Gestalten für additive Fertigungsverfahren: Potenziale, Restriktionen und Anwendungen
|
|
|
- Eduard Knopp
- vor 6 Jahren
- Abrufe
Transkript
1 : Potenziale, Restriktionen und Anwendungen Prof. Dr.-Ing. Detmar Zimmer Lehrstuhl für Konstruktions- und Antriebstechnik (KAt) Direct Manufacturing Research Center (DMRC) Universität Paderborn 22. Fachtagung Rapid Prototyping 10. November 2017 Lemgo 1



2 Agenda Motivation und Zielsetzung Potenziale Gestalterische Freiheit Topologieoptimierung Funktionsintegration Restriktionen Konstruktionsrichtlinien Toleranzen Zusammenfassung und Ausblick 2
3 Motivation und Zielsetzung Situation der additiven Fertigungsverfahren bezüglich der Technologie Verkürzen der Markteinführungszeit Reduzieren der Entwicklungskosten Neue Gestaltungsmöglichkeiten bezüglich der Verbreitung Etabliert in Forschungseinrichtungen und technologieführenden Unternehmen Gestaltungsmöglichkeiten kaum bekannt In Lehre und Ausbildung unzureichend bekannt Ziel Hinweise für die Gestaltung additiv gefertigter Bauteile ungünstig günstig Keine Hinterschnitte Beispiel: Gestaltungsregel für Spritzgusstechnologie 3
 muss nachträglich entfernt werden [medizin-und-technik.")
4 Potenziale: Gestalterische Freiheit Technische Aspekte Hinterschneidungen Werkzeugzugänglichkeit nicht erforderlich Hinterschnitte können entstehen in - Schichtrichtung - Baurichtung FDM Gitterstrukturen Komplexe räumliche Anordnungen von Stäben und Balken Innenliegende Strukturen Beispiel: Konturnahe Kühlkanäle Herausforderung: Eventuell enthaltenes disperses Stützmaterial (z.b. Pulver) muss nachträglich entfernt werden [medizin-und-technik.de] Herstellung topologieoptimierter Bauteile Belastungsoptimiert, bionische Strukturen [DMRC] 4



5 Potenziale: Topologieoptimierung Herausforderung Konventionell gefertigt FEM-Modell Bauteilanforderungen Funktionsintegration erzeugt komplexe Bauteilstrukturen Leichtbau: Material nur da, wo es gebraucht wird. Mehrachsige Spannungszustände: FEM-basierte Topologie-Optimierung Additiv gefertigt Einsatz neuer CAx-Werkzeuge Angepasste Datenmodelle erforderlich [UPB Formular Student] 5





6 Potenziale: Topologieoptimierung Software und Ablauf Bauraum gesamt (CAD) Einschränkung (CAD) Bauraum (CAD) FEM-Optimierung (Polygon) Verschneidung (CAD) Überführung (CAD) Glättung (Voxel) σ, f (Polygon) [DMRC-CIK Reiher] 6
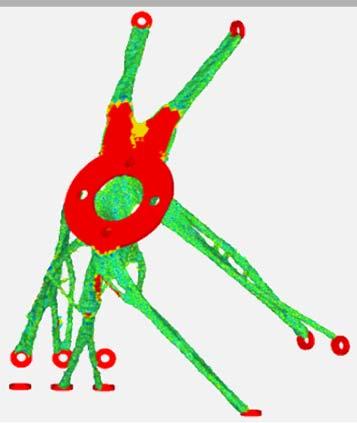
 Vergleich mit bestehender Lösung Gewicht: - 60 % Verformung: - 37 % Eigenfrequenz in weniger kritische Bereiche verschoben Kosten halbiert Umsetzungshemmnis Qualitätssicherung")
7 Potenziale: Topologieoptimierung Beispiel Reaction Wheel-Bracket (ÉSA) Bauteil eines Satelliten trägt drehbar gelagerte Schwungmasse Beschleunigen / Verzögern der Schwungmasse bewirkt Lageänderung (ohne Treibstoff) Vergleich mit bestehender Lösung Gewicht: - 60 % Verformung: - 37 % Eigenfrequenz in weniger kritische Bereiche verschoben Kosten halbiert Umsetzungshemmnis Qualitätssicherung [DMRC-CIK Reiher] 7

8 Potenziale: Funktionsintegration Dämpfung Durchführung: Biegebalken mit unterschiedlichen Hohlraumvolumina, Ausschwingen nach Anfangsauslenkung Beobachtung: Stärkere Dämpfung bei höherem Hohlraumvolumen Logarithmische Dekrement ist abhängig von der Amplitude. Interpretation: Bei größerem Hohlraumvolumen befinden sich mehr Partikel im Hohlraum, die zu mehr Kollisionen und Reibkontakten beitragen. patentiert durch Siemens AG Volumen 5cm³ Volumen 20cm³ Volumen 45cm³ Amplitude / µm ,15 0,1 0,05 Logarithmesches Dekrement [DMRC-KAt Künneke] 8

9 Potenziale: Funktionsintegration Dämpfung Beispiel Federkraftbremse Verwendung zum Abbremsen und Halten von Massen, häufig positioniert am B-Lagerschild von Elektromotoren Federelemente stellen die Bremskraft Lüften der Bremse durch den Elektromagneten: Beschleunigungen der Ankerscheibe führt zu Schwingungsanregung beim Aufprall (Gong) Sensible Anwendungen erfordern geräuscharme Bremsen (z.b. Theatertechnik, Aufzüge, ) Additiv gefertigte Ankerscheibe mit Dämpfungsintegration Feder Elektromagnet Ankerscheibe Reibbelagträger [DMRC-KAt Künneke] 9

")
10 Potenziale: Funktionsintegration Dämpfung Beispiel Additiv gefertigte Ankerscheibe mit Dämpfungsintegration Segmentierter Hohlraum für eine verbesserte Aufnahme der Aufprallkräfte Integration von Gitterstrukturen zur Unterstützung von geringen Wanddicken Verwendung eines neuartigen Bremssystems aufgrund des nichtmagnetischen Werkstoffes Schalldruckpegelmessungen Gedämpft nach DIN Teil 1: Standard SPL / db (C) [DMRC-KAt Künneke] 10

 Fertigung der Standardelemente Mit unterschiedlichen")

 Ableiten von Konstruktionsregeln")
11 Restriktionen: Konstruktionsrichtlinien Systematisches Vorgehen Definition von Standardelementen Geometrische Elemente (z. B. Wand, Zylinder ) Identifizierung von Attributen (z. B. Wanddicke) Fertigung der Standardelemente Mit unterschiedlichen Attributsausprägungen LS: EOS395, PA2200, PPP120, d S = 0,120 mm LM: SLM250, 316L, 400 W, d S = 0,030 mm FDM: Fortus400, Ultem*9085, d S = 0,250 mm Qualitätsprüfung Untersuchung verschiedener Qualitätsmerkmale (z. B. Maßabweichung, Rundheitsabweichung ) Ableiten von Konstruktionsregeln Vergleich der Qualität mit Attributsausprägungen [DMRC-KAt Adam] 11



