QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN
|
|
|
- Gitta Wolf
- vor 6 Jahren
- Abrufe
Transkript
1 QUALITÄT VON ADDITIVE MANUFACTURING UND DEREN GRENZEN





2 Fertigungsübersicht Additive Fertigung Formloser Aufbau Stoffeigenschaften ändern Fertigungsverfahren Urformen Umformen Trennen Fügen Beschichten Stoffeigenschaften ändern

3 Businessplan 2006










4 AM Prozesskette 2006 Input Baujobvorbereitung AM Fertigung 3D-Daten (STL-Format) Stützen bestimmen Bauteil - Orientierung Schichten berechnen Bauteil schichtweise fertigen Reinigen von dem Bauteil und Maschine Prüfen Nachbearbeitung Geometrie überprüfen Funktionsflächen nachbearbeiten Wärmebehandlung Stützen entfernen

5 AM Prozesskette 2017
6 AM Prozesskette D Daten Bauteil orientieren Stützen platzieren Schichten berechnen

7 Baujobvorbereitung Materialfile vs Belichtungsgeschwindigkeit, F(t,p) p Punktabstand T Belichtungszeit hs Spurabstand P L Laserleistung, F(Fokus, Laserleistung) s Schichtdicke T A Vorheizung Arbeitsraum Scanstrategie Quelle: ZHAW T A! Die Materialeigenschaften können bei unterschiedlichen Maschinen komplett anders sein!






8 Parameter und Laser
9 AM Prozesskette 2017 Bestellung Kontrolle Lagerung bereit stellen Maschine einrichten Inertgas und vorwärmen 3D Daten Bauteil orientieren Stützen platzieren Schichten berechnen AM Fertigung


10 Prozess
11 AM Prozesskette 2017 Bestellung Kontrolle Lagerung bereit stellen Laser Maschine einrichten Umgebung Inertgas und vorwärmen Parameter 3D Daten Bauteil orientieren Stützen platzieren Schichten berechnen AM Fertigung

12 AM Prozesskette 2017
13 AM Prozesskette 2017 Bestellung Kontrolle Lagerung bereit stellen Laser Maschine einrichten Umgebung Inertgas und vorwärmen Parameter LIVE QS Kontrolle 3D Daten Bauteil orientieren Stützen platzieren Schichten berechnen AM Fertigung


14 LIVE Qualitätskontrolle
15 AM Prozesskette 2017 Bestellung Kontrolle Lagerung bereit stellen Laser Maschine einrichten Umgebung Inertgas und vorwärmen Parameter LIVE QS Kontrolle 3D Daten Bauteil orientieren Stützen platzieren Schichten berechnen AM Fertigung Maschine reinigen Recycling Kontrolle Lagerung
16 AM Prozesskette 2017 Bestellung Kontrolle Lagerung bereit stellen Laser Maschine einrichten Umgebung Inertgas und vorwärmen Parameter LIVE QS Kontrolle 3D Daten Bauteil orientieren Stützen platzieren Schichten berechnen AM Fertigung Prüfen Bauteile trennen Nachbearbeitung Wärme behandl ung Oberflächen Nachbearbeitung End Kontrolle Maschine reinigen Recycling Kontrolle Lagerung Bandsäge / Erodieren Stützen entfernen Bauteile Prüfen Bauplatten fräsen



17 Mikrostruktur 100-facher Vergrösserung (geätzt und ungeätzt) Post Prozess Bauteil / Prüfung Analyse Mikrostruktur Archimedische Dichtebestimmung ρ Probe = M ProbeLuft M ProbeLuft M ProbeWasser ρ Wasser
![Spannung [MPa] Post Prozess Bauteil / Prüfung 700 600 500 400 300 200 100 0 0 5 10 15](/docs-images/77/75034878/images/18-1.jpg "20 25 30 35 40 45 Dehnung [%] Spannungs-Dehnungs Diagramm SLM bearbeiteter rostfreier")
 Schliffbild vom Querschnitt einer Zugprobe mit Volumengehalt 99.")
![9 %. (Quelle ZHAW/ZPP) Zugfestigkeit Bruchdehnung Streckgrenze [MPa] [%] [MPa]](/docs-images/77/75034878/images/18-3.jpg "Strahlgeschmolzen 626 43 570 ZHAW / ZPP Strahlgeschmolzen 650 25 495 gem.")
18 Spannung [MPa] Post Prozess Bauteil / Prüfung Dehnung [%] Spannungs-Dehnungs Diagramm SLM bearbeiteter rostfreier Stahl (Quelle ZHAW/ZPP) Schliffbild vom Querschnitt einer Zugprobe mit Volumengehalt 99.9 %. (Quelle ZHAW/ZPP) Zugfestigkeit Bruchdehnung Streckgrenze [MPa] [%] [MPa] Strahlgeschmolzen ZHAW / ZPP Strahlgeschmolzen gem. Concept Laser Stangenmaterial gem. Stahlschlüssel üblich: 660 üblich: 48 Üblich: 360



19 Post Prozess Bauteil / Prüfung
 Deformation nach Wärmebehandlung Fehler in der Nachbearbeitung")
20 Fehlerquellen im Prozess Baujobvorbereitung Falsche Bauteilausrichtung Zuwenig Stützen Zuwenig Zugabe AM Prozess Verzug im Bauteil Ablösen der Stützen Ablösen der Bauteile Schlechte Beschichtung Verklemmen Beschichter Kein mehr Post-Prozess Bauteil Deformation nach trennen von Bauplatte (Eigenspannungen) Deformation nach Wärmebehandlung Fehler in der Nachbearbeitung Fehler im Gefüge
 Deformation nach Wärmebehandlung Fehler in der Nachbearbeitung")
21 Fehlerquellen im Prozess Baujobvorbereitung Falsche Bauteilausrichtung Zuwenig Stützen Zuwenig Zugabe AM Prozess Verzug im Bauteil Ablösen der Stützen Ablösen der Bauteile Schlechte Beschichtung Verklemmen Beschichter Kein mehr Post-Prozess Bauteil Deformation nach trennen von Bauplatte (Eigenspannungen) Deformation nach Wärmebehandlung Fehler in der Nachbearbeitung Fehler im Gefüge

 Deformation nach Wärmebehandlung Fehler in der Nachbearbeitung")
22 Fehlerquellen im Prozess Baujobvorbereitung Falsche Bauteilausrichtung Zuwenig Stützen Zuwenig Zugabe AM Prozess Verzug im Bauteil Ablösen der Stützen Ablösen der Bauteile Schlechte Beschichtung Verklemmen Beschichter Kein mehr Post-Prozess Bauteil Deformation nach trennen von Bauplatte (Eigenspannungen) Deformation nach Wärmebehandlung Fehler in der Nachbearbeitung Fehler im Gefüge



