Werkstofftechnische Gesellschaft Ulm Grenzen der Prüftechnik zur Wärmebehandlungsüberwachung
|
|
|
- Julia Fleischer
- vor 6 Jahren
- Abrufe
Transkript

1 Werkstofftechnische Gesellschaft Ulm Grenzen der Prüftechnik zur Wärmebehandlungsüberwachung Arnold Horsch Folie 1
2 Alle Unterlagen sind zu Ihrem persönlichen Gebrauch und unterliegen dem Copyright von Die weitere Verwendung ist nur mit Quelleangabe und vorheriger Genehmigung gestattet Folie 2
3 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 3
4 Wer bin ich? Alter 56, Seit 1973 = >40 Jahre in der Werkstoffprüfung Seit 2002 Selbständig, seit 2013 mit Schwerpunkt Wärmebehandlungsüberwachung Schulung Wärmebehandlungsüberwachung Härteprüfung Metallographie Prüforganisation Zerstörungsfreie Härte - und Gefügeprüfung Folie 4 Obmann DIN-NA AA Prüfung nach der Wärmebehandlung Project Leader EN SHD, Überarbeitung Member EN Project Team NHD Neuerstellung Tätigkeit in verschiedenen Ausschüssen AWT VDI DIN - EN




5 Was mache ich? Schulungen, Seminare Inhouse Schulungen und Trainings Beratungen zur Prüfung und Prüfoptimierung Folie 5

6 Was mache ich? Zerstörungsfreie Gefüge - und Härteprüfung mit magnetinduktiven Verfahren (Wirbelstrom) Folie 6
7 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 7
8 Prüfmethoden zur Bestimmung des Wärmebehandlungsergebnisses Härteprüfung Metallografie Zugversuch + Kerbschlagbiegeversuch Chem. Analyse (Spektrometer- GDOS - Verbrennung C) Magnetinduktive Verfahren ZfP Röntgendiffraktometer ZfP Folie 8
9 Verteilung der angewendeten Prüfmethoden Metallographie 5% Zugversuche 3% ZFP 1% andere 1% Härteprüfung > 90% Folie 9
10 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Stand der Normung zur CHD - NHD - SHD Prüfung Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 10
11 Warum Härteprüfung? Zweck der Härteprüfung ist es, vergleichbare Kennzahlen des Verformungswiderstandes der Oberfläche eines Werkstoffes zu ermitteln, die jedoch nicht die Bedeutung einer Werkstoffkennzahl haben. Obwohl die Härte eines Werkstoffes keine eindeutige Stoffeigenschaft ist, kann sie als Vergleichswert sehr vielseitig angewandt und ausgelegt werden. Die Härte ist keine physikalische Eigenschaft. Die Härteprüfung stellt den relativ sicheren Versuch dar, verschiedene Werkstoffzustände mittels einer Kennzahl, die keine Werkstoffkennzahl ist, zu beschreiben. Es gibt jedoch verschiedene Werkstoffzustände die den gleichen Härtewert aufweisen können. Dies kann in den unterschiedlichen Gefügestrukturen nach einer Wärmebehandlung begründet sein. Folie 11
12 Mechanische Werkstoffprüfverfahren Um die mit Hilfe der mechanischen Werkstoffprüfverfahren gewonnenen Werkstoffkennwerte miteinander vergleichen zu können, müssen die Versuche unter definierten und reproduzierbaren Bedingungen durchgeführt werden.!!! Merke!!! Äpfel und Möhren sind nicht das gleiche Folie 12





13 Einfluss der Prüfbedingungen 38 C Folie C
14 HV 1 Einfluss der zulässigen Messunsicherheit bei der Vickershärteprüfung Härtevergleichsplatte 25 Messungen 25 Messungen Mittelwert Messung Mittelwert 558 Messung HV 558 HV Lampe Optimal Lampe Optimal DIN -5% DIN -5% DIN +5% Range 18,5 MU Maschine = 10,36 DIN % soll DIN 552 soll Lampe DIN falsch zentriert Folie 14
15 Rockwell Härteprüfung Folie 15
16 Das Rockwell-Verfahren Verfahren Norm Prüfart Prüflasten Eindringkörper HR Härte Rockwell A, B, C, F, N, T und weitere DIN EN ISO 6508 Teil 1-3 ASTM E18 Makrohärte Vorlast 3 oder 10 kgf kgf kgf Diamantkegel 120 Hartmetallkugeln Ø 1/16 ½ Zoll C steht für Cone (Kegel) B steht für Ball (Kugel) Die Prüfvorkraft Fo ist konstant: kgf Die Prüfgesamtkräfte F (Prüfvorkraft Fo + Prüfzusatzkraft F1) sind: kgf Die Messeinheit bei Normal-Rockwell entspricht 0,002 (0,001) mm Eindringtiefe Folie 16
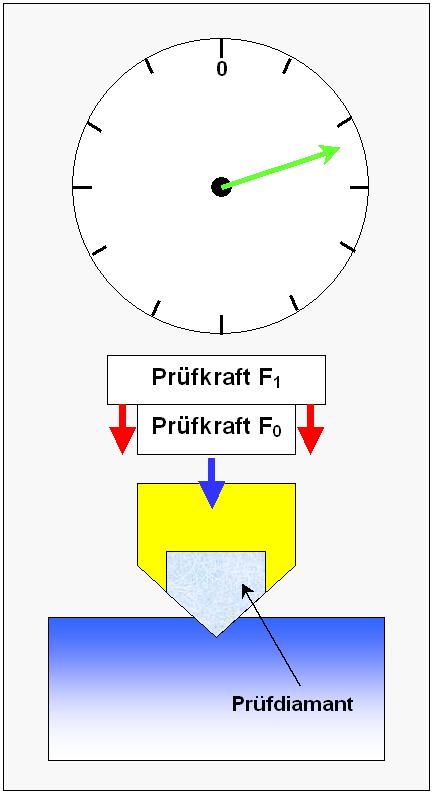
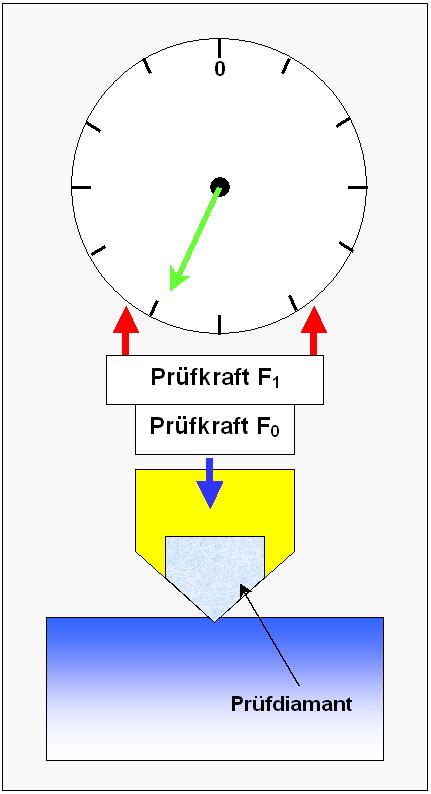
17 Das Rockwell-Verfahren Folie 17

18 Das Rockwell-Verfahren Beispiel HRC Mit einem Diamantkörper und der Eindringtiefe von 0,080 mm erhält man 100 0,080/0,002 = 60 Rockwell C Beispiel HRB Mit derselben Eindringtiefe, aber mit einem Kugeleindringkörper würde man 130 0,082/0,002 = 89 Rockwell B erhalten. Folie 18
19 Bezeichnung Rockwell 55 HRC 70 HR 30T W(Hartmetallkugel) 90HRB W(Hartmetallkugel) Folie 19
20 Brinell Härteprüfung Folie 20
 wird durch das Verhältnis von aufgebrachter Prüfgesamtkraft zur Oberfläche der Kugelkalotte bestimmt.")
21 Das Brinell -Verfahren Verfahren Norm Prüfart Prüflasten Eindringkörper HB Härte Brinell DIN EN ISO 6506 Teil 1-3 ASTM E 10 Makrohärte kgf Hartmetallkugeln Ø 1-2,5-5-10mm Die Brinellhärte (HBW) wird durch das Verhältnis von aufgebrachter Prüfgesamtkraft zur Oberfläche der Kugelkalotte bestimmt. Es gilt die Formel: wobei F die Prüfkraft in N, D der Durchmesser des Kugeleindringkörpers in mm und d der Durchmesser des Eindrucks in mm bezeichnet. Prüfzeit Kraftanstieg 2 bis 8 s Einwirkdauer der konstanten Prüfkraft 10 bis 15 s Folie 21
22 Bezeichnung Brinell Folie 22
23 Vickers Härteprüfung Folie 23

24 Das Vickers -Verfahren Verfahren Norm Prüfart Prüflasten Eindringkörper HV Härte Vickers DIN EN ISO 6507 Teil 1-3 ASTM E 384 Mikro - Kleinlast - Makro - härte 0,01-0,025-0,05-0,1-0,2 0,3-0, kgf und kleinere Diamantpyramide 136 Wie bei der Brinellzahl ist die Vickershärtezahl HV durch das Verhältnis zwischen aufgebrachter Prüfgesamtkraft und der Oberfläche des Eindrucks gegeben. Die Berechnung der Vickershärte erfolgt nach der folgenden Formel, wobei d den Mittelwert der Längen der Eindruck-Diagonalen (Genauigkeit: +/- 0,0002mm) angibt. Folie 24
25 Bezeichnung Vickers Folie 25
26 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 26
27 Härteprüfung zulässige Prüfungenauigkeit aus der Normung Folie 27

28 Härteprüfung zulässige Abweichungen aus der Normung Folie 28
29 Härteprüfung Rockwell Prüfgenauigkeit nach DIN EN ISO Folie 29
30 Prüfgenauigkeit Härteprüfung Rockwell Zulässige Grenzabweichung und Wiederholpräzision der Prüfmaschine für die Verfahren A, B, C, N, T Rockwell Härteskala Härtebereiche der Härtevergleichsplatte Grenzabweichung in Rockwell-Einheiten Zulässige Wiederholpräzision der Prüfmaschine A B 20 bis 75 HRA ± 2 HRA 0,02 (100-Ĥ) oder >75 bis 88 HRA ± 1,5 HRA 0,8 Rockwell-Einheiten a 20 bis 45 HRB ± 4 HRB > 45 bis 80 HRB ± 3 HRB > 80 bis 100 HRB ± 2 HRB C 20 bis 70 HRC ± 1,5 HRC 0,04 (130-Ĥ) oder 1,2 Rockwell-Einheiten a 0,02 (100-Ĥ) oder 0,8 Rockwell-Einheiten a a Der größere der beiden Werte muß genommen werden. H ist die Hälfte der verwendeten Härtevergleichsplatte Beispiel Soll Härtevergleichsplatte = 60,28 ± 0,3 HRC, zulässige Abweichung ± 1,5 HRC, WHG 0,8 HRC Maschine 1 = MW 59,1 / WHG 0,4 / Min. 58,9 Max. 59,3 HRC = MW soll - 1,18 Maschine 2 = MW 61,5 / WHG 0,4 / Min. 61,3 Max. 61,7 HRC = MW soll + 1,22 Maschine 3 = MW 60,3 / WHG 1,0 / Min. 59,8 Max. 60,8 HRC = MW soll + 0,02 Folie 30

31 Prüfgenauigkeit Härteprüfung Rockwell ältere Härtevergleichsplatten vor dem 1.Januar 2009 Folie 31
32 Ringversuch Härteprüfung Rockwell Grenzabweichung zulässig ±1,5 HRC ½ ISO Toleranz ½ ISO Toleranz Folie 32 Mit freundlicher Genehmigung des
33 Härteprüfung Brinell Prüfgenauigkeit nach DIN EN ISO Folie 33
34 Prüfgenauigkeit Härteprüfung Brinell Zulässige Wiederholpräzision und Grenzabweichung der Prüfmaschine Härte der Härtevergleichsplatte HBW Zulässige Wiederholpräzision der Prüfmaschine mm Grenzabweichung der Prüfmaschine % 125 0,030 đ 3 H 125< HBW 225 0,025 đ 2,5 H > 225 0,020 đ 2 H H ist die Härte der verwendeten Härtevergleichsplatte đ ist der Mittelwert aus 5 Eindruckdurchmessern Folie 34
35 Härteprüfung Vickers Prüfgenauigkeit nach DIN EN ISO 6507 Folie 35
36 Prüfgenauigkeit bei HV 10 HV 1 HV 0,2 HV 0, HV 10 = ± 3% zulässige Abweichung bei 700 HV 792 HV 1 = ± 5% zulässige Abweichung bei 700 HV HV 0,2 = ±11% zulässige Abweichung bei 700 HV HV 0,1 = bei 700 HV bereits nicht mehr genormt 623 Folie 36
37 Prüfgenauigkeit Härteprüfung Vickers Erforderliche Genauigkeit und Wiederholpräzision der optischen Messeinrichtung Tabelle 3 DIN EN ISO / Dezember 2013 Folie 37
38 Prüfgenauigkeit Härteprüfung Vickers Zulässige Wiederholpräzision und Grenzabweichung der Prüfmaschine Tabelle 5 DIN EN ISO / Dezember 2013 Folie 38
39 Prüfgenauigkeit Härteprüfung Vickers Zulässige Wiederholpräzision und Grenzabweichung der Prüfmaschine Tabelle 4 DIN EN ISO / Dezember 2013 Beispiel Soll 550 HV 1 = zulässige Abweichung ±5% = WHG 44HV Maschine 1 = MW 530 / WHG 15 / Min. 525 Max. 540 = MW soll - 20 Maschine 2 = MW 570 / WHG 15 / Min. 562 Max. 577 = MW soll + 20 Maschine 3 = MW 550 / WHG 54 / Min. 523 Max. 577 = MW soll ± 0 Folie 39
40 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 40
41 Messunsicherheit in der Härteprüfung Methode 1: Anwendung ohne systematischen Fehler der Härteprüfmaschine Methode 2: Alternative zu Methode 1 Berechnung der Messunsicherheiten auf Basis der Normen DIN EN ISO , , (Abschätzung beruht auf UNCERT Code of Practice Nr. 14 und erfordert die Messung von Probenmaterial) Folie 41
42 Bedeutung der Messunsicherheit Quelle: FH Fulda Folie 42

43 Bedeutung der Messunsicherheit MU Zur Verfügung stehende Toleranz MU Toleranz Folie 43
44 Bestimmung der Messunsicherheit Messunsicherheit des Prüfgerätes Messunsicherheit der Probe Folie 44

45 Achtung: Bitte nicht erschrecken!!! Es folgen Formeln! Folie 45
46 Messunsicherheit Methode 1 U: Erweiterte Messunsicherheit, K: =2, wenn 95 % Vertrauensintervall U E : Messunsicherheit aus der Grenzabweichung (1σ, aus Härteprüfer) U CRM : Meßunsicherheit der Härtevergleichsplatte (Kommentar: ist fast immer 0, da es normalerweise nicht zu messbaren Härteänderungen kommt) U H : Messunsicherheit der Messung auf der Härtevergleichsplatte, U X : Messunsicherheit der Messung des Probenmateriales, U ms : Messunsicherheit des optischen Messsystemes (Meßuhr) Meßergebnis X = x ± U Folie 46
47 Messunsicherheit Auswahl an Formeln Zusammenfassen der Größen U E, U CRM, U MS und U H : Meßunsicherheit Härteprüfmaschine: Grenzabweichung: Meßunsicherheit der Messung auf der Härtevergleichsplatte: Meßunsicherheit der Messungen auf dem Probenmaterial gemäß Standardabweichung: Gesamte erweiterte Meßunsicherheit: Berechnung von Messunsicherheiten über Formeln ist nicht beliebt Excelfile zur Berechnung Folie 47

48 Härtevergleichsplatte: Vorderseite Folie 48
49 Härtevergleichsplatte: Rückseite Folie 49
50 Berechnung der Messunsicherheit Rockwell, Methode 1 Excelfile aus Seminar Messsunsicherheiten , Werkstoffservice GmbH Myriam Winning, Ralf Krause Folie 50
51 Härteprüfung: Rockwell Unsicherheitsbudget HR Symbol X CRM d ms Auftrag Nr.: Datum: Berechnung: CRM = Certified Reference Material Name (Härtevergleichsplatte) CRM Probe Härteprüfmaschine Serien Nr. INPUT user Härtewert 1 60,90 62,10 Makrohärte Härtewert 2 61,00 61,50 Härtewert 3 61,10 61,20 Härteskala HR C Härtewert 4 61,10 62,50 Prüfobjekt Härtevergleichsplatte Härtewert 6 Anzahl Einzelproben: 5 5 Härtewert 7 Student-Faktor (68%, 1s): 1,13 1,13 Härtewert 8 Härtewert 5 60,70 61,00 Härtewert 9 Erweiterungsfaktor k: 2,00 für erw eiterte Messunsicherheit Härtewert 10 Mittelwert 60,96 61,66 Gemessene oder bestimmte Größe Härte (soll) Vergleichsplatte [HR] Zeitliche Drift Härtevergleichsplatte [HR] Auflösung optisches Messsystem [µm] Wert 60,82 u CRM Divisor für k=1 Wert Divisor u(xi) Symbol der Unsicherheit Sensitivitätskoeffizient ci 0,3 2,000 0,150 1,0 STABW der Einzelmessung [HR] 0, , Mittelwert 60,96 61,66 0 u CRM-D 0 4,899 0,000 1,0 STABW der Einzelmessung [HR] 0,167 0,627 0,1 u ms [mm] 0,0001 3,464 2,887E ,0 H Mittelwert Härtevergleichsplatte [HR] 60,96 u E 0, u E,2r 1,5 S Zahlenwert ISO , Tab. 2 0,002 s H Ergebnis X s H Ergebnis Ergebnis STABW der Einzelmessung [HR] MU der Prüfmaschine [HR] Mittelwert Härte Probe [HR] STABW der Einzelmessung [HR] Inhomogenität der Probe [HR] Erweiterte Messunsicherheit der Probe [HR] 0,167 u H 0, ,236 0,085 1,0 u HTM 0,56 61,66 0,627 u X 0, ,236 0,318 1,0 u X 0,32 U 1,29 Folie 51
52 Sie möchten die Excelmakros für Vickers Brinell Rockwell? Geben Sie mir Ihre Visitenkarte ich schicke Sie ihnen zu. Folie 52
53 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 53
54 Werkstoffeinfluss Der Einfluss der Materialungänzen wird bei der Härteprüfung meistens ignoriert Die Streuung die aus verschiedenen Prüfpositionen am Bauteil kommt wird ebenfalls meistens ignoriert Folie 54


55 Werkstoffeinfluss Zeiligkeiten können zu erheblichen Streuungen der Prüfergebnisse führen Folie 55 Längsschliff : Rand --- Kern --- Rand

56 Werkstoffeinfluss Zeiligkeiten können zu erheblichen Streuungen der Prüfergebnisse führen Oberflächenhärte CHD Folie 56
57 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 57




58 Prüfergebnisse an Bauteilen CHD + NHD Alle Messungen wurden mit automatischen Härteprüfmaschinen ermittelt Alle Proben wurden mit der gleichen Präparation geprüft Genutzte Prüfgeräte Foto Fritz Müller GmbH Foto KB Prüftechnik Foto ATM GmbH Folie 58

59 HRC Einfluss der Probe und der Messung auf das Ergebnis Oberflächenhärte Einsatzgehärtet 16MnCr5 62,0 61,5 Werte Flach Digital 61,0 60,5 60,0 Werte Hochkant Digital Werte Flach Analog 59,5 59,0 Werte Hochkant Analog MW alle 58,5 58,0 MW +1,5 57,5 MW -1,5 57,0 Folie 59
60 Einfluss der Probe auf das Ergebniss Reale Messung HV Härtevergleichsplatte 552 HV 25 Messungen, je 10x Ausgewertet 580 Sollwert 552HV1 570 MW 559 HV Alle Messungen 560 MW Einzelmessung Min. 550 Max Range 18,5 = 3,4% Erlaubt 44 = 8,0% MU Maschine = 10,36 DIN -5% DIN +5% Folie 60
61 HV 1 Einfluss der zulässigen Messunsicherheit bei der Vickershärteprüfung Härtevergleichsplatte 25 Messungen 25 Messungen Mittelwert Messung Mittelwert 558 Messung HV 558 HV Lampe Optimal Lampe Optimal DIN -5% DIN -5% DIN +5% Range 18,5 MU Maschine = 10,36 DIN % soll DIN 552 soll Lampe DIN falsch zentriert Folie 61

62 HV 1 Einfluss der Probe auf das Ergebnis MIN - MAX - MW Kurve aus 24 CHD Härteverläufen 16MnCr Min Maschine MU = 10,36 Probe MU 550HV = 23, HV ± 5% = HV ± MU = CHD 0,79 mm CHD 0,86 mm Max MW MW + 5% 400 CHD 0,71 mm 350 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1 1,2 1,3 1,4 1,5 Randabstand mm MW - 5% Messung in einem Prüfablauf ohne Unterbrechung mit automatischer Auswertung Reale Messung MW CHD 0,79mm - Streubreite am Bauteil 0,15 mm = 19% Folie 62
63 Einfluss der Probe und der Messung auf das Ergebnis Maschinen je 25 CHD Härteverläufe an 2 Proben gleiche Charge 16MnCr5 Reale Messung MW CHD 0,85 mm - Streubreite am Bauteil 0,30 mm = 35% Min. 650 Max. 600 MW MW - 5% 450 MW 5% CHD 0,66 mm CHD 0,85 mm CHD 0,96 mm GH ,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1 1,2 1,3 1,4 1,5 Folie 63

64 HV 10 Einfluss der Probe und der Messung auf das Ergebnis CrMo4 Gasnitriert Oberflächenhärte HV Messungen 690 Werte Min. 615 HV Max. 668 HV MW 646 HV DIN - 3% Range 53 MU Maschine 10,9 MU Probe 24,59 DIN+ 3% Folie 64

65 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 HV 0,3 Einfluss der Probe auf das Ergebnis CrMo4 Gasnitriert MIN - MAX - MW Kurve aus 15 NHD - Härteverläufen NHD 0,23 mm MIN Maschine MU 10,35 Probe MU 366 HV 21,18 NHD 0,24 mm Max. MW NHD 0,2 mm MW + X % MW - X % Randabstand mm Messung in einem Prüfablauf ohne Unterbrechung mit automatischer Auswertung Reale Messung MW NHD 0,23 mm - Streubreite am Bauteil 0,04 mm = 17% Folie 65

66 Einfluss der Probe und der Messung auf das Ergebnis Startpunktfehler zulässig ± 0,025 mm 0,50 mm Unscharfe Kantenerkennung durch schlechte Optik 500 : 1 Folie 66


67 Einfluss der Präparation auf das Ergebnis Messung der Randoxydation 0,05 mm 0,05 mm Folie 67


68 Einfluss der Präparation auf das Ergebnis Messung der CLT 0,05 mm 0,05 mm Folie 68
69 Prüfgenauigkeit bei der Spektralanalyse OES Ringversuch Ergebnisse Mit freundlicher Genehmigung des Folie 69

70 Prüfgenauigkeit bei der Spektralanalyse OES Kohlenstoff Range von 0,082 = 20% Mit freundlicher Genehmigung des Folie 70

71 Prüfgenauigkeit bei der Spektralanalyse OES - Chrom Range von 0,186 = 22 % Mit freundlicher Genehmigung des Folie 71
72 Prüfmittelfähigkeit von Werkstoffprüfsystemen Ja / Nein Nein Folie 72
73 Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen Zusammenfassung Folie 73
74 Zusammenfassung Härteprüfung Die Streuungen Prüfergebnisse der Härteprüfung können erheblich sein, >2 HRC sind normal Die Streuungen Prüfergebnisse der Härtetiefenmessung können schnell bis zu 35% betragen Nicht berücksichtigt wurde der Einfluss verschiedener Auswertesysteme, hier sind die Gerätehersteller sehr sparsam mit der Auskunft wie Sie den Auswerten Wir haben Geräte gefunden die vermutlich außerhalb der Norm Prüfen Folie 74
75 Zusammenfassung Zwischen den beteiligten sollten genaue absprachen getroffen werden bezüglich Genaue Prüfposition Welche Messung ist die Schiedsmessung Vermutlich sind viele Diskussionen über die Prüfergebnisse Diskussionen über die Prüfgenauigkeit Diskussionen über die natürlichen Streuungen des Werkstückes Die Prozesse in den Anlagen dürften geringere Streuungen aufweisen als die Prüfergebnisse vermuten lassen Wir suchen noch Teilnehmer an weiteren Ringversuchen - Messungen Folie 75
Härteprüfung. Definition: Die Härte einer Werkstoffoberfläche ist das Maß für den Widerstand der einem eindringenden Körper entgegengesetzt wird.
 1) Allgemeine Grundlagen: Definition: Die Härte einer Werkstoffoberfläche ist das Maß für den Widerstand der einem eindringenden Körper entgegengesetzt wird. Die Härte ist keine physikalische Größe, sondern
1) Allgemeine Grundlagen: Definition: Die Härte einer Werkstoffoberfläche ist das Maß für den Widerstand der einem eindringenden Körper entgegengesetzt wird. Die Härte ist keine physikalische Größe, sondern
Werkstoffkunde Protokoll Härteprüfung
 Werkstoffkunde Protokoll Härteprüfung Abs: Patrick Zeiner W99MB An: Dr. Bauch Oppenheimer Str.31 Institut für 55130 Mainz Werkstoffwissenschaften Patrick_Zeiner@Web.de 0106 Dresden Tel 017-410-8738 Tel
Werkstoffkunde Protokoll Härteprüfung Abs: Patrick Zeiner W99MB An: Dr. Bauch Oppenheimer Str.31 Institut für 55130 Mainz Werkstoffwissenschaften Patrick_Zeiner@Web.de 0106 Dresden Tel 017-410-8738 Tel
HÄRTEMESSUNGEN HÄRTEMESSUNGEN. Seeberger, Schalksmühle Alle Angaben ohne Gewähr Seite 1 von 5
 HÄRTEMESSUNGEN Seeberger, Schalksmühle Alle Angaben ohne Gewähr Seite 1 von 5 Härtemessungen werden bei der Erzeugung und Verarbeitung von Stahl im großen Umfang durchgeführt, da das Verfahren, verglichen
HÄRTEMESSUNGEN Seeberger, Schalksmühle Alle Angaben ohne Gewähr Seite 1 von 5 Härtemessungen werden bei der Erzeugung und Verarbeitung von Stahl im großen Umfang durchgeführt, da das Verfahren, verglichen
Härteprüfung 10. Oktober 2007 63. Härtereikolloquium Wiesbaden
 Härteprüfung 10. Oktober 2007 63. Härtereikolloquium Wiesbaden Arnold Horsch - 1 - Inhalt Wer bin ich Einsatz der verschiedenen Werkstoffprüfverfahren Die Werkstoffprüfmethoden Die Härteprüfung Historie
Härteprüfung 10. Oktober 2007 63. Härtereikolloquium Wiesbaden Arnold Horsch - 1 - Inhalt Wer bin ich Einsatz der verschiedenen Werkstoffprüfverfahren Die Werkstoffprüfmethoden Die Härteprüfung Historie
Festigkeit und Härte
 Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
Festigkeit und Härte Wichtige Kenngrößen für die Verwendung metallischer Werkstoffe sind deren mechanische Eigenschaften unter statischer Beanspruchung bei Raumtemperatur (RT). Hierbei hervorzuheben sind
W E R K S T O F F K U N D E - L A B O R PROTOKOLL. Thema: HÄRTEMESSUNG VON METALLEN
 Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Labor für Werkstoffanalytik
 Labor für Werkstoffanalytik Schriftliche Vorbereitung zur Übung Härteprüfung erarbeitet von Marcel Prinz Veranstaltungstechnik & -management Fachsemester 2 Folgende Schwerpunkte sind in der schriftlichen
Labor für Werkstoffanalytik Schriftliche Vorbereitung zur Übung Härteprüfung erarbeitet von Marcel Prinz Veranstaltungstechnik & -management Fachsemester 2 Folgende Schwerpunkte sind in der schriftlichen
Mobile Härteprüfverfahren Erfahrungen aus durchgeführten Eignungsprüfungen. 1 Einleitung
 Mobile Härteprüfverfahren Erfahrungen aus durchgeführten Eignungsprüfungen Prof. Dr.-Ing. Holger Frenz, Westfälische Hochschule, Standort Recklinghausen; Dipl.-Ing. Christian Weißmüller, Institut für Eignungsprüfung
Mobile Härteprüfverfahren Erfahrungen aus durchgeführten Eignungsprüfungen Prof. Dr.-Ing. Holger Frenz, Westfälische Hochschule, Standort Recklinghausen; Dipl.-Ing. Christian Weißmüller, Institut für Eignungsprüfung
1 Versuchsziel und Anwendung. 2 Grundlagen
 Versuch: Härtemessung 1 Versuchsziel und Anwendung Durch die Härtemessung werden reproduzierbare und vergleichbare Kennzahlen des Verformungswiderstandes der Werkstückoberfläche ermittelt. Die Versuche
Versuch: Härtemessung 1 Versuchsziel und Anwendung Durch die Härtemessung werden reproduzierbare und vergleichbare Kennzahlen des Verformungswiderstandes der Werkstückoberfläche ermittelt. Die Versuche
Methoden der Werkstoffprüfung Kapitel II Statistische Verfahren I. WS 2009/2010 Kapitel 2.0
 Methoden der Werkstoffprüfung Kapitel II Statistische Verfahren I WS 009/010 Kapitel.0 Schritt 1: Bestimmen der relevanten Kenngrößen Kennwerte Einflussgrößen Typ A/Typ B einzeln im ersten Schritt werden
Methoden der Werkstoffprüfung Kapitel II Statistische Verfahren I WS 009/010 Kapitel.0 Schritt 1: Bestimmen der relevanten Kenngrößen Kennwerte Einflussgrößen Typ A/Typ B einzeln im ersten Schritt werden
- Ermittlung von Kennwerten - Qualitäts- und Fehlerprüfung - Betriebsüberwachung - Schadensanalyse
 9. Werkstoffprüfung Warum Auswahl - Ermittlung von Kennwerten - Qualitäts- und Fehlerprüfung - Betriebsüberwachung - Schadensanalyse - Zugversuch - Härteprüfung - Kerbschlagbiegeversuch - Dauerschwingversuch
9. Werkstoffprüfung Warum Auswahl - Ermittlung von Kennwerten - Qualitäts- und Fehlerprüfung - Betriebsüberwachung - Schadensanalyse - Zugversuch - Härteprüfung - Kerbschlagbiegeversuch - Dauerschwingversuch
Wärmebehandlung von chemisch Nickel Schichten
 Dr.Do / 04.03.2011 Wärmebehandlung von chemisch Nickel Schichten 1. Haftungs-Tempern Art der Behandlung: Das Haftungs-Tempern dient zur Verbesserung der Haftung von chemisch Nickel Schichten auf unterschiedlichen
Dr.Do / 04.03.2011 Wärmebehandlung von chemisch Nickel Schichten 1. Haftungs-Tempern Art der Behandlung: Das Haftungs-Tempern dient zur Verbesserung der Haftung von chemisch Nickel Schichten auf unterschiedlichen
Methoden der Werkstoffprüfung Kapitel I Grundlagen. WS 2009/2010 Kapitel 1.0
 Methoden der Werkstoffprüfung Kapitel I Grundlagen WS 2009/2010 Kapitel 1.0 Grundlagen Probenmittelwerte ohne MU Akzeptanzbereich Probe 1 und 2 liegen im Akzeptanzbereich Sie sind damit akzeptiert! Probe
Methoden der Werkstoffprüfung Kapitel I Grundlagen WS 2009/2010 Kapitel 1.0 Grundlagen Probenmittelwerte ohne MU Akzeptanzbereich Probe 1 und 2 liegen im Akzeptanzbereich Sie sind damit akzeptiert! Probe
Übung Grundlagen der Werkstoffe. Themen: Kerbschlagbiegeversuch Härtemessung
 Übung Grundlagen der Werkstoffe Themen: Kerbschlagbiegeversuch Härtemessung Olaf Schroeter Qualifikation / Ausbildung Anforderungsprofile - Maschinenbau (Auswertung von 50 Stellenanzeigen der VDI-Nachrichten;
Übung Grundlagen der Werkstoffe Themen: Kerbschlagbiegeversuch Härtemessung Olaf Schroeter Qualifikation / Ausbildung Anforderungsprofile - Maschinenbau (Auswertung von 50 Stellenanzeigen der VDI-Nachrichten;
- technische Einflüsse (z.b. Toleranzen von Eindringkörpern oder Prüfkräften, Belastungsbedingungen, Diagonalenmessung)
") Versuch: Mikrohärteprüfung 1 Versuchsziel und Anwendung Das Ziel der Mikrohärteprüfung ergibt sich oft aus der Notwendigkeit, die Härte eines Werkstoffes zu ermitteln, wenn die Prüfkräfte der Härteprüfverfahren
Versuch: Mikrohärteprüfung 1 Versuchsziel und Anwendung Das Ziel der Mikrohärteprüfung ergibt sich oft aus der Notwendigkeit, die Härte eines Werkstoffes zu ermitteln, wenn die Prüfkräfte der Härteprüfverfahren
Messsystem SHP-Rockwell. mit Software HardworX-Standard. SCHÜTZ + LICHT Prüftechnik GmbH
 Messsystem SHP-Rockwell mit Software HardworX-Standard Messsystem SHP-Rockwell Modernisierungssatz für Rockwell für Härteprüfer WOLPERT (Für Härteprüfmaschinen WOLPERT Typen DIA-Testor 2Rc, DIA-Testor
Messsystem SHP-Rockwell mit Software HardworX-Standard Messsystem SHP-Rockwell Modernisierungssatz für Rockwell für Härteprüfer WOLPERT (Für Härteprüfmaschinen WOLPERT Typen DIA-Testor 2Rc, DIA-Testor
Mechanische Prüfverfahren
 Zugversuch Kerbschlagbiegeversuch Härteprüfung 1 Gegenüberstellung Zugversuch - Kerbschlagbiegeversuch einachsig quasistatisch Zugversuch Beanspruchung Temperatur Mehrachsigkeit Verformungsgeschwindigkeit
Zugversuch Kerbschlagbiegeversuch Härteprüfung 1 Gegenüberstellung Zugversuch - Kerbschlagbiegeversuch einachsig quasistatisch Zugversuch Beanspruchung Temperatur Mehrachsigkeit Verformungsgeschwindigkeit
Kugelwerkstoff Kugel aus Hartmetall, anwendbar für Werkstoffe mit Brinell-Härtewert bis etwa 650 HBW
 WT-Praktikum-Verbundstudium-Versuch06-Härteprüfung 1 1. Grundlagen 1.1 Zweck der Härteprüfungen Härteprüfungen können aus verschiedenn Gründen vorgenommen werden: zur Beurteilung des Verschleißverhaltens
WT-Praktikum-Verbundstudium-Versuch06-Härteprüfung 1 1. Grundlagen 1.1 Zweck der Härteprüfungen Härteprüfungen können aus verschiedenn Gründen vorgenommen werden: zur Beurteilung des Verschleißverhaltens
Härteprüfung nach Brinell / Vickers / Rockwell
 1/19 Hamburger Fern Hochschule / Studienzentrum Kaiserslautern Fachbereich Technik: Wirtschaftsingenieurwesen (B.Eng.) Werkstofftechnik Labor an der Fachhochschule Kaiserslautern (Morlauter Str. 31, 67657
1/19 Hamburger Fern Hochschule / Studienzentrum Kaiserslautern Fachbereich Technik: Wirtschaftsingenieurwesen (B.Eng.) Werkstofftechnik Labor an der Fachhochschule Kaiserslautern (Morlauter Str. 31, 67657
VERZUS 700 Rockwell & Universal Härteprüfmaschinen
 VERZUS 700 Rockwell & Universal Härteprüfmaschinen UNIVERSAL HÄRTEPRÜFMASCHINEN VERZUS 700 REIHE VERZUS 700RS/RSB EINSTIEGSMODELL VERZUS 700AS MIT ANGEBAUTEM MESSMIKROSKOP 1 UNIVERSAL HÄRTEPRÜFUNG Mit
VERZUS 700 Rockwell & Universal Härteprüfmaschinen UNIVERSAL HÄRTEPRÜFMASCHINEN VERZUS 700 REIHE VERZUS 700RS/RSB EINSTIEGSMODELL VERZUS 700AS MIT ANGEBAUTEM MESSMIKROSKOP 1 UNIVERSAL HÄRTEPRÜFUNG Mit
Dienstleistungskatalog + Preisliste 2013
 Dienstleistungskatalog + Preisliste 2013 Mechanisch-technologische Werkstoffprüfung, metallographische Untersuchungen und verwandte Bereiche. Prüfberichte, Erstbemusterungen und Schadensuntersuchungen
Dienstleistungskatalog + Preisliste 2013 Mechanisch-technologische Werkstoffprüfung, metallographische Untersuchungen und verwandte Bereiche. Prüfberichte, Erstbemusterungen und Schadensuntersuchungen
KB Prüftechnik KB 150 R. Rockwell. Prüfmaschinen vom Feinsten. Rockwell. Härteprüfmaschinen Load Cell Range. KB 150 R Standalone
 Prüfmaschinen vom Feinsten KB 150 R Standalone KB 150 R Rockwell Härteprüfmaschinen Load Cell Range Rockwell KB 150R Speziell für die Tiefenmessung entwickelt Performance Anpassbare Grundeinstellungen
Prüfmaschinen vom Feinsten KB 150 R Standalone KB 150 R Rockwell Härteprüfmaschinen Load Cell Range Rockwell KB 150R Speziell für die Tiefenmessung entwickelt Performance Anpassbare Grundeinstellungen
ROCKWELL-Härteprüfgeräte
 ROCKWELL-Härteprüfgeräte IMP-Ingenieurgesellschaft mbh Westerbreite 7 49084 Osnabrück Tel: 0541-9778-320 fax: 0541-9778-106 email:info@imp-deutschland.de http://www.imp-deutschland.de Mai 2003 ROCKWELL
ROCKWELL-Härteprüfgeräte IMP-Ingenieurgesellschaft mbh Westerbreite 7 49084 Osnabrück Tel: 0541-9778-320 fax: 0541-9778-106 email:info@imp-deutschland.de http://www.imp-deutschland.de Mai 2003 ROCKWELL
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
CMS - Porti. Camera Mess System - portabel. SCHÜTZ + LICHT Prüftechnik GmbH www.schuetz-licht.de
 CMS - Porti Camera Mess System - portabel - Netzunabhängiger Betrieb (je nach Akku des Netbook / Notebook 1-5 Stunden) - Sehr leichte Ausstattung: Ab 1,5 kg Gesamtgewicht mit Netbook - Ohne weiters, unhandliches
CMS - Porti Camera Mess System - portabel - Netzunabhängiger Betrieb (je nach Akku des Netbook / Notebook 1-5 Stunden) - Sehr leichte Ausstattung: Ab 1,5 kg Gesamtgewicht mit Netbook - Ohne weiters, unhandliches
DIN EN Dieser Platz ist für Ihr Bild vorgesehen
 DIN EN 10204 Dieser Platz ist für Ihr Bild vorgesehen DNVGL-Prüflabor Labor für zerstörende und zerstörungsfreie Werkstoffprüfungen 100% Tochter des DNVGL 4 Standorte (Mülheim, Herne, Stuttgart und Hamburg)
DIN EN 10204 Dieser Platz ist für Ihr Bild vorgesehen DNVGL-Prüflabor Labor für zerstörende und zerstörungsfreie Werkstoffprüfungen 100% Tochter des DNVGL 4 Standorte (Mülheim, Herne, Stuttgart und Hamburg)
M4C G3. Universal Härteprüfmaschine. in 3. Generation
 M4C G3 Universal Härteprüfmaschine in 3. Generation Bewährte Technik in 3. Generation. Vollautomatische Bildauswertung mit lückenloser Datenverwaltung. Tischhöhenverstellung per DC-Motor Tischhöhenverstellung
M4C G3 Universal Härteprüfmaschine in 3. Generation Bewährte Technik in 3. Generation. Vollautomatische Bildauswertung mit lückenloser Datenverwaltung. Tischhöhenverstellung per DC-Motor Tischhöhenverstellung
WB-Aktuell Fachreferat: Vortrag am zum 19. Seminar in Bad Kissingen ( Die Bilder wurden zugunsten schnellerer Downloadzeiten entfernt )
") WB-Aktuell Fachreferat: Vortrag am 07.03.2001 zum 19. Seminar in Bad Kissingen ( Die Bilder wurden zugunsten schnellerer Downloadzeiten entfernt ) Einleitung Sehr geehrte Damen und Herren, Die Firmen Gero
WB-Aktuell Fachreferat: Vortrag am 07.03.2001 zum 19. Seminar in Bad Kissingen ( Die Bilder wurden zugunsten schnellerer Downloadzeiten entfernt ) Einleitung Sehr geehrte Damen und Herren, Die Firmen Gero
10. Verwendungshinweise und technische Daten
 10. Verwendungshinweise und technische Daten Nichtrostende Stähle - Schweißelektroden Werkstoff Nr. Kurzzeichen Schweißelektrode artgleich/ artähnlich Datenblatt Seite höher ELEKTRODE legiert Datenblatt
10. Verwendungshinweise und technische Daten Nichtrostende Stähle - Schweißelektroden Werkstoff Nr. Kurzzeichen Schweißelektrode artgleich/ artähnlich Datenblatt Seite höher ELEKTRODE legiert Datenblatt
Mechanische Prüfverfahren
 Zugversuch Kerbschlagbiegeversuch Härteprüfung 1 Zugversuch: Spannungszustand und Probenverlängerung, schematisch F Axiale Zugkraft F bewirkt F σ einachsigen Spannungszustand mit Zugnormalspannung σ im
Zugversuch Kerbschlagbiegeversuch Härteprüfung 1 Zugversuch: Spannungszustand und Probenverlängerung, schematisch F Axiale Zugkraft F bewirkt F σ einachsigen Spannungszustand mit Zugnormalspannung σ im
Physikalische Übungen für Pharmazeuten
 Helmholtz-Institut für Strahlen- und Kernphysik Seminar Physikalische Übungen für Pharmazeuten Ch. Wendel Max Becker Karsten Koop Dr. Christoph Wendel Übersicht Inhalt des Seminars Praktikum - Vorbereitung
Helmholtz-Institut für Strahlen- und Kernphysik Seminar Physikalische Übungen für Pharmazeuten Ch. Wendel Max Becker Karsten Koop Dr. Christoph Wendel Übersicht Inhalt des Seminars Praktikum - Vorbereitung
Alle Rechte vorbehalten. Nachdruck, auch auszugsweise, ist ohne unsere Genehmigung nicht gestattet.
 Kugeln 2 Lineartechnik Stuttgart GmbH Stattmannstr. 23 72644 Oberboihingen Tel: +49 7022 2629384 Fax: +49 7022 2629395 info@lineartechnik-stuttgart.de www.lineartechnik-stuttgart.de Alle Rechte vorbehalten.
Kugeln 2 Lineartechnik Stuttgart GmbH Stattmannstr. 23 72644 Oberboihingen Tel: +49 7022 2629384 Fax: +49 7022 2629395 info@lineartechnik-stuttgart.de www.lineartechnik-stuttgart.de Alle Rechte vorbehalten.
Diskussion Diskussion. 5.1 Fehlerbetrachtung Probekörperherstellung
 Diskussion 89 5 Diskussion 5.1 Fehlerbetrachtung 5.1.1 Probekörperherstellung Um der DIN EN ISO 1562 zu entsprechen, wurden konfektionierte Körper zur Probekörperherstellung verwendet [11]. Die Vermessung
Diskussion 89 5 Diskussion 5.1 Fehlerbetrachtung 5.1.1 Probekörperherstellung Um der DIN EN ISO 1562 zu entsprechen, wurden konfektionierte Körper zur Probekörperherstellung verwendet [11]. Die Vermessung
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19190-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 18.03.2014 bis 17.03.2019 Ausstellungsdatum: 18.03.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19190-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 18.03.2014 bis 17.03.2019 Ausstellungsdatum: 18.03.2014 Urkundeninhaber:
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Kraftfahrzeug- und Grossmotor-Anwendungen. Kolbenringe und Kolbenringelemente Gusswerkstoffe
 Kraftfahrzeug- und Grossmotor-nwendungen usgabedatum: 03.01 und lemente Gusswerkstoffe Bezeichnung Referenz Materialqualität Härte KS MED E DIN GOE 12 K 1 47 210 6621-3 unlegiertes, unvergütetes Gusseisen
Kraftfahrzeug- und Grossmotor-nwendungen usgabedatum: 03.01 und lemente Gusswerkstoffe Bezeichnung Referenz Materialqualität Härte KS MED E DIN GOE 12 K 1 47 210 6621-3 unlegiertes, unvergütetes Gusseisen
Messunsicherheiten. In der Spektormetrie. I.Poschmann, W.S. Werkstoff Service GmbH.
 Messunsicherheiten In der Spektormetrie I.Poschmann, W.S. Werkstoff Service GmbH www.werkstoff-service.de I. Poschmann, www.werkstoff-service.de, Messunsicherheiten in der Spektrometrie 1/ 14 W.S. Werkstoff
Messunsicherheiten In der Spektormetrie I.Poschmann, W.S. Werkstoff Service GmbH www.werkstoff-service.de I. Poschmann, www.werkstoff-service.de, Messunsicherheiten in der Spektrometrie 1/ 14 W.S. Werkstoff
Messunsicherheitsabschätzung nach DIN ISO 11352
 Messunsicherheitsabschätzung nach DIN ISO 11352 Dr.-Ing. Michael Koch Institut für Siedlungswasserbau, Wassergüte und Abfallwirtschaft der Universität Stuttgart Arbeitsbereich Hydrochemie und Analytische
Messunsicherheitsabschätzung nach DIN ISO 11352 Dr.-Ing. Michael Koch Institut für Siedlungswasserbau, Wassergüte und Abfallwirtschaft der Universität Stuttgart Arbeitsbereich Hydrochemie und Analytische
Anlage zur Akkreditierungsurkunde D PL 14153 02 02
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Rockwell. Härtevergleichsplatten aus Stahl für das Rockwell-Prüfverfahren. Hardness Reference Blocks made of Steel for the Rockwell Test
 Rockwell Härtevergleichsplatten aus Stahl für das Rockwell-Prüfverfahren of Steel for the Rockwell Test Bei der Härteprüfung metallischer Werkstoffe wird das Rockwell- Verfahren wegen der einfachen Handhabung
Rockwell Härtevergleichsplatten aus Stahl für das Rockwell-Prüfverfahren of Steel for the Rockwell Test Bei der Härteprüfung metallischer Werkstoffe wird das Rockwell- Verfahren wegen der einfachen Handhabung
Angaben zum Wärmebehandlungsauftrag
 Angaben zum Wärmebehandlungsauftrag Sehr geehrter Kunde, Sie möchten uns einen Auftrag vorab übermitteln und sicherstellen, dass Ihre Kundenangaben alle Voraussetzungen für das Gelingen der Wärmebehandlung
Angaben zum Wärmebehandlungsauftrag Sehr geehrter Kunde, Sie möchten uns einen Auftrag vorab übermitteln und sicherstellen, dass Ihre Kundenangaben alle Voraussetzungen für das Gelingen der Wärmebehandlung
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19274-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 13.11.2014 bis 12.11.2019 Ausstellungsdatum: 17.12.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19274-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 13.11.2014 bis 12.11.2019 Ausstellungsdatum: 17.12.2014 Urkundeninhaber:
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Härtbarkeit von Stahl in Abhängigkeit vom Kohlenstoffgehalt
 Experimentelle Werkstoffkunde Versuch 3.5 113 Versuch 3.5 Härtbarkeit von Stahl in Abhängigkeit vom Kohlenstoffgehalt Dieses Experiment zeigt, dass bei einer in sehr kurzer Zeit erzwungenen Gitterumwandlung
Experimentelle Werkstoffkunde Versuch 3.5 113 Versuch 3.5 Härtbarkeit von Stahl in Abhängigkeit vom Kohlenstoffgehalt Dieses Experiment zeigt, dass bei einer in sehr kurzer Zeit erzwungenen Gitterumwandlung
Dienstleistungskatalog
 Mechanisch-technologische und metallographische Werkstoffprüfungen Prüfberichte, Schadensuntersuchungen Dienstleistungskatalog FH Südwestfalen Gültig ab 01.02.2016 Im Fachbereich Ingenieur- und Wirtschaftswissenschaften
Mechanisch-technologische und metallographische Werkstoffprüfungen Prüfberichte, Schadensuntersuchungen Dienstleistungskatalog FH Südwestfalen Gültig ab 01.02.2016 Im Fachbereich Ingenieur- und Wirtschaftswissenschaften
Messunsicherheit nach GUM* Praxisgerecht für chemische Laboratorien
 Messunsicherheit nach GUM* Praxisgerecht für chemische Laboratorien *) Guide to the Expression of Uncertainty in Measurement - F 1 Einführung und Motivation Gliederung: 1. Notwendigkeit und Nutzen der
Messunsicherheit nach GUM* Praxisgerecht für chemische Laboratorien *) Guide to the Expression of Uncertainty in Measurement - F 1 Einführung und Motivation Gliederung: 1. Notwendigkeit und Nutzen der
Breitenänderungsmessung. Zugversuch mittels Videoextensometer zur Bestimmung der senkrechten Anisotropie, r-wert
 Breitenänderungsmessung im Zugversuch mittels Videoextensometer zur Bestimmung der senkrechten Anisotropie, r-wert Johannes Aegerter, Stefan Keller, Torsten Schröter 2015-10-14 (1) 2015-10-14 Johannes
Breitenänderungsmessung im Zugversuch mittels Videoextensometer zur Bestimmung der senkrechten Anisotropie, r-wert Johannes Aegerter, Stefan Keller, Torsten Schröter 2015-10-14 (1) 2015-10-14 Johannes
Ursula Meiler DGQ-Regionalkreis
 Von Toleranzen, Prüfmitteleignung und Prozessfähigkeit Interpretation von Daten durch Anwendung statistischer Methoden BEISPIEL 1 von Maßen, Toleranzen, Prüfmitteleignung und Prozessfähigkeit 2 1 Fokus
Von Toleranzen, Prüfmitteleignung und Prozessfähigkeit Interpretation von Daten durch Anwendung statistischer Methoden BEISPIEL 1 von Maßen, Toleranzen, Prüfmitteleignung und Prozessfähigkeit 2 1 Fokus
Härteprüfplatten für die normkonforme indirekte Überprüfung von Härteprüfgeräten
 Härteprüfplatten für die normkonforme indirekte Überprüfung von Härteprüfgeräten Hardness test blocks for the standards-compliant indirect testing of hardness testing devices Dr.-Ing. Peter Sommer, Dr.
Härteprüfplatten für die normkonforme indirekte Überprüfung von Härteprüfgeräten Hardness test blocks for the standards-compliant indirect testing of hardness testing devices Dr.-Ing. Peter Sommer, Dr.
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg.
 TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg GRUNDLAGEN Modul: Versuch: und Härteprüfung Bergsteiger und Freeclimber
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg GRUNDLAGEN Modul: Versuch: und Härteprüfung Bergsteiger und Freeclimber
DirectMetal und DirectSteel Werkstoffe für EOSINT M 270
 DirectMetal und DirectSteel Werkstoffe für EOSINT M 270 Für die EOSINT M 270 Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. DirectMetal und DirectSteel-Werkstoffe
DirectMetal und DirectSteel Werkstoffe für EOSINT M 270 Für die EOSINT M 270 Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. DirectMetal und DirectSteel-Werkstoffe
Modelle zur Ermittlung der Messunsicherheit in der Härtprüfung; Statistische Auswertung eines Ringversuchs mit 90 Teilnehmern
 Modelle zur Ermittlung der Messunsicherheit in der Härtprüfung; Statistische Auswertung eines Ringversuchs mit 90 Teilnehmern Christian Weißmüller, Holger Frenz Institut für Eignungsprüfung, Herten; Fachhochschule
Modelle zur Ermittlung der Messunsicherheit in der Härtprüfung; Statistische Auswertung eines Ringversuchs mit 90 Teilnehmern Christian Weißmüller, Holger Frenz Institut für Eignungsprüfung, Herten; Fachhochschule
Das Einsatzhärten. Vorwort
 Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
Materialdatenblatt - FlexLine. EOS StainlessSteel 17-4PH. Beschreibung
 EOS StainlessSteel 17-4PH EOS StainlessSteel 17-4PH ist eine auf Eisen basierende Legierung, die speziell für die Verarbeitung auf EOS DMLS Systemen entwickelt wurde. Dieses Dokument enthält Informationen
EOS StainlessSteel 17-4PH EOS StainlessSteel 17-4PH ist eine auf Eisen basierende Legierung, die speziell für die Verarbeitung auf EOS DMLS Systemen entwickelt wurde. Dieses Dokument enthält Informationen
Gefügeumwandlung in Fe-C-Legierungen
 Werkstoffwissenschaftliches Grundpraktikum Versuch vom 18. Mai 2009 Betreuer: Thomas Wöhrle Gefügeumwandlung in Fe-C-Legierungen Gruppe 3 Protokoll: Simon Kumm, uni@simon-kumm.de Mitarbeiter: Philipp Kaller,
Werkstoffwissenschaftliches Grundpraktikum Versuch vom 18. Mai 2009 Betreuer: Thomas Wöhrle Gefügeumwandlung in Fe-C-Legierungen Gruppe 3 Protokoll: Simon Kumm, uni@simon-kumm.de Mitarbeiter: Philipp Kaller,
Ausbildungsleitertagung - Vorstellung Werkstofflabor - Prof. Dr.-Ing. Johannes Moosheimer DHBW Stuttgart Mechatronik
 Ausbildungsleitertagung - Vorstellung Werkstofflabor - Prof. Dr.-Ing. Johannes Moosheimer DHBW Stuttgart Mechatronik File: 150313_Vorstellung_WerkstofflaborDHBW 1 Werkstoffkunde Modulbezeichnung: T2M1101
Ausbildungsleitertagung - Vorstellung Werkstofflabor - Prof. Dr.-Ing. Johannes Moosheimer DHBW Stuttgart Mechatronik File: 150313_Vorstellung_WerkstofflaborDHBW 1 Werkstoffkunde Modulbezeichnung: T2M1101
0, , Ω mm²/m bei 20 C im Zustand weich. elektrischen Widerstandes 0,00393/K bei -100 bis +200 C [0,00393/ C] Elastizitätsmodul
![0, , Ω mm²/m bei 20 C im Zustand weich. elektrischen Widerstandes 0,00393/K bei -100 bis +200 C [0,00393/ C] Elastizitätsmodul](/thumbs/48/23935794.jpg "0, , Ω mm²/m bei 20 C im Zustand weich. elektrischen Widerstandes 0,00393/K bei -100 bis +200 C [0,00393/ C] Elastizitätsmodul") ELEKTROLYT - KUPFER Material DIN-Bezeichnung E-Cu 58 Schlenk Bezeichnung E-Cu Werkstoffnummer 2.0065 Richtanalyse Cu 99,9 %, 0 2 0,005 bis 0,04 % (DIN 1787) Werkstoffcharakter Verwendungsbeispiel Sauerstoffhaltiges
ELEKTROLYT - KUPFER Material DIN-Bezeichnung E-Cu 58 Schlenk Bezeichnung E-Cu Werkstoffnummer 2.0065 Richtanalyse Cu 99,9 %, 0 2 0,005 bis 0,04 % (DIN 1787) Werkstoffcharakter Verwendungsbeispiel Sauerstoffhaltiges
Prüfprotokoll. Betrifft: Korrosionsprüfungen gem. DIN EN ISO Korrosivitätskategorie C4 lang
 Prüfprotokoll Betrifft: Korrosionsprüfungen gem. DIN EN ISO 12944-6 Korrosivitätskategorie C4 lang Auftraggeber: CAPAROL Farben Lacke Bautenschutz GmbH Roßdörfer Straße 50 64372 Ober-Ramstadt Auftragsnummer:
Prüfprotokoll Betrifft: Korrosionsprüfungen gem. DIN EN ISO 12944-6 Korrosivitätskategorie C4 lang Auftraggeber: CAPAROL Farben Lacke Bautenschutz GmbH Roßdörfer Straße 50 64372 Ober-Ramstadt Auftragsnummer:
TECHNISCHE INFORMATIONEN:
 TECHNISCHE INFORMATIONEN: HORIZONTALE FORMANLAGE _ I Kastenformat: 750 x 600 x (370 550) mm Max. Gussstückmaße: ca. 650 x 500 x 410 mm HORIZONTALE FORMANLAGE _ II Kastenformat: 2000 x 1500 x (550 650)
TECHNISCHE INFORMATIONEN: HORIZONTALE FORMANLAGE _ I Kastenformat: 750 x 600 x (370 550) mm Max. Gussstückmaße: ca. 650 x 500 x 410 mm HORIZONTALE FORMANLAGE _ II Kastenformat: 2000 x 1500 x (550 650)
KB 30 SR. Härteprüfung von 0,01 kg-62,5 kg
 KB 30 SR Härteprüfung von 0,01 kg-62,5 kg KB 30 SR FA Vickers Vollautomat KB 30 SR VIDEO, SA, FA 6-fach automatischer Revolver Mikro Kleinlast Härteprüfmaschine Vickers Knoop Brinell 1 Härteprüfmaschinen
KB 30 SR Härteprüfung von 0,01 kg-62,5 kg KB 30 SR FA Vickers Vollautomat KB 30 SR VIDEO, SA, FA 6-fach automatischer Revolver Mikro Kleinlast Härteprüfmaschine Vickers Knoop Brinell 1 Härteprüfmaschinen
Prüflabor Leistungsübersicht 2012
 Prüflabor Leistungsübersicht 2012 Leistungsübersicht unseres Prüflabors 1 ÜBERSICHT ÜBER UNSERE ZULASSUNGEN UND ZERTIFIKATE Prüflabor Akkreditiertes Prüflabor Akkreditierung nach DIN EN ISO/IEC 17025 Inspektion
Prüflabor Leistungsübersicht 2012 Leistungsübersicht unseres Prüflabors 1 ÜBERSICHT ÜBER UNSERE ZULASSUNGEN UND ZERTIFIKATE Prüflabor Akkreditiertes Prüflabor Akkreditierung nach DIN EN ISO/IEC 17025 Inspektion
DGM Arbeitskreis Quantitative Gefügeanalyse
 DGM Arbeitskreis Quantitative Gefügeanalyse VI. Treffen 10/11.5.2016 (Hochschule Aalen) Messgerätefähigkeit, Stabilitätsüberwachung von Messprozessen Lars Thieme PixelFerber, Berlin 2016 PixelFerber 1
DGM Arbeitskreis Quantitative Gefügeanalyse VI. Treffen 10/11.5.2016 (Hochschule Aalen) Messgerätefähigkeit, Stabilitätsüberwachung von Messprozessen Lars Thieme PixelFerber, Berlin 2016 PixelFerber 1
DEUTSCHE NORM DIN 571. Entwurf. Dieser Norm-Entwurf mit Erscheinungsdatum wird der Öffentlichkeit zur Prüfung und Stellungnahme vorgelegt.
 DEUTSCHE NORM DIN 571 Entwurf D Juni 2008 ICS 21.060.10 Entwurf Einsprüche bis 2008-09-14 Vorgesehen als Ersatz für DIN 571:1986-12 Sechskant-Holzschrauben Hexagon head wood screws Vis à bois à tête hexagonale
DEUTSCHE NORM DIN 571 Entwurf D Juni 2008 ICS 21.060.10 Entwurf Einsprüche bis 2008-09-14 Vorgesehen als Ersatz für DIN 571:1986-12 Sechskant-Holzschrauben Hexagon head wood screws Vis à bois à tête hexagonale
Modernisierungen und Umrüstungen
 Ein Softwarekonzept für alle Ausbaustufen Standalone Video SA FA KBW KB 5-50 KB 150-3000 Modernisierungen und Umrüstungen Sowohl ältere Maschinen als auch Maschinen fremder Hersteller können mit KB Hardwin
Ein Softwarekonzept für alle Ausbaustufen Standalone Video SA FA KBW KB 5-50 KB 150-3000 Modernisierungen und Umrüstungen Sowohl ältere Maschinen als auch Maschinen fremder Hersteller können mit KB Hardwin
Dezentrales Lüftungsgerät mit Wärmerückgewinnung M-WRG-S / K. Messung der Schallleistung nach DIN EN ISO Prüfbericht Nr.
 Robert-Koch-Straße 11 82152 Planegg bei München Tel. +49 (89) 8 56 02-0 Fax +49 (89) 8 56 02-111 www.muellerbbm.de Dipl.-Phys. Elmar Schröder Tel. +49 (89) 8 56 02-145 ESchroeder@MuellerBBM.de Dezentrales
Robert-Koch-Straße 11 82152 Planegg bei München Tel. +49 (89) 8 56 02-0 Fax +49 (89) 8 56 02-111 www.muellerbbm.de Dipl.-Phys. Elmar Schröder Tel. +49 (89) 8 56 02-145 ESchroeder@MuellerBBM.de Dezentrales
Praktikum - Prüfbericht Stahlwerkstoffe Seite 2 von 7
 Praktikum - Prüfbericht Stahlwerkstoffe Seite 2 von 7 1 Vorgang Im Rahmen des Pflichtpraktikums Stahlwerkstoffe zur Lehrveranstaltung Baustofftechnologie an der Hochschule Ostwestfalen Lippe wurden unter
Praktikum - Prüfbericht Stahlwerkstoffe Seite 2 von 7 1 Vorgang Im Rahmen des Pflichtpraktikums Stahlwerkstoffe zur Lehrveranstaltung Baustofftechnologie an der Hochschule Ostwestfalen Lippe wurden unter
www.schuetz-licht.de
 Copyright 2013 SCHÜTZ + LICHT Prüftechnik GmbH 7.5 Industrie Touchscreen- Monitor mit Box-PC (SPS Steuerung) mit WIN 7 und SSD-Festplatte für höchste Zuverlässigkeit. IMPRESSIONS : Sehr fortschrittliche
Copyright 2013 SCHÜTZ + LICHT Prüftechnik GmbH 7.5 Industrie Touchscreen- Monitor mit Box-PC (SPS Steuerung) mit WIN 7 und SSD-Festplatte für höchste Zuverlässigkeit. IMPRESSIONS : Sehr fortschrittliche
Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken
 Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken Dr.-Ing. Sascha FEISTKORN (Sascha.Feistkorn@SVTI.ch; Tel.: 044 8776 246) SVTI Schweizerischer
Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken Dr.-Ing. Sascha FEISTKORN (Sascha.Feistkorn@SVTI.ch; Tel.: 044 8776 246) SVTI Schweizerischer
Konformitätsaussagen in Kalibrierzertifikaten
 Eidgenössisches Departement für Wirtschaft, Bildung und Forschung WBF Staatssekretariat für Wirtschaft SECO Schweizerische Akkreditierungsstelle SAS Konformitätsaussagen in Kalibrierzertifikaten Dokument
Eidgenössisches Departement für Wirtschaft, Bildung und Forschung WBF Staatssekretariat für Wirtschaft SECO Schweizerische Akkreditierungsstelle SAS Konformitätsaussagen in Kalibrierzertifikaten Dokument
R w (C; C tr ): 65 (-2; -6) db
: 65 (-2; -6) db") Auftraggeber Wolf Bavaria GmbH Gutenbergstraße 8 91560 Heilsbronn Darstellung Auftragnehmer Wolf Bavaria GmbH Gutenbergstraße 8 91580 Heilsbronn WSH 2.2 TRI + TRI beidseitig R w (C; C tr ): 65 (-2; -6)
Auftraggeber Wolf Bavaria GmbH Gutenbergstraße 8 91560 Heilsbronn Darstellung Auftragnehmer Wolf Bavaria GmbH Gutenbergstraße 8 91580 Heilsbronn WSH 2.2 TRI + TRI beidseitig R w (C; C tr ): 65 (-2; -6)
Güteüberwachung der EWPS Kunststoffkomponenten nach VDA 4503
 Anlage 2.5 Stand: 01.05.2015 zur VDA-Empfehlung 4503 Teil 2 Güteüberwachung der EWPS Kunststoffkomponenten nach VDA 4503 Inhaltsverzeichnis: 1. Auflistung der Prüfungen für Erstprüfung, Eigen- und Fremdüberwachung
Anlage 2.5 Stand: 01.05.2015 zur VDA-Empfehlung 4503 Teil 2 Güteüberwachung der EWPS Kunststoffkomponenten nach VDA 4503 Inhaltsverzeichnis: 1. Auflistung der Prüfungen für Erstprüfung, Eigen- und Fremdüberwachung
Physikprotokoll: Fehlerrechnung. Martin Henning / Torben Zech / Abdurrahman Namdar / Juni 2006
 Physikprotokoll: Fehlerrechnung Martin Henning / 736150 Torben Zech / 7388450 Abdurrahman Namdar / 739068 1. Juni 2006 1 Inhaltsverzeichnis 1 Einleitung 3 2 Vorbereitungen 3 3 Messungen und Auswertungen
Physikprotokoll: Fehlerrechnung Martin Henning / 736150 Torben Zech / 7388450 Abdurrahman Namdar / 739068 1. Juni 2006 1 Inhaltsverzeichnis 1 Einleitung 3 2 Vorbereitungen 3 3 Messungen und Auswertungen
Q Zweitschrift- Roßdörfer Straße Ober-Ramstadt
 Prüfbericht-Nr. Q-02013-260-002 -Zweitschrift- Forschungsinstitut für Beschichtungsstoffe, Fassadensysteme und Gesundes Wohnen Dr. Robert-Murjahn-Institut GmbH Industriestraße 12 D-64372 Ober-Ramstadt
Prüfbericht-Nr. Q-02013-260-002 -Zweitschrift- Forschungsinstitut für Beschichtungsstoffe, Fassadensysteme und Gesundes Wohnen Dr. Robert-Murjahn-Institut GmbH Industriestraße 12 D-64372 Ober-Ramstadt
ООО"МАШКОМПЛЕКТ" Перейти на сайт DEUTSCHE NORM Dezember 2000
 DEUTSCHE NORM Dezember 2000 Flache Scheiben Extra große Reihe, Produktklasse C Deutsche Fassung D EN ISO 7094 ICS 21.060.30 Plain washers Extra large series, Product grade C ; German version Rondelles
DEUTSCHE NORM Dezember 2000 Flache Scheiben Extra große Reihe, Produktklasse C Deutsche Fassung D EN ISO 7094 ICS 21.060.30 Plain washers Extra large series, Product grade C ; German version Rondelles
ООО"МАШКОМПЛЕКТ" Перейти на сайт DEUTSCHE NORM November 2000
 DEUTSCHE NORM November 2000 Flache Scheiben Große Reihe Teil 1: Produktklasse A (ISO 7093-1:2000) Deutsche Fassung D EN ISO 7093-1 ICS 21.060.30 Plain washers Large series Part 1: Product grade A (ISO
DEUTSCHE NORM November 2000 Flache Scheiben Große Reihe Teil 1: Produktklasse A (ISO 7093-1:2000) Deutsche Fassung D EN ISO 7093-1 ICS 21.060.30 Plain washers Large series Part 1: Product grade A (ISO
Zugversuch - Metalle nach DIN EN ISO
 WT-Praktikum-Zugversuch-Metalle.doc 1 1. Grundlagen 1.1. Zweck dieses Versuchs Im Zugversuch nach DIN EN ISO 689-1 (DIN EN 1) an Proben mit konstanten Querschnitten über die Prüflänge, wird das Werkstoffverhalten
WT-Praktikum-Zugversuch-Metalle.doc 1 1. Grundlagen 1.1. Zweck dieses Versuchs Im Zugversuch nach DIN EN ISO 689-1 (DIN EN 1) an Proben mit konstanten Querschnitten über die Prüflänge, wird das Werkstoffverhalten
Aussagen hierzu sind mit einer unvermeidbaren Unsicherheit behaftet, die statistisch über eine Irrtumswahrscheinlichkeit bewertet wird.
 Stichprobenumfang Für die Fragestellung auf Gleichheit von ein oder zwei Stichproben wird auf Basis von Hypothesentests der notwendige Stichprobenumfang bestimmt. Deshalb werden zunächst die Grundlagen
Stichprobenumfang Für die Fragestellung auf Gleichheit von ein oder zwei Stichproben wird auf Basis von Hypothesentests der notwendige Stichprobenumfang bestimmt. Deshalb werden zunächst die Grundlagen
P R E I S L I S T E + DIENSTLEISTUNGSVERZEICHNIS
 P R E I S L I S T E + DIENSTLEISTUNGSVERZEICHNIS Ausgabe 05-2014 Anerkannter Ausbildungsbetrieb der IHK zu Dortmund. 0 23 04-95 22 10 0 23 04-95 22 12 0 171-45 23 822 werkstoffpruefung-gmbh.com info@werkstoffpruefung-gmbh.com
P R E I S L I S T E + DIENSTLEISTUNGSVERZEICHNIS Ausgabe 05-2014 Anerkannter Ausbildungsbetrieb der IHK zu Dortmund. 0 23 04-95 22 10 0 23 04-95 22 12 0 171-45 23 822 werkstoffpruefung-gmbh.com info@werkstoffpruefung-gmbh.com
Physikalische Größe die Gegenstand der Messung ist z.b Länge
 Seite 1 von 1 Grundlegendes Konzept ist die VDI/VDE-Richtlinie 2617 Blatt 11, sowie die weitergehenden Ausführungen des Fachbuchs Messunsicherheit (Expertverlag, Renningen, 2007). Mitgeltende Unterlagen
Seite 1 von 1 Grundlegendes Konzept ist die VDI/VDE-Richtlinie 2617 Blatt 11, sowie die weitergehenden Ausführungen des Fachbuchs Messunsicherheit (Expertverlag, Renningen, 2007). Mitgeltende Unterlagen
10,24 ; 10,18 ; 10,28 ; 10,25 ; 10,31.
 Bei einer Flaschenabfüllanlage ist die tatsächliche Füllmenge einer Flasche eine normalverteilte Zufallsvariable mit einer Standardabweichung = 3 [ml]. Eine Stichprobe vom Umfang N = 50 ergab den Stichprobenmittelwert
Bei einer Flaschenabfüllanlage ist die tatsächliche Füllmenge einer Flasche eine normalverteilte Zufallsvariable mit einer Standardabweichung = 3 [ml]. Eine Stichprobe vom Umfang N = 50 ergab den Stichprobenmittelwert
Praktikum Physik. Protokoll zum Versuch: Oberflächenspannung. Durchgeführt am Gruppe X
 Praktikum Physik Protokoll zum Versuch: Oberflächenspannung Durchgeführt am 02.02.2012 Gruppe X Name 1 und Name 2 (abc.xyz@uni-ulm.de) (abc.xyz@uni-ulm.de) Betreuer: Wir bestätigen hiermit, dass wir das
Praktikum Physik Protokoll zum Versuch: Oberflächenspannung Durchgeführt am 02.02.2012 Gruppe X Name 1 und Name 2 (abc.xyz@uni-ulm.de) (abc.xyz@uni-ulm.de) Betreuer: Wir bestätigen hiermit, dass wir das
P R Ü F B E R I C H T
 nach DIN EN ISO/IEC 1725 Reg.-Nr. DGA-PL-19/94-3 P R Ü F B E R I C H T Dokument-Nr.: 211-276-A-1 SDS-OPU Prüfgegenstand: Industrieobjektiv Makro-Planar 2/1 ZF Schutzvermerk ISO 1616 beachten / Copyright
nach DIN EN ISO/IEC 1725 Reg.-Nr. DGA-PL-19/94-3 P R Ü F B E R I C H T Dokument-Nr.: 211-276-A-1 SDS-OPU Prüfgegenstand: Industrieobjektiv Makro-Planar 2/1 ZF Schutzvermerk ISO 1616 beachten / Copyright
Praktische Erfahrungen mit der DIN EN ISO Metallzugversuch bei Raum- und erhöhter Temperatur
 Praktische Erfahrungen mit der DIN EN ISO 6892- Metallzugversuch bei Raum- und erhöhter Temperatur 26.08.2016 www.hegewald-peschke.de 1 Gliederung 1. Einleitung 2. DIN EN ISO 6892-1 Verfahren A und B 2.1.
Praktische Erfahrungen mit der DIN EN ISO 6892- Metallzugversuch bei Raum- und erhöhter Temperatur 26.08.2016 www.hegewald-peschke.de 1 Gliederung 1. Einleitung 2. DIN EN ISO 6892-1 Verfahren A und B 2.1.
Institut für Materialprüfung. Werkstoff- und Schadenuntersuchungen
 Institut für Materialprüfung Werkstoff- und Schadenuntersuchungen 1 Aufgabengebiet -Werkstoffuntersuchung im Labor und auf der Baustelle -Verfahrens-, Arbeits- und Schweißerprüfungen -Lebensdaueruntersuchungen
Institut für Materialprüfung Werkstoff- und Schadenuntersuchungen 1 Aufgabengebiet -Werkstoffuntersuchung im Labor und auf der Baustelle -Verfahrens-, Arbeits- und Schweißerprüfungen -Lebensdaueruntersuchungen
ООО"МАШКОМПЛЕКТ" Перейти на сайт
 ООО"МАШКОМПЛЕКТ" Перейти на сайт www.bolt.msk.ru!23'4$4'54.%&! $68B3CC9D34!" :+; 98 +;?@9
ООО"МАШКОМПЛЕКТ" Перейти на сайт www.bolt.msk.ru!23'4$4'54.%&! $68B3CC9D34!" :+; 98 +;?@9
Optimierung der Wärmebehandlungsparameter eines C60 für ein Folgeschneidwerkzeug
 Optimierung der Wärmebehandlungsparameter eines C60 für ein Folgeschneidwerkzeug Autoren: Klasse: Fachlehrer: Fächer: Marcel Esper, Christian Kunz HME09a Frau Schwabe, Herr Dr. Alkan Werkstofftechnik,
Optimierung der Wärmebehandlungsparameter eines C60 für ein Folgeschneidwerkzeug Autoren: Klasse: Fachlehrer: Fächer: Marcel Esper, Christian Kunz HME09a Frau Schwabe, Herr Dr. Alkan Werkstofftechnik,
P R Ü F B E R I C H T
 ilf Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbh Fichtestraße 29 D-39112 Magdeburg P R Ü F B E R I C H T Prüfbericht-Nr.: 140432 Auftraggeber: Vertragsnummer/Datum: 30.04.2014 Angebot
ilf Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbh Fichtestraße 29 D-39112 Magdeburg P R Ü F B E R I C H T Prüfbericht-Nr.: 140432 Auftraggeber: Vertragsnummer/Datum: 30.04.2014 Angebot
Q Zweitschrift- Markstraße 203 D Enger
 Prüfbericht-Nr. Q-02013-125-002 -Zweitschrift- Forschungsinstitut für Beschichtungsstoffe, Fassadensysteme und Gesundes Wohnen Dr. Robert-Murjahn-Institut GmbH Industriestraße 12 D-64372 Ober-Ramstadt
Prüfbericht-Nr. Q-02013-125-002 -Zweitschrift- Forschungsinstitut für Beschichtungsstoffe, Fassadensysteme und Gesundes Wohnen Dr. Robert-Murjahn-Institut GmbH Industriestraße 12 D-64372 Ober-Ramstadt
Nichts ist schwerer, als bedeutende Gedanken so auszudrücken, dass sie jeder verstehen muss
 Nichts ist schwerer, als bedeutende Gedanken so auszudrücken, dass sie jeder verstehen muss Arthur Schopenhauer Ständig unter Zeitdruck die Forderungen der Normen und der Kunden zu erfüllen, setzt Fachwissen
Nichts ist schwerer, als bedeutende Gedanken so auszudrücken, dass sie jeder verstehen muss Arthur Schopenhauer Ständig unter Zeitdruck die Forderungen der Normen und der Kunden zu erfüllen, setzt Fachwissen
Normung der Ausrüstung für die Ultraschallprüfung
 For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 09 Normung der Ausrüstung für die Ultraschallprüfung
For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 09 Normung der Ausrüstung für die Ultraschallprüfung
powered by ecos Workflow TM
 powered by ecos Workflow TM DuraScan Mikro Härteprüfmaschine Die DuraScan-Linie. Vom Einstiegsgerät bis zum Profigerät. DuraScan 10 - Steuerung via Touchscreen - 3-fach-Messrevolver manuell DuraScan 20
powered by ecos Workflow TM DuraScan Mikro Härteprüfmaschine Die DuraScan-Linie. Vom Einstiegsgerät bis zum Profigerät. DuraScan 10 - Steuerung via Touchscreen - 3-fach-Messrevolver manuell DuraScan 20
Messmittelfähigkeitsanalyse Messen wir richtig?!
 Messmittelfähigkeitsanalyse Messen wir richtig?! KEYENCE Deutschland GmbH Marcel Gross Digitale Messprojektoren Messung QUALITÄTSSICHERUNG HEUTE Wozu eine Messmittelfähigkeitsanalyse bei der Smiley GmbH?
Messmittelfähigkeitsanalyse Messen wir richtig?! KEYENCE Deutschland GmbH Marcel Gross Digitale Messprojektoren Messung QUALITÄTSSICHERUNG HEUTE Wozu eine Messmittelfähigkeitsanalyse bei der Smiley GmbH?
Prüfbericht PB1. Auftraggeber. Goliath Trans-Lining KG. Ostendstraße Pfungstadt. Prüfauftrag
 Prüfbericht 8110875378-PB1 Ostendstraße 7 64319 Pfungstadt Prüfauftrag Prüfbericht über Zurrpunkte an einem Renault Master in Anlehnung an DIN ISO 27955 (2012-01) bzw. DIN ISO 27956 (2011-11) bzw DIN 75410-1
Prüfbericht 8110875378-PB1 Ostendstraße 7 64319 Pfungstadt Prüfauftrag Prüfbericht über Zurrpunkte an einem Renault Master in Anlehnung an DIN ISO 27955 (2012-01) bzw. DIN ISO 27956 (2011-11) bzw DIN 75410-1
!$W)." DIN Betonstahl Betonstabstahl. Reinforcing steels Reinforcing steel bars Aciers pour béton armé Aciers en barres droites
. DIN Betonstahl Betonstabstahl. Reinforcing steels Reinforcing steel bars Aciers pour béton armé Aciers en barres droites") DEUTSCHE NORM DIN 488-2 August 2009 D ICS 77.140.15 Ersatz für DIN 488-2:1986-06 Betonstahl Betonstabstahl Reinforcing steels Reinforcing steel bars Aciers pour béton armé Aciers en barres droites Gesamtumfang
DEUTSCHE NORM DIN 488-2 August 2009 D ICS 77.140.15 Ersatz für DIN 488-2:1986-06 Betonstahl Betonstabstahl Reinforcing steels Reinforcing steel bars Aciers pour béton armé Aciers en barres droites Gesamtumfang
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C
 1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
Brandenburgische Technische Universität Cottbus. Übung Grundlagen der Werkstoffe. Thema: Zugversuch
 Brandenburgische Technische Universität Cottbus Übung Grundlagen der Werkstoffe Thema: Zugversuch Übungen Grundlagen der Werkstoffe WS 2011/12 Studiengang Termin Hörsaal Übungsleiter Wirtschaftsingenieurwesen
Brandenburgische Technische Universität Cottbus Übung Grundlagen der Werkstoffe Thema: Zugversuch Übungen Grundlagen der Werkstoffe WS 2011/12 Studiengang Termin Hörsaal Übungsleiter Wirtschaftsingenieurwesen
Carl-Engler-Schule Karlsruhe Physik-Labor (BS/BK/FS) 1 (5)
 1 (5)") Carl-Engler-Schule Karlsruhe Physik-Labor (BS/BK/FS) (5) Laborversuch: Bessel-Verfahren. Grundlagen Bei der Bestimmung der Brennweite einer Sammellinse lassen sich die Gegenstands- und Bildweite direkt
Carl-Engler-Schule Karlsruhe Physik-Labor (BS/BK/FS) (5) Laborversuch: Bessel-Verfahren. Grundlagen Bei der Bestimmung der Brennweite einer Sammellinse lassen sich die Gegenstands- und Bildweite direkt
!23'454'64.%&! 576A3BBCD
 !23'454'64.%&! 576A3BBCD48 +9 3-65 +:;3-6:5 0%33! Inhalt Seite Vorwort... 3 1 Anwendungsbereich... 4 2 Normative Verweisungen... 4 3 Maße... 4 4 Technische Lieferbedingungen... 8 5 Bezeichnung...
!23'454'64.%&! 576A3BBCD48 +9 3-65 +:;3-6:5 0%33! Inhalt Seite Vorwort... 3 1 Anwendungsbereich... 4 2 Normative Verweisungen... 4 3 Maße... 4 4 Technische Lieferbedingungen... 8 5 Bezeichnung...
GEFAHRGUT-VERPACKUNGEN AUS WELLPAPPE NACH DEM VERSAND Was bei uns so ankommt. Dr. Anita Schmidt
 20.09.2016 GEFAHRGUT-VERPACKUNGEN AUS WELLPAPPE NACH DEM VERSAND Was bei uns so ankommt Dr. Anita Schmidt Was bei uns so ankommt Über das letzte Jahr von Kollegen aus der BAM gesammelte Verpackungen Etwa
20.09.2016 GEFAHRGUT-VERPACKUNGEN AUS WELLPAPPE NACH DEM VERSAND Was bei uns so ankommt Dr. Anita Schmidt Was bei uns so ankommt Über das letzte Jahr von Kollegen aus der BAM gesammelte Verpackungen Etwa
Arbeitsunterlagen für das Baustofftechnologie-Praktikum. Stahlwerkstoffe
 Arbeitsunterlagen für das Baustofftechnologie-Praktikum Stahlwerkstoffe 0 Deckblatt 1 Aufgabenstellung 2 Prüfvorschriften 3 Anleitung zur Durchführung für die Prüfungen 4 Literaturhinweise 5 Auswertungsblätter
Arbeitsunterlagen für das Baustofftechnologie-Praktikum Stahlwerkstoffe 0 Deckblatt 1 Aufgabenstellung 2 Prüfvorschriften 3 Anleitung zur Durchführung für die Prüfungen 4 Literaturhinweise 5 Auswertungsblätter