Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
|
|
|
- Mathilde Kranz
- vor 7 Jahren
- Abrufe
Transkript

1 EWM HIGHTEC WELDING GmbH

2 SLV München Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen 2 2

3 Anwenderforderung Lichtbogenarten Verfahrenseigenschaften coldarc forcearc Wirtschaftlichkeit Ergebnisse Anwendungen Besonderheiten Zusammenfassung 3
4 Anwenderforderung - kürzere Fertigungszeiten gesamter Fügeprozess vorbereiten, schweißen, nachbereiten - schnelle Amortisation von Investitionen - effektive Arbeitsprozesse - hohe Wirtschaftlichkeit - Steigerung der Qualität Nahtgeometrie Gefüge Eigenspannungsreduzierung - hohe Betriebssicherheit 4
![Lichtbogenarten Spannung [V] RLB (Highspeed)](/docs-images/58/41615057/images/5-0.png "KLB ILB ÜLB SLB forcearc coldarc Stromstärke")
5 Lichtbogenarten Spannung [V] RLB (Highspeed) KLB ILB ÜLB SLB forcearc coldarc Stromstärke [A] 5

6 Verfahrenseigenschaften coldarc Standard-Kurzlichtbogen coldarc -Lichtbogen Leistung beim Wiederzünden 6
7 Verfahrenseigenschaften coldarc EWMcoldArc MSG-Schweißen MSG-Löten Mischverbindung das wärmereduzierte Fügen dünnster Bleche ab 0,3 mm (automatisch), ab 0,7 mm (manuell) das Fügen verzinkter Bleche wärmeminimiertes Löten mit niedrigschmelzenden Zusatzwerkstoffen auf Zink-Basis (automatisch) Schweißen von Wurzellagen in allen Zwangslagen St verzinkt Aluminium, Magnesium Aluminium - Magnesium Schweißen von Magnesiumlegierungen 7
8 Verfahrenseigenschaften coldarc Nahezu leistungsloser Werkstoffübergang, reduzierte Wärmeeinbringung Erhebliche Verringerung der Blechdicke möglich äußerste Spritzerarmut hervorragende Spaltüberbrückung Nahtgeometrie individuell beeinflussbar geringster Materialverzug Der Werkstoffübergang erfolgt beim EWM-coldArc ohne mechanische Unterstützung durch den Drahtantrieb, d.h. vdraht = const. 8

9 Verfahrenseigenschaften coldarc Der modifizierte Kurzlichtbogen wird ausschließlich lich in der Energiequelle geregelt Neuartige hochdynamische Inverterschaltung Sehr schnelle, digitale Prozessregelung Standard Brenner Drastische Verminderung der Leistungsspitze beim Lichtbogen-Wiederzünden Geringster Materialverzug Erhebliche Reduzierung des Wärmeeintrags während der Aufschmelzphase 9

10 Verfahrenseigenschaften coldarc Luftspalt 5 mm 10

11 Verfahrenseigenschaften coldarc Luftspalt 10 mm 11

12 Verfahrenseigenschaften forcearc Arc MSG Kurz- und Sprühlichtbogen- Eigenschaften kurzer und druckvoller Sprühlichtbogen EWM-force forcearc 12
13 Verfahrenseigenschaften forcearc Arc - keine Spritzerbildung, auch bei sehr kurzem Lichtbogen - besonders richtungsstabil - kleinere Wärmeeinflusszonen durch schmalen, konzentrierten und druckvollen Lichtbogen -weniger Materialverzug durch höhere Schweißgeschwindigkeit -geringere Wärmeeinbringung dadurch auch geringere Zwischenlagentemperatur und minimierte Gefügeveränderung - glatte Oberfläche bei reduziertem Abbrand von Legierungselementen 13

14 Verfahrenseigenschaften forcearc Arc MSG Sprühlichtbogen Gefahr von Einbrandkerben und Poren Nachteile Schwächung des Querschnittes Gefahr von Rissbildung durch Kerbwirkung Einbrandkerben EWM-forceArc Lichtbogen Geringe Neigung zu Einbrandkerben und Poren Vorteile Reduzierung von Einbrandkerben und Poren bei effektivem Einbrandverhalten und ausgezeichneter Nahtqualität beste und sicherste Wurzelerfassung 14

15 Verfahrenseigenschaften forcearc Arc Blechdicke: 8 mm Parameter: DV 12,5 m/min Us 35 V Is 345 A Schweißgeschwindigkeit: 0,5 m/min Schutzgas: 82% Argon / 18% CO2 Drahtdurchmesser 1,2 mm

16 Verfahrenseigenschaften forcearc Arc 16

17 Verfahrenseigenschaften forcearc Arc Ausregelung bzw. Vermeidung der Kurzschlüsse sehr schnelle Reaktion bei Lichtbogenlängenänderungen konzentrierter Lichtbogen optimales Wiederzünden des Lichtbogens 17

18 Verfahrenseigenschaften forcearc Arc Brennerstellung/Stickout MSG Sprühlichtbogen weicher, springender Lichtbogen, kurzer Stickout Nachteile Wurzelerfassung schwierig Gefahr von Bindefehlern EWM-forceArc Lichtbogen richtungsstabiler, ruhiger Lichtbogen Vorteile Sichere Wurzelerfassung bei sehr engen Fugen 18

19 Verfahrenseigenschaften forcearc Arc - richtungsstabiler, ruhiger Lichtbogen -sichere Wurzelerfassung bei sehr engen Fugen -schnelle Ausregelung von Stickoutlängenveränderungen -kein Springen des Lichtbogens, selbst bei langem Stickout bis zu 40 mm 19

20 Verfahrenseigenschaften forcearc Arc Brennerstellung/Stickout Ausregelung bzw. Vermeidung der Kurzschlüsse Fein- bis mitteltropfiger Werkstoffübergang Konzentrierter Lichtbogen Hoher Plasmadruck im Lichtbogen 20

