In-situ Synchrotronanalyse des Umwandlungsverhaltens und der Eigenspannungen beim Schweißen neuartiger Low Transformation Temperature Zusatzwerkstoffe
|
|
|
- Reinhardt Böhme
- vor 6 Jahren
- Abrufe
Transkript



1 Festkolloquium - Univ. Prof. Dr.-Ing. H. Wohlfahrt In-situ Synchrotronanalyse des Umwandlungsverhaltens und der Eigenspannungen beim Schweißen neuartiger Low Transformation Temperature Zusatzwerkstoffe Thomas Kannengießer Arne Kromm
2 Inhalt Einführung Bedeutung der Phasenumwandlung für die Schweißeigenspannungen Konzept der LTT-Zusatzwerkstoffe Ergebnisse Werkstoffcharakterisierung In-situ-Beugungsexperimente zum Umwandlungsverhalten Schweißeigenspannungen Zusammenfassung und Schlussfolgerungen Festkolloquium Prof. Wohlfahrt 2

3 Einleitung Bestehende Konstruktionen Verlängerung des Produktlebenszyklusses Zunahme an Reparaturmaßnahmen Neue Konstruktionen Leichtbau Werkstoffauswahl nach dem Prinzip Fitness for Purpose Zunahme der Beanspruchung gefügter Bauteile Erhöhung der Sicherheit und Zuverlässigkeit gefügter Bauteile Innovation der Werkstoffe und der Zusatzwerkstoffe Innovation der Prüftechnik / Geschlossene Prüfkette Festkolloquium Prof. Wohlfahrt 3


4 Einleitung Vorteile: dünnere Profile leichtere Strukturen reduzierte Kosten Dachkonstruktion des Sony Centers Berlin (S690) Ausleger eines Mobilkrans (S1100) Quelle: Liebherr GmbH Festkolloquium Prof. Wohlfahrt 4
5 Schweißen hochfester Stähle Streckgrenze < 1000 MPa konv. verfügbare Zusatzwerkstoffe Streckgrenze > 1000 MPa undermatching Schweißnähte in niedriger beanspruchten Bereichen Materialkapazität unzureichend ausgenutzt niedriglegierte Zusätze kleines Arbeitsfenster hohe Fertigungsanforderungen hochlegierte Zusätze Vorteil: martensitische Phasenumwandlung bei niedrigen Temperaturen LTT-Zusätze Festkolloquium Prof. Wohlfahrt 5

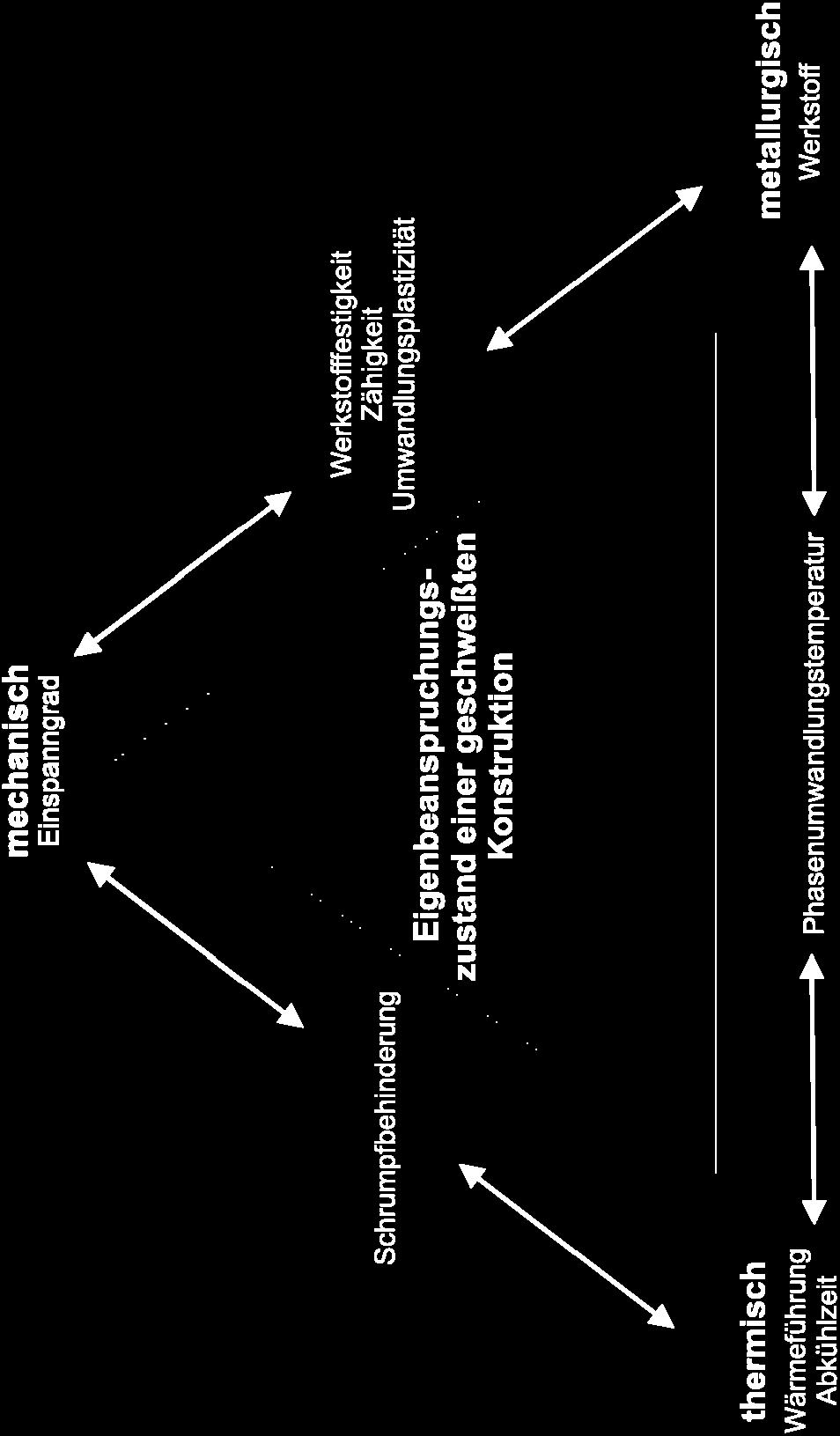

6 Bedeutung der Phasenumwandlung Festkolloquium Prof. Wohlfahrt 6
7 Umwandlungsspannungen Modellvorstellungen nach Macherauch/Wohlfahrt zur Entstehung von Umwandlungsspannungen zeigen prinzipielle Übereinstimmung mit experimentellen Beobachtungen Druckeigenspannungen Volumenexpansion bei niedrigen Temperaturen größer Spannungskompensation im Austenit gegenüber Ferrit größer Ohta et al. LTT erster praktischer Ansatz mit hochlegiertem Schweißzusatz M s -Temperaturkontrolle durch gezieltes Legieren Festkolloquium Prof. Wohlfahrt 7
8 Low Transformation Temperature (LTT) Legierungen: hochlegierte Schweißzusatzwerkstoffe Martensit, d. h. M s > Raumtemperatur allein zur Eigenspannungsbeeinflussung in der Schweißnaht niedrige Zugeigenspannungen Druckeigenspannungen Definition LTT Chemische Zusammensetzung in Gew.-% C Cr Ni Si Mn Fe 0, ,3 0,7 Rest zahlreiche Untersuchungen: Rissverhalten, Schwingfestigkeit und Verzug Zusammenhang M s Schweißeigenspannungen weitgehend ungeklärt! Festkolloquium Prof. Wohlfahrt 8
9 LTT-Legierungsmatrix Bezeichnung Chemische Zusammensetzung in Gew.-% C Cr Ni Si Mn Fe M s in C 1 Cr8Ni6 0, ,4 0,7 Rest 281 Cr8Ni8 0, ,4 0,7 Rest 247 Cr8Ni10 0, ,4 0,7 Rest 213 Cr8Ni12 0, ,4 0,7 Rest 179 Cr10Ni6 0, ,4 0,7 Rest 247 Cr10Ni8 0, ,4 0,7 Rest 213 Cr10Ni10 0, ,4 0,7 Rest 179 Cr10Ni12 0, ,4 0,7 Rest Steven und Haynes Festkolloquium Prof. Wohlfahrt 9
10 Einsensor-Differenz-Thermoanalyse (SS-DTA: Single Sensor Differential Thermal Analysis) Ermittlung der M s -Temperaturen Messkurve: Referenzzyklus: T Mess (t) T Ref (t) = A e B t + C t M s = 15,8 s Differenz: T = T Ref -T Mess Auswertung: T = f(t) T = f(t) M s = 184 C Cr10Ni Festkolloquium Prof. Wohlfahrt 10
11 Vergleich der M s -Temperaturen hoher Einfluss des Cr/Ni-Gehalts auf die M s -Temperaturen etwa lineare Abnahme von M s mit zunehmendem Ni-Gehalt gleichzeitig zunehmende Abweichung von der Vorhersage nur oberflächennahe Messung keine Aussage zur Qualität oder Quantität der beteiligten Phasen Festkolloquium Prof. Wohlfahrt 11


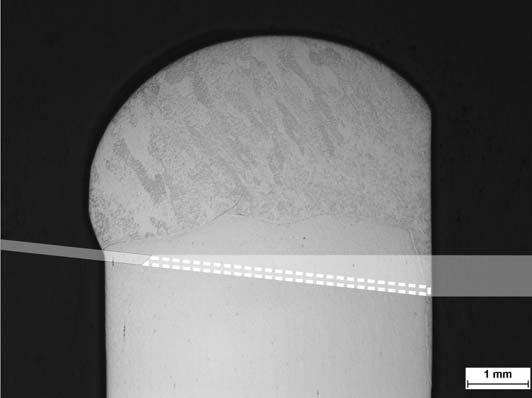
12 LTT-Legierung Restaustenit zellulare, primär austenitische Erstarrung mit Martensit in den Zellkernen und Restaustenit in den interzellularen Bereichen Seigerung von Chrom und Nickel aufgrund der primär austenitischen Erstarrung Zellzwischenräume erstarren zuletzt aufgrund höherer Chromund Nickelgehalte Festkolloquium Prof. Wohlfahrt 12
13 Mechanische Eigenschaften Zugfestigkeit oberhalb 1000 MPa unabhängig von Legierungsgehalt abnehmende Dehngrenzen mit zunehmendem Ni-Gehalt zunehmende Zähigkeit mit zunehmendem Ni-Gehalt graduelle Eigenschaften können auf zunehmenden Restaustenitgehalt zurückgeführt werden Festkolloquium Prof. Wohlfahrt 13
 und Titanlegierungen schmelzbadangrenzende Phasenmappings")

14 In-situ-Beugungsanalyse von Phasenumwandlungen Synchrotronstrahlung prädestiniert Analyse von mikrostrukturellen Änderungen und Phasenumwandlungen ortsauflösende Beugung zeitauflösende Beugung verschiedene Stähle (austenitisch, Duplex) und Titanlegierungen schmelzbadangrenzende Phasenmappings Primärerstarrungsart und Phasenumwandlungen winkeldispersive Beugung bei relativ geringen Photonenenergien (oberflächennah) LTT-Zusätze bisher nicht untersucht nur Grundwerkstoff und keine realen Schweißungen Abstand in mm Zeit in s Schmelzbad Abstand in mm Ferritanteil Beugungswinkel in Festkolloquium Prof. Wohlfahrt 14
 hc 2sin d 1 E( hkl) 1")
 EDDI Beamline Energiespektrum 11.")
15 Energiedispersive Beugung n 2 d hkl sin hkl E h hc d( hkl) hc 2sin d 1 E( hkl) 1 const. E( hkl) EDDI Beamline Energiespektrum Festkolloquium Prof. Wohlfahrt 15
 Quelle: BESSY mbh 11.03.")
16 BESSY II HZB Beamline EDDI Energie kev (Weißstrahl) Vielzahl von Beugungsslinien simultane Bestimmung phasenspezifischer Eigenspannungen aller kristallinen Phasen Eigenspannungstiefengradienten bis zu 150 µm (Stahl) Quelle: BESSY mbh Festkolloquium Prof. Wohlfahrt 16

17 In-situ Schweißversuche Vorrichtung zum Schweißen: Brennervorschub (zeitaufgelöst) Probenvorschub (ortsaufgelöst) Temperaturverteilung mittels Thermokamera ermittelt Grundwerkstoff: S690; t = 6 mm Schweißgut: LTT-Zusätze; Auftragsschweißen, 4 Lagen Festkolloquium Prof. Wohlfahrt 17


18 Versuchsaufbau an der Strahllinie EDDI Blende Detektor WIG- Brenner Blende gebeugter Strahl Primärstrahl Probe Schweiß- und Positioniereinheit Festkolloquium Prof. Wohlfahrt 18



19 Probenform und Strahlengang S690QL Grundwerkstoff: S690QL LTT-Zusatz in mehreren Lagen aufgeschweißt WIG-Wiederaufschmelzung während des In-situ- Beugungsversuchs Festkolloquium Prof. Wohlfahrt 19

 Temperaturbereich:")
 / 2%")

20 Temperaturverteilung Mobiles Thermovisionssystem Optische Auflösung: 640 x 480 infrared pixel (300 µm) Temperaturbereich: -40 C to > 2000 C Therm. Auflösung: 1,5 K (0-100 C) / 2% (>100 C) Messfrequenz: 0,25 Hz - 60 Hz Brennweite: 50 mm Festkolloquium Prof. Wohlfahrt 20
21 Temperaturverteilung 7,5 mm WIG Brenner Lichtbogen Schmelzbad Festkolloquium Prof. Wohlfahrt 21
 7,5 mm 11.03.")
22 Temperaturverteilung WIG Brenner Lichtbogen Schmelzbad Austenitisierung (680 C C) 7,5 mm Festkolloquium Prof. Wohlfahrt 22
23 Temperaturverteilung 7,5 mm M s Temperatur (268 C) Austenitisierung (680 C C) Festkolloquium Prof. Wohlfahrt 23
")
 11.03.")
24 Temperaturverteilung 7,5 mm M s Temperatur (268 C) Austenitisierung (680 C C) Festkolloquium Prof. Wohlfahrt 24

25 Martensitumwandlung Nickelgehalt: 8% 10% 12% M s Temperatur 268 C 125 C 71 C Festkolloquium Prof. Wohlfahrt 25
26 M s -Temperaturen im Schweißgut M s = 268 C Cr10Ni8 gute Übereinstimmung zwischen Differenz-Thermoanalyse und Beugungsmessung mit höherem Legierungsgehalt zunehmende Abweichung durch Mikroseigerungsverhalten, Entmischung und Abbrand Festkolloquium Prof. Wohlfahrt 26


27 Umwandlungsprofile 8% Ni 10% Ni 12% Ni Festkolloquium Prof. Wohlfahrt 27
 I ( hkl) 1 R(hkl) - Proportionalitätsfaktoren R ( hkl) I (")

28 Phasengehalt Ermittlung mittels Methode der Intensitätsverhältnisse nach dem Ansatz von Laine 1 V I(hkl) - Integralintensität der jeweiligen Netzebene R ( hkl) I ( hkl) 1 R(hkl) - Proportionalitätsfaktoren R ( hkl) I ( hkl) +Nickel +Nickel deutliche Abnahme von M s mit zunehmendem Nickelgehalt Anstieg von M s mit zunehmendem Abstand zur Oberfläche M s -Temperaturen korrelieren mit den Restaustenitgehalten Festkolloquium Prof. Wohlfahrt 28




29 Eigenspannungsanalyse mittels sin 2 ψ-methode gebeugter Strahl σ(z)= σ 11 - σ 33 Primärstrahl σ 11 z Schweißgut σ 33 Grundwerkstoff Festkolloquium Prof. Wohlfahrt 29
30 Phasenspezifische Eigenspannungen krz-phase kfz-phase deutliche Druckeigenspannungen im LTT-Schweißgut Eigenspannungsniveau gegenüber S690QL um bis zu -500 MPa reduziert stabile Druckeigenspannungen über der Schweißnahttiefe geringere Druckeigenspannungen im Austenit weitgehend einheitliches Eigenspannungsniveau Festkolloquium Prof. Wohlfahrt 30

31 Makroeigenspannungen Makroeigenspannungen mittels Hebelgesetz: 35% 25% 15 % Anstieg des Eigenspannungsniveaus aufgrund zunehmenden Austenitgehalts Festkolloquium Prof. Wohlfahrt 31
32 Zusammenfassung Eigenspannungskontrolle beim Schweißen hochfester Stähle mit LTT- Zusatzwerkstoffen Realisierung chrom-/nickellegierter Schweißzusätze graduelle Merkmale bei Gefüge, mechanischen Eigenschaften und Umwandlungstemperaturen erstmals In-situ-Beugungsexperimente zur Charakterisierung des Umwandlungsverhaltens während des Schweißens unter Nutzung hochenergetischer Synchrotronstrahlung phasenselektive Eigenspannungsmessung Festkolloquium Prof. Wohlfahrt 32
33 Schlussfolgerungen Erzeugung von Druckeigenspannungen beim Schweißen mit LTT- Zusätzen Wirkung der martensitischen Phasenumwandlung bei freier Schrumpfung hohe Druckeigenspannungen im Martensit geringes Eigenspannungsniveau im Austenit Eigenspannungsniveau in Martensit und Austenit weitgehend unabhängig von der M s -Temperatur Makroeigenspannungsniveau wird vom Phasenverhältnis bestimmt Festkolloquium Prof. Wohlfahrt 33
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden
 Max-Planck-Institut für Eisenforschung GmbH Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden Christian Broß Inhaltsverzeichnis Aufgabenstellung
Max-Planck-Institut für Eisenforschung GmbH Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden Christian Broß Inhaltsverzeichnis Aufgabenstellung
Schweißtechnische Verarbeitung neuer Kraftwerkstähle
 Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm
 Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Neuartige Technologie zum Engstspaltschweißen von Stahl oder Aluminium mit weniger als 5 kw Laserleistung an Blechdicken bis 50 mm Laser-Mehrlagen-Engstspaltschweißen (Laser-MES) Rostock, 12. September
Dipl.-Ing. Arne Kromm. Umwandlungsverhalten und Eigenspannungen beim Schweißen neuartiger LTT-Zusatzwerkstoffe
 Dipl.-Ing. Arne Kromm Umwandlungsverhalten und Eigenspannungen beim Schweißen neuartiger LTT-Zusatzwerkstoffe BAM-Dissertationsreihe Band 72 Berlin 2011 Die vorliegende Arbeit entstand an der BAM Bundesanstalt
Dipl.-Ing. Arne Kromm Umwandlungsverhalten und Eigenspannungen beim Schweißen neuartiger LTT-Zusatzwerkstoffe BAM-Dissertationsreihe Band 72 Berlin 2011 Die vorliegende Arbeit entstand an der BAM Bundesanstalt
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Eigenspannungen berechnen mit Hilfe der Schweißsimulation
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de, www.loose.at Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Eigenspannungen
Technisches Datenblatt GS120S-G
 02.09.200 Seite von GS20S-G Bezeichnungen EN ISO 6834 : AWS A5.28-05: Mn4Ni2CrMo ER20S-G Schutzgasdraht für das Schweißen von hochfesten, vergüteten Feinkornbaustählen. Schutzgasdraht für das Schweißen
02.09.200 Seite von GS20S-G Bezeichnungen EN ISO 6834 : AWS A5.28-05: Mn4Ni2CrMo ER20S-G Schutzgasdraht für das Schweißen von hochfesten, vergüteten Feinkornbaustählen. Schutzgasdraht für das Schweißen
2. Schweißzusätze für die Aluminiumschweißung. Schweißzusätze für das Titan-Schweißen.
 1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
September 2000. September 2000. September 2000. März 2001
 1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
BÖHLER ANTINIT N 108 NICHTROSTENDER STAHL STAINLESS STEEL
 BÖHLER ANTINIT N 108 NICHTROSTENDER STAHL STAINLESS STEEL Eigenschaften Nichtrostender Chromstahl. Gute Kaltumformbarkeit. Bedingt polierbar. Feingeschliffen oder poliert gegen Wasser und Wasserdampf,
BÖHLER ANTINIT N 108 NICHTROSTENDER STAHL STAINLESS STEEL Eigenschaften Nichtrostender Chromstahl. Gute Kaltumformbarkeit. Bedingt polierbar. Feingeschliffen oder poliert gegen Wasser und Wasserdampf,
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe. Produktionsprogramm
 MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
MSG-Drahtelektroden WIG-Schweißstäbe UP-Drahtelektroden Gas-Schweißstäbe Produktionsprogramm Einleitung Die Firma Fliess wurde 1915 von Hermann Fliess in Duisburg gegründet. Binnen weniger Jahre etablierte
Beurteilung der Kriechfestigkeit moderner martensitischer Chromstähle durch die Charakterisierung des Mikrogefüges
 Beurteilung der Kriechfestigkeit moderner martensitischer Chromstähle durch die Charakterisierung des Mikrogefüges K. Maile, G. Zies, R. Scheck, D. Kuppler, H. Ruoff, M. Rauch, A. Klenk und C. Scheu Materialprüfungsanstalt
Beurteilung der Kriechfestigkeit moderner martensitischer Chromstähle durch die Charakterisierung des Mikrogefüges K. Maile, G. Zies, R. Scheck, D. Kuppler, H. Ruoff, M. Rauch, A. Klenk und C. Scheu Materialprüfungsanstalt
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Übung Grundlagen der Werkstoffe. Thema: Das Eisen-Kohlenstoffdiagramm
 Übung Grundlagen der Werkstoffe Thema: Das Eisen-Kohlenstoffdiagramm Einstiegsgehälter als Motivation für das Studium Übungsaufgaben 7. Skizzieren Sie eine Volumen/Temperatur-Kurve von Eisen. Begründen
Übung Grundlagen der Werkstoffe Thema: Das Eisen-Kohlenstoffdiagramm Einstiegsgehälter als Motivation für das Studium Übungsaufgaben 7. Skizzieren Sie eine Volumen/Temperatur-Kurve von Eisen. Begründen
Numerische Bestimmung von Schweißeigenspannungen
 Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Numerische Bestimmung von Schweißeigenspannungen Gewidmet Herrn Prof. Helmut Wohlfahrt zur Vollendung seines 75. Lebensjahres Dr.-Ing. Tobias Loose 11. März 2011 1 Dr.-Ing. Tobias Loose geboren am 18.08.1971
Institut für Eisen- und Stahl Technologie. Seminar 2 Binäre Systeme Fe-C-Diagramm. www.stahltechnologie.de. Dipl.-Ing. Ch.
 Institut für Eisen- und Stahl Technologie Seminar 2 Binäre Systeme Fe-C-Diagramm Dipl.-Ing. Ch. Schröder 1 Literatur V. Läpple, Wärmebehandlung des Stahls, 2003, ISBN 3-8085-1308-X H. Klemm, Die Gefüge
Institut für Eisen- und Stahl Technologie Seminar 2 Binäre Systeme Fe-C-Diagramm Dipl.-Ing. Ch. Schröder 1 Literatur V. Läpple, Wärmebehandlung des Stahls, 2003, ISBN 3-8085-1308-X H. Klemm, Die Gefüge
Die Wärmebehandlung metallischer Werkstoffe. WS 2014 Dr. Dieter Müller. Wir nehmen Perfektion persönlich.
 Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
Schweißen von WELDOX und HARDOX
 Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Anlage zur Akkreditierungsurkunde D PL 14153 02 02
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Berechnung von Schweißeigenspannungen und Verzug
 Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: loose@tl-ing.de Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Berechnung von Schweißeigenspannungen
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg.
 TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg GRUNDLAGEN Modul: Versuch: und Härteprüfung Bergsteiger und Freeclimber
TU Bergakademie Freiberg Institut für Werkstofftechnik Schülerlabor science meets school Werkstoffe und Technologien in Freiberg GRUNDLAGEN Modul: Versuch: und Härteprüfung Bergsteiger und Freeclimber
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
Akkreditierungsumfang der Inspektionsstelle (EN ISO/IEC 17020:2012) TÜV AUSTRIA SERVICES GMBH Werkstoff- und Schweißtechnik / (Ident.Nr.
 TÜV AUSTRIA SERVICES GMBH Werkstoff- und Schweißtechnik / (Ident.Nr.") 1 AD 2000-Merkblatt HP 0 2013-02 Allgemeine Grundsätze für Auslegung, Herstellung und damit verbundene Prüfungen 2 AD 2000-Merkblatt HP 1 2012-07 Auslegung und Gestaltung 3 AD 2000-Merkblatt HP 2/1 2012-07
1 AD 2000-Merkblatt HP 0 2013-02 Allgemeine Grundsätze für Auslegung, Herstellung und damit verbundene Prüfungen 2 AD 2000-Merkblatt HP 1 2012-07 Auslegung und Gestaltung 3 AD 2000-Merkblatt HP 2/1 2012-07
C Si Mn P S Cr Ni N. min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1. C Si Mn P S Cr Ni. min. - - - - - 18,0 8,0
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni N min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni N min. - - - - - 17,5 8,0 - max. 0,07 1,0 2,0 0,045 0,03 19,5 10,5 0,1 CHEMISCHE ZUSAMMENSETZUNG
STABELEKTRODEN MASSIVDRÄHTE WIG-SCHWEISSSTÄBE AUTOGEN-SCHWEISSSTÄBE FÜLLDRÄHTE PULVER (PTA, UP) LOTE SCHLEIFMITTEL
 LOTE SCHLEIFMITTEL") STABELEKTRODEN MASSIVDRÄHTE WIG-SCHWEISSSTÄBE AUTOGEN-SCHWEISSSTÄBE FÜLLDRÄHTE PULVER (PTA, UP) LOTE SCHLEIFMITTEL Editorial Sehr geehrte Kunden, Seit mehr als 20 Jahren ist die Geschäftsleitung der Firma
STABELEKTRODEN MASSIVDRÄHTE WIG-SCHWEISSSTÄBE AUTOGEN-SCHWEISSSTÄBE FÜLLDRÄHTE PULVER (PTA, UP) LOTE SCHLEIFMITTEL Editorial Sehr geehrte Kunden, Seit mehr als 20 Jahren ist die Geschäftsleitung der Firma
Kurzzusammenfassung zum Thema. Werkstoffverwechslungsprüfungen. Inhaltsverzeichnis
 Kurzzusammenfassung zum Thema Werkstoffverwechslungsprüfungen Inhaltsverzeichnis 1. Einleitung... 2 1.1 Definition Werkstoffverwechslungsprüfung... 2 1.2 Warum Werkstoffverwechslungsprüfung?... 2 1.3 Voraussetzungen
Kurzzusammenfassung zum Thema Werkstoffverwechslungsprüfungen Inhaltsverzeichnis 1. Einleitung... 2 1.1 Definition Werkstoffverwechslungsprüfung... 2 1.2 Warum Werkstoffverwechslungsprüfung?... 2 1.3 Voraussetzungen
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Das Gefüge von Titanschweissen. Paul Danielson, Rick Wilson, und David Alman U. S. Department of Energy, Albany Research Center Albany, Oregon
 Das Gefüge von Titanschweissen Paul Danielson, Rick Wilson, und David Alman U. S. Department of Energy, Albany Research Center Albany, Oregon Struers Zeitschrift für Materialografie 3 / 2004 Structure
Das Gefüge von Titanschweissen Paul Danielson, Rick Wilson, und David Alman U. S. Department of Energy, Albany Research Center Albany, Oregon Struers Zeitschrift für Materialografie 3 / 2004 Structure
Technische Informationen Rostfreie Stähle
 Technische Informationen Rostfreie Stähle IHRE WELT, UNSERE ERFAHRUNG Eigenschaften rostfreier Stähle. Der vorliegende Artikel beschäftigt sich mit häufig vorkommenden Arten rostfreier Stähle (früher:
Technische Informationen Rostfreie Stähle IHRE WELT, UNSERE ERFAHRUNG Eigenschaften rostfreier Stähle. Der vorliegende Artikel beschäftigt sich mit häufig vorkommenden Arten rostfreier Stähle (früher:
Literaturarbeit. TU Bergakademie Freiberg Institut für Eisen- und Stahltechnologie Leipziger Straße 28 09599 Freiberg www.iest.tu-freiberg.
 TU Bergakademie Freiberg Institut für Eisen- und Stahltechnologie Leipziger Straße 28 09599 Freiberg www.iest.tu-freiberg.de Literaturarbeit Thema: Schweißen von hochlegierten Stählen Schweißeignung und
TU Bergakademie Freiberg Institut für Eisen- und Stahltechnologie Leipziger Straße 28 09599 Freiberg www.iest.tu-freiberg.de Literaturarbeit Thema: Schweißen von hochlegierten Stählen Schweißeignung und
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Bild 1. Erwärmung einer Stahlplatte aus Feinkornstahl S690 mit einem Erdgas-Druckluft-Brenner bei einem Erdgasdruck von 0,1 bar
 Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Das Vorwärmen vor dem Schweißen gewinnt durch den vermehrten Einsatz hochfester Stähle, gerade im Offshorebereich, immer mehr an Bedeutung. Die Verwendung hochwertiger Stähle macht modernste Produktionsverfahren
Magnetische Eigenschaften nichtrostender Stähle Informationsstelle Edelstahl Rostfrei
 Merkblatt 827 Magnetische Eigenschaften nichtrostender Stähle Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Merkblatt 827 Magnetische Eigenschaften nichtrostender Stähle Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Schweißzusätze joke Fill
 Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
EOS StainlessSteel 316L
 EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
Bericht 5137/2005. AiF-Nr. 13.597 N. DVS-Nr. 05.030
 Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Bericht 5137/2005 AiF-Nr. 13.597 N DVS-Nr. 05.030 Optimierung der Verbindungsqualität und Ermittlung von verbesserten Prüfkriterien artfremder Schwarz-Weiß-Bolzenschweißverbindungen Der Bericht darf nur
Ferro-Titanit Pulvermetallurgische. Hartstoffe
 Ferro-Titanit Pulvermetallurgische Hartstoffe Inhalt 04 Ferro-Titanit Eigenschaften und Vorzüge Werkstoffblätter 06 Ferro-Titanit C-Spezial 08 Ferro-Titanit WFN 10 Ferro-Titanit S 12 Ferro-Titanit Nikro
Ferro-Titanit Pulvermetallurgische Hartstoffe Inhalt 04 Ferro-Titanit Eigenschaften und Vorzüge Werkstoffblätter 06 Ferro-Titanit C-Spezial 08 Ferro-Titanit WFN 10 Ferro-Titanit S 12 Ferro-Titanit Nikro
Fahrradrahmen. Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt.
 Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften des Rahmenrohres
Fahrradrohrrahmen werden unter anderem aus Titan- oder Stahllegierungen hergestellt. Hinweis Die neue Bezeichnung für GGG-50 lautet EN-GJS-500-7. Teilaufgaben: 1 Die Werkstoffeigenschaften des Rahmenrohres
C Si Mn P S Cr Ni Mo Ti. min. - - - - - 16,5 10,5 2,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7. C Si Mn P S Cr Ni Mo Ti N
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
Titanlegierungen Freiform- und Gesenkschmiedestücke
 Mechanische Eigenschaften bei Raumtemperatur Physikalische Eigenschaften Werkstoffkurzzeichen Legierungstyp Wärmebehandlung Wärmebehandlungsdicke d [mm] R po2 [MPa] R m [MPa] A 5 [%] Z [%] Dichte [g/cm
Mechanische Eigenschaften bei Raumtemperatur Physikalische Eigenschaften Werkstoffkurzzeichen Legierungstyp Wärmebehandlung Wärmebehandlungsdicke d [mm] R po2 [MPa] R m [MPa] A 5 [%] Z [%] Dichte [g/cm
Descriptor headline. formenbau aluminium Legierungen Weldural & Hokotol
 Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Descriptor headline formenbau aluminium Legierungen Weldural & Hokotol weldural anwendungsbereiche Blas- und Spritzgussformen für die kunststoffverarbeitende Industrie Formen und hochtemperaturbeanspruchte
Für Werkzeug- und Formstähle
 Laser 10 M Martensitischer Cr-Mn Zusatz mit Korrosionsbeständigen Eigenschaften. Polier-, erodier-, nitrier-, ätz- und vergütbar. Bis zu 2 Lagen härtbar. Für Kunststoff-, Blas- und Spritzgießformen, sowie
Laser 10 M Martensitischer Cr-Mn Zusatz mit Korrosionsbeständigen Eigenschaften. Polier-, erodier-, nitrier-, ätz- und vergütbar. Bis zu 2 Lagen härtbar. Für Kunststoff-, Blas- und Spritzgießformen, sowie
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Werkstoffe der Elektrotechnik im Studiengang Elektrotechnik
 Werkstoffe der Elektrotechnik im Studiengang Elektrotechnik - Stoffgemische - Prof. Dr. Ulrich Hahn WS 2008/2009 welche Stoffgemische gibt es? technisch relevante Stoffgemische: Lösung Suspension Legierung
Werkstoffe der Elektrotechnik im Studiengang Elektrotechnik - Stoffgemische - Prof. Dr. Ulrich Hahn WS 2008/2009 welche Stoffgemische gibt es? technisch relevante Stoffgemische: Lösung Suspension Legierung
Für jede Anwendung der geeignete Schweisszusatz
 Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Für jede Anwendung der geeignete Schweisszusatz 1. Stabelektroden 1. Stabelektroden 2. Drahtelektroden für das Schutzgasschweissen 3. WIG/TIG-Schweisstäbe 4. Fülldrahtelektroden 1.1 Stabelektroden für
Crypton for Brain MC XL. Digital, sauber, einfach So macht CoCr-Verarbeitung Spaß
 Crypton for Brain MC XL Digital, sauber, einfach So macht CoCr-Verarbeitung Spaß Crypton for Brain MC XL Die Werkstoffe im prothetischen Markt Werkstoffe & Produktion Werkstoffverteilung gesamt 15 Millionen
Crypton for Brain MC XL Digital, sauber, einfach So macht CoCr-Verarbeitung Spaß Crypton for Brain MC XL Die Werkstoffe im prothetischen Markt Werkstoffe & Produktion Werkstoffverteilung gesamt 15 Millionen
Materialforschung. Sonnenofen. Mit konzentrierter Sonnenstrahlung. Werkstoffprüfung unter extremen Bedingungen
 SONNENOFEN 80 Von Martin Schmücker Materialforschung im Sonnenofen Werkstoffprüfung unter extremen Bedingungen Mit konzentrierter Sonnenstrahlung können extreme Temperaturen erreicht werden. Hohe Aufheiz-
SONNENOFEN 80 Von Martin Schmücker Materialforschung im Sonnenofen Werkstoffprüfung unter extremen Bedingungen Mit konzentrierter Sonnenstrahlung können extreme Temperaturen erreicht werden. Hohe Aufheiz-
DSC Differential Scanning Calorimetrie
 DSC Differential Scanning Calorimetrie Ziel: Ermittlung von Materialeigenschaften aufgrund von Enthalpieänderungen. Grundprinzip: Die Differential Scanning Calorimetrie (DSC) ist definiert als eine Messmethode,
DSC Differential Scanning Calorimetrie Ziel: Ermittlung von Materialeigenschaften aufgrund von Enthalpieänderungen. Grundprinzip: Die Differential Scanning Calorimetrie (DSC) ist definiert als eine Messmethode,
Broetje-Automation Werknorm Schweißtechnische Anweisung Konstruktion
 Broetje-Automation Werknorm Inhaltsverzeichnis 1 Konstruktion... 2 2 Zeichnungserstellung... 4 3 Schweißstempel Schweißplan... 5 4 Zeichnungs- und Konstruktionsprüfung... 6 Änderungsstand: 05 Änderung
Broetje-Automation Werknorm Inhaltsverzeichnis 1 Konstruktion... 2 2 Zeichnungserstellung... 4 3 Schweißstempel Schweißplan... 5 4 Zeichnungs- und Konstruktionsprüfung... 6 Änderungsstand: 05 Änderung
Klausur Vertiefungsfach 2: Master
 I E H K Institut für Eisenhüttenkunde Rheinisch-Westfälische Technische Hochschule Aachen Klausur Vertiefungsfach 2: Master Stahlmetallurgie Univ.-Prof. Dr.-Ing. D. Senk 10.09.2012 Nachname, Vorname: Matrikel-Nr.:
I E H K Institut für Eisenhüttenkunde Rheinisch-Westfälische Technische Hochschule Aachen Klausur Vertiefungsfach 2: Master Stahlmetallurgie Univ.-Prof. Dr.-Ing. D. Senk 10.09.2012 Nachname, Vorname: Matrikel-Nr.:
Schweißtechnische Verarbeitung der Gusseisenwerkstoffe
 Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
4.3.2 System mit völliger Löslichkeit im festen Zustand 82 4.3.3 System mit teilweiser Löslichkeit im festen Zustand 83 4.3.
 Inhalt Vorwort 1 Werkstoffe und Hilfsstoffe 1 2 Struktur und Eigenschaften der Metalle 3 2.1 Atomarer Aufbau, Kristallsysteme, Gitterfehler 3 2.1.1 Das Atom 3 2.1.2 Die atomaren Bindungsarten 4 2.1.3 Kristallsysteme
Inhalt Vorwort 1 Werkstoffe und Hilfsstoffe 1 2 Struktur und Eigenschaften der Metalle 3 2.1 Atomarer Aufbau, Kristallsysteme, Gitterfehler 3 2.1.1 Das Atom 3 2.1.2 Die atomaren Bindungsarten 4 2.1.3 Kristallsysteme
18 Schweißen an duktilen Gussrohren
 E-Book Guss-Rohrsysteme 18. Kapitel: Schweißen an duktilen Gussrohren 18/1 18 Schweißen an duktilen Gussrohren 18.1 Allgemeines 18.2 Schweißverfahren 18.3 Anwendungsbereiche E-Book Guss-Rohrsysteme 18.
E-Book Guss-Rohrsysteme 18. Kapitel: Schweißen an duktilen Gussrohren 18/1 18 Schweißen an duktilen Gussrohren 18.1 Allgemeines 18.2 Schweißverfahren 18.3 Anwendungsbereiche E-Book Guss-Rohrsysteme 18.
KOMPLETTE PRODUKTIONSKETTE
 2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
Einsatzstähle Carbodur
 Einsatzstähle Carbodur Einsatzstähle Carbodur Wie lange ein Bauteil den Anforderungen standhält, wie zuverlässig es plötzliche Spitzenbelastungen erträgt, hängt vom Werkstoff ab, aus dem das Bauteil gefertigt
Einsatzstähle Carbodur Einsatzstähle Carbodur Wie lange ein Bauteil den Anforderungen standhält, wie zuverlässig es plötzliche Spitzenbelastungen erträgt, hängt vom Werkstoff ab, aus dem das Bauteil gefertigt
Zugversuch. Laborskript für WP-14 WS 13/14 Zugversuch. 1) Theoretische Grundlagen: Seite 1
 Theoretische Grundlagen: Seite 1") Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie
 Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau SPEEDFÄSE TOUSFÄSE KUGELFÄSE INOCkwell Hochpräzisionskugelfräser
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau SPEEDFÄSE TOUSFÄSE KUGELFÄSE INOCkwell Hochpräzisionskugelfräser
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Dicke Gewicht Legierung /Zustand
 ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
ALUMINIUM-PLATTEN PLATTENZUSCHNITTE DIN EN 485-1/-2/-4 spannungsarm gereckt / umlaufend gesägte Kanten im rechteckigen Zuschnitt / als Ring oder Ronde in Standardformaten Dicke Gewicht Legierung /Zustand
C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7. C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5x(C+N)
") NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
Schweißzusatzwerkstoffe. Schweißzusatzwerkstoffe. Seiten. Stabelektroden - für Gußeisen. - un u. niedriglegiert. - hochlegiert.
 Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem
 Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen. Bruch / Riss Fehlendes Material etc.
 Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Handbuch der Schweißtechnik
 J. Ruge Handbuch der Schweißtechnik Dritte, neubearbeitete und erweiterte Auflage Band I: Werkstoffe Mit 136 Abbildungen und 146 Tabellen Springer-Verlag Berlin Heidelberg NewYork London Paris Tokyo HongKong
J. Ruge Handbuch der Schweißtechnik Dritte, neubearbeitete und erweiterte Auflage Band I: Werkstoffe Mit 136 Abbildungen und 146 Tabellen Springer-Verlag Berlin Heidelberg NewYork London Paris Tokyo HongKong
Qualitätssicherung bei der Verarbeitung von CrNi
 Qualitätssicherung bei der Verarbeitung von CrNi Referent: Friedrich Felber Steel for you GmbH 8010 Graz, Neutorgasse 51/I E-Mail: office@steelforyou.at Tel: +43 664 1623430 Fax: +43 316 231123 7828 Internet:
Qualitätssicherung bei der Verarbeitung von CrNi Referent: Friedrich Felber Steel for you GmbH 8010 Graz, Neutorgasse 51/I E-Mail: office@steelforyou.at Tel: +43 664 1623430 Fax: +43 316 231123 7828 Internet:
Praktikumsversuch. Thermische Spritzverfahren
 UNIVERSITÄT DES SAARLANDES Lehrstuhl für Pulvertechnologie von Glas und Keramik Prof. Dr. Rolf Clasen Universität des Saarlandes, Lehrstuhl für Pulvertechnologie Gebäude 43, Postfach 15 11 50, D - 66041
UNIVERSITÄT DES SAARLANDES Lehrstuhl für Pulvertechnologie von Glas und Keramik Prof. Dr. Rolf Clasen Universität des Saarlandes, Lehrstuhl für Pulvertechnologie Gebäude 43, Postfach 15 11 50, D - 66041
Dienstleistungen apparative Ausstattung analytische Möglichkeiten. des Instituts für. Physikalische Chemie
 Dienstleistungen apparative Ausstattung analytische Möglichkeiten des Instituts für Physikalische Chemie Röntgendiffraktometrie Phasenidentifikation - Quantifizierung von Phasen in zusammengesetzten Proben
Dienstleistungen apparative Ausstattung analytische Möglichkeiten des Instituts für Physikalische Chemie Röntgendiffraktometrie Phasenidentifikation - Quantifizierung von Phasen in zusammengesetzten Proben
UHB 11. Formenaufbaustahl
 Formenaufbaustahl Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten. Sie
Formenaufbaustahl Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungsmöglichkeiten. Sie
Vergleich von Wärmebehandlungsverfahren für Nachfolgebeschichtungsprozesse
 Vergleich von Wärmebehandlungsverfahren für Nachfolgebeschichtungsprozesse Ulrich Reese, GmbH&Co.KG, Chemnitz, ureese@haerterei.com. 1.Einleitung: Wärmebehandlungsverfahren dienen bei metallischen Werkstoffen
Vergleich von Wärmebehandlungsverfahren für Nachfolgebeschichtungsprozesse Ulrich Reese, GmbH&Co.KG, Chemnitz, ureese@haerterei.com. 1.Einleitung: Wärmebehandlungsverfahren dienen bei metallischen Werkstoffen
Hahn-Meitner-Institut Berlin
 Nickel-induzierte schnelle Kristallisation reaktiv gesputterter Wolframdisulfid-Schichten Stephan Brunken, Rainald Mientus, Klaus Ellmer Hahn-Meitner-Institut Berlin Abteilung Solare Energetik (SE 5) Arbeitsgruppe
Nickel-induzierte schnelle Kristallisation reaktiv gesputterter Wolframdisulfid-Schichten Stephan Brunken, Rainald Mientus, Klaus Ellmer Hahn-Meitner-Institut Berlin Abteilung Solare Energetik (SE 5) Arbeitsgruppe
source of solutions bedra draht lösungen für die schweißtechnik SCHWEI-DEU 1
 source of solutions draht lösungen für die schweißtechnik SCHWEI-DEU 1 drähte aus kupfer und kupferlegierungen heißt auch: Erschmelzen von Sonderlegierungen -Schweißzusatzwerkstoffe Palette für alle Anwendungsbereiche
source of solutions draht lösungen für die schweißtechnik SCHWEI-DEU 1 drähte aus kupfer und kupferlegierungen heißt auch: Erschmelzen von Sonderlegierungen -Schweißzusatzwerkstoffe Palette für alle Anwendungsbereiche
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
Veröffentlichungen von Normen und Norm-Entwürfen
 Veröffentlichungen von Normen und Norm-Entwürfen (Zeitraum 2006-04 bis 2007-03) Ausgabe April 2006 Aus den Bereichen: Gasschweißgeräte, Lichtbogenschweißeinrichtungen, Widerstandsschweißen E DIN 32509:2006-04,
Veröffentlichungen von Normen und Norm-Entwürfen (Zeitraum 2006-04 bis 2007-03) Ausgabe April 2006 Aus den Bereichen: Gasschweißgeräte, Lichtbogenschweißeinrichtungen, Widerstandsschweißen E DIN 32509:2006-04,
BÖHLER TURBOTHERM T249 HOCHWARMFESTER STAHL CREEP RESISTING STEEL
 BÖHLER TURBOTHERM T249 HOCHWARMFESTER STAHL CREEP RESISTING STEEL Eigenschaften Hochwarmfester, austenitischer Stahl. Properties Creep resisting austenitic steel. Verwendung Bauteile für Dampf- und Gasturbinen
BÖHLER TURBOTHERM T249 HOCHWARMFESTER STAHL CREEP RESISTING STEEL Eigenschaften Hochwarmfester, austenitischer Stahl. Properties Creep resisting austenitic steel. Verwendung Bauteile für Dampf- und Gasturbinen
9.2799 (intern) (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6. Angelassener Martensit / Vergütungsgefüge. Vergütet auf 320 bis 350 HB30 (harte Variante)
 (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6. Angelassener Martensit / Vergütungsgefüge. Vergütet auf 320 bis 350 HB30 (harte Variante)") Hones LDC 9.2799 (intern) DIN- 20 NiCrMoW 10 Element C Si Cr Ni W (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6 Angelassener Martensit / Vergütungsgefüge Vergütet auf 320 bis 350 HB30 (harte Variante) Das Material
Hones LDC 9.2799 (intern) DIN- 20 NiCrMoW 10 Element C Si Cr Ni W (Richtanalyse) ( % ) 0,2 1,0 1,5 2,4 1,6 Angelassener Martensit / Vergütungsgefüge Vergütet auf 320 bis 350 HB30 (harte Variante) Das Material
Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau
 für den Stahl- und Maschinenbau") Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau 2 Tenaris produziert eine große Abmessungspalette an nahtlosen Rohren aus hochfesten Stählen für Anwendungen im Stahl- und Maschinenbau, bei denen
Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau 2 Tenaris produziert eine große Abmessungspalette an nahtlosen Rohren aus hochfesten Stählen für Anwendungen im Stahl- und Maschinenbau, bei denen
Einsatz von Eisen Nickel Ausdehnungswerkstoffen im CFK Formenbau
 Fachpressekonferenz zum Thema Mobilität, Energie & Umwelt Innovative Anwendungen innerhalb der Stainless-Gruppe auf Schloss Landsberg, Essen 26. und 27. Februar 2007 Einsatz von Eisen Nickel Ausdehnungswerkstoffen
Fachpressekonferenz zum Thema Mobilität, Energie & Umwelt Innovative Anwendungen innerhalb der Stainless-Gruppe auf Schloss Landsberg, Essen 26. und 27. Februar 2007 Einsatz von Eisen Nickel Ausdehnungswerkstoffen
Giessereitag 2014: Optimierung von Gusssimulationen für Niederdruckguss von Messingwerkstoffen. Pascal Dessarzin, 14. April 2014
 Giessereitag 2014: Optimierung von Gusssimulationen für Niederdruckguss von Messingwerkstoffen Pascal Dessarzin, 14. April 2014 Inhalt: Einleitung Das Projekt im Überblick Motivation Gusssimulationen Gusssimulationen
Giessereitag 2014: Optimierung von Gusssimulationen für Niederdruckguss von Messingwerkstoffen Pascal Dessarzin, 14. April 2014 Inhalt: Einleitung Das Projekt im Überblick Motivation Gusssimulationen Gusssimulationen
UDDEHOLM RAMAX LH. Uddeholm Ramax LH ist Teil des Uddeholm Stainless Concept.
 UDDEHOLM RAMAX LH STANDARD AUF NEUEM NIVEAU Standards zu setzen ist wichtig in der Werkzeugindustrie. Uddeholm Ramax LH bildet keine Ausnahme. Er ist ein erstklassiger Stahl für Formrahmen und -aufbauten
UDDEHOLM RAMAX LH STANDARD AUF NEUEM NIVEAU Standards zu setzen ist wichtig in der Werkzeugindustrie. Uddeholm Ramax LH bildet keine Ausnahme. Er ist ein erstklassiger Stahl für Formrahmen und -aufbauten
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Was Sie nach der Vorlesung Werkstoffkunde II wissen sollten. Stand 2012. Werkstofftechnik
 Was Sie nach der Vorlesung Werkstoffkunde II wissen sollten Stand 2012 Erstarrung Welche mikrostrukturellen Prozesse sind für die Fertigungsverfahren Urformen/Umformen/Trennen/Fügen/Stoffeigenschaften
Was Sie nach der Vorlesung Werkstoffkunde II wissen sollten Stand 2012 Erstarrung Welche mikrostrukturellen Prozesse sind für die Fertigungsverfahren Urformen/Umformen/Trennen/Fügen/Stoffeigenschaften
PERMINOX. Technische Dokumentation. Nichtrostender Betonrippenstahl
 PERMINOX Nichtrostender Betonrippenstahl Technische Dokumentation Nichtrostender Betonrippenstahl BSt 500 NR (IV NR) mit bauaufsichtlicher Zulassung des DIBt Berlin 2 Das Produkt PERMINOX sind nichtrostende
PERMINOX Nichtrostender Betonrippenstahl Technische Dokumentation Nichtrostender Betonrippenstahl BSt 500 NR (IV NR) mit bauaufsichtlicher Zulassung des DIBt Berlin 2 Das Produkt PERMINOX sind nichtrostende
påüïéá Éå=áã=pÅÜáÑÑÄ~ì=ìåÇ=fåÖÉåáÉìêÄ~ì Tagungsband zur 5. Sondertagung 31. März und 1. April 2004 Hamburg
 påüïéá Éå=áã=pÅÜáÑÑÄ~ì=ìåÇ=fåÖÉåáÉìêÄ~ì Tagungsband zur 5. Sondertagung 31. März und 1. April 2004 Hamburg Verarbeitung von höchstfesten Feinkornstählen und Schadensfälle Peter Gerster GERSTER ENGINEERING
påüïéá Éå=áã=pÅÜáÑÑÄ~ì=ìåÇ=fåÖÉåáÉìêÄ~ì Tagungsband zur 5. Sondertagung 31. März und 1. April 2004 Hamburg Verarbeitung von höchstfesten Feinkornstählen und Schadensfälle Peter Gerster GERSTER ENGINEERING
Dampfkessel ( Beispiel) Datenblatt
 Datenblatt") Dampfkessel ( Beispiel) Technische Beschreibung, Herstellung und Prüfung, Konforätserklärung Datenblatt Technische Daten: Herstellung und Prüfung nach der Druckgeräterichtlinie 97/23/EG und AD2000 Merkblatt
Dampfkessel ( Beispiel) Technische Beschreibung, Herstellung und Prüfung, Konforätserklärung Datenblatt Technische Daten: Herstellung und Prüfung nach der Druckgeräterichtlinie 97/23/EG und AD2000 Merkblatt
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C
 1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
1. Verbindungselemente aus Stahl für den Temperaturbereich zwischen 50 C und +150 C 1.1 Werkstoffe für Verbindungselemente Der eingesetzte Werkstoff ist von entscheidender Bedeutung für die Qualität der
Tailor-Made Protectivity Schweißen im Werkzeugbau
 Tailor-Made Protectivity Schweißen im Werkzeugbau voestalpine Böhler Welding www.voestalpine.com/welding Maintenance Tailor-Made Protectivity TM Qualitativ hochwertige Schweißzusatzwerkstoffe für industrielle
Tailor-Made Protectivity Schweißen im Werkzeugbau voestalpine Böhler Welding www.voestalpine.com/welding Maintenance Tailor-Made Protectivity TM Qualitativ hochwertige Schweißzusatzwerkstoffe für industrielle
Unternehmen Sie unter keinen Umständen einen eigenen Reinigungsversuch!
 FACHHOCHSCHULE BINGEN PHYSIKLABOR Energie- und Prozesstechnik/Biotechnik Gruppennummer Anwesenheit Name / Datum V 2.4 Wellenoptik / LASER Version 17.9.2012 Testat WICHTIG: Vor der Versuchsdurchführung
FACHHOCHSCHULE BINGEN PHYSIKLABOR Energie- und Prozesstechnik/Biotechnik Gruppennummer Anwesenheit Name / Datum V 2.4 Wellenoptik / LASER Version 17.9.2012 Testat WICHTIG: Vor der Versuchsdurchführung
Inhalt. Euro Inox 2002. Euro Inox 2002 www.euro-inox.org 1
 Inhalt Die in dieser Broschüre enthaltenen Informationen vermitteln Orientierungshilfen. Gewährleistungs- und Schadenersatzansprüche können hieraus nicht abgeleitet werden. Nachdrucke, auch auszugsweise,
Inhalt Die in dieser Broschüre enthaltenen Informationen vermitteln Orientierungshilfen. Gewährleistungs- und Schadenersatzansprüche können hieraus nicht abgeleitet werden. Nachdrucke, auch auszugsweise,