12 Restriktionen: Konstruktionsrichtlinien Bohrungsdurchmesser Beschreibung Nicht fertigungsgerecht Fertigungsgerecht Gültig Sollen 0 -orientierte Bohrungen ohne solide Stützstrukturen im Inneren gefertigt werden, so muss der Innenradius ausreichend klein sein. LS LM FDM LM: FDM: r i 4,5 mm r i 5,0 mm Laserschmelzen: Eigenspannungen an den Innenseiten der Elemente erfordern solide Stützstrukturen. Kleine Radien reduzieren Eigenspannungen. Fused Deposition Modeling: Unterbauung der Stränge mit soliden Stützen bei großen Innenradien notwendig Steifigkeit der Stränge ausreichend bei kleinen Radien Prüfkörper LM: Abgebrochen aufgrund von Eigenspannungen Prüfkörper FDM: Oberflächenfehler aufgrund mangelnder Steifigkeit der Stränge [DMRC-KAt Adam] 12
13 Restriktionen: Konstruktionsrichtlinien Katalog Inhalt 11 geometrische Elemente Basiselemente Elementübergänge Aggregierte Strukturen 55 Konstruktionsregeln Format Navigations- und Verfahrensindex Allgemeine und spezifische Beschreibung Gestaltungsbeispiele Verfahrenstechnische Erläuterungen Verfahren Lasersintern Laserschmelzen Fused Deposition Modeling Dissertation von ADAM Systematische Erarbeitung von Konstruktionsregeln für additive Fertigungsverfahren Shaker Verlag 2015 [DMRC-KAt Adam] 13
14 Restriktionen: Toleranzen Versuchsplanung Variierte Einflussfaktoren Nennmaß (N): 3,0 mm 500,0 mm Ausrichtung: x, y und z Werkstattübliche Herstellung mit Lasersintern (LS) Laserschmelzen (LM) Fused Deposition Modeling (FDM) Messung Messmittel Bügelmessschraube Abweichungsermittlung Abweichung (e) = Istmaß (I) Nennmaß (N) Parameter LS LM FDM Maschine P395 SLM250 HL F-400mc Material PA L Ultem Schichtdicke 0,120 mm 0,030 mm 0,250 mm Schrumpffaktor x-richtung [%] y-richtung [%] z-richtung [%] 3,2 3,2 2,2 1,6 0,113 0,113 0,000 0,71 0,71 0,70 [DMRC-KAt Lieneke] 14
15 Restriktionen: Toleranzen Fused Deposition Modeling x-ausrichtung: Positiv ansteigende Abweichungen Toleranzbereiche: 0,10-0,20 mm y-ausrichtung: Negativ ansteigende Abweichungen Toleranzbereiche: 0,16-0,25 mm Toleranzuntersuchung ebenfalls für das Lasersintern und Laserstrahlschmelzen z-ausrichtung: Positiv ansteigende Abweichungen Toleranzbereiche: 0,11-0,34 mm [DMRC-KAt Lieneke] 15
16 Restriktionen: Toleranzen Erzielbare ISO Toleranzklassen Vergleich mit konventionellen Fertigungsverfahren nach DIN EN ISO Additive Fertigung erzielen IT- Klassen zwischen IT9 und IT17 Hinsichtlich der Maßgenauigkeit vergleichbar mit: Gießen Sintern Schmieden Schneiden Bohren Prozessparameter zeigen enormes Optimierungspotential Prozess IT-Klassen (DIN EN ISO 286-1) Gießen Sintern Schmieden Walzen Schneiden Drehen Bohren Fräsen Add. Fertigung FDM 1 LS 1,2 LM 1,2 1 ohne statistische Auswertung 2 bis zur Nennlänge 80 mm [DMRC-KAt Lieneke] 16
17 Zusammenfassung und Ausblick Zusammenfassung Faszinierende Möglichkeiten (Leichtbau, komplexe Strukturen, Funktionsintegration) Entwicklung und Einsatz neuer Softwarewerkzeuge erforderlich Restriktionen beachten (Konstruktionsregeln, Toleranzen) Konstruktionsregeln zunehmend verfügbar (VDI FA105.3 Konstruktionsempfehlungen) Ausblick Weitergehende Nutzung der Funktionsintegration (Kühlung, Schmierung, magnetischer Fluss): Modellbildung und experimentelle Untersuchungen Erweiterung der Konstruktionsregeln (Nachbearbeitung, Oberflächenbehandlung) Experimentelle Untersuchungen zu Form- und Lageabweichungen (BMBF-Projekt KitkAdd ) Implementierung von Konstruktionsregeln in CAx-Werkzeuge (BMBF-Projekt OptiAMix ) Berechnungsmethoden: Berücksichtigung lokal unterschiedlicher und richtungsabhängiger Materialkennwerte bei der (FEM-) Berechnung 17
18 Vielen Dank für Ihre Aufmerksamkeit! Prof. Dr.-Ing. Detmar Zimmer Lehrstuhl für Konstruktions- und Antriebstechnik (KAt) Direct Manufacturing Research Center (DMRC) Fakultät für Maschinenbau Universität Paderborn 18
19 Maschinen DMRC LBM: SLM: 250 HL, 280 HL LS: EOS P395, P396 FDM: Stratasys Fortus 400 MC Eigenbau zur Materialqualifizierung Aarburg Freeformer Optiamix: PE, cik, LiA, EDAG (Entwicklungspartner Automotive), Intes (Software), Kemper (Bäckereimaschinen), Hirschvogel (Antriebskomponenten Kfz), Krause Dimatec (Konsortialführer KitKadd: wbk (KIT), KAt, GKN (Hybridzahnrad), H&H (Dienstleistung, Produktion), Siemens (Turbinenschaufel), John Deere (Wärmetauscher), Eisenhut (Zahnrad, Spritzgusswerkzeug), Schübel (Feinguss) 19
20 Restriktionen: Konstruktionsrichtlinien Wanddicke Beschreibung Nicht fertigungsgerecht Fertigungsgerecht Gültig Die Dicke nicht gekrümmter Elemente sollte so groß sein, dass jede Bauteilschicht aus einer Kontur mit einbeschriebenem Raster aufgebaut werden kann. LS: LM: FDM: d 1,0 mm d 0,6 mm d 1,5 mm LS LM FDM Die Breite von Kontur- und Rasterbahnen resultiert physikalisch aus der Größe des Schmelzbades und der abgelegten Stränge. Ein vollständiger Bauteilschichtaufbau (aus Kontur- und Rasterbahnen) benötigen daher ausreichend Platz in x-y-richtung. Kleine Solldicken d bieten zu wenig Platz für einen vollständigen Bauteilschichtaufbau. Maßabweichungen entstehen Abweichung [mm] 1,0 0,8 0,6 0,4 0,2 0,0 Lasersintern Laserschmelzen FDM -0,2 0,0 1,0 2,0 3,0 4,0 5,0 6,0 Dicke d [mm] [DMRC-KAt Adam] 20
 Füllmedien wie")

")
21 Potenziale: Funktionsintegration Dämpfung Die Dämpfungsfunktion wird in bestehende Strukturen integriert durch innere Strukturen (mit regelmäßiger und unregelmäßiger Form) Füllmedien wie disperses Stützmaterial und/oder Flüssigkeiten Der Dämpfungsgrad soll an verschiedene Arten von Schwingungen eingestellt werden durch die Form und Größe der inneren Struktur die verwendeten Füllmedien Vorteile durch integrierte Dämpfungsfunktionen Kleinerer Bauraum Geringeres Gewicht Geringere Kosten Patentiert durch Siemens AG (DE A1) [DMRC-KAt Künneke] 21