21 Verfahrenseigenschaften forcearc Arc Blindraupenvergleich 21
22 Wirtschaftlichkeit Fugenform, Nahtvolumen MSG Sprühlichtbogen EWM-forceArc Lichtbogen 22 Erhöhte Wirtschaftlichkeit bei geänderter Nahtvorbereitung, Fugenform und Nahtvolumen
23 Wirtschaftlichkeit Fugenform, Nahtvolumen MSG Sprühlichtbogen EWM-forceArc Lichtbogen 23 Erhöhte Wirtschaftlichkeit bei geänderter Nahtvorbereitung, Fugenform und Nahtvolumen

24 Wirtschaftlichkeit Gesamtkosten 100 MSG-Sprühlichtbogen MSG Sprühlichtbogen EWM forcearc EWM-forceArc 24 56% Kosteneinsparung durch EWM-forceArc

25 Ergebnisse coldarc manuell geschweißt 25

26 Ergebnisse coldarc manuell geschweißt Blechdicke 20 mm Werkstoff St Schweißposition PG 26

27 Ergebnisse forcearc Arc 1 Lage Materialdicke Steg 5 mm ohne Luftspalt ohne Nahtvorbereitung 27

28 Ergebnisse forcearc Arc 1 Lage von außen durchgeschweißt Materialdicke 5 mm ohne Luftspalt ohne Nahtvorbereitung 28

29 Ergebnisse forcearc Arc manuell geschweißt Materialdicke 10 mm 29

30 Ergebnisse forcearc Arc Blechdicke 16/20 mm, X-Naht Öffnungswinkel 2x30 Lage/Gegenlage ohne Luftspalt mechanisiert geschweißt 30
 Us 35 V, Is 340 A Schweißgeschwindigkeit 500 mm/min")
31 Ergebnisse forcearc Arc Materialdicke 10 mm Werkstoff St 1 mm Luftspalt ohne Fasen Lage/Gegenlage manuell geschweißt DV 12,5 m/min (1,2 mm G3Si1) Us 35 V, Is 340 A Schweißgeschwindigkeit 500 mm/min 31

32 Ergebnisse forcearc Arc Materialdicke 15 mm konischer Luftspalt automatisiert geschweißt 32

33 Ergebnisse forcearc Arc Materialdicke 15 mm Luftspalt, ohne Fase - Vollanschluss Materialdicke 15 mm ohne Fase tiefer Einbrand 33
 Us 35 V Is 340 A Schweißgeschwindigkeit: 0,5 m/min mechanisiert")
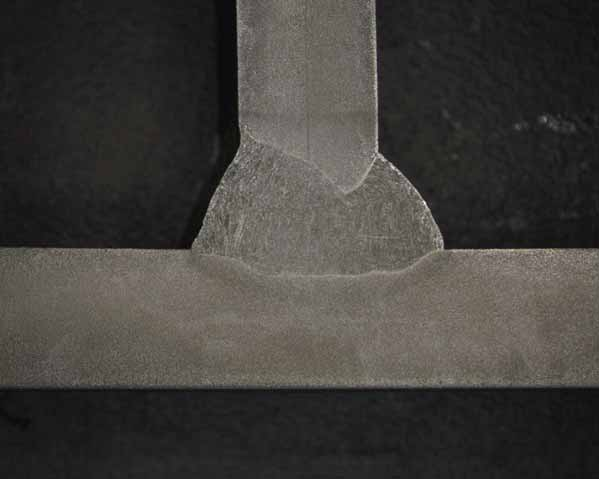
34 Ergebnisse forcearc Arc ohne Nahtvorbereitung - ohne Luftspalt Blechdicke: 12 mm Werkstoff: St (Baustahl) Schweißung: Doppelkehlnaht Parameter: DV 12,5 m/min (1,2 mm G3Si1) Us 35 V Is 340 A Schweißgeschwindigkeit: 0,5 m/min mechanisiert geschweißt 5,5 mm 34

35 Ergebnisse forcearc Arc Vollanschluss ohne Schweißfase Materialdicke 10 mm Primerbeschichtung 35

36 Ergebnisse forcearc Arc 36

37 Anwendungen forcearc Arc 37

38 Anwendungen forcearc Arc 38

39 Anwendungen forcearc Arc 39
40 Besonderheiten 40

41 Besonderheiten 41
42 Besonderheiten 42

43 Besonderheiten 43

44 Besonderheiten 16 mm 20 mm 44

45 Besonderheiten 45
46 Besonderheiten 46
47 Besonderheiten Blechdicke 20 mm 2 mm manuell geschweißt 47

48 Besonderheiten Position PC 48

49 Besonderheiten 49

50 Besonderheiten Blechdicke 50 mm IST Plan 50

51 Besonderheiten 51

52 Besonderheiten 52

53 Besonderheiten 53

54 Besonderheiten 30 Blechdicke 40 mm 8 mm 3 mm 30 54

55 Besonderheiten 55
56 Zusammenfassung Wissenschaftliche Zusammenarbeit Vergleich Sprühlichtbogen EWM forcearc Normung Fugenvorbereitung EWM forcearc - Schweißprozess Vergleich Massivdraht - Fülldraht Institut für Fertigungstechnik/Schweißtechnik 56
57 Zusammenfassung Qualitätssteigerung der Schweißverbindung bei gleichzeitiger hoher Wirtschaftlichkeit der Fügestelle kennzeichnen diese MIG/MAG-Schweißprozesse forcearc /coldarc ermöglichen prozessangepasste, wirtschaftliche Schweißfugen mit Prüfung der konstruktiven Auslegung und Berechnung der Fügestelle 57
58 Vielen Dank für Ihre Aufmerksamkeit EWM HIGHTEC WELDING GmbH Dr. Günter-Henle-Straße 8 D Mündersbach Germany Tel Fax info@ewm-group.com 58

