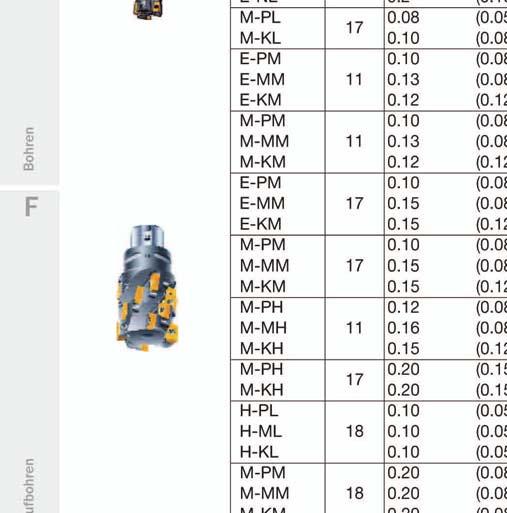
FRÄSEN CoroMill 390 D 24. Größe Wendeschneidplatte -11 mm. Größe Wendeschneidplatte -17 und 18 mm. 15,7 mm (0,618 Zoll) 10 mm (0,394 Zoll)
|
|
|
- David Feld
- vor 6 Jahren
- Abrufe
Transkript




1 CoroMill 390 Größe Wendeschneidplatte -11 mm Größe Wendeschneidplatte -17 und 18 mm 10 mm (0,394 Zoll) 15,7 mm (0,618 Zoll) Empfohlene Teilung: Plattengröße -11 und -17 mm Empfohlene Teilung: Plattengröße -18 mm D 24





2 CoroMill 390 Coromant Capto in Übermaß- Ausführung für mehr Freiraum Geometrien: Bedingung: Leichte Schneidwirkung Mittlere Bearbeitung Hohe Sicherheit ISO Anwendungsbereiche: Mögliche, Radiuswendeplatten Werkzeugoptionen speziell entwickelt entsprechend den Kundenanforderungen. Für Information über unser Tailor-Made-Programm, siehe Seite J3 D 25



3
4 Schnittdaten ISO P GC N/mm 2 HB mc Stahl Unlegiert P1.1.Z.AN 01.1 C = 0,1 0,25% P1.2.Z.AN 01.2 C = 0,25 0,55% P1.3.Z.AN 01.3 C = 0,55 0,80% P1.3.Z.AN P1.3.Z.HT Niedriglegiert (Legierungsanteile 5%) P2.1.Z.AN 02.1 Nicht gehärtet P2.5.Z.HT 02.2 Vergütet Hochlegiert (Legierungsanteile > 5%) P3.0.Z.AN Geglüht P3.1.Z.AN Gehärteter Werkzeugstahl P3.0.Z.HT P3.0.Z.HT Stahlguss P1.5.C.UT 06.1 Unlegiert P2.6.C.UT 06.2 Niedriglegiert (Legierungsanteile 5%) P3.0.C.UT 06.3 Hochlegiert (Legierungsanteile > 5%) ISO M GC N/mm 2 HB mc Rostfreier Stahl Ferritisch/martensitisch P5.0.Z.AN Nicht gehärtet P5.0.Z.PH PH-gehärtet P5.0.Z.HT Gehärtet Austenitisch M1.0.Z.AQ Nicht gehärtet M1.0.Z.PH PH-gehärtet M2.0.Z.AQ Superaustenitisch Austenitisch-ferritisch (Duplex) M3.1.Z.AQ Nicht schweißbar 0,05%C M3.2.Z.AQ Schweißbar < 0,05%C Rostfreier Stahl gegossen Ferritisch/martensitisch P5.0.C.UT Nicht gehärtet P5.0.C.PH PH-gehärtet P5.0.C.HT Gehärtet M1.0.C.UT Nicht vergütet M1.0C.PH PH-gehärtet M2.0.C.AQ Superaustenitisch Austenitisch-ferritisch (Duplex) M3.1.C.AQ Nicht schweißbar 0,05%C M3.2.C.AQ Schweißbar < 0,05%C ISO K CB50 CC N/mm 2 HB mc Temperguss 07.1 Ferritisch (kurzspanend) K1.1.C.NS 07.2 Perlitisch (langspanend) Grauguss K2.1.C.UT 08.1 Niedrige Festigkeit K2.2.C.UT 08.2 Hohe Festigkeit Kugelgraphitguß K3.1.C.UT 09.1 Ferritisch K3.3.C.UT 09.2 Perlitisch mm 125 mm Bedingungen: Fräser Durchm. 125 mm. Zentriert über Werkstück. Effektiver Durchmesser 100 mm D 312
5 Schnittdaten GC1025 GC1030 GC4220 GC4230 GC4240 GC3040 GC2030 GC2040 SM GC S30T S40T GC2030 GC2040 GC4230 GC4240 SM , GC3220 GC3040 K20W GC4220 GC4230 GC1020 H13A K20D D 313
6 Schnittdaten ISO N CD10 H N/mm 2 HB mc N1.2.Z.UT Gewalzt, nicht ausgehärtet N1.2.Z.AG Gewalzt oder gewalzt und ausgehärtet N1.3.C.UT Gegossen, nicht gealtert N1.3.C.AG Gegossen oder gegossen und ausgehärtet N1.1.Z.UT 30.3 Al >99% Guss, 13 15% Si N1.4.C.NS Guss, 16 22% Si Kupfer und Kupferlegierungen N3.3.U.UT 33.1 Automatenlegierungen, 1% Pb N3.2.C.UT 33.2 Messing, Bleilegierungen, 1% Pb N3.1.U.UT 33.3 Bronze und bleifreies Kupfer, einschl. Elektrolytkupfer ISO S GC1025 GC N/mm 2 HB mc Warmfeste Superlegierungen Fe-basiert S1.0.U.AN Geglüht oder lösungsbehandelt S1.0.U.AG Ausgehärtet oder lösungsbehandelt und ausgehärtet Ni-basiert S2.0.Z.AN Geglüht oder lösungsbehandelt S2.0.Z.AG Ausgehärtet oder lösungsbehandelt und ausgehärtet S2.0.C.NS Gegossen oder gegossen und ausgehärtet Co-basiert S3.0.Z.AN Geglüht oder lösungsbehandelt S3.0.Z.AG Lösungsbehandelt und ausgehärtet S3.0.C.NS Gegossen oder gegossen und ausgehärtet Titanlegierungen1) Rm 2) S4.1.Z.UT 23.1 Reintitan (99,5% Ti) S4.2.Z.AN α, ähnlich α und α + β Legierungen, geglüht α + β Legierungen in ausgehärtetem Zustand, β Legierungen, S4.3.Z.AG geglüht oder ausgehärtet ISO H CB N/mm 2 HB mc Extra harter Stahl H1.3.Z.HA 04.1 Vergütet HRC Kokillenhartguss H2.0.C.UT 10.1 Gegossen oder gegossen und ausgehärtet ) Einstellwinkel. Es sollte Kühlschmierstoff und eine positive Geometrie eingesetzt werden. 2) Rm = maximale Festigkeit, gemessen in MPa. 100 mm 125 mm Bedingungen: Fräser Durchm. 125 mm. Zentriert über Werkstück. Effektiver Durchmesser 100 mm D 314
7 Schnittdaten GC1025 GC1030 H10F H13A H13A H10F S30T S40T GC2030 GC GC4220 GC3040 GC1010 GC1025 GC D 315
8 Schnittdaten ISO P GC N/mm 2 HB mc Stahl Unlegiert P1.1.Z.AN 01.1 C = 0,1 0,25% P1.2.Z.AN 01.2 C = 0,25 0,55% P1.3.Z.AN 01.3 C = 0,55 0,80% P1.3.Z.AN P1.3.Z.HT Niedriglegiert (Legierungsanteile 5 %) P2.1.Z.AN 02.1 Nicht gehärtet P2.5.Z.HT 02.2 Vergütet Hochlegiert (Legierungsanteile >5%) P3.0.Z.AN Geglüht P3.1.Z.AN Gehärteter Werkzeugstahl P3.0.Z.HT P3.0.Z.HT Stahlguss P1.5.C.UT 06.1 Unlegiert P2.6.C.UT 06.2 Niedriglegiert (Legierungsanteile 5 %) P3.0.C.UT 06.3 Hochlegiert (Legierungsanteile >5%) ISO M GC N/mm 2 HB mc Rostfreier Stahl Ferritisch/martensitisch P5.0.Z.AN Nicht gehärtet P5.0.Z.PH PH-gehärtet P5.0.Z.HT Gehärtet Austenitisch M1.0.Z.AQ Nicht gehärtet M1.0.Z.PH PH-gehärtet M2.0.Z.AQ Superaustenitisch Austenitisch-ferritisch (Duplex) M3.1.Z.AQ Nicht schweißbar 0,05%C M3.2.Z.AQ Schweißbar < 0,05%C Rostfreier Stahl gegossen Ferritisch/martensitisch P5.0.C.UT Nicht gehärtet P5.0C.PH PH-gehärtet P5.0.C.HT Gehärtet Austenitisch M1.0.C.UT Austenitisch M1.0C.PH PH-gehärtet M2.0.C.AQ Superaustenitisch Austenitisch-ferritisch (Duplex) M3.1.C.AQ Nicht schweißbar 0,05%C M3.2.C.AQ Schweißbar < 0,05%C ISO K CB50 CC N/mm 2 HB mc Temperguss 07.1 Ferritisch (kurzspanend) K1.1.C.NS 07.2 Perlitisch (langspanend) Grauguss K2.1.C.UT 08.1 Niedrige Festigkeit K2.2.C.UT 08.2 Hohe Festigkeit Kugelgraphitguß K3.1.C.UT 09.1 Ferritisch K3.3.C.UT 09.2 Perlitisch ) Einstellwinkel. Es sollte Kühlschmierstoff und eine positive Geometrie eingesetzt werden. Bedingungen: Peripheriefräsen. 10 mm Fräserdurchmesser 25 mm. 25 mm Arbeitseingriff 10 mm. D 316
9 Schnittdaten GC1025 GC1030 GC4220 GC4230 GC4240 GC3040 GC2030 GC2040 SM GC1030 GC1040 S30T S40T GC2030 GC2040 GC4230 GC4240 SM GC3220 GC3040 K20W GC4220 GC4230 GC1020 H13A K20D D 317
10 Schnittdaten ISO N CD N/mm 2 HB mc N1.2.Z.UT Gewalzt, nicht ausgehärtet N1.2.Z.AG Gewalzt oder gewalzt und ausgehärtet N1.3.C.UT Gegossen, nicht gealtert N1.3.C.AG Gegossen oder gegossen und ausgehärtet N1.1.Z.UT 30.3 Al >99% Guss, 13 15% Si N1.4.C.NS Guss, 16 22% Si Kupfer und Kupferlegierungen N3.3.U.UT 33.1 Automatenlegierungen, 1% Pb N3.2.C.UT 33.2 Messing, Bleilegierungen, 1% Pb N3.1.U.UT 33.3 Bronze und bleifreies Kupfer, einschl. Elektrolytkupfer ISO S GC1025 GC N/mm 2 HB mc Warmfeste Superlegierungen Fe-basiert S1.0.U.AN Geglüht oder lösungsbehandelt S1.0.U.AG Ausgehärtet oder lösungsbehandelt und ausgehärtet Ni-basiert S2.0.Z.AN Geglüht oder lösungsbehandelt S2.0.Z.AG Ausgehärtet oder lösungsbehandelt und ausgehärtet S2.0.C.NS Gegossen oder gegossen und ausgehärtet Co-basiert S3.0.Z.AN Geglüht oder lösungsbehandelt S3.0.Z.AG Lösungsbehandelt und ausgehärtet S3.0.C.NS Gegossen oder gegossen und ausgehärtet Titanlegierungen1) Rm 1) S4.1.Z.UT 23.1 Reintitan (99,5% Ti) S4.2.Z.AN α, ähnlich α und α + β Legierungen, geglüht α + β Legierungen in ausgehärtetem Zustand, β Legierungen, S4.3.Z.AG geglüht oder ausgehärtet ISO H CB N/mm 2 HB mc Extra harter Stahl H1.3.Z.HA 04.1 Vergütet HRC Kokillenhartguss H2.0.C.UT 10.1 Gegossen oder gegossen und ausgehärtet ) Einstellwinkel. Es sollte Kühlschmierstoff und eine positive Geometrie eingesetzt werden. 2) Rm = maximale Festigkeit, gemessen in MPa. 10 mm 25 mm Bedingungen: Peripheriefräsen. Fräserdurchmesser 25 mm. Arbeitseingriff 10 mm. D 318
11 Schnittdaten GC1025 GC1030 H10F H13A H13A H10F S30T S40T GC2030 GC GC4220 GC3040 GC1010 GC1025 GC D 319
Für extra große Teilungen
 ür extra große Teilungen METRISCH ür extra große Teilungen - bis zu 24mm oder 1 G/Z Einzigartige Auslegung für Heavy Duty Anwendungen VKX - äußerst widerstandsfähige einstkorn- Hartmetallwendeschneidplatten
ür extra große Teilungen METRISCH ür extra große Teilungen - bis zu 24mm oder 1 G/Z Einzigartige Auslegung für Heavy Duty Anwendungen VKX - äußerst widerstandsfähige einstkorn- Hartmetallwendeschneidplatten
NPA. Neue Gewindebohrer für die Bearbeitung unterschiedlicher Werkstückstoffe. Produktinformation GEWINDEBOHREN
 NPA Produktinformation GEWINDEBOHREN DEZ 2013 METRISCH Seite 1 / 21 Neue Gewindebohrer für die Bearbeitung unterschiedlicher Werkstückstoffe Seite 2 / 21 ONETAP - die neue Gewindebohrer-Linie mit optimierter
NPA Produktinformation GEWINDEBOHREN DEZ 2013 METRISCH Seite 1 / 21 Neue Gewindebohrer für die Bearbeitung unterschiedlicher Werkstückstoffe Seite 2 / 21 ONETAP - die neue Gewindebohrer-Linie mit optimierter
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie
 Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau SPEEDFÄSE TOUSFÄSE KUGELFÄSE INOCkwell Hochpräzisionskugelfräser
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau SPEEDFÄSE TOUSFÄSE KUGELFÄSE INOCkwell Hochpräzisionskugelfräser
HM-WENDESCHNEIDPLATTEN
 HM-WENDESCHNEIDPLATTEN Zum Drehen von exotischen Werkstoffen. Problemlöser bei der Zerspanung von exotischen Materialien Nebenanwendung bei rostfreien Stählen Hohe Kerbverschleißfestigkeit Sehr gute Hitzebeständigkeit
HM-WENDESCHNEIDPLATTEN Zum Drehen von exotischen Werkstoffen. Problemlöser bei der Zerspanung von exotischen Materialien Nebenanwendung bei rostfreien Stählen Hohe Kerbverschleißfestigkeit Sehr gute Hitzebeständigkeit
Navigator. Schnittdatenempfehlung für HSS-E und Hartmetall Reibahlen
 Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Navigator Schnittdatenempfehlung für HSS-E und Hartmetall Reibahlen Präzisionswerkzeuge Klaus-D. Dung GmbH
Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. Navigator Schnittdatenempfehlung für HSS-E und Hartmetall Reibahlen Präzisionswerkzeuge Klaus-D. Dung GmbH
Wendeplatten-Bohrer. HTS-C Bohrsystem. Haupteinsatzbereich. Eigenschaften und Funktionen
 HTS-C Bohrsystem Haupteinsatzbereich Verwenden Sie HTS-C-Bohrer für Bohrungen von 5xD und 8xD mit Wendeplatten in Stahl, Gusseisen, Globulargusss, nicht rostendem Stahl und NE-Werkstoffen. Ideal, wenn
HTS-C Bohrsystem Haupteinsatzbereich Verwenden Sie HTS-C-Bohrer für Bohrungen von 5xD und 8xD mit Wendeplatten in Stahl, Gusseisen, Globulargusss, nicht rostendem Stahl und NE-Werkstoffen. Ideal, wenn
1. Stahlbezeichnungen (gemäß EN ) Allgemeine Baustähle Vergütungsstähle Einsatzstähle Gusswerkstoffe
 Allgemeine Baustähle Vergütungsstähle Einsatzstähle Gusswerkstoffe") Werkstoffbezeichnungen: Übersicht 1. Stahlbezeichnungen (gemäß EN 100027-1) Unlegierte Stähle Legierte Stähle Niedriglegierte Stähle Hochlegierte Stähle 2. Verschiedene Werkstoffgruppen Allgemeine Baustähle
Werkstoffbezeichnungen: Übersicht 1. Stahlbezeichnungen (gemäß EN 100027-1) Unlegierte Stähle Legierte Stähle Niedriglegierte Stähle Hochlegierte Stähle 2. Verschiedene Werkstoffgruppen Allgemeine Baustähle
Zur Herstellung von Zahnrädern, Steckverzahnung und Zahnstangen
 ur erstellung von ahnrädern, Steckverzahnung und ahnstangen METRISC Fortschrittliche Technologien für die erstellung von ahnrädern, Steckverzahnungen und ahnstangen Anschauen Das VARDEX Verzahnungsfräskonzept
ur erstellung von ahnrädern, Steckverzahnung und ahnstangen METRISC Fortschrittliche Technologien für die erstellung von ahnrädern, Steckverzahnungen und ahnstangen Anschauen Das VARDEX Verzahnungsfräskonzept
Keramik. Für die smarte, produktive Zerspanung von Superlegierungen
 Keramik Für die smarte, produktive Zerspanung von Superlegierungen Zerspanung mit Keramik Anwendungen Keramiksorten kommen bei unterschiedlichsten Werkstoffen und Anwendungen zum Einsatz. Sie werden vor
Keramik Für die smarte, produktive Zerspanung von Superlegierungen Zerspanung mit Keramik Anwendungen Keramiksorten kommen bei unterschiedlichsten Werkstoffen und Anwendungen zum Einsatz. Sie werden vor
Gewindefräser aus Hartmetall
 Gewindefräser aus Gewindefräser aus Im Laufe der Jahre wurden die Maschinen immer fortschrittlicher. Um dieses neue Potential voll auszuschöpfen, hat die Schneidwerkzeugindustrie in der Entwicklung Schritt
