KUHNFACHMEDIEN. Kunststoff + Verarbeitung AUSGABE Rohstoffe Maschinenbau Fertigung. Anzeige
|
|
|
- Silke Wolf
- vor 3 Jahren
- Abrufe
Transkript
1 KUHNFACHMEDIEN AUSGABE Kunststoff + Verarbeitung Rohstoffe Maschinenbau Fertigung Anzeige








2 g Inhalt Vorwort Roland Roth Erfolgsfaktor Mensch. 4 Titelthema Rüdiger Dzuban Präzision und Effizienz für innovative Produkte 6 FORUM 2020»Erfolgsfaktor Mensch«Ute Panzer Die smarte Produktion ist nur so intelligent wie die Köpfe dahinter 9 Michael Brosig Fördern und fordern 10 Rüdiger Kissinger Erfolgsgeheimnis Teamwork 11 Wolfgang Maier Zukunft wird von Menschen gemacht 12 Geeske Antonia Herrmann Der Mensch als Teil des Erfolgskonzepts 13 Burkhard Rüßmann Menschliche statt künstliche Intelligenz 14 Jürgen B. Weiss Lieber»natürliche«als künstliche Intelligenz 15 Rüdiger Dzuban Menschen machen den Erfolg 16 Innovationen: Praxis + Produkte Roland Schmutzhart Mit Silikon Wunden heilen 18 Robert Heller Neue Maschine für neues Kontaktgehäuse 19 Thomas Deigner Anwendungen einfacher digitalisieren 20 Udo Hipp Von der Rüstzeitoptimierung bis zur autonomen Maschinenlaufzeit 36 Roland Huber Variotherm Temperieren mit flüssigen Medien 38 Fabian Ehing Magnetostriktive Wegaufnehmer in Spritzgießmaschinen 40 Burkhard Rüßmann Nachhaltige Kältetechnik im XXL-Format 41 Reiner Westhoff Zykluszeitoptimiertes und energieeffizientes variothermes Spritzgießen 42 o. V. Ventilatoren sorgen für trockenes Granulat 44 Michael Brosig Sensorik neu gedacht 45 Joachim Hueber Präzise und schnelle Farbmessung 46 o. V. Dünnwandige Bauteile sicher fixieren 48 Susanne Zinckgraf Mit klaren Standards schneller wachsen 70 Zur Titelanzeige Für zukunftsorientierte Unternehmen ist es heute eine Selbstverständlichkeit, neben der permanenten Entwicklung ihrer Kernkompetenz auch EDIEN KUHNFACHMEAU USGABE Kunststoff + Verarbeitung Anzeige Rohstoffe Maschinenbau Fertigung kostenintensive Peripheriebereiche wie die Energie- und Medienversorgung auf aktuellem Stand zu halten. Zum Beispiel hat die Werner Bauser GmbH in Wehingen ein ganzheitlich optimiertes Energiekonzept umgesetzt, das vom langjährigen Geschäftspartner ONI-Wärmetrafo GmbH geliefert wurde. Durch das neue Energieversorgungskonzept und die konsequente Nutzung kostenloser Abwärme wurde ein nachhaltiger Schritt in Richtung Emissionsminderung gemacht. Damit begegnet das Unternehmen den steigenden Kostenbelastungen und leistet sowohl einen Beitrag zum Umweltschutz als auch zur Sicherung der eigenen Wettbewerbsfähigkeit (Seite 6). Pilz bietet alles, was Sie für die Automation Ihrer Maschinen und Anlagen brauchen: innovative Komponenten und Systeme, bei denen Sicherheit und Automation in Hardware und Software verschmelzen. Automatisierungslösungen für die Sicherheit von Mensch, Maschine und Umwelt. Sicher.






3 3 Nicolas Heck Technik, die sich bewährt hat 72 Frederik von Saldern Kostengünstige Produktion mit 3D-Druck 74 Helmut Tipotsch Für den perfekten Kunststoff-Halbzeugzuschnitt 75 Gabriele Hopf Gesichtsvisier-Träger aus Recyclingmaterial 76 Rüdiger Kissinger Zentrale Materialversorgung für die medizinische Verpackungstechnik 77 Holger Kremer Schonende Förderung von Polymeren im Compounding-Prozess 78 Dr. Francois Loviat Gleichmäßig hohe Qualität bis zum Chargenwechsel 79 Alexander Huttenlocher Produktivitätsgewinn durch geschwindigkeitsabhängige Dosiertechnologie 80 Alexander Kalcher Technik hautnah erleben 110 Claus Martin Schneller amortisiert als gedacht 111 Dr. Iris Bruns Weniger Aufwand mit softwarebasiertem System 112 Jasmin Ott 5G benötigt neue Prüfmittel 114 Katrin Lechler Sebastian Noller, Prof. Dr.-Ing. Roland Heiler, Prof. Dr.-Ing. Anja Pfennig Neue Erkenntnisse beim Stanzen von PVC und PC-ABS 120 Gerald Scheffels Durchgängige Prozesskette 134 Till Uhle Besseres Arbeitsklima dank Staubfreiheit 146 SPECIAL: Oberflächentechnik Erhard Krampe Prof. Dr.-Ing. Elmar Moritzer Frederik Mühlhoff Kostensenkung beim Mehrkomponenten-Spritzgießen 92 o. V. Individuelle Oberflächen für Sensoren 94 Torsten Kuscharski Vom einfachen Druck bis zur automatisierten Lösung 95 Corinna Little Verbesserung von Adhäsionsprozessen 96 o. V. Transparente Bauteile dank Verzicht auf Absorber 98 Impressum 158 Teile aus Kunststoff und und Gummi Lohnarbeiten, Zulieferer 17 Formenbau, Werkzeuge Mess-, Steuer- und Regeltechnik 35 Kunststoffmaschinen und -anlagen 69 Special Oberflächentechnik 91 Automation und Logistik Rohstoffe und Halbfertigfabrikate, Zusatzstoffe und Additive Service und Dienstleistungen IT, Messen Umweltschutz / Arbeitsschutz 145 Inserentenverzeichnis



4 6 Titelthema Für zukunftsorientierte Unternehmen ist es heute eine Selbstverständlichkeit, neben der permanenten Entwicklung ihrer Kernkompetenz auch kostenintensive Peripheriebereiche wie die Energie- und Medienversorgung auf aktuellem Stand zu halten. Man hat längst erkannt, dass sich durch eine konsequente Energieoptimierung die Betriebskosten nachhaltig senken und in der Folge die Wettbewerbsfähigkeit verbessern lassen. Zum Beispiel hat die Werner Bauser GmbH in Wehingen aktuell ein ganzheitlich optimiertes Energiekonzept umgesetzt. Autor: Dipl.-Ing. Rüdiger Dzuban Marketing und Vertrieb ONI-Wärmetrafo GmbH Lindlar Durch das neue Energieversorgungskonzept und die konsequente Nutzung von kostenloser Abwärme wurde ein großer Schritt in Richtung Emissionsminderung durch bestmögliche Energieverwendung gemacht. Bilder: ONI Mit der Gründung in den 1960er-Jahren stand die Zielsetzung des Unternehmens fest: Innovative Produkte mit Präzision und Effizienz zu entwickeln, in höchster Qualität zu fertigen und mit größter Zuverlässigkeit zu liefern. In mehr als 50 Jahren ist daraus ein überaus erfolgreiches Unternehmen mit 240 Mitarbeiterinnen und Mitarbeitern sowie mit vielen Alleinstellungsmerkmalen entstanden, das heute in zweiter Generation vom geschäftsführenden Gesellschafter Michael Bauser geführt wird. Ein besonders tiefes System-Knowhow, Innovationskraft und das breite Leistungsspektrum im Zusammenwirken mit hochqualifizierten, motivierten Mitarbeiterinnen und Mitarbeitern sowie einer zukunftsorientierten und strategisch zielsicher ausgerichteten Geschäftsführung haben dazu beigetragen, dass der Betrieb heute weltweit hohes Ansehen genießt. Überall zu finden Präzision und Effizienz für innovative Produkte Mit ziemlicher Sicherheit findet sich zumindest ein Bauteil aus dem Hause Bauser in jedem Straßenfahrzeug auf dieser Welt. Das Artikelspektrum ist breit und reicht von Mikropräzisionsteilen wie Zahnrädern und Verzahnungsteilen bis zu Zahnsegmenten, Schnecken und Baugruppen, die in den Bereichen Automobilindustrie, E-Bike, Heimund Profi-Handwerkzeuge, Medizintechnik und einigen weiteren Anwendungsgebieten zum Einsatz kommen. Gemeinsam mit Kunden werden ganzheitliche Systemlösungen entwickelt und unter Einsatz moderner Maschinentechnik gefertigt. Das Teilegewicht beginnt bei federleichten 0,1 Gramm bis zu Formteilen mit einem Gewicht von 120 Gramm. Zur Fertigung setzt man dafür mehr als 80 moderne Spritzgießmaschinen im Schießkraftbereich von 350 bis 3000 Kilonewton sowie 55 Sechsachsroboter ein. Beeindruckend sind auch die Fertigungstiefe und der Qualitätsanspruch in allen Bereichen des Unternehmens. Darstellbar ist das nur durch ein besonders breit aufgestelltes Wissenspotenzial des Bauser-Teams. Neben der Fertigung von Produkten in großen Stückzahlen setzt man kundenspezifische Sonderlösungen von der Idee bis zur Serienreife auch in kleinen Stückzahlen um. Komplexe Aufgabenstellung Im Kerngeschäft erfolgreich, hat man aber auch erkannt, dass niedrige Energiekosten in einem energieintensiven Betrieb für die Zukunftssicherung von besonderer Bedeutung sind. So wurde durch die Geschäftsführung für den Produktionsstandort Wehingen mit einer Nutzfläche von circa Quadratmetern das Anforderungsprofil für die neue Medienversorgung mit dem Ziel der bestmöglichen Energienutzung formuliert. Darüber hinaus sollten in gleichem Zuge durch neue Vorschriften und Umweltanforderungen entstandene Problematiken berücksichtigt und letztendlich aufgelöst werden, beispielsweise die in Kühlturmanlagen mögliche Legionellen- Problematik und die daraus resultierenden Anforderungen gemäß der 42. BImSchV. Zudem waren für das neue Versorgungskonzept besondere akustische Anforderungen zu berücksichtigen, da an das Werksgelände angrenzende Bereiche in eine höhere Schutzklasse aufgenommen wurden. Da man seit vielen Jahren zufriedener Kunde der ONI-Wärmetrafo GmbH aus Lindlar ist und die fachliche Betreuung in


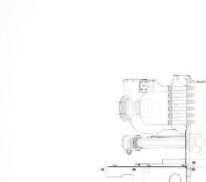
5 Titelthema 7 Sachen Service und Beratung schätzt, holte man sich für die anspruchsvolle Aufgabe des Neubauprojektes die ONI-Fachleute erneut ins Boot.»Wir wollten, dass alle Möglichkeiten und Maßnahmen zur Energieoptimierung hinsichtlich ihrer Nachhaltigkeit, Wirtschaftlichkeit und Umweltaspekte geprüft und bei entsprechend positiver Beurteilung bei uns eingesetzt werden. In enger Zusammenarbeit mit Michael Wahl, dem bei uns für den Bereich Betriebstechnik verantwortlichen Fachmann, entstand ein Energiekonzept, das in Sachen Energieeffizienz und Umweltbewusstsein als überzeugend zu bezeichnen ist«, so die Projektbeurteilung durch Michael Bauser, den geschäftsführenden Gesellschafter des Unternehmens. Energiesparende Versorgung Für den Produktionsprozess der anspruchsvollen Formteile von wesentlicher Bedeutung ist die ganzjährige, sichere Versorgung mit Kühlwasser auf einem stabilen Temperaturniveau. An erster Stelle gilt das für die Versorgung der Werkzeuge, mit denen die oft filigranen Teile hergestellt werden, weil davon die Kontinuität in Sachen Produktqualität und Produktionseffizienz abhängt. Darüber hinaus verlangt aber auch die Maschinenantriebstechnik eine zuverlässige Rückkühlung, um die Betriebssicherheit und Nutzbarkeit der Maschinenabwärme für Heizzwecke zu gewährleisten. Da die Werkzeuge durchweg temperiert bzw. beheizt werden, reicht bei Bauser eine Kühlwassertemperatur von 30 Grad Celisus zur Versorgung aus. Das gleiche Temperaturniveau wird für die Hydraulikkühlung der Spritzgießmaschinen sowie für die Rückkühlung der wassergekühlten Kältemaschinen, die für die Kaltwasserversorgung verschiedener Unternehmensbereiche notwendig ist, genutzt. Dieser Kühlwasserkreislauf wird mit einer Temperaturspreizung von fünf Kelvin gefahren, woraus eine Kühlwasserrücklauftemperatur von 35 Grad Celsius resultiert, die sich besonders gut für die Versorgung verschiedener Niedertemperatur-Beheizsysteme nutzen lässt. Als Kühlwasserrückkühlsystem wurde in der Vergangenheit eine Kühlturmanlage eingesetzt. Für die Neuanlage ist man ganz bewusst auf eine andere Technik umgestiegen, um die Hygieneproblematik, das aufwendige Handling von Chemikalien bzw. eine relativ häufige Hygieneüberwachung weitestgehend zu vermeiden. Anstelle einer Kühlturmanlage wurde bei der Bauser GmbH ein leerlaufendes Freikühlersystem mit einer Rückkühlleistung von 670 Kilowatt eingesetzt. Da als nutzbare Aufstellfläche nur das Dach der Container- Kühlanlage zur Verfügung stand, wurde Container-Kühlanlage mit aufgesetztem V-Freikühler. der Freikühler in platzsparender V-Form ausgeführt. Diese Rückkühlaggregate bieten eine hohe Leistungsdichte, bestmögliche Leistungsanpassung an den tatsächlichen Leistungsbedarf und verbrauchen dabei besonders wenig Energie. Die mit einer sogenannten Adiabatik ausgerüsteten Systemtechnik ist in der Lage, auch bei höheren Außentemperaturen die Kühlwasserversorgung im Sommer weitestgehend sicherzustellen. Qualität in gutem Klima Sensible Fertigungsbereiche, in denen qualitativ hochwertige Produkte hergestellt oder bearbeitet werden, verlangen nach einer definierten Raumlüftung. Im Wesentlichen geht es darum, beispielsweise in der Spritzgießfertigung ein möglichst homogenes Temperaturfeld ohne Zugerscheinungen, Luftströmungen in bestimmten Zonen oder Hot-Spots zu schaffen. Zu berücksichtigen sind dabei thermische und strömungstechnische Einflüsse durch Maschinen und Anlagen oder spontane Ereignisse an Durchfahrten bzw. Schnelllauftoren. Besonders an Werkzeugen mit einem geringen Schussgewicht sind Einflussnahmen durch Luftströmungen mit unterschiedlicher Temperatur sehr hoch. Wegen der Komplexität der Aufgabenstellung sind die Anforderungen an Planung, Ausführung und Betriebssicherheit solcher raumlufttechnischen Anlagen entsprechend hoch. Darüber hinaus ist eine energieeffiziente Systemtechnik ein Muss, um die Betriebskosten so niedrig wie möglich zu halten. Um die erforderliche Raumluftqualität bei einer möglichst homogenen Raumtemperaturverteilung sicherzustellen, Zufriedene Gesichter im Projektteam. V. l. n. r.: Michael Wahl, Michael Bauser (beide Bauser), Udo Greifenberg, Ulrich Bienert (beide ONI).


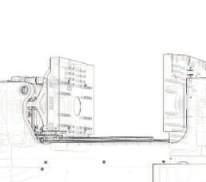
6 Titelthema 8 Zentrale Lüftungsanlage mit zweistufiger Wärmerückgewinnung zur Nutzung von Abwärme aus der Abluft und aus dem Kühlwasserkreislauf der Spritzgießmaschinen. wurde bei der Bauser GmbH ein von ONI zugeschnittenes Lüftungskonzept umgesetzt, das zur Luftverteilung Verdrängungsluftauslässe im Bodenbereich nutzt. Dadurch wird sichergestellt, dass die Luft mit niedriger Strömungsgeschwindigkeit dorthin geführt wird, wo sie mit der notwendigen Menge und Temperatur erforderlich ist. Zur Erzielung einer höchstmöglichen Energieeffizienz des Lüftungssystems wurden die Zentrallüftungsanlagen mit je einer Luftleistung von bzw und 5000 Kubikmetern pro Stunde besonders ausgerüstet und entsprechen damit der europäischen Ökodesignrichtlinie. In der ersten Stufe wird in diesen Geräten dafür gesorgt, dass die Abwärme der Abluft zur Vorerwärmung der Zuluft genutzt wird. Dazu sind die Geräte mit Querstromwärmeaustauschern ausgerüstet. Die dabei erzielte, sogenannte Rückwärmezahl oder auch thermischer Wirkungsgrad der Wärmerückgewinnung erreicht Werte von mehr als 74 Prozent. Der darüber hinaus erforderliche Wärmebedarf für die Erwärmung der Zuluft auf Sollwert wird in einem zweiten Schritt über eine im Zuluftstrom angeordneten Wärmeaustauscher eingebracht. Als Heizmedium wird Wasser aus dem Kühlkreislauf der Spritzgießmaschinen bzw. Kältemaschinen genutzt, das nach dem eigentlichen Kühlprozess in Maschinen und Anlagen mit Abwärme beladen ist. Aus der kostenlosen Abwärme im Kühlwasser wird durch Einsatz einer Wärmerückgewinnung so wertvolle Heizenergie, die Erdgas oder Heizöl ersetzt. Die Kombination von Luft-Luft-Wärmeaustauscher als Vorstufe und nachgeschaltetem Heizregister durch Kühlwasserabwärme beheizt, ermöglicht die Nutzung einer kostenlos zur Verfügung stehenden Abwärmeleistung von bis zu 680 Kilowatt. Wenn das Kühlwasser heizt Bei Bauser fertigen 240 Mitarbeiterinnen und Mitarbeiter Präzisionsteile aus Kunststoff. Für die Heizwärmeversorgung eines Industriebetriebes mit mehr als Quadratmetern Nutzfläche braucht man üblicherweise einiges an Primärenergie in Form von Heizöl oder Erdgas. Aus einem vorangegangenen Projekt wusste Michael Wahl um die Vorzüge einer Abwärmenutzung. So wurde bereits vor einigen Jahren die Drucklufterzeugung mit einer Wärmerückgewinnung ausgerüstet, die statische Heizflächen und höher temperierte Strahlheizkörper mit kostenloser Abwärme versorgt. Die Investition in diese Technik hatte sich bereits in kurzer Zeit bezahlt gemacht. Für das neue Energiekonzept sollte daher jede weitere Möglichkeit genutzt werden, um den Verbrauch von Primärenergieträgern weiter zu minimieren. Daraus entstand nach Abstimmung mit Michael Wahl ein Niedertemperaturheizkonzept, das viele Vorteile gegenüber herkömmlichen Heizsystemen bietet. In vorderster Front sind hier die Nutzbarkeit von Niedertemperaturabwärme in der Größenordnung von bis zu 600 Kilowatt mit einer Spreizung von 35/30 Grad Celsius aus dem Kühlkreislauf der Spritzgießmaschinen zu nennen. Die dafür notwendige Systemtechnik, Flächen in den Lüftungsgeräten, Lufterhitzer oder Betonkernaktivierung wurden daher alle auf diese Temperaturspreizung ausgelegt. Die relativ geringe Temperaturdifferenz zwischen Heizwärmeaustritt und Raumlufttemperatur führt zu einer bestmöglichen, homogenen Verteilung der erwärmten Luft im Raum und einem angenehmen Raumklima. Darüber hinaus entfallen zwangsläufig die Kosten für die Rückkühlung des Kühlwassers.»Wir sind ein innovatives Unternehmen, das auch in Sachen Energieversorgung zukunftsorientierte Wege geht. Durch das neue Energieversorgungskonzept und die konsequente Nutzung von kostenloser Abwärme haben wir einen nachhaltigen Schritt in Richtung Emissionsminderung durch bestmögliche Energieverwendung gemacht. Damit begegnen wir den steigenden Kostenbelastungen zumindest ein Stück weit und leisten damit sowohl einen Beitrag zum Umweltschutz wie zur Sicherung unserer Wettbewerbsfähigkeit. Es war eine gute Entscheidung, für die Umsetzung des Projektes unseren langjährigen Partner, die Firma ONI-Wärmetrafo GmbH, ins Boot zu holen. Von der Planung bis zur schlüsselfertigen Übergabe der Anlage hat es immer ein ausgesprochen gutes und konstruktives Miteinander gegeben. Gemeinsam haben wir ein Ergebnis erzielt, das unter ökonomischen und ökologischen Gesichtspunkten als sehr gut zu bezeichnen ist«, resümiert Michael Bauser. Info zum Unternehmen im Beitrag: Werner Bauser GmbH Wehingen




7 17 Teile aus Kunststoff und Gummi Lohnarbeiten, Zulieferer 1 PRÄZISION IN KAUTSCHUK & KUNSTSTOFF ENTWICKLUNG KONSTRUKTION WERKZEUGBAU PRODUKTION Anzeige SICO D. & E. Simon GmbH Gummi- und Kunststoffwerk Karl-Winnacker-Str Steinau a. d. Str. Tel.: / Fax: / info@sico.de Web: Fachberichte 18 Produktinformationen 21 Stichwortverzeichnis für Produkte/Dienstleistungen 27 Adressenverzeichnis der Hersteller/Anbieter 32




8 Zulieferer 19 Neue Maschine für neues Kontaktgehäuse Die Elektromobilität eröffnet auch für Kunststoffspezialisten, die sich in der Automobilindustrie einen guten Ruf erarbeitet haben, neue Möglichkeiten zum Beispiel mit der Fertigung eines Gehäuses aus Hochleistungskunststoff mit umspritzten Kupferleitern, die in Kfz-Elektroantrieben zum Einsatz kommen. Autor: Dipl.-Ing. (FH) Robert Heller Technischer Betriebsleiter Weiss Kunststoffverarbeitung GmbH & Co. KG Illertissen Kernkompetenz Kupfer: So kann man, auf den kürzestmöglichen Nenner gebracht, das Aufgabenfeld der Wieland-Werke AG mit Hauptsitz in Ulm beschreiben. Das Unternehmen beschäftigt weltweit 7000 Mitarbeiter an 63 Standorten und erzielte im Geschäftsjahr 2017/18 einen Umsatz von mehr als drei Milliarden Euro. Ein wichtiger Anwendungsbereich für das breite Angebot an Produkten und Systemen ist die elektrische Antriebstechnik. Das Programm für diesen Bereich reicht von Kontaktträgern und Kupferrotoren für diverse Bauarten von Elektromotoren über individuelle Systemkomponenten bis zu Spezial-Bimetallen, insbesondere für elektrifizierte und hybride Automobilantriebsstränge. Dabei begleitet das Unternehmen seine Kunden mit einem hohen Maß an Kompetenz von der Entwicklung bis zur Großserienfertigung und bietet auch einbaufertige Lösungen an. Automation unterstützt die Produktion von Kunststoffkomponenten, an die besondere Anforderungen gestellt werden. Bilder: Weiss In einem solchen Projekt hat Wieland eng mit der Weiss Kunststoffverarbeitung GmbH & Co. KG zusammengearbeitet. Aufgabenstellung war die Entwicklung und Serienproduktion eines Hochvolt-Kontaktelementes für den elektrischen Antriebsstrang eines Fahrzeugs. Dabei werden Kupferleiter umspritzt das allein ist nicht ungewöhnlich, aber es gab besondere Herausforderungen: Die Abdichtung zwischen Kupferleiter und Kunststoffgehäuse gegen eindringende Öle ist schwierig, und auch die exakte Fixierung der Kupferleiter im Werkzeug ohne Durchbrüche im Kunststoffteil hat ihre Tücken. Nach der Erprobung verschiedener Lösungsvarianten konnten alle Anforderungen erfüllt werden. Alle geforderten Prüfungen wie Dichtigkeits- und Hochspannungsprüfung (elektrischer Durchschlag) wurden mit Bravour bestanden. Optimierte Zykluszeiten Für das Projekt hat Weiss den Maschinenpark eigens um eine neue Vertikalspritzgießmaschine mit Rundteller erweitert. Bei diesen Maschinen erfolgt das Einspritzen vertikal, die bewegliche Werkzeugseite (in diesem Fall die Düsenseite) fährt von oben gegen die Festhälfte des Werkzeugs. Das schafft in Kombination mit dem Rundtellerprinzip die Voraussetzung für einen optimierten Workflow und damit für kürzere Zykluszeiten: Auf dem Rundteller ist eine Werkzeughälfte doppelt ausgeführt, somit kann parallel zum Spritzvorgang die andere Hälfte mit Kontakten bestückt werden. Auch das manuelle Einlegen eigentlich ein ganz einfacher Vorgang muss in diesem Falle mit großer Expertise geplant werden. Dafür gibt es zwei Gründe: Da die Kupferelemente gebogen und nicht spanend bearbeitet sind, weisen die Abmessungen Toleranzen auf, die werkzeugtechnisch ausgeglichen werden müssen. Ebenso muss die exakte Temperierung von Form und eingelegtem Kupferelement akribisch realisiert werden. Hier kommt Weiss die langjährige Erfahrung mit ähnlichen Prozessen zugute, zum Beispiel der Fertigung von Gehäusebauteilen mit zur Verstärkung eingebetteten Metallen oder von Elektrogehäusen mit integrierten, umspritzten Antennen. Info zum Unternehmen im Beitrag: Wieland-Werke AG Ulm Für die Fertigung des Kontaktgehäuses wurde in eine neue Vertikalspritzgießmaschine mit Rundteller investiert.


