. M. Lindner NAME: MATRIKEL-NR.: Aufgabe Punkte erreicht 1 20 2 26 3 28 4 26 Summe 100 Bitte tragen Sie vor Abgabe Ihren Namen und Matrikel-Nr. ein, versehen Sie
Klausur TM1 für WI SS 99 Prüfer: Prof. Dr. M. Lindner NAME: MATRIKEL-NR.: Aufgabe Punkte erreicht 1 20 2 26 3 28 4 26 Summe 100 Bitte tragen Sie vor Abgabe Ihren Namen und Matrikel-Nr. ein, versehen Sie
EP 1 806 277 A1 (19) (11) EP 1 806 277 A1 (12) EUROPÄISCHE PATENTANMELDUNG. (43) Veröffentlichungstag: 11.07.2007 Patentblatt 2007/28
 (11) EP 1 806 277 A1 (12) EUROPÄISCHE PATENTANMELDUNG. (43) Veröffentlichungstag: 11.07.2007 Patentblatt 2007/28") (19) (12) EUROPÄISCHE PATENTANMELDUNG (11) EP 1 806 277 A1 (43) Veröffentlichungstag: 11.07.2007 Patentblatt 2007/28 (21) Anmeldenummer: 06003966.6 (1) Int Cl.: B63H 1/14 (2006.01) B63H 1/26 (2006.01)
(19) (12) EUROPÄISCHE PATENTANMELDUNG (11) EP 1 806 277 A1 (43) Veröffentlichungstag: 11.07.2007 Patentblatt 2007/28 (21) Anmeldenummer: 06003966.6 (1) Int Cl.: B63H 1/14 (2006.01) B63H 1/26 (2006.01)
1. Berechnung von Antrieben
 Berechnung von Antrieben 1-1 1. Berechnung von Antrieben Allgemeines Mit den Gleichstrommotoren wird elektrische Energie in eine mechanische Drehbewegung umgewandelt. Dabei wird dem Netz die Leistung =
Berechnung von Antrieben 1-1 1. Berechnung von Antrieben Allgemeines Mit den Gleichstrommotoren wird elektrische Energie in eine mechanische Drehbewegung umgewandelt. Dabei wird dem Netz die Leistung =
MICROMAT -C / MINIMAT -C Einbauschrauber
 Schraubtechnik Automation Druckluftmotoren Druckluftwerkzeuge Einbauschrauber pneumatisch MICROMAT -C / MINIMAT -C Einbauschrauber Der Abschaltschrauber mit Messwertaufnehmer gerade Bauform - Drehmomente
Schraubtechnik Automation Druckluftmotoren Druckluftwerkzeuge Einbauschrauber pneumatisch MICROMAT -C / MINIMAT -C Einbauschrauber Der Abschaltschrauber mit Messwertaufnehmer gerade Bauform - Drehmomente
1 Stk. SCM SUPERSET NT Profilfräsautomat
 1 Stk. SCM SUPERSET NT Profilfräsautomat ALLGEMEINE MERKMALE Maschinenbett Maschinenbett aus massivem Stahl mit großzügig bemessenen Verstärkungsrippen und tragender Hohlkörperkonstruktion. Die Schwingungen
1 Stk. SCM SUPERSET NT Profilfräsautomat ALLGEMEINE MERKMALE Maschinenbett Maschinenbett aus massivem Stahl mit großzügig bemessenen Verstärkungsrippen und tragender Hohlkörperkonstruktion. Die Schwingungen
Komaxl - Savonius Vertikalachsen-Windrotoren und Generatoren
 Komaxl - Savonius Vertikalachsen-Windrotoren und Generatoren Die Windrotoren haben in Verbindung mit einem Scheiben- Generator kein magnetisches Rastmoment oder Haltemoment, hierdurch wird ein Anlaufen
Komaxl - Savonius Vertikalachsen-Windrotoren und Generatoren Die Windrotoren haben in Verbindung mit einem Scheiben- Generator kein magnetisches Rastmoment oder Haltemoment, hierdurch wird ein Anlaufen
SPIETH Druckhülsen. Baureihe DSK DSL. Welle-Nabe-Verbindungen für Wellenpassung h5/h6. Werknorm SN 01.01
 SPIETH Druckhülsen Baureihe DSK DSL Welle-Nabe-Verbindungen für Wellenpassung h/h Werknorm SN 01.01 SPIETH Druckhülsen Baureihe DSK DSL Die dynamischen Belastungen und die Leistungsdichte im modernen Maschinenbau
SPIETH Druckhülsen Baureihe DSK DSL Welle-Nabe-Verbindungen für Wellenpassung h/h Werknorm SN 01.01 SPIETH Druckhülsen Baureihe DSK DSL Die dynamischen Belastungen und die Leistungsdichte im modernen Maschinenbau
"Im Werkzeug" Gewinde Formeinheiten
 Seite 1 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE Patent5173015 Seite 2 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE "Im Werkzeug" Gewinde fertigen
Seite 1 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE Patent5173015 Seite 2 von 10 FÜR MECHANISCHE UND HYDRAULISCHE PRESSEN METRISCHE & ZOLL MASSE "Im Werkzeug" Gewinde fertigen
Gleitelemente / Höhenregulierungen
 81 Gleitlement GL... Seite 82 Schiebeschlitten SBS... Seite 83 Schiebebügel SB... Seite 84 Gleitstück GLK... Seite 85 Pendelhänger PDH / PDH K... Seite 86 Parallelverbinder PV... Seite 87 Aufhängebügel