23 Grenzen der Additiven Fertigung Situation Heute Situation Morgen Bauteilgrösse Bauraum: 800x400x500 mm 3 Bauraum: 5.8x1.2x1.2 m 3 Oberfläche ca. Ra 3.6 bis 10 ca. Ra 1 bis 5
24 Grenzen der Additiven Fertigung Situation Heute Situation Morgen Überhang 45 gemäss Designrichtlinie 30 für den SLM Prozess Masshaltigkeit +/ mm (Abhängig von der Bauteilorientierung) +/- 0.02mm (Unabhängig von der Bauteilorientierung)


25 Grenzen der Additiven Fertigung Materialien Situation Heute Nur bestimmte Legierungen möglich Situation Morgen Kundenspezifische Legierungen und Materialmischungen Wirtschaftlichkeit Aufbaurate bis zu 30 cm 3 /h 50 bis 100x schneller

26 Schluss Statement Der ganze AM Produktionsprozess hat grossen Einfluss auf die Bauteile Qualität Beim AM Einzelteil, aber vor allem im Serienteil! Erfolgreiches AM ist wenn Entwicklung auf AM ausgerichtet dann sind auch Serien wirtschaftlich Daniel Kündig, Mitgründer Ecoparts, Technik/Produktion, AM Event, Oensingen 22. Juni 2017
SLM: Generative Fertigung individueller Implantate
 Kamilla Urban SLM: Generative Fertigung individueller Implantate Agenda Selective Laser Melting (SLM) Implantatfertigung mittels SLM Selective Laser Melting (SLM) Selective Laser Melting Maschinentechnik
Kamilla Urban SLM: Generative Fertigung individueller Implantate Agenda Selective Laser Melting (SLM) Implantatfertigung mittels SLM Selective Laser Melting (SLM) Selective Laser Melting Maschinentechnik
Überzeugende Aktivitäten von
 Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
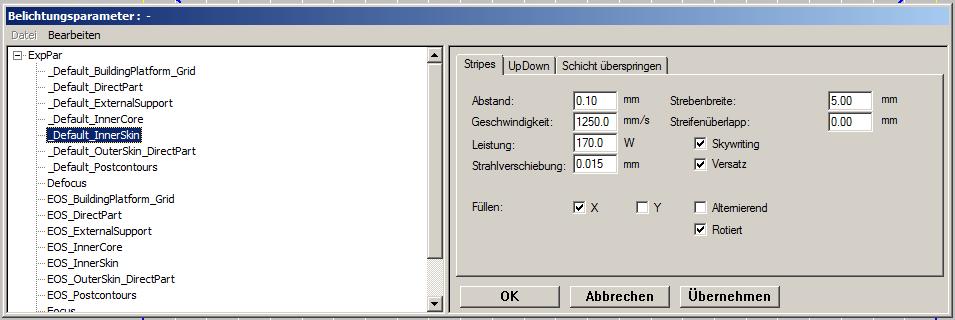
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren
 Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Kunststoffteile additiv gefertigt Die Wahrheit!
 Kunststoffteile additiv gefertigt Die Wahrheit! Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck Additive Manufacturing Rapid Prototyping Hoferbad 12 9050 Appenzell
Kunststoffteile additiv gefertigt Die Wahrheit! Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck Additive Manufacturing Rapid Prototyping Hoferbad 12 9050 Appenzell
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung
 Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
3. TechnologieDialog Südwestfalen
 3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3D Printing: von der Entwicklung bis zur Produktion i-net Technology Event an der FHNW Brugg-Windisch
 3D Printing: von der Entwicklung bis zur Produktion i-net Technology Event an der FHNW Brugg-Windisch Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing www.fhnw.ch/ima ralf.schumacher@fhnw.ch
3D Printing: von der Entwicklung bis zur Produktion i-net Technology Event an der FHNW Brugg-Windisch Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing www.fhnw.ch/ima ralf.schumacher@fhnw.ch
Additive Manufacturing - Verfahren und Anwendungen
 Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Grundlegende Gestaltungsrichtlinien für die laseradditive Fertigung
 Development Consulting Education Research Grundlegende Gestaltungsrichtlinien für die laseradditive Fertigung Dipl.-Ing. Jannis Kranz Dr.-Ing. D. Herzog Prof. Dr.-Ing. Emmelmann AM Design & Engineering
Development Consulting Education Research Grundlegende Gestaltungsrichtlinien für die laseradditive Fertigung Dipl.-Ing. Jannis Kranz Dr.-Ing. D. Herzog Prof. Dr.-Ing. Emmelmann AM Design & Engineering
Herstellung von Prototypen aus Metallen und Kunststoffen
 Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Metall Additive Manufacturing for Industry
 Metall Additive Manufacturing for Industry Marcus Felsch - LayerWise 11.11.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz in Leuven, Belgien, ist ein international führender
Metall Additive Manufacturing for Industry Marcus Felsch - LayerWise 11.11.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz in Leuven, Belgien, ist ein international führender
3D Printing: Chancen und Grenzen in der Medizinaltechnik i-net Technology Event an der FHNW in Basel
 3D Printing: Chancen und Grenzen in der Medizinaltechnik i-net Technology Event an der FHNW in Basel Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing www.fhnw.ch/ima ralf.schumacher@fhnw.ch
3D Printing: Chancen und Grenzen in der Medizinaltechnik i-net Technology Event an der FHNW in Basel Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing www.fhnw.ch/ima ralf.schumacher@fhnw.ch
3D Printing Technologie Verfahrensüberblick
 3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck
 Geschäftsführer Oliver Wagner, Axel Wendt 3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck Telefon 07023 7459316 Fax 07023 7433480 Mobil 0151 19682093 E-Mail info@3-d-laser.de Internet www.3-d-laser.de
Geschäftsführer Oliver Wagner, Axel Wendt 3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck Telefon 07023 7459316 Fax 07023 7433480 Mobil 0151 19682093 E-Mail info@3-d-laser.de Internet www.3-d-laser.de
Schneiden seit 1990 durch D I C K & dünn
 L a s e r- S c h n e i d e n W a s s e r s t r a h l - S c h n e i d e n D r e h e n F r ä s e n M e s s e n W e i t e r v e r a r b e i t u n g Schneiden seit 1990 durch D I C K & dünn BLT Laserschneiden