22 Potenziale: Topologieoptimierung Anwendung von Softwarewerkzeugen Schritt 1: Klären der Aufgabe Welche Kräfte greifen an? Maximal zulässiges Gewicht? Maximal zulässige Verformung? Welche Werkstoffkennwerte? Übergabe an die CAx-Software Reaction Wheel-Bracket Bauteil eines Satelliten Montiert ist eine Schwungmasse Drehen der Schwungmasse bewirkt Reaktionskräfte Reaktionskräfte richten Satelliten im All aus ohne das Treibstoff benötigt wird [Rei15] 22



23 Potenziale: Topologieoptimierung Anwendung von Softwarewerkzeugen Schritt 2: Bauraum festlegen Umgebungskonstruktion analysieren Maximalen Bauraum definieren Anbindungspunkte und Schnittstellen analysieren Einschränkungen definieren Verfügbaren Bauraum ableiten Verfügbarer Bauraum Maximaler Bauraum Einschränkung + = 23




24 Potenziale: Topologieoptimierung Anwendung von Softwarewerkzeugen Schritt 3: Geometrie berechnen Iterationsschleife: FEM-Berechnung Entnahme von Material-Bereichen, in denen geringe Spannungen anliegen Neubeginn der Iterationsschleife Ende: Definierte Grenzen (Verformung oder Spannung) sind erreicht [Rei15] 24




25 Potenziale: Topologieoptimierung Anwendung von Softwarewerkzeugen Schritt 4: Aufbereiten des FEM-Ergebnisses FE-Gitter als Polygon-Modell Überführung in Voxel-Modell Details löschen und Glätten Gitter glätten Überführung in Nurbs-Modell Kombination mit CAD-Elementen [Rei15] 25

")
: Frästeil 845,59 SLM Teil 511,57")
26 Potenziale: Topologieoptimierung Beispiel Bracket Anschluss für Dämpfer Anschluss für Tragstruktur Gefertigt mit Laserschmelzen Nachbearbeitet im Bereich der Schnittstellen Bauteilgewicht Frästeil 29,98 g SLM Teil 16,13 g (-46,2 %) Fertigungskosten Frästeil 66,11 SLM Teil 92,19 (+39,47 %) Betriebskosten (10 Jahre): Frästeil 845,59 SLM Teil 511,57 (-39,50 %) 26
 gefüllt mit Pulverpartikeln")


