Dipl.-Ing. Benjamin Graf Additive Verarbeitung von Titanlegierungen mittels Auftragschweißen
|
|
|
- Barbara Steinmann
- vor 6 Jahren
- Abrufe
Transkript



1 Dipl.-Ing. Benjamin Graf Additive Verarbeitung von Titanlegierungen mittels Auftragschweißen Additive Fertigung mit flexiblen Prozessketten
2 Inhalt Laser-Pulver-Auftragschweißen Anwendung für Titanlegierungen Schutzgasabdeckung Einfluss der Schweißparameter Zusammenfassung 2
3 Anwendungen von Titanlegierungen Hüftimplantat Bild: Amplitude Anwendungen: Medizintechnik Leichtbau Luftfahrt, Triebwerksbau Vorteilhafte Eigenschaften am Beispiel von Ti-6Al-4V: Niedrige Dichte (4,43 g/cm³) Hohe Zugfestigkeit (950 N/mm²) Gute Korrosionsbeständigkeit Fahrradrahmen Bild: Litespeed Turbinenschaufel Bild: Starrag 3

4 Laser-Pulver-Auftragschweißen: Verfahren Aufschweißen eines Zusatzwerkstoffes mittels Laser: Laserstrahl erzeugt Schmelzbad Pulverförmiger Zusatzwerkstoff wird mittels Trägergas zugeführt Zusatzwerkstoff wird durch Laserstrahl erwärmt, Aufschmelzung erfolgt im Schmelzbad Aufgeschweißtes Material erstarrt zu einzelnen Raupen Laser-Pulver-Auftragschweißen Bildquelle: Trumpf 4

5 Laser-Pulver-Auftragschweißen: TRUMPF TruLaser Cell 7020 Technische Daten IPK Bauraum (X x Y x Z): 2000 x 1260 x 650 mm³ Laser (cw): 2000 W Strahlqualität: 8 mm x mrad Korngröße: µm Baugeschwindigkeit: bis zu 250 cm³/h Oberflächengüte: Rz = µm Positionierung: Dreh-Kipp-Tisch Werkstoffe: Edel- und Werkzeugstahl, Titan-, Aluminium-,Kobalt-Basis und Nickel-Basis-Legierungen Laserzelle mit 5-Achs-Maschine und Dreh-Kipp-Tisch 5


6 Herausforderungen beim Auftragschweißen Zugprobe: Sprödbruch in der Schweißzone Titanlegierungen: Hohe Affinität zu atmosphärischen Gasen Versprödung beim mangelnder Schutzgasabdeckung Auffüllen gefräster Nuten Bild 6


7 Schutzgasdüsen Standard 3-Strahl Düse Bild: Trumpf 3-Strahl Düse: Pulverzufuhr und Schutzgasabdeckung Lokale Schutzgas-Abdeckung Schutzgasatmosphäre: O 2 < 50 ppm Gute 3D-Fähigkeit, gute Zugänglichkeit Trägergas: Helium Schutzgas: Argon Zusätzliche Schutzgasvorrichtung: Verbesserte Abdeckung Eingeschränkte Zugänglichkeit und 3D-Fähigkeit Zusätzliche Düse nur für ebene Oberflächen Schleppdüse Bild 7

8 Schlierenmessung Lichtquelle Blende Düse Schlierenmessung Linsen zur Erzeugung eines parallelen Strahlenganges Brechungsindex in transparenten Medien abhängig von Dichte Blende zum Einstellen von Kontrast und Schärfe Linsen Kamera Sichtbarkeit von Dichte abhängig: Luft: 1,20 kg / m 3 CO 2 : 1,98 kg / m 3 Helium: 0,18 kg / m 3 Versuchsaufbau IPK 8

9 Schlierenmessung 5 mm Bewertung der Schutzgasabdeckung Schutzgasfilm auf Werkstückoberfläche Turbulenz durch Trägergas Ausdehnung der Schutzgasabdeckung» Schutzgasstrahl ca. 4 mm» Schutzgasfilm ca. 15 mm Düsengas: 10 l/min CO 2 4 mm 5 mm 15 mm 5 mm Trägergas: 4 l/min Helium Schweißprozess: Träger- und Düsengas 9


10 Auswahl passender Fertigungsparameter: Statistische Versuchsplanung Zusammenhang zwischen Schweißparametern und Spurgeometrie 5-stufiger Versuchsplan Zielgrößen» Spurbreite» Spurhöhe Titanlegierung Ti6Al4V Faktoren Minimal Maximal Schweißgeschwindigkeit 200 mm/min 2000 mm/min Leistung 500 W 2000 W Einflüsse auf Spurgeometrie Pulvermassenstrom 1 g/min 10 g/min Spotdurchmesser 0,6 mm 2,2 mm Bild 10
11 Auswahl passender Fertigungsparameter: Statistische Versuchsplanung Einflüsse auf Spurbreite: Einflüsse auf Spurhöhe: Einflussfaktoren Spurbreite» Leistung» Geschwindigkeit Spurhöhe» Geschwindigkeit» Pulvermassenstrom Unterschiedliche Haupteinflussgrößen Regressfunktionen liefern Spurgeometrie Bild 11
12 Parameterstudie Ti-6Al-4V: Einfluss der Schutzgasabdeckung Hohe Streckenenergie Mittlere Streckenenergie Geringe Streckenenergie Geschwindigkeit 0,5 m/min 1,0 m/min 1,0 m/min Leistung 2,0 kw 2,0 kw 1,0 kw Pulvermassenstrom Schutzgas Zusatzdüse 9,4 g/min 5,6 g/min 3,8 g/min Schleppdüse - - Einfluss der Schutzgaszufuhr: Schutzgasatomsphäre durch Schleppdüse und 3-Strahl Düse Werkstoff Ti-6Al-4V Mehrlagige Schichten Zielkonflikt: Hohe Produktivität und Aufbaurate erfordert hohe Streckenenergie Anforderungen an Schutzgasabdeckung steigen mit Streckenenergie 12