Gewindefräser aus Gewindefräser aus Im Laufe der Jahre wurden die Maschinen immer fortschrittlicher. Um dieses neue Potential voll auszuschöpfen, hat die Schneidwerkzeugindustrie in der Entwicklung Schritt
GROSSBRITANNIEN MEXIKO
 KomPass REIBEN KomPass REIBEN Ihr PLUS Perfekte Reibtechnologie in neuen Dimensionen. Für die wirtschaftliche Feinstbearbeitung von Bohrungen garantiert das durchgängige Werkzeug-Programm von standardisierten
KomPass REIBEN KomPass REIBEN Ihr PLUS Perfekte Reibtechnologie in neuen Dimensionen. Für die wirtschaftliche Feinstbearbeitung von Bohrungen garantiert das durchgängige Werkzeug-Programm von standardisierten
Edelstahl. Vortrag von Alexander Kracht
 Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Technische Information
 Technische Information Werkstoffdatenblatt Titan Ti OTTO FUCHS KG Hochleistungswerkstoffe in Form und Funktion 2 OTTO FUCHS Titan und OTTO FUCHS Geschmiedete Titanwerkstoffe haben eine Reihe herausragender
Technische Information Werkstoffdatenblatt Titan Ti OTTO FUCHS KG Hochleistungswerkstoffe in Form und Funktion 2 OTTO FUCHS Titan und OTTO FUCHS Geschmiedete Titanwerkstoffe haben eine Reihe herausragender
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und Dentalindustrie
 Vollhrtmetll-Werkzeuge für den Werkzeug- und Formenbu und Dentlindustrie Vollhrtmetll-Werkzeuge für den Werkzeug- und Formenbu SPEEDFÄSE TOUSFÄSE KUGEFÄSE INOCkwell ochpräzisionskugelfräser zur Berbeitung
Vollhrtmetll-Werkzeuge für den Werkzeug- und Formenbu und Dentlindustrie Vollhrtmetll-Werkzeuge für den Werkzeug- und Formenbu SPEEDFÄSE TOUSFÄSE KUGEFÄSE INOCkwell ochpräzisionskugelfräser zur Berbeitung
Richtwerttabelle für Schnittdaten Bohren mit VHM-Werkzeugen: SIMETA SICUT-F
 Richtwerttabelle für Schnittdaten Bohren mit VHM-Werkzeugen: SIMETA SICUT-F Bei den angegebenen Werten handelt es sich um Empfehlungen. Für spezielle Problemlösungen fordern Sie bitte unseren Aussendienst
Richtwerttabelle für Schnittdaten Bohren mit VHM-Werkzeugen: SIMETA SICUT-F Bei den angegebenen Werten handelt es sich um Empfehlungen. Für spezielle Problemlösungen fordern Sie bitte unseren Aussendienst
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle)
") 8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
Kurze Spiralbohrer DIN 338 Typ Ti/N/VA
 www.hhwschweiz.com 9948 1-352 Kurze Spiralbohrer DIN 338 Typ Ti/N/VA TiAIN > 8 N/mm 2 9948 1-27 Typ Ti Typ N Typ VA d 1 h8 l 2 l 1 9948 9948 9948 mm mm mm CHF CHF CHF,5 6 22 1 St. 3,4 1,6 7 24 1 St. 3,
www.hhwschweiz.com 9948 1-352 Kurze Spiralbohrer DIN 338 Typ Ti/N/VA TiAIN > 8 N/mm 2 9948 1-27 Typ Ti Typ N Typ VA d 1 h8 l 2 l 1 9948 9948 9948 mm mm mm CHF CHF CHF,5 6 22 1 St. 3,4 1,6 7 24 1 St. 3,
Einteilung der Stähle nach
 Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
End Mills and Drills 2014/2015 Fräser und Bohrer 2014/2015
 UK D End Mills and Drills 2014/2015 Fräser und Bohrer 2014/2015 Improving Quality Through Innovation Product of Holland UK D End Mills and Drills 2014/2015 Fräser und Bohrer 2014/2015 Improving Quality
UK D End Mills and Drills 2014/2015 Fräser und Bohrer 2014/2015 Improving Quality Through Innovation Product of Holland UK D End Mills and Drills 2014/2015 Fräser und Bohrer 2014/2015 Improving Quality
Gebrauchshinweise Für Re-Bo Metallkreissägeblätter aus HSS und HSS-E
 Gebrauchshinweise Für Re-Bo Metallkreissägeblätter aus HSS und HSS-E Ausführung: Re-Bo Metallkreissägeblätter sind hochwertige Qualitätsprodukte mit Präzisionsverzahnung, seitlichem Hohlschliff und feinstgeschliffenen
Gebrauchshinweise Für Re-Bo Metallkreissägeblätter aus HSS und HSS-E Ausführung: Re-Bo Metallkreissägeblätter sind hochwertige Qualitätsprodukte mit Präzisionsverzahnung, seitlichem Hohlschliff und feinstgeschliffenen
VHM-SCHAFTFRÄSER WERKZEUGBAU FORMENBAU GESENKBAU WWW.FECO-ZERSPANUNGSTECHNIK.DE
 VHM-SCHAFTFRÄSER 2013 WERKZEUGBAU FORMENBAU GESENKBAU H I G H P E R F O R M A N C E WWW.FECO-ZERSPANUNGSTECHNIK.DE 2013 VHM HLF Schaftfräser Z3 1SF3 Freischliff auf Wunsch NEU bis 58 34 Spirale Din 6535
VHM-SCHAFTFRÄSER 2013 WERKZEUGBAU FORMENBAU GESENKBAU H I G H P E R F O R M A N C E WWW.FECO-ZERSPANUNGSTECHNIK.DE 2013 VHM HLF Schaftfräser Z3 1SF3 Freischliff auf Wunsch NEU bis 58 34 Spirale Din 6535
Deloro Stellite GmbH Die Allianz gegen Verschleiß in der Lebensmittelverarbeitung
 Deloro Stellite GmbH Die Allianz gegen Verschleiß in der Lebensmittelverarbeitung Deloro Stellite GmbH Montreal Belleville Goshen St. Louis London Swindon Menars Alès Koblenz Mailand Bologna Perm Yokohama
Deloro Stellite GmbH Die Allianz gegen Verschleiß in der Lebensmittelverarbeitung Deloro Stellite GmbH Montreal Belleville Goshen St. Louis London Swindon Menars Alès Koblenz Mailand Bologna Perm Yokohama
Gewindebohrer Gewindeformer HSS HSS-E PM VHM
 Ausgabe GB-11/14 Wirtschaftliche technische Lösungen für die Zerspanung! Präzisionswerkzeuge, Sonderwerkzeuge. Gewindebohrer Gewindeformer HSS HSS-E PM VHM DIN und Werknorm NEU Maschinengewindebohrer Gewindeformer
Ausgabe GB-11/14 Wirtschaftliche technische Lösungen für die Zerspanung! Präzisionswerkzeuge, Sonderwerkzeuge. Gewindebohrer Gewindeformer HSS HSS-E PM VHM DIN und Werknorm NEU Maschinengewindebohrer Gewindeformer
GEWINDE FORMEN. Gewindeformer. www.gewindebohrer.de. Die beste Art Gewinde herzustellen. Fließverhalten im Werkstück. Vorteile des Gewindeformens
 www.gewindebohrer.de Bis zu 20fach höhere Standzeit GEWINDE FORMEN Die beste Art Gewinde herzustellen Vorteile des Gewindeformens Es fallen keine Späne an Gleicher Former für Durchgang + Sacklochgewinde
www.gewindebohrer.de Bis zu 20fach höhere Standzeit GEWINDE FORMEN Die beste Art Gewinde herzustellen Vorteile des Gewindeformens Es fallen keine Späne an Gleicher Former für Durchgang + Sacklochgewinde
Schweißzusätze joke Fill
 Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
CHEM-WELD International GmbH, Weißenberg 21 / Hofmühle 3, A-4053 Haid, Austria. WIG Schweißstäbe