27 Potenziale: Funktionsintegration Dämpfung Hohlräume im Bauteil (Primärmasse) gefüllt mit Pulverpartikeln (Sekundärmasse) Dissipation der kinetischen Energie durch: Reibung Partikel - Partikel Reibung Partikel - Wand Stöße Partikel - Partikel Stöße Partikel -Wand Plastische Verformung infolge der Stöße Partikel-Partikel-Stoß Partikel-Wand-Stoß 27
28 Potenziale: Gestalterische Freiheit Wirtschaftliche Aspekte Zerlegung dreidimensionaler fertigungstechnischer Herausforderungen in zweidimensionale Gestalt der Bauteilschichten beeinflusst Fertigungskosten nur gering Entkopplung der Stückkosten von der Bauteilkomplexität Anwendung additiver Fertigungsverfahren bei komplexen Bauteilen [Ada15, Kad10, MHS+12, Zäh06] 28
Konstruktionsregeln für Additive Fertigungsverfahren
 für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
Funktionales Design für die Additive Fertigung Von der Funktion zum Wirkprinzip
 Funktionales Design für die Additive Fertigung Von der Funktion zum Wirkprinzip 21. Fachtagung Rapid Prototyping Dr.-Ing. Guido Adam 4. November 2016 Lemgo 1 Agenda Potentiale der additiven Fertigung Einfluss
Funktionales Design für die Additive Fertigung Von der Funktion zum Wirkprinzip 21. Fachtagung Rapid Prototyping Dr.-Ing. Guido Adam 4. November 2016 Lemgo 1 Agenda Potentiale der additiven Fertigung Einfluss
Möglichkeiten und Chancen. Möglichkeiten und Chancen additiver Fertigungsverfahren. Dr.-Ing. Eric Klemp. 5. Ostwestfälischer Innovationskongress
 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp 5. Ostwestfälischer Innovationskongress Dr. Eric Klemp - 30.10.2013 1 Agenda Die Entstehung des DMRC Die Technologie Forschung
Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp 5. Ostwestfälischer Innovationskongress Dr. Eric Klemp - 30.10.2013 1 Agenda Die Entstehung des DMRC Die Technologie Forschung
AM Technologien und deren Potentiale für den Maschinenbau. Dr.-Ing. Eric Klemp 1
 AM Technologien und deren Potentiale für den Maschinenbau Dr.-Ing. Eric Klemp 1 Agenda Kurzvorstellung DMRC Technologie Lasersintering Selective Laser Melting Fused Deposition Modelling Potentiale und
AM Technologien und deren Potentiale für den Maschinenbau Dr.-Ing. Eric Klemp 1 Agenda Kurzvorstellung DMRC Technologie Lasersintering Selective Laser Melting Fused Deposition Modelling Potentiale und
How far can you imagine?
 How far can you imagine? www.dmrc.de Dr. Eric Klemp - 03.12.2013 1 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp FORUM ZUKUNFTSVISION 3D-DRUCK Dr. Eric Klemp - 03.12.2013
How far can you imagine? www.dmrc.de Dr. Eric Klemp - 03.12.2013 1 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp FORUM ZUKUNFTSVISION 3D-DRUCK Dr. Eric Klemp - 03.12.2013
Designwettbewerb! Design eines zweckmäßigen und ausschließlich durch 3D-Druck herstellbaren Give Aways
 Designwettbewerb! Design eines zweckmäßigen und ausschließlich durch 3D-Druck herstellbaren Give Aways Preise: 1. Platz: 250 2. Platz: 150 3. Platz: 50 Beispiele: Schlüsselanhänger, Stifthalter, Visitenkartenhülle,
Designwettbewerb! Design eines zweckmäßigen und ausschließlich durch 3D-Druck herstellbaren Give Aways Preise: 1. Platz: 250 2. Platz: 150 3. Platz: 50 Beispiele: Schlüsselanhänger, Stifthalter, Visitenkartenhülle,
Selective Laser Melting - Additivtechnologie für neue Wege der Produktgestaltung
 1 Selective Laser Melting - Additivtechnologie für neue Wege der Produktgestaltung Univ.-Prof. Dr. Rudolf Pichler Institut für Fertigungstechnik Technische Universität Graz u www.tugraz.at 2 AGENDA Additive
1 Selective Laser Melting - Additivtechnologie für neue Wege der Produktgestaltung Univ.-Prof. Dr. Rudolf Pichler Institut für Fertigungstechnik Technische Universität Graz u www.tugraz.at 2 AGENDA Additive
DMRC. 3D-Druck in Entwicklung & Konstruktion. 22. Januar Dr.-Ing. Eric Klemp 1
 DMRC 3D-Druck in Entwicklung & Konstruktion 22. Januar 2014 Dr.-Ing. Eric Klemp 1 Agenda Das DMRC Technologie Selective Laser Melting Lasersintering Fused Deposition Modelling Anwendungen in Entwicklung
DMRC 3D-Druck in Entwicklung & Konstruktion 22. Januar 2014 Dr.-Ing. Eric Klemp 1 Agenda Das DMRC Technologie Selective Laser Melting Lasersintering Fused Deposition Modelling Anwendungen in Entwicklung
Vom CAD-Modell über die Simulation zum 3D-Druck und zurück. Simulationsansätze in einer, durch den 3D-Druck entfesselten, neuen Gestaltungsfreiheit.
 Vom CAD-Modell über die Simulation zum 3D-Druck und zurück. Simulationsansätze in einer, durch den 3D-Druck entfesselten, neuen Gestaltungsfreiheit. Ralf Prinz, 22. März 2016 INNEO Solutions GmbH Der 3D
Vom CAD-Modell über die Simulation zum 3D-Druck und zurück. Simulationsansätze in einer, durch den 3D-Druck entfesselten, neuen Gestaltungsfreiheit. Ralf Prinz, 22. März 2016 INNEO Solutions GmbH Der 3D
Innovation und Nachhaltigkeit durch e-manufacturing
 Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Handlungsfelder Additive Fertigungsverfahren. Dr.-Ing. Erik Marquardt VDI-Gesellschaft Produktion und Logistik
 Handlungsfelder Additive Fertigungsverfahren Dr.-Ing. Erik Marquardt VDI-Gesellschaft Produktion und Logistik 16.03.2017 1 / 16.03.2017 Agenda Wer nutzt additive Verfahren? Welche Gemeinsamkeiten haben
Handlungsfelder Additive Fertigungsverfahren Dr.-Ing. Erik Marquardt VDI-Gesellschaft Produktion und Logistik 16.03.2017 1 / 16.03.2017 Agenda Wer nutzt additive Verfahren? Welche Gemeinsamkeiten haben
InnovationsIMPULS 3D-Druck in der Praxis. Udo Gehrmann, Fertigungsleiter
 InnovationsIMPULS 3D-Druck in der Praxis Udo Gehrmann, Fertigungsleiter Agenda -Kurzvorstellung unseres Unternehmens -Erzeugung digitaler Daten -optische Messtechnik - Dateiformate -3D Druck in der Praxis
InnovationsIMPULS 3D-Druck in der Praxis Udo Gehrmann, Fertigungsleiter Agenda -Kurzvorstellung unseres Unternehmens -Erzeugung digitaler Daten -optische Messtechnik - Dateiformate -3D Druck in der Praxis
3D Druck. (R)evolution für die Wirtschaft? Tommy Schafran (M.Eng.) Hamburg, 15.Oktober 2016
evolution für die Wirtschaft? Tommy Schafran (M.Eng.) Hamburg, 15.Oktober 2016") 3D Druck (R)evolution für die Wirtschaft? Tommy Schafran (M.Eng.) Hamburg, 15.Oktober 2016 Effizienz Effektivität Effizient oder Effektiv? Effizienz: Die Dinge richtig tun Effektivität: Die richtigen Dinge
3D Druck (R)evolution für die Wirtschaft? Tommy Schafran (M.Eng.) Hamburg, 15.Oktober 2016 Effizienz Effektivität Effizient oder Effektiv? Effizienz: Die Dinge richtig tun Effektivität: Die richtigen Dinge
Der 3D-Druck. Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick
 Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Additive Manufacturing - Verfahren und Anwendungen
 Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
3D-Druck. Aktueller Stand der Technik. Anforderungen. Umsetzung
 3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Einführung in den 3D-Druck Grundlagen, Verfahren, Begriffe