L a s e r- S c h n e i d e n W a s s e r s t r a h l - S c h n e i d e n D r e h e n F r ä s e n M e s s e n W e i t e r v e r a r b e i t u n g Schneiden seit 1990 durch D I C K & dünn BLT Laserschneiden
3D-Druck Chancen für die Spritzgussindustrie
 3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
Prototypen, Serien, Großserien mit der Ätztechnik von Herz
 e il te 48 tz SPEEDLINE Ä Fertigung in nur 48 Stunden! Mehr Infos auf Seite 3! Prototypen, Serien, Großserien mit der Ätztechnik von Herz Mit Herz geht s einfach! Ätztechnik Herz im Überblick Produkte
e il te 48 tz SPEEDLINE Ä Fertigung in nur 48 Stunden! Mehr Infos auf Seite 3! Prototypen, Serien, Großserien mit der Ätztechnik von Herz Mit Herz geht s einfach! Ätztechnik Herz im Überblick Produkte
2 Einordnung und Begriffsbestimmung
 Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH
 RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau
 1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau Marcus Felsch - LayerWise Wels 02.10.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz
1. Anwendersymposium 2014 3D-Druck Metall: Generative Fertigung im Werkzeug- und Formenbau Marcus Felsch - LayerWise Wels 02.10.2014 WWW.3DSYSTEMS.COM NYSE:DDD Wer sind wir? 3D Systems LayerWise, mit Sitz
Full-Service Engineering. www.hofmann-innovation.com
 Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren
 Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren Wenn heute der Begriff 3D-Druck fällt denken die meisten Leute an Plastikmodelle. Dabei gibt es noch eine Reihe anderer Werkstoffe,
Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren Wenn heute der Begriff 3D-Druck fällt denken die meisten Leute an Plastikmodelle. Dabei gibt es noch eine Reihe anderer Werkstoffe,
3D Drucker. Möglichkeiten und Grenzen im Einsatz bei der Modellbahn. 11. November 2014 Rainer Lüssi
 3D Drucker Möglichkeiten und Grenzen im Einsatz bei der Modellbahn 11. November 2014 Rainer Lüssi Geschichte Der 3D-Druck wurde 1983 erfunden. Durch Patente lange Zeit geschützt. Unterschiedliche Systeme
3D Drucker Möglichkeiten und Grenzen im Einsatz bei der Modellbahn 11. November 2014 Rainer Lüssi Geschichte Der 3D-Druck wurde 1983 erfunden. Durch Patente lange Zeit geschützt. Unterschiedliche Systeme
Firmenpräsentation. 2014 Janke-Engineering GmbH
 Firmenpräsentatin Gegründet 1996 Mntage- und Sndermaschinen, Handlingeinrichtungen, Vrrichtungs- und Werkzeugbau 9 Mitarbeiter Knstruktin und Werkstattbetrieb; Frschung + Entwicklung; CAD - Knstruktin;
Firmenpräsentatin Gegründet 1996 Mntage- und Sndermaschinen, Handlingeinrichtungen, Vrrichtungs- und Werkzeugbau 9 Mitarbeiter Knstruktin und Werkstattbetrieb; Frschung + Entwicklung; CAD - Knstruktin;
ADDITIVE TEILEFERTIGUNG. LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen
 ADDITIVE TEILEFERTIGUNG LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117 981 1573 E-Mail info@lbc-engineering.de Internet www.lbc-engineering.de
ADDITIVE TEILEFERTIGUNG LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117 981 1573 E-Mail info@lbc-engineering.de Internet www.lbc-engineering.de
Innovation und Nachhaltigkeit durch e-manufacturing
 Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Verfahrensmechaniker/-in für Kunststoffund Kautschuktechnik nach der Verordnung vom 1. Juni 2006
 Informationen für die Praxis Verfahrensmechaniker/-in für Kunststoffund Kautschuktechnik nach der Verordnung vom 1. Juni 2006 Stand: November 2007 Inhalt: 1. Allgemeines... 1 2. Zwischenprüfung.. 1 2.1
Informationen für die Praxis Verfahrensmechaniker/-in für Kunststoffund Kautschuktechnik nach der Verordnung vom 1. Juni 2006 Stand: November 2007 Inhalt: 1. Allgemeines... 1 2. Zwischenprüfung.. 1 2.1
Technische Information
 Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Ausgabe 10/2006 Bestellinformationen Bitte geben
Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Ausgabe 10/2006 Bestellinformationen Bitte geben
Innovative Ultraschallprüfung komplexer Bauteile vom Guss bis zur additiven Fertigung
 Seminar des FA Ultraschallprüfung Vortrag 15 Innovative Ultraschallprüfung komplexer Bauteile vom Guss bis zur additiven Fertigung Hans RIEDER 1, Martin SPIES 1, Joachim BAMBERG 2 1 Fraunhofer-Institut
Seminar des FA Ultraschallprüfung Vortrag 15 Innovative Ultraschallprüfung komplexer Bauteile vom Guss bis zur additiven Fertigung Hans RIEDER 1, Martin SPIES 1, Joachim BAMBERG 2 1 Fraunhofer-Institut
Selective Laser Melting Visionen werden Gestalt
 Selective Laser Melting Visionen werden Gestalt 2 3 Innovation und Partnerschaft Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid
Selective Laser Melting Visionen werden Gestalt 2 3 Innovation und Partnerschaft Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid
Zugversuch. Zugversuch. Vor dem Zugversuch. Verlängerung ohne Einschnürung. Beginn Einschnürung. Probestab. Ausgangsmesslänge L 0 L L L L
 Zugversuch Zugversuch Vor dem Zugversuch Verlängerung ohne Einschnürung Beginn Einschnürung Bruch Zerrissener Probestab Ausgangsmesslänge L 0 Verlängerung L L L L Verformung der Zugprobe eines Stahls mit
Zugversuch Zugversuch Vor dem Zugversuch Verlängerung ohne Einschnürung Beginn Einschnürung Bruch Zerrissener Probestab Ausgangsmesslänge L 0 Verlängerung L L L L Verformung der Zugprobe eines Stahls mit