59 EWM HIGHTEC WELDING GmbH Dr. Günter-Henle-Straße 8 D Mündersbach Germany Tel Fax info@ewm-group.com 59
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
ABICOR- Innovationspreis 2006 für EWM-cold Arc
 ABICOR- Innovationspreis 2006 für EWM-cold Arc EWM-coldArc WM.0376.00 10.2006 Änderungen vorbehalten Ermöglicht das wärmereduzierte Fügen dünnster Bleche Erlaubt das wärmereduzierte Löten mit niedrigschmelzenden
ABICOR- Innovationspreis 2006 für EWM-cold Arc EWM-coldArc WM.0376.00 10.2006 Änderungen vorbehalten Ermöglicht das wärmereduzierte Fügen dünnster Bleche Erlaubt das wärmereduzierte Löten mit niedrigschmelzenden
Pressemitteilung 02/2012. Schweißtechnologie der Zukunft
 Schweißtechnologie der Zukunft forcearc -Innovation zum zielgerichteten Fügen Unglaublich sparsam, in hohem Maße sicher Mündersbach, 23. Januar 2012. Vermieten von Turmkranen ist seit über 20 Jahren das
Schweißtechnologie der Zukunft forcearc -Innovation zum zielgerichteten Fügen Unglaublich sparsam, in hohem Maße sicher Mündersbach, 23. Januar 2012. Vermieten von Turmkranen ist seit über 20 Jahren das
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MAXXimieren Sie Ihre Produktivität
 Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Was immer Sie Schweißen, die innovativen neuen Schutzgase von Air Products garantieren Ihnen beste Ergebnisse. Entwickelt zur Steigerung der Produktivität verbinden sie beste Nahtqualitäten, vielfältige
Innovationen in der Schweißtechnik Technologie, Qualitätssicherung, Reparatur. Möglichkeiten für den Kraftwerksbau?
 Schweißtechnische Lehr- und Versuchsanstalt München Niederlassung der GSI mbh Innovationen in der Schweißtechnik Technologie, Qualitätssicherung, Reparatur Dr.-Ing. H. Cramer, S. Pommer Möglichkeiten für
Schweißtechnische Lehr- und Versuchsanstalt München Niederlassung der GSI mbh Innovationen in der Schweißtechnik Technologie, Qualitätssicherung, Reparatur Dr.-Ing. H. Cramer, S. Pommer Möglichkeiten für
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN
 WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
WiseRoot+ HOCHEFFIZIENTES SCHWEISSEN VON WURZELLAGEN "WiseRoot+ ist erstaunlich benutzerfreundlich und bewährt sich wie in der Werbung versprochen. Mit seiner Hilfe werden wir spielend mit zahlreichen
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN. "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen."
 WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
WiseFusion VERBLÜFFEND SCHNELLES MIG/MAG-SCHWEISSEN "Mit WiseFusion ist es möglich, mit einem 10-mm- Luftspalt zu schweißen." Welder, Inha Mills, Finnland 22.08.2016 1(6) WiseFusion, Verblüffend schnelles
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Schweißen von WELDOX und HARDOX
 Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
THE NEW DIMENSIONS OF WELDING WÄRMEREDUZIERTES FÜGEN DÜNNSTER BLECHE
 THE NEW DIMENSIONS OF WELDING EWM-coldArc ABICOR- Innovationspreis 2006 für EWM-cold Arc WÄRMEREDUZIERTES FÜGEN DÜNNSTER BLECHE EWM-coldArc WÄRMEREDUZIERTES FÜGEN DÜNNSTER BLECHE 2008 EWM HIGHTEC WELDING
THE NEW DIMENSIONS OF WELDING EWM-coldArc ABICOR- Innovationspreis 2006 für EWM-cold Arc WÄRMEREDUZIERTES FÜGEN DÜNNSTER BLECHE EWM-coldArc WÄRMEREDUZIERTES FÜGEN DÜNNSTER BLECHE 2008 EWM HIGHTEC WELDING
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht
 MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht Norbert Knopp / Heinz Lorenz, Mündersbach und Robert Killing, Solingen Einleitung Höher, weiter, schneller, das ist heute nicht nur die Maxime im Hochleistungssport,
MIG-Schweißen von Aluminiumwerkstoffen leicht gemacht Norbert Knopp / Heinz Lorenz, Mündersbach und Robert Killing, Solingen Einleitung Höher, weiter, schneller, das ist heute nicht nur die Maxime im Hochleistungssport,
Fügen und Bearbeiten von Chrom Nickel Stahl
 http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
http://www.reiz-online.de/ Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 1 Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi -Stahl Welche
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen.
 Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Tipps für Praktiker. MIG-Schweissen von Aluminium- Werkstoffen. Inhalt: 1. Schutzgase 2. Zusatzdrähte 3. Schweissanlage 4. Einstellhinweise 5. Fehlervermeidung 1. Schutzgase Argon (I1 nach EN ISO 14175)
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
Übungsfragen zur Aufbereitung der Vorlesung UMF (Umform-/Fügetechnik), Teil Fügetechnik
, Teil Fügetechnik") Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
REFERENZEN. coldarc. coldarc PATENTIERTES SCHWEISSVERFAHREN. www.ewm-tv.de
 REFERENZEN coldarc coldarc PATENTIERTES SCHWEISSVERFAHREN www.ewm-tv.de Die zukunftsweisende coldarc Technologie für Hand- und automatisierte Anwendungen coldarc der energiereduzierte Kurzlichtbogen zum
REFERENZEN coldarc coldarc PATENTIERTES SCHWEISSVERFAHREN www.ewm-tv.de Die zukunftsweisende coldarc Technologie für Hand- und automatisierte Anwendungen coldarc der energiereduzierte Kurzlichtbogen zum
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Pressemitteilung. forcetig revolutioniert WIG-Schweißen
 forcetig revolutioniert WIG-Schweißen Neues patentiertes Fügeverfahren von EWM mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Geschwindigkeiten eröffnet bislang ungeahnte Dimensionen Mündersbach,
forcetig revolutioniert WIG-Schweißen Neues patentiertes Fügeverfahren von EWM mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Geschwindigkeiten eröffnet bislang ungeahnte Dimensionen Mündersbach,
Lichtbogenhartlöten - Innovativ, sicher und wirtschaftlich
 Lichtbogenhartlöten - Innovativ, sicher und wirtschaftlich Norbert Knopp, Mündersbach und Robert Killing, Solingen Einleitung Das Löten ist nach dem Schweißen und zusammen mit dem Kleben und dem mechanischen
Lichtbogenhartlöten - Innovativ, sicher und wirtschaftlich Norbert Knopp, Mündersbach und Robert Killing, Solingen Einleitung Das Löten ist nach dem Schweißen und zusammen mit dem Kleben und dem mechanischen
EWM hilft und spart Ihnen Zeit und Geld!
 Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Schweissen Was war nochmal der Unterschied?
 Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
Schweissen Was war nochmal der Unterschied? Ueberlappung nötig? Naht leitfähig für Strom und Wärme? Stoffschlüssig wodurch? Lernziele Schweissen Ich kann die Grundlagen von Schweissverbindungen erklären
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
Innovative EWM WIG/Plasma-Schweißprozesse
 Innovative EWM WIG/Plasma-Schweißprozesse Wir liefern Fortschritt: innovative Schweißprozesse von EWM. ALS EIN TECHNOLOGIEFÜHRER FORSCHT UND ENTWICKELT EWM SEIT JAHRZEHNTEN, UM SCHWEISSEN FÜR UNSERE KUNDEN
Innovative EWM WIG/Plasma-Schweißprozesse Wir liefern Fortschritt: innovative Schweißprozesse von EWM. ALS EIN TECHNOLOGIEFÜHRER FORSCHT UND ENTWICKELT EWM SEIT JAHRZEHNTEN, UM SCHWEISSEN FÜR UNSERE KUNDEN
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Schweißtechnische Fortschritte beim MIG/MAG-Schweißen durch den Einsatz moderner Mehrprozeß-Schweißstromquellen
 Schweißtechnische Fortschritte beim MIG/MAG-Schweißen durch den Einsatz moderner Mehrprozeß-Schweißstromquellen Dipl.-Ing. D. Dzelnitzki, Mündersbach 1 Einleitung Entwicklung moderner Schweißstromquellen
Schweißtechnische Fortschritte beim MIG/MAG-Schweißen durch den Einsatz moderner Mehrprozeß-Schweißstromquellen Dipl.-Ing. D. Dzelnitzki, Mündersbach 1 Einleitung Entwicklung moderner Schweißstromquellen
PraxisReport. Mesa spart dank EWM und forcearc puls 57% Arbeitszeit und damit erheblich Kosten
 PraxisReport MESA Metall-Stahlbau GmbH Mesa spart dank EWM und forcearc puls 57% Arbeitszeit und damit erheblich Kosten EWM unterstützt beim Einstieg in neue Geschäftsfelder Viele Aufträge würden wir gar
PraxisReport MESA Metall-Stahlbau GmbH Mesa spart dank EWM und forcearc puls 57% Arbeitszeit und damit erheblich Kosten EWM unterstützt beim Einstieg in neue Geschäftsfelder Viele Aufträge würden wir gar
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
1 Cold Metal Transfer Einordnung des Schweißverfahrens
 Vorwort Vorwort In der Geschichte des Metall-Schutzgas-Schweißens (MSG) gibt es wenige markante Prozessentwicklungsschritte. Dazu gehören z.b. die geregelte Impulslichtbogentechnik oder die programmierbare
Vorwort Vorwort In der Geschichte des Metall-Schutzgas-Schweißens (MSG) gibt es wenige markante Prozessentwicklungsschritte. Dazu gehören z.b. die geregelte Impulslichtbogentechnik oder die programmierbare
Schweißen und Löten im Karosseriehandwerk leicht gemacht
 Schweißen und Löten im Karosseriehandwerk leicht gemacht von Franz Krämer, Köln, Heinz Lorenz und Bernd Budig, Mündersbach Einleitung Bei über 50 Millionen Kraftfahrzeugen in Deutschland ist die Karosseriereparatur
Schweißen und Löten im Karosseriehandwerk leicht gemacht von Franz Krämer, Köln, Heinz Lorenz und Bernd Budig, Mündersbach Einleitung Bei über 50 Millionen Kraftfahrzeugen in Deutschland ist die Karosseriereparatur
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Steignähte leicht und sicher schweißen
 SCHWEISSTECHNIK UND MEHR -- Lizensiert für DVS Media GmbH, -- INNOVATIVE MSG-SCHWEISSVERFAHRENSVARIANTE HILFT BEI DER BEWÄLTIGUNG SCHWIERIGER AUFGABEN, TEIL 2 Steignähte leicht und sicher schweißen Birger
SCHWEISSTECHNIK UND MEHR -- Lizensiert für DVS Media GmbH, -- INNOVATIVE MSG-SCHWEISSVERFAHRENSVARIANTE HILFT BEI DER BEWÄLTIGUNG SCHWIERIGER AUFGABEN, TEIL 2 Steignähte leicht und sicher schweißen Birger
Aluminium AC-WIG Schweißen
 Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC)
 mit Hilfe der Lichtbogenhöhensteuerung (AVC)") WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
WIG-SCHWEISSEN VON ALUMINIUM UND SEINEN LEGIERUNGEN Wechselstromschweißen (AC) mit Hilfe der Lichtbogenhöhensteuerung (AVC) Endlich ist es gelungen, den Einsatz der Lichtbogenhöhensteuerung (AVC) für das
TIPTIG- Schweissen Die Evolution im TIG- Schutzgasschweissen
 TIPTIG- Schweissen Die Evolution im TIG- Schutzgasschweissen Wir haben die Technik für Ihren Erfolg mehr Qualität mehr Geschwindigkeit mehr Sicherheit www.hebutec.ch BESCHREIBUNG TIPTIG PROZESS Der wirtschaftliche
TIPTIG- Schweissen Die Evolution im TIG- Schutzgasschweissen Wir haben die Technik für Ihren Erfolg mehr Qualität mehr Geschwindigkeit mehr Sicherheit www.hebutec.ch BESCHREIBUNG TIPTIG PROZESS Der wirtschaftliche
Grundlagen MIG-MAG Schweißen
 Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Laserstrahlschweißen von Edelstählen
 HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
HWK für München und Oberbayern 24.05.2012 Laserstrahlschweißen von Edelstählen - Mischverbindungen unterschiedlicher Edelstähle - Dipl.-Ing. (FH), SFI Markus Weigl Gliederung 1. Hinführung zum Thema 2.
Pressemitteilung 07/2011 pipetruck
 EWM-Gruppe auf der 3. SCHWEISSTEC 6. bis 9. Juni 2011 Neue Messe Stuttgart Halle 6, Stand 6411/6412 von EWM: automatisiertes MAG- Orbitalschweißen in WIG-Qualität Faktor 5 für Wurzel-, Füll- und Decklagen
EWM-Gruppe auf der 3. SCHWEISSTEC 6. bis 9. Juni 2011 Neue Messe Stuttgart Halle 6, Stand 6411/6412 von EWM: automatisiertes MAG- Orbitalschweißen in WIG-Qualität Faktor 5 für Wurzel-, Füll- und Decklagen
Wechselstrom- MIG-Schweißen
 Wechselstrom- MIG-Schweißen MIG-Wechselstromschweißen - eine neue Verfahrensvariante zum Verbinden dünnwandiger Bauteile A. Lang Inhalt DC-MIG-Impulslichtbogen (Standard-Lichtbogen) AC-MIG-Lichtbogen Vorgänge
Wechselstrom- MIG-Schweißen MIG-Wechselstromschweißen - eine neue Verfahrensvariante zum Verbinden dünnwandiger Bauteile A. Lang Inhalt DC-MIG-Impulslichtbogen (Standard-Lichtbogen) AC-MIG-Lichtbogen Vorgänge
Schweissen verbindet Schweiss-, Schneid- und Schutzgase
 Schweissen verbindet Schweiss-, Schneid- und Schutzgase Inhaltsverzeichnis Eigenschaften von Schutzgaskomponenten 4 Schutzgase zum MAG-Schweissen 6 Lichtbogenarten 9 Schutzgase zum MAG-Hochleistungsschweissen
Schweissen verbindet Schweiss-, Schneid- und Schutzgase Inhaltsverzeichnis Eigenschaften von Schutzgaskomponenten 4 Schutzgase zum MAG-Schweissen 6 Lichtbogenarten 9 Schutzgase zum MAG-Hochleistungsschweissen
Vorsprung durch Speed. Ihre Produktion kann viel mehr Schweißen geht jetzt deutlich schneller
 Vorsprung durch Speed Ihre Produktion kann viel mehr Schweißen geht jetzt deutlich schneller Masters Denn Speed = SpeedPulse SpeedArc SpeedUp SpeedRoot Speed-TwinPuls 2 of Speed Produktivität Seit es uns
Vorsprung durch Speed Ihre Produktion kann viel mehr Schweißen geht jetzt deutlich schneller Masters Denn Speed = SpeedPulse SpeedArc SpeedUp SpeedRoot Speed-TwinPuls 2 of Speed Produktivität Seit es uns
Die innovative Feinschweißtechnik. Der neue PUKU4.
 Die innovative Feinschweißtechnik. Der neue PUKU4. 2 Die neuen PUKU4 Feinschweißsysteme. DIE Innovation von Lampert. 3 Schweißmikroskop USM Mit dem Schweißmikroskop USM werden qualitativ hochwertige Schweißungen
Die innovative Feinschweißtechnik. Der neue PUKU4. 2 Die neuen PUKU4 Feinschweißsysteme. DIE Innovation von Lampert. 3 Schweißmikroskop USM Mit dem Schweißmikroskop USM werden qualitativ hochwertige Schweißungen
Trends beim Schweißen im Automobilbau
 1 Themen Innovative Verfahren zum Schweißen und Löten von Karosserieblechen und -bauteilen: Widerstands-Punktschweißen mit umlaufenden Prozessbändern DeltaSpot ; modifiziertes Lichtbogen-Metall-Schutzgas(MSG)-Schweiß-
1 Themen Innovative Verfahren zum Schweißen und Löten von Karosserieblechen und -bauteilen: Widerstands-Punktschweißen mit umlaufenden Prozessbändern DeltaSpot ; modifiziertes Lichtbogen-Metall-Schutzgas(MSG)-Schweiß-
EWM Qualitätsmanagement mit dem Meßsystem Q-DOC 9000, Schweißdatendokumentation leicht gemacht! D. Dzelnitzki, Mündersbach.
 EWM Qualitätsmanagement mit dem Meßsystem Q-DOC 9000, Schweißdatendokumentation leicht gemacht! D. Dzelnitzki, Mündersbach Zusammenfassung Das EWM Schweißdaten-Dokumentationssystem Q-DOC 9000 ermöglicht
EWM Qualitätsmanagement mit dem Meßsystem Q-DOC 9000, Schweißdatendokumentation leicht gemacht! D. Dzelnitzki, Mündersbach Zusammenfassung Das EWM Schweißdaten-Dokumentationssystem Q-DOC 9000 ermöglicht
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben
 Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
Potentiale von Nickelbasis- Fülldrahtelektroden 5. Werkstoffkongress / Leoben Michael Fiedler 1, Gerhard Posch 1, Rudolf Vallant 2, W. Klagges 1, H. Cerjak 2 1 Böhler Schweißtechnik Austria GmbH 2 Institute
00. Inhalt. 1. Modulare Ausbildung. 2. Entwicklung in der Schweißtechnik. 3. Arbeits- und Brandschutz. 4. Normung. 5.
 00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
EWM- SCHWEISSLEXIKON EINFACH WISSEN. MIG/MAG-Fibel. www.ewm.de
 EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN MIG/MAG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN MIG/MAG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
Der Weg zur Zertifizierung
 Der Weg zur Zertifizierung Einführung der DIN EN 1090 aus Sicht von Stefan B./ Inhaber eines Schweißfachbetriebes years 3 24 hours 7 days WARRANTY years 5 transformer & rectifier Kurzfassung Fertigen Sie
Der Weg zur Zertifizierung Einführung der DIN EN 1090 aus Sicht von Stefan B./ Inhaber eines Schweißfachbetriebes years 3 24 hours 7 days WARRANTY years 5 transformer & rectifier Kurzfassung Fertigen Sie
Schweissen verbindet.
 Produkt-/Anwendungsinformation Schweissen verbindet. Schweiss-, Schneid- und Schutzgase. 2 Column Inhaltsverzeichnis Inhaltsverzeichnis. 4 Eigenschaften von Schutzgaskomponenten 6 Schutzgase zum MAG-Schweissen
Produkt-/Anwendungsinformation Schweissen verbindet. Schweiss-, Schneid- und Schutzgase. 2 Column Inhaltsverzeichnis Inhaltsverzeichnis. 4 Eigenschaften von Schutzgaskomponenten 6 Schutzgase zum MAG-Schweissen
/ Batterieladesysteme / Schweißtechnik / Solarelektronik. Cold metal transfer. / Die Technologie.
 / Batterieladesysteme / Schweißtechnik / Solarelektronik Cold metal transfer. / Die Technologie. / Seit 1950 entwickeln wir innovative Gesamtlösungen für das Lichtbogen- und Widerstands-Punktschweißen.
/ Batterieladesysteme / Schweißtechnik / Solarelektronik Cold metal transfer. / Die Technologie. / Seit 1950 entwickeln wir innovative Gesamtlösungen für das Lichtbogen- und Widerstands-Punktschweißen.
WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem
 Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Neue Generation der digitalen Schweißgeräte
 NEU Neue Generation der digitalen Schweißgeräte Erfüllt höchste Qualitätsansprüche P500L P400 M500 M400 Ermöglicht den Eintritt in eine neue Dimension des Schweißens! Schweißregelung LSI Die Schweißregelung
NEU Neue Generation der digitalen Schweißgeräte Erfüllt höchste Qualitätsansprüche P500L P400 M500 M400 Ermöglicht den Eintritt in eine neue Dimension des Schweißens! Schweißregelung LSI Die Schweißregelung
Handbuch des Unterpulverschweißens
 Handbuch des Unterpulverschweißens Teil V: Berechnung und Gestaltung von Schweißkonstruktionen Schweißtechnologien - Anwendungsbeispiele von Ing. (grad.) P. Müller und Prof. Dr.-Ing. L. Wolff DEUTSCHER
Handbuch des Unterpulverschweißens Teil V: Berechnung und Gestaltung von Schweißkonstruktionen Schweißtechnologien - Anwendungsbeispiele von Ing. (grad.) P. Müller und Prof. Dr.-Ing. L. Wolff DEUTSCHER
SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG?
 SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG? Autoren: Dipl.-Ing. Chr. Matz, Linde AG, Gases Division, BA MPG, Unterschleißheim ( 2008) Dipl.-Ing. F. Steller, Linde AG, Gases Division, Hamburg
SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG? Autoren: Dipl.-Ing. Chr. Matz, Linde AG, Gases Division, BA MPG, Unterschleißheim ( 2008) Dipl.-Ing. F. Steller, Linde AG, Gases Division, Hamburg
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
UNTERPULV UNTERPUL ER SCHWEISSEN
 UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
Verringerung von Fehlern bei der werkstoffspezifischen Bestimmung von Streckenenergie und Wärmeeinbringung moderner Lichtbogenschweißprozesse
 Verringerung von Fehlern bei der werkstoffspezifischen Bestimmung von Streckenenergie und Wärmeeinbringung moderner Lichtbogenschweißprozesse B. Jaeschke, Auenwald, Deutschland, 23.01.2014 W. Ernst, M.
Verringerung von Fehlern bei der werkstoffspezifischen Bestimmung von Streckenenergie und Wärmeeinbringung moderner Lichtbogenschweißprozesse B. Jaeschke, Auenwald, Deutschland, 23.01.2014 W. Ernst, M.
Schweißtechnische Aspekte im Großrohr- und Pipelinebau
 Schweißtechnische Aspekte im Großrohr- und Pipelinebau Ilmenauer schweißtechnisches Symposium 22. Oktober 2013 Dr.-Ing. Wolfgang Scheller Inhalt Einleitung Herstellungsverfahren für Großrohre Hochfrequenz-Induktionsschweißen
Schweißtechnische Aspekte im Großrohr- und Pipelinebau Ilmenauer schweißtechnisches Symposium 22. Oktober 2013 Dr.-Ing. Wolfgang Scheller Inhalt Einleitung Herstellungsverfahren für Großrohre Hochfrequenz-Induktionsschweißen
Feueraluminiertes Feinblech fal AS Für korrosions- und hitzebständige Bauteile
 Für korrosions- und hitzebständige Bauteile 1/12 Anwendungsbereiche Feueraluminiertes Feinblech fal AS eignet sich hervorragend für Bauteile, die bei höheren Temperaturen korrosionsbeständig sein müssen,
Für korrosions- und hitzebständige Bauteile 1/12 Anwendungsbereiche Feueraluminiertes Feinblech fal AS eignet sich hervorragend für Bauteile, die bei höheren Temperaturen korrosionsbeständig sein müssen,
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Wir bringen Blech in Form... KEMPF
 Wir bringen Blech in Form... KEMPF Dürfen wir uns vorstellen? Kempf Blechtechnik - ein junges und flexibles Unternehmen mit einem runden Dienstleistungsangebot in der Blechbearbeitung: Konstruktion Laserschneiden
Wir bringen Blech in Form... KEMPF Dürfen wir uns vorstellen? Kempf Blechtechnik - ein junges und flexibles Unternehmen mit einem runden Dienstleistungsangebot in der Blechbearbeitung: Konstruktion Laserschneiden
Praxisseminar September 2011
 Praxisseminar September 2011 Agenda 22.September 2011, Reiz GmbH 8:30 Uhr Begrüßung durch Ralf Schiller 8:40 Uhr Rundgang durch die Firma Reiz 8:50 Uhr Beginn Theorie, Vortrag WIG Verfahrensvarianten 9:45
Praxisseminar September 2011 Agenda 22.September 2011, Reiz GmbH 8:30 Uhr Begrüßung durch Ralf Schiller 8:40 Uhr Rundgang durch die Firma Reiz 8:50 Uhr Beginn Theorie, Vortrag WIG Verfahrensvarianten 9:45
Zulassungszertifikat für Schweißzusätze und Schweißhilfsstoffe
 SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
SG-Drahtelektrode DB-Zulassungs-Nr.: 43.119.01 Markenbezeichnung: RW 307 Si Geltungsdauer: 31.01.2017 Normbezeichnung: DIN EN ISO 14343-A-G 18 8 Mn (1.4370) Mit dem Schutzgas nach DIN EN ISO 14175 M1:
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl
 Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Benennungen und Definitionen. Schmefzschweißen an Stählen
 DK 621.791.052.001.I 1 1. Mai 1982 Ausfü hrungsrichtlinien für Schweißsföße Benennungen und Definitionen Schmefzschweißen an Stählen UNORM M 7804 Teil 1 Recommendations for the design of welded joints;
DK 621.791.052.001.I 1 1. Mai 1982 Ausfü hrungsrichtlinien für Schweißsföße Benennungen und Definitionen Schmefzschweißen an Stählen UNORM M 7804 Teil 1 Recommendations for the design of welded joints;
Die verfahrensbedingte Nahtgeometrie Tiefen/Breite von 40:1 der Schweißnaht sorgt für verzugsarmes Fügen der Einzelteile.
 Beitrag für EB Group News EB-Schweißen faserverstärkter Aluminiumkolben Faserverstärkte Aluminiumkolben finden u.a. ihre Anwendung in Dieselmotoren von Lokomotiven. Lokomotiven dieser Bauart werden u.a.
Beitrag für EB Group News EB-Schweißen faserverstärkter Aluminiumkolben Faserverstärkte Aluminiumkolben finden u.a. ihre Anwendung in Dieselmotoren von Lokomotiven. Lokomotiven dieser Bauart werden u.a.
DYNAmore GmbH. Schweißsimulation und Wärmebehandlungssimulation. Grundlagen der. Anwendungsmöglichkeit und Benefits. Dr.-Ing. Tobias Loose 09.03.
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe E-Post: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Grundlagen der Schweißsimulation
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einführung der DIN EN 1090 in schweißtechnischen Betrieben
 Der Weg zur Zertifizierung Einführung der DIN EN 1090 in schweißtechnischen Betrieben Mündersbach, 20. März 2013 Stefan B. ist Inhaber eines Schweißfachbetriebs. Zusammen mit seinen 13 Mitarbeitern stellt
Der Weg zur Zertifizierung Einführung der DIN EN 1090 in schweißtechnischen Betrieben Mündersbach, 20. März 2013 Stefan B. ist Inhaber eines Schweißfachbetriebs. Zusammen mit seinen 13 Mitarbeitern stellt
Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl Ein bebilderter Leitfaden
 Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl Ein bebilderter Leitfaden Reihe Werkstoffe und Anwendungen, Band 14 Visuelle Beurteilung von SchweiSSnähten bei nichtrostendem Stahl Ein
Visuelle Beurteilung von Schweißnähten bei nichtrostendem Stahl Ein bebilderter Leitfaden Reihe Werkstoffe und Anwendungen, Band 14 Visuelle Beurteilung von SchweiSSnähten bei nichtrostendem Stahl Ein
EWM-SCHWEISSLEXIKON EWM HIGHTEC WELDING
 EWM-SCHWEISSLEXIKON E-HAND WIG MIG/MAG PLASMA EINFACH MEHR WENN'S UMS SCHWEISSEN GEHT: WIR HABEN FÜR JEDE AUFGABE DIE RICHTIGE LÖSUNG! Einfach mehr Technologie! Wir sind europaweit einer der führenden
EWM-SCHWEISSLEXIKON E-HAND WIG MIG/MAG PLASMA EINFACH MEHR WENN'S UMS SCHWEISSEN GEHT: WIR HABEN FÜR JEDE AUFGABE DIE RICHTIGE LÖSUNG! Einfach mehr Technologie! Wir sind europaweit einer der führenden
Duplex-Stähle - Zwei Phasen für r besondere Ansprüche
 Duplex-Stähle - Zwei Phasen für r besondere Ansprüche Dr. Georg Uhlig GmbH, Krefeld Chemische Zusammensetzung NIROSTA 4462 Mechanische Eigenschaften NIROSTA 4462 (Warmband) Chemische Zusammensetzung NIROSTA
Duplex-Stähle - Zwei Phasen für r besondere Ansprüche Dr. Georg Uhlig GmbH, Krefeld Chemische Zusammensetzung NIROSTA 4462 Mechanische Eigenschaften NIROSTA 4462 (Warmband) Chemische Zusammensetzung NIROSTA
Schweißtechnische Verarbeitung der Gusseisenwerkstoffe
 Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Dienstleister auf dem Gebiet der Fügetechnik Herzlich Willkommen zum Cluster-Forum Schweißtechnik im Kraftwerksbau
 Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh Dienstleister auf dem Gebiet der Fügetechnik Herzlich Willkommen zum Cluster-Forum Schweißtechnik im Kraftwerksbau SLV
Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh Dienstleister auf dem Gebiet der Fügetechnik Herzlich Willkommen zum Cluster-Forum Schweißtechnik im Kraftwerksbau SLV
OK AristoRod TM - von Schweißern und Robotern bevorzugt
 OK AristoRod TM - von Schweißern und Robotern bevorzugt Die Familie der unverkupferten MAG-Drahtelektroden für höhere Produktivität STRENGTH THROUGH COOPERATION ESAB OK AristoRod mit überlegener Oberflächentechnologie
OK AristoRod TM - von Schweißern und Robotern bevorzugt Die Familie der unverkupferten MAG-Drahtelektroden für höhere Produktivität STRENGTH THROUGH COOPERATION ESAB OK AristoRod mit überlegener Oberflächentechnologie
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
Produktionskosten senken Wirtschaftlichkeit und Qualität steigern.
 forcetig Das patentierte WIG-Hochleistungsfügeverfahren Mit stark fokussiertem lichtbogen für mehr einbrand und höhere schweißgeschwindigkeiten PATENTIERT Produktionskosten senken Wirtschaftlichkeit und
forcetig Das patentierte WIG-Hochleistungsfügeverfahren Mit stark fokussiertem lichtbogen für mehr einbrand und höhere schweißgeschwindigkeiten PATENTIERT Produktionskosten senken Wirtschaftlichkeit und
Die neue S. Vorbild aller Pulsanlagen.
 Die neue S. Vorbild aller Pulsanlagen. Eine muss führen. Nur die S besitzt den Speed Bei Stahl und Edelstahl ist sie bis zu 48% schneller und das Vorbild aller. Pulse. Es ist nicht nur der neue Speed,
Die neue S. Vorbild aller Pulsanlagen. Eine muss führen. Nur die S besitzt den Speed Bei Stahl und Edelstahl ist sie bis zu 48% schneller und das Vorbild aller. Pulse. Es ist nicht nur der neue Speed,
Reparaturen an großen Gussstücken durch Schweißen
 Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Reparaturen an großen Gussstücken durch Schweißen Dipl. Ing. Karlheinz Bangel, Buderus Guss GmbH, Wetzlar 1. Einleitung Als man Mitte dieses Jahrhunderts an die Entwicklung eines neuen Eisenwerkstoffes
Der Weg zur Zertifizierung
 Der Weg zur Zertifizierung Einführung der DIN EN 1090 aus Sicht von Stefan B./ Inhaber eines Schweißfachbetriebes Fertigen Sie jetzt schon nach EN 1090. Effektiver zur Zertifizierung Ausführliche Story
Der Weg zur Zertifizierung Einführung der DIN EN 1090 aus Sicht von Stefan B./ Inhaber eines Schweißfachbetriebes Fertigen Sie jetzt schon nach EN 1090. Effektiver zur Zertifizierung Ausführliche Story
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm
 Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Faszination Laser: Stärken ausspielen. Positionen von TRUMPF: Strahlquellen-Kompetenz
 Faszination Laser: Stärken ausspielen. Positionen von TRUMPF: Strahlquellen-Kompetenz Wunsch. Wirklichkeit. Ideal wäre eine universelle Laserstrahlquelle für alle Anwendungen in der Lasermaterialbearbeitung.
Faszination Laser: Stärken ausspielen. Positionen von TRUMPF: Strahlquellen-Kompetenz Wunsch. Wirklichkeit. Ideal wäre eine universelle Laserstrahlquelle für alle Anwendungen in der Lasermaterialbearbeitung.
Tipps für Praktiker. WIG-Schweissen.
 Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
www.gasandmore.de Messeversion Hier kaufen die Profis.
 www.gasandmore.de Messeversion 4 /2014 Hier kaufen die Profis. 03 Sehr verehrter Kunde, Linde Gas & More ist das persönliche und kundenorientierte Shopkonzept von Linde Gas. Das Franchisekonzept bietet
www.gasandmore.de Messeversion 4 /2014 Hier kaufen die Profis. 03 Sehr verehrter Kunde, Linde Gas & More ist das persönliche und kundenorientierte Shopkonzept von Linde Gas. Das Franchisekonzept bietet
Pulse-Arc-Schweißanlage PU 300 K Der tragbare Alleskönner!
 Pulse-Arc-Schweißanlage PU 300 K Der tragbare Alleskönner! Merkle PU 300 K Einfachste Bedienung, höchste Funktionalität! Einfachste Bedienung und höchste Funktionsvielfalt beim MIG/MAG- und Pulse-Arc-Schweißen
Pulse-Arc-Schweißanlage PU 300 K Der tragbare Alleskönner! Merkle PU 300 K Einfachste Bedienung, höchste Funktionalität! Einfachste Bedienung und höchste Funktionsvielfalt beim MIG/MAG- und Pulse-Arc-Schweißen
Serienfertiger & Automobilzulieferer für Stanz- und Ziehteile aus Metall
 Serienfertiger & Automobilzulieferer für Stanz- und Ziehteile aus Metall METALL IN DER RICHTIGEN FORM Mit hohem Qualitätsanspruch formen wir Edelstahl und gängige Metalle zu Stanz- und Ziehteilen. Von
Serienfertiger & Automobilzulieferer für Stanz- und Ziehteile aus Metall METALL IN DER RICHTIGEN FORM Mit hohem Qualitätsanspruch formen wir Edelstahl und gängige Metalle zu Stanz- und Ziehteilen. Von