 Einführung in den 3D-Druck Grundlagen, Verfahren, Begriffe : Chancen und Herausforderungen durch 3D-Druck 16.03.2017, Ludwigshafen am Rhein www.uni-kl.de/kima 1 Gliederung Lehrstuhl Begrifflichkeiten Verfahren,
Einführung in den 3D-Druck Grundlagen, Verfahren, Begriffe : Chancen und Herausforderungen durch 3D-Druck 16.03.2017, Ludwigshafen am Rhein www.uni-kl.de/kima 1 Gliederung Lehrstuhl Begrifflichkeiten Verfahren,
Generative Fertigung von Endprodukten
 Fachvortrag im Rahmen des 4. Lübecker Werkstofftages, IHK zu Lübeck Generative Fertigung von Endprodukten Institut für CIM-Technologietransfer der Fachhochschule Kiel email: thomas.abraham@fh-kiel.de homepage:
Fachvortrag im Rahmen des 4. Lübecker Werkstofftages, IHK zu Lübeck Generative Fertigung von Endprodukten Institut für CIM-Technologietransfer der Fachhochschule Kiel email: thomas.abraham@fh-kiel.de homepage:
Additive Fertigung auf dem Weg in die Produktion
 Additive Fertigung auf dem Weg in die Produktion Erfolgsbeispiele Hemmnisse & Chancen Prof. Dr.-Ing. habil. Gerd Witt Dipl.-Ing. Tobias Grimm Agenda Eine kurze Einführung in die additive Fertigungstechnik
Additive Fertigung auf dem Weg in die Produktion Erfolgsbeispiele Hemmnisse & Chancen Prof. Dr.-Ing. habil. Gerd Witt Dipl.-Ing. Tobias Grimm Agenda Eine kurze Einführung in die additive Fertigungstechnik
Gestalterische Möglichkeiten und Grenzen mit der Fused Deposition Modeling (FDM)
") Gestalterische Möglichkeiten und Grenzen mit der Fused Deposition Modeling (FDM) Prof. Dr.-Ing. Sung-Won Choi, FH Lübeck Agenda FACHHOCHSCHULE LÜBECK AUSWIRKUNG AUF DIE PRODUKTENTWICKLUNG? EINFLUSSGRÖSSEN
Gestalterische Möglichkeiten und Grenzen mit der Fused Deposition Modeling (FDM) Prof. Dr.-Ing. Sung-Won Choi, FH Lübeck Agenda FACHHOCHSCHULE LÜBECK AUSWIRKUNG AUF DIE PRODUKTENTWICKLUNG? EINFLUSSGRÖSSEN
NEWSLETTER Update April 2015
 Concept Tool NEWSLETTER Update April 2015 Product Development Group Zurich Produktentwicklungsgruppe Zürich Mit dem Ziel, die noch unausgeschöpften Möglickeiten der Additiven Fertigung (AM) aufzuzeigen,
Concept Tool NEWSLETTER Update April 2015 Product Development Group Zurich Produktentwicklungsgruppe Zürich Mit dem Ziel, die noch unausgeschöpften Möglickeiten der Additiven Fertigung (AM) aufzuzeigen,
Kunststoffteile additiv gefertigt Die Wahrheit!
 Kunststoffteile additiv gefertigt Die Wahrheit! Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck Additive Manufacturing Rapid Prototyping Hoferbad 12 9050 Appenzell
Kunststoffteile additiv gefertigt Die Wahrheit! Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck Additive Manufacturing Rapid Prototyping Hoferbad 12 9050 Appenzell
Materialdatenblatt - FlexLine. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
2 Einordnung und Begriffsbestimmung
 Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
Additive Fertigung von Metallbauteilen:
 Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
15. CADFEM FORUM SIMULATION & ADDITIVE FERTIGUNG
 15. CADFEM FORUM SIMULATION & ADDITIVE FERTIGUNG IM RAHMEN DER CADFEM ANSYS SIMULATION CONFERENCE 2016 Mit Impulsvorträgen u. a. von Liebherr-Aerospace, SCHUNK, DLR, Airbus, Karl Leibinger Medizintechnik
15. CADFEM FORUM SIMULATION & ADDITIVE FERTIGUNG IM RAHMEN DER CADFEM ANSYS SIMULATION CONFERENCE 2016 Mit Impulsvorträgen u. a. von Liebherr-Aerospace, SCHUNK, DLR, Airbus, Karl Leibinger Medizintechnik
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Full-Service Engineering. www.hofmann-innovation.com
 Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK
 ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
Identifizierung geeigneter Bauteile für die additive Fertigung
 Identifizierung geeigneter Bauteile für die additive Fertigung Am Beispiel der Ersatzteilversorgung für Investitionsgüter Additive Fertigung: Chancen und Herausforderungen durch 3D-Druck 16.03.2017, Ludwigshafen
Identifizierung geeigneter Bauteile für die additive Fertigung Am Beispiel der Ersatzteilversorgung für Investitionsgüter Additive Fertigung: Chancen und Herausforderungen durch 3D-Druck 16.03.2017, Ludwigshafen
Die Finite-Elemente-Methode. Anwendungsbereiche Soft- und Hardwarevoraussetzungen Programmierbarkeit
 Die Finite-Elemente-Methode Anwendungsbereiche Soft- und Hardwarevoraussetzungen Programmierbarkeit Inhalt Die Finite-Elemente-Methode Was ist das und wofür? Die Idee mit den Elementen Anwendung der FEM
Die Finite-Elemente-Methode Anwendungsbereiche Soft- und Hardwarevoraussetzungen Programmierbarkeit Inhalt Die Finite-Elemente-Methode Was ist das und wofür? Die Idee mit den Elementen Anwendung der FEM
Topologieoptimierung und additive Fertigung in der Produktentwicklung für die Nutzfahrzeugtechnik
 Topologieoptimierung und additive Fertigung in der Produktentwicklung für die Nutzfahrzeugtechnik 10. Altair Anwendertreffen für Hochschulen Böblingen, 7. März 2016 Karsten Hilbert, Maximilian Ley, Mathias
Topologieoptimierung und additive Fertigung in der Produktentwicklung für die Nutzfahrzeugtechnik 10. Altair Anwendertreffen für Hochschulen Böblingen, 7. März 2016 Karsten Hilbert, Maximilian Ley, Mathias
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren
 Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Additive Manufacturing im Produktionsalltag Entwicklung, Fertigung und Einsatz im Alltag. SLS-Technologie Beispiele für Kunststoff
 Additive Manufacturing im Produktionsalltag Entwicklung, Fertigung und Einsatz im Alltag Welche Rolle spielt AM für den Maschinenbauer SLS-Technologie Beispiele für Kunststoff 1 Was ist Prototyping? Herstellung
Additive Manufacturing im Produktionsalltag Entwicklung, Fertigung und Einsatz im Alltag Welche Rolle spielt AM für den Maschinenbauer SLS-Technologie Beispiele für Kunststoff 1 Was ist Prototyping? Herstellung
Additive Manufacturing in der Industrie. Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing
 Additive Manufacturing in der Industrie Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing VDMA VDMA Rainer Gebhardt Seite 2 März 2015 - Vorstellung der Technologien - Argumente - Arbeitsgemeinschaft
Additive Manufacturing in der Industrie Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing VDMA VDMA Rainer Gebhardt Seite 2 März 2015 - Vorstellung der Technologien - Argumente - Arbeitsgemeinschaft
Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing)
") Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing) Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering + Design erstellen kosteneffizient Musterteile ab 3D CAD oder 3D Scan
Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing) Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering + Design erstellen kosteneffizient Musterteile ab 3D CAD oder 3D Scan
Anwendung stochastischer und geometrischer Analysen zur systematischen Robustheitsuntersuchung im Strukturcrash
 Anwendung stochastischer und geometrischer Analysen zur systematischen Robustheitsuntersuchung im Strukturcrash D. Weigert, Prof. F. Duddeck (TU München); S. Brack, Dr. H. Schluder (AUDI AG) DYNAmore GmbH,