1 EINLEITUNG 1 2 TECHNOLOGIE 23
 IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
EOS StainlessSteel 316L
 EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
Material Datenblatt. EOS StainlessSteel 316L. Beschreibung
 ist eine korrosionsresistente, auf Eisen basierende Legierung, die speziell für die Verarbeitung auf der EOSINT M280 optimiert wurde. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen
ist eine korrosionsresistente, auf Eisen basierende Legierung, die speziell für die Verarbeitung auf der EOSINT M280 optimiert wurde. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen
Dipl.-Ing. Martin Sachs, DB Electronic Daniel Böck GmbH
 Dipl.-Ing. Martin Sachs, DB Electronic Daniel Böck GmbH Heatsink-Leiterplatten für Power-LED-Anwendungen Durch den immer größer werdenden Einsatzbereich der High-Power-LED s, gerade im Bereich der Beleuchtungstechnik,
Dipl.-Ing. Martin Sachs, DB Electronic Daniel Böck GmbH Heatsink-Leiterplatten für Power-LED-Anwendungen Durch den immer größer werdenden Einsatzbereich der High-Power-LED s, gerade im Bereich der Beleuchtungstechnik,
Generative Fertigungsverfahren in der Elektronik
 Generative Fertigungsverfahren in der Elektronik Technologieforum 13./14. März 2013 Fraunhofer Institut Zuverlässigkeit und Mikrointegration Standort Oberpfaffenhofen Argelsrieder Feld 6, D-82234 Oberpfaffenhofen
Generative Fertigungsverfahren in der Elektronik Technologieforum 13./14. März 2013 Fraunhofer Institut Zuverlässigkeit und Mikrointegration Standort Oberpfaffenhofen Argelsrieder Feld 6, D-82234 Oberpfaffenhofen
Zugversuch. Laborskript für WP-14 WS 13/14 Zugversuch. 1) Theoretische Grundlagen: Seite 1
 Theoretische Grundlagen: Seite 1") Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
RAPID PROTOTYPING RAPID PROTOTYPING. Datenblatt Rapid Prototyping Seite 1 von 5 Änderungen vorbehalten. Rev. Index 01
 RAPID PROTOTYPING Datenblatt Rapid Prototyping Seite 1 von 5 Änderungen vorbehalten. Rev. Index 01 LEISTUNGEN Mittels Rapid Prototyping lassen sich exakte, detailgetreue Teile mit hervorragender Oberflächenqualität
RAPID PROTOTYPING Datenblatt Rapid Prototyping Seite 1 von 5 Änderungen vorbehalten. Rev. Index 01 LEISTUNGEN Mittels Rapid Prototyping lassen sich exakte, detailgetreue Teile mit hervorragender Oberflächenqualität
Additive Manufacturing oder generative Fertigungsverfahren vom Prototypen zur Massenfertigung?
 Additive Manufacturing oder generative Fertigungsverfahren vom Prototypen zur Massenfertigung? Prof. Dr.-Ing. Reiner Anderl Alexander Arndt, M.Sc. Fachgebiet Datenverarbeitung in der Konstruktion (DiK)
Additive Manufacturing oder generative Fertigungsverfahren vom Prototypen zur Massenfertigung? Prof. Dr.-Ing. Reiner Anderl Alexander Arndt, M.Sc. Fachgebiet Datenverarbeitung in der Konstruktion (DiK)
Getreu dem Motto Swiss precision and more... bieten wir den Kunden einen umfassenden Service entlang der Wertschöpfungskette
 Profil maxmechanik ist Ihr dynamischer integraler Zulieferant mit den beiden Kernkompetenz Präzisionsteile und Baugruppen. Wir bearbeiten verschiedene Metalle (Aluminium, Stahl, Edelstahl, Kupfer) und
Profil maxmechanik ist Ihr dynamischer integraler Zulieferant mit den beiden Kernkompetenz Präzisionsteile und Baugruppen. Wir bearbeiten verschiedene Metalle (Aluminium, Stahl, Edelstahl, Kupfer) und
Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen
 Fachbereich Technik / Abt. Maschinenbau Constantiaplatz 4 26723 Emden M. Eng. Thomas Ebel Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen Oktober 2008 Inhaltsverzeichnis
Fachbereich Technik / Abt. Maschinenbau Constantiaplatz 4 26723 Emden M. Eng. Thomas Ebel Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen Oktober 2008 Inhaltsverzeichnis
Generative Fertigung von Endprodukten
 Fachvortrag im Rahmen des 4. Lübecker Werkstofftages, IHK zu Lübeck Generative Fertigung von Endprodukten Institut für CIM-Technologietransfer der Fachhochschule Kiel email: thomas.abraham@fh-kiel.de homepage:
Fachvortrag im Rahmen des 4. Lübecker Werkstofftages, IHK zu Lübeck Generative Fertigung von Endprodukten Institut für CIM-Technologietransfer der Fachhochschule Kiel email: thomas.abraham@fh-kiel.de homepage:
Additiv Manufacturing als ideale Ergänzung für den Lohnfertiger
 Additiv Manufacturing als ideale Ergänzung für den Lohnfertiger Warum 3D Drucken? KurzeProduk onszeiten Prototypen Op sche / Ergonomische Beurteilung Kleine Losgrössen Komplexe Geometrie / Baugruppen Verschiedene
Additiv Manufacturing als ideale Ergänzung für den Lohnfertiger Warum 3D Drucken? KurzeProduk onszeiten Prototypen Op sche / Ergonomische Beurteilung Kleine Losgrössen Komplexe Geometrie / Baugruppen Verschiedene
Reden wir über Blech! Dahinter steckt viel mehr: Fertigung, Abwicklung und weitere Vorteile.
 Reden wir über Blech! Dahinter steckt viel mehr: Fertigung, Abwicklung und weitere Vorteile. Ganz genau: So ist Blech. Zumindest bei Schmiedbauer. Unterschiedliche Materialien im Fein- und Dickblechbereich
Reden wir über Blech! Dahinter steckt viel mehr: Fertigung, Abwicklung und weitere Vorteile. Ganz genau: So ist Blech. Zumindest bei Schmiedbauer. Unterschiedliche Materialien im Fein- und Dickblechbereich