9 Teile aus Kunststoff und Gummi Produkt-Infos Endlosspritzgießverfahren Alhorn GmbH & Co. KG Lübbecke Die Reduzierung der Anlagenkosten bei gleichzeitiger Erhöhung der Produktionsgeschwindigkeit ist das Ziel vieler Spritzgussunternehmen. Hierfür hat Alhorn, Spezialist im Bereich Kunststoffspritzguss und -baugruppen sowie Werkzeugbau, eine neue Technologie entwickelt: das Endlosspritzgießverfahren»LeanLine«. Es verbindet laut Unternehmen die konventionellen Vorteile des Spritzgießens mit denen des Extrusions- und Laserverfahrens, um so noch schneller, kostengünstiger und flexibler für die Kunden zu produzieren. Das Verfahren ist speziell auf die Kombination von Kunststoff mit einem anderen Material wie Vlies oder Netzgewebe ausgerichtet. Beide Elemente werden hierbei dauerhaft miteinander verbunden und anschließend von einer Laserschneidmaschine veredelt. Anwendungsbeispiele sind Heftbänder oder Griffe von Netzjalousien. In der Praxis soll sich diese Verfahrenstechnologie für verschiedene Branchen anwenden lassen, unter anderem für die Baubranche, die Automobil- oder die Verpackungsindustrie. Während das Spritzgießverfahren besonders mit hoher Präzision und Reproduzierbarkeit sowie der Fähigkeit, dreidimensionale Teile herzustellen, punktet, setzt Extrusion hingegen auf modulare»alleskönner«, also Werkzeuge, die verschiedene Bauteile fertigen können. Somit wird mit hoher Flexibilität und wenig Aufwand produziert. Für das neue Verfahren hat das Unternehmen die Vorteile von Spritzguss und Extrusion miteinander verbunden. Zusätzlich wurde ein Tischlaser am Ende der Anlage integriert, sodass die Teile direkt nach dem Spritzgießprozess inline konfektioniert werden können. Die Produkte können damit entsprechend der individuellen Kundenanforderung veredelt werden. Ein besonderer Nutzen dieser Technologiekombination ist laut Angabe des Unternehmens, dass nur ein Spritzgießwerkzeug erforderlich ist, um flexibel und dreidimensional verschiedene Längen eines Artikels herzustellen. Außerdem werden mehrere Arbeitsschritte miteinander vereint, sodass die Produktionsgeschwindigkeit und -kapazitäten im Vergleich zum konventionellen Spritzgießen erhöht und die Werkzeugkosten reduziert werden. Da das Unternehmen zur international agierenden OKE- Gruppe gehört, ist die Produktion mithilfe dieses Verfahrens weltweit durchführbar. Auch die Automatisierungsanlage wird innerhalb der Unternehmensgruppe entwickelt und gebaut. ( Hybridteile Automoteam GmbH Stuttgart Die Herstellung hybrider Bauteile in der Kombination von Kunststoffen mit Metallen ist in der Kunststoffverarbeitung etabliert. Im Wesentlichen bestehen hierfür zwei Verfahren. Beim Insert-Spritzguss werden die Funktionseigenschaften von metallischen Werkstoffen in Form von Einlegeteilen in die Kunststoffmatrix integriert. Die Metalleinleger werden im Fertigungsprozess in das Urformwerkzeug eingelegt und kraft- und formschlüssig vom urgeformten Kunststoff fast vollständig umspritzt. Beim Outsert-Spritzguss werden die Funktionseigenschaften von polymeren Werkstoffen durch die selektive Ummantelung eines Metalleinlegers integriert. Die Metalleinleger sind in diesem Fall nur in ausgewählten Bereichen vom urgeformten Kunststoff umspritzt. Eine neue Technik von Automoteam verbessert die Hybridteile in Bezug auf Gewicht, Leistung, Multifunktionalität und Qualität und ermöglicht weitere Konstruktionen und Anwendungen.»Fillserts«werden als selektiv oder komplett offenporige Gussteile aus Aluminium im Kokillengussverfahren hergestellt. Sie weisen massive und/oder offenporige Funktionsbereiche auf, die miteinander stoffschlüssig verbunden sind. Die möglichen geometrischen Kombinationen von offenporigen und massiven Funktionsbereichen erlauben zahlreiche neuartige konstruktive Lösungen. Die offenporigen Kokillengussteile unterscheiden sich Unternehmensangaben zufolge in allen Aspekten von konventionellen geschäumten oder gesinterten Metallen. Sie haben einstellbare Poren, makroskopisch isotrope Eigenschaften, ein belastbares Gussgefüge, verfügen über verbesserte mechanische, strömungsmechanische, thermische, akustische Eigenschaften und können in unterschiedlichen Formen und Größen auf den Normelemente. Einfach. Unverzichtbar. Ganter. Katalog anfordern Das Endlosspritzverfahren eignet sich besonders für Anwender, die Produkte mit Vlies oder Gewebe produzieren (Bild: Alhorn).
. Hundertstel mm genau gefertigt werden.")
 Auftragsfertigung BAM GmbH 92637 Weiden i. d. Opf.")

10 22 Teile aus Kunststoff und Gummi, Lohnarbeiten, Zulieferer Die geometrisch präzisen»fillserts«lassen sich sehr gut in die Kunststoff - matrix integrieren (Bild: Automoteam). Die On Demand Manufacturing Plattform»mipart«launcht das 3D-Druckverfahren»Polyjet«(Bild: BAM). Hundertstel mm genau gefertigt werden. Sowohl in den massiven als auch in den offenporigen Funktionsbereichen der neuartigen Gussteile aus Aluminium lassen sich alle von den massiven Metallen bekannten Funktionen, beispielsweise Gewinde, Bohrungen, Scharniere, Ösen, Einpressbolzen, Nietmuttern, realisieren. ( Auftragsfertigung BAM GmbH Weiden i. d. Opf. WALTER WIDMANN GMBH Technische Präzisionsteile aus thermopl. Kunststoff Spezialgebiet: Spritzgussteile mit automatisch zugeführten Drähten oder Metallbändern Formenbau Talweg Schwieberdingen Tel. ( ) Fax ( ) Die On Demand Manufacturing Plattform»mipart«von BAM führt das 3D-Druckverfahren»Polyjet«neu im Online-Konfigurator ein. Es ermöglicht hochwertige Prototypen und Kleinserien aus bis zu Farben und Tausenden an Materialkombinationen. Durch die Präzision, Effizienz und Bandbreite an Materialien eignet es sich sehr gut für die Herstellung von Konzeptmodellen. Prototypen in der Produktentwicklung, beispielsweise für Eignungstests in der Medizintechnik, lassen sich mit dem genannten 3D-Druckverfahren sehr einfach herstellen. Das additive Fertigungsverfahren nutzt Photopolymere, um Modelle mit gummiartiger Beschaffenheit, hoher Widerstandsfähigkeit und Temperaturbeständigkeit präzise und schnell entstehen zu lassen. Konkret bietet es zahlreiche Kombinationsmöglichkeiten für Farben, Transparenzen, Härtegrade, Texturen und Oberflächen. Für das Verfahren verfügt die On Demand Manufacturing Plattform mit dem»stratasys J750«über einen Drucker der besonderen Art. Mit der umfangreich ausgestatteten Reinigungs- und Finish-Abteilung kann nahezu jedes additiv gedachte Bauteil realisiert werden. Neben dem genannten 3D-Druckverfahren bietet die On Demand Manufacturing Plattform mit»hp Multi Jet Fusion«derzeit ein weiteres additives Verfahren an. In naher Zukunft werden»fused Deposition Modeling«(FDM) und der 3D-Druck von Metall im Online-Konfigurator folgen. Darüber hinaus können Kunden bereits jetzt 3D-Modelle zerspanend fertigen lassen. In der nächsten Erweiterungsstufe lässt sich über die Plattform auch die Laserbearbeitung von Bauteilen aus Blech konfigurieren. Seit dem Start der Online-Plattform im April 2019 wurden bereits mehr als Anfragen aus 12 Ländern von der künstlichen Intelligenz vollautomatisch bearbeitet. Auch das Orthopädieunternehmen Össur setzt auf sie, um Prototypen herzustellen und reduziert durch die Möglichkeit, Bauteilbestellungen komplett online abzuwickeln, die Entwicklungsdauer der Produkte. ( C. Hübner GmbH Marktoberdorf Informationen finden Sie innerhalb der Fachbeiträge in Rubrik 3. Schaltschrankverschlüsse Emka Beschlagteile GmbH & Co. KG Velbert Mit einer Lösung aus Hochleistungskunststoffkomponenten präsentiert die Emka Beschlagteile GmbH ein Schaltschrankverschlusssystem mit Mehrpunktverriegelung für effizientes Handling und zu geringeren Kosten. Die Lösung mit Stangenantrieb besteht aus einem zentralen Antriebspunkt, der von außen zum Öffnen und Schließen des Schrankes betätigt wird. Dieser Punkt setzt eine Verbindungsstange außerhalb des Dichtungsbereiches in Gang. Um eine sichere und stabile Stangenführung zu gewährleisten, wurden Verschlusshalter aus Polyamid verbaut, in die beim Schließvorgang die Verschlusspunkte der Stange (Pastillen) eingreifen. Diese Pastillen befinden sich an mehreren Stellen direkt an der Anschlussstange. Bedient ein Anwender von außen den zentralen A n t r i e b s p u n k t (Schlüsselschild oder Hebelgriff), bewegen sich Pastillen auf der Stange synchron mit dem Antrieb. Durch den bewährten, individuell kombinierbaren Aufbau des Verschlusssystems steht Anwendern dabei eine Auswahl an Türverschlüssen zur Verfügung vom kurzen Schlüsselschild über ein neues langes Schlüsselschild bis hin zum Hebel- Der Hebelgriff ist mit einem Rundzylinder ausgestattet, weitere Betätigungen stehen zur Verfügung (Bild: Emka Beschlagteile).
 ausgestattet werden, der Hebelgriff wahlweise mit einem Rundoder Profilhalbzylinder.")
11 Teile aus Kunststoff und Gummi, Lohnarbeiten, Zulieferer 23 Die thermoplastischen Composite-Platten können in Dicken von 0,5 mm bis 95 mm bezogen werden (Bild: Ensinger). griff. Die Schlüsselschilder können mit einer beliebigen Betätigung (im Standard mit Doppelbart 3) ausgestattet werden, der Hebelgriff wahlweise mit einem Rundoder Profilhalbzylinder. Aufgrund des Kunststoffmaterials ist die Länge der Verbindungsstangen für Anwender variabel und schnell kürzbar. Das System lässt sich dadurch flexibel gestalten und mit wenig Aufwand auf den jeweiligen Schaltschrank anpassen. ( Composite-Platten Ensinger GmbH Nufringen Für Anwendungen, bei denen unverstärkte oder kurzfaserverstärkte Kunststoffhalbzeuge aufgrund der hohen Anforderungen an ihre Grenzen stoßen, sind endlosfaserverstärkte Platten aus Thermoplasten eine gut geeignete Alternative. Durch die verstärkenden Endlosfasern, meist Gewebe aus Glasfasern oder Kohlefasern, verfügen sie über mechanische Eigenschaften, die sonst nur von metallischen Werkstoffen erreicht werden. Gleichzeitig sind sie deutlich leichter als die meisten Alternativen auf Metallbasis. Durch den Einsatz von thermoplastischen Matrixmaterialien weisen die Platten trotzdem die gleichen Vorteile auf wie die unverstärkten Platten aus thermoplastischen Kunststoffen: hohe Schlagzähigkeit, gleichbleibende Eigenschaften über einen großen Temperaturbereich, chemische Beständigkeit und hohe Bruchdehnung. Durch die Auswahl eines passenden Matrixmaterials kann ein breites Spektrum an Anwenderbedürfnissen abgedeckt werden. Platten aus endlosfaserverstärkten Thermoplasten lassen sich zu Fertigteilen von hoher Qualität mit geringen Toleranzen verarbeiten. Neben dem Wasserstrahlschneiden sind auch konventionelle Bearbeitungsmethoden geeignet. Ensinger hat sein Angebot an Composite-Platten um drei neue Werkstoffe erweitert. Das Material»Tecatec PPS CW50 black«(pps CFK, Polyphenylensulfid kohlefaserverstärkt) ist hochtemperatur- und chemiebeständig und bietet laut Hersteller eine sehr gute Dimensionsstabilität über einen breiten Temperatur- und Feuchtigkeitsbereich. Steifigkeit und Festigkeit werden durch die Kohlefaserverstärkung gesteigert. Das kostengünstige Material»Tecatec PEI GW50 natural«(pei GFK, Polyetherimid glasfaserverstärkt) bietet eine Dauerbetriebstemperatur bis 170 C sowie eine gute elektrische Isolation. Das Material ist feuer-, rauch- und toxizitäthemmend. Der Werkstoff»Tecatec PC CW50 black«(pc CFK, Polycarbonat kohlefaserverstärkt) verfügt über eine glasklare, durchsichtige Matrix und eine hohe Schlagzähigkeit. Die Kohlefaserverstärkung steigert die Steifigkeit und Festigkeit. Die Verbundplatten aus diesen Materialien werden nach kundenspezifischen Vorgaben bis zu einer Größe von 525 x 625 mm hergestellt. ( FT-Tec Gmbh 7343 Neutal/Österreich Informationen finden Sie innerhalb der Fachbeiträge in Rubrik 3. Rohrklemmverbinder Otto Ganter GmbH & Co. KG Furtwangen Das Rohrklemmverbinder-Programm von Ganter mit diversen Ausprägungen sowie Lineareinheiten inklusive Zubehör deckt viele Anwendungsfälle ab. Das Programm wurde aktuell um neue Produkte erweitert: Die neuen Monitorhalterungen»GN 197«inklusive Vesa-Adapterplatten sowie die Rastschlitten»GN 134.7«und»GN 147.7«erweitern die Einsatzmöglichkeiten. Zur Montage von Touchscreens, Panels und Monitoren an Produktionsmaschinen dient die neue Monitorhalterung. Die Halterung konzentriert sich auf die wesentliche Kernfunktionalität und kann dank eines Verbindungszapfens je nach Anbausituation einfach an allen Rohrklemmverbindern befestigt werden. In Kombination mit Dreh- oder Flanschgelenken ergeben sich laut Hersteller beliebig viele Freiheitsgrade und Ver- 1 KUNSTSTOFF IN HÖCHSTFORM Für unsere anspruchsvollen Kunden erweitern wir immer wieder die Grenzen des Machbaren beispielsweise durch die Fertigung von komplexen Baugruppen mit integrierten Zusatzfunktionen. Dabei beherrschen wir die gesamte Prozesskette vom Engineering über Werkzeugbau, Spritzguss und Montage bis zur Logistik. Wir beraten Sie bei der Werkstoffauswahl und der Optimierung Ihrer Konstruktionen und auf Ihre Wünsche. Von unseren hochmodernen Produktionsstätten in Illertissen (D) und Györ (HU) können Sie höchste Qualität erwarten unabhängig davon, wie hoch die Stückzahl ist. Fordern Sie uns! WEISS Kunststoffverarbeitung GmbH & Co KG D Illertissen Rudolf-Diesel-Str. 2 T +49 (0) WEISS Hungaria Kft HU-9028 Györ
 ergänzen das Programm des Normelemente-Herstellers (Bild: Ganter).")


12 24 Teile aus Kunststoff und Gummi, Lohnarbeiten, Zulieferer Die neuen Monitorhalterungen mit Verbindungszapfen (o.) und Rastschlitten (u.) ergänzen das Programm des Normelemente-Herstellers (Bild: Ganter). Im Flugzeug, im Auto, in der Bahn oder auch im Möbelbau kommt es neben der Langlebigkeit der Komponenten vor allem auf leichte und schnell montierbare Bauteile an. Deswegen hat igus jetzt eine Teleskopführung komplett aus Hochleistungskunststoffen entwickelt. Mit der»drylin NT«-Serie führt das Unternehmen bereits Teleskopführungen aus Aluminium und Kunststoff im Sortiment, die durch den Einsatz von tribologisch optimierten Hochleistungskunststoffen ruckelfrei und gleichmäßig gleiten. Bei Sitzverstellungen oder Schubladenauszügen im Flugzeug und im Auto zählt jedoch jedes Gramm. Deshalb hat das Unternehmen jetzt eine Teleskopführung komplett aus Hochleistungskunststoff entwickelt. Laut Unternehmen ist sie bei gleicher Auszugslänge um 64 % leichter als die Variante aus Aluminium und Kunststoff. So rechnet das Unternehmen damit, dass bei einem Austausch metallischer Schienen durch die neuen Polymer-Teleskopschienen in je sechs Schubladen von zehn Küchencontainern an Bord eines Flugzeuges sich das Gewicht der Container um elf Kilogramm reduzieren würde. Als weiteren Vorteil nennt der Hersteller, dass keine rollenden Kugeln zum Einsatz kommen und keine externen Schmiermittel notwendig sind, was den Einsatz in hygienischen Bereichen wie der Verpackungs- oder Medizintechnik begünstigt. Die neue Polymer-Teleskopschiene besitzt eine Länge von 150 mm und ist um weitere 150 mm ausziehbar. Durch ein Schnapphakensystem ist die Führung schnell montiert und einsatzbereit für den Einbau. Die Polymer-Teleskopschiene ist in den Farben Weiß, Lichtgrau und Anthrazit verfügbar, weitere Farben und Auszugslängen sind auf Anfrage möglich. ( stellmöglichkeiten. Mit den neuen Rastschlitten, die auf Kreuz- bzw. Flansch-Rohrklemmverbinder basieren, wird eine neue Gattung von Formatverstellungen in das Produktprogramm aufgenommen. Damit können wiederkehrende Positionen auf einem Vierkantrohr einfach und schnell mittels eines beweglichen Schlittens angefahren werden. Der Rastschlitten stoppt dabei an den gewünschten Stellen, indem ein Rast- oder Arretierbolzen bzw. federndes Druckstück in den vorhergesehenen Bohrungen einrastet. Das variable Verbindungselement ermöglicht ein schnelles und fehlerfreies Verstellen und kommt vor allem bei Maschinen zum Einsatz, die individuell festgelegte Positionen benötigen. Die passenden Bohrbilder auf den dazugehörigen Rohren sind per Servicenorm ebenfalls vom Hersteller erhältlich. ( Polymer-Teleskopführungen igus GmbH Köln Verbundglasfertigung Kömmerling Chemische Fabrik GmbH Pirmasens Nach einer Fertigungstechnik für einen hochwertigen transparenten Verbund aus Kunststoff und Glas suchte SK Scheidel Kunststoffe-Glas. Unterstützt durch den Kleb- und Dichtstoffhersteller H. B. Fuller Kömmerling konnte das Unternehmen mit den passenden Flüssiglaminaten seine eigene Produktion aufbauen. Der Hersteller verlieh eine kleine Misch- und Dosieranlage und unterstützte in der Testphase zeitweise mit einem Anwendungstechniker vor Ort. Innerhalb kurzer Zeit konnten optisch einwandfreie Verbundwerkstoffe aus Kunststoff und Glas mit Zwischenschichten aus Gießharz produziert werden. Seit Ende 2019 wird mit einer neuen, hochmodernen Mit den neuen Polymer-Teleskopschienen lassen sich laut Hersteller bis zu 64 % Gewicht einsparen (Bild: igus). Verschiedene Verbundwerkstoffe aus Kunststoff und Glas fertigt SK Scheidel Kunststoffe-Glas (Bild: Kömmerling).