 WIG Schweißstäbe WIG-Stäbe für Werkzeuge und Formen WIG-Stäbe für Nickel und Gusseisen, Nickellegierungen, nichtrostende und hitzefeste Stähle WIG-Stäbe für Edelstahl und Duplexstähle WIG-Stäbe für Kupfer,
WIG Schweißstäbe WIG-Stäbe für Werkzeuge und Formen WIG-Stäbe für Nickel und Gusseisen, Nickellegierungen, nichtrostende und hitzefeste Stähle WIG-Stäbe für Edelstahl und Duplexstähle WIG-Stäbe für Kupfer,
9.2799 (intern) (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6. Angelassener Martensit / Vergütungsgefüge. Vergütet auf 320 bis 350 HB30 (harte Variante)
 (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6. Angelassener Martensit / Vergütungsgefüge. Vergütet auf 320 bis 350 HB30 (harte Variante)") Hones LDC 9.2799 (intern) DIN- 20 NiCrMoW 10 Element C Si Cr Ni W (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6 Angelassener Martensit / Vergütungsgefüge Vergütet auf 320 bis 350 HB30 (harte Variante) Das Material
Hones LDC 9.2799 (intern) DIN- 20 NiCrMoW 10 Element C Si Cr Ni W (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6 Angelassener Martensit / Vergütungsgefüge Vergütet auf 320 bis 350 HB30 (harte Variante) Das Material
UHB 11. Formenaufbaustahl
 Formenaufbaustahl Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten. Sie
Formenaufbaustahl Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten. Sie
SHARK-Drill HP4 Systemvorstellung»
 Neuvorstellung SHARK-Drill HP4 Werkzeuge und Wendeschneidplatten zum Bohren NEU www.arno.de Hochleistungsbearbeitung durch optimal abgestimmte Geoemetrien und Sorten mit vierschneidiger Wendeschneidplatte
Neuvorstellung SHARK-Drill HP4 Werkzeuge und Wendeschneidplatten zum Bohren NEU www.arno.de Hochleistungsbearbeitung durch optimal abgestimmte Geoemetrien und Sorten mit vierschneidiger Wendeschneidplatte
QCH - WPGT B 167. Indexable Milling Tools Wendeplattenfräser. Milling Tools. Fräser QCH -20-WPGT05-M WPGT050315ZSR 2 0.
 Indexable Wendeplattenfräser QCH - WPGT No. of e e Weight teeth Gewicht Lager WSP Zähne ØD ØD1 L MD (kg) (Z) QCH -20-WPGT05-M10-02 20 18 30 10 WPGT050315ZSR 2 0.056-25-WPGT06-M12-02 25 21 35 12 WPGT060415ZSR
Indexable Wendeplattenfräser QCH - WPGT No. of e e Weight teeth Gewicht Lager WSP Zähne ØD ØD1 L MD (kg) (Z) QCH -20-WPGT05-M10-02 20 18 30 10 WPGT050315ZSR 2 0.056-25-WPGT06-M12-02 25 21 35 12 WPGT060415ZSR
2773_WZT_Kap1_[1-20]_NW :52 Seite 1 / 1 ZERSPANUNG
![2773_WZT_Kap1_[1-20]_NW :52 Seite 1 / 1 ZERSPANUNG](/thumbs/51/28643932.jpg "2773_WZT_Kap1_[1-20]_NW :52 Seite 1 / 1 ZERSPANUNG") ZERSPANUNG 1/4 1/35 Bohrer ab Seite 1/5 ab Seite 1/6 ab Seite 1/10 1/36 1/49 Senker ab Seite 1/37 ab Seite 1/37 ab Seite 1/38 1/50 1/51 Reibwerkzeuge ab Seite 1/50 ab Seite 1/50 ab Seite 1/50 1/52 1/75
ZERSPANUNG 1/4 1/35 Bohrer ab Seite 1/5 ab Seite 1/6 ab Seite 1/10 1/36 1/49 Senker ab Seite 1/37 ab Seite 1/37 ab Seite 1/38 1/50 1/51 Reibwerkzeuge ab Seite 1/50 ab Seite 1/50 ab Seite 1/50 1/52 1/75
Zur Herstellung von Zahnrädern, Steckverzahnungen und Zahnstangen METRISCH. Fortschrittliche Gewindeschneidlösungen
 ur erstellung von ahnrädern, Steckverzahnungen und ahnstangen METRISC Fortschrittliche Gewindeschneidlösungen Fortschrittliche Technologien für die erstellung von ahnrädern, Steckverzahnungen und ahnstangen
ur erstellung von ahnrädern, Steckverzahnungen und ahnstangen METRISC Fortschrittliche Gewindeschneidlösungen Fortschrittliche Technologien für die erstellung von ahnrädern, Steckverzahnungen und ahnstangen
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
VHM-Schaftfräser mit ungleicher Drallsteigung KOSTEN PRODUKTIVITÄT
 VHM-Schaftfräser mit ungleicher Drallsteigung KOSTEN PRODUKTIVITÄT >> LEISTUNGSVERGLEICH SPEEDCUT MIT VHM STANDARD-SCHAFTFRÄSERN Vorschub Standweg Leistung [%] 10% 0% 0% 0% +70% +70% Schwingungen -7% Speedcut
VHM-Schaftfräser mit ungleicher Drallsteigung KOSTEN PRODUKTIVITÄT >> LEISTUNGSVERGLEICH SPEEDCUT MIT VHM STANDARD-SCHAFTFRÄSERN Vorschub Standweg Leistung [%] 10% 0% 0% 0% +70% +70% Schwingungen -7% Speedcut
Schneidstoffübersicht
 Schneidstoffübersicht Schneidstoff Schneidstoffbezeichnung Schichtzusammensetzung Schichtfarbe Fräsen Drehen Aufbohren Reiben Empfohlene Anwendung Cermet CVD beschichtet CC111 Al 2 O 3 Schwarz Feinstkorn-Cermetsorte
Schneidstoffübersicht Schneidstoff Schneidstoffbezeichnung Schichtzusammensetzung Schichtfarbe Fräsen Drehen Aufbohren Reiben Empfohlene Anwendung Cermet CVD beschichtet CC111 Al 2 O 3 Schwarz Feinstkorn-Cermetsorte
Menschen Anspruch Synergie. VHM-/PM-Schaftfräser. Stand 10.2015
 Menschen Anspruch Synergie VHM-/PM-Schaftfräser Stand 10.2015 MENSCHEN Zusammenarbeit in fairer Partnerschaft ANSPRUCH Gestriges in Frage stellen, um heute und morgen neue Lösungen zu erarbeiten SYNERGIE
Menschen Anspruch Synergie VHM-/PM-Schaftfräser Stand 10.2015 MENSCHEN Zusammenarbeit in fairer Partnerschaft ANSPRUCH Gestriges in Frage stellen, um heute und morgen neue Lösungen zu erarbeiten SYNERGIE
MAIER. HEAD-Master TOOLS. Präzisionswerkzeuge. GmbH
 Präzisionswerkzeuge MAIER GmbH HEAD-Master R VHM Solid Carbide TOOLS Übersicht und Einsatzempfehlung für Fräswerkzeuge Overview and implementation recommendations for cutting tools Artikel / Article Seite
Präzisionswerkzeuge MAIER GmbH HEAD-Master R VHM Solid Carbide TOOLS Übersicht und Einsatzempfehlung für Fräswerkzeuge Overview and implementation recommendations for cutting tools Artikel / Article Seite
Verbesserte technologische Eigenschaften
 Maschinen-, Formenund Werkzeugbau Multiform SL Verbesserte technologische Eigenschaften Schaubild Durchvergütbarkeit: Ein großer Vorteil der neuen Sondergüte gegenüber dem Standardwerkstoff 1.2311 ist
Maschinen-, Formenund Werkzeugbau Multiform SL Verbesserte technologische Eigenschaften Schaubild Durchvergütbarkeit: Ein großer Vorteil der neuen Sondergüte gegenüber dem Standardwerkstoff 1.2311 ist
ALBROMET 200 ist gut zu bearbeiten, bei umfangreicher Zerspanung empfehlen wir Hartmetallwerkzeuge; gut schweißbar.
 ALBROMET 200 Zähharter Werkstoff mit hoher Festigkeit und guter Verschleißbeständigkeit, sehr guten Gleiteigenschaften, korrosionsbeständig. Lagerbuchsen, Führungen, Zahnräder und Schneckenräder, Spindelmuttern,
ALBROMET 200 Zähharter Werkstoff mit hoher Festigkeit und guter Verschleißbeständigkeit, sehr guten Gleiteigenschaften, korrosionsbeständig. Lagerbuchsen, Führungen, Zahnräder und Schneckenräder, Spindelmuttern,
SYSTEM DA SYSTEM DA. System DA. System DA. Die neue Fräsgeneration. The Generation of Milling Tools
 SYSTEM DA SYSTEM DA System DA System DA Die neue Fräsgeneration The Generation of Milling Tools 1 FRÄSEN MESSERKPF CUTTER DAM Schneidkreis-Ø Cutting edge Ø 40/50/63 mm Aufsteckfräser nach DIN 8030-A Arbor
SYSTEM DA SYSTEM DA System DA System DA Die neue Fräsgeneration The Generation of Milling Tools 1 FRÄSEN MESSERKPF CUTTER DAM Schneidkreis-Ø Cutting edge Ø 40/50/63 mm Aufsteckfräser nach DIN 8030-A Arbor
Restposten. 0
 * Achtung nur noch Restposten! Verfügbarer Lagerbestand vom 20..2015 Lieferung nur solange Vorrat reicht, Zwischenverkauf vorbehalten, keine zusätzliche Beschaffung möglich. Technische Änderung und Irrtum
* Achtung nur noch Restposten! Verfügbarer Lagerbestand vom 20..2015 Lieferung nur solange Vorrat reicht, Zwischenverkauf vorbehalten, keine zusätzliche Beschaffung möglich. Technische Änderung und Irrtum
C Si Mn P S Cr Ni N. min. - 1, ,0 19,0 - max. 0,2 2,5 2,0 0,045 0,015 26,0 22,0 0,11. C Si Mn P S Cr Ni. min. - 1, ,0 19,0
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 195) C Si Mn P S Cr Ni N min. - 1,5 - - - 24, 19, - max.,2 2,5 2,,45,15 26, 22,,11 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-%
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 195) C Si Mn P S Cr Ni N min. - 1,5 - - - 24, 19, - max.,2 2,5 2,,45,15 26, 22,,11 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-%
Neue Fräsgeneration System DA
 Neue Fräsgeneration System DA New generation of Milling Tools System DA 1 TAUCHFRÄSEN PUNGE MIING FRÄSERSCHAFT Typ MIING SHANK Type DAM31/DAM32 Schneidkreis-Ø Cutting edge Ø 32/25/20/16 mm Schaftmaterial:
Neue Fräsgeneration System DA New generation of Milling Tools System DA 1 TAUCHFRÄSEN PUNGE MIING FRÄSERSCHAFT Typ MIING SHANK Type DAM31/DAM32 Schneidkreis-Ø Cutting edge Ø 32/25/20/16 mm Schaftmaterial:
Axialeinstechen mit URMA-IntraMax und Ausspindeln mit URMA-Feinbohrkopf
 Axialeinstechen mit URMA-IntraMax und Ausspindeln mit URMA-Feinbohrkopf Face grooving with URMA IntraMax and boring with URMA fine boring head Synergieeffekte nutzen Benefits of Synergy 1 Ausspindeln mit
Axialeinstechen mit URMA-IntraMax und Ausspindeln mit URMA-Feinbohrkopf Face grooving with URMA IntraMax and boring with URMA fine boring head Synergieeffekte nutzen Benefits of Synergy 1 Ausspindeln mit
BESCHICHTETES HARTMETALL
 BESCHICHTETES HARTMETALL ALLGEMEINE INFORMATIONEN CVD = beschichtete Sorten (Chemical Vapour Deposition) GC2015, GC2025, GC2135, GC235,GC3005, GC3015, GC3020,GC3025 GC3115, GC4015, GC4025, GC4035,S05F
BESCHICHTETES HARTMETALL ALLGEMEINE INFORMATIONEN CVD = beschichtete Sorten (Chemical Vapour Deposition) GC2015, GC2025, GC2135, GC235,GC3005, GC3015, GC3020,GC3025 GC3115, GC4015, GC4025, GC4035,S05F
High feed milling DAH37. Hochvorschubfräsen DAH37. new inserts with mit positiver Geometrie. neue Schneidplatten.
 EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN REIBEN NEU NEW Hochvorschubfräsen High feed milling neue Schneidplatten new inserts with mit positiver Geometrie positive geometry TECHNO LO G I EVO
EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN REIBEN NEU NEW Hochvorschubfräsen High feed milling neue Schneidplatten new inserts with mit positiver Geometrie positive geometry TECHNO LO G I EVO
SYSTEM DA SYSTEM DA. System DA. System DA. Die neue Fräsgeneration. The Generation of Milling Tools
 SYSTEM DA SYSTEM DA System DA System DA Die neue Fräsgeneration The Generation of Milling Tools 1 FRÄSEN MILLING MESSERKPF MILLING CUTTER DAM Schneidkreis-Ø Cutting edge Ø 40/50/63 mm Aufsteckfräser nach
SYSTEM DA SYSTEM DA System DA System DA Die neue Fräsgeneration The Generation of Milling Tools 1 FRÄSEN MILLING MESSERKPF MILLING CUTTER DAM Schneidkreis-Ø Cutting edge Ø 40/50/63 mm Aufsteckfräser nach
Überzeugende Aktivitäten von
 Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
REIBAHLEN NEUES KOMPLETTPROGRAMM. Präzisionswerkzeuge
 Präzisionswerkzeuge REIBAHLEN DA NEUE REIBAHLEN-KOMPLETTPROGRAMM TR 300 HP - HOCHLEITUNGREIBAHLEN VHM- UND H-E-MACHINENREIBAHLEN HAND-REIBAHLEN 1 NEUE KOMPLETTPROGRAMM Piktogramme chneidstoff VHM HM H
Präzisionswerkzeuge REIBAHLEN DA NEUE REIBAHLEN-KOMPLETTPROGRAMM TR 300 HP - HOCHLEITUNGREIBAHLEN VHM- UND H-E-MACHINENREIBAHLEN HAND-REIBAHLEN 1 NEUE KOMPLETTPROGRAMM Piktogramme chneidstoff VHM HM H
CORRAX Ein rostbeständiger ausscheidungshärtbarer Formenstahl
 K ENNDATEN VON WERKZEUGSTÄHLEN PRELIMINARY BROCHURE CORRAX Ein rostbeständiger ausscheidungshärtbarer Formenstahl Werkzeuge macht man mit uns! 2 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
K ENNDATEN VON WERKZEUGSTÄHLEN PRELIMINARY BROCHURE CORRAX Ein rostbeständiger ausscheidungshärtbarer Formenstahl Werkzeuge macht man mit uns! 2 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
Präzisionswerkzeuge. Gewindewerkzeuge. Das neue Komplettprogramm zur universellen Gewindeherstellung
 Präzisionswerkzeuge NEU Gewindewerkzeuge Das neue Komplettprogra zur universellen Gewindeherstellung 2014 Präzisionswerkzeuge Hartner Gewindewerkzeuge Zur Herstellung von Innengewinden ist das Gewindebohren
Präzisionswerkzeuge NEU Gewindewerkzeuge Das neue Komplettprogra zur universellen Gewindeherstellung 2014 Präzisionswerkzeuge Hartner Gewindewerkzeuge Zur Herstellung von Innengewinden ist das Gewindebohren
CrazyDrill TM Pilot. Der Bohrer für höchste Präzision beim Zentrieren
 CrazyDrill TM Pilot Der Bohrer für höchste Präzision beim Zentrieren 2 Die ideale Vorbereitung von tiefen Bohrungen Die Eigenschaften Bei der herkölichen Zentrierung ist das Risiko von Schneideckenausbruch