ADDITIVE MANFACTURING: EIN PARADIGEMENWECHSEL IN KONSTRUKTION UND FERTIGUNG
 ADDITIVE MANFACTURING: EIN PARADIGEMENWECHSEL IN KONSTRUKTION UND FERTIGUNG REFERAT 3D-MODEL AG, VERKAUF 3D DRUCKER, 3D SCANNER, 3D SOFTWARE www.3d-model.ch, 043 243 90 36, sales@3d-model.ch Manufacturing
ADDITIVE MANFACTURING: EIN PARADIGEMENWECHSEL IN KONSTRUKTION UND FERTIGUNG REFERAT 3D-MODEL AG, VERKAUF 3D DRUCKER, 3D SCANNER, 3D SOFTWARE www.3d-model.ch, 043 243 90 36, sales@3d-model.ch Manufacturing
Fertigung von Strahldüsen beliebiger Geometrie mit dem selektiven Laser Sinter Verfahren
 Fertigung von Strahldüsen beliebiger Geometrie mit dem selektiven Laser Sinter Verfahren Seite 1 Klassifizierung der Verfahren Werkstoffe für generative Verfahren fest flüssig gasförmig Draht Pulver Folie
Fertigung von Strahldüsen beliebiger Geometrie mit dem selektiven Laser Sinter Verfahren Seite 1 Klassifizierung der Verfahren Werkstoffe für generative Verfahren fest flüssig gasförmig Draht Pulver Folie
Von der Idee zum Produkt
 Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Technische Lieferbedingungen für die Feuerverzinkung Stand August 2007
 Technische Lieferbedingungen für die Feuerverzinkung Stand August 2007 I. Begriff Feuerverzinken heißt, Stahl nach geeigneter Oberflächenvorbereitung durch Tauchen in ein Bad mit schmelzflüssigem Zink
Technische Lieferbedingungen für die Feuerverzinkung Stand August 2007 I. Begriff Feuerverzinken heißt, Stahl nach geeigneter Oberflächenvorbereitung durch Tauchen in ein Bad mit schmelzflüssigem Zink
Vom Prototyping zum E-Manufacturing SLS-Technologie Beispiele in Metall und Kunststoff Ronald Hopp, Initial
 Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Selective Laser Melting Visionen werden Gestalt
 Selective Laser Melting Visionen werden Gestalt 2 Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid Prototyping gehörten sie international
Selective Laser Melting Visionen werden Gestalt 2 Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid Prototyping gehörten sie international
Innovative Gesamtlösungen für Blechkomponenten und Baugruppen
 Innovative Gesamtlösungen für Blechkomponenten und Baugruppen Innovative Gesamtlösungen für Blechkomponenten und Baugruppen 1 Inhalt Wertschöpfung One-Stop-Shop... 3 Beratung und Entwicklung... 5 Prototyping
Innovative Gesamtlösungen für Blechkomponenten und Baugruppen Innovative Gesamtlösungen für Blechkomponenten und Baugruppen 1 Inhalt Wertschöpfung One-Stop-Shop... 3 Beratung und Entwicklung... 5 Prototyping
H2 1862 mm. H1 1861 mm
 1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
Lassen Sie uns miteinander reden!
 Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK
 ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
Neuinstallierter 3D Drucker mit FDM-Technologie am Institut für Maschinenwesen
 IMW - Institutsmitteilung Nr. 33 (2008) 117 Neuinstallierter 3D Drucker mit FDM-Technologie am Institut für Maschinenwesen Siemann, E. Seit Oktober verfügt das Institut für Maschinenwesen über einen 3D
IMW - Institutsmitteilung Nr. 33 (2008) 117 Neuinstallierter 3D Drucker mit FDM-Technologie am Institut für Maschinenwesen Siemann, E. Seit Oktober verfügt das Institut für Maschinenwesen über einen 3D
3D-Laser im Überblick
 3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
Praktikum Werkstoffmechanik Studiengang: Chemie-Ingenieurwesen Technische Universität München SS 2004. Zugversuch. Oliver Gobin.
 Praktikum Werkstoffmechanik Studiengang: Chemie-Ingenieurwesen Technische Universität München SS 2004 Zugversuch Oliver Gobin 01 Juli 2004 Betreuer: Dr. W. Loos 1 Aufgabenstellung 2 Theoretischer Hintergrund
Praktikum Werkstoffmechanik Studiengang: Chemie-Ingenieurwesen Technische Universität München SS 2004 Zugversuch Oliver Gobin 01 Juli 2004 Betreuer: Dr. W. Loos 1 Aufgabenstellung 2 Theoretischer Hintergrund
Untersuchung des Gefügeeinflusses auf das plastische Verformungsverhalten gekerbter cp-titan Proben
 Untersuchung des Gefügeeinflusses auf das plastische Verformungsverhalten gekerbter cp-titan Proben Claudia Kühn, Christoph Ruffing, Tobias Junker, Eberhard Kerscher Arbeitsgruppe Werkstoffprüfung (AWP),
Untersuchung des Gefügeeinflusses auf das plastische Verformungsverhalten gekerbter cp-titan Proben Claudia Kühn, Christoph Ruffing, Tobias Junker, Eberhard Kerscher Arbeitsgruppe Werkstoffprüfung (AWP),
Stand und Potenziale der Lichtbogentechnik für die additive Fertigung
 Stand und Potenziale der Lichtbogentechnik für die additive Fertigung Prof. Dr.-Ing. habil. Jean Pierre Bergmann M. Sc. Yarop Ali Dipl. Ing. Karsten Günther Ilmenauer Fertigungstechnik (IFt) Fakultät Maschinenbau
Stand und Potenziale der Lichtbogentechnik für die additive Fertigung Prof. Dr.-Ing. habil. Jean Pierre Bergmann M. Sc. Yarop Ali Dipl. Ing. Karsten Günther Ilmenauer Fertigungstechnik (IFt) Fakultät Maschinenbau
Arbeitsgemeinschaft-Metallguss
 -Metallguss Stand Feb.07 Publikationen: Symposiums-Berichte Band Nr. 4 ISBN 978-3-932291-25-8 Band Nr. 11 ISBN 978-3-932291-28-9 4. Aalener ÄÅ Gießbedingungen zur Herstellung dünnwandiger Zinkdruckgussteile