13 38 Variotherme Temperierung Variotherm Temperieren mit flüssigen Medien Bei hochqualitativem Spritzgießen hat die Werkzeug - temperierung entscheidenden Einfluss auf die Bauteilqualität und die Effizienz. Das Variotherm- Verfahren gewinnt dabei zunehmend an Bedeutung. Autor: Roland Huber Marketing HB-Therm AG 9006 St. Gallen/Schweiz Variotherme Werkzeugtemperierung kennzeichnet die jeweils richtige Werkzeugtemperatur in den jeweils richtigen Zyklusphasen. Diese Infrarotaufnahme entstand an einem Versuchswerkzeug. Zu sehen ist ein Temperaturverlauf an einer Testplatte mit unterschiedlichen Temperierkanalabständen. Bilder: HB-Therm Unter dem Variotherm-Verfahren versteht man einen erzwungenen dynamischen Temperaturverlauf im Werkzeug während eines Spritzzyklus, also wann ein Werkzeug oder seine formgebenden Partien heißer und wann kälter sein müssen, um das Produkt in bestmöglicher Qualität herstellen und entformen zu können. Mit höheren Temperaturen steigt zum Beispiel die Bauteilqualität, dafür werden aber längere Zykluszeiten notwendig. Dieser Zusammenhang beeinflusst betriebswirtschaftlich die Stückkosten. Somit wird die Wahl der richtigen Werkzeugtemperatur immer zu einer Abwägung zwischen Qualität und Wirtschaftlichkeit. Dies trifft besonders dann zu, wenn entweder extrem kleine Fließquerschnitte sehr hohe Einspritzdrücke bedingen, Einfallstellen bei extremen Wandstärkenverhältnissen vermieden werden oder eine perfekte Oberflächenqualität bei geschäumten und faserverstärkten Teilen entstehen soll. Aber auch die vollständige Abformung feinster Strukturen oder das Erreichen einer hohen Konturtreue, beispielsweise bei optischen Linsen, Mikro- oder Nanostrukturen, Klavierlack etc., sind Einsatzfälle, bei denen variotherm temperiert werden sollte. Bei bestimmten Spritzgussteilen besteht zudem die Anforderung, Bindenähte oder andere visuelle Beeinträchtigungen im Sichtbereich zu vermeiden. Funktionsweise In den meisten Anwendungsfällen soll die Formnestoberfläche im Werkzeug beim Einspritzvorgang warm und in der Abkühlphase kalt sein. Das Werkzeug oder auch nur der kavitätsnahe Bereich werden eine bestimmte Zeit aufgeheizt und anschließend wieder gekühlt. Über eine variotherme Temperierung lässt sich die Temperatur an der Formnestoberfläche innerhalb des Spritzzyklus aktiv verändern, es wird also über ein Heiz- und ein Kühlsystem zyklisch beheizt bzw. gekühlt. Die Ansteuerung der Temperierung läuft dabei absolut synchron zum Prozesstakt. Während zur Kühlung (also zur Wärmeabfuhr) praktisch ausschließlich kaltes oder niedrig temperiertes Wasser verwendet wird, bieten sich für das Auf- und Beheizen unterschiedliche Verfahren und Medien an: zum Beispiel flüssig beheizt mit Wasser oder Öl, elektrisch beheizt mittels Widerstand, Induktion, Infrarot- oder Laserstrahlung oder auch dampfbeheizt. Einsatz des Verfahrens Es gibt keine eindeutige Richtlinie, wann Spritzgießer das variotherme Temperierverfahren einsetzen sollten, da die unterschiedlichen Verfahren auch noch nicht sehr stark verbreitet sind. Man kann allerdings festhalten, dass die Verfahren in der Regel aufwendiger sind und speziell dafür angepasste Werkzeugkonstruktionen voraussetzen, was sie gegenüber herkömmlichen Verfahren (isotherme Temperierung) auch teurer werden lässt. In Bezug auf das Heizsystem hat sich wegen der unterschiedlichen Vor- und Nachteile sowie deren Entwicklungsstadien ebenfalls noch kein Verfahren etabliert. Das»Vario-5«-System von HB-Therm basiert auf dem Heizverfahren mit flüssigen Medien. Es kommen zwei Temperiergeräte und eine Umschalteinheit zum Einsatz. Die Umschalteinheit schaltet dabei wechselweise im von der Maschine vorgegebenen Takt zwischen dem auf hoher und dem auf tiefer Temperatur arbeitenden Temperiergerät hin und her. Nicht mit dem Verbraucher verbundene Geräte werden jeweils auf Bypass geschaltet, damit die Wärmeübertragung im Gerät auch in dieser Phase


14 Variotherme Temperierung 39 Zum variothermen Temperieren von Werkzeugen kommen bei HB-Therm zwei Temperiergeräte»Thermo-5«zum Einsatz, die über die Umschalteinheit»Vario-5«mit Maschine und Werkzeug verbunden sind. erhalten bleibt. Als Fluid kommen Wasser oder Öl zum Einsatz. Die Wirkung hängt stark von der Gestaltung des Verbrauchers sowie des Anwendungsprozesses ab. Voraussetzungen für einen erfolgreichen Betrieb sind: geeignete Werkzeugkonstruktion (möglichst geringe Masse), kleine Temperierkanalabstände und große Zykluszeiten sowie geeignete Ansteuerung der Umschaltventile im gewünschten Verhältnis und Takt der Maschine. Die erreichbaren Temperaturen an der Verbraucheroberfläche, zum Beispiel der Formnestoberfläche, richten sich nach den Temperaturbereichen der Temperiergeräte, des angeschlossenen Verbrauchers sowie der Zykluszeit. Im richtigen Zeitpunkt schalten Bei der Lösung von HB-Therm kommen zwei Standardgeräte zum Einsatz, die über die Umschalteinheit»Vario-5«dem entsprechenden Temperierkreis zugeschaltet werden und so die Formteilpartie aufheizen oder abkühlen. Die erforderliche Energie für die Temperaturänderungen wird von dessen Verlauf und der Temperierkanalanordnung bestimmt. Sie muss vom heißen und vom kalten Temperiergerät zu etwa gleichen Teilen aufgebracht werden und entspricht der variothermen Temperierleistung. Die Dauer von Heizen und Kühlen hängt von den notwendigen Werkzeugsowie den gewählten Medientemperaturen ab. Die Zeiten müssen über Versuche am offenen Werkzeug bestimmt werden. Als wichtige Größe einkalkuliert werden muss auch der Abstand des Temperierkanals zur Formnestoberfläche. Dieser führt zusammen mit der Distanz zur Ventilumschalteinheit zu einer charakteristischen Reaktionszeit. Wird von Heizen auf Kühlen umgeschaltet, dann steigt die Temperatur an der Formnestoberfläche je nachdem, wie konturnah temperieret werden kann zunächst noch weiter an, bis sie nach dieser Reaktionszeit das Maximum erreicht und danach wieder sinkt. Dasselbe gilt für das Umschalten von Kühlen auf Heizen. Die Reaktionszeit liegt dabei typischerweise zwischen vier und zwölf Sekunden. Möchte man also die höchste Temperatur zum Zeitpunkt»Start Einspritzen«erreichen, dann muss schon um die Reaktionszeit früher umgeschaltet werden. Je nach Verhältnissen kann das tatsächlich schon vor dem Zyklusstart der Fall sein. Die eigentliche Umschaltung zwischen Heizen und Kühlen erfolgt zeit- oder temperaturabhängig. Der Umschaltvorgang wird entweder durch die Maschine oder die variotherme Umschalteinheit ausgelöst. Optimierungsmöglichkeiten Für kurze Zykluszeiten und eine effiziente variotherme Temperierung ist die Optimierung von Werkzeug und Prozess notwendig. Folgende Grundsätze sollten dabei beachtet werden: Die Abstände zwischen Temperierkanal und Formnestoberfläche sollten so klein wie möglich sein (konturnahe Temperierung). Um den variothermen Bereich klein zu halten, sollten nur Kreisläufe einbezogen werden, die den kritischen Formnestbereich beeinflussen. Zusätzlich können variotherme Bereiche auch mit Isolation und Freistellungen vom Rest des Werkzeugs getrennt werden. Der Anschluss der variothermen Einsätze an das Temperiersystem kann mit freigestellten Rohrstücken erfolgen. Zuführungen über Werkzeugplatten, -rahmen sowie Verteil- und Messsysteme sollten aufgrund der erhöhten variothermen Masse vermieden werden. In besonderen Fällen können für die variothermen Bereiche auch Einsätze aus Kupferlegierungen oder anderen Materialien mit guten Wärmeleiteigenschaften verwendet werden. Durch große Temperierkanaldurchmesser oder mehrere Temperierkanäle lassen sich beaufschlagte Flächen vergrößern und damit die Wärmeübertragung verbessern. Die Temperierkanäle sollten so gestaltet sein, dass ein möglichst hoher Durchfluss entsteht. Dieser verbessert den Wärmeübergang zum Werkzeug und führt zu kürzeren Ansprechzeiten bzw. schnelleren Temperaturgradienten. Schließlich nehmen variotherm gefahrene Temperierkreise die Temperatur des heißen Geräts schnell an. Dichtungen, Kupplungen und Schläuche sollten deshalb entsprechend ausgelegt sein. Durch die zyklischen Temperaturveränderungen können bewegliche Einsätze wie Schieber auch klemmen. Unter Beachtung dieser Voraussetzungen können Produkte in bestmöglicher Qualität zu optimierten Kosten hergestellt und entformt werden. Umschalteinheit zur variothermen Temperierung»Vario-5«. 2


15 42 Konturfolgende Temperierung Zykluszeitoptimiertes und energieeffizientes variothermes Spritzgießen Variothermes Spritzgießen hat sich besonders im Automobilbereich und dort hauptsächlich bei Kunststoffformteilen mit sehr hohen Oberflächenanforderungen etabliert. Es geht dabei nicht nur um den offensichtlichen Einsatz der Variothermie für Hochglanzoberflächen, sondern auch um den Einsatz für strukturierte und mikrostrukturierte Oberflächen, deren Herstellung ohne diese Technik zum Teil kaum möglich wäre. Aber auch bei der Vermeidung von Einfall - stellen an Formteilen oder der Reduzierung von inneren Eigenspannungen erobert die Variothermie mehr und mehr die Spritzgieß - produktion. Autor: Reiner Westhoff Geschäftsführer Contura MTC GmbH Menden Bei allen bekannten Vorteilen, die variothermes Spritzgießen dem Anwender bieten kann, ist die kostenseitige Betrachtung dieser Technologie in keinem Fall zu vernachlässigen. Betrachtet man den Prozess detaillierter, so wird zunächst die Werkzeugoberfläche auf eine Temperatur gebracht, welche in der Regel oberhalb der Glasübergangstemperatur des zu verarbeitenden Kunststoffmaterials liegt. Dabei soll diese Erwärmung der Werkzeugoberfläche möglichst schnell sowie homogen erfolgen und dabei so wenig Energie wie möglich verbrauchen. Wer schon einmal ein Spritzgießwerkzeug vor einem Produktionsstart auf 90 Grad Celsius vorgewärmt hat, der weiß, dass ein Bild 1: Mittels Finite-Elemente-Methode thermisch simulierter Formeinsatz. solches Vorwärmen einige Stunden dauern kann Stunden, die für das Aufheizen der Formnestoberfläche bei der Variothermie jedoch nicht vergehen dürfen. In der Regel erwartet der Anwender dabei zumindest etwa gleiche Zykluszeiten, die aus dem Standardspritzguss bekannt sind. Physikalisch ist der Aufheiz- und Abkühlvorgang formelmäßig in der Berechnung der sogenannten Zeitkonstante beschrieben und hängt unter anderem von der spezifischen Wärme des Formenmaterials sowie von dessen Wärmeleitfähigkeit ab. Auch der Querschnitt der Temperiermittelkanäle sowie deren Abstand untereinander gehen in diese Berechnungsformel ein. Auffallend ist jedoch, dass der vertikale Abstand der Temperiermittelkanäle zur Formnestwand als einzige Größe die Geschwindigkeit der Aufheiz-und Abkühlvorgänge quadratisch bestimmt. Quelle:»Rapid thermal cycling with low thermal inertia tools«; Robert X. Xu, Department of Biomedical engineering, Ohio State University, Columbus Ohio 43210; Emanuel Sachs, Massachusetts Institute of Technology, Camebridge Massachusetts Zykluszeit und Energiebedarf Würde man also zum Beispiel bei einem Abstand der Temperiermittelkanäle zur Formnestwand von zehn Millimetern Bilder: Contura MTC neun Sekunden für das Aufheizen der Formnestoberfläche auf einen bestimmten Wert benötigen, so würde bei einer Halbierung des Kanalabstandes die Aufheizzeit um die Quadratwurzel aus neun verkürzt, also auf drei Sekunden. Während alle anderen Werte zur Ermittlung der Zeitkonstanten bei einer Änderung nur lineare Auswirkungen zeigen, ist der quadratisch eingehende, vertikale Abstand der Temperierkanäle von der Werkzeugwand von wirklich entscheidender Bedeutung. Entscheidend nicht nur für die Zykluszeit, sondern auch für den Energieverbrauch des Variothermprozesses. Kurze Heizzeiten, die zum Erreichen der gewünschten Werkzeugoberflächentemperatur nötig sind, bedeuten ferner auch, dass in diesen kurzen Heizzeiten von nur wenigen Sekunden auch entsprechend wenig Energie in den Werkzeugformeinsatz eingebracht wird der Formeinsatz wird entgegen verbreiterter Meinung in den sehr kurzen Aufheizzeiten also in keinem Fall komplett auf Temperatur gebracht. Lediglich eine vergleichsweise dünne, der Kontur der Formnestfläche folgende Formeinsatzschicht atmet thermisch mit. Dadurch ist die thermisch bewegte Masse auch nicht gleich der Gesamtmasse des Formeinsatzes, wie Bild 1 zeigt. Der in Bild 1 dargestellte Formeinsatz wurde mittels Finite-Elemente-Methode thermisch berechnet, wobei die Formtemperaturen dynamisch zwischen 40 und


16 Konturfolgende Temperierung Grad Celsius aktiv mit Wasser als Wärmeträger im jeweiligen Zyklus verändert werden. Der Einfluss der Schmelzetemperatur ist ebenfalls mit berücksichtigt, weshalb man an der Formoberfläche Temperaturen erkennen kann, welche 100 Grad Celsius überschreiten. Obwohl sich der Formeinsatz im thermisch eingeschwungenen Zustand befindet und die Momentaufnahme gerade das Ende der Einspritzphase wiedergibt, erkennt man deutlich, dass sich die Temperaturausbreitung hauptsächlich im Bereich der Temperierkanäle bewegt. Es ist auch erkennbar, dass bedingt durch die sehr kurze Heizzeit von nur etwa vier Sekunden ein so geringer Wärmeeintrag stattfindet, dass die Außenflächen selbst nach stundenlangem Werkzeugbetrieb immer kalt bleiben werden. Bild 2 zeigt das Temperiermittelkanallayout zu dem zuvor simulierten Formeinsatz. Es wird deutlich, dass selbst bei dieser flachen, zweidimensional ausgeprägten Kontur eine konturnahe Temperierung Sinn macht. Die Wasserführung ist bis auf die zuführenden Einund Ausläufe der einzelnen Kreise auf den Konturbereich konzentriert. Es werden nur die notwendigen Bereiche gezielt aufgeheizt. Die thermisch zu bewegende Masse, welche auch als thermische Ersatzmasse beim variothermen Spritzgießen bezeichnet wird, ist also bei konturnah eingebrachten Temperiermittelkanälen deutlich geringer als dies bei einer Standardtemperierung der Fall wäre. Geradlinig gebohrte Temperiermittelkanäle sind eben kaum einer komplexen 3D-Kontur anpassbar, und die hier geforderten geringen Abstände des Kanalsystems zur Formnestwand nicht an jeder Stelle der Kontur einzuhalten. Damit ist auch die für jeden Spritzzyklus benötigte Energiemenge zum Aufheizen signifikant geringer als bei einer gebohrten Standardtemperierung. Selbst bei der oben gezeigten, flachen Kontur wäre ein gebohrtes System weder so engmaschig umzusetzen noch gezielt auf den Konturbereich des Formteils begrenzbar. Sobald die Solltemperatur an der Werkzeugwand erreicht ist, wird die Energieeinbringung über das Temperiermedium durch Schließen des Einlassventils gestoppt. Der Einspritzvorgang kann beginnen. Der zu berechnende Wert P beschreibt die benötigte Heizleistung, die nötig ist, um die thermisch involvierte W e r k z e u g m a t e r i a l - menge m (mit der spezifischen Wärmekapazität c) um einen bestimmten Temperaturdifferenzwert (δt) in der gewünschten Zykluszeit zu bewegen. Ist die thermische Ersatzmasse an Formenmaterial also gering, was nur bei konturnaher Temperierung wirklich der Fall ist, wird entsprechend weniger Heizenergie benötigt. Wasser als Wärmeträger Die zuvor vorgestellte Berechnungsformel für die benötigte Heizleistung zur Erhitzung des Formenmaterials kommt ein zweites Mal zum Einsatz: Die benötigte Gesamtheizleistung setzt sich nämlich aus der benötigten Heizleistung für das Formenmaterial (in der Regel Werkzeugstahl) und der benötigten Heizleistung für das im Systemkreislauf befindliche Wasser zusammen. Dabei geht es um die Wassermenge in den Schläuchen, im variothermen Temperiergerät sowie auch im Werkzeugeinsatz. Erwähnenswert hierbei ist, dass Wasser als Wärmeträger eine etwa neunfache spezifische Wärmekapazität aufweist wie der Formenstahl. Das heißt, dass die Energie, die benötigt wird, um die Temperatur von einem Kilogramm Wasser um ein Grad Kelvin zu erhöhen, ebenso ausreichen würde, um die Temperatur von neun Kilogramm Stahl um ein Grad Kelvin zu erhöhen. Wasser als Wärmeträger spielt folglich eine bedeutende Rolle, wenn es um den Energieverbrauch der Variothermie geht. Auch hier hilft die konturnahe Temperierung weiter. Sehr kleine Kanalquerschnitte, die gezielt nur dort verlaufen, wo sie benötigt werden, helfen dabei, die Wassermenge im Formeinsatz gegenüber üblicherweise gebohrten Temperierkanälen signifikant zu reduzieren. Das Schnittbild Bild 2: Temperiermittelkanallayout zum simulierten Formeinsatz (s. Bild 1). (Bild 3) durch den hier betrachteten Formeinsatz zeigt die kleinen, volumenarmen Temperierkanalquerschnitte, die dennoch sehr effizient ihrer Heiz- und Kühlfunktion nachkommen. Liegt im vorliegenden Formeinsatzbeispiel das Wasservolumen bei etwas unter 100 Millilitern, so überschreiten auch die Volumina bei größeren Formeinsätzen mit konturnaher Temperierung selten die 400-Milliliter-Marke. Fazit Konturnahe Werkzeugtemperierung ist der Schlüssel für kurze Zykluszeiten und gleichzeitig geringe Energiebedarfe bei variothermer Prozessführung. Sowohl bei der energetischen Prozessbetrachtung als auch bei der Bewertung der Zykluszeiten spielt die Auslegung der Temperierkanalsysteme die entscheidende Rolle. Bei wasserbasierten, variothermen Temperiergeräten sind die system- und gerätearchitekturbedingten Einsparmöglichkeiten hinsichtlich Energie und Zykluszeit eher gering. Einzig Dampf als Wärmeträger würde die Aufheizzeiten auch bei klassisch gebohrten Kanalsystemen deutlich verkürzen, was aber den Energieverbrauch parallel deutlich erhöhen würde. 2 Die nachfolgende Formel zur Berechnung der benötigten Heizleistung zeigt nochmals, weshalb die thermisch zu bewegende Masse oder die thermische Ersatzmasse so gering wie möglich zu halten ist, um Heizenergie einzusparen: Bild 3: Schnittbild durch den betrachteten Formeinsatz.
.")
 auch in einer»dmsterile«-variante, die eine keim- und virenfreie Atmosphäre direkt während")


17 50 Formenbau, Werkzeuge, Mess-, Steuer- und Regeltechnik Produkt-Infos Werkzeugentfeuchtungen Blue Air Systems GmbH 6250 Kundl/Österreich Mit einer DMS-Entfeuchtung verringert sich der Energiebedarf, und das Qualitätsniveau sowie die Leistung steigen (Bild: Blue Air Systems). In der Produktion von Verpackungen für Lebensmittel und Pharmazeutika gibt es zusätzlichen Bedarf zur sterilen und partikelarmen Kunststoffproduktion. Die Firma Blue Air Systems GmbH entwickelte daher ihre bewährten DMS-Entfeuchtungsgeräte (Dry Mould System) auch in einer»dmsterile«-variante, die eine keim- und virenfreie Atmosphäre direkt während der Werkzeugentfeuchtung erzeugt. Die Endprodukte, beispielsweise Pharmabehälter, PET-Preforms oder Verschlusskappen, kommen so schon bei der Herstellung innerhalb der Abschottung ausschließlich mit steriler Luft in Berührung. Die aseptische Entfeuchtung mit dem»clean Blue Air System«ergibt laut Hersteller eine sterile Luftqualität ohne jegliche Mikroorganismen in der Produktion. Zusammen mit der bestehenden Entfeuchtungstechnik verbessere»dmsterile«damit die Qualität des Endprodukts und verringere zudem den Energiebedarf des Produktionsprozesses. ( Dosierer für Recyclingaufgaben Brabender GmbH & Co. KG Duisburg Brabender Technologie stellte kürzlich einen Dosierer speziell für Recyclingaufgaben vor. Karbon- und Naturfasern, die beim Schreddern zu ungleichmäßigen Flakes und Fasern werden, Fasern, die sich mechanisch zu Produktbrücken verhaken und die nicht mehr an der Förderschnecke ankommen für Dosierprobleme mit recyceltem Material wie diese gibt es vom Hersteller nun eine sichere Lösung: den Faserdosierer»FiberXpert FX50«. Er wurde eigens für das Dosieren von anspruchsvollem recyceltem Material wie Karbon- und Naturfasern, recycelten PP-, PET- und Bottle-Flakes, geschredderten Kunststoff- oder Teppichresten und anderen Faserprodukten wie Zellulose-, Acryl-, Aramid-, PPS-, Polyamid-, Polymer- oder Polyesterfaser entwickelt. Dank einer speziellen Faserschnecke, einer speziellen Trogform mit großem Einlaufquerschnitt, einem großflächigen Steilwandbehälter sowie einer besonderen Rührwerksgeometrie und - platzierung werden auch lange, unregelmäßig geschnittene und nicht fließfähige Fasern zuverlässig dosiert. Mögliche Anwendungsgebiete für den Dosierer sind das Einarbeiten von Verstärkungen oder Füllstoffen bei der Compoundierung als auch Biopolymere, das Recycling von Kunststoffen, Fasern in Baustoffen oder auch die Folienherstellung, bei der Randverschnitt oder Abfall aus dem Anfahrprozess rückgeführt wird. ( Heizplatten Busse Heizplattentechnik GmbH Espelkamp Für Valhalla Ski fertigte die Busse Heizplattentechnik GmbH eine spezielle Aluminiumheizplatte für eine individuelle Sublimationspresse. Mit dieser selbstgebauten Presse werden die Designs auf die handgearbeiteten Freeride-Ski transferiert. Um die Qualität des Designtransfers sicherzustellen, ist eine zuverlässige Temperaturregulierung beim Pressen entscheidend. Die Für Dosierprobleme mit recyceltem Material gibt es mit dem Faserdosierer eine sichere Lösung (Bild: Brabender). AT TEQ Gesellschaft für Messtechnik mbh Ringstraße 16 D Rammingen Te el.: Fax: Sie produzieren und wir sorgen dafür, dass die Qualität Ihrer Produkte 100-prozentig stimmt. AT TEQ ist seit über 40 Jahren weltweit führend in der Lecktest-T Te echnologie. Te esten Sie uns jetzt! wwww.ateq.de






 Heizungsüberwachungen Carlo Gavazzi GmbH 64293 Darmstadt Steuereinheit und Halbleiterschütze sind intern verbunden, Überwachung und Steuerung erfolgen über Profinet (Bild: Carlo Gavazzi).")

18 Mehr Präzision. Sensoren und Messsysteme für die Kunststoffherstellung Die maßgeschneiderte Aluminiumheizplatte sorgt für bestmögliche Druckergebnisse (Bild: Busse Heizplattentechnik). spezielle Heizlösung erlaubt daher nicht nur eine präzise Steuerung, sondern auch die bestmögliche Temperaturverteilung. Durch die hohen Qualitätsanforderungen des Ski-Herstellers waren die Ansprüche an die in der Sublimationspresse integrierten Heizplatten entsprechend hoch: Erst eine Druckfestigkeit von bis zu 0,55 N/mm², Temperaturen bis 200 C, eine Temperaturverteilung über die gesamte Fläche und eine schnelle Aufheizung sorgen für das gewünschte Produktionsergebnis. Außerdem muss die Heizplatte ohne Temperaturschwankungen einem Dauerbetrieb standhalten und präzise regulierbar sein. Die vorher verwendeten Silikonheizmatten waren nämlich nicht ausreichend druckstabil, benötigten zu lange zum Aufheizen und es kam auch zu Kurzschlüssen im Betrieb. So begab sich der Skihersteller auf die Suche nach einer alternativen Heizmethode. In kurzer Zeit entwickelte der Heizplattenhersteller eine Aluminiumheizplatte, die auf die speziellen Anforderungen des Skiherstellers zugeschnitten wurde, z. B. auf die individuellen Abmessungen der Presse oder die Verlegung der Heizkabel genau dort, wo die Hitze benötigt wird. Ausgestattet mit Temperaturfühlern, kann die Heizplatte punktgenau gesteuert werden ein zentraler Faktor, um bestmögliche Druckergebnisse zu erhalten. Mithilfe von Hitze und Druck presst die Sublimationspresse das mit Farbe versehene Transferpapier auf die Kunststoffschicht des Skis. Durch dieses Verfahren werden die Eigenschaften des Kunststoffes nicht verändert als ob der Kunststoff von Anfang an so eingefärbt wäre wogegen beim direkten Bedrucken der Kunststoffschicht im Laufe der Zeit Schwachschichten entstehen können. ( Heizungsüberwachungen Carlo Gavazzi GmbH Darmstadt Steuereinheit und Halbleiterschütze sind intern verbunden, Überwachung und Steuerung erfolgen über Profinet (Bild: Carlo Gavazzi). Infrarot- oder UV-Heizungen kommen in industriellen Fertigungsprozessen oft zum Einsatz. Allerdings ist es ist aufwendig, einen geschlossenen Regelkreis aufzubauen, der die Funktion der Strahler überwacht. Die Heizflächen in Thermoformprozessen mit einer Vielzahl von kleinen Heizpatronen werden aus Platzgründen oft nur partiell über einen Temperaturfühler überwacht. In beiden Fällen wird der Ausfall einer einzelnen Heizung erst am Produktionsergebnis sichtbar. Die frühzeitige Erkennung von Fehlern und Funktionsstörungen reduziert daher Ausfälle. Grundlage für eine vorausschauende Wartung ist die ständige Erfassung und Analyse der Daten verschiedener Anlagenkomponenten. Bei elektronischen Schaltelementen ist dafür ein integriertes Diagnose- und Überwachungssystem nötig. Mit dem»nrg«-system stellt Carlo Gavazzi eine solche Überwachungsmöglichkeit zur Verfügung. Es besteht aus dem Steuergerät, das über zwei RJ45-Ports für die Profinet-Anbindung verfügt, und den Halbleiterrelais, die um eine Kommunikations- thermoimager TIM / thermometer: Infrarot-Wärmebildkameras und Pyrometer zur Temperaturerfassung Schnelle Temperaturmessung Zahlreiche Schnittstellen zur Einbindung in den Prozess Thermografiesysteme zur Spritzgussüberwachung colorcontrol ACS7000: Farberkennung und Farbmessung in der Kunststoffherstellung Hohe Messgeschwindigkeit für dynamische Prozesse Hohe Farbgenauigkeit, für alle Oberflächen und Farbtöne Kontaktieren Sie unsere Applikationsingenieure: Tel micro-epsilon.de/kunststoff



 Contura MTC GmbH 58708 Menden Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik und im Forum.")

19 52 Formenbau, Werkzeuge, Mess-, Steuer- und Regeltechnik schnittstelle erweitert wurden. Über das Kommunikationsprotokoll Profinet-IO können laut Hersteller die Schaltprozesse von bis zu 32 verketteten Halbleiterrelais direkt aus der SPS gesteuert und die Echtzeitdaten von jedem Halbleiterrelais erfasst werden. Verfügbar sind die Werte für Strom, Spannung, Frequenz, Leistung, Energieverbrauch und Betriebsstunden, weiterhin Diagnoseinformationen für Netzverlust, Lastverlust, Lastabweichung und Übertemperatur. Erkannt wird ein Kurzschluss im Lastkreis des Halbleiterrelais und der Zustand eines Halbleiterrelais. Neben der direkten Steuerung können Anwender zwischen weiteren Betriebsmodi wählen. Für jeden Halbleiterschütz und damit für jeden Heizungskanal können im System definierte Stellgrößen vorgegeben werden. Die Betriebsmodi Pulspaketsteuerung, Vollwellensteuerung und erweiterte Ganzwellensteuerung ermöglichen dabei eine gezielte Leistungsregelung der Last. ( Contura MTC GmbH Menden Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik und im Forum. Metalldetektoren EGE-Elektronik Spezial-Sensoren GmbH Gettorf EGE hat für sein industrielles Metalldetektorsystem»3000«jetzt die kompakte und robuste Auswerteeinheit»MDVH«mit erhöhter Empfindlichkeit entwickelt. Die von Grund auf neu konzipierte Auswerteeinheit zeichnet sich durch eine höher einstellbare Sensitivität, reduzierte Störempfindlichkeit und ein robusteres Gehäuse mit Schutzklasse IP67 aus. Ihr automatischer Selbstabgleich gewährleistet auch dann eine sichere Funktion, wenn in der Nähe der Detektorspule potenziell störende Metallaufbauten montiert sind. Die Empfindlichkeit der Detektorspule lässt sich über ein Drehpotentiometer an der Gehäusefront bedarfsgerecht anpassen. Die Auswerteeinheit im Für das Metalldetektorsystem wurde jetzt die kompakte Auswerteeinheit mit erhöhter Empfindlichkeit entwickelt (Bild: EGE-Elektronik). 260 x 160 x 90 mm großen Aluminiumgehäuse ist für einen erweiterten Temperaturbereich von -25 C bis +70 C ausgelegt. WIR SETZEN STANDARDS: DAS ORIGINAL UNTER DEN NORMALIEN. / JETZT NICHT AUSRASTEN WIR HABEN 31 GUTE GRÜNDE / SIE ARBEITEN MIT ZÄHEN MATERIALIEN? Dann kennen Sie das Risiko der fehlerhaften Kennzeichnung durch verstellte Einsätze. Innovationen rund ums Heizen und Beheizen Flexible elektrische Heiztechnik Co-Extrusionsschläuche 2K-Heizschläuche Heizmanschetten Heizplatten Heiztische Sonderlösungen Unsere Kennzeichnungsstempel mit 31 Raststufen für jeden Tag des Monats machen ein unabsichtliches Verstellen beinahe unmöglich! Klicken Sie sich rein: Opitz GmbH Magnolienweg Aschaffenburg info@opitz-gmbh.de Hillesheim GmbH Am Haltepunkt 12 D Waghäusel Tel.: / info@hillesheim-gmbh.de







20 Das Metalldetektorsystem dient der berührungslosen Erkennung metallener Teile im Fördergut, welche nachgelagerte Maschinen beschädigen oder die Qualität des Schüttguts vermindern könnten. Durch seinen robusten Aufbau ist es für den Außeneinsatz in rauen und schmutzigen Umgebungen geeignet. Die Größe der erkannten Fremdkörper hängt vom jeweils verwendeten Auswertegerät ab. Die Auswerteeinheit wurde zur Detektion mittelgroßer Teile wie Nägel, Muttern, Drähte oder Besteckteile optimiert. Die Geräte der»mdvh«-reihe dienen dem Maschinenschutz durch Erfassung größerer Metallteile, etwa Baggerschaufel-Zähnen oder Teilen von Werkzeugen und Verkleidungen. ( Elektror airsystems gmbh Ostfildern Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. Gefran Deutschland GmbH Seligenstadt Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. HB-Therm AG 9006 St. Gallen/Schweiz Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. Maschinenfabrik Berthold Hermle AG Gosheim Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. Drehkühlungen i-mold GmbH & Co. KG Erbach Die neue, als Normalie erhältliche Drehkühlung ist eine zuverlässige Standardlösung für das Entformen rotierender Kerne (Bild: i-mold). Das Unternehmen i-mold hat kompakte Drehkühlungen entwickelt, die Anwender dabei unterstützen, rotierende Kerne kosteneffizient in Spritzgießwerkzeuge zu integrieren. Ihre Hauptkomponenten sind der verdrehgesichert montierbare Stator mit den Anschlüssen für die Kühlmittelschläuche sowie der darin frei drehbar gelagerte Rotor mit dem Kühlrohr und dem Gewinde für das Fixieren des Drehkerns. Als Normalie verfügbar, reduzieren sie den sonst mit individuellen Sonderlösungen verbundenen Entwicklungsaufwand. Probleme mit austretendem Kühlwasser sollen der Vergangenheit angehören, da der Hersteller die Dichtheit prüft und garantiert. Für Multikavitätenwerkzeuge empfiehlt es sich, maximal vier Drehkühlungen in Serie hintereinander zu schalten. Bei Bedarf können weitere solcher Vierergruppen parallel angeschlossen werden. Auf diese Weise erleichtern sie den Bau kompakter Werkzeuge mit einer großen Zahl rotierender Kerne. Dadurch und mit der sehr guten Kühlwirkung, die kurze Zykluszeiten unterstützt, tragen sie zu höherer Produktivität in der Fertigung bei. Die neuen Drehkühlungen eignen sich laut Hersteller für alle üblichen mechanischen, hydraulischen oder servoelektrischen Drehkernantriebe. Je nach Größe der Kerne und Anforderungen an die Kühlleistung sind zwei Baugrößen verfügbar. Dank der kompakten Statorabmessungen ermöglicht der Typ»SDK- 034«, der für Kühlrohrdurchmesser von 2 bis 6 mm ausgelegt ist, einen sehr engen Nestabstand von nur 34 mm. Der 45 mm breite Typ»SDK-045«ist für erhöhte Kühlmitteldurchflussraten bestimmt und kann Kühlrohre mit Durchmessern von 6 bis 10 mm aufnehmen. Die Standardlänge aller Kühlrohre beträgt 300 mm, Sonderlängen sind möglich. Für den MOLD TEMPERATURE CONTROL MOLD TEMPERATURE CONTROL Mit konturfolgender Temperierung erreichen Sie eine maximale Produktivität bei höchster Oberflächenqualität. Das Verfahren sichert Ihnen die volle Prozesskontrolle. Nutzen auch Sie das CONTURA -Potential! CONTURA MTC GmbH Hämmerstraße 6 D Menden Tel.: die-werkzeugtemperierer.de



 Heißkanäle Incoe International Europe 63322 Rödermark Heißkanalhersteller Incoe führte kürzlich")



. die Sicherheit im Betrieb.")



21 54 Formenbau, Werkzeuge, Mess-, Steuer- und Regeltechnik Anschluss der Kühlmittelschläuche sind die neuen Drehkühlungen mit Standardsteckkupplungen ausgestattet, optional sind auch Schnellkupplungen verfügbar. Der minimale Biegeradius der Kühlmittelschläuche ergibt sich aus dem für den jeweiligen Temperaturbereich erforderlichen Material. Er beträgt 35 mm für Kühlmitteltemperaturen bis 60 C, 50 mm bis 80 C und 90 mm bei Schläuchen, die sich bis zu 120 C einsetzen lassen. Der maximale Betriebsdruck beträgt 10 bar. ( Heißkanäle Incoe International Europe Rödermark Heißkanalhersteller Incoe führte kürzlich seine neuen»sealfit«-heiße-seiten auf dem europäischen Markt ein. Eine solche Heiße Seite umfasst ein betriebsbereites Komplettsystem mit»sealfit«-heißkanaldüsen, fertig eingebaut und abgestimmt in den zugehörigen Werkzeugplatten einschließlich Funktionalitätsprüfung vor dem Versand zum Kunden. Als vormontierte und geprüfte Vorstufe zur kompletten Werkzeugseite aus aufeinander abgestimmten Komponenten sparen diese Heißen Seiten dem Werkzeugmacher Zeit und Aufwand und erhöhen für den Spritzgießer Die neuen»sealfit«-heiße-seiten bieten Effizienz beim Werkzeugbau und Spritzguss sowie einen zuverlässigen Betrieb (Bild: Incoe). die Sicherheit im Betrieb. Alle Düsen sind in den Verteiler eingeschraubt, wodurch eine leckagesichere Verbindung zwischen Düsen und Verteiler entsteht. Die Einsparung von Zeit und Aufwand bei Planung, Projektmanagement, Konstruktion, Fertigung und Montage sowie erleichterter Produktionsstart und erhöhte Betriebssicherheit sind wohl die wichtigsten Vorteile der Heißen Seiten. Besonders im Hinblick auf die Betriebssicherheit kann das Konzept der eingeschraubten Düsen zusätzlich punkten: Düse und Verteiler sind leckagesicher verbunden, die Fließkanäle der beiden fluchten immer, unabhängig vom jeweiligen Betriebspunkt. Durch die Ver- robuste&leistungsstarke PUMPEN Fasspumpen Handpumpen Membranpumpen Kreiselpumpen Druckluftpumpen Dickstoffdosierpumpen Exzenterschneckenpumpen Abfüllanlagen JESSBERGER GmbH Jägerweg 5 7 D Ottobrunn Tel: +49 (0) Fax: +49 (0) info@jesspumpen.de Für Öle, Chemikalien, brennbare Medien und hochviskose Flüssigkeiten


22 schraubung mit dem Verteiler werden keine Düsenköpfe benötigt, die sonst in speziell mit sehr engen Toleranzen gefertigten Freimachungen in der Werkzeugplatte sitzen. Eine Abstimmung von Düsen, Verteiler und Werkzeugplatten, um eine dichte Verbindung zwischen allen Düsen und dem Verteiler zu erreichen, ist nicht nötig. Durch das Entfallen der Düsenköpfe ergibt sich auch kein Kontakt zwischen Düse und Werkzeug im Übergang zwischen Düse und Verteiler. Es kann daher keine Einleitung von Wärme oder von Kräften in die Werkzeugplatte erfolgen. Dies ergibt eine Reduzierung des Energieverbrauchs um bis zu 20 %. Auch ist das Risiko für Plattendeformation geringer, selbst bei Erhöhung der Temperatur im Prozess. Durch weniger Werkzeugdeformation entsteht weniger Verschleiß an Führungssäulen oder Zentrierelementen. ( Jumo GmbH & Co. KG Fulda Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik sowie im Forum. Kraftsensoren Kistler Group 8408 Winterthur/Schweiz Kistler stellt einen neuen Sensor für das Messen von sehr kleinen Kräften vor. Kernstück ist laut Unternehmensangabe ein neu entwickelter, hochsensibler Kristall, der sehr präzise Messergebnisse gewährleistet. Der Sensor»9323AAA«sei daher besonders für den Einsatz im anspruchsvollen Der neue, kompakte Kraftsensor ermöglicht die Messung von Kräften unter 5 N (Bild: Kistler). Umfeld geeignet, insbesondere für den Einsatz in der Produktion sehr feiner miniaturisierter Teile wie z. B. in den Bereichen Automotive, Halbleiter, Elektro- und Medizintechnik, für deren Produktion eine exakte Kraftmessung notwendig ist. Der neue piezoelektrische Kraftsensor ist eine Weiterentwicklung der bereits etablierten Produktfamilie»9323«, bietet eine Empfindlichkeit von -32 pc/n und ermöglicht die präzise Messung von Kräften kleiner als 5 N. Zu diesem Zweck wurde ein neuer Kristall entwickelt, der am Hauptsitz in Winterthur gezüchtet und in das Sensorgehäuse der»9323«-produktfamilie installiert wird. Der neue Sensor profitiert somit laut Hersteller von den Vorteilen der etablierten Modelle, z. B. von der nachgewiesenen Störunempfindlichkeit gegenüber einwirkenden Seitenkräften und Biegemomenten. Mit seinem hochpräzisen Messbereich eignet sich der neue Sensor für die Messung von sehr geringen Kräften in hochdynamischen Produktionsprozessen, bei denen eine hohe Genauigkeit gefordert wird. ( Innenisolierte Werkzeugsysteme Konstruktionsbüro Hein GmbH Neustadt a. Rbge. Das innenisolierte Werkzeugsystem der Konstruktionsbüro Hein GmbH ermöglicht eine verbesserte Energieeffizienz für die Produktion von thermoplastischen Spritzgussteilen und Bauteilen aus vernetzenden Werkstoffen. Die neueste Generation der innenisolierten Werkzeuge»IsoForm-Standard«spart laut Unternehmensangabe bis zu 95 % der Energie für die Temperierung. Sie ergänzt die bisherigen Ausführungen mit einfacherer Herstellung und einem großen Anwendungsspektrum bis hin zu Wechselmodulwerkzeugen. Bei der neuen Generation wurde auf eine Herstellung mit möglichst vielen Gleichteilen geachtet, um Kostenvorteile zu erreichen, ohne das Anwendungsspektrum zu reduzieren. Der Masseanteil für die Temperierung ist klein. So kann der Konturbereich schneller die Arbeitstemperatur erreichen und gerade bei zyklusabhängiger Temperierung bis in den Hochtemperaturbereich hinein schnell die Temperatur ändern. Auch für die stärkere Ausrichtung auf einen höheren Grad an Automatisierung ist das Werkzeugsystem vorbereitet. Dieser Bedarf wird zusätzlich durch die Problematik befeuert, Nachwuchs und dadurch geeignetes Personal für die Bedienung der Spritzgießmaschinen zu finden. Die Automation von Spritzgießprozessen unterstützt Unternehmen dabei. So findet z. B. das Einrichtungspersonal bei Antritt der Tag- PROZESSKÄLTE FÜR DIE KUNSTSTOFF- PRODUKTION ENERGIEEFFIZIENTE KÄLTETECHNIK STEIGERT IHRE PRODUKTIVITÄT Einmal investieren, dauerhaft sparen! Auch mit förderfähigen natürlichen Kältemitteln! L&R Kältetechnik GmbH & Co.KG Hachener Strasse 90a-c Sundern-Hachen Germany T info@lr-kaelte.de
.")

23 56 Formenbau, Werkzeuge, Mess-, Steuer- und Regeltechnik Das Gerät zur Prüfung der Werkzeug-Dichtigkeit ist besonders einfach in der Handhabung (Bild: Nonnenmann). Das innenisolierte Werkzeugsystem ermöglicht eine verbesserte Energieeffizienz (Bild: Konstruktionsbüro Hein). schicht verschiedene Produkte der mannlosen Nachtschicht mit Prüfzeugnis und Messprotokoll vor. Ein Roboter hat mit zuvor programmierten Abläufen die formgebenden Module des Werkzeugs gewechselt, und die Spritzgießmaschine hat nach einem vorher programmierten Anfahrprogramm mit nur wenigen Schuss die Serie angefahren. Über DOE (Design of Experiment) wurden Fertigungs- und Chargenschwankungen kompensiert. Hierfür benötigt man ein Werkzeugsystem, das die innenisolierten Wechselmoduleinsätze inklusive Auswerferplatten sicher löst bzw. spannt und an die Temperierung an- und wieder abdockt. Dies ist laut Unternehmen bereits seit dem Jahr 2019 möglich, womit die innenisolierten Werkzeuge auch den Weg zu einer nachhaltigen Automatisierung von Spritzgießprozessen bereiten. ( Materialtrocknung Kreyenborg GmbH & Co. KG Senden Adsorptionsmittel wie Aktivkohle können ihre volle Wirkung in chemischen und medizinischen Prozessen sowie der Luft- und Klimatechnik nur dann entfalten, wenn sie optimal getrocknet sind. Aber genau das ist die Schwierigkeit. Da es sich um schwammähnliche, offenporige Produkte handelt, nehmen diese nicht nur an ihrer Oberfläche, sondern auch im Innenraum Feuchtigkeit auf. Für ihre Trocknung ist das»ird«der Kreyenborg GmbH & Co. KG aus Senden gut geeignet. Dank der kontinuierlichen Umwälzung und dem speziellen Wirkprinzip der Infrarot-Strahlung werden sowohl der Außen- als auch der Innenbereich der einzelnen Granulatkörner erreicht. Binnen einer knappen Stunde lässt sich Aktivkohle mit einer Eingangsfeuchte von 40 bis 60 % auf eine Endfeuchte von unter 15 % bringen. Die Kosten für die vollautomatische Anlage inklusive Materialaufnahme und Entleerung amortisieren sich innerhalb eines Jahres allein durch die Energieersparnis, die sich im Vergleich zu herkömmlichen Verfahren erzielen lässt. ( L & R Kältetechnik GmbH & Co. KG Sundern Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik und im Forum. Werkzeug-Dichtigkeitsprüfung Nonnenmann GmbH Winterbach Wenn es um Komponenten für Werkzeugbauer und Spritzgießer geht, bietet die Nonnenmann GmbH ein breites Portfolio mit Produkten und Leistungen für verschiedene Anwendungsfälle an. Mit der neuen Dichtigkeitsprüfung stellt das Unternehmen ein Set vor, mit dem Spritzgießwerkzeuge einfach, sicher, sauber und schnell auf Dichtigkeit geprüft werden können, um Leckagen an den Werkzeugen sowie Verschlauchungen frühzeitig zu erkennen und Produktionsausfälle zu vermeiden. Laut Hersteller erfolgen Kontrolle und Prüfung der Temperiersysteme in nur wenigen Minuten. Dabei wird mit Druckluft geprüft, da diese Methode schnell und sauber ist. Zur Anwendung wird lediglich ein Druckluftanschluss mit einer herkömmlichen Druckluftpistole benötigt, weitere Hilfsmittel oder Werkzeuge sind nicht erforderlich. Das zweiteilige Prüfgerät besteht aus einer Einblasseite sowie einer Ablassseite. Die Vorgehensweise bei der Prüfung kann bei jedem Temperierkanal wiederholt werden und ist dank der integrierten Schnellkupplungen schnell und einfach. Die Ablassseite wird mit dem Kanalausgang verbunden, die Einblasseite wird auf den Kanaleingang gesteckt. Ist das Ventil am Ausgang verschlossen, kann über die Einblasseite






24 69 Kunststoffmaschinen und -anlagen Going further with Expe erience. 3 Anzeige engelglobal.com/holmlos Fachberichte 70 Produktinformationen 81 Special: Oberflächentechnik 91 Stichwortverzeichnis für Produkte/Dienstleistungen 104 Adressenverzeichnis der Hersteller/Anbieter 106
, mit dem Original-Kunststoffgranulate verarbeitet werden, sehr anspruchsvolle Anwendungen, die so laut")






25 Kunststoffmaschinen und -anlagen 81 Produkt-Infos Additive Fertigung Arburg GmbH + Co KG Loßburg Besonders in der Medizintechnik ermöglicht das additive»arburg Kunststoff-Freiformen«(AFK), mit dem Original-Kunststoffgranulate verarbeitet werden, sehr anspruchsvolle Anwendungen, die so laut Unternehmensangabe mit keinem anderen additiven Verfahren machbar seien. Das Unternehmen nennt als Beispiel biokompatible, resorbierbare und sterilisierbare FDA-zugelassene Original-Kunststoffgranulate, die wirtschaftlich zu individuell angepassten Orthesen oder Implantaten verarbeiten werden können. Hierfür decken die Maschinen»Freeformer 200-3X«und»Freeformer 300-3X«ein breites Spektrum der industriellen additiven Fertigung ab. Während das Modell»200-3X«standardmäßig mit zwei Düsen ausgestattet ist, kann die Maschine»300-3X«drei Komponenten zu komplexen Funktionsbauteilen in belastbarer Hart-Weich- Verbindung mit Stützstruktur verarbeiten. Das AKF-Verfahren arbeitet auf Basis qualifizierter Standardgranulate wie sie auch beim Spritzgießen verwendet werden. Die Anwender können mit dem offenen System entweder ihre eigenen Originalmaterialien verarbeiten und dabei Tropfengröße sowie Prozessführung selbst optimieren, oder sie greifen auf die Materialdatenbank des Maschinenherstellers mit Referenzmaterialien zu. Zu den zahlreichen dokumentierten und qualifizierten Standardgranulaten zählen z. B. ABS (Terluran GP 35), PA10 (Grilamid TR XE 4010), PC (Makrolon 2805), TPE-U (Elastollan C78 Wir heben Service auf das nächste Level! ENGEL sorgt für langfristige Verfügbarkeit, Flexibilität und Effizienz für Ihre Spritzgießproduktion. Wir unterstützen Sie sowohl bei Ihnen n vor Ort als auch online, wann immer Sie Hilfe benötigen. Profitieren Sie außerdem von einem umfangreichen Schulungsangebot, das persönlich und im Web einfach verfügbar ist! Zusätzlich bieten wir Ihnen unser kostenloses Kundenportal e-connect, qualifizierte Fernwartung über e-connect.24 und die Überwachung prozesskritischer Komponenten im laufenden Betrieb durch e-connect.monitor. engelglobal.com/services
. A15) und PP (Braskem CP 393).")
 Fünf-Achs-CNC-Maschinen Auratronic 31789 Hameln Mit der weiterentwickelten CNC-Technik wurde jetzt die dynamische Fünf-Achsen- Maschine»AT-620«entwickelt.")

26 82 Kunststoffmaschinen und -anlagen Mit Anpassungen können die Maschinen für die additive Fertigung auch im Reinraum verwendet werden (Bild: Arburg). Das CNC-Bearbeitungszentrum hat eine Tischfläche von 2000 x 4000 mm und einen 32-fach-Werkzeugwechsler (Bild: Auratronic). A15) und PP (Braskem CP 393). Hinzu kommen spezielle Kunststoffe für besondere Anwendungen wie medizinisches PLLA (Purasorb PL18, Resomer LR 708) oder für die Luft- und Raumfahrt freigegebenes PC (Lexan 940). ( Fünf-Achs-CNC-Maschinen Auratronic Hameln Mit der weiterentwickelten CNC-Technik wurde jetzt die dynamische Fünf-Achsen- Maschine»AT-620«entwickelt. Das CNC- Bearbeitungszentrum hat eine Tischfläche von 2000 x 4000 mm. Es können Bauteile von 550 mm Höhe komplett im 5-Achsbereich gefertigt werden. Verfahrwege, Spannvorrichtungen und Sonderlösungen können individuell angepasst werden. Hohe Steifigkeit und Dynamik wird durch zwei unterschiedliche Systeme erreicht, die unabhängig voneinander arbeiten und auch montiert sind. Der Bearbeitungstisch ist nicht mit dem Portal mechanisch gekoppelt, so dass hier keine Schwingungen o.ä. übertragen werden können. Durch den Tisch, welcher zum Beund Entladen in den vorderen Bereich fährt, ist eine Bestückung von drei Seiten gegeben. Der 5-Achskopf hat eine Leistung von 16 kw mit einer Werkzeugaufnahme HSK-63 F. Die C-Achse verfährt +/- 362 und die A-Achse +/- 100, wobei die A- und C-Achse auch geklemmt werden können. Die Drehzahl ist stufenlos programmierbar von U/min. Ein 32-fach-Werkzeugwechsler rundet das System ab. Die Verfahrgeschwindigkeiten betragen in der X- und Y-Achse 60 m/min, in der Z-Achse 30 m/min. Alle CNC-Achsen sind mit Absolut-Wegmess-Systemen ausgerüstet, so dass die Achsen nicht mehr referenziert werden müssen. Gesteuert wird die Maschine über eine Siemens-»840-DSL«-Steuerung, wobei auch alle Servomotoren, Umrichtereinheiten und Safety Integrated aus dem Hause Siemens stammen. Durch einen RSV-Vertrag mit dem Automatisierungsunternehmen wird ein weltweiter 24-Stunden-Garantieaustausch gewährleistet. Auf der Steuerung können unabhängige CAD-CAM-Systeme eingesetzt werden. Hier kann der Kunde auch sein System nutzen, wobei der Postprozessor dann angepasst werden muss. Die hohe Dynamik gewährleistet sehr gute Ergebnisse der Maschine in der Kunststoffbearbeitung. ( Extruder BC Extrusion Holding GmbH Bad Oeynhausen Innerhalb von zwei Jahren entschied sich die Egger-Gruppe mehrmals für den Kauf eines konischen Doppelschneckenextruders»Conex NG 65«der Battenfeld-Cincinnati Austria GmbH, Wien. Installiert wurden alle Extruder im türkischen Kanten-Werk Egger Dekor A.Ş. in Gebze. In der Türkei produzieren rund 900 Mitarbeiter auf insgesamt rund 80 Extrusionslinien Kantenbänder aus ABS und PVC. Bei der Wahl der neuen Extruder war es für den Kunststoffverarbeiter sehr wichtig, dass alle Rohstoffe mit der gleichen Anlage verarbeitbar sind installierte der Extruderspezialist den ersten Doppelschneckenextruder in der Türkei. Dort wurden bereits bestehende und vom Kunden selbst konzipierte Komponenten mit dem Extruder zu einer Gesamtlinie verbunden. Der Extruder hat den Kunststoffverarbeiter derart überzeugt, dass er mehrere weitere baugleiche Modelle bestellt hat. Ein Vorteil dieser neuen Generation konischer Extruder sind die hohen Standzeiten. Die Extruder sind seit rund drei Jahren im Markt. Sie bauen auf den bewährten Serien»Konos«und»Conex«auf, erzielen aber dank einer kompletten verfahrenstechnischen Überarbeitung deutlich höhere Ausstoßleistungen bei einer enormen Flexibilität. Eine lange Vorheizzone und ein optimiertes Schneckendesign sorgen für ein ausgewogenes Verhältnis von mechanischem und thermischem Energieeintrag, so dass nicht nur verschiedene Materialien verarbeitet, sondern auch hohe Werkzeugdrücke von bis zu 520 bar aufgebracht werden können. Schließlich punkten die Extruder der neuen Generation mit einem geringen Platzbedarf, niedrigem Energieverbrauch sowie geringen Investitionskosten bezogen auf die hohen Leistungen. Erhältlich sind sie in den drei Baugrößen 42, 54 und 65 mm. Sie erreichen bei Profilanwen - dungen Ausstöße von 35 bis 250 kg/h und bei Rohranwendungen von 50 bis 450 kg/h. ( Die neuen Extruder punkten mit einem geringen Platzbedarf und niedrigem Energieverbrauch (Bild: Battenfeld-Cincinnati).












27 Kunststoffmaschinen und -anlagen 83 Compoundieranlagen Buss AG 4133 Pratteln/Schweiz Der erste Anwender des Ko-Kneters»Compeo 88«von Buss war ein Masterbatchhersteller, der damit Farbmasterbatches produziert. Der Maschinenhersteller hatte die Schneckenkonfiguration vorab für diesen speziellen Einsatz optimiert laut Unternehmensangabe ein Service, der allen Kunden mit individuellen Anwendungen zur Verfügung steht. Dank dieser Optimierung konnte die Inbetriebnahme innerhalb von nur einer Woche erfolgen. Der Masterbatchhersteller hatte sich nach umfassenden Versuchsreihen auf unterschiedlichen Compoundiersystemen für diese Compoundieranlage entschieden, u. a. aufgrund der besonders effizienten Dispergierung der masterbatchtypischen hohen Anteile an Flüssigkomponenten und Farbpigmenten. Dabei können die flüssigen Zuschlagstoffe sowohl zusammen mit der Vormischung im freien Fall über den großflächigen Einlauf eingespeist als auch über Einspritzbolzen direkt in die Schmelze zudosiert werden. Mitentscheidend war die gleichmäßige Scherung im Verfahrensteil, die Temperaturspitzen verhindert und dadurch eine genaue Temperaturführung Der schonende und dennoch stringente Druckaufbau trägt zur hohen Prozesskonstanz und Produktqualität bei (Bild: Buss). knapp oberhalb der Geliertemperatur des Trägermaterials ermöglicht. Auch der schonende und dennoch stringente Druckaufbau in der zweiwelligen, konischen Austragseinheit ist an der hohen Prozesskonstanz und an der gleichmäßig hohen Produktqualität bis zum Chargenwechsel beteiligt. Der Wechsel erfolgt aufgrund der für die Masterbatchherstellung typischen Vielzahl kleiner Lose mit unterschiedlichen Rezepturen und Farben gegebenenfalls sehr häufig. Daher waren die Modularität, uc t erialschieber aus Stahl, die einfache Bedienung im Einmannbetrieb und höchste Prozesssicherheit mit dem modular aufgebauten Schnittoptimierungsprogramm sowie den neuen Software warepak keten garantieren Höchstleistung und Präzision im rationellen Plattenzuschnitt. Höhenverstellbarer Arbeitstisch Idealer Helfer in allen Situationen kappa automatic 140 FAT 500 S

 Weitere Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik.")
28 84 Kunststoffmaschinen und -anlagen Zugänglichkeit und Reinigungsfreundlichkeit der Maschine weitere zentrale Aspekte für den Kaufentscheid. Mit dem Einsatz dieser Compoundieranlage folgte der Masterbatch-Hersteller dem wachsenden Branchentrend, vom traditionellen diskontinuierlichen Batchverfahren auf eine moderne, kontinuierliche Produktion umzustellen. Diese stehe dank guter Regelbarkeit für eine sehr hohe Gleichmäßigkeit des Ergebnisses und generell für eine erhöhte Zeit- und Kosteneffizienz. Die Compoundieranlage sei darauf ausgelegt, diesen Übergang naht- und reibungslos zu vollziehen. ( Weitere Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. Fertigung von Faserverbundbauteilen Cevotec GmbH Taufkirchen b. München Um den Anfragen der Luft- und Raumfahrtindustrie gerecht zu werden, komplexe und größere Strukturen mit Fiber Patch Placement zu produzieren, hat Cevotec die FPP-Technologie weiterentwickelt.»samba Step L«, das bisher größte Mitglied der»samba«-familie, kann aktuell eine maximale Patchgröße von 200 x 300 mm verarbeiten. Das ist das 50-fache Flächenmaß der ursprünglich 20 x 60 mm und erweitert erheblich das Spektrum der Komponenten, die mit Fiber Patch Placement hergestellt werden können. Fiber Patch Placement hat sich in den vergangenen Jahren bereits im Technologie-Portfolio für die Produktion Die Maschine kann als bisher größtes Mitglied der Familie eine Patchgröße von 200 x 300 mm verarbeiten (Bild: Cevotec). komplexer Faserverbundbauteile von kleiner bis mittlerer Größe etabliert. Nun wurde das Fertigungsverfahren für die Produktion größerer Bauteile, insbesondere für Anwendungen in der Luft- und Raumfahrt, weiterentwickelt. Das Projekt»50x«nimmt bereits seit einigen Monaten im Technikum des Unternehmens nahe München Gestalt an. In der hier installierten Produktionszelle ist der Pick-and-Place-Roboter auf einer Linearachse montiert. Die erweiterte Reichweite des Roboters erlaubt es, die üblichen Größen von Flugzeugkomponenten herzustellen. Jeweils angepasst an spezifische Bauteilgrößen wurden auch die Patch-Greifer skaliert und können jetzt Patches bis zur DIN-A4-Größe (ca. 200 x 300 mm) verarbeiten. Um eine maximale Flexibilität im Entwicklungsprozess zu ermöglichen, können vordefinierte Patches unterschiedlicher Größe und Materialien individuell den definierten Aufnahmepositionen zugeführt werden. Die skalierten Patchgrößen der Lösung werden auch in der FPP-spezifischen Software»Artist Studio«durch neue Funktionen unterstützt. Das System wurde für die Entwicklung automatisierter Legeprozesse für größere Flugzeugstrukturen entwickelt. Es kann den anspruchsvollen Materialmix aus Carbon- und Glasfasern, Aramid, Klebefilmen und anderen Materialien verarbeiten, der speziell in Sandwichbauteilen vorkommt. ( Im Doppelschneckenextruder werden die zerkleinerten Produktionsabfälle aufbereitet (Bild: Coperion). Closed-Loop-Lösung Coperion GmbH Stuttgart Die Coperion GmbH setzt ein Closed-Loop- Konzept für die Produktion von flexiblen Mehrschichtfolien um. Deren Recycling stellte bislang eine Herausforderung dar, da sie sich nur sehr kompliziert und nicht ohne Rückstände wiederverwerten lassen. Das Unternehmen hat nun eine Lösung für den Closed-Loop-Ansatz entwickelt, bei dem Mehrschichtfolienproduktionsabfälle zu 100 % wiederaufbereitet und in einem geschlossenen Kreislauf zurück in den Produktionsprozess eingespeist werden können. Für ein konkretes Projekt wird das Unternehmen eine Recyclinganlage einschließlich Schüttguthandling, Dosierern sowie als Herzstück der Anlage einen Doppelschneckenextruder liefern. Die Mehrschichtfolienabfälle, die während des Produktionsprozesses entstehen, werden in einem ersten Schritt zerkleinert, bevor sie über eine pneumatische Förderung und die hochgenauen Dosierungen von Coperion K-Tron in den»zsk«-extruder eingeführt werden. Dort wird das Material im gleichsinnig drehenden Doppelschneckenextruder»ZSK Mc18«mit sehr hoher Intensität homogenisiert und entgast. Im Extruder sind die Dispergierung und die Entgasungsleistung dabei entscheidend, um eine konstant hohe Produktqualität zu erzielen. Nach der im Extruder erfolgten Homogenisierung wird beim Closed-Loop-Konzept Gneuß Kunststofftechnik GmbH Bad Oeynhausen Mönichhusen 42 Tel gneuss@gneuss.com BEKUM Maschinenfabriken GmbH D-12 7 Berlin Fon +49 (0)





, Elastomeren (ø16 mm)")
29 die Schmelze wieder dem Mehrschichtfolienproduktionsprozess zugeführt, wobei das rezyklierte Material der Folie ohne Qualitätsverlust beigemischt wird. Der Anteil des zugeführten Rezyklats benennt das Unternehmen dabei als sehr hoch und die Herstellung von Mehrschichtfolien erfolge somit ressourcenschonend, effizient und nachhaltig. ( Von Mensch zu Mensch Spritzgießautomaten Dr. Boy GmbH & Co. KG Neustadt-Fernthal Bisher lag das maximale Plastifiziervolumen der Spritzgießautomaten»Boy XS«mit einer Schließkraft von 100 kn und 0,77 m² Aufstellfläche sowie»boy XXS«mit 63 kn Schließkraft und 0,89 m² Aufstellungsfläche bei 10,2 cm³. Dieses wurde aktuell auf ein serienmäßiges maximales Hubvolumen von 15,3 cm³ erhöht. Erreicht wurde die Volumenerhöhung durch einen verlängerten Schneckenhub beim Schneckendurchmesser von 18 mm und einer um 25 % erhöhten Einspritzkraft. Somit bieten die beiden kompakten Spritzgießmaschinen eine größere Bandbreite bei den Einspritzvolumina. Sie verwenden zudem nicht die bei dieser Maschinengröße übliche Kolbenplastifizierung, sondern setzen auf eine Schneckenplastifizierung von 8 bis 18 mm nach dem First-in-first-out-Prinzip. Dabei stehen maximale, spezifische Spritzdrücke bis zu 3128 bar zur Verfügung. Die bewährte Konstruktion ist laut Hersteller auf die industriellen Anforderungen des Mikrospritzgusses zugeschnitten. Im Sinne einer größtmöglichen Ressourcenschonung forciert das Unternehmen eine vorzugsweise angusslose Teileproduktion auf kostengünstigen Ein-Kavitäten-Werkzeugen. Aufgrund der Vielfältigkeit der Plastifiziereinheiten soll es auch möglich sein, neben den gängigen Kunststoffen wie Thermoplast (ø8 bis 18 mm), Elastomeren (ø16 mm) sowie Silikon/LSR auch biobasierte Compounds zu verarbeiten. ( Wir sind für Sie da! Die kompakten Spritzgießautomaten für den Mikrospritzguss bieten jetzt ein erhöhtes Plastifiziervolumen (Bild: Dr. Boy). motan-colortronic gmbh - info@motan-colortronic.de

30 86 Kunststoffmaschinen und -anlagen Vollelektrische Spritzgießmaschinen Engel Austria GmbH 4311 Schwertberg/Österreich Die Firma Engel, Hersteller von Spritzgießmaschinen, präsentiert eine neue Generation der vollelektrischen»e-mac«-spritzgießmaschinenbaureihe. Laut Hersteller kombiniert die neue Reihe hohe Leistung und Energieeffizienz mit einem besonders kompakten Maschinendesign. Durch eine optimierte Kniehebelgeometrie baut das zur Markteinführung vorgestellte Modell»e-mac 265/180«um 450 mm kürzer als die bisherige 180-t-Ausführung, ohne dass der Öffnungshub verkleinert wurde. Sämtliche Bewegungen werden von servoelektrischen Antrieben ausgeführt, auch die Düsenbewegung und das Auswerfen. Damit erreicht die Maschine einen sehr hohen Gesamtwirkungsgrad. Bei Bedarf lässt sich ein Servohydraulikaggregat ohne zusätzlichen Platzbedarf in den Maschinenrahmen integrieren. Das Spritzaggregat wurde im Hinblick auf eine noch höhere Dynamik von Grund auf neu entwickelt. Es steht in drei Leistungsklassen zur Verfügung, wodurch sich die Maschine genau an die jeweiligen Anforderungen anpassen lässt, um die jeweils bestmögliche Gesamteffizienz zu erzielen. Die erste Anwendung für die neue Spritzgießmaschine ist die Herstellung von Pipettenspitzen aus Polypropylen in einem 64-fach-Präzisionswerkzeug von Tanner aus Feuerthalen in der Schweiz. Die Qualität von Pipettenspitzen hängt maßgeblich von der Präzision des Einspritzvorgangs ab. Zugleich erfordern die langen Kerne im Werkzeug absolut präzise Bewegungen der Werkzeugaufspannplatten beim Öffnen und Schließen. Vollelektrische Spritzgießmaschinen finden in diesem Anwendungssegment deshalb bevorzugt Einsatz. Als Zykluszeit gibt der Maschinenhersteller sechs Sekunden an, was genau dem Bereich entspreche, in dem die Maschinen ihre Stärken ausspielen können. Für Präzisionsanwendungen mit Zykluszeiten oberhalb von vier Sekunden nennt der Hersteller die neue, vollelektrische Spritzgießmaschine als oftmals wirtschaftlichste Lösung für Anwendungen in der Medizintechnik sowie in den Bereichen Verpackung, Teletronics und technischer Spritzguss. Die Pipettenproduktion läuft mit angebundener Automatisierung. Ein»viper Die kompakten, vollelektrischen Spritzgießmaschinen sind mit besonders leistungsstarken Servomotoren ausgerüstet (Bild: Engel Austria). 20«-Linearroboter entnimmt die jeweils 64 Pipettenspitzen aus dem Werkzeug und übergibt diese an die integrierte»compact cell«für die kavitätensortierte Ablage. Diese Automatisierungszelle lässt sich individuell auslegen und umschließt alle Automatisierungskomponenten sowie Downstream-Prozesseinheiten wie Qualitätskontrolle, Trayserver oder Boxenwechsler. Laut Hersteller ist die Automatisierungszelle schmaler als eine übliche Schutzumwehrung. Ihr standardisierter Aufbau ermöglicht bei einem Produktwechsel ein schnelles Umrüsten der Anlage. Auf Wunsch liefert der Maschinenhersteller auch auf die Anwendung exakt zugeschnittene Produktionszellen, die neben Spritzgießmaschine und Automatisierung z. B. auch Lösungen für die Digitalisierung und Vernetzung umfassen. ( Weitere Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik und im Forum. FDM GmbH Troisdorf Informationen finden Sie innerhalb der Fachbeiträge in Rubrik 6. Felder Group 6060 Hall in Tirol/Österreich Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. Extruder-Retrofit für Rezyklate Gneuß Kunststofftechnik GmbH Bad Oeynhausen Abfallreduzierung, Kunststoffvermeidung und Recycling nehmen einen immer höheren Stellenwert ein. Aufgrund gesetzlicher Vorgaben und dem Druck der Öffentlichkeit sehen sich Hersteller vor wachsende Herausforderungen gestellt. Produktionsprozesse, die vorher nur auf die Verarbeitung von Neuware ausgelegt waren und damit unter bekannten Bedingungen gleichbleibend hohe Qualitäten erzielten, werden nun bei höherer Recyclingquote durch Verschmutzungen und stark schwankenden Materialqualitäten gestört oder unterbrochen. Für die Verarbeitung von Recyclingware ist eine Investition in neue Produktionsanlagen jedoch nicht zwingend notwendig. Das Unternehmen Gneuß ist auf das Recycling von Kunststoffen spezialisiert und bietet hier neue Technologien und Systemlösungen für ein Anlagen-Retrofit an. Mit dem Austausch einzelner Schlüsselkomponenten innerhalb der Extrusionsstrecke werden laut Unternehmen entscheidende Stellschrauben geliefert, die eine vorhandene Anlage fit für den Recyclingkreislauf machen. Im Mittelpunkt steht hierbei die Reinigung der Kunststoffschmelzen.»Rotary«-Schmelzefilter sorgen dabei für eine effektive und ökonomische Filtration der Kunststoffschmelze. Mit der speziell entwickelten Siebschei- Polier- + Biegemaschinen Am Giener Nieder-Olm Tel.: +49 (0) Fax info@reibu.de pmh gmbh D Hennef Maschinen für die Kunststoffextrusion & Extruder für Kleinprofile/Filament Mobil: pmh.gmbh@t-online.de web:



 Das Multischneckenelement vergrößert die für die Entgasung zur Verfügung stehende Schmelzeoberfläche (Bild: Gneuß).")
31 Kunststoffmaschinen und -anlagen 87 bentechnologie eignen sich die Schmelzefilter für die Rezyklatverarbeitung besonders, da sie kontinuierlich, druckkonstant und vollautomatisch arbeiten. Aufgrund der ringförmigen Siebanordnung findet ein Siebwechsel ohne Störungen oder Unterbrechungen des Produktionsprozesses statt.»mrs«-extruder sorgen für eine Hochleistungsentgasung und Dekontamination der Kunststoffschmelze für den direkten Lebensmittelkontakt. Die Konstruktion des Multischneckenelements des Extruders vergrößert laut Hersteller die für die Entgasung zur Verfügung stehende Schmelzeoberfläche um ein Vielfaches gegenüber herkömmlichen Extrusionssystemen und benötigt hierfür in der Regel nur ein einfaches Vakuum von 25 bis 30 mbar. Die»MRS«-Recyclingtechnologie ist modular aufgebaut und lässt sich laut Hersteller einfach in bestehende Produktionsanlagen integrieren. Mit dem Austausch einzelner Komponenten oder der Integration der kompletten Prozesseinheit können bestehende Produktionsprozesse fit für den Recyclingkreislauf gemacht werden. ( Das Multischneckenelement vergrößert die für die Entgasung zur Verfügung stehende Schmelzeoberfläche (Bild: Gneuß). Förderanlagen Werner Koch Maschinentechnik GmbH Ispringen Das niederländische Unternehmen Tacx setzte beim Neubau auf die Kompetenz von Koch-Technik. Der Peripheriespezialist realisierte den Einbau der kompletten zentralen Förderanlage vom Silo bis hin zur Kunststoffverarbeitungsmaschine. Dabei kam auch die neue, energieeffiziente Trockneranlage des Typs»Ekon«zum Einsatz, die die Vorteile der zwei bestehenden und bewährten Trockner»CKT«und»EKO«vereint. Die Materialverteilung übernimmt das speziell entwickelte und am Markt erfolgreiche Materialverteilsystem»Navigator«, das die Verarbeitungsmaschinen vollautomatisch und schnell mit verschiedenen Materialien versorgt. ( Bild auf nächster Seite. Weitere Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. COMPEO LIQUID INJECTION MOLDING FULL SYSTEM SUPPLIER Die neue Compounder-Generation von BUSS. Incredibly different. PART PRODUCTION FULLY AUTOMATED LSR & MULTI COMPONENT MOLDS TURN KEY SOLUTIONS VALVE GATE COLD RUNNER DECKS LSR DOSING SYSTEMS Brandneu! Unglaublich effi zient. Unglaublich vielseitig. Unglaublich fl exibel. COMPEO vereint die Leistungsfähigkeit und Robustheit seiner Vorgänger in einer einzigen, modularen Baureihe entwickelt für sämtliche Anwendungs- und Temperaturbereiche. Mit einem Prozessfenster, das seinesgleichen sucht. Sie wollen mehr über die zukunftsweisenden Leistungsmerkmale der COMPEO Compounder wissen? Dann besuchen Sie uns auf und erfahren Sie mehr.

 Fitnessgerätehersteller Tacx setzt auf einen neuen Trockner mit 16 Trocknungsbehältern (Bild: Koch Maschinentechnik).")
32 88 Kunststoffmaschinen und -anlagen ausgetragen. So wird laut Hersteller die gravimetrische Zudosierung mit einer Genauigkeit von 99,8 % sichergestellt. Damit werden Dosierschwankungen ausgeschlossen, die sich beispielsweise bei sehr fluffiger Eingangsware wie der Folien- oder Faserfraktion ergaben. Nun lassen sich alle Post- Consumer-Fraktionen aus LDPE, HDPE, PP oder PS zu einem hochwertigen Recompound aufbereiten, das sowohl in Spritzguss- als auch Extrusionsanwendungen als Neuwaresubstitut verwendet werden kann. ( Fitnessgerätehersteller Tacx setzt auf einen neuen Trockner mit 16 Trocknungsbehältern (Bild: Koch Maschinentechnik). Recompoundieranlagen KraussMaffei Extrusion GmbH Hannover Hohe Recompoundqualitäten bei hohen Durchsatzleistungen von mehreren Tonnen pro Stunde dafür steht die»edelweiss- Compounding«-Technologie von Krauss- Maffei. Das bereits bekannte Verfahren wurde jetzt nochmals optimiert und erweitert. Als Besonderheiten nennt das Unternehmen dabei die neue Cutter-Compactor- Einheit zur Vorbehandlung jeglicher Post- Consumer-Reststoffe sowie die zweistufige Extrusionseinheit aus zwei hintereinander geschalteten Zweischneckenextrudern für die Schritte Schmelzeaufbereitung und Compoundierung. Eine Anlage im Industriemaßstab ist am Standort Hannover im hauseigenen Technikum aufgebaut. Sie besteht aus zwei Zweischneckenextrudern»ZE 65 Blue Power«und erreicht eine Maximalleistung von rund 2000 kg/h. Die Vorteile von zwei Zweischneckenextrudern sind hohe Entgasungsleistungen, Geruchsentfernung, bestmögliche dispersive und dispergierende Mischwirkung sowie schonende Schmelzebehandlung. In Stufe 1 übernimmt der Zweischneckenextruder zunächst die Aufgabe, die mit bis zu 10 % Feuchtigkeit ankommende Eingangsware zu entgasen. Gleichzeitig erfolgt hierdurch die Entfernung von anhaftenden Geruchsstoffen, was gerade bei Post-Consumer- Ware sehr wichtig ist. Mithilfe der Schleppmittelentgasung mit Wasser, Stickstoff oder auch Kohlendioxid lässt sich eine Geruchsminimierung erzielen. Zudem sorgt der Zweischneckenextruder in der ersten Stufe dafür, dass die teilweise schwankende Eingangsware homogenisiert wird. Im zweiten Zweischneckenextruder, in den die Schmelze über eine Schmelzeleitung gelangt, liegt in Stufe 2 der Fokus auf der Compoundierung. Dazu sind die Extruder mit allen Zusatzaggregaten zur Dosierung von Granulat, Pulver, Fasern und Flüssigkeiten ausgestattet. Die Cutter-Compactor- Einheit, die der Maschinenhersteller zum ersten Mal aus dem eigenen Portfolio anbietet, wird offline betrieben und das erzeugte Agglomerat auf eine Bandwaage Die Recompoundieranlage mit zwei Zweischneckenextrudern ist für eine Leistung von rund 2000 kg/h ausgelegt (Bild: KraussMaffei Extrusion). motan-colortronic gmbh Friedrichsdorf Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik sowie im Forum. Labormischer MTI Mischtechnik International GmbH Detmold Als Universaltalente eignen sich die Labormischer mit heiz- und kühlbaren Behältern von MTI Mischtechnik für die gesamte Breite der Schüttgutaufbereitung einschließlich der Herstellung von Versuchsmischungen und Kleinproduktionen in Labor und Technikum. Dabei reicht das Einsatzspektrum von Masterbatchen und Compounds für die Kunststoff- und Kautschukindustrie einschließlich der Herstellung von Naturfaser-Compounds bis zu Anwendungen in der chemischen und der Automobil-Zulieferindustrie. Die Reihe der Labormischer von MTI umfasst Vertikal- Schnellmischer Typ»M«(Nutzvolumen bis 28 l), Heiz-/Kühlmischer-Kombinationen der Baureihe»M/KMV«(bis zu 51 l nutzbares Kühlmischervolumen) sowie»uni-tec«- Vertikal-Universalmischer des Typs»UT«(bis zu 51 l Nutzvolumen). Sie erschließen im kleinen Maßstab die gesamte Breite der auch in der industriellen Produktion üblichen Anwendungen, vom Homogenisieren über das Friktionsmischen, Coaten, Agglomerieren und Granulieren bis zum Trocknen. Allen Labormischern des Herstellers gemeinsam sind ihr Plug-&-Play-Layout für sofortige Einsetzbarkeit, das komfortable Handling, die einfache Reinigung als Voraussetzung für schnelle Rezepturumstellungen sowie die gute Restentleerung für größtmögliche Produktausbeute. Je nach Anwendung und für die sichere Auslegung von Produktionsprozessen besteht die Möglichkeit der Erweiterung um diverse Zusatzaggregate wie Flüssigkeitszugabelanze, Messerkopf oder die neu entwickelten Aspirationen. In seinem R&D-Center in Detmold gibt der Hersteller seinen Kunden die Möglichkeit, nach ihren Anforderungen ausgestattete Labormischer zu testen. Die mitge-
.")

 Barriere-Förderschnecken Nordson Xaloy Europe GmbH 74172 Neckarsulm Eine neue, von der Nordson Corporation konstruierte Xaloy-Schnecke beendete eine lange Reihe von Problemen an einer Rohr-")
33 Kunststoffmaschinen und -anlagen 89 Der Labormischer ist für den universellen Einsatz im betriebseigenen R&D- Center optimiert (Bild: MTI Mischtechnik). Die Xaloy-Schnecke sorgt für ein gleichmäßiges Schmelzen und erhöht den Durchsatz der Extrusionslinie (Bild: Nordson Xaloy Europe). lieferte Elektronik erfasst in der manuellen ebenso wie in der vollautomatischen Betriebsweise alle gewünschten Messwerte für die sichere Archivierung auf lokalen und cloudbasierten Medien sowie die begleitende oder nachträgliche Analyse, auch auf mobilen Endgeräten. Eine Vielzahl von speicherbaren Mischprogrammen gibt die Möglichkeit, Prozesse jederzeit zuverlässig und reproduzierbar zu wiederholen. ( Barriere-Förderschnecken Nordson Xaloy Europe GmbH Neckarsulm Eine neue, von der Nordson Corporation konstruierte Xaloy-Schnecke beendete eine lange Reihe von Problemen an einer Rohr- Extrusionslinie, wo zuvor zahlreiche andere Lösungsversuche gescheitert waren. An der von Polyethylene Technology Inc. betriebenen Extrusionslinie zur Herstellung unterschiedlicher Rohre gab es immer wieder Fluktuationen im Durchsatz aufgrund von Pendeln, und für dickwandige HDPE-Rohre ständige Abweichungen von der Zielwandstärke von 2,46 mm. Ein weiteres Problem an der Extrusionslinie war das schlechte Mischen des schwarzen Farbstoffes, dessen notwendige Beimischung 2 % betrug. Polyethylene Technology wandte sich innerhalb weniger Monate nach Erhalt einer Schnecke von einem anderen Lieferanten an Nordson. Das Unternehmen empfahl die Barriereschnecke»Xaloy Efficient«mit einem»nano«-mischer im Meteringabschnitt. Durch das Verhindern einer vorzeitigen Auflösung der Festbestandteile und einer Erhöhung der Schmelzraten verbesserte sich die Mischwirkung mit der neuen Schnecke und erhöhte sich der Durchsatz in der Extrusionslinie. Der Mischer bietet ein intensives Dispersionsmischen von Farbstoffen. Die Xaloy-Schnecke löste nicht nur das Problem mit Pendeln, sondern sorgte auch für ein gleichmäßiges Schmelzen und erhöhte letztendlich den Durchsatz der Extrusionslinie. Seitdem diese Schnecke verwendet wird, hat sich die Soll- Durchsatzrate um 12 % erhöht. ( Otto Mayer Maschinenfabrik GmbH Lombach Informationen finden Sie innerhalb der Fachbeiträge in dieser Rubrik. Innovative Produktionssysteme mit integrierter Dosiertechnik RAMPF Production Systems ist Ihr Partner für Lösungen rund um das > Dichten, Vergießen, Kleben, Automatisieren RAMPF Production Systems production.systems@rampf-group.com 3
Variotherme Temperierung bringt hohe Bauteilqualität und optimale Zykluszeit zusammen
 Sonderdruck aus der Fachzeitschrift Kunststoffe 6/2016 Gewusst wann und wie Variotherme Temperierung bringt hohe Bauteilqualität und optimale Zykluszeit zusammen HB-THERM AG 9006 St. Gallen, Switzerland
Sonderdruck aus der Fachzeitschrift Kunststoffe 6/2016 Gewusst wann und wie Variotherme Temperierung bringt hohe Bauteilqualität und optimale Zykluszeit zusammen HB-THERM AG 9006 St. Gallen, Switzerland
Variotherme Flüssig Temperierung. Stir 3 Scholz Technik in Radeberg e.kfm. Referat: Holger Scholz
 Variotherme Flüssig Temperierung Stir 3 Scholz Technik in Radeberg e.kfm. Referat: Holger Scholz 1 Teilemanagement Temperiertechnik Förderbänder Separierung Teilepufferung Automation Temperiergeräte aktiv
Variotherme Flüssig Temperierung Stir 3 Scholz Technik in Radeberg e.kfm. Referat: Holger Scholz 1 Teilemanagement Temperiertechnik Förderbänder Separierung Teilepufferung Automation Temperiergeräte aktiv
... successful composite solutions
 ... successful composite solutions Unternehmensportrait Seit mehr als 0 Jahren fertigen engagierte Mitarbeiter komplexe faserverstärkte Kunststoffformteile in den Technologien Heißpressen und Spritzgießen.
... successful composite solutions Unternehmensportrait Seit mehr als 0 Jahren fertigen engagierte Mitarbeiter komplexe faserverstärkte Kunststoffformteile in den Technologien Heißpressen und Spritzgießen.
Teure Nacharbeit muss nicht sein
 Dr. Sabine Philipp Tel.: +49 (6 21) 60-4 33 48 Fax: +49 (6 21) 60-4 94 97 E-Mail: Sabine.Philipp@basf-ag.de Fachpressekonferenz K 2004 am 22. und 23. Juni 2004 in Ludwigshafen Teure Nacharbeit muss nicht
Dr. Sabine Philipp Tel.: +49 (6 21) 60-4 33 48 Fax: +49 (6 21) 60-4 94 97 E-Mail: Sabine.Philipp@basf-ag.de Fachpressekonferenz K 2004 am 22. und 23. Juni 2004 in Ludwigshafen Teure Nacharbeit muss nicht
Kunststofftechnik. Perfekt in Form.
 Kunststofftechnik Perfekt in Form. Ob gepresst oder gespritzt die WACA-Kunststoffwarenfabrik bietet beide Verfahren der Kunststoffverarbeitung und dadurch seinen Kunden mitunter die bessere Alternative.
Kunststofftechnik Perfekt in Form. Ob gepresst oder gespritzt die WACA-Kunststoffwarenfabrik bietet beide Verfahren der Kunststoffverarbeitung und dadurch seinen Kunden mitunter die bessere Alternative.
SPALEK Beschlagtechnik GmbH + Co. KG STANZEN BIEGEN LASERN FRÄSEN METALLTEILE KUNSTSTOFFTEILE BAUGRUPPEN
 SPALEK Beschlagtechnik GmbH + Co. KG STANZEN BIEGEN LASERN FRÄSEN METALLTEILE KUNSTSTOFFTEILE BAUGRUPPEN Jährlich über 300 individuelle Maschinenwerkzeuge www.beschlagtechnik.de DAS UNTERNEHMEN SPALEK
SPALEK Beschlagtechnik GmbH + Co. KG STANZEN BIEGEN LASERN FRÄSEN METALLTEILE KUNSTSTOFFTEILE BAUGRUPPEN Jährlich über 300 individuelle Maschinenwerkzeuge www.beschlagtechnik.de DAS UNTERNEHMEN SPALEK
Designerrahmen mit hochwertiger Oberfläche Gemeinsames Projekt von Sanit und WITTMANN BATTENFELD ein voller Erfolg
 April 2011, Kottingbrunn/Österreich ANWENDERBERICHT WITTMANN BATTENFELD und SANIT Designerrahmen mit hochwertiger Oberfläche Gemeinsames Projekt von Sanit und WITTMANN BATTENFELD ein voller Erfolg Auf
April 2011, Kottingbrunn/Österreich ANWENDERBERICHT WITTMANN BATTENFELD und SANIT Designerrahmen mit hochwertiger Oberfläche Gemeinsames Projekt von Sanit und WITTMANN BATTENFELD ein voller Erfolg Auf
Leichtbauteile spritzgießen. Technologie-Highlights und innovative Anwendungen
 Leichtbauteile spritzgießen www.arburg.com Technologie-Highlights und innovative Anwendungen Leichtbauteile spritzgießen Was ist das? Reduktion des Teilegewichts Kombination neuer Werkstoffe Verbesserte
Leichtbauteile spritzgießen www.arburg.com Technologie-Highlights und innovative Anwendungen Leichtbauteile spritzgießen Was ist das? Reduktion des Teilegewichts Kombination neuer Werkstoffe Verbesserte
Kunststoff-Konstruktionsteile
 Kunststoff-Konstruktionsteile 2 Kunststoff-Konstruktionsteile vom Spezialisten! Komplexe Aufgaben präzise Ergebnisse! Sie liefern die Idee - wir die fertige Konstruktion Wir sind Ihr Partner für hochwertige
Kunststoff-Konstruktionsteile 2 Kunststoff-Konstruktionsteile vom Spezialisten! Komplexe Aufgaben präzise Ergebnisse! Sie liefern die Idee - wir die fertige Konstruktion Wir sind Ihr Partner für hochwertige
Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen
 Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen Generative Fertigungsverfahren bei der MonaLab GmbH UNTERNEHMENSPROFIL MonaLab
Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen Generative Fertigungsverfahren bei der MonaLab GmbH UNTERNEHMENSPROFIL MonaLab
Perfektion im Rechten Licht. Präziser Werkzeug- und Formenbau auf höchstem Niveau. A Diehl and Thales company
 Perfektion im Rechten Licht Präziser Werkzeug- und Formenbau auf höchstem Niveau A Diehl and Thales company Über uns Präzision für höchste Ansprüche Wir haben Erfahrung. Wir sind innovativ. Wir bieten
Perfektion im Rechten Licht Präziser Werkzeug- und Formenbau auf höchstem Niveau A Diehl and Thales company Über uns Präzision für höchste Ansprüche Wir haben Erfahrung. Wir sind innovativ. Wir bieten
CASTING PRODUCTS GERMAN ENGINEERING DEUTSCH
 CASTING PRODUCTS GERMAN ENGINEERING DEUTSCH GEMEINSAM ZUM ERFOLG MIT SICHERHEIT Ihr Partner für maßgeschneiderte Lösungen Mit Dörrenberg setzen Sie auf über 150 Jahre Kompetenz eines weltweit agierenden
CASTING PRODUCTS GERMAN ENGINEERING DEUTSCH GEMEINSAM ZUM ERFOLG MIT SICHERHEIT Ihr Partner für maßgeschneiderte Lösungen Mit Dörrenberg setzen Sie auf über 150 Jahre Kompetenz eines weltweit agierenden
FLEXIBLE BLISTERGURT SYSTEME
 FLEXIBLE BLISTERGURT SYSTEME BLISTER GURTE SPULEN ABDECK BAND an: Sprechen Sie uns 90 TEL +49 (0) 9321 30 e MAIL info@rothe.d Blistergurte Verpacken mit System ist einer der ersten europäischen Hersteller
FLEXIBLE BLISTERGURT SYSTEME BLISTER GURTE SPULEN ABDECK BAND an: Sprechen Sie uns 90 TEL +49 (0) 9321 30 e MAIL info@rothe.d Blistergurte Verpacken mit System ist einer der ersten europäischen Hersteller
KUNSTSTOFF- ROHRLEITUNGSSYSTEME
 KUNSTSTOFF- ROHRLEITUNGSSYSTEME Akatherm FIP bietet Ihnen als kompetenter und zuverlässiger Partner qualitativ hochwertige Rohrleitungssysteme aus klebbaren und schweißbaren Kunststoffen. www.akatherm-fip.de
KUNSTSTOFF- ROHRLEITUNGSSYSTEME Akatherm FIP bietet Ihnen als kompetenter und zuverlässiger Partner qualitativ hochwertige Rohrleitungssysteme aus klebbaren und schweißbaren Kunststoffen. www.akatherm-fip.de
WIR UNTERSTÜTZEN SIE BEI IHRER PRODUKTENTWICKLUNG
 Produktion mit Spritzgussverfahren WIR UNTERSTÜTZEN SIE BEI IHRER PRODUKTENTWICKLUNG Über das Unternehmen Weland Plastic ist ein expansiver Volldienstleister im Bereich Thermoplaste und verfügt von der
Produktion mit Spritzgussverfahren WIR UNTERSTÜTZEN SIE BEI IHRER PRODUKTENTWICKLUNG Über das Unternehmen Weland Plastic ist ein expansiver Volldienstleister im Bereich Thermoplaste und verfügt von der
Kunststoff-Halbzeuge
 Kunststoff-Halbzeuge 2 Wir liefern, was Sie wünschen! Kunststoff-Halbzeuge vielfältig & vorrätig! Ihr Komplettanbieter: Entdecken Sie unser breites Leistungsspektrum Wir sind Ihr Komplettanbieter im Bereich
Kunststoff-Halbzeuge 2 Wir liefern, was Sie wünschen! Kunststoff-Halbzeuge vielfältig & vorrätig! Ihr Komplettanbieter: Entdecken Sie unser breites Leistungsspektrum Wir sind Ihr Komplettanbieter im Bereich
Wer wir sind. Wir freuen uns, auch für Sie tätig werden zu dürfen.
 Wer wir sind. Mit langjähriger Erfahrung und stetem Augenmerk auf höchste Qualität ist die Metallform Bamberg GmbH seit mehr als 30 Jahren der professionelle Partner für die präzise, maßgeschneiderte Fertigung
Wer wir sind. Mit langjähriger Erfahrung und stetem Augenmerk auf höchste Qualität ist die Metallform Bamberg GmbH seit mehr als 30 Jahren der professionelle Partner für die präzise, maßgeschneiderte Fertigung
WELCOME THE INNOVATIVE COMPOUNDER FOR TECHNICAL PLASTICS
 WELCOME THE INNOVATIVE COMPOUNDER FOR TECHNICAL PLASTICS WWW.WIPAG.DE 04 CARBON COMPOUNDS 08 W EITERE ANWENDUNGSBEREICHE 12 KONTAKT 06 ANWENDUNGSBEREICH AUTOMOBIL 10 ÜBER WIPAG HIGH-PERFORMANCE WILLKOM
WELCOME THE INNOVATIVE COMPOUNDER FOR TECHNICAL PLASTICS WWW.WIPAG.DE 04 CARBON COMPOUNDS 08 W EITERE ANWENDUNGSBEREICHE 12 KONTAKT 06 ANWENDUNGSBEREICH AUTOMOBIL 10 ÜBER WIPAG HIGH-PERFORMANCE WILLKOM
Materialdaten Richtwerte
 Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
Kunststoffe nach Maß. Halbzeuge, Fertigteile, Zuschnitte
 Kunststoffe nach Maß Halbzeuge, Fertigteile, Zuschnitte MATERIAL Die Alleskönner: Kunststoffe Sie sind heute in allen Bereichen des Alltags unverzichtbar. Kunststoffe können einfach alles. Heute stehen
Kunststoffe nach Maß Halbzeuge, Fertigteile, Zuschnitte MATERIAL Die Alleskönner: Kunststoffe Sie sind heute in allen Bereichen des Alltags unverzichtbar. Kunststoffe können einfach alles. Heute stehen
Leichtbau. Innovative Ideen mit ganzheitlichem Know-how realisieren.
 Leichtbau Innovative Ideen mit ganzheitlichem Know-how realisieren www.arburg.com Leichtbau Umdenken in Design und Entwicklung Materialauswahl Bauteildesign Funktionsintegration Know-how Entwicklung &
Leichtbau Innovative Ideen mit ganzheitlichem Know-how realisieren www.arburg.com Leichtbau Umdenken in Design und Entwicklung Materialauswahl Bauteildesign Funktionsintegration Know-how Entwicklung &
PNEUMATIK MECHATRONIK UMWELTTECHNIK.
 PNEUMATIK MECHATRONIK UMWELTTECHNIK www.bibus.de Wir freuen uns auf Sie! Sie stehen im Zentrum unseres Handelns. Mit Ihnen streben wir eine erfolgreiche und dauerhafte Partnerschaft an. Gerne stellen wir
PNEUMATIK MECHATRONIK UMWELTTECHNIK www.bibus.de Wir freuen uns auf Sie! Sie stehen im Zentrum unseres Handelns. Mit Ihnen streben wir eine erfolgreiche und dauerhafte Partnerschaft an. Gerne stellen wir
Piezopneumatische Stellungsreglermodule. die energieeffiziente Schnittstelle für intelligente Stellungsregler
 Piezopneumatische Stellungsreglermodule die energieeffiziente Schnittstelle für intelligente Stellungsregler Leistungsstark und einfach, einzigartig zuverlässig Piezotechnologie in der Pneumatik millionenfach
Piezopneumatische Stellungsreglermodule die energieeffiziente Schnittstelle für intelligente Stellungsregler Leistungsstark und einfach, einzigartig zuverlässig Piezotechnologie in der Pneumatik millionenfach
Fertigung nach Maß. Ein Unternehmen der EMKA Gruppe
 Fertigung nach Maß Ein Unternehmen der EMKA Gruppe ILS Fertigungsverfahren Aluminium-Druckguss Seiten 6-7 Zink-Druckguss Seiten 8-9 Zerspanungstechnik Seiten 10-11 Aluminium-Schmieden Seiten 12-13 Reibschweißen
Fertigung nach Maß Ein Unternehmen der EMKA Gruppe ILS Fertigungsverfahren Aluminium-Druckguss Seiten 6-7 Zink-Druckguss Seiten 8-9 Zerspanungstechnik Seiten 10-11 Aluminium-Schmieden Seiten 12-13 Reibschweißen
IMMER AN DER FRISCHEN LUFT
 IMMER AN DER FRISCHEN LUFT WIR SORGEN FÜR EIN GUTES KLIMA LÜFTUNGSSYSTEME VON DEN PROFIS Jochem Schulte Geschäftsführung Mit den hocheffizienten, komfortablen aero-systemen möchten wir Ihre Räume mit frischer
IMMER AN DER FRISCHEN LUFT WIR SORGEN FÜR EIN GUTES KLIMA LÜFTUNGSSYSTEME VON DEN PROFIS Jochem Schulte Geschäftsführung Mit den hocheffizienten, komfortablen aero-systemen möchten wir Ihre Räume mit frischer
Das Z-System. Partielle dynamische Temperierung im Spritzgussprozess
 Das Z-System Partielle dynamische Temperierung im Spritzgussprozess Warum dynamisch temperieren? Dynamische Werkzeugtemperierung Abformung von Mikrostrukturen Technische Möglichkeiten Herstellung von Mikrobauteilen
Das Z-System Partielle dynamische Temperierung im Spritzgussprozess Warum dynamisch temperieren? Dynamische Werkzeugtemperierung Abformung von Mikrostrukturen Technische Möglichkeiten Herstellung von Mikrobauteilen
KUNSTSTOFF-ROTATIONSSINTERN
 KUNSTSTOFF-ROTATIONSSINTERN Als Technologieführer mit der Kernkompetenz im Kunststoff-Rotationssintern produzieren wir innovative Lösungen mit Mehrwert. Nutzen Sie unsere Möglichkeiten für mehr Produktivität,
KUNSTSTOFF-ROTATIONSSINTERN Als Technologieführer mit der Kernkompetenz im Kunststoff-Rotationssintern produzieren wir innovative Lösungen mit Mehrwert. Nutzen Sie unsere Möglichkeiten für mehr Produktivität,
Pressemitteilung. Anwendungsbericht. High-Speed-Entnahme und Qualitätskontrolle von Dünnwandspritzgußteilen. Donaueschingen, den
 Donaueschingen, den 26.01.2017 Autor: Raiffeisenstraße 2 Heiko Röhrig, Leiter Vertrieb und Marketing 0771/1859080-27 h.roehrig@egsgmbh.de High-Speed-Entnahme und Qualitätskontrolle von Dünnwandspritzgußteilen
Donaueschingen, den 26.01.2017 Autor: Raiffeisenstraße 2 Heiko Röhrig, Leiter Vertrieb und Marketing 0771/1859080-27 h.roehrig@egsgmbh.de High-Speed-Entnahme und Qualitätskontrolle von Dünnwandspritzgußteilen
METALL IN HOCHFORM. Wir sind stolz, für namhafte nationale und internationale
 METALL IN HOCHFORM METALL IN HOCHFORM KNOW-HOW FÜR KUNDEN Metall ist unser Material, seine Bearbeitung unser Metier. Seit 1960 bringt unser Familienunternehmen Metall in Hochform. Mit Präzision und Kompetenz,
METALL IN HOCHFORM METALL IN HOCHFORM KNOW-HOW FÜR KUNDEN Metall ist unser Material, seine Bearbeitung unser Metier. Seit 1960 bringt unser Familienunternehmen Metall in Hochform. Mit Präzision und Kompetenz,
Gummi trifft Kunststoff. sudhoff technik
 Entwicklung Werkzeugbau Qualität Logistik Gummi trifft Kunststoff 360 0 Service Prototyping Freie Auswahl in allen Wertschöpfungsstufen Beratung Lösungen entwickeln Durch unsere Unabhängigkeit bei der
Entwicklung Werkzeugbau Qualität Logistik Gummi trifft Kunststoff 360 0 Service Prototyping Freie Auswahl in allen Wertschöpfungsstufen Beratung Lösungen entwickeln Durch unsere Unabhängigkeit bei der
MASCHINENBAU. Individuelle Lösungen mit High-Tech-Kunststoffen DRUCKINDUSTRIE FÖRDERTECHNIK BAUINDUSTRIE. PLEIGER Kunststoff AUFBEREITUNGSTECHNIK
 Individuelle Lösungen mit High-Tech-Kunststoffen DRUCKINDUSTRIE BAUINDUSTRIE AUFBEREITUNGSTECHNIK HOLZ- UND PAPIERINDUSTRIE MASCHINENBAU PLEIGER Kunststoff _gegossen _geschäumt _gepresst _spritzgegossen
Individuelle Lösungen mit High-Tech-Kunststoffen DRUCKINDUSTRIE BAUINDUSTRIE AUFBEREITUNGSTECHNIK HOLZ- UND PAPIERINDUSTRIE MASCHINENBAU PLEIGER Kunststoff _gegossen _geschäumt _gepresst _spritzgegossen
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
The World of Additive Manufacturing. Frech Laser Melting. Prototypenbau. Kleinserien. Konturnahe Temperierung für Gießformen
 The World of Additive Manufacturing Frech Laser Melting Prototypenbau Kleinserien Konturnahe Temperierung für Gießformen Eine Lösung viele Vorteile: unsere Frech Laser Melting-Technik Wer bei Oskar Frech
The World of Additive Manufacturing Frech Laser Melting Prototypenbau Kleinserien Konturnahe Temperierung für Gießformen Eine Lösung viele Vorteile: unsere Frech Laser Melting-Technik Wer bei Oskar Frech
PERFEKTE GIESSTECHNIK MESSING ALU CUPHIN
 PERFEKTE GIESSTECHNIK MESSING ALU CUPHIN UNTERNEHMEN Wir, das Unternehmen Walter Wagener, entwickeln seit 1954 innovative Produktlösungen im Kokillenguss. Heute gehören wir zu den wenigen Spezialisten,
PERFEKTE GIESSTECHNIK MESSING ALU CUPHIN UNTERNEHMEN Wir, das Unternehmen Walter Wagener, entwickeln seit 1954 innovative Produktlösungen im Kokillenguss. Heute gehören wir zu den wenigen Spezialisten,
Das SKP-Team Das sind Wir
 Herzlich Willkommen Das SKP-Team Das sind Wir Rolf Storz Michael Waibel Oliver Wanner Markus Kumpf Anita Engesser Storz Melanie Linnert Petra Maier Storz Kunststoffperipherie GmbH Jägerweg 3-78166 Donaueschingen
Herzlich Willkommen Das SKP-Team Das sind Wir Rolf Storz Michael Waibel Oliver Wanner Markus Kumpf Anita Engesser Storz Melanie Linnert Petra Maier Storz Kunststoffperipherie GmbH Jägerweg 3-78166 Donaueschingen
Aluminium in Bestform
 Aluminium in Bestform Die Experten für Aluminium CNC-Fräsen, Drehen und Bohren Wenn es um die CNC-Zerspanung von Bauteilen aus Aluminium geht, ist me-tec seit über 25 Jahren Ihr kompetenter Partner. Bei
Aluminium in Bestform Die Experten für Aluminium CNC-Fräsen, Drehen und Bohren Wenn es um die CNC-Zerspanung von Bauteilen aus Aluminium geht, ist me-tec seit über 25 Jahren Ihr kompetenter Partner. Bei
Siemens AG Einführung. 1/2 Answers for Industry.1. 1/4 Niederspannungs-Schalttechnik. Die Basis für fortschrittliche Lösungen.
 Einführung Siemens AG 2008 1/2 Answers for Industry.1 1/4 Niederspannungs-Schalttechnik. Die Basis für fortschrittliche Lösungen. Siemens LV 1 2009 1/2 Siemens LV 1 2009 Answers for Industry. Siemens Industry
Einführung Siemens AG 2008 1/2 Answers for Industry.1 1/4 Niederspannungs-Schalttechnik. Die Basis für fortschrittliche Lösungen. Siemens LV 1 2009 1/2 Siemens LV 1 2009 Answers for Industry. Siemens Industry
Konzept zur Klimatisierung einer Produktionshalle. Limón Case Study Designprodukte für die Kosmetikindustrie Seidel GmbH & Co. KG
 Konzept zur Klimatisierung einer Produktionshalle Limón GmbH 13.06.2016 1 Unternehmen Standort Branche Seidel GmbH & Co. KG Fronhausen, Deutschland Kosmetikindustrie Produkte Designprodukte aus Aluminium
Konzept zur Klimatisierung einer Produktionshalle Limón GmbH 13.06.2016 1 Unternehmen Standort Branche Seidel GmbH & Co. KG Fronhausen, Deutschland Kosmetikindustrie Produkte Designprodukte aus Aluminium
DIENSTLEISTUNGSÜBERSICHT
 DIENSTLEISTUNGSÜBERSICHT LASERGENERIEREN KURZFASSUNG LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet:
DIENSTLEISTUNGSÜBERSICHT LASERGENERIEREN KURZFASSUNG LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet:
PENTACON GMBH MEHR ALS DIE SUMME ALLER TEILE
 PENTACON GMBH PENTACON Ein Teil der Schneider Gruppe Los Angeles New York Hong Kong/ Shenzhen Vertrieb F&E Produktion 2 PENTACON Ein Teil der Schneider Gruppe Göttingen Dresden Bad Kreuznach Vertrieb F&E
PENTACON GMBH PENTACON Ein Teil der Schneider Gruppe Los Angeles New York Hong Kong/ Shenzhen Vertrieb F&E Produktion 2 PENTACON Ein Teil der Schneider Gruppe Göttingen Dresden Bad Kreuznach Vertrieb F&E
Blockheizkraftwerke. Strom und Wärme selbstgemacht
 Blockheizkraftwerke Strom und Wärme selbstgemacht Prinzip der Kraft-Wärme-Kopplung Effizient Energie produzieren und nutzen Es gibt viele Methoden, die Primärenergien Öl und Gas in Strom, Wärme und Kälte
Blockheizkraftwerke Strom und Wärme selbstgemacht Prinzip der Kraft-Wärme-Kopplung Effizient Energie produzieren und nutzen Es gibt viele Methoden, die Primärenergien Öl und Gas in Strom, Wärme und Kälte
Sie benötigen einen kompetenten Partner zur Lösung auch schwierigster Problemstellungen?
 Sie benötigen einen kompetenten Partner zur Lösung auch schwierigster Problemstellungen? Seit 2000 erfolgreich im Markt etabliert, liefert WiKa Ihnen Lösungen aller Aufgaben an die Erodiertechnik, bis
Sie benötigen einen kompetenten Partner zur Lösung auch schwierigster Problemstellungen? Seit 2000 erfolgreich im Markt etabliert, liefert WiKa Ihnen Lösungen aller Aufgaben an die Erodiertechnik, bis
Leichte Werkzeuge für leichte Teile: Wie im Schwarzwald Nickelformen entstehen, die dank geringerer Masse viel weniger Energie zum Aufheizen benötigen
 Lahr/Stuttgart, 27. November 2018 PRESSEMITTEILUNG ThinKing Dezember 2018 Leichte Werkzeuge für leichte Teile: Wie im Schwarzwald Nickelformen entstehen, die dank geringerer Masse viel weniger Energie
Lahr/Stuttgart, 27. November 2018 PRESSEMITTEILUNG ThinKing Dezember 2018 Leichte Werkzeuge für leichte Teile: Wie im Schwarzwald Nickelformen entstehen, die dank geringerer Masse viel weniger Energie
ALUMINIUM-ZAMAK DRUCKGUSS WERKZEUG- UND FORMENBAU
 GB-PARTS Als junger Trendsetter beliefern und produzieren wir in unseren verschiedenen automatisierten Produktionsstätten sowohl Klein- als auch Großserien und beliefern dabei kleine wie große Unternehmen.
GB-PARTS Als junger Trendsetter beliefern und produzieren wir in unseren verschiedenen automatisierten Produktionsstätten sowohl Klein- als auch Großserien und beliefern dabei kleine wie große Unternehmen.
M-Tech P L A Z A. Technischer Großhandel LIEFERPROGRAMM SILIKON- PLATTEN + SCHÄUME. Inh. Marius Plaza Bahnhofstr Mindelheim
 M-Tech P L A Z A Technischer Großhandel LIEFERPROGRAMM SILIKON- PLATTEN + SCHÄUME Inh. Marius Plaza Bahnhofstr. 49 Tel.: Fax: Mobil: e-mail: 08261/738188 08261/738189 0173/9102470 mplaza@t-online.de SILIKON-PLATTEN
M-Tech P L A Z A Technischer Großhandel LIEFERPROGRAMM SILIKON- PLATTEN + SCHÄUME Inh. Marius Plaza Bahnhofstr. 49 Tel.: Fax: Mobil: e-mail: 08261/738188 08261/738189 0173/9102470 mplaza@t-online.de SILIKON-PLATTEN
innovativ leicht gemacht
 innovativ leicht gemacht Ressourcenschonung Gewichtsreduzierung Treibstoffersparnis Der Ausgangspunkt: Die Quadratur des Kreises Gemeinsam mit unseren Kunden aus der Automobilindustrie stehen wir permanent
innovativ leicht gemacht Ressourcenschonung Gewichtsreduzierung Treibstoffersparnis Der Ausgangspunkt: Die Quadratur des Kreises Gemeinsam mit unseren Kunden aus der Automobilindustrie stehen wir permanent
Blister. Spule. Zwei-Komponenten. Spritzguss. Entwicklung. Kunststoff. Design. Verbundwerkstoffe. Die Firma Parnet ist seit vielen Jahren