13 Parameterstudie: Anlauffarben 8 mm 8 mm 12 mm Hohe Streckenenergie Schleppdüse Mittlere Streckenenergie Geringe Streckenenergie Blanke Oberfläche mit Schleppdüse Ohne Schleppdüse : Anlauffarben von Streckenenergie abhängig 13

14 Schutzgasabdeckung Mittlere Streckenergie Anlauffarben, Ti-6Al-4V, v s = 1,0 m/min, P = 2000 W Geringe Streckenenergie Blanke Oberfläche, Ti-6Al-4V, v s = 1,0 m/min, P = 1000 W Verringerung der Streckenenergie führt zu blanker Oberfläche Lokale Schutzgasabdeckung ausreichend bei angepassten Schweißparametern 14


15 Härte HV1 Schutzgasabdeckung Hoher Energieeintrag Geringer niedrige Energieeintrag Schleppdüse Ti-6Al-4V, v s = 0,5 m/min, P = 2000 W Ohne Schleppdüse Ti-6Al-4V, v s = 1,0 m/min, P = 1000 W Verzicht auf Schleppdüse führt nicht zu Härtesteigerung Lokale Schutzgasatmosphäre ausreichend bei angepassten Schweißparametern 15


16 Reparatur: Füllen von Nuten Rissreparatur Füllen einer Nut mit mehreren Schweißlagen Schrägstellung der Düse für Flankenanbindung Schutzgasabdeckung erschwert durch Verwirbelungen innerhalb der Nut und Düsenschrägstellung 10 mm 15 mm Aufbau mit mehreren Schichten 16


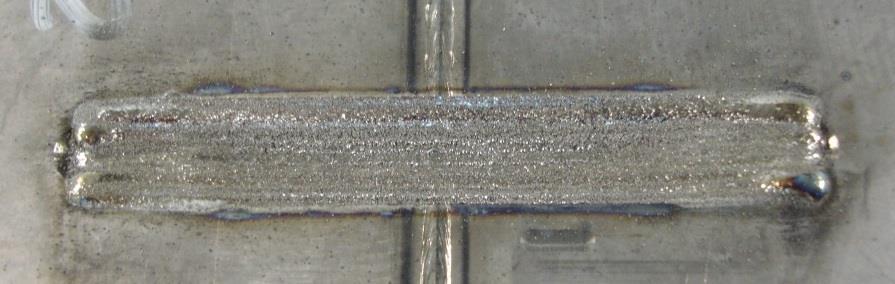
17 Auffüllen von Nuten 175 Spuren 143 Spuren Titanlegierung Ti-Al3-V2.5, Parameterset für geringen Energieeintrag: v s = 1,0 m/min, P = 1000 W, m = 3,8 g/min Gute Flankenanbindung, Keine sichtbaren Risse und Poren Kürzere Schweißzeiten bei kleineren Nutvolumen 17

18 HV 1 Härtemessung: Ti-Al3-V Messpunkte Hardness Härte topoben Härte hardness Mitte middle Härte hardness unten bottom 18



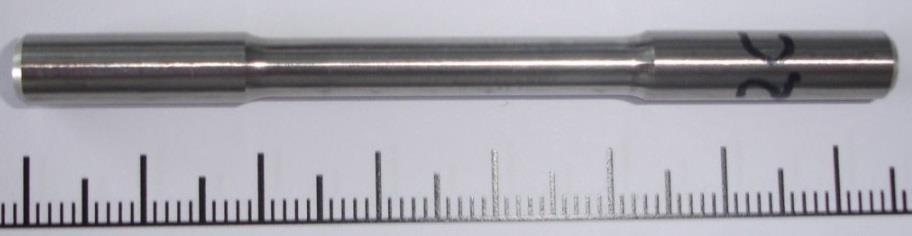
19 Zugprobenfertigung Ausgefräste Nut Nut mit Schweißraupen gefüllt Zuschnitt für Zugprobenfertigung Zugprobenfertigung Zugprobe 19

20 Zugversuch Ti-3Al-2,5V Schweißzone geätzt Probe Bruchdehnung 13 % 14 % 15 % Zugfestigkeit 602 MPa 612 MPa 595 MPa Schutzgasatmosphäre: Lokale Abdeckung durch 3-Strahl-Düse Schweißparameter mit geringer Streckenenergie Ergebnisse Zugversuch: Deutliche Bruchdehnung sichtbar Schweißnaht fester als Grundwerkstoff Zugversuche Bruch im Grundwerkstoff 20
21 Materialauftrag auf SLM-gefertigte Gitterstrukturen Auswirkungen der Substratgeometrie auf LPA- Materialauftrag LPA Schweißprozess Aufbauraten: Abhängig von Wärmeleitung im Substrat Vermeidung von Wärmestau Titanlegierungen auf SLM- Strukturen: Aufbaurate bis zu 75 cm³/h Einsatzgebiet Verfahrenskombination: Kleinserienproduktion 21

22 120 mm Auslegung der Aufbaustrategie SA S2 SI Ausgleichslage (alle 8 Lagen) Standardlage Sln+1 Aufbaustrategie für Zylinder aus Startpunktverdrehung: Titanlegierungen Sl n+1 = Sl n + 95 Startpunkt Variation Kreis 1: von S1 Start- und Endpunkt einer Startpunkt Kreis 2: S2 Lage Startpunkt Innenfläche: SI Startpunkt Drehung Innenfläche: der Pendelrichtung SA je Lage Randkontur für hohe Endformnähe Auffüllen mittig durch Ausgleichslagen S2 S1 SI Standardlage Sln Aufbaustrategie für Zylinder 22

23 Zusammenfassung Aufschweißen eines pulverförmigen Zusatzwerkstoffes Titanlegierungen beim Laser-Pulver-Auftragschweißen Zusätzliche Schutzgasdüsen verwendbar Höchste Flexibilität mit 3-Strahl-Düse Anpassung der Schweißparameter für kurze Abkühlzeiten IPK Titanlegierungen: Forschungsthemen am Fraunhofer IPK Anpassung der Schutzgasdüse Auslegung der Baustrategie Mechanische Eigenschaften unterschiedlicher Legierungen und Aufbauten 23

24 Kontakt Dipl.-Ing. Benjamin Graf Wissenschaftlicher Mitarbeiter Füge- und Beschichtungstechnik Laser-Pulver-Auftragschweißen Telefon: +49 (0)30 / Telefax: +49 (0)30 / benjamin.graf@ipk.fraunhofer.de
Dreidimensionales Laserauftragschweißen für Titan- und Inconel-Legierungen
 Dreidimensionales Laserauftragschweißen für Titan- und Inconel-Legierungen Industrieworkshop Additive Fertigung mit flexiblen Prozessketten 14.09.2017 M. Sc. Torsten Petrat - Fraunhofer IPK IPK IPK IPK
Dreidimensionales Laserauftragschweißen für Titan- und Inconel-Legierungen Industrieworkshop Additive Fertigung mit flexiblen Prozessketten 14.09.2017 M. Sc. Torsten Petrat - Fraunhofer IPK IPK IPK IPK
Materialdatenblatt - FlexLine. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
Materialdatenblatt. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
POTENZIALE ADDITIV-GENERATIVER VERFAHREN UND DEREN ERSCHLIESSUNG IM RAHMEN DER FÖRDERINITIATIVE ZWANZIG20
 POTENZIALE ADDITIV-GENERATIVER VERFAHREN UND DEREN ERSCHLIESSUNG IM RAHMEN DER FÖRDERINITIATIVE ZWANZIG20 Forschung zum Erfolg der Generativen Fertigungsverfahren Christoph Leyens, Ines Dani, Steffen Nowotny
POTENZIALE ADDITIV-GENERATIVER VERFAHREN UND DEREN ERSCHLIESSUNG IM RAHMEN DER FÖRDERINITIATIVE ZWANZIG20 Forschung zum Erfolg der Generativen Fertigungsverfahren Christoph Leyens, Ines Dani, Steffen Nowotny
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen
 Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Institut. Größe / Anzahl Mitarbeiter. Addtive Manufacturing Welche Anlagentechnik / Peripherie steht zur Verfügung?
 Institut Größe / Anzahl Mitarbeiter Addtive Manufacturing Welche Anlagentechnik / Peripherie steht zur Verfügung? Welche Werkstoffe / Materialien werden in Schichtbauverfahren verarbeitet? Fraunhofer-Institut
Institut Größe / Anzahl Mitarbeiter Addtive Manufacturing Welche Anlagentechnik / Peripherie steht zur Verfügung? Welche Werkstoffe / Materialien werden in Schichtbauverfahren verarbeitet? Fraunhofer-Institut
Regeneration von Verdichterschaufeln aus Titan
 Regeneration von Verdichterschaufeln aus Titan Der Lichtbogen als Reparatur-Werkzeug D. Langen, T. Hassel 05.04.2016 Titan in Flugzeugbau Quelle: Norsk Titanium Seite 2 Workshop Lichtbogenphysik 05.04.2016
Regeneration von Verdichterschaufeln aus Titan Der Lichtbogen als Reparatur-Werkzeug D. Langen, T. Hassel 05.04.2016 Titan in Flugzeugbau Quelle: Norsk Titanium Seite 2 Workshop Lichtbogenphysik 05.04.2016
Entdecken Sie die Vielfalt
 Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Individuelles Hüftpfannenimplantat aus Titan Materialeigenschaften
Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Individuelles Hüftpfannenimplantat aus Titan Materialeigenschaften
Materialdatenblatt - FlexLine. EOS Titanium Ti64 Flexline. Beschreibung
 EOS Titanium Ti64 Flexline EOS Titanium Ti64 ist ein Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS - Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
EOS Titanium Ti64 Flexline EOS Titanium Ti64 ist ein Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS - Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
Mit Materialauftrag neue Potenziale erschließen
 Laserauftragschweißen Mit Materialauftrag neue Potenziale erschließen Werkzeugmaschinen / Elektrowerkzeuge Lasertechnik / Elektronik 2 Branchen Laserauftragschweißen Einfaches Prinzip enorme Wirkung Laserlicht
Laserauftragschweißen Mit Materialauftrag neue Potenziale erschließen Werkzeugmaschinen / Elektrowerkzeuge Lasertechnik / Elektronik 2 Branchen Laserauftragschweißen Einfaches Prinzip enorme Wirkung Laserlicht
Entdecken Sie die Vielfalt
 Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Titan wurde erstmals 1791 in England entdeckt. Etwa 150
Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Titan wurde erstmals 1791 in England entdeckt. Etwa 150
Additive Fertigung mit der Hermle MPA-Technologie. Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH
 Additive Fertigung mit der Hermle MPA-Technologie Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2015 09 16 Inhalt Firmenvorstellung Vorstellung des Hermle MPA Verfahrens
Additive Fertigung mit der Hermle MPA-Technologie Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2015 09 16 Inhalt Firmenvorstellung Vorstellung des Hermle MPA Verfahrens
- EOS Prozess: - Ti64 ParameterEditor (EOS Art.-Nr ) - Name des Default Jobs: Ti64_060_FlexM404_100.eosjob
 - Name des Default Jobs: Ti64_060_FlexM404_100.eosjob") EOS Titanium Ti64 EOS Titanium Ti64 ist ein Titanlegierungspulver, das für die Verarbeitung auf EOS DMLS - Systemen bestimmt ist. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen,
EOS Titanium Ti64 EOS Titanium Ti64 ist ein Titanlegierungspulver, das für die Verarbeitung auf EOS DMLS - Systemen bestimmt ist. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen,
The World of Additive Manufacturing. Frech Laser Melting. Prototypenbau. Kleinserien. Konturnahe Temperierung für Gießformen
 The World of Additive Manufacturing Frech Laser Melting Prototypenbau Kleinserien Konturnahe Temperierung für Gießformen Eine Lösung viele Vorteile: unsere Frech Laser Melting-Technik Wer bei Oskar Frech
The World of Additive Manufacturing Frech Laser Melting Prototypenbau Kleinserien Konturnahe Temperierung für Gießformen Eine Lösung viele Vorteile: unsere Frech Laser Melting-Technik Wer bei Oskar Frech
Funktionalisierte Düsen für die Materialbearbeitung
 Funktionalisierte Düsen für die Materialbearbeitung Stefan Lorenz, Stefan Ulrich, Thomas Ebersbach, Steffen Thomas, Marco Müller, Sabine Sändig, Simon Jahn Gliederung Gasdüsen in der Lasermaterialbearbeitung
Funktionalisierte Düsen für die Materialbearbeitung Stefan Lorenz, Stefan Ulrich, Thomas Ebersbach, Steffen Thomas, Marco Müller, Sabine Sändig, Simon Jahn Gliederung Gasdüsen in der Lasermaterialbearbeitung
LASERUNTERSTÜTZTE BEARBEITUNG
 FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT LASERUNTERSTÜTZTE BEARBEITUNG Unser Partner LASERUNTERSTÜTZTE ZERSPANUNG Steigende Anforderungen an technische Produkte führen in unterschiedlichen industriellen
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT LASERUNTERSTÜTZTE BEARBEITUNG Unser Partner LASERUNTERSTÜTZTE ZERSPANUNG Steigende Anforderungen an technische Produkte führen in unterschiedlichen industriellen
Konturnahe Schruppbearbeitung schwer zerspanbarer Werkstoffe mittels Wasserabrasivstrahlen
 5. AWT, 29. Februar 216 Konturnahe Schruppbearbeitung schwer zerspanbarer Werkstoffe mittels Wasserabrasivstrahlen Produktionstechnisches Zentrum Berlin (PTZ) Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann Dipl.-Ing.
5. AWT, 29. Februar 216 Konturnahe Schruppbearbeitung schwer zerspanbarer Werkstoffe mittels Wasserabrasivstrahlen Produktionstechnisches Zentrum Berlin (PTZ) Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann Dipl.-Ing.
Materialdatenblatt. EOS NickelAlloy HX. Beschreibung, Anwendung
 EOS NickelAlloy HX EOS NickelAlloy HX ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOS M 290 Systemen optimiert wurde. Dieses Dokument enthält
EOS NickelAlloy HX EOS NickelAlloy HX ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOS M 290 Systemen optimiert wurde. Dieses Dokument enthält
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN
 QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN Fertigungsübersicht Additive Fertigung Formloser Aufbau Stoffeigenschaften ändern Fertigungsverfahren Urformen Umformen Trennen Fügen Beschichten Stoffeigenschaften
QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN Fertigungsübersicht Additive Fertigung Formloser Aufbau Stoffeigenschaften ändern Fertigungsverfahren Urformen Umformen Trennen Fügen Beschichten Stoffeigenschaften
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
Additive Fertigung bei. Willkommen bei NUTECH
 Additive Fertigung bei Willkommen bei NUTECH Additive Fertigung: Die Gliederung zum Vortrag LASER OBERFLÄCHENTECHNIK Vortragsthema: Von der Entwicklung zur Kleinserie 1. Zur NUTECH 2. Überblick zum LaserAdditiveManufacturing
Additive Fertigung bei Willkommen bei NUTECH Additive Fertigung: Die Gliederung zum Vortrag LASER OBERFLÄCHENTECHNIK Vortragsthema: Von der Entwicklung zur Kleinserie 1. Zur NUTECH 2. Überblick zum LaserAdditiveManufacturing
Additive Fertigung mit (316L): Prozess- und Charakterisierungsergebnisse
: Prozess- und Charakterisierungsergebnisse") Fachapéro Fachgruppe Mechanik & Industrie ETH Zürich 30. September 2014 Additive Fertigung mit 1.4404 (316L): Prozess- und Charakterisierungsergebnisse Zentrum für Produkt- und Prozessentwicklung (www.zhaw.ch/zpp
Fachapéro Fachgruppe Mechanik & Industrie ETH Zürich 30. September 2014 Additive Fertigung mit 1.4404 (316L): Prozess- und Charakterisierungsergebnisse Zentrum für Produkt- und Prozessentwicklung (www.zhaw.ch/zpp
Materialdatenblatt. EOS CobaltChrome MP1. Beschreibung
 EOS CobaltChrome MP1 EOS CobaltChrome MP1 ist ein Kobalt-Chrom-Molybdän-basiertes Superlegierungs-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet
EOS CobaltChrome MP1 EOS CobaltChrome MP1 ist ein Kobalt-Chrom-Molybdän-basiertes Superlegierungs-Pulver, welches speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet
Cr-Cr2O3-Plasma. einer neue Schicht für Hochtemperatur-Anwendungen. vorgelegt von. Dr. Vadim Verlotski
 Cr-Cr2O3-Plasma einer neue Schicht für Hochtemperatur-Anwendungen vorgelegt von Dr. Vadim Verlotski Cr-Cr2O3-Plasma REM Optik Anwendungsbereiche Dauerhaften Oxidationsschutz und Wärmedämmung (bei gekühlten
Cr-Cr2O3-Plasma einer neue Schicht für Hochtemperatur-Anwendungen vorgelegt von Dr. Vadim Verlotski Cr-Cr2O3-Plasma REM Optik Anwendungsbereiche Dauerhaften Oxidationsschutz und Wärmedämmung (bei gekühlten
Additive Fertigung von Metallbauteilen:
 Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Materialdatenblatt. EOS NickelAlloy IN718. Beschreibung
 EOS NickelAlloy IN718 EOS NickelAlloy IN718 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
EOS NickelAlloy IN718 EOS NickelAlloy IN718 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
Addline 3D-Druck von Metallen
 Addline 3D-Druck von Metallen Nutech GmbH Der 3D-Druck (häufig auch Additive Fertigung genannt) von Metallen hat sich erst in den letzten Jahren entwickelt, wird aber bereits als eine der Technologien
Addline 3D-Druck von Metallen Nutech GmbH Der 3D-Druck (häufig auch Additive Fertigung genannt) von Metallen hat sich erst in den letzten Jahren entwickelt, wird aber bereits als eine der Technologien
Rührreibschweißen (engl. FSW)
") Fakultät Maschinenwesen, Institut für Oberflächen- und Fertigungstechnik, Professur Fügetechnik und Montage Rührreibschweißen (engl. FSW) Grundlagenversuche zum Rührreibschweißen von Al-Werkstoffen unter
Fakultät Maschinenwesen, Institut für Oberflächen- und Fertigungstechnik, Professur Fügetechnik und Montage Rührreibschweißen (engl. FSW) Grundlagenversuche zum Rührreibschweißen von Al-Werkstoffen unter
Materialdatenblatt. EOS NickelAlloy HX. Beschreibung, Anwendung
 EOS NickelAlloy HX EOS NickelAlloy HX ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOS M Systemen optimiert wurde. Dieses Dokument enthält
EOS NickelAlloy HX EOS NickelAlloy HX ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOS M Systemen optimiert wurde. Dieses Dokument enthält
Präzision ist TRUMPF Technologie Feinschneiden
 Präzision ist TRUMPF Technologie Feinschneiden Christof Siebert Branchenmanagement Mikrobearbeitung TRUMPF Laser - und Systemtechnik GmbH Ditzingen 14.02.2013 Laserschneiden Schneidgas Fokussierter Laserstrahl
Präzision ist TRUMPF Technologie Feinschneiden Christof Siebert Branchenmanagement Mikrobearbeitung TRUMPF Laser - und Systemtechnik GmbH Ditzingen 14.02.2013 Laserschneiden Schneidgas Fokussierter Laserstrahl
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
INDUSTRIEWORKSHOP Additive Fertigung mit flexiblen Prozessketten
 TRUMPF Laser- und Systemtechnik GmbH INDUSTRIEWORKSHOP Additive Fertigung mit flexiblen Prozessketten Dr. Antonio Candel-Ruiz, Branchenmanagement Laseroberflächenverfahren Ditzingen, 05.05.2015 1 Inhalt
TRUMPF Laser- und Systemtechnik GmbH INDUSTRIEWORKSHOP Additive Fertigung mit flexiblen Prozessketten Dr. Antonio Candel-Ruiz, Branchenmanagement Laseroberflächenverfahren Ditzingen, 05.05.2015 1 Inhalt
Materialdatenblatt. EOS NickelAlloy IN625. Beschreibung
 EOS NickelAlloy IN625 EOS NickelAlloy IN625 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
EOS NickelAlloy IN625 EOS NickelAlloy IN625 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
Bild 3.26 Bild 3.26b Bild 3.26a Bild 2.11 Bild 3.26b Bild 3.26: Bild 3.27
 56 ein gleichmäßigeres und dichteres Gefüge. Ebenso wie eine Erhöhung des Düsenabstands begünstigte auch ein geringerer Gasvolumenstrom des Fördergases (Argon) die Bildung porenfreier Gefüge. Aufgrund
56 ein gleichmäßigeres und dichteres Gefüge. Ebenso wie eine Erhöhung des Düsenabstands begünstigte auch ein geringerer Gasvolumenstrom des Fördergases (Argon) die Bildung porenfreier Gefüge. Aufgrund
Einzigartig. Innovativ. Die Lasertechnologie von HMW.
 Einzigartig. Innovativ. Die Lasertechnologie von HMW. Möglicherweise ist es übertrieben, zu sagen es beginnt ein neues Zeitalter möglicherweise. Werte Kunden, liebe Partner! Ein neues Zeitalter kommt nicht
Einzigartig. Innovativ. Die Lasertechnologie von HMW. Möglicherweise ist es übertrieben, zu sagen es beginnt ein neues Zeitalter möglicherweise. Werte Kunden, liebe Partner! Ein neues Zeitalter kommt nicht
ENERGIEEINSPARUNGSPOTENTIALE DURCH LEICHTBAU UND WÄRMERÜCKGEWINNUNG IN VERKEHR UND INDUSTRIE
 ENERGIEEINSPARUNGSPOTENTIALE DURCH LEICHTBAU UND WÄRMERÜCKGEWINNUNG IN VERKEHR UND INDUSTRIE Vortrag anlässlich der Eröffnung der Forschungsfabrik Center for Smart Manufacturing am an der FH OÖ Campus
ENERGIEEINSPARUNGSPOTENTIALE DURCH LEICHTBAU UND WÄRMERÜCKGEWINNUNG IN VERKEHR UND INDUSTRIE Vortrag anlässlich der Eröffnung der Forschungsfabrik Center for Smart Manufacturing am an der FH OÖ Campus
ISF INSTITUT FÜR SPANENDE FERTIGUNG
 CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm
 Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Materialdatenblatt. EOS NickelAlloy IN625. Beschreibung
 EOS NickelAlloy IN625 EOS NickelAlloy IN625 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
EOS NickelAlloy IN625 EOS NickelAlloy IN625 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
Materialdatenblatt - FlexLine. EOS NickelAlloy IN718. Beschreibung
 EOS NickelAlloy IN718 EOS NickelAlloy IN718 ist ein Pulver aus hochhitzebeständiger Nickellegierung das für den Einsatz auf EOSINT DMLS Systeme optimiert ist. Dieses Dokument bietet Informationen und Daten
EOS NickelAlloy IN718 EOS NickelAlloy IN718 ist ein Pulver aus hochhitzebeständiger Nickellegierung das für den Einsatz auf EOSINT DMLS Systeme optimiert ist. Dieses Dokument bietet Informationen und Daten
Wärmebehandlung von chemisch Nickel Schichten
 Dr.Do / 04.03.2011 Wärmebehandlung von chemisch Nickel Schichten 1. Haftungs-Tempern Art der Behandlung: Das Haftungs-Tempern dient zur Verbesserung der Haftung von chemisch Nickel Schichten auf unterschiedlichen
Dr.Do / 04.03.2011 Wärmebehandlung von chemisch Nickel Schichten 1. Haftungs-Tempern Art der Behandlung: Das Haftungs-Tempern dient zur Verbesserung der Haftung von chemisch Nickel Schichten auf unterschiedlichen
Materialdatenblatt. EOS StainlessSteel PH1 für EOS M 290. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
InFocus Schweißen mit hoher Leistungsdichte
 InFocus Schweißen mit hoher Leistungsdichte Technologie und Anwendung Todd Alexander Deißer Henning Schuster TT. Monat JJJJ Gliederung 1. Einleitung 2. Was ist InFocus 3. InFocus Technologie Entwicklung
InFocus Schweißen mit hoher Leistungsdichte Technologie und Anwendung Todd Alexander Deißer Henning Schuster TT. Monat JJJJ Gliederung 1. Einleitung 2. Was ist InFocus 3. InFocus Technologie Entwicklung
Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage
 Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Composite Extrusion Modeling 3D Valley Conference, Aachen, Dr. Vincent Morrison, Geschäftsführer AIM3D GmbH
 Composite Extrusion Modeling 3D Valley Conference, Aachen, 25. 27.09.18 Dr. Vincent Morrison, Geschäftsführer AIM3D GmbH Metal 3D Druck - ungenutztes Potenzial Eine Vielzahl von 3D-Druck Technologien sind
Composite Extrusion Modeling 3D Valley Conference, Aachen, 25. 27.09.18 Dr. Vincent Morrison, Geschäftsführer AIM3D GmbH Metal 3D Druck - ungenutztes Potenzial Eine Vielzahl von 3D-Druck Technologien sind
Additiv fertigen und besser fräsen werden eins! Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH
 Additiv fertigen und besser fräsen werden eins! Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2017-09-20 Das Unternehmen Hermle Am Standort Gosheim entstehen alle HERMLE
Additiv fertigen und besser fräsen werden eins! Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2017-09-20 Das Unternehmen Hermle Am Standort Gosheim entstehen alle HERMLE
Materialdatenblatt. EOS MaragingSteel MS1. Beschreibung
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
Materialdatenblatt. EOS MaragingSteel MS1. Beschreibung
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOSINT M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOSINT M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
Anwendung additiver Fertigung im klassischen Leichtbau mit Composite-Strukturen
 Anwendung additiver Fertigung im klassischen Leichtbau mit Composite-Strukturen 9. Swiss Rapid Forum - 16. September 2014 CH-9014 St.Gallen A.B. Spierings Manager R&D SLM Inspire AG institute for rapid
Anwendung additiver Fertigung im klassischen Leichtbau mit Composite-Strukturen 9. Swiss Rapid Forum - 16. September 2014 CH-9014 St.Gallen A.B. Spierings Manager R&D SLM Inspire AG institute for rapid
Herstellung Metallischer Gläser durch additive Laserstrahlschmelzverfahren
 Herstellung Metallischer Gläser durch additive Laserstrahlschmelzverfahren Dipl.-Ing. Stefan Kleszczynski 16.09.2015 Agenda Motivation Metallische Gläser Parameterstudie Mikrostruktur Zusammenfassung und
Herstellung Metallischer Gläser durch additive Laserstrahlschmelzverfahren Dipl.-Ing. Stefan Kleszczynski 16.09.2015 Agenda Motivation Metallische Gläser Parameterstudie Mikrostruktur Zusammenfassung und
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Materialdatenblatt. EOS MaragingSteel MS1 (200W) Beschreibung
 Beschreibung") EOS MaragingSteel MS1 (200W) EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
EOS MaragingSteel MS1 (200W) EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile,
Material Datenblatt. EOS StainlessSteel 316L. Beschreibung
 ist eine korrosionsresistente, auf Eisen basierende Legierung, die speziell für die Verarbeitung auf der EOSINT M280 optimiert wurde. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen
ist eine korrosionsresistente, auf Eisen basierende Legierung, die speziell für die Verarbeitung auf der EOSINT M280 optimiert wurde. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen
Harzer Forum Material und Prozesstechnik
 Harzer Forum Material und Prozesstechnik Praxisbeispiele geförderter Kooperationsprojekte zwischen Unternehmen und Universität Instandsetzen von Werkzeugen, Formen und Gussteilen mit Hilfe des Laserhandschweißens
Harzer Forum Material und Prozesstechnik Praxisbeispiele geförderter Kooperationsprojekte zwischen Unternehmen und Universität Instandsetzen von Werkzeugen, Formen und Gussteilen mit Hilfe des Laserhandschweißens
Materialdatenblatt - FlexLine. EOS MaragingSteel MS1. Beschreibung
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
7.4 Mechanische Eigenschaften
 7.4 Mechanische Eigenschaften Die mechanischen Eigenschaften an gegossenen Mikroteilen wurden durch Mikrohärtemessungen und Mikrozugversuche bestimmt. 7.4.1 Mikrohärte An den Proben mit 23 µm Durchmesser
7.4 Mechanische Eigenschaften Die mechanischen Eigenschaften an gegossenen Mikroteilen wurden durch Mikrohärtemessungen und Mikrozugversuche bestimmt. 7.4.1 Mikrohärte An den Proben mit 23 µm Durchmesser
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes
 Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Materialcharakterisierung mittels Ultraschall bei der additiven Fertigung
 Materialcharakterisierung mittels Ultraschall bei der additiven Fertigung DACH-Tagung Salzburg, 11.-13.Mai 2015 Hans Rieder*, Martin Spies* Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP,
Materialcharakterisierung mittels Ultraschall bei der additiven Fertigung DACH-Tagung Salzburg, 11.-13.Mai 2015 Hans Rieder*, Martin Spies* Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP,
Bauteil-Rekonditionierung und Eigenschaftsoptimierung mittels Laser-Pulver-Auftragsschweißen - Beispiele aus dem Lebensmittelbereich und Maschinenbau
 Systems GmbH Bauteil-Rekonditionierung und Eigenschaftsoptimierung mittels Laser-Pulver-Auftragsschweißen - Beispiele aus dem Lebensmittelbereich und Maschinenbau F. Wagner, J. Buschhoff Gall & Seitz Systems
Systems GmbH Bauteil-Rekonditionierung und Eigenschaftsoptimierung mittels Laser-Pulver-Auftragsschweißen - Beispiele aus dem Lebensmittelbereich und Maschinenbau F. Wagner, J. Buschhoff Gall & Seitz Systems
TRUMPF Laser- und Systemtechnik GmbH LEICHTER MIT LICHT. Marc Kirchhoff Branchenmanagement Automobil. Ditzingen,
 TRUMPF Laser- und Systemtechnik GmbH LEICHTER MIT LICHT Marc Kirchhoff Branchenmanagement Automobil Ditzingen, 12.05.2016 Unabhängiges Familienunternehmen Unsere Geschäftsführung Von links nach rechts:
TRUMPF Laser- und Systemtechnik GmbH LEICHTER MIT LICHT Marc Kirchhoff Branchenmanagement Automobil Ditzingen, 12.05.2016 Unabhängiges Familienunternehmen Unsere Geschäftsführung Von links nach rechts:
HERZLICH WILLKOMMEN. Technik und Technologie zum LaserPulver-Auftragschweißen
 HERZLICH WILLKOMMEN. Technik und Technologie zum LaserPulver-Auftragschweißen Leistungsspektrum LASERVORM Laserlohnfertigung Laserschweißen Laserhärten Laserauftragschweißen Laserlegieren, -umschmelzen,
HERZLICH WILLKOMMEN. Technik und Technologie zum LaserPulver-Auftragschweißen Leistungsspektrum LASERVORM Laserlohnfertigung Laserschweißen Laserhärten Laserauftragschweißen Laserlegieren, -umschmelzen,
Schlichtfräser Multicut XF Surface Master new!
 passion for precision Schlichtfräser Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo hohe Anforderungen an die Form- und
passion for precision Schlichtfräser Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo hohe Anforderungen an die Form- und
Standort INOCON. Wien. München. INOCON Technologie
 Standort INOCON München Wien INOCON Technologie Inhalt Das Unternehmen INOCON Vorstellung des Plasmatron -Verfahrens Vorteile des Plasmatron -Verfahrens Praktische Anwendungen Vergleich Plasmatron/Laser/Punktschweissen
Standort INOCON München Wien INOCON Technologie Inhalt Das Unternehmen INOCON Vorstellung des Plasmatron -Verfahrens Vorteile des Plasmatron -Verfahrens Praktische Anwendungen Vergleich Plasmatron/Laser/Punktschweissen
1 Die elastischen Konstanten 10 Punkte
 1 Die elastischen Konstanten 10 Punkte 1.1 Ein Würfel wird einachsig unter Zug belastet. a) Definieren Sie durch Verwendung einer Skizze den Begriff der Spannung und der Dehnung. b) Der Würfel werde im
1 Die elastischen Konstanten 10 Punkte 1.1 Ein Würfel wird einachsig unter Zug belastet. a) Definieren Sie durch Verwendung einer Skizze den Begriff der Spannung und der Dehnung. b) Der Würfel werde im
Technische Information. Werkstoffdatenblatt Titan
 Technische Information Werkstoffdatenblatt Titan Ti 2 3 Titan und Normenvergleich Geschmiedete Titanwerkstoffe haben eine Reihe herausragender Eigenschaften: niedrige Dichte, hohe statische und dynamische
Technische Information Werkstoffdatenblatt Titan Ti 2 3 Titan und Normenvergleich Geschmiedete Titanwerkstoffe haben eine Reihe herausragender Eigenschaften: niedrige Dichte, hohe statische und dynamische
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
Kupfer und Kupferlegierungen EN Werkstoff Nr: CW307G CuAl10Ni5Fe4 (OF 2232)
") Kupfer und Kupferlegierungen KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 09/2013 Kupfer und Kupferlegierungen Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - 3,0-4,0 8,5 - - - - - max. - 0.4
Kupfer und Kupferlegierungen KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 09/2013 Kupfer und Kupferlegierungen Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - 3,0-4,0 8,5 - - - - - max. - 0.4
BGIA/BGETE Vortragsveranstaltung. "Sicherheit bei der Materialbearbeitung mit Laserstrahlung" 23. und 24. September 2009 DGUV-Akademie in Hennef
 BGIA/BGETE Vortragsveranstaltung "Sicherheit bei der Materialbearbeitung mit Laserstrahlung" 23. und 24. September 2009 DGUV-Akademie in Hennef 1 DIN EN 60825-4 Juni 2009 normativer Anhang D Prüfen von
BGIA/BGETE Vortragsveranstaltung "Sicherheit bei der Materialbearbeitung mit Laserstrahlung" 23. und 24. September 2009 DGUV-Akademie in Hennef 1 DIN EN 60825-4 Juni 2009 normativer Anhang D Prüfen von
Materialdatenblatt. EOS StainlessSteel PH1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
Note: use this slide to adjust brightness and contrast of your data projector / monitor properly
 Note: use this slide to adjust brightness and contrast of your data projector / monitor properly Technology with Passion 5% gray resp. 95% gray should be clearly visible on your screen! Röntgen und CT
Note: use this slide to adjust brightness and contrast of your data projector / monitor properly Technology with Passion 5% gray resp. 95% gray should be clearly visible on your screen! Röntgen und CT
Überzeugende Aktivitäten von
 Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
DIENSTLEISTUNGSÜBERSICHT LASERGENERIEREN BAUTEILE UND PROTOTYPEN
 DIENSTLEISTUNGSÜBERSICHT BAUTEILE UND PROTOTYPEN LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet: www.lbc-gmbh.de.
DIENSTLEISTUNGSÜBERSICHT BAUTEILE UND PROTOTYPEN LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet: www.lbc-gmbh.de.
Investition Laserschweißen (realisiert bei WaCo 11/2015)
") Kenndaten Laserschweißanlage TRULASER Robot 5020 KUKA Roboter KR30 HA (Sechs-Achs-Roboter, ± 0,05 mm Wiederholgenauigkeit) Laserquelle TruDisk 4002 inkl. Wasser-Luft Kühler (P = 4000 Watt) Dreh-Kipp-Positionierer
Kenndaten Laserschweißanlage TRULASER Robot 5020 KUKA Roboter KR30 HA (Sechs-Achs-Roboter, ± 0,05 mm Wiederholgenauigkeit) Laserquelle TruDisk 4002 inkl. Wasser-Luft Kühler (P = 4000 Watt) Dreh-Kipp-Positionierer
Labor für Technische Akustik
 Labor für Technische Akustik Kraus Abbildung 1: Experimenteller Aufbau zur optischen Ermittlung der Schallgeschwindigkeit. 1. Versuchsziel In einer mit einer Flüssigkeit gefüllten Küvette ist eine stehende
Labor für Technische Akustik Kraus Abbildung 1: Experimenteller Aufbau zur optischen Ermittlung der Schallgeschwindigkeit. 1. Versuchsziel In einer mit einer Flüssigkeit gefüllten Küvette ist eine stehende
TRUMPF Maschinen AG, Baar / ZG
 Sensors.ch-Besuch 14. September 2014 TRUMPF Maschinen AG, Baar / ZG TRUMPF wurde 1923 als mechanische Werkstätte gegründet und hat sich zu einem der weltweit führenden Unternehmen für Werkzeugmaschinen
Sensors.ch-Besuch 14. September 2014 TRUMPF Maschinen AG, Baar / ZG TRUMPF wurde 1923 als mechanische Werkstätte gegründet und hat sich zu einem der weltweit führenden Unternehmen für Werkzeugmaschinen
Ermüdungsfestigkeitsuntersuchungen an beschliffenen sowie beschliffenen und gestrahlten Schweißnähten
 Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Ermüdungsfestigkeitsuntersuchungen an beschliffenen sowie beschliffenen und gestrahlten Schweißnähten Miriam Fett 6. Rostocker Schweißtage
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Ermüdungsfestigkeitsuntersuchungen an beschliffenen sowie beschliffenen und gestrahlten Schweißnähten Miriam Fett 6. Rostocker Schweißtage
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Schlichtfräser Multicut XF. passion for precision
 Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
Materialdatenblatt. EOS MaragingSteel MS1. Beschreibung
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
Additive Manufacturing (AM) als Herausforderung für die Oberflächentechnik
 als Herausforderung für die Oberflächentechnik") Additive Manufacturing (AM) als Herausforderung für die Oberflächentechnik 19.Oktober 2017 A. Dietz, Fraunhofer IST, Braunschweig DLR-Wissenschaftstag 2017 Übersicht Überblick AM-Verfahren AM für Metalle
Additive Manufacturing (AM) als Herausforderung für die Oberflächentechnik 19.Oktober 2017 A. Dietz, Fraunhofer IST, Braunschweig DLR-Wissenschaftstag 2017 Übersicht Überblick AM-Verfahren AM für Metalle
Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren
 Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren Dr.-Ing. Marcel Graf Dr.-Ing. Sebastian Härtel Dr.-Ing. André Hälsig Agenda 1. Einleitung 2. Werkstoffcharakterisierung 3.
Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren Dr.-Ing. Marcel Graf Dr.-Ing. Sebastian Härtel Dr.-Ing. André Hälsig Agenda 1. Einleitung 2. Werkstoffcharakterisierung 3.
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
SLM Materialeigenschaften: Aktueller Stand und Trends "erweiterte Designmöglichkeiten mit SLM"
 Research Collection Other Conference Item SLM Materialeigenschaften: Aktueller Stand und Trends "erweiterte Designmöglichkeiten mit SLM" Author(s): Spierings, Adriaan B. Publication Date: 2012 Permanent
Research Collection Other Conference Item SLM Materialeigenschaften: Aktueller Stand und Trends "erweiterte Designmöglichkeiten mit SLM" Author(s): Spierings, Adriaan B. Publication Date: 2012 Permanent
Additive Fertigung im Bereich Tooling Chancen und Herausforderungen. H. Leitner, Böhler Edelstahl GmbH &CoKG Tooling Days 2017
 Additive Fertigung im Bereich Tooling Chancen und Herausforderungen H. Leitner, Böhler Edelstahl GmbH &CoKG Tooling Days 2017 Positionierung in der Prozesskette Source: https://3ddeconference.com/ Source:
Additive Fertigung im Bereich Tooling Chancen und Herausforderungen H. Leitner, Böhler Edelstahl GmbH &CoKG Tooling Days 2017 Positionierung in der Prozesskette Source: https://3ddeconference.com/ Source:
Hightech-CNC-Teilefertigung und 3D - metal-printing - selective laser melting
 EOS NickelAlloy HX Typische Anwendungen Bei anspruchsvollen Temperaturbedingungen und hohem Oxidationsrisiko, z. B. Verbrennungskammern, Nachverbrenner und Abgasrohre in Gasturbinen (Luftfahrt u. am Boden),
EOS NickelAlloy HX Typische Anwendungen Bei anspruchsvollen Temperaturbedingungen und hohem Oxidationsrisiko, z. B. Verbrennungskammern, Nachverbrenner und Abgasrohre in Gasturbinen (Luftfahrt u. am Boden),
Materialdatenblatt. EOS StainlessSteel PH1. Beschreibung, Anwendung
 EOS StainlessSteel PH1 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung über
EOS StainlessSteel PH1 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung über
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Diffusionsschweißen im Werkzeug- und Formenbau -herstellen konturangepasster Temperierungen- Daniel Graf
 Diffusionsschweißen im Werkzeug- und Formenbau -herstellen konturangepasster Temperierungen- Daniel Graf 2016-09-28 1 Übersicht 1 Einführung und Verfahrensüberblick 2 Detaillierte Verfahrensbeschreibung
Diffusionsschweißen im Werkzeug- und Formenbau -herstellen konturangepasster Temperierungen- Daniel Graf 2016-09-28 1 Übersicht 1 Einführung und Verfahrensüberblick 2 Detaillierte Verfahrensbeschreibung