-Metallguss Stand Feb.07 Publikationen: Symposiums-Berichte Band Nr. 4 ISBN 978-3-932291-25-8 Band Nr. 11 ISBN 978-3-932291-28-9 4. Aalener ÄÅ Gießbedingungen zur Herstellung dünnwandiger Zinkdruckgussteile
Einordnung und Ausblick von Additiven Fertigungsverfahren aus produktionstechnischer Sicht
 Einordnung und Ausblick von Additiven Fertigungsverfahren aus produktionstechnischer Sicht Prof. Dr.-Ing. Eberhard Abele Michael Kniepkamp, M.Sc. Veranstaltung des Hessischen Ministeriums für Wirtschaft,
Einordnung und Ausblick von Additiven Fertigungsverfahren aus produktionstechnischer Sicht Prof. Dr.-Ing. Eberhard Abele Michael Kniepkamp, M.Sc. Veranstaltung des Hessischen Ministeriums für Wirtschaft,
Dipl.-Ing. Alexander Martha
 Additive Manufacturing Integration von Fertigung und Produktentwicklung Dipl.-Ing. Alexander Martha G l i ederung Additive Manufacturing Integrationskonzept Additive Manufacturing Parameters Additive Manufacturing
Additive Manufacturing Integration von Fertigung und Produktentwicklung Dipl.-Ing. Alexander Martha G l i ederung Additive Manufacturing Integrationskonzept Additive Manufacturing Parameters Additive Manufacturing
Voraussetzungen additiver Fertigung und deren Bedeutung für die industrielle Produktion
 Voraussetzungen additiver Fertigung und deren Bedeutung für die industrielle Produktion - Prozesse - Qualitätsaspekte - Standardisierung A.B. Spierings Manager R&D SLM Inspire AG institute for rapid product
Voraussetzungen additiver Fertigung und deren Bedeutung für die industrielle Produktion - Prozesse - Qualitätsaspekte - Standardisierung A.B. Spierings Manager R&D SLM Inspire AG institute for rapid product
LASER PLUS - DIE REFERENZ FÜR GENAUIGKEIT UND EFFIZIENZ
 LASER PLUS - DIE REFERENZ FÜR GENAUIGKEIT UND EFFIZIENZ INTELLIGENTES DESIGN ERFORDERT EINEN VIELSEITIG EINSETZBAREN STAHL: LASER PLUS An ein einzigartiges Produkt werden oft hohe Erwartungen geknüpft.
LASER PLUS - DIE REFERENZ FÜR GENAUIGKEIT UND EFFIZIENZ INTELLIGENTES DESIGN ERFORDERT EINEN VIELSEITIG EINSETZBAREN STAHL: LASER PLUS An ein einzigartiges Produkt werden oft hohe Erwartungen geknüpft.
1 Versuchsziel und Anwendung. 2 Grundlagen und Formelzeichen
 Versuch: 1 Versuchsziel und Anwendung Zugversuch Beim Zugversuch werden eine oder mehrere Festigkeits- oder Verformungskenngrößen bestimmt. Er dient zur Ermittlung des Werkstoffverhaltens bei einachsiger,
Versuch: 1 Versuchsziel und Anwendung Zugversuch Beim Zugversuch werden eine oder mehrere Festigkeits- oder Verformungskenngrößen bestimmt. Er dient zur Ermittlung des Werkstoffverhaltens bei einachsiger,
Krause DiMaTec Wieso? Weshalb? Warum?
 Krause DiMaTec Wieso? Weshalb? Warum? Entwicklung in den letzten 24 Monaten Strategietagung, Paderborn Krause DiMaTec Wieso? Weshalb? Warum? HorstmannGroup 3D-Druck und Beispiele Herausforderungen Krause
Krause DiMaTec Wieso? Weshalb? Warum? Entwicklung in den letzten 24 Monaten Strategietagung, Paderborn Krause DiMaTec Wieso? Weshalb? Warum? HorstmannGroup 3D-Druck und Beispiele Herausforderungen Krause
Additive Manufacturing erobert die Industrie
 Corneliusstraße 4 PRESSEINFORMATION 60325 Frankfurt am Main GERMANY Telefon +49 69 756081-0 Telefax +49 69 756081-11 E-Mail presse@vdw.de von Sylke Becker Telefon +49 69 756081-33 Telefax +49 69 756081-11
Corneliusstraße 4 PRESSEINFORMATION 60325 Frankfurt am Main GERMANY Telefon +49 69 756081-0 Telefax +49 69 756081-11 E-Mail presse@vdw.de von Sylke Becker Telefon +49 69 756081-33 Telefax +49 69 756081-11
V1: Zugversuch. Praktikum Materialwissenschaft II. Lukas S Marius S Andreas E Lukas R
 Praktikum Materialwissenschaft II V1: Zugversuch Lukas S Marius S Andreas E Lukas R Gruppe 1 Versuch vom 22.4.29 Protokollabgabe Nr. 1 Betreut durch: Katharina von Klinski-Wetzel, Fachgebiet PhM Inhaltsverzeichnis
Praktikum Materialwissenschaft II V1: Zugversuch Lukas S Marius S Andreas E Lukas R Gruppe 1 Versuch vom 22.4.29 Protokollabgabe Nr. 1 Betreut durch: Katharina von Klinski-Wetzel, Fachgebiet PhM Inhaltsverzeichnis
Qualifizierung für die Qualitätssicherung. Neue Kompetenzen für die Herstellung und Reparatur von Leichtbaustrukturen
 Qualifizierung für die Qualitätssicherung Neue Kompetenzen für die Herstellung und Reparatur von Leichtbaustrukturen Prof. Dr.-Ing. B. Valeske, Dr. Patrut Fraunhofer Innovationscluster AQS Inhaltsüberblick
Qualifizierung für die Qualitätssicherung Neue Kompetenzen für die Herstellung und Reparatur von Leichtbaustrukturen Prof. Dr.-Ing. B. Valeske, Dr. Patrut Fraunhofer Innovationscluster AQS Inhaltsüberblick
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
www.arburg.com ARBURG Kunststoff-Freiformen
 www.arburg.com ARBURG Kunststoff-Freiformen Einführung Marktanforderungen verändern sich Wunsch nach individuellen Produkten Zunehmende Variantenvielfalt Kurze Produktlebenszyklen Rasante technische Entwicklung
www.arburg.com ARBURG Kunststoff-Freiformen Einführung Marktanforderungen verändern sich Wunsch nach individuellen Produkten Zunehmende Variantenvielfalt Kurze Produktlebenszyklen Rasante technische Entwicklung
Innovation und Qualität in Blech Büchi AG, Hubstrasse 78, CH-9501 Wil (SG) Fax +41 71 914 40 41, info@buechiag.ch, www.buechiag.
 Fax +41 71 914 40 41, info@buechiag.ch, www.buechiag.") Innovation und Qualität in Blech Büchi AG, Hubstrasse 78, CH-9501 Wil (SG) Fax +41 71 914 40 41, info@buechiag.ch, www.buechiag.ch ISO 9001:2008 zertifiziert +41 71 914 40 40 3 3 Portrait 5 Blech 7 Serienteile
Innovation und Qualität in Blech Büchi AG, Hubstrasse 78, CH-9501 Wil (SG) Fax +41 71 914 40 41, info@buechiag.ch, www.buechiag.ch ISO 9001:2008 zertifiziert +41 71 914 40 40 3 3 Portrait 5 Blech 7 Serienteile
WEPRO. Technologietransfer von High-Tech-Wissen zur Werkzeugproduktion in sächsischen Unternehmen. 27. Juni 2006. in Oelsnitz / Erzgebirge.
 WEPRO Technologietransfer von High-Tech-Wissen zur Werkzeugproduktion in sächsischen Unternehmen Workshop in Oelsnitz / Erzgebirge 27. Juni 2006 Inhalt Versuch einer Systematisierung Rapid Tooling zur
WEPRO Technologietransfer von High-Tech-Wissen zur Werkzeugproduktion in sächsischen Unternehmen Workshop in Oelsnitz / Erzgebirge 27. Juni 2006 Inhalt Versuch einer Systematisierung Rapid Tooling zur
Ultramid B High Speed
 Ultramid B Polyamid 6 mit verbesserten Fließeigenschaften Ultramid im Internet: www.ultramid.de Ultramid B spart Kosten beim Spritzgießen Ultramid B spart Kosten beim Spritzgießen Ein thermoplastischer
Ultramid B Polyamid 6 mit verbesserten Fließeigenschaften Ultramid im Internet: www.ultramid.de Ultramid B spart Kosten beim Spritzgießen Ultramid B spart Kosten beim Spritzgießen Ein thermoplastischer
Dicke Gewicht Legierung /Zustand
 ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
Numerische Bestimmung von Schweißeigenspannungen
 Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Der verschleissfeste Stahl
 Der verschleissfeste Stahl Walzprofile. Hohe Qualität. STEEL FOR LIFE WARRANTY ESTRONG ist ein kohlenstoffarmer Legierungsstahl mit hohem Gehalt an Bor, Molybdän und Nickel, die die mechanischen Merkmale
Der verschleissfeste Stahl Walzprofile. Hohe Qualität. STEEL FOR LIFE WARRANTY ESTRONG ist ein kohlenstoffarmer Legierungsstahl mit hohem Gehalt an Bor, Molybdän und Nickel, die die mechanischen Merkmale
»ADDITIVE FERTIGUNGSTECHNOLIOGIEN ALS PRODUKTIONSVERFAHREN DER ZUKUNFT«
 »ADDITIVE FERTIGUNGSTECHNOLIOGIEN ALS PRODUKTIONSVERFAHREN DER ZUKUNFT«Potentiale, Herausforderungen, Markt und Trends André Bergmann IHK Innovationstag 2016 Prof. Dr. h. c. Dr.-Ing. E. Uhlmann Produktionssysteme
»ADDITIVE FERTIGUNGSTECHNOLIOGIEN ALS PRODUKTIONSVERFAHREN DER ZUKUNFT«Potentiale, Herausforderungen, Markt und Trends André Bergmann IHK Innovationstag 2016 Prof. Dr. h. c. Dr.-Ing. E. Uhlmann Produktionssysteme
Werkzeug und Maschinenbau
 Werkzeug und Maschinenbau 3 2 Metallbearbeitung innovativ, flexibel und kompetent Seit über 40 Jahren sind wir, die Rautenberg GmbH, systeme stehen für einen schnellen Informationsfluss ein kompetenter
Werkzeug und Maschinenbau 3 2 Metallbearbeitung innovativ, flexibel und kompetent Seit über 40 Jahren sind wir, die Rautenberg GmbH, systeme stehen für einen schnellen Informationsfluss ein kompetenter
Viele Einflussfaktoren erfordern Expertenwissen
 Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
LEICHTBAU. Additive. Manufacturing
 LEICHTBAU AM Additive Manufacturing Das Verfahren ELiSE AM: zur Auslegung von Additive Manufacturing Bauteilen Das Potenzial von ELiSE AM zeigen wir Ihnen am Beispiel des innovativen Faltrades Bionic Bike.
LEICHTBAU AM Additive Manufacturing Das Verfahren ELiSE AM: zur Auslegung von Additive Manufacturing Bauteilen Das Potenzial von ELiSE AM zeigen wir Ihnen am Beispiel des innovativen Faltrades Bionic Bike.
Schweißkonstruktionen aus Edelstahl
 Schweißkonstruktionen aus Edelstahl Bauteile und Konstruktionen aus Edelstahl stellen einen hohen Anspruch an die Verarbeitung - Wir sind für Sie da und beraten Sie auch gern im Vorfeld der Konstruktion
Schweißkonstruktionen aus Edelstahl Bauteile und Konstruktionen aus Edelstahl stellen einen hohen Anspruch an die Verarbeitung - Wir sind für Sie da und beraten Sie auch gern im Vorfeld der Konstruktion
5.5 Verfestigungsmechanismen 109. Die Streckgrenze kann näherungsweise nach folgender Beziehung berechnet werden:
 5.5 Verfestigungsmechanismen 109 Abb. 5.44 Einfluss der Probengröße auf die Dauerfestigkeit Betriebsbeanspruchungen unter höheren Temperaturen im Zeitstandbereich, wenn mit Kriechvorgängen gerechnet werden
5.5 Verfestigungsmechanismen 109 Abb. 5.44 Einfluss der Probengröße auf die Dauerfestigkeit Betriebsbeanspruchungen unter höheren Temperaturen im Zeitstandbereich, wenn mit Kriechvorgängen gerechnet werden
Blech ist unser Werkstoff
 Blech ist unser Werkstoff GEWA Blechtechnik GmbH zählt zu den führenden Lohnfertiger in der Metallbranche in Österreich. Wir fertigen an unserem Standort Ried im Traunkreis (OÖ) Laserschnitte, Stanz- und
Blech ist unser Werkstoff GEWA Blechtechnik GmbH zählt zu den führenden Lohnfertiger in der Metallbranche in Österreich. Wir fertigen an unserem Standort Ried im Traunkreis (OÖ) Laserschnitte, Stanz- und
Online-Prozessüberwachung mittels Ultraschall bei der generativen Fertigung
 DGZfP-Jahrestagung 2014 Mo.3.A.1 More Info at Open Access Database www.ndt.net/?id=17356 Online-Prozessüberwachung mittels Ultraschall bei der generativen Fertigung Joachim BAMBERG 1, Alexander DILLHÖFER