81 Gleitlement GL... Seite 82 Schiebeschlitten SBS... Seite 83 Schiebebügel SB... Seite 84 Gleitstück GLK... Seite 85 Pendelhänger PDH / PDH K... Seite 86 Parallelverbinder PV... Seite 87 Aufhängebügel
Der richtige Dreh für Ihre Maschine 1FW6
 Der richtige Dreh für Ihre Maschine torquemotoror 1FW6 Reibungslos zu mehr Dynamik und Präzision Zunehmend höhere Genauigkeiten bei einem immer höheren Drehmoment sind die Anforderungen der Werkzeugmaschinen-
Der richtige Dreh für Ihre Maschine torquemotoror 1FW6 Reibungslos zu mehr Dynamik und Präzision Zunehmend höhere Genauigkeiten bei einem immer höheren Drehmoment sind die Anforderungen der Werkzeugmaschinen-
Spannfutter mit integrierter Kraftmessung
 Spannfutter mit integrierter Kraftmessung M.Hobler, G.Neugebauer, F. Timmler, T. Jäger, pro-micron GmbH & Co. KG,Innovapark 20, 87600 Kaufbeuren 1 Einleitung Beim HSC (high speed cutting) bzw. HPC (high
Spannfutter mit integrierter Kraftmessung M.Hobler, G.Neugebauer, F. Timmler, T. Jäger, pro-micron GmbH & Co. KG,Innovapark 20, 87600 Kaufbeuren 1 Einleitung Beim HSC (high speed cutting) bzw. HPC (high
Technische Mechanik 1
 Ergänzungsübungen mit Lösungen zur Vorlesung Aufgabe 1: Geben Sie die Koordinaten der Kraftvektoren im angegebenen Koordinatensystem an. Gegeben sind: F 1, F, F, F 4 und die Winkel in den Skizzen. Aufgabe
Ergänzungsübungen mit Lösungen zur Vorlesung Aufgabe 1: Geben Sie die Koordinaten der Kraftvektoren im angegebenen Koordinatensystem an. Gegeben sind: F 1, F, F, F 4 und die Winkel in den Skizzen. Aufgabe
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C
 1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
TOK. English language version begins on page 5. Text quality of the English language version is poor.
 OK Hochelastische Kupplung für elastisch aufgestellte Motoren English language version begins on page 5. ext quality of the English language version is poor. REICH KUPPLUNGEN products are available from
OK Hochelastische Kupplung für elastisch aufgestellte Motoren English language version begins on page 5. ext quality of the English language version is poor. REICH KUPPLUNGEN products are available from
Virtuelle Entwicklung einer Montage-Prüfzelle. INGENIEURBÜRO MUHR GmbH - TECHNISCHE INNOVATION MIT LEIDENSCHAFT
 Virtuelle Entwicklung einer Montage-Prüfzelle INGENIEURBÜRO MUHR GmbH - TECHNISCHE INNOVATION MIT LEIDENSCHAFT Entwicklung einer Montage-Prüfzelle 2 Vorstellung IB Muhr GmbH Maschinenprozess&2D Layout
Virtuelle Entwicklung einer Montage-Prüfzelle INGENIEURBÜRO MUHR GmbH - TECHNISCHE INNOVATION MIT LEIDENSCHAFT Entwicklung einer Montage-Prüfzelle 2 Vorstellung IB Muhr GmbH Maschinenprozess&2D Layout
Einschubmotor, konstant A2FE
 Industrial Hydraulics Electric Drives and Controls Linear Motion and ssembly echnologies Pneumatics Service utomation Mobile Hydraulics Einschubmotor, konstant 2FE RD 9008/03.97 ersetzt.95 für offenen
Industrial Hydraulics Electric Drives and Controls Linear Motion and ssembly echnologies Pneumatics Service utomation Mobile Hydraulics Einschubmotor, konstant 2FE RD 9008/03.97 ersetzt.95 für offenen
Europäisches Patentamt 1 1 1 1 European Patent Office Office europeen des brevets (11) EP 0 945 613 A2. Thoren, Ten Rolf
 EP 0 945 613 A2. Thoren, Ten Rolf") (19) (12) Europäisches Patentamt 1 1 1 1 European Patent Office Office europeen des brevets (11) EP 0 945 613 A2 EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: igstag: (51) int. Gl.6: F03D 7/02,
(19) (12) Europäisches Patentamt 1 1 1 1 European Patent Office Office europeen des brevets (11) EP 0 945 613 A2 EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: igstag: (51) int. Gl.6: F03D 7/02,
4 Dynamik der Rotation
 4 Dynamik der Rotation Fragen und Probleme: Was versteht man unter einem, wovon hängt es ab? Was bewirkt ein auf einen Körper einwirkendes? Welche Bedeutung hat das Massenträgheitsmoment eines Körpers?
4 Dynamik der Rotation Fragen und Probleme: Was versteht man unter einem, wovon hängt es ab? Was bewirkt ein auf einen Körper einwirkendes? Welche Bedeutung hat das Massenträgheitsmoment eines Körpers?