Anwendung stochastischer und geometrischer Analysen zur systematischen Robustheitsuntersuchung im Strukturcrash D. Weigert, Prof. F. Duddeck (TU München); S. Brack, Dr. H. Schluder (AUDI AG) DYNAmore GmbH,
Vom Prototyping zum E-Manufacturing SLS-Technologie Beispiele in Metall und Kunststoff Ronald Hopp, Initial
 Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Integration von Elektronik im 3D-Druck. Yannic Köster
 Integration von Elektronik im 3D-Druck Yannic Köster 6.7.2016 1 Gliederung Allgemeines Materialien Verfahren FDM Ink Jetting Aerosol Jetting FEAM SLM 3-Dimensionale Leitungen Vergleich mit herkömmlicher
Integration von Elektronik im 3D-Druck Yannic Köster 6.7.2016 1 Gliederung Allgemeines Materialien Verfahren FDM Ink Jetting Aerosol Jetting FEAM SLM 3-Dimensionale Leitungen Vergleich mit herkömmlicher
3 D-Druck für industrielle Anwendungen
 3 D-Druck für industrielle Anwendungen Die Technik entwickelt sich immer mehr vom Primitiven über das Komplizierte zum Einfachen. Antoine de Saint-Exupéry 1 StaeGi Engineering Entwicklung Handel Fokus
3 D-Druck für industrielle Anwendungen Die Technik entwickelt sich immer mehr vom Primitiven über das Komplizierte zum Einfachen. Antoine de Saint-Exupéry 1 StaeGi Engineering Entwicklung Handel Fokus
Emissionen aus additiven Fertigungsanlagen 3D-Druck. Dr. R. Beisser, Ludger Hohenberger 6. St. Augustiner Expertentreff Gefahrstoffe
 Emissionen aus additiven Fertigungsanlagen 3D-Druck Dr. R. Beisser, Ludger Hohenberger 6. St. Augustiner Expertentreff Gefahrstoffe Was sind additive Verfahren? Alle Herstellungsverfahren, bei denen der
Emissionen aus additiven Fertigungsanlagen 3D-Druck Dr. R. Beisser, Ludger Hohenberger 6. St. Augustiner Expertentreff Gefahrstoffe Was sind additive Verfahren? Alle Herstellungsverfahren, bei denen der
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer. Eberhard Lutz / Bereichsleiter freeformer
 Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Herstellung von Prototypen aus Metallen und Kunststoffen
 Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
1 EINLEITUNG 1 2 TECHNOLOGIE 23
 IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
1 Einleitung Definition zentraler Begriffe... 11
 IX Kurzfassung... V Abstract... VII Inhaltsverzeichnis... IX Abkürzungen... XV Formelzeichen... XVII Abbildungsverzeichnis... XXV Tabellenverzeichnis... XXIX 1 Einleitung... 1 1.1 Nachhaltigkeit der Megatrend...
IX Kurzfassung... V Abstract... VII Inhaltsverzeichnis... IX Abkürzungen... XV Formelzeichen... XVII Abbildungsverzeichnis... XXV Tabellenverzeichnis... XXIX 1 Einleitung... 1 1.1 Nachhaltigkeit der Megatrend...
Additive Manufacturing Ein neuer Erfolgsfaktor für den Maschinenbau in Entwicklung und Produktion
 Ein neuer Erfolgsfaktor für den Maschinenbau in Entwicklung und Produktion Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing, VDMA VDMA - Symposium Additive Manufacturing für den Maschinenbau
Ein neuer Erfolgsfaktor für den Maschinenbau in Entwicklung und Produktion Rainer Gebhardt Arbeitsgemeinschaft Additive Manufacturing, VDMA VDMA - Symposium Additive Manufacturing für den Maschinenbau
3D Printing Technologie Verfahrensüberblick
 3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
Vergleich generativer Fertigungsverfahren zur Auswahl eines 3D-Druck- Systems für die Herstellung von kunststoffbasierten Prototypen
 Technik Robert Komorowsky Vergleich generativer Fertigungsverfahren zur Auswahl eines 3D-Druck- Systems für die Herstellung von kunststoffbasierten Prototypen Bachelorarbeit Bibliografische Information
Technik Robert Komorowsky Vergleich generativer Fertigungsverfahren zur Auswahl eines 3D-Druck- Systems für die Herstellung von kunststoffbasierten Prototypen Bachelorarbeit Bibliografische Information
3. TechnologieDialog Südwestfalen
 3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
Von der Idee zum Produkt
 Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Rapid Manufacturing Neue Herausforderungen für generative Fertigungsverfahren
 Rapid Manufacturing Neue Herausforderungen für generative Fertigungsverfahren Dipl.-Ing. Jens Hoffmann Einleitung In den achtziger Jahren des letzten Jahrhunderts begann die stürmische Entwicklung neuer
Rapid Manufacturing Neue Herausforderungen für generative Fertigungsverfahren Dipl.-Ing. Jens Hoffmann Einleitung In den achtziger Jahren des letzten Jahrhunderts begann die stürmische Entwicklung neuer
Kompetenzzentrum Additive Fertigungsverfahren
 Quelle: http://imageshack.us/photo/my-images/167/44borstenstylefj7.jpg/ Kompetenzzentrum Additive Fertigungsverfahren Stéphanie Baumann 9. Kunden-Erfahrungsaustausch, 20. September 2012 Additive Fertigungsverfahren
Quelle: http://imageshack.us/photo/my-images/167/44borstenstylefj7.jpg/ Kompetenzzentrum Additive Fertigungsverfahren Stéphanie Baumann 9. Kunden-Erfahrungsaustausch, 20. September 2012 Additive Fertigungsverfahren
Konstruieren mit Guss:
 Konstruieren mit Guss: Innovation durch freie Gestaltungsmöglichkeiten Aus der Praxis für die Praxis Der BDG bietet Ihnen Unterstützung zum Thema Konstruieren mit Guss an. Gerne ergänzen wir Ihre Lehre
Konstruieren mit Guss: Innovation durch freie Gestaltungsmöglichkeiten Aus der Praxis für die Praxis Der BDG bietet Ihnen Unterstützung zum Thema Konstruieren mit Guss an. Gerne ergänzen wir Ihre Lehre
Initiative VDI und DVS
 Initiative VDI und DVS Treffpunkt der Rapid Manufacturing Community Bringen Sie die additiven Fertigungsverfahren mit uns voran Quelle: RTC Duisburg, Fotograf: Ralf Schneider, rasch.multimedia VDI-Gesellschaft
Initiative VDI und DVS Treffpunkt der Rapid Manufacturing Community Bringen Sie die additiven Fertigungsverfahren mit uns voran Quelle: RTC Duisburg, Fotograf: Ralf Schneider, rasch.multimedia VDI-Gesellschaft
CAE, 1.3 Übersicht Computerunterstützte Produktentwicklung
 1 Einleitung und Übersicht 1.1 Begrüßung 1.2 Aktuelle Marktstudie PLM-, CAD-, CAE-Systeme 1.3 Übersicht CAE (Computerunterstützte Produktentwicklung) 1 2 Die Finite Elemente Methode 2.1 Das Prinzip der
1 Einleitung und Übersicht 1.1 Begrüßung 1.2 Aktuelle Marktstudie PLM-, CAD-, CAE-Systeme 1.3 Übersicht CAE (Computerunterstützte Produktentwicklung) 1 2 Die Finite Elemente Methode 2.1 Das Prinzip der
LEICHTBAU. Additive. Manufacturing
 LEICHTBAU AM Additive Manufacturing Das Verfahren ELiSE AM: zur Auslegung von Additive Manufacturing Bauteilen Das Potenzial von ELiSE AM zeigen wir Ihnen am Beispiel des innovativen Faltrades Bionic Bike.
LEICHTBAU AM Additive Manufacturing Das Verfahren ELiSE AM: zur Auslegung von Additive Manufacturing Bauteilen Das Potenzial von ELiSE AM zeigen wir Ihnen am Beispiel des innovativen Faltrades Bionic Bike.
Fertigungstechnologie für Serienprodukte eine Standortbestimmung. Was ist Additive Fertigung (AM)? Powder coater
? Powder coater") Additive Fertigung Fertigungstechnologie für Serienprodukte eine Standortbestimmung Prof. Dr.-Ing. Mirko Meboldt 2 Was ist Additive Fertigung (AM)? Vielzahl von Verfahren, grösste Bedeutung für den Maschinenbau
Additive Fertigung Fertigungstechnologie für Serienprodukte eine Standortbestimmung Prof. Dr.-Ing. Mirko Meboldt 2 Was ist Additive Fertigung (AM)? Vielzahl von Verfahren, grösste Bedeutung für den Maschinenbau
3D-Laser im Überblick
 3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
Materialdatenblatt - FlexLine. EOS MaragingSteel MS1. Beschreibung
 EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
EOS MaragingSteel MS1 EOS MaragingSteel MS1 ist ein Stahlpulver, welches speziell für die Verarbeitung in EOS M- Systemen optimiert wurde. Dieses Dokument bietet Informationen und Daten für Bauteile, die
Rapid Prototyping - Verfahren und Anwendungen
 Rapid Prototyping - Verfahren und Anwendungen Funktionsweisen verschiedener Rapid Prototyping Verfahren und ausgewählte Beispiele zu deren Anwendungsmöglichkeiten Prof. Dr.-Ing. Dirk Hennigs / Rapid Prototyping
Rapid Prototyping - Verfahren und Anwendungen Funktionsweisen verschiedener Rapid Prototyping Verfahren und ausgewählte Beispiele zu deren Anwendungsmöglichkeiten Prof. Dr.-Ing. Dirk Hennigs / Rapid Prototyping
3D Druck mehr als Spielerei? Trends, Potentiale, Verfahren im Detail, praxisnahe Anwendungen 05.03.16
 3D Druck mehr als Spielerei? Trends, Potentiale, Verfahren im Detail, praxisnahe Anwendungen Dr.-Ing. Eric Klemp 1 Agenda Das DMRC Die Technologie(n) Lasersintering Selective Laser Melting Fused Deposition
3D Druck mehr als Spielerei? Trends, Potentiale, Verfahren im Detail, praxisnahe Anwendungen Dr.-Ing. Eric Klemp 1 Agenda Das DMRC Die Technologie(n) Lasersintering Selective Laser Melting Fused Deposition
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht!
 Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Additive Fertigung Möglichkeiten und Chancen. 10. Juli 2014, Bremen. Fraunhofer IFAM, Bremen. Additive Fertigung - Möglichkeiten und Chancen
 Fraunhofer IFAM, Bremen Additive Fertigung Möglichkeiten und Chancen 1 Inhalt Additive Fertigung Einführung und Begriffe Die Technik dahinter Paradigmenwechsel: Funktionszentrierte Konstruktion Anwendungsbeispiele
Fraunhofer IFAM, Bremen Additive Fertigung Möglichkeiten und Chancen 1 Inhalt Additive Fertigung Einführung und Begriffe Die Technik dahinter Paradigmenwechsel: Funktionszentrierte Konstruktion Anwendungsbeispiele
Materialdatenblatt. EOS StainlessSteel PH1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
Moderne Technologien zur Gussteilherstellung für den Maschinen- und Werkzeugbau
 Startseite Moderne Technologien zur Gussteilherstellung für den Maschinen- und Werkzeugbau Dr. J. Jahn / Dr. Kant Machinenbau-Unternehmen Gegenwärtige Situation in Maschinenbauunternehmen Maschinenbauunternehmen
Startseite Moderne Technologien zur Gussteilherstellung für den Maschinen- und Werkzeugbau Dr. J. Jahn / Dr. Kant Machinenbau-Unternehmen Gegenwärtige Situation in Maschinenbauunternehmen Maschinenbauunternehmen
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt
 Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Hot Lithography Materialrevolution im Kunststoff 3D-Druck
 Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
CAD-FEM-MKS, CAD FEM MKS. von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell
 CAD-FEM-MKS, 24.11.16 CAD FEM MKS von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell der erste Schritt zum digitalen Zwilling im Rahmen von Industrie 4.0 Bocholt,
CAD-FEM-MKS, 24.11.16 CAD FEM MKS von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell der erste Schritt zum digitalen Zwilling im Rahmen von Industrie 4.0 Bocholt,
Drehpendel. Praktikumsversuch am Gruppe: 3. Thomas Himmelbauer Daniel Weiss
 Drehpendel Praktikumsversuch am 10.11.2010 Gruppe: 3 Thomas Himmelbauer Daniel Weiss Abgegeben am: 17.11.2010 Inhaltsverzeichnis 1 Einleitung 2 2 Versuchsaufbau 2 3 Eigenfrequenzbestimmung 2 4 Dämpfungsdekrementbestimmung
Drehpendel Praktikumsversuch am 10.11.2010 Gruppe: 3 Thomas Himmelbauer Daniel Weiss Abgegeben am: 17.11.2010 Inhaltsverzeichnis 1 Einleitung 2 2 Versuchsaufbau 2 3 Eigenfrequenzbestimmung 2 4 Dämpfungsdekrementbestimmung
Wer aufhört, besser zu werden, hat aufgehört, gut zu sein.
 Wer aufhört, besser zu werden, hat aufgehört, gut zu sein. Strategic Competitive Advantages by Selective Laser Melting (SLM) Selective Laser Melting als Wettbewerbsvorteil Überblick Problem am Produkt
Wer aufhört, besser zu werden, hat aufgehört, gut zu sein. Strategic Competitive Advantages by Selective Laser Melting (SLM) Selective Laser Melting als Wettbewerbsvorteil Überblick Problem am Produkt
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH
 RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess
 Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
3D-Druck - So produzieren wir Morgen (Praxisbeispiele) Produkte von Morgen schon heute
 Produkte von Morgen schon heute") 3D-Druck - So produzieren wir Morgen (Praxisbeispiele) Produkte von Morgen schon heute 14.11.2014 Mattias-Manuel Speckle Festo AG & Co. KG Direct Modelling and Manufacturing 1 Agenda Vorstellung Festo
3D-Druck - So produzieren wir Morgen (Praxisbeispiele) Produkte von Morgen schon heute 14.11.2014 Mattias-Manuel Speckle Festo AG & Co. KG Direct Modelling and Manufacturing 1 Agenda Vorstellung Festo
Überzeugende Aktivitäten von
 Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Industrieller Einsatz additiver Fertigungsverfahren bei Phoenix Contact. Clemens Boesen
 Industrieller Einsatz additiver Fertigungsverfahren bei Phoenix Contact Clemens Boesen Struktur Phoenix Contact Das Unternehmen Der Werkzeugbau bei Phoenix Contact im Wandel der Zeit Rapid Prototyping
Industrieller Einsatz additiver Fertigungsverfahren bei Phoenix Contact Clemens Boesen Struktur Phoenix Contact Das Unternehmen Der Werkzeugbau bei Phoenix Contact im Wandel der Zeit Rapid Prototyping
Additive Fertigungstechnologien
 Additive Fertigungstechnologien 09.06.2016 www.3yourmind.com facebook.com/3yourmind @3yourmind Agenda Kurzvorstellung 3YOURMIND GmbH Übersicht 3D-Druck-Materialien und -Verfahren Herausforderungen im 3D-Druck
Additive Fertigungstechnologien 09.06.2016 www.3yourmind.com facebook.com/3yourmind @3yourmind Agenda Kurzvorstellung 3YOURMIND GmbH Übersicht 3D-Druck-Materialien und -Verfahren Herausforderungen im 3D-Druck
Grundlagen des CAE/CAD
 Grundlagen des CAE/CAD Vorlesung für Bachelor of Science Computational Engineering 10. Vorlesung: Prozessketten CAD-CFD, CAD-RPT CAE/CAD CM Folie 1 Inhaltsübersicht Vorlesung Datum Themen 01. Vorlesung
Grundlagen des CAE/CAD Vorlesung für Bachelor of Science Computational Engineering 10. Vorlesung: Prozessketten CAD-CFD, CAD-RPT CAE/CAD CM Folie 1 Inhaltsübersicht Vorlesung Datum Themen 01. Vorlesung
Inhalt: 1. Ausgangssituation Seite 1 2. Kurzübersicht Seite 2-5 3. Gesamtübersicht Seite 6-16 4. Anhang Seite 17-19
 Design Guidelines for Rapid Prototyping Konstruktionsrichtlinie für ein fertigungsgerechtes Gestalten anhand des used Deposition Modeling mit Dimension SST 768 Labor für Strukturmechanik und Konstruktion