CrazyDrill TM Pilot Der Bohrer für höchste Präzision beim Zentrieren 2 Die ideale Vorbereitung von tiefen Bohrungen Die Eigenschaften Bei der herkölichen Zentrierung ist das Risiko von Schneideckenausbruch
Kontinuierliche Zeit-Temperatur-Austenitisierungsschaubilder
 Inhalt 1 Schweißbarkeit von metallischen Werkstoffen... 1 1.1 Definition der Schweißbarkeit von Bauteilen... 1 1.2 Schweißeignung... 2 1.3 Schweißsicherheit... 5 1.4 Schweißmöglichkeit... 6 1.5 Abschließende
Inhalt 1 Schweißbarkeit von metallischen Werkstoffen... 1 1.1 Definition der Schweißbarkeit von Bauteilen... 1 1.2 Schweißeignung... 2 1.3 Schweißsicherheit... 5 1.4 Schweißmöglichkeit... 6 1.5 Abschließende
Anlage zur Akkreditierungsurkunde D PL 19508 01 00
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 19508 01 00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 01.09.2014 bis 31.08.2019 Ausstellungsdatum: 01.09.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 19508 01 00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 01.09.2014 bis 31.08.2019 Ausstellungsdatum: 01.09.2014 Urkundeninhaber:
neu! Hohe Prozeßsicherheit beim Stechdrehen G.T.S. - Systemvorteile www.jd-tools.de Nr. 300/2012-DE GP 2120 GM 5130
 Nr. 300/2012-DE G.T.S.-Stechdrehsystem Hohe Prozeßsicherheit beim Stechdrehen GP 2120 GM 5130 neu! G.T.S. - Systemvorteile Einzigartiges W-Klemmsystem sorgt für stabile Stechoperation, vor allem beim Stechdrehen
Nr. 300/2012-DE G.T.S.-Stechdrehsystem Hohe Prozeßsicherheit beim Stechdrehen GP 2120 GM 5130 neu! G.T.S. - Systemvorteile Einzigartiges W-Klemmsystem sorgt für stabile Stechoperation, vor allem beim Stechdrehen
EISEN NEUMÜLLER LAGERLISTE APRIL 2015 STABELEKTRODEN SCHWEISSZUSATZWERKSTOFFE FÜLLDRÄHTE DRAHTELEKTRODEN SCHWEISS ZUSÄTZE VON BÖHLER
 EISEN NEUMÜLLER LAGERLISTE APRIL 2015 STABELEKTRODEN ZUSATZWERKSTOFFE FÜLLDRÄHTE DRAHTELEKTRODEN VON BÖHLER Unlegierte Stabelektroden ELETI2.25 FOX ETI 2,0 x 250 mm 13,81 ELETI25.25 FOX ETI 2,5 x 250 mm
EISEN NEUMÜLLER LAGERLISTE APRIL 2015 STABELEKTRODEN ZUSATZWERKSTOFFE FÜLLDRÄHTE DRAHTELEKTRODEN VON BÖHLER Unlegierte Stabelektroden ELETI2.25 FOX ETI 2,0 x 250 mm 13,81 ELETI25.25 FOX ETI 2,5 x 250 mm
STAHLPROFILE WERKSTOFFE
 STAHLPROFILE WERKSTOFFE WERKSTOFFE STAHL ZOLLERN ISOPROFIL Stahlprofile werden anwendungsgerecht in den unterschiedlichsten Stählen gefertigt. Ausführliche Informationen über chemische Zusammensetzung
STAHLPROFILE WERKSTOFFE WERKSTOFFE STAHL ZOLLERN ISOPROFIL Stahlprofile werden anwendungsgerecht in den unterschiedlichsten Stählen gefertigt. Ausführliche Informationen über chemische Zusammensetzung
Alle Rechte vorbehalten. Nachdruck, auch auszugsweise, ist ohne unsere Genehmigung nicht gestattet.
 Kugeln 2 Lineartechnik Stuttgart GmbH Stattmannstr. 23 72644 Oberboihingen Tel: +49 7022 2629384 Fax: +49 7022 2629395 info@lineartechnik-stuttgart.de www.lineartechnik-stuttgart.de Alle Rechte vorbehalten.
Kugeln 2 Lineartechnik Stuttgart GmbH Stattmannstr. 23 72644 Oberboihingen Tel: +49 7022 2629384 Fax: +49 7022 2629395 info@lineartechnik-stuttgart.de www.lineartechnik-stuttgart.de Alle Rechte vorbehalten.
DeutschlanD usa kanada Frankreich Grossbritannien Mexiko KomPass italien Gewinden brasilien Österreich china polen Japan russland korea schweiz
 KomPass Gewinden KomPass Gewinden Ihr PLUS KOMET JEL steht mit seinen Innovationen als starke Marke der KOMET GROUP für die moderne Gewindefertigung. Von der konventionellen Gewindeherstellung bis zum
KomPass Gewinden KomPass Gewinden Ihr PLUS KOMET JEL steht mit seinen Innovationen als starke Marke der KOMET GROUP für die moderne Gewindefertigung. Von der konventionellen Gewindeherstellung bis zum
Entdecken Sie Ihre Liebe zum Abstechen und Einstechen
 Entdecken Sie Ihre Liebe zum Abstechen und Einstechen Und genießen Sie die Vorteile einer optimierten Produktion mit smarten Lösungen zur Kostenreduzierung Als ganz spezieller Bearbeitungsbereich mit vielfältigen
Entdecken Sie Ihre Liebe zum Abstechen und Einstechen Und genießen Sie die Vorteile einer optimierten Produktion mit smarten Lösungen zur Kostenreduzierung Als ganz spezieller Bearbeitungsbereich mit vielfältigen
Mehr Leistung beim Drehen von rostfreiem Stahl
 B201D Mehr Leistung beim Drehen von rostfreiem Stahl Ein verbesserter Widerstand gegen Kerbverschleiß und plastische Deformation sowie eine hohe Gratkontrolle gewährleisten mehr Produktivität. ISO -Serie
B201D Mehr Leistung beim Drehen von rostfreiem Stahl Ein verbesserter Widerstand gegen Kerbverschleiß und plastische Deformation sowie eine hohe Gratkontrolle gewährleisten mehr Produktivität. ISO -Serie
Vollhartmetall Gewindefräser. Gewindeschneidlösungen. Metrisch
 Vollartmetall fräser scneidlösungen Metrisc Ein komplettes Angebot an Vollartmetall-fräsern Helicool Spiralgenutet mit innerer Külmittelzufur Helicool HeliCool-R (HCR) NEU!! HeliCool-C (HCC) NEU!! HTC
Vollartmetall fräser scneidlösungen Metrisc Ein komplettes Angebot an Vollartmetall-fräsern Helicool Spiralgenutet mit innerer Külmittelzufur Helicool HeliCool-R (HCR) NEU!! HeliCool-C (HCC) NEU!! HTC
Bohren, Fräsen, Gewindeschneiden
 Bohren Metall Bohrständerzubehör Kernbohren Metall Seite 3/080 Bohren Holz Seite 3/282 Schäl-, Stufenbohrer Seite 3/3 Bohren Stein Seite 3/0 Senker Seite 3/202 Seite 3/32 Lochsägen, Bohrkronen Entgratwerkzeuge
Bohren Metall Bohrständerzubehör Kernbohren Metall Seite 3/080 Bohren Holz Seite 3/282 Schäl-, Stufenbohrer Seite 3/3 Bohren Stein Seite 3/0 Senker Seite 3/202 Seite 3/32 Lochsägen, Bohrkronen Entgratwerkzeuge
Schweißtechnische Fertigungsverfahren
 Studium und Praxis Schweißtechnische Fertigungsverfahren Band 2 Verhalten der Werkstoffe beim Schweißen Zweite Auflage Prof. Dr.-Ing. Ulrich Dilthey VDI Dr.-Ing. Stefan Trübe VERLAG Inhalt 1 Schweißbarkeit
Studium und Praxis Schweißtechnische Fertigungsverfahren Band 2 Verhalten der Werkstoffe beim Schweißen Zweite Auflage Prof. Dr.-Ing. Ulrich Dilthey VDI Dr.-Ing. Stefan Trübe VERLAG Inhalt 1 Schweißbarkeit
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
Perēage. Bohren Drilling. Fraisage Fraises en bout et hémisphériques
 Perēage 3 Bohre Drillig Fraisage Fraises e bout et hémisphériques 93 Fräse Schaftfräser ud Stirradiusfräser Millig Ed mills ad ball ose ed mills Gravage Fraises ą graver 208 Graviere Gravierstichel Egravig
Perēage 3 Bohre Drillig Fraisage Fraises e bout et hémisphériques 93 Fräse Schaftfräser ud Stirradiusfräser Millig Ed mills ad ball ose ed mills Gravage Fraises ą graver 208 Graviere Gravierstichel Egravig
BERUFS- KUNDE. Fragen und Antworten. Eisenmetalle. Kapitel 2. BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFSKUNDE
 BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
Hartmetallkompetenz. für höchste Ansprüche: MADE IN GERMANY
 Hartmetallkompetenz für höchste Ansprüche: MADE IN GERMANY Hartmetallsorten K-40XF K-40UF K-44UF K-20F K-88UF K-6UF K-55SF K-5UF ISO-Bereich K30-K40 K30-K40 K20-K30 K20-K30 K10-K20 K05-K10 K05-K10 K05
Hartmetallkompetenz für höchste Ansprüche: MADE IN GERMANY Hartmetallsorten K-40XF K-40UF K-44UF K-20F K-88UF K-6UF K-55SF K-5UF ISO-Bereich K30-K40 K30-K40 K20-K30 K20-K30 K10-K20 K05-K10 K05-K10 K05
Hardox500. GG 20 GG 30 GGG 40 GGG 70 GGV (80 % Perlit) GGV (100 % Perlit) GTW 40 GTS 65. E-Cu CuZn40 [Ms60] CuZn37 [Ms63] CuZn39Pb2 [Ms58] CuAl10Ni
![Hardox500. GG 20 GG 30 GGG 40 GGG 70 GGV (80 % Perlit) GGV (100 % Perlit) GTW 40 GTS 65. E-Cu CuZn40 [Ms60] CuZn37 [Ms63] CuZn39Pb2 [Ms58] CuAl10Ni](/thumbs/50/27241895.jpg "Hardox500. GG 20 GG 30 GGG 40 GGG 70 GGV (80 % Perlit) GGV (100 % Perlit) GTW 40 GTS 65. E-Cu CuZn40 [Ms60] CuZn37 [Ms63] CuZn39Pb2 [Ms58] CuAl10Ni") Einsatzrichtwerte für die Schnittgeschwindigkeit V c in m/min Stahlwerkstoffe Zugfestigkeit Werkstoff-Bezeichnung Werkst.- r. Zugfestigkeit im Kern Korrektur- Faktor (x )..2.3.4.5.6.7.8..0...3 Kaltfließpressstähle,
Einsatzrichtwerte für die Schnittgeschwindigkeit V c in m/min Stahlwerkstoffe Zugfestigkeit Werkstoff-Bezeichnung Werkst.- r. Zugfestigkeit im Kern Korrektur- Faktor (x )..2.3.4.5.6.7.8..0...3 Kaltfließpressstähle,
Dream Drills Promotion
 Dream Drills Promotion VHM-Hochleistungs-Spiralbohrer 2015 für schlaue Einkäufer ab 11,30 p. Stck. Das Angebot ist speziell für Gewerbe, Handwerk, Handel und Industrie. Preis in EURO zzgl. Mwst. Gültig
Dream Drills Promotion VHM-Hochleistungs-Spiralbohrer 2015 für schlaue Einkäufer ab 11,30 p. Stck. Das Angebot ist speziell für Gewerbe, Handwerk, Handel und Industrie. Preis in EURO zzgl. Mwst. Gültig
PROTHERM Hochleitfähige Kupfer-Legierung für den Formenbau
 Hochleitfähige Kupfer-Legierung für den Formenbau Werkzeuge macht man mit uns! Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen
Hochleitfähige Kupfer-Legierung für den Formenbau Werkzeuge macht man mit uns! Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen
Werkstoffe. Magyarmet Finomöntöde
 Werkstoffe Magyarmet Finomöntöde Baustähle Chemische Zusemmensetzung in % (Mittelwert) Mechanische Eigenschaften (RT) Lieferzustand 09 C Si Mn P S Cr Ni Mo V W Sonst. Rm (N/mm²) Re (N/mm²) A(%).00 GS-8
Werkstoffe Magyarmet Finomöntöde Baustähle Chemische Zusemmensetzung in % (Mittelwert) Mechanische Eigenschaften (RT) Lieferzustand 09 C Si Mn P S Cr Ni Mo V W Sonst. Rm (N/mm²) Re (N/mm²) A(%).00 GS-8
Aluminium-Rundstangen EN AW-6026
 Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Ed l e ä st hl ähle Svetlana Seibel Simone Bög e Bög r e s r hausen s
 Edelstähle Svetlana Seibel Simone Bögershausen Inhalt Definition Unlegierte Edelstähle Legierte Edelstähle Beispiele Klassifizierung Quellen Definition Legierte oder unlegierte Stähle mit besonderem Rihit
Edelstähle Svetlana Seibel Simone Bögershausen Inhalt Definition Unlegierte Edelstähle Legierte Edelstähle Beispiele Klassifizierung Quellen Definition Legierte oder unlegierte Stähle mit besonderem Rihit
Ihr Spezialist für Sonderbearbeitung. Sondergestelle und Sonderplattenbearbeitung
 Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen. Bruch / Riss Fehlendes Material etc.
 Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
EOS StainlessSteel 316L
 EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
Die Wärmebehandlung metallischer Werkstoffe. WS 2014 Dr. Dieter Müller. Wir nehmen Perfektion persönlich.
 Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Descriptor headline. formenbau aluminium Legierungen Weldural & Hokotol
 Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Grundlagen Zerspanung
 Grundlagen Zerspanung 1.1 Werkstoffe 1.1.1 Stähle Stahlwerkstoffe werden nach ihren Legierungselementen, ihren Gefügebestandteilen und ihren mechanischen Eigenschaften in Gruppen eingeteilt. Nach dem Legierungsgehalt
Grundlagen Zerspanung 1.1 Werkstoffe 1.1.1 Stähle Stahlwerkstoffe werden nach ihren Legierungselementen, ihren Gefügebestandteilen und ihren mechanischen Eigenschaften in Gruppen eingeteilt. Nach dem Legierungsgehalt
Werkstoffe des Maschinen-, Anlagen- und Apparatebaues
 Werkstoffe des Maschinen-, Anlagen- und Apparatebaues Von einem Autorenkollektiv Herausgegeben von Prof. Dr.-Ing. habil. Werner Schatt 188 Bilder und 140 Tabellen VEB Deutscher Verlag für Grundstoffindustrie,
Werkstoffe des Maschinen-, Anlagen- und Apparatebaues Von einem Autorenkollektiv Herausgegeben von Prof. Dr.-Ing. habil. Werner Schatt 188 Bilder und 140 Tabellen VEB Deutscher Verlag für Grundstoffindustrie,
Aluminium-Gusslegierungen
 Die Angaben in dieser Liste erfolgen nach bestem Wissen. Ihre Anwendung in der Praxis unterliegt jedoch vielen Einflussgrößen außerhalb unserer Kontrolle, so dass wir hierfür keine Haftung übernehmen können.
Die Angaben in dieser Liste erfolgen nach bestem Wissen. Ihre Anwendung in der Praxis unterliegt jedoch vielen Einflussgrößen außerhalb unserer Kontrolle, so dass wir hierfür keine Haftung übernehmen können.
BXD. Multifunktionale Fräswerkzeuge. BXD für die HPC-Bearbeitung von Aluminiumlegierungen und hitzebeständigen Werkstoffen. B027D
 Für Aluminium und schwer zu bearbeitende Werkstoffe B027D Multifunktionale Fräswerkzeuge für die HPC-Bearbeitung von Aluminiumlegierungen und hitzebeständigen Werkstoffen. Neue Offset-Schaftausführungen
Für Aluminium und schwer zu bearbeitende Werkstoffe B027D Multifunktionale Fräswerkzeuge für die HPC-Bearbeitung von Aluminiumlegierungen und hitzebeständigen Werkstoffen. Neue Offset-Schaftausführungen
D R I L L I N G T H R E A D F O R M I N G R I G I D T A P P I N G. Innere Kühlmittelzufuhr Internal coolant DE-EN-ID-0107
 D R I L L I N G T H R E A D F O R M I N G R I G I D T A P P I N G DE-EN--0107 Innere Kühlmittelzufuhr Internal coolant INNENKÜHLUNG - INTERNAL COOLANT Einführung Die innere Kühlmittelzufuhr durch das Gewindewerkzeug
D R I L L I N G T H R E A D F O R M I N G R I G I D T A P P I N G DE-EN--0107 Innere Kühlmittelzufuhr Internal coolant INNENKÜHLUNG - INTERNAL COOLANT Einführung Die innere Kühlmittelzufuhr durch das Gewindewerkzeug
NE-Metalle. Mehr Service, mehr Werkstoffe, mehr Abmessungen! ThyssenKrupp Schulte
 NE-Metalle Mehr Service, mehr Werkstoffe, mehr Abmessungen! ThyssenKrupp Schulte Wenn s um NE-Metalle geht, dann können Sie sich auf uns verlassen! Wir haben unser Leistungsspektrum bei NE-Metallen noch
NE-Metalle Mehr Service, mehr Werkstoffe, mehr Abmessungen! ThyssenKrupp Schulte Wenn s um NE-Metalle geht, dann können Sie sich auf uns verlassen! Wir haben unser Leistungsspektrum bei NE-Metallen noch
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
AKTION VHM-, PM- und HSS- FRÄSWERKZEUGE
 AKTION VHM-, PM- und HSS- FRÄSWERKZEUGE 2008/2009 Jetzt Tankgutschein sichern! Aktion US Fordern Sie unseren Hauptkatalog und Prospekte an! Auch auf CD erhältlich. US PREMIUM DIAMANT VOLLHARTMETALLWERKZEUGE
AKTION VHM-, PM- und HSS- FRÄSWERKZEUGE 2008/2009 Jetzt Tankgutschein sichern! Aktion US Fordern Sie unseren Hauptkatalog und Prospekte an! Auch auf CD erhältlich. US PREMIUM DIAMANT VOLLHARTMETALLWERKZEUGE
CLOU Schneideisen Katalogauszug M MF G UN UNC UNF
 Ausgabe 07/13 SE Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. CLOU Schneideisen Katalogauszug M MF G UN UNC UNF Berechenbar vom ersten Schnitt! Wir beraten
Ausgabe 07/13 SE Wirtschaftliche technische Lösungen für die Zerspanung. Präzisionswerkzeuge. Sonderwerkzeuge. CLOU Schneideisen Katalogauszug M MF G UN UNC UNF Berechenbar vom ersten Schnitt! Wir beraten
TECHNIK, DIE ÜBERZEUGT
 B O L Z E N S C H W E I S S E N TECHNIK, DIE ÜBERZEUGT D ie Vorteile der KÖCO-Bolzenschweisstechnik 2 KÖCO-Bolzenschweissen ist eine sichere, leistungsstarke Verbindungstechnik, die dem Anwender enorme
B O L Z E N S C H W E I S S E N TECHNIK, DIE ÜBERZEUGT D ie Vorteile der KÖCO-Bolzenschweisstechnik 2 KÖCO-Bolzenschweissen ist eine sichere, leistungsstarke Verbindungstechnik, die dem Anwender enorme
Werkst.-Nr. Bezeichnung Richtanalyse Festigkeit Charakter Verwendung 0.22 0.55 1.60. 550 N/mm² - 0.45-0.30-0.70. 640 N/mm² - 0.40.
 Materialqualitäten Materialqualitäten erkst.-nr. Bezeichnung Richtanalyse Festigkeit harakter Verwendung 1.0577 S 355 J2 (St 52-3) A 52 FP A738 0.22 0.55 1.60 550 N/mm² Baustahl unlegiert, sehr gut schweißbar
Materialqualitäten Materialqualitäten erkst.-nr. Bezeichnung Richtanalyse Festigkeit harakter Verwendung 1.0577 S 355 J2 (St 52-3) A 52 FP A738 0.22 0.55 1.60 550 N/mm² Baustahl unlegiert, sehr gut schweißbar
PKD und CBN. Diamant- und Bornitrid Schneidstoffe TECHNISCHE INFORMATIONEN
 PKD und CBN Diamant- und Bornitrid Schneidstoffe TECHNISCHE INFORMATIONEN Schneidstoffe Seite 2 Inhaltsverzeichnis P K D - Technische Information 4 - Vergleichstabelle technische Eigenschaften 5 - Bearbeitungsbeispiele
PKD und CBN Diamant- und Bornitrid Schneidstoffe TECHNISCHE INFORMATIONEN Schneidstoffe Seite 2 Inhaltsverzeichnis P K D - Technische Information 4 - Vergleichstabelle technische Eigenschaften 5 - Bearbeitungsbeispiele
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
Glas - Chemische Eigenschaften Laugen Sa uren - konzentriert Sa uren - verdünnt
 Goodfellow GmbH Postfach 3 43 D-63 Bad Nauheim Telefon 0800 000 579 : Telefax 0800 000 580 Glas - hemische Eigenschaften Laugen Sa uren - konzentriert Sa uren - verdünnt MAOR bearbeitbare SiO 46/Al O3
Goodfellow GmbH Postfach 3 43 D-63 Bad Nauheim Telefon 0800 000 579 : Telefax 0800 000 580 Glas - hemische Eigenschaften Laugen Sa uren - konzentriert Sa uren - verdünnt MAOR bearbeitbare SiO 46/Al O3
H2 1862 mm. H1 1861 mm
 1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
UDDEHOLM RAMAX LH. Uddeholm Ramax LH ist Teil des Uddeholm Stainless Concept.
 UDDEHOLM RAMAX LH STANDARD AUF NEUEM NIVEAU Standards zu setzen ist wichtig in der Werkzeugindustrie. Uddeholm Ramax LH bildet keine Ausnahme. Er ist ein erstklassiger Stahl für Formrahmen und -aufbauten
UDDEHOLM RAMAX LH STANDARD AUF NEUEM NIVEAU Standards zu setzen ist wichtig in der Werkzeugindustrie. Uddeholm Ramax LH bildet keine Ausnahme. Er ist ein erstklassiger Stahl für Formrahmen und -aufbauten
Fertigungstechnik. Lernziele. GIBT Anlagen- und Apparatebau. Lernziel verstanden
 1. Lernziele Lernziele Lernziel verstanden ganz (~ 95%) weitgehend (~ 75%) halbwegs (~50%) teilweise (~ 25%) kaum (~ 5%) 1. Weich- und Hartlötverfahren in Bezug auf Lote, Arbeitstemperatur unterscheiden
1. Lernziele Lernziele Lernziel verstanden ganz (~ 95%) weitgehend (~ 75%) halbwegs (~50%) teilweise (~ 25%) kaum (~ 5%) 1. Weich- und Hartlötverfahren in Bezug auf Lote, Arbeitstemperatur unterscheiden
NE-METALLE NE-METALLE
 NE-METALLE NE-METALLE Inhalt NE-METALLE Allgemeines Werkstoffübersicht... 3 Technische Daten... 4 Aluminium Bleche... 6 Lochbleche... 8 Warzenbleche... 8 Stangen Flachstangen... 9 Rundstangen... 11 Vierkantstangen...
NE-METALLE NE-METALLE Inhalt NE-METALLE Allgemeines Werkstoffübersicht... 3 Technische Daten... 4 Aluminium Bleche... 6 Lochbleche... 8 Warzenbleche... 8 Stangen Flachstangen... 9 Rundstangen... 11 Vierkantstangen...
PRELIMINARY BROCHURE UDDEHOLM CORRAX
 PRELIMINARY BROCHURE UDDEHOLM CORRAX Uddeholm Corrax ist ein korrosionsbeständiger Formenstahl. Durch seinen erstklassigen Korrosionswiderstand in Kombination mit einer Härte bis zu 50 HRC, verfügt er
PRELIMINARY BROCHURE UDDEHOLM CORRAX Uddeholm Corrax ist ein korrosionsbeständiger Formenstahl. Durch seinen erstklassigen Korrosionswiderstand in Kombination mit einer Härte bis zu 50 HRC, verfügt er
Präzisions-Auswerferstifte DIN 1530, bzw. ISO 6751 und Auswerferhülsen DIN 16756, bzw. ISO 8405
 19 Präzisions-Auswerferstifte DIN 153, bzw. ISO 6751 und Auswerferhülsen DIN 16756, bzw. ISO 845 Auswerferstifte werden in Druckgieß- und Spritzgieß-werkzeugen verwendet. Sie sind lieferbar sowohl mit
19 Präzisions-Auswerferstifte DIN 153, bzw. ISO 6751 und Auswerferhülsen DIN 16756, bzw. ISO 845 Auswerferstifte werden in Druckgieß- und Spritzgieß-werkzeugen verwendet. Sie sind lieferbar sowohl mit