DGZfP-Jahrestagung 2014 Mo.3.A.1 More Info at Open Access Database www.ndt.net/?id=17356 Online-Prozessüberwachung mittels Ultraschall bei der generativen Fertigung Joachim BAMBERG 1, Alexander DILLHÖFER
Ihr Full-Service-Partner
 Ihr Full-Service-Partner Gleitschleifen/Trowalisieren PER- und Alkalisch Entfetten/Waschen Rommeln Flächenbandschleifen Strahltechnik Kugelpolieren/Trowapast Fliehkraftschleifen www.igoberflaechentechnik.de
Ihr Full-Service-Partner Gleitschleifen/Trowalisieren PER- und Alkalisch Entfetten/Waschen Rommeln Flächenbandschleifen Strahltechnik Kugelpolieren/Trowapast Fliehkraftschleifen www.igoberflaechentechnik.de
Ihr Spezialist für Sonderbearbeitung. Sondergestelle und Sonderplattenbearbeitung
 Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Präsentation. Ausgewiesene Qualität - garantierte Sicherheit
 Präsentation Ausgewiesene Qualität - garantierte Sicherheit Warum RuossTech? Gesamtlösungen aus den Bereichen Blechtechnik und Elektrotechnik Einfache bis komplexe Lösungen inklusive Entwicklung und /
Präsentation Ausgewiesene Qualität - garantierte Sicherheit Warum RuossTech? Gesamtlösungen aus den Bereichen Blechtechnik und Elektrotechnik Einfache bis komplexe Lösungen inklusive Entwicklung und /
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt
 Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Arbeitsunterlagen für das Baustofftechnologie-Praktikum. Stahlwerkstoffe
 Arbeitsunterlagen für das Baustofftechnologie-Praktikum Stahlwerkstoffe 0 Deckblatt 1 Aufgabenstellung 2 Prüfvorschriften 3 Anleitung zur Durchführung für die Prüfungen 4 Literaturhinweise 5 Auswertungsblätter
Arbeitsunterlagen für das Baustofftechnologie-Praktikum Stahlwerkstoffe 0 Deckblatt 1 Aufgabenstellung 2 Prüfvorschriften 3 Anleitung zur Durchführung für die Prüfungen 4 Literaturhinweise 5 Auswertungsblätter
Kraftschlüssiger Spaltausgleich im Stahl- und Brückenbau
 Kraftschlüssiger Spaltausgleich im Stahl- und Brückenbau Themenliste Firmenvorstellung Leistungsspektrum Wie entstehen Spalte? Spaltausgleich mit MM1018 Technische Daten (ibac RWTH Aachen 16.01.2012) Anwendungsbeispiele
Kraftschlüssiger Spaltausgleich im Stahl- und Brückenbau Themenliste Firmenvorstellung Leistungsspektrum Wie entstehen Spalte? Spaltausgleich mit MM1018 Technische Daten (ibac RWTH Aachen 16.01.2012) Anwendungsbeispiele
Metalltechnik Logo - Unterzeile
 Metalltechnik Logo - Unterzeile Know-how und Erfahrung in der Metalltechnik Flexibel in Einzel- und Serienfertigung BNC Ihr Partner für Blechverarbeitung mit modernster Lasertechnik, CNC-Kanttechnik und
Metalltechnik Logo - Unterzeile Know-how und Erfahrung in der Metalltechnik Flexibel in Einzel- und Serienfertigung BNC Ihr Partner für Blechverarbeitung mit modernster Lasertechnik, CNC-Kanttechnik und
Herstellung eines Zeigers einer hochwertigen Armbanduhr mittels Wasserstrahl-geführtem Laser
 Herstellung eines Zeigers einer hochwertigen Armbanduhr mittels Wasserstrahl-geführtem Laser Mikro- und Feinbearbeitung Januar 2011 Technische Universität Dresden Gliederung 1. Allgemeines und Anforderungen
Herstellung eines Zeigers einer hochwertigen Armbanduhr mittels Wasserstrahl-geführtem Laser Mikro- und Feinbearbeitung Januar 2011 Technische Universität Dresden Gliederung 1. Allgemeines und Anforderungen
Protokoll zum Versuch: Zugversuch
 Protokoll zum Versuch: Zugversuch Fabian Schmid-Michels Nils Brüdigam Universität Bielefeld Wintersemester 2006/2007 Grundpraktikum I 18.01.2007 Inhaltsverzeichnis 1 Ziel 2 2 Theorie 2 3 Versuch 2 3.1
Protokoll zum Versuch: Zugversuch Fabian Schmid-Michels Nils Brüdigam Universität Bielefeld Wintersemester 2006/2007 Grundpraktikum I 18.01.2007 Inhaltsverzeichnis 1 Ziel 2 2 Theorie 2 3 Versuch 2 3.1
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
SPALEK Beschlagtechnik GmbH + Co. KG. stanzen. biegen. l asern fräsen
 SPALEK Beschlagtechnik GmbH + Co. KG stanzen biegen l asern fräsen M e ta l lt ei l e K u n s t s to f f t ei l e B au g r u p p e n Jährlich über 300 individuelle Maschinenwerkzeuge w w w. b e s c h l
SPALEK Beschlagtechnik GmbH + Co. KG stanzen biegen l asern fräsen M e ta l lt ei l e K u n s t s to f f t ei l e B au g r u p p e n Jährlich über 300 individuelle Maschinenwerkzeuge w w w. b e s c h l
1. Einleitung 2. Grundlagen
 Protokoll: Zugversuch Datum: 09.06.2009 Verfasser: Dimitrij Fiz Mitarbeiter: Sarah Löwy, Felix Jörg, Christian Niedermeier Gruppe: 12 Betreuer: Timo Herberholz 1. Einleitung Der Zugversuch ist ein wichtiges
Protokoll: Zugversuch Datum: 09.06.2009 Verfasser: Dimitrij Fiz Mitarbeiter: Sarah Löwy, Felix Jörg, Christian Niedermeier Gruppe: 12 Betreuer: Timo Herberholz 1. Einleitung Der Zugversuch ist ein wichtiges
Zerstörungsfreie Prüfung metallischer Rumpfsegmente Möglichkeiten und Potenziale bildgebender Verfahren
 Zerstörungsfreie Prüfung metallischer Rumpfsegmente Möglichkeiten und Potenziale bildgebender Verfahren Ulrike Dreßler DLR Köln, Institut für Werkstoff-Forschung Thomas Ullmann und Raouf Jemmali DLR Stuttgart,
Zerstörungsfreie Prüfung metallischer Rumpfsegmente Möglichkeiten und Potenziale bildgebender Verfahren Ulrike Dreßler DLR Köln, Institut für Werkstoff-Forschung Thomas Ullmann und Raouf Jemmali DLR Stuttgart,