 www.parnet.fr Spule Spritzguss Blister Zwei-Komponenten Kunststoff Verbundwerkstoffe Entwicklung Design Die Firma Parnet ist seit vielen Jahren als führender Hersteller von Spulen und Blistern bekannt.
www.parnet.fr Spule Spritzguss Blister Zwei-Komponenten Kunststoff Verbundwerkstoffe Entwicklung Design Die Firma Parnet ist seit vielen Jahren als führender Hersteller von Spulen und Blistern bekannt.
Presse-Information. Fertigungs-Kompetenz weiter ausgebaut. Stahlo Stahlservice GmbH & Co. KG
 Stahlo auf der EuroBLECH 2018 Vom 23. bis 26. Oktober in Hannover Halle 17, Stand E78 Stahlo erweitert Leistungsspektrum Fertigungs-Kompetenz weiter ausgebaut Um Kundenanforderungen künftig noch flexibler
Stahlo auf der EuroBLECH 2018 Vom 23. bis 26. Oktober in Hannover Halle 17, Stand E78 Stahlo erweitert Leistungsspektrum Fertigungs-Kompetenz weiter ausgebaut Um Kundenanforderungen künftig noch flexibler
Unter Spannung...für Ihre Sicherheit!
 Thermobimetalle Ihr Experte für Speziallegierungen In mehr als 500 Jahren hat sich das Auerhammer Metallwerk auf die industrielle Verarbeitung von Metall spezialisiert. Das Unternehmen befindet sich am
Thermobimetalle Ihr Experte für Speziallegierungen In mehr als 500 Jahren hat sich das Auerhammer Metallwerk auf die industrielle Verarbeitung von Metall spezialisiert. Das Unternehmen befindet sich am
METALLE SIND UNSERE WELT
 METALLE SIND UNSERE WELT DIE G.RAU GMBH & CO. KG IST EIN AUF DIE METALLVERAR- BEITUNG FOKUSSIERTES, WELTWEIT AGIERENDES ZULIEFER- UNTERNEHMEN, DAS WIE KAUM EIN ANDERES UNTERNEHMEN SEIT ÜBER 130 JAHREN
METALLE SIND UNSERE WELT DIE G.RAU GMBH & CO. KG IST EIN AUF DIE METALLVERAR- BEITUNG FOKUSSIERTES, WELTWEIT AGIERENDES ZULIEFER- UNTERNEHMEN, DAS WIE KAUM EIN ANDERES UNTERNEHMEN SEIT ÜBER 130 JAHREN
rapid-tooling Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11
 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11") Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
Ihr Anspruch. Unsere Kunststoff-Lösungen. »Damit jedes Bauteil den höchsten Grad an Funktion und Sicherheit gewährleistet.«
 »Damit jedes Bauteil den höchsten Grad an Funktion und Sicherheit gewährleistet.«ihr Anspruch. Unsere Kunststoff-Lösungen. Top-Qualität durch Innovationskraft und Umsetzungskompetenz. KUNSTSTOFF MIT CHARAKTER»Innovationskraft
»Damit jedes Bauteil den höchsten Grad an Funktion und Sicherheit gewährleistet.«ihr Anspruch. Unsere Kunststoff-Lösungen. Top-Qualität durch Innovationskraft und Umsetzungskompetenz. KUNSTSTOFF MIT CHARAKTER»Innovationskraft
Beam Shaping Excellence
 Beam Shaping Excellence 300 Patente 200 Mitarbeiter 13 Länder 2 Jedes Photon, zu jeder Zeit, am richtigen Ort. LIMO: World of Beam Shaping Ob zur Materialbearbeitung, Beleuchtung oder Messtechnik Licht-
Beam Shaping Excellence 300 Patente 200 Mitarbeiter 13 Länder 2 Jedes Photon, zu jeder Zeit, am richtigen Ort. LIMO: World of Beam Shaping Ob zur Materialbearbeitung, Beleuchtung oder Messtechnik Licht-
INNOVATIVE PRODUKTE UND MASCHINEN FÜR DAS ARBEITEN VON MORGEN
 INNOVATIVE PRODUKTE UND MASCHINEN FÜR DAS ARBEITEN VON MORGEN PRÄZISION AM WERK. LOHNFERTIGUNG. Auch für die Herstellung von Dreh- und Frästeilen aus Metall ist WKT MA TEC kompetenter Ansprechpartner flexibel
INNOVATIVE PRODUKTE UND MASCHINEN FÜR DAS ARBEITEN VON MORGEN PRÄZISION AM WERK. LOHNFERTIGUNG. Auch für die Herstellung von Dreh- und Frästeilen aus Metall ist WKT MA TEC kompetenter Ansprechpartner flexibel
srm Spritzgießmaschinen high tech injection moulding
 srm Spritzgießmaschinen 1983 gründet der Maschinenbau-Ingenieur Roderich Ettlinger das Unternehmen in Augsburg, Bayern, und beginnt mit der Produktion von Spritzgussund Sondermaschinen. Die erste Maschine
srm Spritzgießmaschinen 1983 gründet der Maschinenbau-Ingenieur Roderich Ettlinger das Unternehmen in Augsburg, Bayern, und beginnt mit der Produktion von Spritzgussund Sondermaschinen. Die erste Maschine
INNOVATION AUS TRADITION DIE KUNST DER KUNSTSTOFFVERARBEITUNG
 INNOVATION AUS TRADITION DIE KUNST DER KUNSTSTOFFVERARBEITUNG PRODUKTENTWICKLUNG Beratung, Entwicklung bis zum fertigen Produkt Konstruiert, hergestellt und bemustert wird jedes Werkzeug im hauseigenen
INNOVATION AUS TRADITION DIE KUNST DER KUNSTSTOFFVERARBEITUNG PRODUKTENTWICKLUNG Beratung, Entwicklung bis zum fertigen Produkt Konstruiert, hergestellt und bemustert wird jedes Werkzeug im hauseigenen
SPALEK Beschlagtechnik GmbH + Co. KG. stanzen. biegen. l asern fräsen
 SPALEK Beschlagtechnik GmbH + Co. KG stanzen biegen l asern fräsen M e ta l lt ei l e K u n s t s to f f t ei l e B au g r u p p e n Jährlich über 300 individuelle Maschinenwerkzeuge w w w. b e s c h l
SPALEK Beschlagtechnik GmbH + Co. KG stanzen biegen l asern fräsen M e ta l lt ei l e K u n s t s to f f t ei l e B au g r u p p e n Jährlich über 300 individuelle Maschinenwerkzeuge w w w. b e s c h l
Massgeschneiderte Kunststoff-lösungen
 Kunststoff Massgeschneiderte Kunststoff-lösungen Entwicklung Konstruktion Werkzeugbau Spritzerei Vollautomatische Bedruckung Logistik-Service 4-5 Wir liefern praxistaugliche Produkte für Haushalt, Automotive
Kunststoff Massgeschneiderte Kunststoff-lösungen Entwicklung Konstruktion Werkzeugbau Spritzerei Vollautomatische Bedruckung Logistik-Service 4-5 Wir liefern praxistaugliche Produkte für Haushalt, Automotive
Innovative Gesamtlösungen für Blechkomponenten und Baugruppen
 Innovative Gesamtlösungen für Blechkomponenten und Baugruppen Innovative Gesamtlösungen für Blechkomponenten und Baugruppen 1 Inhalt Wertschöpfung One-Stop-Shop... 3 Beratung und Entwicklung... 5 Prototyping
Innovative Gesamtlösungen für Blechkomponenten und Baugruppen Innovative Gesamtlösungen für Blechkomponenten und Baugruppen 1 Inhalt Wertschöpfung One-Stop-Shop... 3 Beratung und Entwicklung... 5 Prototyping
SIE STEHEN VOR DER HERAUSFORDERUNG. WIR HABEN DIE LÖSUNG. MIT ANSPRUCHSVOLLEN AUFGABEN KENNEN WIR UNS AUS.
 TECHNISCHE FEDERN SIE STEHEN VOR DER HERAUSFORDERUNG. WIR HABEN DIE LÖSUNG. Präzision, Akustik und Haptik machen Ihr Produkt einzigartig. Dafür brauchen Sie leistungsstarke technische Federn. In allen
TECHNISCHE FEDERN SIE STEHEN VOR DER HERAUSFORDERUNG. WIR HABEN DIE LÖSUNG. Präzision, Akustik und Haptik machen Ihr Produkt einzigartig. Dafür brauchen Sie leistungsstarke technische Federn. In allen
Wir freuen uns, dass Sie sich für Karcoma interessieren. Kurt Michael Richter, Geschäftsführer
 Ziele und Werte sind es, die unser Handeln bestimmen. Vor allen Dingen aber Menschen. Daher liegen uns Beziehungen besonders am Herzen. Wir glauben an unseren Erfolg durch zufriedene Kunden, vertrauensvolle
Ziele und Werte sind es, die unser Handeln bestimmen. Vor allen Dingen aber Menschen. Daher liegen uns Beziehungen besonders am Herzen. Wir glauben an unseren Erfolg durch zufriedene Kunden, vertrauensvolle
Wir leben Präzision.
 Wir leben Präzision. Produktidee Entwicklung Konstruktion Prototypenbau Werkzeugfertigung Kleinserienfertigung Großserienfertigung Baugruppen Leistungen im Bereich Entwicklung Beratung bei der Produktentwicklung
Wir leben Präzision. Produktidee Entwicklung Konstruktion Prototypenbau Werkzeugfertigung Kleinserienfertigung Großserienfertigung Baugruppen Leistungen im Bereich Entwicklung Beratung bei der Produktentwicklung
LANXESS auf der K 2016 Preview: Bildübersicht
 Vergleich der Kerneigenschaften: Die stark verbesserte Fließfähigkeit des neuen Durethan BKV 30 XF zeigt sich gegenüber dem Vorgänger Durethan DP BKV 30 XF in einer nur halb so hohen Schmelzeviskosität.
Vergleich der Kerneigenschaften: Die stark verbesserte Fließfähigkeit des neuen Durethan BKV 30 XF zeigt sich gegenüber dem Vorgänger Durethan DP BKV 30 XF in einer nur halb so hohen Schmelzeviskosität.
GEMEINSAM ETWAS BEWEGEN IHR PARTNER FÜR TEILE AUS GUMMI UND KUNSTSTOFF GUMMI UND KUNSTSTOFF STANZTEILE UND ZUSCHNITTE PLATTEN UND MATTEN FORMTEILE
 FÜR TEILE AUS IHR PARTNER FÜR TEILE AUS GUMMI UND KUNSTSTOFF GUMMI UND KUNSTSTOFF STANZTEILE UND ZUSCHNITTE PLATTEN UND MATTEN FORMTEILE GUMMI-METALL- VERBINDUNGEN DREH- UND FRÄSTEILE HALBZEUGE PROFILE
FÜR TEILE AUS IHR PARTNER FÜR TEILE AUS GUMMI UND KUNSTSTOFF GUMMI UND KUNSTSTOFF STANZTEILE UND ZUSCHNITTE PLATTEN UND MATTEN FORMTEILE GUMMI-METALL- VERBINDUNGEN DREH- UND FRÄSTEILE HALBZEUGE PROFILE
Leise, schnell und umweltschonend.
 Leise, schnell und umweltschonend. Willkommen bei URIMAT URIMAT gehört zu den führenden Produzenten von umweltschonenden Produkten im Sanitärbereich. An stillen Orten, wo andere lieber schweigen, setzt
Leise, schnell und umweltschonend. Willkommen bei URIMAT URIMAT gehört zu den führenden Produzenten von umweltschonenden Produkten im Sanitärbereich. An stillen Orten, wo andere lieber schweigen, setzt
PERFEKTION. Metallwarenerzeugung. Halbfertigteile
 PERFEKTION Metallwarenerzeugung. Halbfertigteile Kontinuität ist der Schlüssel für gemeinsame langfristige Erfolge PERFEKTION VON DER GRÜNDUNG BIS HEUTE 1947 von Otto Pohl in Wels gegründet. Zu Beginn
PERFEKTION Metallwarenerzeugung. Halbfertigteile Kontinuität ist der Schlüssel für gemeinsame langfristige Erfolge PERFEKTION VON DER GRÜNDUNG BIS HEUTE 1947 von Otto Pohl in Wels gegründet. Zu Beginn
unser handwerk Wir verstehen tonfunk - Geschichte
 tonfunk - Geschichte Wir verstehen unser handwerk Der Name Tonfunk steht für Ideen, Innovationen und eine lange Tradition. In den vergangenen mehr als 50 Jahren hat sich das Unternehmen zu einem zuverlässigen
tonfunk - Geschichte Wir verstehen unser handwerk Der Name Tonfunk steht für Ideen, Innovationen und eine lange Tradition. In den vergangenen mehr als 50 Jahren hat sich das Unternehmen zu einem zuverlässigen
TECHNOLOGIE, DIE BEWEGT. HYDRAULIKZYLINDER AGGREGATE RECYLINDERING SERVICE & MAINTENANCE HOVEN.DE
 TECHNOLOGIE, DIE BEWEGT. HYDRAULIKZYLINDER AGGREGATE RECYLINDERING SERVICE & MAINTENANCE HOVEN.DE GROSSES BEWEGEN. IN KLEINSTEN TOLERANZEN. Wer Großes bewegen will, braucht große Hydraulikzylinder und
TECHNOLOGIE, DIE BEWEGT. HYDRAULIKZYLINDER AGGREGATE RECYLINDERING SERVICE & MAINTENANCE HOVEN.DE GROSSES BEWEGEN. IN KLEINSTEN TOLERANZEN. Wer Großes bewegen will, braucht große Hydraulikzylinder und
YOUR PARTNER FOR INDUSTRIAL MATTERS
 Management & Sales Zerspanungs-Technologie & Montage Maschinen- & Anlagenbau System- Integration Lightweight Design Logistics Consulting & Services RILE Group - kompetente Produktions- & Logistikdienstleistungen
Management & Sales Zerspanungs-Technologie & Montage Maschinen- & Anlagenbau System- Integration Lightweight Design Logistics Consulting & Services RILE Group - kompetente Produktions- & Logistikdienstleistungen
Kompetenz in Blech und Kunststoff
 Kompetenz in Blech und Kunststoff Individuelle Feinblechprodukte Blecharbeiten jenseits der Norm seit 20 Jahren Als mittelständisches, leistungsstarkes Unternehmen reagieren wir schnell und flexibel auf
Kompetenz in Blech und Kunststoff Individuelle Feinblechprodukte Blecharbeiten jenseits der Norm seit 20 Jahren Als mittelständisches, leistungsstarkes Unternehmen reagieren wir schnell und flexibel auf
Profile follows function. Multifunktionale Profile aus Thermoplasten und Elastomeren.
 Profile follows function. Multifunktionale Profile aus Thermoplasten und Elastomeren. Kundennähe ist unsere Inspiration: Aus Ideen werden Lösungen mit Profil. Die Steigerung der Wettbewerbsfähigkeit steht
Profile follows function. Multifunktionale Profile aus Thermoplasten und Elastomeren. Kundennähe ist unsere Inspiration: Aus Ideen werden Lösungen mit Profil. Die Steigerung der Wettbewerbsfähigkeit steht
Gummiformartikel. Kunststoffsonderteile. O-Ringe. Industrietechnik
 Gummiformartikel Kunststoffsonderteile O-Ringe Industrietechnik Der Dichtungsspezialist Blatt & Co. GmbH ist ein mittelständisches, international agierendes Unternehmen mit Sitz in Neckarsulm. Gegründet
Gummiformartikel Kunststoffsonderteile O-Ringe Industrietechnik Der Dichtungsspezialist Blatt & Co. GmbH ist ein mittelständisches, international agierendes Unternehmen mit Sitz in Neckarsulm. Gegründet
DAS UNTERNEHMEN BRÄNDLE PRÄZISIONSTEILE GMBH
 DAS UNTERNEHMEN BRÄNDLE PRÄZISIONSTEILE GMBH Seit über 50 Jahren setzt die Brändle Präzisionsteile GmbH Maßstäbe im Bereich der zerspanenden Fertigungstechniken. Gegründet von Werner Brändle 1959 in Esslingen
DAS UNTERNEHMEN BRÄNDLE PRÄZISIONSTEILE GMBH Seit über 50 Jahren setzt die Brändle Präzisionsteile GmbH Maßstäbe im Bereich der zerspanenden Fertigungstechniken. Gegründet von Werner Brändle 1959 in Esslingen
Wir fertigen Ihr Lochblech. Kundenspezifische Lochplatten-Lösungen Know-how aus 150 Jahren
 Wir fertigen Ihr Lochblech Kundenspezifische Lochplatten-Lösungen Know-how aus 150 Jahren Tradition, Erfahrung, Innovation Mitten im Siegerland, an der gleichen Stelle, an der schon 1417 Eisen geschmiedet
Wir fertigen Ihr Lochblech Kundenspezifische Lochplatten-Lösungen Know-how aus 150 Jahren Tradition, Erfahrung, Innovation Mitten im Siegerland, an der gleichen Stelle, an der schon 1417 Eisen geschmiedet
INNOVATION IN KUNSTSTOFF
 INNOVATION IN KUNSTSTOFF Historie Übernahme durch die Brüder Willy Friedrich Büchner und Erich Büchner Fertigung von Metall-Normteilen durch Stanzen und Drehen Erweitert wurde das Produktspektrum durch
INNOVATION IN KUNSTSTOFF Historie Übernahme durch die Brüder Willy Friedrich Büchner und Erich Büchner Fertigung von Metall-Normteilen durch Stanzen und Drehen Erweitert wurde das Produktspektrum durch
PNEUMATIK MECHATRONIK UMWELTTECHNIK.
 PNEUMATIK MECHATRONIK UMWELTTECHNIK www.bibus.de Wir freuen uns auf Sie! Sie stehen im Zentrum unseres Handelns. Mit Ihnen streben wir eine erfolgreiche und dauerhafte Partnerschaft an. Gerne stellen wir
PNEUMATIK MECHATRONIK UMWELTTECHNIK www.bibus.de Wir freuen uns auf Sie! Sie stehen im Zentrum unseres Handelns. Mit Ihnen streben wir eine erfolgreiche und dauerhafte Partnerschaft an. Gerne stellen wir
INNOVATIONEN IN KUNSTSTOFF
 INNOVATIONEN IN KUNSTSTOFF Die K-Profile AG entwickelt und produziert extrudierte Profile aus den verschiedensten Kunststoffen. Für Sie als Kunde zählt das langjährige Know-how, mit dem wir kostengünstige
INNOVATIONEN IN KUNSTSTOFF Die K-Profile AG entwickelt und produziert extrudierte Profile aus den verschiedensten Kunststoffen. Für Sie als Kunde zählt das langjährige Know-how, mit dem wir kostengünstige
Laser-Kennzeichnungssysteme
 Laser-Kennzeichnungssysteme Sicher, flexibel, dauerhaft lasersystem Industriegüter Kosmetik Chemie Tabak Farbabtrag Körperpflege Pharma Konsumgüter Kunststoff Medizintechnik Möbel Automotive Farbumschlag
Laser-Kennzeichnungssysteme Sicher, flexibel, dauerhaft lasersystem Industriegüter Kosmetik Chemie Tabak Farbabtrag Körperpflege Pharma Konsumgüter Kunststoff Medizintechnik Möbel Automotive Farbumschlag
Premium-Partner für Präzisions-Drehteile und -Baugruppen.
 Premium-Partner für Präzisions-Drehteile und -Baugruppen. A-Lieferant für Branchen, bei denen sich alles um höchste Sicherheit und Präzision dreht. Markenhersteller in anspruchsvollen Branchen brauchen
Premium-Partner für Präzisions-Drehteile und -Baugruppen. A-Lieferant für Branchen, bei denen sich alles um höchste Sicherheit und Präzision dreht. Markenhersteller in anspruchsvollen Branchen brauchen
Fördertechnik-Innovationen Made in Germany DAS VARIO PUFFER FÖRDERBAND
 Fördertechnik-Innovationen Made in Germany DAS VARIO PUFFER FÖRDERBAND INHALTSVERZEICHNIS Seite 4 VARIABLES PUFFER-FÖRDERTECHNIK-SYSTEM Seite 5 HERAUSRAGENDE VORTEILE Seite 6 UNBEGRENZTE FÖRDERBAND-LÄNGE
Fördertechnik-Innovationen Made in Germany DAS VARIO PUFFER FÖRDERBAND INHALTSVERZEICHNIS Seite 4 VARIABLES PUFFER-FÖRDERTECHNIK-SYSTEM Seite 5 HERAUSRAGENDE VORTEILE Seite 6 UNBEGRENZTE FÖRDERBAND-LÄNGE
Loh n f e r t i g u n g u n d Mo n t a g e
 Loh n f e r t i g u n g u n d Mo n t a g e RIBE Ihr kompetenter par Fertigungs- und Sie suchen einen engagierten Dienstleister, der Fertigungs- und Montagearbeiten qualitativ hochwertig und termingerecht
Loh n f e r t i g u n g u n d Mo n t a g e RIBE Ihr kompetenter par Fertigungs- und Sie suchen einen engagierten Dienstleister, der Fertigungs- und Montagearbeiten qualitativ hochwertig und termingerecht
EINFALL. Es gibt vier Fälle: den Wer-Fall, den Was-Fall, den Wen-Fall und den
 Von innovativen Kunststoff-Kabelkanälen für die DB AG über patentierte Fundamente im Signalbau bis hin zu individuellen Sonderlösungen im Stahlbau profiliert sich invatec durch anderes Denken für bessere
Von innovativen Kunststoff-Kabelkanälen für die DB AG über patentierte Fundamente im Signalbau bis hin zu individuellen Sonderlösungen im Stahlbau profiliert sich invatec durch anderes Denken für bessere
Effektiver Leichtbau durch einzigartigen Materialverbund.
 EXPERTENWORKSHOP EPP -VERBINDEN, FÜGEN UND KLEBEN 15.01.2014 IMM-Messe Köln Effektiver Leichtbau durch einzigartigen Materialverbund. RUCH NOVAPLAST Leichtbau mit Funktionsintegration Innovatives Verfahren
EXPERTENWORKSHOP EPP -VERBINDEN, FÜGEN UND KLEBEN 15.01.2014 IMM-Messe Köln Effektiver Leichtbau durch einzigartigen Materialverbund. RUCH NOVAPLAST Leichtbau mit Funktionsintegration Innovatives Verfahren
Unsere Leistung für Ihren Erfolg. Kooperation invenio Engineering Solutions und Heidelberg System Manufacturing
 Unsere Leistung für Ihren Erfolg Kooperation invenio Engineering Solutions und Heidelberg System Manufacturing Aus einer Hand Innovative Lösungen und optimale Gesamtprozesse, integriert in einen bewährten
Unsere Leistung für Ihren Erfolg Kooperation invenio Engineering Solutions und Heidelberg System Manufacturing Aus einer Hand Innovative Lösungen und optimale Gesamtprozesse, integriert in einen bewährten
Automation ist unser Antrieb
 Automation ist unser Antrieb 02 Springer Automation ist unser Antrieb Die Springer GmbH - ein innovatives Unternehmen für Ihren Automationserfolg Automation ist unser Antrieb Mit Innovationskraft, Flexibilität
Automation ist unser Antrieb 02 Springer Automation ist unser Antrieb Die Springer GmbH - ein innovatives Unternehmen für Ihren Automationserfolg Automation ist unser Antrieb Mit Innovationskraft, Flexibilität
ZUG UM ZUG ÜBERLEGEN
 ZUG UM ZUG ÜBERLEGEN WAS UNS BEWEGT STANZTEILE EINE STARKE AUFSTELLUNG ERÖFFNET NEUE PERSPEKTIVEN WIR BEI LEICHT + MÜLLER SIND FEST DAVON ÜBERZEUGT, DASS EINE SOLIDE AUSGANGSPOSITION DIE BASIS FÜR DEN
ZUG UM ZUG ÜBERLEGEN WAS UNS BEWEGT STANZTEILE EINE STARKE AUFSTELLUNG ERÖFFNET NEUE PERSPEKTIVEN WIR BEI LEICHT + MÜLLER SIND FEST DAVON ÜBERZEUGT, DASS EINE SOLIDE AUSGANGSPOSITION DIE BASIS FÜR DEN
Gemeinsam stark - Kooperation mit Spezialisten für Flüssigsilikon/LSR Spritzgießwerkzeuge
 Mikrospritzgießen mit babyplast Flüssigsilikon/LSR Smartes Konzept mit Mikro-Spritzgießmaschinen von babyplast Gemeinsam stark - Kooperation mit Spezialisten für Flüssigsilikon/LSR Spritzgießwerkzeuge
Mikrospritzgießen mit babyplast Flüssigsilikon/LSR Smartes Konzept mit Mikro-Spritzgießmaschinen von babyplast Gemeinsam stark - Kooperation mit Spezialisten für Flüssigsilikon/LSR Spritzgießwerkzeuge
Spritzgießen ein ideales Fertigungsverfahren
 Einführung Spritzgießen ein ideales Fertigungsverfahren Leitfragen Was ist Spritzgießen? Wozu wird Spritzgießen eingesetzt? Was sind die Hauptmerkmale einer Spritzgießmaschineneinheit? Inhalt Spritzgießen
Einführung Spritzgießen ein ideales Fertigungsverfahren Leitfragen Was ist Spritzgießen? Wozu wird Spritzgießen eingesetzt? Was sind die Hauptmerkmale einer Spritzgießmaschineneinheit? Inhalt Spritzgießen
Komplett- und kundenspezifische Lösungen für die industrielle Automation
 Komplett- und kundenspezifische Lösungen für die industrielle Automation C_04 Design C_05 Planung C_02 Projektdefinition C_03 Entwicklung C_06 Produktion C_07 Montage C_01 Bedarfsanalyse C_08 Testphase
Komplett- und kundenspezifische Lösungen für die industrielle Automation C_04 Design C_05 Planung C_02 Projektdefinition C_03 Entwicklung C_06 Produktion C_07 Montage C_01 Bedarfsanalyse C_08 Testphase
KAMAY Werkzeugbau GmbH
 KAMAY Werkzeugbau GmbH Ihr starker Partner im Werkzeugbau Wer wir sind Die KAMAY Werkzeugbau GmbH ist ein international agierendes Familienunternehmen. Wir sind Hersteller von hochpräzisen Transfer-,
KAMAY Werkzeugbau GmbH Ihr starker Partner im Werkzeugbau Wer wir sind Die KAMAY Werkzeugbau GmbH ist ein international agierendes Familienunternehmen. Wir sind Hersteller von hochpräzisen Transfer-,
Ideen sehen Qualität begreifen! Serienfertigung
 Ideen sehen Qualität begreifen! Produktmanagement Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Serienfertigung Partner Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Partner Serienfertigung
Ideen sehen Qualität begreifen! Produktmanagement Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Serienfertigung Partner Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Partner Serienfertigung
THERMAL SOLUTIONS. INNOVATIVE SPIRIT. OUTSTANDING RESULTS.
 THERMAL SOLUTIONS www.wieland-thermalsolutions.de INNOVATIVE SPIRIT. OUTSTANDING RESULTS. WIELAND THERMAL SOLUTIONS. FÜHREND IN WÄRME- UND UMFORMTECHNIK. WELTWEIT. Beste Wärmeleistung bei geringstem Material-
THERMAL SOLUTIONS www.wieland-thermalsolutions.de INNOVATIVE SPIRIT. OUTSTANDING RESULTS. WIELAND THERMAL SOLUTIONS. FÜHREND IN WÄRME- UND UMFORMTECHNIK. WELTWEIT. Beste Wärmeleistung bei geringstem Material-
PRESSE INFORMATION. Starker Werkstoff für schwere Aufgaben. Domat/Ems, 14. November 2014
 Domat/Ems, 14. November 2014 PRESSE INFORMATION Starker Werkstoff für schwere Aufgaben Der Automobil-Zulieferer FTE Automotive setzt bei einem neuen Gangstellermodul auf Grivory HT1VL-50X. Der langglasfaserverstärkte
Domat/Ems, 14. November 2014 PRESSE INFORMATION Starker Werkstoff für schwere Aufgaben Der Automobil-Zulieferer FTE Automotive setzt bei einem neuen Gangstellermodul auf Grivory HT1VL-50X. Der langglasfaserverstärkte
Additive Manufacturing Eine Revolution in der Fertigung
 Additive Manufacturing Eine Revolution in der Fertigung Additive Manufacturing ist erwachsen geworden und wir haben uns mit Begeisterung an einem Projekt beteiligt, das dieses Konzept der Reife noch einige
Additive Manufacturing Eine Revolution in der Fertigung Additive Manufacturing ist erwachsen geworden und wir haben uns mit Begeisterung an einem Projekt beteiligt, das dieses Konzept der Reife noch einige
GAROS HAUSINSTALLATION
 GAROS HAUSINSTALLATION ABSOLUT HYGIENISCHES TRINKWASSER Trinkwasserinstallationstechnik Hygienisch und 100 % dicht GAROS hat die Erfahrung für jede Anforderung. Kontinuierliche Forschung und Entwicklung,
GAROS HAUSINSTALLATION ABSOLUT HYGIENISCHES TRINKWASSER Trinkwasserinstallationstechnik Hygienisch und 100 % dicht GAROS hat die Erfahrung für jede Anforderung. Kontinuierliche Forschung und Entwicklung,
HILZEN HILZEN -3D- CAD DESIGN. 3D Druck. ...und aus Ihrer Idee wird Realität
 Idee CAD DESIGN -3D- P R I N T Idee 3D Druck...und aus Ihrer Idee wird Realität Inkjet Multijet Modelling Ideal für Silikonteile Besonders geeignet für Dichtungen, Faltenbälge, Auflagen und für Bauteile
Idee CAD DESIGN -3D- P R I N T Idee 3D Druck...und aus Ihrer Idee wird Realität Inkjet Multijet Modelling Ideal für Silikonteile Besonders geeignet für Dichtungen, Faltenbälge, Auflagen und für Bauteile
RESSOURCENEFFIZIENTE PRODUKTE
 TRUMPF Laser- und Systemtechnik GmbH RESSOURCENEFFIZIENTE PRODUKTE durch den Einsatz des Werkzeugs Laserstrahl Klaus Löffler Geschäftsführer Vertrieb und Services Berlin, 23.06.2016 Warum Laser? Der Laser
TRUMPF Laser- und Systemtechnik GmbH RESSOURCENEFFIZIENTE PRODUKTE durch den Einsatz des Werkzeugs Laserstrahl Klaus Löffler Geschäftsführer Vertrieb und Services Berlin, 23.06.2016 Warum Laser? Der Laser