Design Guidelines for Rapid Prototyping Konstruktionsrichtlinie für ein fertigungsgerechtes Gestalten anhand des used Deposition Modeling mit Dimension SST 768 Labor für Strukturmechanik und Konstruktion
Vorwort. 1 Druckgusslegierungen und ihre Eigenschaften 3. 1.1 Aluminiumdruckgusslegierungen 4. 1.2 Magnesiumdruckgusslegierungen 8
 Inhaltsverzeichnis IX Inhaltsverzeichnis Vorwort Einleitung V XXIII 1 Druckgusslegierungen und ihre Eigenschaften 3 1.1 Aluminiumdruckgusslegierungen 4 1.2 Magnesiumdruckgusslegierungen 8 1.3 Kupferdruckgusslegierungen
Inhaltsverzeichnis IX Inhaltsverzeichnis Vorwort Einleitung V XXIII 1 Druckgusslegierungen und ihre Eigenschaften 3 1.1 Aluminiumdruckgusslegierungen 4 1.2 Magnesiumdruckgusslegierungen 8 1.3 Kupferdruckgusslegierungen
Zeichnungssatz. Der Zeichnungssatz eines Produktes / Baugruppe besteht aus:
 Zeichnungssatz Der Zeichnungssatz eines Produktes / Baugruppe besteht aus: Haupt- oder Gesamtzeichnung (ZZ) ist für Gesamtübersicht sowie Montage dringend erforderlich stellt die Lage aller vorhandenen
Zeichnungssatz Der Zeichnungssatz eines Produktes / Baugruppe besteht aus: Haupt- oder Gesamtzeichnung (ZZ) ist für Gesamtübersicht sowie Montage dringend erforderlich stellt die Lage aller vorhandenen
11. Coachulting Forum. 11. März 2015 Quadrium, Wernau. Mit dem Arburg Freeformer auf dem Weg zur Kleinserie. Andreas Kleinfeld
 11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
Motivation u. Trends in der Fertigungstechnik
 Lehrstuhl für Umformtechnik Department Product Engineering Selektives Laserschmelzen Potentiale und Herausforderungen Bruno Buchmayr we are forming the FUTURE... Montanuniversität Leoben Bruno.Buchmayr@unileoben.ac.at
Lehrstuhl für Umformtechnik Department Product Engineering Selektives Laserschmelzen Potentiale und Herausforderungen Bruno Buchmayr we are forming the FUTURE... Montanuniversität Leoben Bruno.Buchmayr@unileoben.ac.at
Bionik Wirtschaftszentrum. Bionische Optimierung bei der Konstruktion technischer Bauteile in der Automobilindustrie
 Bionik Wirtschaftszentrum B-I-C Bremen, BIOKON, IBZ, Kompetenznetz Biomimetrik, VDI, DBU 8. und 9. April 2008, Osnabrück Bionische Optimierung bei der Konstruktion technischer Bauteile in der Automobilindustrie
Bionik Wirtschaftszentrum B-I-C Bremen, BIOKON, IBZ, Kompetenznetz Biomimetrik, VDI, DBU 8. und 9. April 2008, Osnabrück Bionische Optimierung bei der Konstruktion technischer Bauteile in der Automobilindustrie
Herzlich Willkommen!
 Herzlich Willkommen! 3D-Druck wird jeder zum Produzenten? Zukunftswerkstatt 11. November 2015 Schlagzeilen Waffen aus dem 3D-Drucker Drucken Sie sich eine Pizza Jeder wird zum Produzenten Was ist 3D-Druck?
Herzlich Willkommen! 3D-Druck wird jeder zum Produzenten? Zukunftswerkstatt 11. November 2015 Schlagzeilen Waffen aus dem 3D-Drucker Drucken Sie sich eine Pizza Jeder wird zum Produzenten Was ist 3D-Druck?
Echtzeitfähige energiesensitive Maschinensimulation
 Echtzeitfähige energiesensitive Maschinensimulation Dipl.-Ing. Marco Witt Technische Universität Chemnitz Institut für Werkzeugmaschinen und Produktionsprozesse Professur für Werkzeugmaschinen und Umformtechnik
Echtzeitfähige energiesensitive Maschinensimulation Dipl.-Ing. Marco Witt Technische Universität Chemnitz Institut für Werkzeugmaschinen und Produktionsprozesse Professur für Werkzeugmaschinen und Umformtechnik
3D-Druck Impulsreferat
 Impulsreferat Lehrstuhl für Wirtschaftsinformatik und Systementwicklung Julius-Maximilians-Universität Würzburg Netzwerktreffen Würzburg, 26. Januar 2015 Wird die Welt verändern? Quelle: The Economist
Impulsreferat Lehrstuhl für Wirtschaftsinformatik und Systementwicklung Julius-Maximilians-Universität Würzburg Netzwerktreffen Würzburg, 26. Januar 2015 Wird die Welt verändern? Quelle: The Economist
Kompetent in Feuer und Stahl
 Kompetent in Feuer und Stahl Erkennen Entwickeln Fertigen Bei der Ammann AG sind Sie gut aufgehoben, denn wir begleiten Ihr Produkt bis zur Marktreife. Die Verarbeitung von Stahl und anderen Metallen ist
Kompetent in Feuer und Stahl Erkennen Entwickeln Fertigen Bei der Ammann AG sind Sie gut aufgehoben, denn wir begleiten Ihr Produkt bis zur Marktreife. Die Verarbeitung von Stahl und anderen Metallen ist
e-manufacturing Lösungen Kunststoff- und Metallwerkstoffe für die Additive Fertigung
 e-manufacturing Lösungen Kunststoff- und Metallwerkstoffe für die Additive Fertigung Systeme mit System Integrierte Lösungen Für Ihr bestmögliches Ergebnis haben wir immer das große Ganze im Blick. Deshalb
e-manufacturing Lösungen Kunststoff- und Metallwerkstoffe für die Additive Fertigung Systeme mit System Integrierte Lösungen Für Ihr bestmögliches Ergebnis haben wir immer das große Ganze im Blick. Deshalb
Lassen Sie uns miteinander reden!
 Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
WELCOME TO THE HOME OF 3D PRINTING NEUE LÖSUNGEN IN DER ADDITIVEN FERTIGUNG MIT KUNSTSTOFFEN VON STRATASYS
 WELCOME TO THE HOME OF 3D PRINTING NEUE LÖSUNGEN IN DER ADDITIVEN FERTIGUNG MIT KUNSTSTOFFEN VON STRATASYS Professional 3D-Printing Forum auf der Prodex/Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
WELCOME TO THE HOME OF 3D PRINTING NEUE LÖSUNGEN IN DER ADDITIVEN FERTIGUNG MIT KUNSTSTOFFEN VON STRATASYS Professional 3D-Printing Forum auf der Prodex/Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
Funktionalisierte Düsen für die Materialbearbeitung
 Funktionalisierte Düsen für die Materialbearbeitung Stefan Lorenz, Stefan Ulrich, Thomas Ebersbach, Steffen Thomas, Marco Müller, Sabine Sändig, Simon Jahn Gliederung Gasdüsen in der Lasermaterialbearbeitung
Funktionalisierte Düsen für die Materialbearbeitung Stefan Lorenz, Stefan Ulrich, Thomas Ebersbach, Steffen Thomas, Marco Müller, Sabine Sändig, Simon Jahn Gliederung Gasdüsen in der Lasermaterialbearbeitung
Krause DiMaTec Wieso? Weshalb? Warum?
 Krause DiMaTec Wieso? Weshalb? Warum? Entwicklung in den letzten 24 Monaten Strategietagung, Paderborn Krause DiMaTec Wieso? Weshalb? Warum? HorstmannGroup 3D-Druck und Beispiele Herausforderungen Krause
Krause DiMaTec Wieso? Weshalb? Warum? Entwicklung in den letzten 24 Monaten Strategietagung, Paderborn Krause DiMaTec Wieso? Weshalb? Warum? HorstmannGroup 3D-Druck und Beispiele Herausforderungen Krause
WELCOME TO THE HOME OF 3D PRINTING. Neue Lösungen in der additiven Fertigung mit Kunststoffen von Stratasys
 WELCOME TO THE HOME OF 3D PRINTING Neue Lösungen in der additiven Fertigung mit Kunststoffen von Stratasys Professional 3D-Printing Forum auf der Prodex/ Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
WELCOME TO THE HOME OF 3D PRINTING Neue Lösungen in der additiven Fertigung mit Kunststoffen von Stratasys Professional 3D-Printing Forum auf der Prodex/ Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
Materialdatenblatt. EOS StainlessSteel PH1 für EOS M 290. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung