Simulation der Prozesskette beim Metallfolienhinterspritzen Entwicklung von Kunststoffbauteilen
|
|
|
- Lucas Becker
- vor 5 Jahren
- Abrufe
Transkript



1
2

3 Seminar Simulation der Prozesskette beim Metallfolienhinterspritzen Entwicklung von Kunststoffbauteilen D. Marty Rapperswil, 09. Februar 2012 Inhaltsverzeichnis Bauteile für das Metallfolienhinterspritzen Verfahrensablauf Simulation des Umform- und Hinterspritzprozesses Beispiel: Ladekante Erforderliche Daten Bewertung der gekoppelten Simulation 1





4 Bauteile für das Metallfolienhinterspritzen Seite 3 Für welche Bauteile soll die Metallfolientechnik eingesetzt werden? Höhere Wertigkeit und Anmutung des Bauteils Empfinden von Echtmetall durch Cool-Touch Effekt Prägeschriften in Metalloberfläche Verfahrensablauf Seite 4 Aufbau der Metallfolie Haftung zum Kunststoff durch Haftfolien oder Lackauftrag Oberflächenschutz von Aluminium durch Schutzlack oder Eloxalschicht Zusammenspiel verschiedener Disziplinien Prozesskette erfordert Know-how aus unterschiedlichen Kompetenzbereichen Metallumformung Kunststofftechnik Werkstoffmechanik Zusammenarbeit verschiedener Partner notwendig 2

![3D-Bauteilherstellung [IWK] Verfahrensablauf Seite 6 Fragestellungen](/docs-images/96/126850689/images/5-2.jpg "beim Metallfolienhinterspritzen Werkstoffmechanik: - Haftung Kunststoff")


5 Verfahrensablauf Seite 5 Metallfolienhinterspritzen mit / ohne Vorformung Verfahrensablauf 2D-Bauteilherstellung Verfahrensablauf 3D-Bauteilherstellung [IWK] Verfahrensablauf Seite 6 Fragestellungen beim Metallfolienhinterspritzen Werkstoffmechanik: - Haftung Kunststoff / Metall - Wärmeausdehnung Werkstoffpaarung - Schwindung + Verzug - Verformungsverhalten Metall - Verfärbungen Metalloberfläche - Risse, Falten - Abformgenauigkeit Prozesstechnik: - Materialpaarung - Einsatzgebiet => Spezifikationen - Aufbau und Integration der Prozesskette Weiteres: - Recycling [IWK] 3



![eingeschränkt Druckzunahme [IKV] [IWK] [IWK] Simulation des Umform- und](/docs-images/96/126850689/images/6-3.jpg "Hinterspriztprozesses Seite 8 Ziele der Simulation der Prozesskette Potenzial")

6 Bauteile für das Metallfolienhinterspritzen Seite 7 Grenzen der Technologie Strukturhöhe bzw. tiefe ist begrenzt durch Rissbildung in der Metallfolie oder im Schutzlack Abformung ist abhängig vom Werkzeuginnendruck Strukturen können nie so scharfkantig sein wie beim Ätzen Oberflächen und Eckradien, sowie seitlicher Umbug sind begrenzt durch Riss- und Faltenbildung Bauteildesign meist durch Metallumformung eingeschränkt Druckzunahme [IKV] [IWK] [IWK] Simulation des Umform- und Hinterspriztprozesses Seite 8 Ziele der Simulation der Prozesskette Potenzial ausschöpfen Zeitbedarf und Kosten im Entwicklungsprozess reduzieren Anzahl der Iterationsschleifen bei der Produktumsetzung reduzieren Vorgänge bei den einzelnen Prozessschritten besser verstehen Folienzuschnitt Vorformung Ausformen durch Hinterspritzen [IWK Dr. Schneider] 4

7 Simulation der einzelnen Teilschritte Seite 9 Vorgehensweise Simulation des Vorformprozesses der Metallfolie Ermittlung des Fülldruckes und der Druckprofile mit einer Füllsimulation Aufbereitung der Informationen und Übergabe für Hinterspritzsimulation Simulation der Verformung durch den Druck beim Hinterspritzen Ergebnisse: Spannungen, Dehnungen, Faltenbildung Vorformen Hinterspritzen Umformsimulation Druckkurven bestimmen Auslesen der Druckkurven Aufbereitung für Stampack Verformung beim Hinterspritzen Beispiel: Ladekante Seite 10 Umformsimulation Simulation des Vorformprozesses Video Erforderliche Daten Geometriedaten Umformwerkzeug und Zuschnitt Materialdaten Metall, Tribologiewerte Prozessablauf Ergebnis Endgeometrie des Vorformlings mit Rissund Faltenbildung 5



8 Beispiel: Ladekante Seite 11 Vorbereitung für Hinterspritzsimulation Füllsimulation zur Bestimmung der Druckkurven Erforderliche Daten Geometriedaten Bauteil Materialdaten Kunststoff Prozessdaten Ergebnis Druckverteilung in Abhängigkeit von Zeit und Ort auf der Bauteiloberfläche Beispiel: Ladekante Seite 12 Vorbereitung für Hinterspritzsimulation Konvertierung der Isobaren Erforderliche Daten Netzeigenschaften für Koordinatensystem Cadmould Ergebnis für Druckinformation Ergebnis Textdateien mit den Koordinaten der Isobarenlinien [Druckverteilung p = f(t,x)] 6
 Ergebnis Geometrisch aufbereitete Drucklinien")

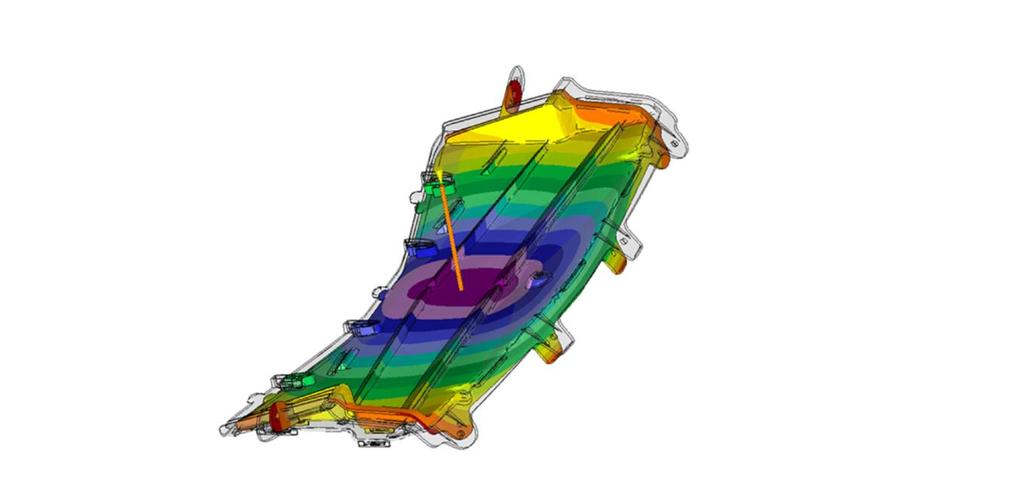
9 Beispiel: Ladekante Seite 13 Vorbereitung für Hinterspritzsimulation Geometrische Aufbereitung der Informationen t 0 t 1 t 2 t n Erforderliche Daten Datenpunkte von Matlab Geometriedaten von SG- Werkzeug (Matrize) Ergebnis Geometrisch aufbereitete Drucklinien Beispiel: Ladekante Seite 14 Hinterspritzsimulation Hydroforme Simulation mit den Druckinformationen Video Erforderliche Daten Geometriedaten von SG-Werkzeug und Vorformling Druckverteilung Materialdaten Metall Ergebnis Risse und Falten der hinterspritzen Folie 7



10 Ergebnis der Simulation Seite 15 Reales Bauteil vorgeformt hinterspritzt Simulationsergebnis Erforderliche Daten Seite 16 Vorformen Umformerkzeug Material Metall Tribologie Geometrie Radien Prozess E-Modul Anisotropie Verfestigung Grenzformänderung Verfärbung, Glanzstellen Reibung Stempel - Blech Reibung Matrize - Blech Hinterspritzen Material Kunststoff Bauteil Prozess Viskosität Geometrie Angusssystem Temperaturen Geschwindigkeit Füllbild Druckverteilung Materialdaten sind oft unbekannt und müssen bestimmt werden 8



11 Erforderliche Daten Seite 17 Materialdaten Bestimmung von E-Modul, Verfärbung und Bruch durch Zugversuch Zugversuch mit unterschiedlicher Walzrichtung Erforderliche Daten Seite 18 Tribologie Bestimmung von Reibungskoeffizienten notwendig, da Reibung des Verbundsystems unbekannt ist. Prüfkörper Kraftmessdose Haftvermittler 1 Spannrad Haftvermittler 2 Spannbacken Feder Vorrichtung zur Ermittlung der Reibungskoeffizienten Haft- und Gleitreibungswerte 9
 Reduktion von Entwicklungszeit und kosten")
12 Bewertung der gekoppelten Simulation Seite 19 Nutzen der Simulation Das Metallfolienhinterspritzen stellt je nach Bauteilgeometrie eine aufwändige Prozesskette dar Die Simulation des realen Hinterspritzprozesses ist komplex (Kopplung von unterschiedlichen Simulationstools, notwendige Materialdaten, Werkzeugkonstruktion, Prozessverständnis, ) Reduktion von Entwicklungszeit und kosten durch den Einsatz von Simulationstechniken => Werkzeugabstimmung ist aufwendig Vernachlässigte Effekte Änderung der Kavitätsgeometrie bei Füllsimulation durch umgeformte Metallfolie wird vernachlässigt Keine Berücksichtigung des Temperatureinflusses (Längenänderung des Metalls) Keine Schwindung (Rippe, Angussproblematik) Herzlichen Dank für ihre Aufmerksamkeit 10
In der Simulation vereint
 Sonderdruck aus der Fachzeitschrift Kunststoffe 3/2010 Frank Ehrig und Hans-Rudolf Wey In der Simulation vereint Metallfolienhinterspritzen Organ deutscher Kunststoff-Fachverbände www.kunststoffe.de 100
Sonderdruck aus der Fachzeitschrift Kunststoffe 3/2010 Frank Ehrig und Hans-Rudolf Wey In der Simulation vereint Metallfolienhinterspritzen Organ deutscher Kunststoff-Fachverbände www.kunststoffe.de 100
I n der Kunststofftechnik sind insbesondere
 WIDMUNG Im Spannungsfeld von Wissenschaft und Praxis Bauteilentwicklung. Ingenieurwissenschaftliche Aktivitäten sind auf Dauer nur erfolgreich, wenn sie auf die Bedürfnisse der Praxis ausgerichtet sind.
WIDMUNG Im Spannungsfeld von Wissenschaft und Praxis Bauteilentwicklung. Ingenieurwissenschaftliche Aktivitäten sind auf Dauer nur erfolgreich, wenn sie auf die Bedürfnisse der Praxis ausgerichtet sind.
Neue Möglichkeiten zur Herstellung dekorativer Bauteile Prof. Dr. Frank Ehrig
 Neue Möglichkeiten zur Herstellung dekorativer Bauteile Prof. Dr. Frank Ehrig Innovationstagung HSR, am 26. September 2007 in Rapperswil Aktuelle Herausforderungen für die Industrie Technologisch anspruchsvolle
Neue Möglichkeiten zur Herstellung dekorativer Bauteile Prof. Dr. Frank Ehrig Innovationstagung HSR, am 26. September 2007 in Rapperswil Aktuelle Herausforderungen für die Industrie Technologisch anspruchsvolle
Viele Einflussfaktoren erfordern Expertenwissen
 Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie
 Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
WEIDMANN PLASTICS TECHNOLOGY AG smart plastic systems engineered with passion, delivered worldwide
 WEIDMANN PLASTICS TECHNOLOGY AG smart plastic systems engineered with passion, delivered worldwide KONSTRUKTIVE BAUTEILAUSLEGUNG VON METALLFOLIEN- HINTERSPRITZTEN KUNSTSTOFFKOMPONENTEN 3. Innovationsforum
WEIDMANN PLASTICS TECHNOLOGY AG smart plastic systems engineered with passion, delivered worldwide KONSTRUKTIVE BAUTEILAUSLEGUNG VON METALLFOLIEN- HINTERSPRITZTEN KUNSTSTOFFKOMPONENTEN 3. Innovationsforum
Warmblechumformung auf dem Vormarsch
 Warmblechumformung auf dem Vormarsch Dr.-Ing. Ingo Neubauer simufact.engineering Niederlassung Baunatal Ingo.Neubauer@simufact.de Umformverfahren für höchstfeste Blechbauteile Kaltumformung Extrem hohe
Warmblechumformung auf dem Vormarsch Dr.-Ing. Ingo Neubauer simufact.engineering Niederlassung Baunatal Ingo.Neubauer@simufact.de Umformverfahren für höchstfeste Blechbauteile Kaltumformung Extrem hohe
Entwicklung eines Spritzgießwerkzeugs
 http://www.plexpert.de 1 Entwicklung eines Spritzgießwerkzeugs zur Herstellung eines dreidimensionalen Schaltungsträgers aus Kunststoff SMT 2013, Nürnberg http://www.plexpert.de 2 Thomas Mann Dipl. Ing.
http://www.plexpert.de 1 Entwicklung eines Spritzgießwerkzeugs zur Herstellung eines dreidimensionalen Schaltungsträgers aus Kunststoff SMT 2013, Nürnberg http://www.plexpert.de 2 Thomas Mann Dipl. Ing.
Neues aus dem IWK; aktuelle Projekte aus dem Bereich Spritzgiessen
 Neues aus dem IWK; aktuelle Projekte aus dem Bereich Spritzgiessen 4. Rapperswiler Kunststoff-Forum, 3. September 2009 Prof. Dr. Frank Ehrig, Institutsleiter www.iwk.hsr.ch Gliederung des Vortrags Neuigkeiten
Neues aus dem IWK; aktuelle Projekte aus dem Bereich Spritzgiessen 4. Rapperswiler Kunststoff-Forum, 3. September 2009 Prof. Dr. Frank Ehrig, Institutsleiter www.iwk.hsr.ch Gliederung des Vortrags Neuigkeiten
Kunststoff-Metall und Kunststoff-Glas- Kombinationen Werkstoffauswahl und Spritzgussanwendungen. Fachworkshop Leichtbau
 Kunststoff-Metall und Kunststoff-Glas- Kombinationen Werkstoffauswahl und Spritzgussanwendungen Fachworkshop Leichtbau 23.01.2013 KUNSTSTOFF-GLAS VERBINDUNGEN HERGESTELLT DURCH DEN HINTERSPRITZPROZESS
Kunststoff-Metall und Kunststoff-Glas- Kombinationen Werkstoffauswahl und Spritzgussanwendungen Fachworkshop Leichtbau 23.01.2013 KUNSTSTOFF-GLAS VERBINDUNGEN HERGESTELLT DURCH DEN HINTERSPRITZPROZESS
Neue Materialien = größeres Prozessrisiko?
 EDAG-orum Karosserie ulda, 23.Juni 25 EDAG-orum Karosserie Leichtbau: Material und ertigungstechnik Prozessrisiko: Grenzformänderung und Prozessfenster Einflussgrößen auf die Prozesssicherheit olie 2 Leichtbau:
EDAG-orum Karosserie ulda, 23.Juni 25 EDAG-orum Karosserie Leichtbau: Material und ertigungstechnik Prozessrisiko: Grenzformänderung und Prozessfenster Einflussgrößen auf die Prozesssicherheit olie 2 Leichtbau:
Herstellungs-Prozess-Simulation zur fertigungsgerechten Auslegung von CFK-RTM-Bauteilen
 Herstellungs-Prozess-Simulation zur fertigungsgerechten Auslegung von CFK-RTM-Bauteilen Eschl. J.; Navarrete Rojas, F. Kämmerer AG, Garching 1 Kämmerer Group Überblick Gründung im April 2000 durch den
Herstellungs-Prozess-Simulation zur fertigungsgerechten Auslegung von CFK-RTM-Bauteilen Eschl. J.; Navarrete Rojas, F. Kämmerer AG, Garching 1 Kämmerer Group Überblick Gründung im April 2000 durch den
Kunststoff - Hybridtechnik
 Kunststoff - Hybridtechnik GRONBACH - seit 1964 Standort Wasserburg Lassen Sie sich inspirieren von der Vielfalt unserer Technologien und entdecken Sie die Möglichkeiten der modernen Hybridtechnik. GRONBACH
Kunststoff - Hybridtechnik GRONBACH - seit 1964 Standort Wasserburg Lassen Sie sich inspirieren von der Vielfalt unserer Technologien und entdecken Sie die Möglichkeiten der modernen Hybridtechnik. GRONBACH
Einsatz der Umformsimulation im Unternehmen
 Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Einsatz der Umformsimulation im Unternehmen 27. Januar 05 Prof. Dr.-Ing. Bernd Engel FU_BE 2 1 Übersicht Nutzen
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Einsatz der Umformsimulation im Unternehmen 27. Januar 05 Prof. Dr.-Ing. Bernd Engel FU_BE 2 1 Übersicht Nutzen
Simulation rotationssymmetrischer Teile
 Simulation rotationssymmetrischer Teile Release Stampack: V7.1.2 Version: 2.0 Autor: Hansjörg Karcher Datum: 20.06.2016 2 Inhalt 1. Allgemeines... 3 2. Vernetzung... 4 3. Walzrichtung/Anisotropie... 4
Simulation rotationssymmetrischer Teile Release Stampack: V7.1.2 Version: 2.0 Autor: Hansjörg Karcher Datum: 20.06.2016 2 Inhalt 1. Allgemeines... 3 2. Vernetzung... 4 3. Walzrichtung/Anisotropie... 4
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess
 Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
Cool Touch. Prof. Dr.-Ing. Frank Ehrig, Dipl.-Ing. (FH) Mario Studer, Dipl.-Ing. (FH) Matthias Holzinger,
 Mario Studer, Dipl.-Ing. (FH) Matthias Holzinger,") Cool Touch Prof. Dr.-Ing. Frank Ehrig, Dipl.-Ing. (FH) Mario Studer, Dipl.-Ing. (FH) Matthias Holzinger, Prof. Dr.-Ing. Frank Ehrig, Dipl.-Ing. (FH) Mario Studer, Dipl.-Ing. (FH) Matthias Holzinger, Hans-Rudolf
Cool Touch Prof. Dr.-Ing. Frank Ehrig, Dipl.-Ing. (FH) Mario Studer, Dipl.-Ing. (FH) Matthias Holzinger, Prof. Dr.-Ing. Frank Ehrig, Dipl.-Ing. (FH) Mario Studer, Dipl.-Ing. (FH) Matthias Holzinger, Hans-Rudolf
Hochwertige Tastaturoberflächen durch Polyurethanüberflutung
 VDI-JAHRESTAGUNG SPRITZGIEßEN 2013 5./6. FEBRUAR 2013, BADEN-BADEN Hochwertige Tastaturoberflächen durch Polyurethanüberflutung Prof. Dr.-Ing. Frank Ehrig, Daniel Marty, IWK, Rapperswil, CH Christoph Keist,
VDI-JAHRESTAGUNG SPRITZGIEßEN 2013 5./6. FEBRUAR 2013, BADEN-BADEN Hochwertige Tastaturoberflächen durch Polyurethanüberflutung Prof. Dr.-Ing. Frank Ehrig, Daniel Marty, IWK, Rapperswil, CH Christoph Keist,
Grundlagen des Rohrbiegens
 Grundlagen des Rohrbiegens 24. November 2005 Prof. Dr.-Ing. Bernd Engel 1 Vorstellung Lehrstuhl Tiefziehen Endenbearbeitun Biegen Innenhochdruck-Umformen 2 Übersicht Abschätzung von Biegeeinflüssen Simulation
Grundlagen des Rohrbiegens 24. November 2005 Prof. Dr.-Ing. Bernd Engel 1 Vorstellung Lehrstuhl Tiefziehen Endenbearbeitun Biegen Innenhochdruck-Umformen 2 Übersicht Abschätzung von Biegeeinflüssen Simulation
Mechanische Berechnung von faserverstärkten Kunststoffbauteilen und Ermüdungserscheinungen unter realen Zuständen. Referent: Simon Gekeler
 Mechanische Berechnung von faserverstärkten Kunststoffbauteilen und Ermüdungserscheinungen unter realen Zuständen Referent: Simon Gekeler Investitionsgüter Konsumgüterdesig Designmanageme n Visualisierungnt
Mechanische Berechnung von faserverstärkten Kunststoffbauteilen und Ermüdungserscheinungen unter realen Zuständen Referent: Simon Gekeler Investitionsgüter Konsumgüterdesig Designmanageme n Visualisierungnt
Umformtechnik. Harald Kugler. Umformen metallischer Konstruktionswerkstoffe. mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD
 Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Moldflow Simulation
 Moldflow Simulation 23.10.2017 1 Warum Moldflow? Moldflow Simulation eine sinnvolle Ergänzung zur Optimierung des Entwicklungs- und Spritzgießprozesses Zur Absicherung und Optimierung der Bauteil-Konstruktion
Moldflow Simulation 23.10.2017 1 Warum Moldflow? Moldflow Simulation eine sinnvolle Ergänzung zur Optimierung des Entwicklungs- und Spritzgießprozesses Zur Absicherung und Optimierung der Bauteil-Konstruktion
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen
 Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 15. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht Anforderungen der Automobilindustrie Neue Materialien
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 15. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht Anforderungen der Automobilindustrie Neue Materialien
Entwicklung der Umformsimulation in der Massivumformung von den frühen 80ern bis heute
 Entwicklung der Umformsimulation in der Massivumformung von den frühen 80ern bis heute Dr. Gerhard H. Arfmann, Dr. Michael Twickler CPM GmbH, Herzogenrath 1 Vorgeschichte Vorgeschichte bis in die 1980er
Entwicklung der Umformsimulation in der Massivumformung von den frühen 80ern bis heute Dr. Gerhard H. Arfmann, Dr. Michael Twickler CPM GmbH, Herzogenrath 1 Vorgeschichte Vorgeschichte bis in die 1980er
Funktionsintegration beim Spritzgiessen. Prof. Dr.-Ing. Frank Ehrig Institutsleiter / Fachbereichsleiter Spritzgiessen Rapperswil, 5.
 Funktionsintegration beim Spritzgiessen Prof. Dr.-Ing. Frank Ehrig Institutsleiter / Fachbereichsleiter Spritzgiessen Rapperswil, 5. September 2013 Gliederung des Vortrags Ziele der Funktions- und Prozessintegration
Funktionsintegration beim Spritzgiessen Prof. Dr.-Ing. Frank Ehrig Institutsleiter / Fachbereichsleiter Spritzgiessen Rapperswil, 5. September 2013 Gliederung des Vortrags Ziele der Funktions- und Prozessintegration
Touch it! Formteilfunktionalisierung durch gedruckte Elektronik. Dr. Konrad Kiefer, Projektingenieur Oberflächentechnik Formteile, KIMW GmbH
 Touch it! Formteilfunktionalisierung durch gedruckte Elektronik Dr. Konrad Kiefer, Projektingenieur Oberflächentechnik Formteile, KIMW GmbH Inhalt Vorgefühlt Material- und Prozessentwicklungen im Verbundprojekt
Touch it! Formteilfunktionalisierung durch gedruckte Elektronik Dr. Konrad Kiefer, Projektingenieur Oberflächentechnik Formteile, KIMW GmbH Inhalt Vorgefühlt Material- und Prozessentwicklungen im Verbundprojekt
Simulation für CFK Komponenten effizient einsetzen - ein durchgängiger Entwicklungsprozess für HD-RTM Bauteile
 Simulation für CFK Komponenten effizient einsetzen - ein durchgängiger Entwicklungsprozess für HD-RTM Bauteile Konzept Technologie Engineering Entwicklungsprozess Schlosscover GT Serienproduktion Materialcharakterisierung
Simulation für CFK Komponenten effizient einsetzen - ein durchgängiger Entwicklungsprozess für HD-RTM Bauteile Konzept Technologie Engineering Entwicklungsprozess Schlosscover GT Serienproduktion Materialcharakterisierung
Hinterspritzen von dekorativen Metallblechen mit Kunststoff
 Workshop Heißkanaltechnik Seite: 1 Schnelle, kompetente Lösungen für die Kunststoffindustrie Hinterspritzen von dekorativen Metallblechen mit Kunststoff Kontakt: Kunststoff-Institut Lüdenscheid Dipl.-Ing.
Workshop Heißkanaltechnik Seite: 1 Schnelle, kompetente Lösungen für die Kunststoffindustrie Hinterspritzen von dekorativen Metallblechen mit Kunststoff Kontakt: Kunststoff-Institut Lüdenscheid Dipl.-Ing.
2.2 Was bringt Keramik in Form Die keramische Prozesskette
 Vortragsblock 1 2.2 Was bringt Keramik in Form Die keramische Prozesskette Dr. Stephan Ahne, Dr. Ilka Lenke Carmen Hesch CeramTec AG Plochingen Die Folien finden Sie ab Seite 76. 2.2.1. Einleitung: Vielfalt
Vortragsblock 1 2.2 Was bringt Keramik in Form Die keramische Prozesskette Dr. Stephan Ahne, Dr. Ilka Lenke Carmen Hesch CeramTec AG Plochingen Die Folien finden Sie ab Seite 76. 2.2.1. Einleitung: Vielfalt
Hinterspritzen von Metallfolien
 Projektziel Ziel des Projektes ist es, Grundlagen für das Umformen von Metallblechen im Spritzgießprozess auszubauen. Diese Umformung kann zur Realisierung von Strukturen, Symboliken aber auch zur Erhöhung
Projektziel Ziel des Projektes ist es, Grundlagen für das Umformen von Metallblechen im Spritzgießprozess auszubauen. Diese Umformung kann zur Realisierung von Strukturen, Symboliken aber auch zur Erhöhung
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen
 Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Numerische Simulation von Sandwichblechen in Umformprozessen
 Numerische Simulation von Sandwichblechen in Umformprozessen LS-DYNA Forum, 9. - 10. Oktober 2012, Ulm S. P. Li, Prof. Dr.-Ing. A. E. Tekkaya, Dr. H. Verhoeven Inhalt 1 2 3 Sandwichblech aus Stahl/Kunststoff
Numerische Simulation von Sandwichblechen in Umformprozessen LS-DYNA Forum, 9. - 10. Oktober 2012, Ulm S. P. Li, Prof. Dr.-Ing. A. E. Tekkaya, Dr. H. Verhoeven Inhalt 1 2 3 Sandwichblech aus Stahl/Kunststoff
Strukturmechanik - Finite Elemente Methode
 S t r u k t u r m e c h a n i k - B e u l e n u n d K n i c ke n Strukturmechanik - Finite Elemente Methode IMPETUS Plastics Engineering GmbH Unternehmen der Impetus Plastics Group Beulen und Knicken Bauteilfunktionen
S t r u k t u r m e c h a n i k - B e u l e n u n d K n i c ke n Strukturmechanik - Finite Elemente Methode IMPETUS Plastics Engineering GmbH Unternehmen der Impetus Plastics Group Beulen und Knicken Bauteilfunktionen
S. Kreissl, T. Senner, A. Lipp, J. Meinhardt LS-DYNA Anwenderforum, Filderstadt UMFORMSIMULATION VON FASERVERSTÄRKTEN KUNSTSTOFFEN.
 S. Kreissl, T. Senner, A. Lipp, J. Meinhardt LS-DYNA Anwenderforum, Filderstadt 25.9.2013 UMFORMSIMULATION VON FASERVERSTÄRKTEN KUNSTSTOFFEN. GLIEDERUNG. Entwicklungstrends. Grossserienfertigung von CFK
S. Kreissl, T. Senner, A. Lipp, J. Meinhardt LS-DYNA Anwenderforum, Filderstadt 25.9.2013 UMFORMSIMULATION VON FASERVERSTÄRKTEN KUNSTSTOFFEN. GLIEDERUNG. Entwicklungstrends. Grossserienfertigung von CFK
Potentiale des Innenhochdruckumformens
 WKF Kolloquium Siegen, 27.Juni 2005 Quelle: Schuler Einsatzpotential des Innenhochdruck-Umformens (IHU) WKF Kolloquium: Einsatzpotential des IHU Verfahrensdarstellung Verfahrensgrenzen F F F F F Anwendung
WKF Kolloquium Siegen, 27.Juni 2005 Quelle: Schuler Einsatzpotential des Innenhochdruck-Umformens (IHU) WKF Kolloquium: Einsatzpotential des IHU Verfahrensdarstellung Verfahrensgrenzen F F F F F Anwendung
3. Innovationsforum Verfahrensintegration am Juli 2012
 PC ABS gibt Alu Form und Halt am Beispiel einer kunststoffhinterspritzten Verkleidung Überrollbügel aus Aluminium Bozidar Pogacnik BBP Kunststoffwerk Marbach Baier GmbH Erdmannhäuserstr. 59 71672 Marbach
PC ABS gibt Alu Form und Halt am Beispiel einer kunststoffhinterspritzten Verkleidung Überrollbügel aus Aluminium Bozidar Pogacnik BBP Kunststoffwerk Marbach Baier GmbH Erdmannhäuserstr. 59 71672 Marbach
Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie
 Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie Prof. Dr.-Ing. Klaus Dröder DLR Wissenschaftstag Braunschweig, 02.10.2014 Integrierte Fertigungsprozessketten
Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie Prof. Dr.-Ing. Klaus Dröder DLR Wissenschaftstag Braunschweig, 02.10.2014 Integrierte Fertigungsprozessketten
FEM Simulation in der Kaltumformung. - ein Rück- und Ausblick - Dr. Gerhard H. Arfmann, Dr. Michael Twickler CPM GmbH, Herzogenrath
 - ein Rück- und Ausblick - Dr. Gerhard H. Arfmann, Dr. Michael Twickler CPM GmbH, Herzogenrath 1 1. Vorgeschichte 2. Forschungsarbeiten in den 80er Jahren 3. Industrieeinführung und spezielle Entwicklungen
- ein Rück- und Ausblick - Dr. Gerhard H. Arfmann, Dr. Michael Twickler CPM GmbH, Herzogenrath 1 1. Vorgeschichte 2. Forschungsarbeiten in den 80er Jahren 3. Industrieeinführung und spezielle Entwicklungen
Helius: Ergebnisübergabe aus Moldflow zur kunststoffgerechten Analyse in ANSYS
 Fakultät Maschinenbau und Versorgungstechnik Helius: Ergebnisübergabe aus Moldflow zur kunststoffgerechten Analyse in ANSYS Kurzvorstellung TH Nürnberg / OHM-CMP Generelles Vorgehen mit Helius PFA Anwendungsbeispiel
Fakultät Maschinenbau und Versorgungstechnik Helius: Ergebnisübergabe aus Moldflow zur kunststoffgerechten Analyse in ANSYS Kurzvorstellung TH Nürnberg / OHM-CMP Generelles Vorgehen mit Helius PFA Anwendungsbeispiel
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen
 Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Einsatz hochfester Bleche: Potential und Probleme 27. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Einsatz hochfester Bleche: Potential und Probleme 27. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht
Metallzugversuch mit miniaturisierten Proben
 Metallzugversuch mit miniaturisierten Proben Johannes Aegerter, Stefan Keller, Heike Berk 2016-10-13 (1) 2016-10-13 Johannes Aegerter, Stefan Keller, Heike Berk 25. testxpo - Internationale Fachmesse für
Metallzugversuch mit miniaturisierten Proben Johannes Aegerter, Stefan Keller, Heike Berk 2016-10-13 (1) 2016-10-13 Johannes Aegerter, Stefan Keller, Heike Berk 25. testxpo - Internationale Fachmesse für
Möglichkeiten der Schweißsimulation für dickwandige Strukturen zur Vorhersage von Verzug und Eigenspannungen Dr.
 12.05.2016 Möglichkeiten der Schweißsimulation für dickwandige Strukturen zur Vorhersage von Verzug und Eigenspannungen Dr. Andreas Pittner Gliederung 1. Einführung 2. Analysemöglichkeiten 3. Anwendbarkeit
12.05.2016 Möglichkeiten der Schweißsimulation für dickwandige Strukturen zur Vorhersage von Verzug und Eigenspannungen Dr. Andreas Pittner Gliederung 1. Einführung 2. Analysemöglichkeiten 3. Anwendbarkeit
OpVibFE Simulation der Eigenspannungsreduzierung von Bauteilen durch Vibrationsentspannung
 Zwischenbericht 14.08.2015 Aachen OpVibFE Simulation der Eigenspannungsreduzierung von Bauteilen durch Vibrationsentspannung Dipl.-Ing. D. Witter Dr.-Ing. R. Schelenz Univ. Prof. Dr.-Ing. G. Jacobs Gliederung
Zwischenbericht 14.08.2015 Aachen OpVibFE Simulation der Eigenspannungsreduzierung von Bauteilen durch Vibrationsentspannung Dipl.-Ing. D. Witter Dr.-Ing. R. Schelenz Univ. Prof. Dr.-Ing. G. Jacobs Gliederung
Kontaktmechanik und Reibung
 V. L. Popov Kontaktmechanik und Reibung Ein Lehr- und Anwendungsbuch von der Nanotribologie bis zur numerischen Simulation < J Springer Inhaltsverzeichnis 1 Einführung 1 1.1 Kontakt- und Reibungsphänomene
V. L. Popov Kontaktmechanik und Reibung Ein Lehr- und Anwendungsbuch von der Nanotribologie bis zur numerischen Simulation < J Springer Inhaltsverzeichnis 1 Einführung 1 1.1 Kontakt- und Reibungsphänomene
Auslegung von Kunststoffbauteilen aufgrund kritischer Dehnungen - ein Plädoyer
 Seminar Entwicklung von Kunststoffbauteilen Auslegung von Kunststoffbauteilen aufgrund kritischer Dehnungen - ein Plädoyer Prof. Dipl.-Ing. Johannes Kunz Institutspartner Rapperswil, 9. Februar 2012 Übersicht
Seminar Entwicklung von Kunststoffbauteilen Auslegung von Kunststoffbauteilen aufgrund kritischer Dehnungen - ein Plädoyer Prof. Dipl.-Ing. Johannes Kunz Institutspartner Rapperswil, 9. Februar 2012 Übersicht
Leichtbauteile spritzgießen. Technologie-Highlights und innovative Anwendungen
 Leichtbauteile spritzgießen www.arburg.com Technologie-Highlights und innovative Anwendungen Leichtbauteile spritzgießen Was ist das? Reduktion des Teilegewichts Kombination neuer Werkstoffe Verbesserte
Leichtbauteile spritzgießen www.arburg.com Technologie-Highlights und innovative Anwendungen Leichtbauteile spritzgießen Was ist das? Reduktion des Teilegewichts Kombination neuer Werkstoffe Verbesserte
Neue Prozesse im Bereich Simulation Blechumformung.
 Bereich Simulation Dr. Josef Meinhardt Arnulf Lipp Dr. Michael Fleischer BMW Group Technische Planung Prozessgestaltung, Simulation, Entwicklung CAE . Seite 2...... Seite 3. Werkzeugbauten im BMW Group
Bereich Simulation Dr. Josef Meinhardt Arnulf Lipp Dr. Michael Fleischer BMW Group Technische Planung Prozessgestaltung, Simulation, Entwicklung CAE . Seite 2...... Seite 3. Werkzeugbauten im BMW Group
Thermoplastische Composites für die Großserie
 Thermoplastische Composites für die Großserie 2. Technologietag hybrider Leichtbau, 5. Mai 2015 1 Gliederung Einleitung Faserkunststoffverbunde mit thermoplastischer Matrix Neue Ansätze Zerstörungsfreie
Thermoplastische Composites für die Großserie 2. Technologietag hybrider Leichtbau, 5. Mai 2015 1 Gliederung Einleitung Faserkunststoffverbunde mit thermoplastischer Matrix Neue Ansätze Zerstörungsfreie
Simulation von pressgehärtetem Stahl mit *MAT_GURSON_JC
 Simulation von pressgehärtetem Stahl mit *MAT_GURSON_JC www.opel.com Reinhard Müller, Adam Opel GmbH Silvia Schmitt, TU Darmstadt Mit steigender Fließgrenze bzw. Zugfestigkeit abnehmende Bruchdehnung Motivation
Simulation von pressgehärtetem Stahl mit *MAT_GURSON_JC www.opel.com Reinhard Müller, Adam Opel GmbH Silvia Schmitt, TU Darmstadt Mit steigender Fließgrenze bzw. Zugfestigkeit abnehmende Bruchdehnung Motivation
4 Fertigungsverfahren
 4 Fertigungsverfahren Lost Foam Abguss werden die Modelle noch beschichtet und in binderlosen Formstoff eingeformt. Beim Einfließen der heißen Metallschmelze wird das Modell zersetzt und die Schmelze füllt
4 Fertigungsverfahren Lost Foam Abguss werden die Modelle noch beschichtet und in binderlosen Formstoff eingeformt. Beim Einfließen der heißen Metallschmelze wird das Modell zersetzt und die Schmelze füllt
Herzlich Willkommen zum Fachvortrag:
 15. jähriges Firmenjubiläum der Firma Click Plastics AG Herzlich Willkommen zum Fachvortrag: Einblicke in die Spritzgießsimulation A. Schötz Kurzvorstellung Referent: Andreas Schötz Dipl.-Ing. (FH) Kunststofftechnik
15. jähriges Firmenjubiläum der Firma Click Plastics AG Herzlich Willkommen zum Fachvortrag: Einblicke in die Spritzgießsimulation A. Schötz Kurzvorstellung Referent: Andreas Schötz Dipl.-Ing. (FH) Kunststofftechnik
Vorwort. 1 Druckgusslegierungen und ihre Eigenschaften 3. 1.1 Aluminiumdruckgusslegierungen 4. 1.2 Magnesiumdruckgusslegierungen 8
 Inhaltsverzeichnis IX Inhaltsverzeichnis Vorwort Einleitung V XXIII 1 Druckgusslegierungen und ihre Eigenschaften 3 1.1 Aluminiumdruckgusslegierungen 4 1.2 Magnesiumdruckgusslegierungen 8 1.3 Kupferdruckgusslegierungen
Inhaltsverzeichnis IX Inhaltsverzeichnis Vorwort Einleitung V XXIII 1 Druckgusslegierungen und ihre Eigenschaften 3 1.1 Aluminiumdruckgusslegierungen 4 1.2 Magnesiumdruckgusslegierungen 8 1.3 Kupferdruckgusslegierungen
Pressegespräch zum Kongress AUTOMATION 2012
 Pressegespräch zum Kongress AUTOMATION 2012 Ist die intelligente Produktion von morgen zu komplex? Beteiligung von über 600 GMA- Mitgliedern Zeitraum Online- Befragung 1. bis 18. mit 33 Mai 2012 Fragen
Pressegespräch zum Kongress AUTOMATION 2012 Ist die intelligente Produktion von morgen zu komplex? Beteiligung von über 600 GMA- Mitgliedern Zeitraum Online- Befragung 1. bis 18. mit 33 Mai 2012 Fragen
Simulation des mehrstufigen Umformprozesses eines Getriebekolbens im ZF-Automatgetriebes
 4. LS-DYNA Anwenderforum, Bamberg 2005 Umformen II Simulation des mehrstufigen Umformprozesses eines Getriebekolbens im ZF-Automatgetriebes Wolfgang Rimkus, Herbert Bauer Hochschule Aalen, wolfgang.rimkus@fh-aalen.de,
4. LS-DYNA Anwenderforum, Bamberg 2005 Umformen II Simulation des mehrstufigen Umformprozesses eines Getriebekolbens im ZF-Automatgetriebes Wolfgang Rimkus, Herbert Bauer Hochschule Aalen, wolfgang.rimkus@fh-aalen.de,
LS-DYNA FORUM 25. September 2013 Anwendung der expliziten FEM in der Umformtechnik
 LS-DYNA FORUM 25. September 2013 Anwendung der expliziten FEM in der Umformtechnik Tekkaya, A. E.; Demir, O. K.; Gies, S.; Güzel, A.; Isik, K.; Soyarslan, C. Zeitintegrationen in FEM Formänderungs- und
LS-DYNA FORUM 25. September 2013 Anwendung der expliziten FEM in der Umformtechnik Tekkaya, A. E.; Demir, O. K.; Gies, S.; Güzel, A.; Isik, K.; Soyarslan, C. Zeitintegrationen in FEM Formänderungs- und
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer. Eberhard Lutz / Bereichsleiter freeformer
 Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Crashsimulation langfaserverstärkter Thermoplaste mit Berücksichtigung von Schädigung und Versagen
 Crashsimulation langfaserverstärkter Thermoplaste mit Berücksichtigung von Schädigung und Versagen Lukas Schulenberg*, Jörg Lienhard Fraunhofer Institut für Werkstoffmechanik IWM, Freiburg Prof. Dr.-Ing.
Crashsimulation langfaserverstärkter Thermoplaste mit Berücksichtigung von Schädigung und Versagen Lukas Schulenberg*, Jörg Lienhard Fraunhofer Institut für Werkstoffmechanik IWM, Freiburg Prof. Dr.-Ing.
Reinhard Müller, Adam Opel AG Martin Stillger, Adam Opel AG Paul Du Bois, Consultant.
 Das neue Material-Modell *MAT_251 und seine potentielle Anwendung für Materialien mit lokal unterschiedlichen Eigenschaften infolge partiellen Warmumformens (Tailored-Tempering) oder vordehnungsabhängigen
Das neue Material-Modell *MAT_251 und seine potentielle Anwendung für Materialien mit lokal unterschiedlichen Eigenschaften infolge partiellen Warmumformens (Tailored-Tempering) oder vordehnungsabhängigen
Grobblech Feinblech Blech Folien. >6mm <0,1 mm <6mm
 Klassifizieren Sie folgende Blechsorten nach Ihrer Dicke. Kreuzen Sie das entsprechende Feld in nachfolgender Tabelle an (Achtung, Einträge nicht sortiert!). ~0,18 mm >6mm
Klassifizieren Sie folgende Blechsorten nach Ihrer Dicke. Kreuzen Sie das entsprechende Feld in nachfolgender Tabelle an (Achtung, Einträge nicht sortiert!). ~0,18 mm >6mm
WTT CHost. Das Konsortium in der Ostschweiz zum Wissens- und Technologietransfer. Stefan Schrettle gefördert durch:
 WTT CHost Das Konsortium in der Ostschweiz zum Wissens- und Technologietransfer Stefan Schrettle gefördert durch: 30.09.2010 Gliederung 1 2 3 4 5 Funktionsweise WTT CHost Was bedeutet das konkret? Wie
WTT CHost Das Konsortium in der Ostschweiz zum Wissens- und Technologietransfer Stefan Schrettle gefördert durch: 30.09.2010 Gliederung 1 2 3 4 5 Funktionsweise WTT CHost Was bedeutet das konkret? Wie
Simulation Aided Additive Manufacturing
 Simulation Aided Additive Manufacturing 10. Laser-Anwenderforum 23.-24.11.2016 Nils Keller Additive Manufacturing Additive Manufacturing 3D Druck-Verfahren als neue Herstellungstechnologien: - Fused Deposition
Simulation Aided Additive Manufacturing 10. Laser-Anwenderforum 23.-24.11.2016 Nils Keller Additive Manufacturing Additive Manufacturing 3D Druck-Verfahren als neue Herstellungstechnologien: - Fused Deposition
Herzlich willkommen. Wir starten in Kürze... Webinar W33: COPRA FEA RF 2015 Prozess-Optimierung mit FEA Simulation
 Herzlich willkommen Wir starten in Kürze... Webinar W33: COPRA FEA RF 2015 Prozess-Optimierung mit FEA Simulation Die Tonübertragung erfolgt über Internet. Um den Präsentator zu hören, schließen Sie bitte
Herzlich willkommen Wir starten in Kürze... Webinar W33: COPRA FEA RF 2015 Prozess-Optimierung mit FEA Simulation Die Tonübertragung erfolgt über Internet. Um den Präsentator zu hören, schließen Sie bitte
Herausforderungen bei der Ermittlung von Werkstoffkennwerten in der Blechumformung
 Herausforderungen bei der Ermittlung von Werkstoffkennwerten in der Blechumformung Dr. Stefan Meinel Dipl.-Ing. Christian Scheffler Dipl.-Ing. Katja Silbermann Kontakt: Katja Silbermann Fraunhofer Institut
Herausforderungen bei der Ermittlung von Werkstoffkennwerten in der Blechumformung Dr. Stefan Meinel Dipl.-Ing. Christian Scheffler Dipl.-Ing. Katja Silbermann Kontakt: Katja Silbermann Fraunhofer Institut
Angepasste Systeme für Zink und Magnesium
 Frech-Gießlauf-System in der Anwendung 65,39 30 Zn Zink 7,14 24,31 12 Mg 1,74 Magnesium Angepasste Systeme für Zink und Magnesium 1 FGS-Systeme Für Magnesium Reduzierung der hohen Rückschmelzkosten für
Frech-Gießlauf-System in der Anwendung 65,39 30 Zn Zink 7,14 24,31 12 Mg 1,74 Magnesium Angepasste Systeme für Zink und Magnesium 1 FGS-Systeme Für Magnesium Reduzierung der hohen Rückschmelzkosten für
Zugversuch. 1. Einleitung, Aufgabenstellung. 2. Grundlagen. Werkstoffwissenschaftliches Grundpraktikum Versuch vom 11. Mai 2009
 Werkstoffwissenschaftliches Grundpraktikum Versuch vom 11. Mai 29 Zugversuch Gruppe 3 Protokoll: Simon Kumm Mitarbeiter: Philipp Kaller, Paul Rossi 1. Einleitung, Aufgabenstellung Im Zugversuch sollen
Werkstoffwissenschaftliches Grundpraktikum Versuch vom 11. Mai 29 Zugversuch Gruppe 3 Protokoll: Simon Kumm Mitarbeiter: Philipp Kaller, Paul Rossi 1. Einleitung, Aufgabenstellung Im Zugversuch sollen
Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen
 Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen Daniel Nierhoff, ThyssenKrupp Steel Europe AG Einführung Verfahren, die auf nachfolgende Randbeschnitt-Operationen verzichten,
Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen Daniel Nierhoff, ThyssenKrupp Steel Europe AG Einführung Verfahren, die auf nachfolgende Randbeschnitt-Operationen verzichten,
Krallmann-Gruppe. Molding the Future
 Krallmann-Gruppe Molding the Future Gliederung 1. Stand der Technik bei elektrisch leitfähigen Bauteilen 3 2. IMKS als Erweiterungsmöglichkeit 4 3. Entwicklung und Stand des IMKS Verfahrens 5 4. Voraussetzungen
Krallmann-Gruppe Molding the Future Gliederung 1. Stand der Technik bei elektrisch leitfähigen Bauteilen 3 2. IMKS als Erweiterungsmöglichkeit 4 3. Entwicklung und Stand des IMKS Verfahrens 5 4. Voraussetzungen
AM 4 Industry User Committee Meeting
 AM 4 Industry User Committee Meeting 20.03.2017 Birgit Payr Otto Glöckel-Straße 2, A-8700 Leoben, Tel.: +43 3842 402 3501 kv@unileoben.ac.at www.kunststofftechnik.at Case Studies Antolin Ebergassing GmbH
AM 4 Industry User Committee Meeting 20.03.2017 Birgit Payr Otto Glöckel-Straße 2, A-8700 Leoben, Tel.: +43 3842 402 3501 kv@unileoben.ac.at www.kunststofftechnik.at Case Studies Antolin Ebergassing GmbH
Thermisch-mechanisch gekoppelte Blechumformsimulationen mit LS-DYNA
 5. LS-DYNA Anwenderforum, Ulm 2006 Metallumformung I Thermisch-mechanisch gekoppelte Blechumformsimulationen mit LS-DYNA Dipl.-Ing. David Lorenz DYNAmore GmbH, Stuttgart, Deutschland Prof. Dr.-Ing. Karl
5. LS-DYNA Anwenderforum, Ulm 2006 Metallumformung I Thermisch-mechanisch gekoppelte Blechumformsimulationen mit LS-DYNA Dipl.-Ing. David Lorenz DYNAmore GmbH, Stuttgart, Deutschland Prof. Dr.-Ing. Karl
Kunststoffe in der Konstruktion
 TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung, Verschleiß und Schmierung Elektrotechnik, Elektronik und
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung, Verschleiß und Schmierung Elektrotechnik, Elektronik und
CAD-FEM-MKS, CAD FEM MKS. von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell
 CAD-FEM-MKS, 24.11.16 CAD FEM MKS von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell der erste Schritt zum digitalen Zwilling im Rahmen von Industrie 4.0 Bocholt,
CAD-FEM-MKS, 24.11.16 CAD FEM MKS von der dreidimensionalen Konstruktionszeichnung zum guten mechanischen Simulationsmodell der erste Schritt zum digitalen Zwilling im Rahmen von Industrie 4.0 Bocholt,
Einsatz der Thermoanalytik in der Löttechnik
 Einsatz der Thermoanalytik in der Löttechnik S. Puidokas K. Bobzin, N. Bagcivan, N. Kopp Sitzung des AK-Thermophysik in der GEFTA am 24. und 25. März 2011 in Berlin Grundlagen des Lötens Löten: thermisches
Einsatz der Thermoanalytik in der Löttechnik S. Puidokas K. Bobzin, N. Bagcivan, N. Kopp Sitzung des AK-Thermophysik in der GEFTA am 24. und 25. März 2011 in Berlin Grundlagen des Lötens Löten: thermisches
Optimierung des Spritzgießprozesses. mit 3D-Simulation. Dr.-Ing. Lothar Kallien Sigma Engineering GmbH, Aachen
 Optimierung des Spritzgießprozesses von Duromeren mit 3D-Simulation Dr.-Ing. Lothar Kallien Sigma Engineering GmbH, Aachen Optimierung des Spritzgießprozesses von Duromeren mit 3D-Simulation nicht aufgelöst
Optimierung des Spritzgießprozesses von Duromeren mit 3D-Simulation Dr.-Ing. Lothar Kallien Sigma Engineering GmbH, Aachen Optimierung des Spritzgießprozesses von Duromeren mit 3D-Simulation nicht aufgelöst
Kunststoffverpackungen - Ein paar wissenswerte Dinge
 Kunststoffverpackungen - Ein paar wissenswerte Dinge Verpackungssysteme und deren Anforderungen - historische Entwicklung - Zukunftstrends werden in einer Übersicht diskutiert. 1 Inhaltsübersicht Einführung
Kunststoffverpackungen - Ein paar wissenswerte Dinge Verpackungssysteme und deren Anforderungen - historische Entwicklung - Zukunftstrends werden in einer Übersicht diskutiert. 1 Inhaltsübersicht Einführung
Werkstoffe nach anwendungsbezogenen Kriterien auswählen
 LERNFELD 1 1 Werkstoffe nach anwendungsbezogenen Kriterien auswählen Chemische Grundlagen 2 Bindungskräfte in Polymeren 3 Einteilung der Werkstoffe 4 Einteilung der Kunststoffe 5 Bildung von Makromolekülen
LERNFELD 1 1 Werkstoffe nach anwendungsbezogenen Kriterien auswählen Chemische Grundlagen 2 Bindungskräfte in Polymeren 3 Einteilung der Werkstoffe 4 Einteilung der Kunststoffe 5 Bildung von Makromolekülen
Welche Aufgabenstellung kommt auf Sie zu?
 Den größten Einfluss auf die Bauteilqualität hat man in der Produktentwicklung / Produktentwickler Welche Aufgabenstellung kommt auf Sie zu? Kurzportrait Dozent Alexander Hein - Gelernter Werkzeugmacher
Den größten Einfluss auf die Bauteilqualität hat man in der Produktentwicklung / Produktentwickler Welche Aufgabenstellung kommt auf Sie zu? Kurzportrait Dozent Alexander Hein - Gelernter Werkzeugmacher
Verbesserte Vorhersage von Einfallstellen mit Autodesk Simulation Moldflow
 1. Problematik Die Vorhersage von Einfallstellen ist derzeit nur mit unbefriedigender Genauigkeit möglich. Das in Autodesk Simulation Moldflow integrierte Ergebnis Sink Marks Estimate liefert, insbesondere
1. Problematik Die Vorhersage von Einfallstellen ist derzeit nur mit unbefriedigender Genauigkeit möglich. Das in Autodesk Simulation Moldflow integrierte Ergebnis Sink Marks Estimate liefert, insbesondere
Dipl.-Ing. Michael Mirtsch. Bionische Wölbstrukturen für den Einsatz in Hochleistungswerkstoffen
 Dipl.-Ing. Michael Mirtsch Bionische Wölbstrukturen für den Einsatz in Hochleistungswerkstoffen Was haben die bionischen Wölbstrukturen mit Hochleistungswerkstoffen zu tun? Vorstellung eines besonderen
Dipl.-Ing. Michael Mirtsch Bionische Wölbstrukturen für den Einsatz in Hochleistungswerkstoffen Was haben die bionischen Wölbstrukturen mit Hochleistungswerkstoffen zu tun? Vorstellung eines besonderen
Decor meets Electronic Foltronic Räumliche Funktionsfolien
 Decor meets Electronic Räumliche Funktionsfolien 23.04.2013 1 Inhalt Die MID-TRONIC Was ist die MID Technik Die Herstellverfahren Foltronic - Förderprojekt My Wave 3D Zukünftige Anwendungen 23.04.2013
Decor meets Electronic Räumliche Funktionsfolien 23.04.2013 1 Inhalt Die MID-TRONIC Was ist die MID Technik Die Herstellverfahren Foltronic - Förderprojekt My Wave 3D Zukünftige Anwendungen 23.04.2013
Simulation des Rollfalzens mit LS-Dyna
 Simulation des Rollfalzens mit LS-Dyna Dipl.-Ing. Urs Eisele, Daimler AG Prof. Dr.-Ing. Karl Roll, Daimler AG LS-Dyna Updateforum 2009 Filderstadt, 12.11.2009 Gliederung Simulation des Rollfalzens mit
Simulation des Rollfalzens mit LS-Dyna Dipl.-Ing. Urs Eisele, Daimler AG Prof. Dr.-Ing. Karl Roll, Daimler AG LS-Dyna Updateforum 2009 Filderstadt, 12.11.2009 Gliederung Simulation des Rollfalzens mit
im industriellen Umfeld.
 Aspekte der Simulation Blechumformung im industriellen Umfeld. Dr.-Ing. Josef Meinhardt Arnulf Lipp Markus Ganser Michael Fleischer Technologie Lackierte Karosserie Produkt- und Prozessgestaltung, Simulation.
Aspekte der Simulation Blechumformung im industriellen Umfeld. Dr.-Ing. Josef Meinhardt Arnulf Lipp Markus Ganser Michael Fleischer Technologie Lackierte Karosserie Produkt- und Prozessgestaltung, Simulation.
Fehler- und Schadensanalyse an Kunststoffbauteilen
 KuK Kunststoff-Kompetenzzentrum Fehler- und Schadensanalyse an Kunststoffbauteilen Dipl.-Ing. (FH) Inessa Arzer 1 Inhaltsübersicht Einleitung: Vorgehensweise bei Schadensanalyse Analysemethoden: DSC, TGA,
KuK Kunststoff-Kompetenzzentrum Fehler- und Schadensanalyse an Kunststoffbauteilen Dipl.-Ing. (FH) Inessa Arzer 1 Inhaltsübersicht Einleitung: Vorgehensweise bei Schadensanalyse Analysemethoden: DSC, TGA,
Moldflow Simulation
 30.01.2015 1 Warum Moldflow? Moldflow Simulation eine sinnvolle Ergänzung zur Optimierung des Entwicklungs- und Spritzgießprozesses Moldflow unterstützt Sie bei der Angabe von Schwindung und Korrekturvorhaltung
30.01.2015 1 Warum Moldflow? Moldflow Simulation eine sinnvolle Ergänzung zur Optimierung des Entwicklungs- und Spritzgießprozesses Moldflow unterstützt Sie bei der Angabe von Schwindung und Korrekturvorhaltung
Kunststoffe in der Konstruktion
 TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Unterstützt durch das Ministerium für Wirtschaft, Arbeit und Wohnungsbau Baden-Württemberg aus Mitteln des Europäischen Sozialfonds.
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Unterstützt durch das Ministerium für Wirtschaft, Arbeit und Wohnungsbau Baden-Württemberg aus Mitteln des Europäischen Sozialfonds.
Simulationsmethodik für das Hinterspritzen/Hinterpressen von textilen Einbauteilen im Automobilinnenraum
 4. LS-DYNA Anwenderforum, Bamberg 2005 Material Simulationsmethodik für das Hinterspritzen/Hinterpressen von textilen Einbauteilen im Automobilinnenraum Peter Reithofer, Reinhard Hafellner advanced polymer
4. LS-DYNA Anwenderforum, Bamberg 2005 Material Simulationsmethodik für das Hinterspritzen/Hinterpressen von textilen Einbauteilen im Automobilinnenraum Peter Reithofer, Reinhard Hafellner advanced polymer
Basics zum Folienhinterspritzen und Fehlervermeidung. Fachtagung Folienhinterspritzen am in Lüdenscheid
 Basics zum Folienhinterspritzen und Fehlervermeidung Fachtagung Folienhinterspritzen am 11.11.2015 in Lüdenscheid Inhalt Einführung in die Thematik Begriffsdefinitionen Basics: Verfahrensvarianten Erläuterung
Basics zum Folienhinterspritzen und Fehlervermeidung Fachtagung Folienhinterspritzen am 11.11.2015 in Lüdenscheid Inhalt Einführung in die Thematik Begriffsdefinitionen Basics: Verfahrensvarianten Erläuterung
Mechanisches Verhalten und numerische Simulationen von TPE im Vergleich zu Elastomeren
 Mechanisches Verhalten und numerische Simulationen von TPE im Vergleich zu Elastomeren O. Haeusler & H. Baaser Computer Aided Engineering TPE@DKT / Nürnberg, 3. Juli 2012 Agenda Materialverhalten aus Ingenieur-Sicht
Mechanisches Verhalten und numerische Simulationen von TPE im Vergleich zu Elastomeren O. Haeusler & H. Baaser Computer Aided Engineering TPE@DKT / Nürnberg, 3. Juli 2012 Agenda Materialverhalten aus Ingenieur-Sicht
Abgeschlossenes Projekt: Thermo-Tribologie. ZIM-Kooperationsprojekt Laufzeit:
 Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Das Verhalten von Kunststoffen unter dem Einfluss wechselnder Umgebungsfeuchte und -temperatur
 Das Verhalten von Kunststoffen unter dem Einfluss wechselnder Umgebungsfeuchte und -temperatur von Karin Lutterbeck RAM-Verlag 2016 INHALTSVERZEICHNIS 1 Einführung und Zielsetzung 1 2 Grundlagen zum Sorptionsverhalten
Das Verhalten von Kunststoffen unter dem Einfluss wechselnder Umgebungsfeuchte und -temperatur von Karin Lutterbeck RAM-Verlag 2016 INHALTSVERZEICHNIS 1 Einführung und Zielsetzung 1 2 Grundlagen zum Sorptionsverhalten
Werkzeug- und Formenbau Willy Sutter GmbH
 Werkzeug- und Formenbau Willy Sutter GmbH Für manche reine Formsache, für uns Perfektion aus Leidenschaft Wer sind wir? europaweit tätiges Unternehmen drei Standorte in Deutschland 46 erfahrene Mitarbeiter
Werkzeug- und Formenbau Willy Sutter GmbH Für manche reine Formsache, für uns Perfektion aus Leidenschaft Wer sind wir? europaweit tätiges Unternehmen drei Standorte in Deutschland 46 erfahrene Mitarbeiter
Kantenworkshop Kantenverrunden durch. Strömungsschleifen. Dr.-Ing. Daniel Seifert, 4MI GmbH Berlin,
 Kantenworkshop 2017 Kantenverrunden durch Strömungsschleifen Dr.-Ing. Daniel Seifert, 4MI GmbH Berlin, 30.11.2017 Vortragsinhalt Vorstellung der 4MI GmbH Strömungsschleifen / AFM / Abrasive Flow Machining
Kantenworkshop 2017 Kantenverrunden durch Strömungsschleifen Dr.-Ing. Daniel Seifert, 4MI GmbH Berlin, 30.11.2017 Vortragsinhalt Vorstellung der 4MI GmbH Strömungsschleifen / AFM / Abrasive Flow Machining
Frage an die Berater: Was wissen Sie, was der Werkzeugmacher nicht weiß?
 München, 07. April 2016 [wfb]-fachmesse 2016 Simulations-Software Die Vordenker Trial and error ist heute längst nicht mehr Stand der Technik. Bevor Werkzeuge und Formen gebaut werden, gehen die Simulations-Experten
München, 07. April 2016 [wfb]-fachmesse 2016 Simulations-Software Die Vordenker Trial and error ist heute längst nicht mehr Stand der Technik. Bevor Werkzeuge und Formen gebaut werden, gehen die Simulations-Experten
Entwicklung eines gasbasierten Tiefungsversuchs zur Bestimmung von Fließkurven für die Warmblechumformung
 Entwicklung eines gasbasierten Tiefungsversuchs zur Bestimmung von Fließkurven für die Warmblechumformung (IGF-Vorhaben 17586 N / FOSTA P 947) Energieeffizienz und Klimaschutz erfordern Leichtbau in der
Entwicklung eines gasbasierten Tiefungsversuchs zur Bestimmung von Fließkurven für die Warmblechumformung (IGF-Vorhaben 17586 N / FOSTA P 947) Energieeffizienz und Klimaschutz erfordern Leichtbau in der
Wirtschaftliche Fertigung mit Rapid-Technologien
 Wirtschaftliche Fertigung mit Rapid-Technologien Michael F. Zäh Anwender-Leitfaden zur Auswahl geeigneter Verfahren ISBN 3-446-22854-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22854-3
Wirtschaftliche Fertigung mit Rapid-Technologien Michael F. Zäh Anwender-Leitfaden zur Auswahl geeigneter Verfahren ISBN 3-446-22854-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22854-3
NTB Technologietag 17 «Industrial / Precision Engineering»
 NTB Technologietag 17 «Industrial / Precision Engineering» «Bessere Materialmodelle durch berührungslose Dehnungsmessung» K. Kern, M. Lüchinger Übersicht Eigenspannungen Was ist das? Numerische Simulation
NTB Technologietag 17 «Industrial / Precision Engineering» «Bessere Materialmodelle durch berührungslose Dehnungsmessung» K. Kern, M. Lüchinger Übersicht Eigenspannungen Was ist das? Numerische Simulation
Prof. Dr.-Ing. Bernd Engel 1
 Prof. Dr.-Ing. Bernd Engel 1 21. 25. Oktober 2008: EuroBLECH März 2009: September 2009: März 2010: Experten Workshop Biegen Grundlagenseminar Biegen Tag der offenen Tür Prof. Dr.-Ing. Bernd Engel 2 Lehrstuhl
Prof. Dr.-Ing. Bernd Engel 1 21. 25. Oktober 2008: EuroBLECH März 2009: September 2009: März 2010: Experten Workshop Biegen Grundlagenseminar Biegen Tag der offenen Tür Prof. Dr.-Ing. Bernd Engel 2 Lehrstuhl