Rostocker Schweißtage Wirtschaftliches UP-Quer-Schweißen an größeren Blechdicken in der Offshorestruktur und Schiffskörperendmontage
|
|
|
- Willi Fertig
- vor 6 Jahren
- Abrufe
Transkript







1 Rostocker Schweißtage 2013 Wirtschaftliches UP-Quer-Schweißen an größeren Blechdicken in der Offshorestruktur und Schiffskörperendmontage K.-M. Henkel, R. Peters, A. Gericke, A. Sumpf Vortragender: M.Sc. (SFI) Andreas Gericke 1

2 Agenda Hintergrund Rahmenbedingungen Lösungsansätze Versuchsdurchführung Ergebnisse Zusammenfassung & Ausblick Tripod 2


3 Hintergrund Fertigungsprozesse in Offshore-/ Schiffbauindustrie erfordern häufig Positionsschweißungen in PC MSG-Schweißen UP-Quernahtschweißen bisher nur im Tank-/ Behälterbau, Kugelbehälter für Bleche 20mm Träger-/ Führungssysteme industriell nur für zylindrische Bauteile verfügbar Einhängen notwendig Heftschweißungen für Führungsschienen bei neueren Anlagen Problem-/ Zielstellung Quelle: Kobelco 3
4 Hintergrund hochproduktive UP-Mehrdrahtvarianten in Querposition bei größeren Blechstärken bisher wenig untersucht Entwicklung flexibler Geräte-/ Führungstechnik für UP-Quernahtschweißen außerhalb der bisherigen Anwendungsfelder ohne Heftschweißungen (SLV MV) Prozess-/ Parametervalidierung für verschiedene Hochleistungsverfahrensvarianten in PC zur Erfüllung der mechanisch-technologischen Anforderungen (FhG AGP) Übertragung der bekannten Vorteile des UP-Prozesses von Position PA auf PC Problem-/ Zielstellung 4
5 Abschmelzleistung [kg/h] Theoretische Abschmelzleistungen Referenzproben bei 100%ED in PC Hintergrund Motivation Ø d=4mm (UP) S3Si 500A / Kopf 26 30V cm/min Ø d=1,2mm (MSG) T ,5Ni P A 24 26V 6 7cm/min 0 Eindraht Twin Tandem Tandem-Twin MSG 5
6 Eindraht Twin Tandem Tandem-Twin MAG-Schweißen Kosten pro Meter Schweißnaht [ /msn] Schweißaufgabe Rundnaht: Maschinen- und Fertigungskosten / msn Hintergrund Motivation 60 α = Maschinenkosten pro Meter SN Fertigungskosten pro Meter SN Verfahren 6
 Besondere Anforderungen an Nahtoberfläche (kerbfrei, nacharbeitungsarm) Rahmenbedingungen Offshore Tripodfertigung 7")
7 Rundnähte d 120mm DV-Naht mit tiefer Fuge und engem Spalt (43 ) häufig mechanisierter / simultaner MSG- Prozess an rundlaufenden Magnetschienen Schweißung z.t. außerhalb Fertigungshalle Einhängen der Anlage nicht möglich Offshore-Anforderungen an Verbindungen Hochfeste Feinkornbaustähle (R p0,2 355MPa) Tieftemperaturzähigkeit (z.t. bis T = -60 C) Besondere Anforderungen an Nahtoberfläche (kerbfrei, nacharbeitungsarm) Rahmenbedingungen Offshore Tripodfertigung 7

8 Schiffskörperendmontage auf Helling Rahmenbedingungen Lange Quernähte; verschiedene Blechstärken (13 bis 70mm; HV-Naht mit 45 / 35 ) Gütegrad A bis D36 derzeit mechanisiertes MSG- Schweißen Ziel: - geringe Raupenzahl - einseitiges Schweißen - Einhaltung der Anforderungen nach GL Rules Schiffbau Blockfertigung 8

9 Anlagenführung auf flexiblen Schienen Zwei Aluminiumschienen Schaltbare Magneten (100kg/Magnet) Gewichtsreduzierte Anlage ca. 115kg Masse Fahrgeschwindigkeit bis 150cm/min Mehrdrahtschweißen mit bis zu 4 Schweißelektroden; Ø max = 4mm Schwerpunkt nah an Schweißstelle (ca. 340mm) Handelsübliches Pulverband Lösungsansatz Konzept Anlagen-/ Führungstechnik UP-Automat Untersicht 9

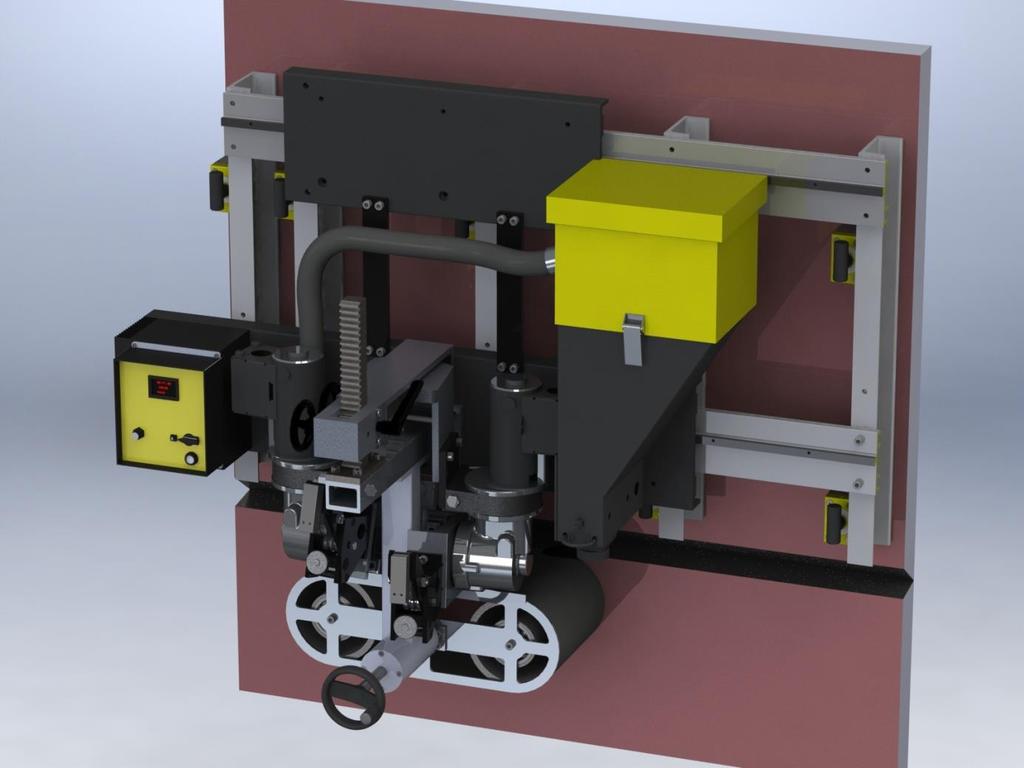
10 Lösungsansatz Konzept Anlagen-/ Führungstechnik 10

11 Lösungsansatz Konzept Anlagen-/ Führungstechnik Untersuchung der maximalen Haltekraft (Drehmoment): Einzelmagnete (BUG-O Magswitch MSQ 1000) Magnetpaare, Profilgeometrien Einfluss Temperatur Einfluss Kontaktfläche, Verunreinigung Simulation und experimentelle Validierung Verschiedene Profilanordnungen an Magnetschiene Schaltbarer Magnet Draufsicht 11

")

12 Lösungsansatz Konzept Anlagen-/ Führungstechnik Haltekraft von Magnetpaar 10-fach höher als einzelner Magnet (M max = 500Nm bei Vollkontakt) 50% Haltekraft bei Luftspalt s=1mm M Anlage = 380Nm bei M zulässig = 1000Nm (4 wirkende Magnete) 12



13 Lösungsansatz Herausforderungen Zugänglichkeit Wurzel, verlaufendes Schmelzbad Feste Schlacke / Schlackeeinschlüsse Heißrisse / Aufhärtungen Einhaltung mech./techn. Anforderungen



14 Lösungsansatz Parameterstudien Parameterstudien zu Wurzelschweißungen Problematiken: Schlackeanhaftungen Blaswirkung Verlaufendes Schmelzbad Lösung: Einbrandkerben Lange Schmelzbadstandzeit und kurzer Lichtbogen Bei Tandem-Prozessen annähernd identische Parameter Kein Einfluss der Polungsvariante Ausreichende Pulverabdeckung Proben zu Wurzelschweißungen 14




15 Lösungsansatz Parameterstudien Parameterstudien zu Decklagenschweißung Problematiken: Lösung: Einbrandkerben Überwölbung Verlaufen des Schmelzbades Tandem -Twin, V10 Twin, V16 Varianten mit einem Schweißkopf unkritisch Geometrie: Schweißköpfe müssen fluchten Wechselstrom (Tandem-Twin) gutes Fließverhalten Tendenzielle Parameter: v ; I ; U variabel Tandem- Twin, V13 (AC/AC) Tandem- Twin, V19(DC/DC) 15


16 Lösungsansatz Pulverschüttung Konventionelle Pulverschüttung, -pflüge, Druckbehälter für tiefe Fugen / Mehrdrahtschweißen unzureichend Konstruktion von Förderschnecke 16


17 Konstruktion von Förderschnecke Lösungsansatz Pulverschüttung 17

 -Flux 860 (AB) -842H (FB) -ST55 (FB) -OP 121 TT W (Oerlikon) -OP 121 TT W (FB)")
18 Versuchsdurchführung S355G10+M in d=60mm; A36 in d=20mm, 13mm Eindraht, Twin, Tandem, Tandem-Twin C Si Mn P S Cr Ni Mo % % % % % % % % S355 G10+M 0,044 0,25 2,48 0,0033 <0,0005 0,053 0,245 0,021 GL A36 0,15 0,34 1,37 0,0087 0,0025 0,06 0,018 0,0083 Lincoln Electric Drahtzug Stein Böhler Oerlikon Ø 2,4mm Ø 4mm Ø 2,4mm Ø 4mm Ø 2,4mm Ø 3,2mm Gefüge S355 G10+M Draht -LNS 168 -L61 -L50M -L61 -SDA D3 -TC 735B -TC731B -SDA D3 -TC 731B -S3 CrNiMo -OE SD3 1Ni 1/4Mo Pulver -Flux 888 (FB) -Flux 860 (AB) -842H (FB) -ST55 (FB) -OP 121 TT W (Oerlikon) -OP 121 TT W (FB) Gefüge A36 18



19 Versuchsanlage Fa. Lincoln 2 Inverterstromquellen je 1000A Autogene Vorwärmanlage Lösungsansatz Prozess-/ Parametervalidierung Autogenes Vorwärmen 19
20 I. Horizontal II. Vertikal 35 Lösungsansatz 35 Lagenaufbau bzw mm Tandem-Schweißung 10mm Eindraht-Schweißung Überhöhung 2mm

21 Ausgewählte Ergebnisse Offshore-Versuche / Tandem-Prozess 2 x 4mm Lincoln L50M / Flux 888 S355 G10+M, d=60mm DC+/AC Polung Tp = 120 C / Ti(max) = 170 C Abschmelzleistung = 15 kg/h Raupen-Nr. Schweißkopf 1 Schweißkopf 2 U [V] I [A] U [V] v [cm/min] T v [ C] E [kj/cm] 1 28, , , , , ,2 I [A] Decklage UP-Quer-Tandem- Schweißung 21

![70 80 Abstand [mm] 300 C3L4 Fülllagen 250 200 150 0 10 20 30 40 50 60 Abstand [mm]](/docs-images/78/76808802/images/22-1.jpg "300 C3L4 Wurzel 250 200 Makroschliff UP-Quer- Tandem-Schweißung 150 0 5 10 15 20 25")
22 Härtewert HV10 Härtewert HV10 Ausgewählte Ergebnisse Offshore-Versuche / Tandem-Prozess 20mm Härtewert HV C3L4 Decklage Abstand [mm] 300 C3L4 Fülllagen Abstand [mm] 300 C3L4 Wurzel Makroschliff UP-Quer- Tandem-Schweißung Abstand [mm]

23 Zug- und Biegeprüfungen bestanden Wasserstoffprüfungen unter 2,2 ml/100g Abschmelzleistungen bis 20kg/h Kerbschlagbiegeprüfungen in Deck-, Füll-, Wurzellagen bestanden bei T=-40 C Ausgewählte Ergebnisse Offshore-Versuche 20mm UP- Quer-Twin-Schweißung
24 Av (-40 C) [J] Ausgewählte Ergebnisse Kerbschlagarbeit Wurzellage "Offshore" bei T = -40 C Eindraht S3Si Tandem S3Si Eindraht S3Si Tandem-Twin Fülldraht Twin S3 CrNiMo Tandem-Twin S3 CrNiMo Anforderung (-40 C) 0 Schweißgut Schmelzlinie WEZ Ø Grundwerkstoff Unlegierter Draht vergleichbare Werte wie legierter Draht 24
25 Härtewert HV10 10mm Ausgewählte Ergebnisse SB-A1L4 Decklage GW WEZ SG WEZ GW Schiffbau-Versuche Abstand [mm] 10mm Reduktion der Raupenzahl von 10 auf 5 Erfüllung mechanisch-technologischer Anforderungen des GL Gefahr von Aufhärtungen und Heißrissen bei ungünstigen Parametern
26 Zusammenfassung und Ausblick Konzeptionelle Entwicklung von flexiblen Geräteträger und Führungstechnik zum UP-Quernahtschweißen erfolgt Verifizierung optimaler Magnetanordnung auch ohne Vollkontakt Entwicklung von Pulverschüttung für tiefe Fugen (Förderschnecke) Parameterermittlung für Wurzel- und Decklagenschweißung Optimierung des Lagenaufbaus erfolgt Prozessvalidierung durch große Zahl an Schweißversuchen Erfüllung der mechanisch-technologischen Anforderungen bei Schiffbau- und Offshoreproben 26
27 Zusammenfassung und Ausblick (2) Obere Grenze für eingebrachte Streckenenergie und Schweißgeschwindigkeit bei Schiffbaublechen Untere Grenze für wirtschaftliche Blechdicke aufgrund der hohen Produktivitätsentfaltung in Fülllagen Sehr großes Potential für Quernahtschweißungen im dickeren Blechbereich Versuche am Demonstrator ab November Das Vorhaben wurde gefördert von der gemeinnützigen Stiftung Stahlanwendungsforschung im Stifterverband für die Deutsche Wissenschaft e.v. Zweck der Stiftung ist die Förderung der Forschung auf dem Gebiet der Stahlverarbeitung und - anwendung in der Bundesrepublik Deutschland. Geprüft wurde das Forschungsvorhaben von einem Gutachtergremien der Forschungsvereinigung der Arbeitsgemeinschaft der Eisen und Metall verarbeitenden Industrie e.v. (AVIF), das sich aus Sachverständigen der Stahl anwendenden Industrie und der Wissenschaft zusammensetzt. Begleitet wurde das Projekt von einem Arbeitskreis des Center of Maritime Technologies e.v. 27

28 Vielen Dank für Ihre Aufmerksamkeit 28
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN
 HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Schweißtechnische Verarbeitung neuer Kraftwerkstähle
 Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
The Joy of Welding Around the World
 The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm
 Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert
 Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Innovatives Schweißen im Anlagen-, Behälter- und Rohrleitungsbau manuell und mechanisiert Vertriebs- und Technologiezentrum Weinheim 2013 EWM HIGHTEC WELDING GmbH Seite 1 2013 EWM HIGHTEC WELDING GmbH
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Regeneration von Verdichterschaufeln aus Titan
 Regeneration von Verdichterschaufeln aus Titan Der Lichtbogen als Reparatur-Werkzeug D. Langen, T. Hassel 05.04.2016 Titan in Flugzeugbau Quelle: Norsk Titanium Seite 2 Workshop Lichtbogenphysik 05.04.2016
Regeneration von Verdichterschaufeln aus Titan Der Lichtbogen als Reparatur-Werkzeug D. Langen, T. Hassel 05.04.2016 Titan in Flugzeugbau Quelle: Norsk Titanium Seite 2 Workshop Lichtbogenphysik 05.04.2016
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes
 Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Bericht 5137/2005. AiF-Nr. 13.597 N. DVS-Nr. 05.030
 Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
Spaltfreies Schweißen von Halbrohrschlangen mit dem WIG- Heißdraht-Verfahren
 Polysoude Praxis-Berichte Spaltfreies Schweißen von Halbrohrschlangen mit dem WIG- Heißdraht-Verfahren Ein alternatives Schweißverfahren für qualitativ hochwertige Schweißaufgaben im Behälter- und Apparatebau
Polysoude Praxis-Berichte Spaltfreies Schweißen von Halbrohrschlangen mit dem WIG- Heißdraht-Verfahren Ein alternatives Schweißverfahren für qualitativ hochwertige Schweißaufgaben im Behälter- und Apparatebau
Neue Marktchancen und kundenspezifische Lösungsansätze durch den Einsatz optimierter Lichtbogentechnologien. Jens Steinbach / PlaTec GmbH
 Neue Marktchancen und kundenspezifische Lösungsansätze durch den Einsatz optimierter Lichtbogentechnologien Jens Steinbach / PlaTec GmbH FASTARCSPEEDWELD HIGHSPEEDCONTROLWELDING ROOTPASINGHYBRIDDIGITAL
Neue Marktchancen und kundenspezifische Lösungsansätze durch den Einsatz optimierter Lichtbogentechnologien Jens Steinbach / PlaTec GmbH FASTARCSPEEDWELD HIGHSPEEDCONTROLWELDING ROOTPASINGHYBRIDDIGITAL
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN
 WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
10 kw-hochleistungsfaserlaser Erfahrungen aus verschiedenen Anwendungen
 kw-hochleistungsfaserlaser Erfahrungen aus verschiedenen Anwendungen A. Sumpf, U. Jasnau, P. Seyffarth, Rostock Veröffentlicht im DVS-Berichte Bd 237 (ISBN 3-87155-695-5): Schweißen und Schneiden 2005
kw-hochleistungsfaserlaser Erfahrungen aus verschiedenen Anwendungen A. Sumpf, U. Jasnau, P. Seyffarth, Rostock Veröffentlicht im DVS-Berichte Bd 237 (ISBN 3-87155-695-5): Schweißen und Schneiden 2005
Schweißtechnische Verarbeitung der Gusseisenwerkstoffe
 Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Forschungseinrichtung: Institut für Schweißtechnik und Fügetechnik Institut für Eisenhüttenkunde
 Titel: Entwicklung eines Fertigungskonzeptes zur Herstellung von längsnahtgeschweißten Spezialrohren mit Tieftemperaturanforderungen zum Transport saurer Medien Forschungseinrichtung: Institut für Schweißtechnik
Titel: Entwicklung eines Fertigungskonzeptes zur Herstellung von längsnahtgeschweißten Spezialrohren mit Tieftemperaturanforderungen zum Transport saurer Medien Forschungseinrichtung: Institut für Schweißtechnik
Schweißzusatzwerkstoffe und Lote
 Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Mobiles Schneiden und Schweißen mit Hochleistungsfaserlaser. Traktorsysteme mit angepassten Bearbeitungsköpfen
 5. Kolloquium Laserstrahlhandbearbeitung 29. und 30. November 2006 in Halle/Saale Mobiles Schneiden und Schweißen mit Hochleistungsfaserlaser Traktorsysteme mit angepassten Bearbeitungsköpfen Ulf Jasnau
5. Kolloquium Laserstrahlhandbearbeitung 29. und 30. November 2006 in Halle/Saale Mobiles Schneiden und Schweißen mit Hochleistungsfaserlaser Traktorsysteme mit angepassten Bearbeitungsköpfen Ulf Jasnau
UNTERPULV UNTERPUL ER SCHWEISSEN
 UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS
 DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
DAS BESTE AUS ZWEI TECHNOLOGIEN VEREINT IN EINEM PROZESS Andreas Millinger GmbH Sparte Schweißtechnik Froniusplatz 1 4600 Wels AGENDA / Funktionsprinzip TimeTwin / Funktionsprinzip CMT / Idee zu CMT Twin
DIN EN 287-1: Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)
 Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)") DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
Schweißen von WELDOX und HARDOX
 Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
ColdArc, ForceArc új dimenzók a hegesztésben
 ColdArc, ForceArc új dimenzók a hegesztésben EWM-coldArc Energiereduzierter Kurzlichtbogen Prinzip wärmeminimierter coldarc Phase 1 Lichtbogen brennt Phase 2 Kurzschluss Phase 3 Kurzschlussauflösung und
ColdArc, ForceArc új dimenzók a hegesztésben EWM-coldArc Energiereduzierter Kurzlichtbogen Prinzip wärmeminimierter coldarc Phase 1 Lichtbogen brennt Phase 2 Kurzschluss Phase 3 Kurzschlussauflösung und
10. Verwendungshinweise und technische Daten
 10. Verwendungshinweise und technische Daten Nichtrostende Stähle - Schweißelektroden Werkstoff Nr. Kurzzeichen Schweißelektrode artgleich/ artähnlich Datenblatt Seite höher ELEKTRODE legiert Datenblatt
10. Verwendungshinweise und technische Daten Nichtrostende Stähle - Schweißelektroden Werkstoff Nr. Kurzzeichen Schweißelektrode artgleich/ artähnlich Datenblatt Seite höher ELEKTRODE legiert Datenblatt
ALUNOX ist Ihr Programm: Kupfer.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
Thermomechanisch gewalzte Stähle für den Stahl- und Behälterbau
 Vortrag zum Seminar Schweißen der thermomechanisch gewalzten Feinkornbaustähle der SLV-Duisburg im Oktober 2000 Thermomechanisch gewalzte Stähle für den Stahl- und Behälterbau Dr.-Ing. F. Hanus, Dillinger
Vortrag zum Seminar Schweißen der thermomechanisch gewalzten Feinkornbaustähle der SLV-Duisburg im Oktober 2000 Thermomechanisch gewalzte Stähle für den Stahl- und Behälterbau Dr.-Ing. F. Hanus, Dillinger
Schweißen. Empfehlung für Schienenstähle
 Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Bild 1. Erwärmung einer Stahlplatte aus Feinkornstahl S690 mit einem Erdgas-Druckluft-Brenner bei einem Erdgasdruck von 0,1 bar
 Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Qualifizierung / Fortbildung
 Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN. "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen."
 WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
Alloy 15-5 PH UNS S15500
 Aushärtbarer nichtrostender CrNiCu-Stahl für Bauteile, die hohe Korrosionsbeständigkeit und gute Festigkeitseigenschaften bei Temperaturen bis etwa 300 C aufweisen sollen. Enpar Sonderwerkstoffe GmbH Betriebsweg
Aushärtbarer nichtrostender CrNiCu-Stahl für Bauteile, die hohe Korrosionsbeständigkeit und gute Festigkeitseigenschaften bei Temperaturen bis etwa 300 C aufweisen sollen. Enpar Sonderwerkstoffe GmbH Betriebsweg
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Laserstrahlschweißen von Edelstählen
 HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Hochleistungs-Faserlaser Anwendungen: Schneiden, Schweißen, Laserhybrid
 Hochleistungs-Faserlaser Anwendungen: Schneiden, Schweißen, Laserhybrid High Power Fiber Lasers and Amplifiers T h e P o w e r t o T r a n s f o r m TM Forum Produktion Nordwest, Juni 2014, Papenburg Agenda
Hochleistungs-Faserlaser Anwendungen: Schneiden, Schweißen, Laserhybrid High Power Fiber Lasers and Amplifiers T h e P o w e r t o T r a n s f o r m TM Forum Produktion Nordwest, Juni 2014, Papenburg Agenda
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe. Produktionsprogramm
 MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2
 Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2 Schwerter Qualitätstage 25.-26.09.2013 Dr.-Ing. Lorenz Gerke W.S. Werkstoff Service GmbH 1 / 29 DIN EN 1090-2
Die Schweißverfahrensprüfung in der Praxis Anforderungen und Ausführungen nach der DIN EN 1090-2 Schwerter Qualitätstage 25.-26.09.2013 Dr.-Ing. Lorenz Gerke W.S. Werkstoff Service GmbH 1 / 29 DIN EN 1090-2
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Anlauffarben. Anlauffarben. Formieren von hoch legierten Schweißverbindungen mit praktischen Vorführungen durch Olaf Sturm. Korrosionsbeständigkeit
 Formieren von hoch legierten Schweißverbindungen mit praktischen Vorführungen durch Olaf Sturm Formieren von hoch legierten Schweißverbindungen mit anschließenden praktischen Vorführungen Theoretische
Formieren von hoch legierten Schweißverbindungen mit praktischen Vorführungen durch Olaf Sturm Formieren von hoch legierten Schweißverbindungen mit anschließenden praktischen Vorführungen Theoretische
ALUNOX ist Ihr Programm: Nickel.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Nickel Massivdrähte/ WIG-Stäbe AX-82 AX-625 AX-NiTi3 AX-NiCu30 AX-FeNi AX-2.4607 AX-2.4886 AX-2.4611 Fülldrähte AX-FD-82 AX-FD-625 AX-FD-FeNi
Eigenspannungen berechnen mit Hilfe der Schweißsimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Reparaturen an großen Gussstücken durch Schweißen
 Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH Beeinflussung des metallurgischen Verhaltens strahlgeschweißter ter Verbindungen an Stählen durch prozessspezifische Einflussgröß ößen Jugend Forscht
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH Beeinflussung des metallurgischen Verhaltens strahlgeschweißter ter Verbindungen an Stählen durch prozessspezifische Einflussgröß ößen Jugend Forscht
Aufstellung Verfahrens und Arbeitsprüfungen Rohrleitungs und Stahlbau Schulz GmbH Zum Füllort Duisburg. Betriebstemperatur
 1 ASTM A335 Gr.P5 (~12CrMo 19 5) Ø 168,3 x 11 H 720 C, 60 141/111 SG CrMo5/ Fox CM 5 Kb HP 2/1 1 2 13 CrMo 4 4 159 x 4,5 H-L045 650 C, 45 141/111 Union 1 CrMo/DCMS Kb HP 2/1 1A 3 ASTM A335 Gr.P5 (~12CrMo
1 ASTM A335 Gr.P5 (~12CrMo 19 5) Ø 168,3 x 11 H 720 C, 60 141/111 SG CrMo5/ Fox CM 5 Kb HP 2/1 1 2 13 CrMo 4 4 159 x 4,5 H-L045 650 C, 45 141/111 Union 1 CrMo/DCMS Kb HP 2/1 1A 3 ASTM A335 Gr.P5 (~12CrMo
Das kleine WPS 1x1. 1. Einleitung. 2. Verfahrensqualifikation. 2.1 Ablauf einer Verfahrensqualifikation. Roland Latteier, Würzburg
 Das kleine WPS 1x1 Roland Latteier, Würzburg 1. Einleitung Nachfolgend geht es um schweißtechnische Voraussetzungen bzw. Bestandteile der Qualitätssicherung, die für die Fertigung im bauaufsichtlichen
Das kleine WPS 1x1 Roland Latteier, Würzburg 1. Einleitung Nachfolgend geht es um schweißtechnische Voraussetzungen bzw. Bestandteile der Qualitätssicherung, die für die Fertigung im bauaufsichtlichen
Kraftfahrzeug- und Grossmotor-Anwendungen. Kolbenringe und Kolbenringelemente Gusswerkstoffe
 Kraftfahrzeug- und Grossmotor-nwendungen usgabedatum: 03.01 und lemente Gusswerkstoffe Bezeichnung Referenz Materialqualität Härte KS MED E DIN GOE 12 K 1 47 210 6621-3 unlegiertes, unvergütetes Gusseisen
Kraftfahrzeug- und Grossmotor-nwendungen usgabedatum: 03.01 und lemente Gusswerkstoffe Bezeichnung Referenz Materialqualität Härte KS MED E DIN GOE 12 K 1 47 210 6621-3 unlegiertes, unvergütetes Gusseisen
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Anlage zur Akkreditierungsurkunde D PL 19508 01 00
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 19508 01 00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 01.09.2014 bis 31.08.2019 Ausstellungsdatum: 01.09.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 19508 01 00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 01.09.2014 bis 31.08.2019 Ausstellungsdatum: 01.09.2014 Urkundeninhaber:
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Fertigungsverfahren. Schutzgasschweissen. Stoffkunde und Fertigungstechnik Schutzgasschweissen. AGVS Ausbildungszentrum Berner Oberland 1/8
 Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Schweißdraht. copyright
 Schweißdraht 1 Schweißdraht Sidergas 2 Schweißdraht Novofil 3 Schweißdraht Isaf 4 Schweißdraht Hyundai 5 mittellegierte Schweißdrähte 6 Hochlegierte Schweißdrähte und Hochlegierte Stäbe 7 Schweißstäbe
Schweißdraht 1 Schweißdraht Sidergas 2 Schweißdraht Novofil 3 Schweißdraht Isaf 4 Schweißdraht Hyundai 5 mittellegierte Schweißdrähte 6 Hochlegierte Schweißdrähte und Hochlegierte Stäbe 7 Schweißstäbe
2. Schweißzusätze für die Aluminiumschweißung. Schweißzusätze für das Titan-Schweißen.
 1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
Schutzgas-Schweissen Ausgewählte Übersichtstabellen
 Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
Schweißzusatzwerkstoffe. Schweißzusatzwerkstoffe. Seiten. Stabelektroden - für Gußeisen. - un u. niedriglegiert. - hochlegiert.
 Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Einteilung der Stähle nach
 Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles
 Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Cluster-Forum Schweißtechnik im Kraftwerksbau , SLV München, NL d. GSI mbh
 Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh Schließen von Plattierungslücken an Ni-Basis-plattierten Blechen einer Rauchgasentschwefelungsanlage MSG-Schweißen Schweißen
Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh Schließen von Plattierungslücken an Ni-Basis-plattierten Blechen einer Rauchgasentschwefelungsanlage MSG-Schweißen Schweißen
Benennungen und Definitionen. Schmefzschweißen an Stählen
 DK 621.791.052.001.I 1 1. Mai 1982 Ausfü hrungsrichtlinien für Schweißsföße Benennungen und Definitionen Schmefzschweißen an Stählen UNORM M 7804 Teil 1 Recommendations for the design of welded joints;
DK 621.791.052.001.I 1 1. Mai 1982 Ausfü hrungsrichtlinien für Schweißsföße Benennungen und Definitionen Schmefzschweißen an Stählen UNORM M 7804 Teil 1 Recommendations for the design of welded joints;
FOREnergy die energieflexible Fabrik
 FOREnergy die energieflexible Fabrik 4. A³ Wissenschaftsdialog Energie "Virtuelle Kraftwerke - Intelligente Netze - Energiespeicherung" 23. November 2012, Universität Augsburg Peter Tzscheutschler Technische
FOREnergy die energieflexible Fabrik 4. A³ Wissenschaftsdialog Energie "Virtuelle Kraftwerke - Intelligente Netze - Energiespeicherung" 23. November 2012, Universität Augsburg Peter Tzscheutschler Technische
Zulassungszertifikat für Schweißzusätze und Schweißhilfsstoffe
 SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
Schweißen en an Gusseisen. Stronger, with Castolin Eutectic
 Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Besonderheiten beim Schneiden und Schweißen hochfester Feinkornbaustähle bis 1100 N/mm² Mindeststreckgrenze
 Besonderheiten beim Schneiden und Schweißen hochfester Feinkornbaustähle bis 11 N/mm² Mindeststreckgrenze Peter Gerster Ehingen und Horst Wegmann Duisburg Kurzfassung Hochfeste Baustähle bieten in zahlreíchen
Besonderheiten beim Schneiden und Schweißen hochfester Feinkornbaustähle bis 11 N/mm² Mindeststreckgrenze Peter Gerster Ehingen und Horst Wegmann Duisburg Kurzfassung Hochfeste Baustähle bieten in zahlreíchen
Bundesministerium für Verkehr und digitale Infrastruktur. Seite 1. Stand 11/2014
 Elutionskriterien zur Beurteilung der Umweltverträglichkeit von Wasserbausteinen im Rahmen der Novellierung der TLW Lars Düster*, Dierk-Steffen Wahrendorf, Corinna Brinkmann, Jürgen Pelzer, Thomas Ternes
Elutionskriterien zur Beurteilung der Umweltverträglichkeit von Wasserbausteinen im Rahmen der Novellierung der TLW Lars Düster*, Dierk-Steffen Wahrendorf, Corinna Brinkmann, Jürgen Pelzer, Thomas Ternes
BÖHLER TURBOTHERM T249 HOCHWARMFESTER STAHL CREEP RESISTING STEEL
 BÖHLER TURBOTHERM T249 HOCHWARMFESTER STAHL CREEP RESISTING STEEL Eigenschaften Hochwarmfester, austenitischer Stahl. Properties Creep resisting austenitic steel. Verwendung Bauteile für Dampf- und Gasturbinen
BÖHLER TURBOTHERM T249 HOCHWARMFESTER STAHL CREEP RESISTING STEEL Eigenschaften Hochwarmfester, austenitischer Stahl. Properties Creep resisting austenitic steel. Verwendung Bauteile für Dampf- und Gasturbinen
Präzision und Prozesssicherheit auch in Zwangspositionen
 Präzision und Prozesssicherheit auch in Zwangspositionen Die Abu Dhabi MAR Kiel GmbH blickt auf über 150 Jahre Erfahrung im Schiffbau zurück. Die Werft ist sowohl auf den Neubau von Megayachten und Marineschiffen
Präzision und Prozesssicherheit auch in Zwangspositionen Die Abu Dhabi MAR Kiel GmbH blickt auf über 150 Jahre Erfahrung im Schiffbau zurück. Die Werft ist sowohl auf den Neubau von Megayachten und Marineschiffen
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle)
") 8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie
 Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
Think Big große, aber dennoch splicefreie FML- Strukturen dank Friction Stir Welding
 DLR.de Folie 1 Think Big große, aber dennoch splicefreie FML- Strukturen dank Friction Stir Welding M. Besel ( * ), F. Landgraf ( ** ), U. Alfaro Mercado, U. Dreßler ( * ) michael.besel@dlr.de ( ** ) Aleris
DLR.de Folie 1 Think Big große, aber dennoch splicefreie FML- Strukturen dank Friction Stir Welding M. Besel ( * ), F. Landgraf ( ** ), U. Alfaro Mercado, U. Dreßler ( * ) michael.besel@dlr.de ( ** ) Aleris
Schweißtechnische Herstellung von Komponenten für Offshore- Windenergieanlagen Klaus Hoops, Rolf Paschold ESAB GmbH
 Schweißtechnische Herstellung von Komponenten für Offshore- Windenergieanlagen Klaus Hoops, Rolf Paschold ESAB GmbH 1. Einleitung Die Offshore-Windenergie wird im zukünftigen Energiemix eine gewichtige
Schweißtechnische Herstellung von Komponenten für Offshore- Windenergieanlagen Klaus Hoops, Rolf Paschold ESAB GmbH 1. Einleitung Die Offshore-Windenergie wird im zukünftigen Energiemix eine gewichtige
Verifizierung des Kopplungsalgorithmus analytisches Schrumpfkraftmodell mit numerischer FE-Berechnung
 Erweiterung eines analytisch-numerischen Hybridmodells für die Verzugssimulation von Großstrukturen Verifizierung des Kopplungsalgorithmus analytisches Schrumpfkraftmodell mit numerischer FE-Berechnung
Erweiterung eines analytisch-numerischen Hybridmodells für die Verzugssimulation von Großstrukturen Verifizierung des Kopplungsalgorithmus analytisches Schrumpfkraftmodell mit numerischer FE-Berechnung
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC)
 mit Hilfe der Lichtbogenhöhensteuerung (AVC)") WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
Fügen und Bearbeiten von Chrom Nickel Stahl
 http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
PATENTIERT. Innovative EWM MIG/MAG-Schweißprozesse. Phoenix. forcearc. forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung.
 Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung forcearc rootarc Impuls superpuls Verfahrensumschaltung
Innovative EWM MIG/MAG-Schweißprozesse PATENTIERT alpha Q Phoenix Taurus Synergic forcearc coldarc pipesolution Impuls superpuls Verfahrensumschaltung forcearc rootarc Impuls superpuls Verfahrensumschaltung
Orbitalschweißen von Aluminiumrohren
 Orbitalschweißen von Aluminiumrohren Entwicklung des Rührreibschweißprozesses für die hochfeste Aluminiumlegierung EN AW 7085 T76 und die Anwendung an einem Aluminium Druckbehälter Hütter A. (IWS TUGraz),
Orbitalschweißen von Aluminiumrohren Entwicklung des Rührreibschweißprozesses für die hochfeste Aluminiumlegierung EN AW 7085 T76 und die Anwendung an einem Aluminium Druckbehälter Hütter A. (IWS TUGraz),
W E R K S T O F F K U N D E - L A B O R PROTOKOLL. Thema: HÄRTEMESSUNG VON METALLEN
 Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Fügen und Bearbeiten von Chrom Nickel Stahl
 Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl