3D Laser Mikrobearbeitung in der Medizinaltechnik
|
|
|
- Victor Peters
- vor 7 Jahren
- Abrufe
Transkript
1 3D Laser Mikrobearbeitung in der Medizinaltechnik Institut für Produkt- und Produktionsengineering : Lisa Gross,, Armin Stumpp, Markus Krack, Jörn Lungershausen, Stefan Fuhrer, Hansjörg Vogt Dienstag, , FHNW Brugg-Windisch

2 Inhaltsverzeichnis IPPE der FHNW Grundlagen der Lasertechnik Einsatzgebiete vom Laserstrahl zum Materialabtrag Laseranlage Aufbau der Laboranlage Strahlführung / erreichbare Präzision 3-D Bearbeitung Applikationen: 3-D Kavitäten in Metall 3-D Kavitäten in Kunststoffen Bearbeitung von Folien Zusammenfassung

3 IPPE (Institut für Produkt- und Produktionsengineering) Mitarbeiter Lehre in den Studiengängen - Maschinenbau - Systemtechnik - Wirtschaftsingenieurwesen für Bachelor- und Master-Studierende Forschungs- und Dienstleistungs-Projekte mit diversen Industriepartnern Umfangreiche Laborinfrastruktur

4 Fokus des IPPE in den Forschungs- und Dienstleistungs-Projekten Produktentwicklung unter Anwendung moderner Technologien im Umfeld der folgenden Kompetenzbereiche: Fertigungstechnologien (spezifisch Laser - Mikromaterialbearbeitung) Produktentwicklung Rapid Technologien Werkstofftechnik und Bauteilprüfung Enge Zusammenarbeit mit INKA und IKT

5 Inhaltsverzeichnis IPPE der FHNW Grundlagen der Lasertechnik Einsatzgebiete vom Laserstrahl zum Materialabtrag Laseranlage Aufbau der Laboranlage Strahlführung / erreichbare Präzision 3-D Bearbeitung Applikationen: 3-D Kavitäten in Metall 3-D Kavitäten in Kunststoffen Bearbeitung von Folien Zusammenfassung

6 Anwendungsgebiete von Laserstrahlen (am IPPE) Medizin Kennzeichnen Schweissen Lasertechnik Materialbearbeitung Beschriften Nachrichtentechnik Kunst- Unterhaltung Messtechnik, Analytik Abtragen Härten spezifisch am IPPE Medizinaltechnik Energietechnik (Thermische Generatoren) Kavitäten Spritzguss und Hot Embossing Bearbeitung von Kunststoffen Mikrofluidik Schneiden Entgraten Bohren Auftragen

7 Absorption von Materialien bei verschiedenen Wellenlängen 355 nm (UV) 532 nm 1064 nm (IR)

8 Wahl des richtigen Lasers bzw. der richtigen Wellenlänge: Wellenlänge λ = 1064 nm Wellenlänge λ = 532 nm Wellenlänge λ = 355 nm Laserstrahl Laserstrahl Laserstrahl Fokusebene Ø Fokus ~ 0.03 mm Fokusebene Ø Fokus ~ mm Fokusebene Ø Fokus ~ mm (bei einer Fokussierlinse mit Brennweite 100mm) Fokusdurchmesser abhängig von: Wellenlänge Strahlqualität Brennweite der Fokussierlinse Strahldurchmesser

9 Wie kann der Laserstrahl bewegt werden? Bewegung mit X/Y Tisch Laser Laser Bewegung mit Scannerkopf Ablenkung X/Y mit 2 Spiegeln Fokussieroptik Fokussieroptik Eigenschaften: + Genauigkeit + sehr kleiner Fokusdurchmesser > 1μm + Konventionelle ISO Programmierung - Geschwindigkeit (mm/min) - 3-D Abtrag Eigenschaften: +/- Genauigkeit abhängig von Fokussieroptik + Scanner +/- kleiner Fokusdurchmesser > 5μm - spezielle Programmiertools notwendig + Geschwindigkeit (m/s) + 3-D Abtrag
 - 3-D Abtrag Eigenschaften: +/- Genauigkeit abhängig von Fokussieroptik + Scanner +/- kleiner Fokusdurchmesser")
10 Inhaltsverzeichnis IPPE der FHNW Grundlagen der Lasertechnik Einsatzgebiete vom Laserstrahl zum Materialabtrag Laseranlage Aufbau der Laboranlage Strahlführung / erreichbare Präzision 3-D Bearbeitung Applikationen: 3-D Kavitäten in Metall 3-D Kavitäten in Kunststoffen Bearbeitung von Folien Zusammenfassung

11 Aufbau der ps Laboranlage am IPPE Scanner Laser Steuerung Anlage Maschinenbett Steuerung Laser Absaugung Opt. Tisch pneum. gedämpft Laser: Time Bandwidth Duetto ps-laser Scanner: Scanlab intelliscande (digitale Encoder ) Focus Shifter: Scanlab varioscande 20i Steuerkarte: Scanlab RTC5 Objektive: Sill 32mm, 56mm, 100mm, 250mm Software: Scaps SAM3D / Scan Lab Laserdesk / eigene benutzerdefinierte Software

12 Ziel dieser Laboranlage 3D - Materialabtrag mit ps Lasertechnik hohe Präzision gute Oberflächengüte Langzeitstabilität hohe Flexibilität (rasches Umrüsten) Einbau weiterer Komponenten (opt. + mech.) hohe Geschwindigkeiten (vf= <1'500mm/s) hochwertige Komponenten (Laser, Scanner, Strahlführung, ) mechanisch stabiles Maschinenbett aus Mineralguss mit hoher Eigendämpfung minimale thermische Deformationen durch Temperaturschwankungen - Entkopplung aller Wärmequellen viel Platz klimatisiertes Laborgebäude

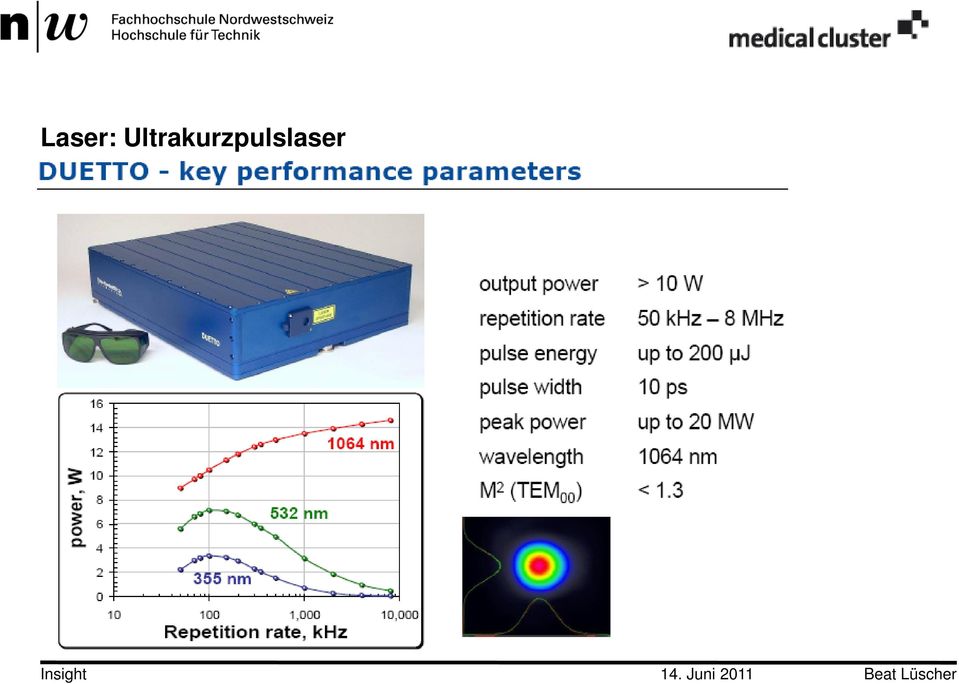
13 Laser: Ultrakurzpulslaser
14 Scanner: Präzision während der Bearbeitung Brennweite f =100mm Neueste Scannertechnik (Digital) ermöglicht eine Überwachung der Positionsgenauigkeit bei langen Bearbeitungszyklen. Rot: Blau: aktive Prozessüberwachung (alle 1'000 Ausg.) inaktive Prozessüberwachung (Drift) f [mm] Max [μm] Max [μm]
 inaktive Prozessüberwachung (Drift) f [mm] Max [μm] Max [μm] 32 0.01 0.06 56 0.3 0.")
15 Inhaltsverzeichnis IPPE der FHNW Grundlagen der Lasertechnik Einsatzgebiete vom Laserstrahl zum Materialabtrag Laseranlage Aufbau der Laboranlage Strahlführung / erreichbare Präzision 3-D Bearbeitung Applikationen: 3-D Kavitäten in Metall 3-D Kavitäten in Kunststoffen Bearbeitung von Folien Zusammenfassung

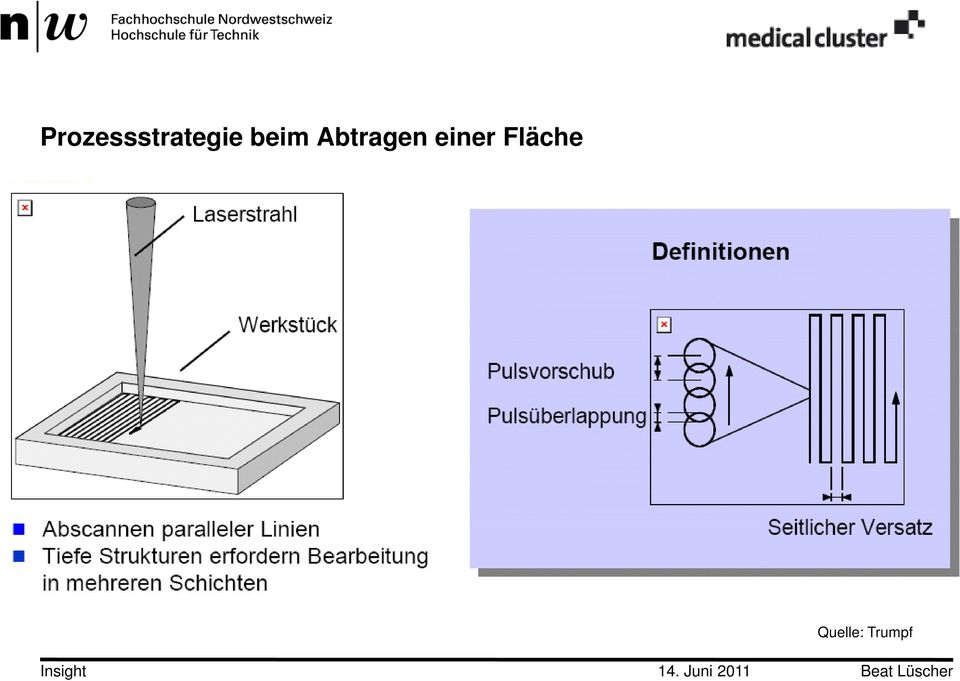
16 Prozessstrategie beim Abtragen einer Fläche Quelle: Trumpf
17 Prozessstrategie beim Abtragen eines Volumen z Schichtdicken mm bis mm x

18 Wie funktioniert der 3-D Abtrag? CAD spez. Lasersoftware Mikrozahnrad: Durchmesser 1 mm Zähnezahl 52 Leistung.59 W Pulsenergie ( Burst).59 µj Repetitionsrate 1'000 khz Pulspicker 6 Burst 1 Vorschub 350 mm/s Optik Brennweite 32 mm Schichten 120 z y x CAD Rechnerinternes CAD Modell (Datenmodell) Schichtung des CAD Modells Zerlegung des CAD Modells in einzelne topographische Schichten in der Z-Achse (Schichtdicke µm) Abtrag der Form in Schichten Abtrag der Form im Material schichtweise
 Schichtung des CAD Modells Zerlegung des CAD Modells in einzelne topographische")
19 Inhaltsverzeichnis IPPE der FHNW Grundlagen der Lasertechnik Einsatzgebiete vom Laserstrahl zum Materialabtrag Laseranlage Aufbau der Laboranlage Strahlführung / erreichbare Präzision 3-D Bearbeitung Applikationen: 3-D Kavitäten in Metall 3-D Kavitäten in Kunststoffen Bearbeitung von Folien Zusammenfassung

20 Innenstrukturieren von Stents Projektstart 2008 mit Biotronik Ziele: REM - Aufnahme Stent Konstruktion einer Struktur (Pyramidenstumpf) Herstellen der Struktur mit 355nm Laserquelle Ausmessen der Werkzeugstruktur Prägen der Struktur Ausgangslage: Laser 355nm Coherent Pulslänge ca. 20ns 4. Achse von Fa. Lehmann

21 Strukturabformung auf Dorn mit Durchmesser 1.57 mm mit ns Laser Zäpfchen in Linienstruktur Prägevorrichtung, schematisch Näpfchen in Schachstruktur
22 Strukturabformung auf Dorn mit Durchmesser 1.57 mm mit ps Laser Projektstart 2009/2010 mit Biotronik Zielsetzung Lasern von Linien in Präge-Werkzeug (Rundmaterial HSS-Stahl 1,57 mm) Angestrebte Linienbreite sowie -abstand: ca. 1µm Pilotversuche zum Abformen X / Y Linearführungen und Rotationsachse sowie Wegsensor zur Überwachung der Brennweite Pikosekunden-Laser (355 nm Wellenlänge) mit Illustration der offenen Strahlführung
23 Problematik beim Laser-Abladieren von 1µm breiten Linien Hauptproblem: Fokusdurchmesser von 1 µm Verwendung einer Linse mit kurzer Brennweite (10 mm) Laser mit ausgezeichneter Strahlqualität möglichst kurze Wellenlänge des Lasers Laserstrahl Aufweitung Folgeprobleme: - Kein Scanner für Linse mit 10mm Brennweite Nicht Laserstrahl bewegt sich => sondern Werkstück auf X/Y Achsen - Geringe Rayleigh-Länge (Berechnung 4 µm) Negative Auswirkung: Minimaler z-bereich, in dem Ablation möglich ist (Rundlauf!) hochpräzise Achsen 2 λ f ' w F = M π w Formel für Fokusdurchmesser Linienbreite 1um Dorndurchmesser A mm Winkeländerung 4. A z R Anz. Linien 4'932 Linienlänge 2 A 0 20mm Total Länge Rayleigh-Länge ca. 100m für diesen Fall: 4µm 2um-Linien_polierter Stahl-2 0
24 Resultate: Stents mit 1µm breiten Linien Abformwerkzeug Stent
25 Augentherapie mit Protonenstrahlen Protonenbestrahlung von Augentumoren Optis1 Anlage seit 1984 in Betrieb (Europas erste Anlage), seit 2010 Optis2 Bis Ende 2010 >5000 Patientinnen und Patienten bestrahlt. > 98 Prozent Tumorwachstum definitiv gestoppt oder Tumor zum Verschwinden gebracht. In über 90 Prozent der Fälle konnte das tumorkranke Auge gerettet werden. Proscan Layout mit COMET Zyklotron am PSI
26 Produktion von Streufolien für die Protonenbestrahlung Streufolie abgestimmt auf den Tumor des Patienten (Eindringtiefe der Protonen / Bragg-Peak) Unterschiedliche Geometrien der Folien Material Tantal (Bearbeitungsversuche mit Zerspanung und Elektroersion sind gescheitert!) Dichte 16,65 g/cm3 Schmelzpunkt 3290 K (3017 C) Siedepunkt 5731 K (5458 C) Durchmesser 50mm / Dicke 0.5mm Ebenheit 0.01mm
27 Produktion von Streufolien für die Protonenbestrahlung Applikationsdaten Laser: Laser (Coherent DP20): Wellenlänge 1064nm Leistung 12.5W Repetitionsrate 30kHz Verfahrgeschwindigkeit 250mm/s Objektivbrennweite 163mm Spotdurchmesser ca. 30um Aufspannung: Streufolie wird auf Vakuumplatte fixiert Abgetragenes Tantal wird über 4 Kanäle abgesaugt Periodische Masskontrolle Produktion über Nacht und Wochenende Dicke der Laserschichten mm (>1000 Schichten) Laufzeit einer Folie: Stunden je nach Design Langzeitstabilität des Lasers
28 Kunststoff in der 3D-Lasermaterialbearbeitung nano pico Pulslänge im Nanosekundenbereich Pulslänge im Picosekundenbereich Kunststoffe reagieren völlig anders als Metalle! Der Wärmeeintrag durch den Laser muss in Grenzen gehalten werden (Kaltabtrag) Allzu hohe Repetitionsraten wirken sich negativ aus Strategien wählen, dass sich das Material abkühlen kann
29 Löcher in Spritzgussteile für medizinische Analysen Anforderungen: Löcher mit Durchmessern 8, 12, 15, 20, 30 (Austrittsdurchmesser) Materialdicke 300µm Toleranz des Austrittsdurchmessers beträgt ± 2µm Vergleich Eintritts- / Austrittsdurchmesser für Lochdurchmesser 12mm Lochdurchmesser [um] Kavität-/Lochnummer Aussen- Loch-Ø [um] Innen- Loch-Ø [um] Verhältnis Aussen-/Innendurchmesser
30 Mikrostrukturierung von Hochleistungspolymeren Die Strukturierungsmethode muss folgende Dimensionen realisieren können: Lochdurchmesser µm. Hochskalierung der Folien 100 x 100 mm ( 5'000 bis 10'000 Löcher) geringer Abstand (Rand zu Rand µm) Optimierung der Packungsdichte/Effizienz (z.b. 3, 4 und 6-eckige Löcher) Strukturgrösse 300 µm Bearbeitungsstrategie Laserparameter: Wellenlänge 355nm Leistung 4.6 W Pulsenergie 46 µj Repetitionsrate 100 khz Pulspicker 1 Burst 1 Vorschub 300 mm/s Optik Brennweite 250 mm
31 Strukturen in Keramik mit ps Laser (Zirkonoxyd ) Anforderungen: enossale Oberfläche von Implantaten 3-D Strukturen mit Seitenlänge 15µm Strukturhöhe 10µm Rauigkeit der Oberfläche 0.1 bis 1μm
32 Zusammenfassung und Ausblick Anforderungen der Kunden: klein, kleiner noch kleiner / genau, genauer noch genauer Bearbeitung von Kunststofffolien mit Strukturen und Löchern Strukturen Photovoltaik Hightech Materialien (Wolfram, Hartmetalle und Beschichtungen, Peak, Keramiken, Glas, ) Anlage: Anlage muss thermisch stabil sein (Bearbeitungszeiten sind teilweise lang) Strahlqualität und Langzeitstabilität des Lasers unerlässlich Strahlführung und Scanner müssen "top" sein hochgenaue mechanische Linearachsen Prozess: Prozessparameter sind entscheidend für die Qualität Oberflächengüte des Ausgangsmaterials muss sehr gut sein, Fehler werden bis in tiefere Schichten übertragen CAD File resp. STL File muss eine gute Auflösung haben
33 Vielen Dank für Ihr Interesse Diskussion Fragen?
Kavitäten und Strukturen im Mikrobereich
 3D-Lasermaterialbearbeitung Kavitäten und Strukturen im Mikrobereich Institut für Produkt- und Produktionsengineering : Lisa Gross,, Armin Stumpp, Markus Krack, Jörn Lungershausen, Stefan Fuhrer, Hansjörg
3D-Lasermaterialbearbeitung Kavitäten und Strukturen im Mikrobereich Institut für Produkt- und Produktionsengineering : Lisa Gross,, Armin Stumpp, Markus Krack, Jörn Lungershausen, Stefan Fuhrer, Hansjörg
Technologie Ultrakurzpulslaser (UKP-Laser)
") Technologie Ultrakurzpulslaser (UKP-Laser) Christof Siebert Leiter Branchenmanagement Mikro TRUMPF Laser- und Systemtechnik GmbH Ditzingen Wie kurz ist ultrakurz? Was sind die Vorteile ultrakurzer Pulse?
Technologie Ultrakurzpulslaser (UKP-Laser) Christof Siebert Leiter Branchenmanagement Mikro TRUMPF Laser- und Systemtechnik GmbH Ditzingen Wie kurz ist ultrakurz? Was sind die Vorteile ultrakurzer Pulse?
Laserstrahlung auf Werkstoff
 Laserstrahlung auf Werkstoff Wirkung der Strahlung Effet du rayonement Energieeinkopplung in den Körper T = 0 K T > 0 K Energieeinkopplung erfolgt durch Absorption mit Laserstrahl Elementarteilchen erhöhen
Laserstrahlung auf Werkstoff Wirkung der Strahlung Effet du rayonement Energieeinkopplung in den Körper T = 0 K T > 0 K Energieeinkopplung erfolgt durch Absorption mit Laserstrahl Elementarteilchen erhöhen
Ultrakurzpulslaser Märkte, Anwendungen, Laser
 Ultrakurzpulslaser Märkte, Anwendungen, Laser Christof Siebert Leiter Branchenmanagement Mikro TRUMPF Laser- und Systemtechnik GmbH Ditzingen Geschichte Anwendungen Branchen Laser Zusammenfassung Geschichte
Ultrakurzpulslaser Märkte, Anwendungen, Laser Christof Siebert Leiter Branchenmanagement Mikro TRUMPF Laser- und Systemtechnik GmbH Ditzingen Geschichte Anwendungen Branchen Laser Zusammenfassung Geschichte
Laserablation und ihre Anwendung in der Mikrotechnik
 Laserablation und ihre Anwendung in der Mikrotechnik S. Zoppel 1, S. Partel 1, J. Nicolics 2, G.A. Reider 3, J. Zehetner 1 1 FH Vorarlberg, Forschungszentrum Mikrotechnik, Hochschulstraße 1, 6850 Dornbirn
Laserablation und ihre Anwendung in der Mikrotechnik S. Zoppel 1, S. Partel 1, J. Nicolics 2, G.A. Reider 3, J. Zehetner 1 1 FH Vorarlberg, Forschungszentrum Mikrotechnik, Hochschulstraße 1, 6850 Dornbirn
Laserbearbeitung nichtmetallischer Werkstoffe
 Produktionsengineering Laserbearbeitung nichtmetallischer Werkstoffe Präzisionscluster Workshop: Vorsprung durch Photonik in MedTech und Präzision 10. Oktober 2018 Inhalt Institutsvorstellung Direkt laserstrukturierte
Produktionsengineering Laserbearbeitung nichtmetallischer Werkstoffe Präzisionscluster Workshop: Vorsprung durch Photonik in MedTech und Präzision 10. Oktober 2018 Inhalt Institutsvorstellung Direkt laserstrukturierte
KURZ, KÜRZER, ULTRAKURZ
 TRUMPF Maschinen AG KURZ, KÜRZER, ULTRAKURZ 3. SMM-Kongress Luzern Hans Marfurt Geschäftsführer Luzern, 04.12.2014 2 Unsere Geschäftsbereiche Weltmarkt- und Technologieführer in der Fertigungs- und Lasertechnik
TRUMPF Maschinen AG KURZ, KÜRZER, ULTRAKURZ 3. SMM-Kongress Luzern Hans Marfurt Geschäftsführer Luzern, 04.12.2014 2 Unsere Geschäftsbereiche Weltmarkt- und Technologieführer in der Fertigungs- und Lasertechnik
FiberMark. Der Laser arbeitet berührungslos und ohne Einwirkung von Kräften auf das Werkstück.
 FiberMark Unsere FiberMark Laserbeschrifter sind konzipiert für die professionelle und industrielle Kennzeichnung und Markierung von Materialien und für den Einsatz an bis zu 24 Stunden pro Tag an 365
FiberMark Unsere FiberMark Laserbeschrifter sind konzipiert für die professionelle und industrielle Kennzeichnung und Markierung von Materialien und für den Einsatz an bis zu 24 Stunden pro Tag an 365
Innovative Produkte und Verfahren durch Einsatz ultrakurzer Laserpulse
 Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Innovative Produkte und Verfahren durch Einsatz ultrakurzer Laserpulse Dr. Rigo Peters Schweißtechnische Lehr- und Versuchsanstalt
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Innovative Produkte und Verfahren durch Einsatz ultrakurzer Laserpulse Dr. Rigo Peters Schweißtechnische Lehr- und Versuchsanstalt
LASER World of PHOTONICS: Die Weltleitmesse für Lasermaterialbearbeitung
 LASER World of PHOTONICS: Die Weltleitmesse für SAVE THE DATE LASER World of PHOTONICS Datum: 24. - 27.6.2019 Die ist heute in den Fertigungsprozessen vieler Branchen nicht mehr wegzudenken. Laserschneiden,
LASER World of PHOTONICS: Die Weltleitmesse für SAVE THE DATE LASER World of PHOTONICS Datum: 24. - 27.6.2019 Die ist heute in den Fertigungsprozessen vieler Branchen nicht mehr wegzudenken. Laserschneiden,
Laser-Schneiden von komplexen mikromechanischen
 Trumpf Maschinen AG Laser-Schneiden von komplexen mikromechanischen Konturen ohne Kantenwinkel Trends in Micro Nano Janko AUERSWALD Leiter Applikationszentrum Biel, Oktober 25, 2016 Outline 1) Motivation
Trumpf Maschinen AG Laser-Schneiden von komplexen mikromechanischen Konturen ohne Kantenwinkel Trends in Micro Nano Janko AUERSWALD Leiter Applikationszentrum Biel, Oktober 25, 2016 Outline 1) Motivation
Industrielle Mikrobearbeitung. A. Pauli (GFH)
") Industrielle Mikrobearbeitung A. Pauli (GFH) 1. Kurzes Firmenportrait 2. Beispiele der Mikrobearbeitung 3. Mikrobearbeitung mit Ultrakurzpulslasern 4. Fallstudie 3D-Bearbeitung Prägestempel 5. Zusammenfassung
Industrielle Mikrobearbeitung A. Pauli (GFH) 1. Kurzes Firmenportrait 2. Beispiele der Mikrobearbeitung 3. Mikrobearbeitung mit Ultrakurzpulslasern 4. Fallstudie 3D-Bearbeitung Prägestempel 5. Zusammenfassung
Härtel Laser & Wasser - Tel an uns. FASER LASER - Schneidanlagen 3-Achsen / 5-Achsen
 FASER LASER - Schneidanlagen 3-Achsen / 5-Achsen 1. COMPACT FASER LASER-Schneidanlage mit 500 Watt Made in Germany Die Laserschneidanlage ist eine professionelle Maschine für den Einstieg in das Metall
FASER LASER - Schneidanlagen 3-Achsen / 5-Achsen 1. COMPACT FASER LASER-Schneidanlage mit 500 Watt Made in Germany Die Laserschneidanlage ist eine professionelle Maschine für den Einstieg in das Metall
Beratungszentrum Lasertechnik Bayern / Lasereinsatz im HandwerkLaserstrahlschneiden
 Beratungszentrum Lasertechnik Bayern / Lasereinsatz im HandwerkLaserstrahlschneiden Beratungszentrum Lasertechnik Bayern Grundlagen des Laserstrahlschneidens Bearbeitungsbeispiele Laserzentrum bei der
Beratungszentrum Lasertechnik Bayern / Lasereinsatz im HandwerkLaserstrahlschneiden Beratungszentrum Lasertechnik Bayern Grundlagen des Laserstrahlschneidens Bearbeitungsbeispiele Laserzentrum bei der
-WLT Short Course- Lasersystemtechnik: Dr. Erwin Jäger TOPAG Lasertechnik GmbH. E. Jäger Strahlformung und -führung
 -WLT Short Course- Lasersystemtechnik: Strahlformung und -führung Dr. Erwin Jäger TOPAG Lasertechnik GmbH Inhalt: Strahlformung und führung Strahlführung: Von der Lichtquelle zum Werkstück Bedarf an prozessangepassten
-WLT Short Course- Lasersystemtechnik: Strahlformung und -führung Dr. Erwin Jäger TOPAG Lasertechnik GmbH Inhalt: Strahlformung und führung Strahlführung: Von der Lichtquelle zum Werkstück Bedarf an prozessangepassten
SCANLAB perfect scanning
 mirrors in motion SCANLAB perfect scanning Galvanometer-Scanner leistungsstarke Laser-Scan-Systeme Objektive und Fokussiereinheiten Komponenten zur Systemintegration Software kundenspezifische Systementwicklung
mirrors in motion SCANLAB perfect scanning Galvanometer-Scanner leistungsstarke Laser-Scan-Systeme Objektive und Fokussiereinheiten Komponenten zur Systemintegration Software kundenspezifische Systementwicklung
Industrielle Lasermikrobearbeitung
 1 Industrielle Lasermikrobearbeitung Mikrolas 2014 Florian Lendner 2 Fragestellungen Eignet sich der UKP-Laser für die Fertigung (Werkstoff, Geometrie,..)? Kann die geforderte Qualität erreicht werden?
1 Industrielle Lasermikrobearbeitung Mikrolas 2014 Florian Lendner 2 Fragestellungen Eignet sich der UKP-Laser für die Fertigung (Werkstoff, Geometrie,..)? Kann die geforderte Qualität erreicht werden?
PUNKT GENAU STANDARD SERIES
 PUNKT GENAU STANDARD PUNKT GENAU Seit 2012 konzentriert sich SWS Laser auf die Entwicklung, Produktion und den Vertrieb von OEM-Laser-Bearbeitungssystemen für den industriellen Einsatz. Wir stellen höchste
PUNKT GENAU STANDARD PUNKT GENAU Seit 2012 konzentriert sich SWS Laser auf die Entwicklung, Produktion und den Vertrieb von OEM-Laser-Bearbeitungssystemen für den industriellen Einsatz. Wir stellen höchste
LASERBESCHRIFTUNG UND LASERGRAVUR
 GROUPE LASERMECA EXPERT IM BEREICH DER LASER-TECHNOLOGIE : LASERSCHWEISSEN LASERBESCHRIFTUNG UND LASERGRAVUR LASER-PRÄZISIONSSCHNEIDEN DAS UNTERNEHMEN Gegründet 2000 entwickelte sich das Unternehmen innnerhalb
GROUPE LASERMECA EXPERT IM BEREICH DER LASER-TECHNOLOGIE : LASERSCHWEISSEN LASERBESCHRIFTUNG UND LASERGRAVUR LASER-PRÄZISIONSSCHNEIDEN DAS UNTERNEHMEN Gegründet 2000 entwickelte sich das Unternehmen innnerhalb
Anwendungen mit Pikosekundenlasern. Dr. Birgit Faißt TRUMPF Laser- und Systemtechnik GmbH Ditzingen
 Anwendungen mit Pikosekundenlasern Dr. Birgit Faißt TRUMPF Laser- und Systemtechnik GmbH Ditzingen Anwendungen mit Pikosekundenlasern TRUMPF Dr. Birgit Faißt - 22.11.2012 Einleitung Abtragschwelle und
Anwendungen mit Pikosekundenlasern Dr. Birgit Faißt TRUMPF Laser- und Systemtechnik GmbH Ditzingen Anwendungen mit Pikosekundenlasern TRUMPF Dr. Birgit Faißt - 22.11.2012 Einleitung Abtragschwelle und
10 FASZINIERENDES LICHT 32 STRAHLQUELLEN FÜR DIE MATERIALBEARBEITUNG 72 WERKZEUG AUS LICHT 104 WAS LASER KÖNNEN 220 LASER IN ALLEN LEBENSLAGEN
 INHALTSVERZEICHNIS 10 FASZINIERENDES LICHT 32 STRAHLQUELLEN FÜR DIE MATERIALBEARBEITUNG 72 WERKZEUG AUS LICHT 104 WAS LASER KÖNNEN 220 LASER IN ALLEN LEBENSLAGEN 244 LEUCHTENDE ZUKUNFT 262 GLOSSAR 268
INHALTSVERZEICHNIS 10 FASZINIERENDES LICHT 32 STRAHLQUELLEN FÜR DIE MATERIALBEARBEITUNG 72 WERKZEUG AUS LICHT 104 WAS LASER KÖNNEN 220 LASER IN ALLEN LEBENSLAGEN 244 LEUCHTENDE ZUKUNFT 262 GLOSSAR 268
2wq. Glasinnengravur. SchüEx-Arbeit von Yannik Dumon. Quelle: Wikipedia. Yannik Dumon STMG
 2wq 2016 Glasinnengravur SchüEx-Arbeit von Yannik Dumon Quelle: Wikipedia Yannik Dumon STMG 01.01.2016 0 Inhaltsverzeichnis 1. Motivation 2. Zielsetzung und Pläne 3. Worin mein Projekt besteht und durchgeführte
2wq 2016 Glasinnengravur SchüEx-Arbeit von Yannik Dumon Quelle: Wikipedia Yannik Dumon STMG 01.01.2016 0 Inhaltsverzeichnis 1. Motivation 2. Zielsetzung und Pläne 3. Worin mein Projekt besteht und durchgeführte
Prozessoptimierung: Strahlparameter bei Hochleistungslasern berührungslos in Millisekunden messen
 Prozessoptimierung: Strahlparameter bei Hochleistungslasern berührungslos in Millisekunden messen Markus Revermann Ophir Spiricon Europe GmbH 1 Inhalt Inhalt Ophir Spiricon Europe GmbH Einleitung und Motivation
Prozessoptimierung: Strahlparameter bei Hochleistungslasern berührungslos in Millisekunden messen Markus Revermann Ophir Spiricon Europe GmbH 1 Inhalt Inhalt Ophir Spiricon Europe GmbH Einleitung und Motivation
FASZINATION UKP LASER
 TRUMPF Maschinen AG FASZINATION UKP LASER Laser Technologietage 26.-28. Januar 2016 Janko Auerswald Leiter Applikationszentrum Baar Vertraulich Outline 1) Einführung Ultrakurzpulslaser 2) Märkte & Applikationen
TRUMPF Maschinen AG FASZINATION UKP LASER Laser Technologietage 26.-28. Januar 2016 Janko Auerswald Leiter Applikationszentrum Baar Vertraulich Outline 1) Einführung Ultrakurzpulslaser 2) Märkte & Applikationen
Bohren und Mikroschneiden mit Wendelbohroptik
 Bohren und Mikroschneiden mit Wendelbohroptik Florian Lendner MBA, B.Eng. Technologietag in Hannover (LZH) am 22.11.2012 Agenda I II III IV V Lasermikrobohren GL.trepan Ergebnisse und industrielle Anwendungen
Bohren und Mikroschneiden mit Wendelbohroptik Florian Lendner MBA, B.Eng. Technologietag in Hannover (LZH) am 22.11.2012 Agenda I II III IV V Lasermikrobohren GL.trepan Ergebnisse und industrielle Anwendungen
KURZPULSLASER. PowerLine Pico und PowerLine SL THE MARK OF EXCELLENCE PRÄZISE UND MATERIALSCHONENDE LASERBEARBEITUNG
 KURZPULSLASER PRÄZISE UND MATERIALSCHONENDE LASERBEARBEITUNG PowerLine Pico und PowerLine SL THE MARK OF EXCELLENCE Kurzpulslaser im oberen Pikosekunden- und unteren Nanosekundenbereich Warum ROFIN? Um
KURZPULSLASER PRÄZISE UND MATERIALSCHONENDE LASERBEARBEITUNG PowerLine Pico und PowerLine SL THE MARK OF EXCELLENCE Kurzpulslaser im oberen Pikosekunden- und unteren Nanosekundenbereich Warum ROFIN? Um
3D-Druck von Prototypen- und Großserienteilen Christian Koenen GmbH HighTech Stencils
 3D-Druck von Prototypen- und Großserienteilen Prozess Paste Layout Sieb / Schablone Druck Green Part Sintern Wärmetauscher Geplantes Bauteil >> Zerlegung in Ebenen 2D-Layout Fotoplot zur Siebproduktion
3D-Druck von Prototypen- und Großserienteilen Prozess Paste Layout Sieb / Schablone Druck Green Part Sintern Wärmetauscher Geplantes Bauteil >> Zerlegung in Ebenen 2D-Layout Fotoplot zur Siebproduktion
Jongen Werkzeugtechnik GmbH. High-Feed Vollhartmetallfräser VHM 419 & VHM 420
 Jongen Werkzeugtechnik GmbH High-Feed Vollhartmetallfräser VHM 419 & VHM 420 Das Werkzeug Die Vollhartmetall High-Feed-Fräser wurden speziell für die HPC-Bearbeitung entwickelt. Die Werkzeuge können Zahnvorschübe
Jongen Werkzeugtechnik GmbH High-Feed Vollhartmetallfräser VHM 419 & VHM 420 Das Werkzeug Die Vollhartmetall High-Feed-Fräser wurden speziell für die HPC-Bearbeitung entwickelt. Die Werkzeuge können Zahnvorschübe
Optimale Auslegung von 3D-Lasertriangulation
 Optimale Auslegung von 3D-Lasertriangulation Das Messprinzip von 3D-Lasertriangulation Triangulationsgeometrie Beispiel Z Y X Messobjekt aus der Kamerasicht Sensorbild der Laserlinie Das Messprinzip von
Optimale Auslegung von 3D-Lasertriangulation Das Messprinzip von 3D-Lasertriangulation Triangulationsgeometrie Beispiel Z Y X Messobjekt aus der Kamerasicht Sensorbild der Laserlinie Das Messprinzip von
Die Herstellung von Mikrostrukturen mittels selektiver Laserablation mit ultrakurzen Laserpulsen und deep-uv Strahlquellen
 Die Herstellung von Mikrostrukturen mittels selektiver Laserablation mit ultrakurzen Laserpulsen und deep-uv Strahlquellen Dr. Sandra Stroj DOMIT 8/6/2010 Laserquellen am FZMT Excimerlaser Ultrakurzpulslaser
Die Herstellung von Mikrostrukturen mittels selektiver Laserablation mit ultrakurzen Laserpulsen und deep-uv Strahlquellen Dr. Sandra Stroj DOMIT 8/6/2010 Laserquellen am FZMT Excimerlaser Ultrakurzpulslaser
Der Ultrakurzpulslaser erobert die Welt Chance für die Zentralschweiz
 Der Ultrakurzpulslaser erobert die Welt Chance für die Zentralschweiz Hans Marfurt Geschäftsführer TRUMPF Maschinen AG 6341 Baar Geschäftsbereiche der TRUMPF Gruppe Werkzeugmaschinen Lasertechnik / Elektronik
Der Ultrakurzpulslaser erobert die Welt Chance für die Zentralschweiz Hans Marfurt Geschäftsführer TRUMPF Maschinen AG 6341 Baar Geschäftsbereiche der TRUMPF Gruppe Werkzeugmaschinen Lasertechnik / Elektronik
TESCHAUER LASER TESCHAUER LASER
 TESCHAUER TESCHAUER TESCHAUER Seit 1994 entwickelt und fertigt die Dr. Teschauer AG kundenspezifische Anlagen zur Laserbearbeitung. Ob handgeführte Laser, Stand-alone-Anlagen, mobile Lasersysteme, Sondermaschinen
TESCHAUER TESCHAUER TESCHAUER Seit 1994 entwickelt und fertigt die Dr. Teschauer AG kundenspezifische Anlagen zur Laserbearbeitung. Ob handgeführte Laser, Stand-alone-Anlagen, mobile Lasersysteme, Sondermaschinen
Mikrostrukturierung von Hochleistungspolymeren für thermoelektrische Generatoren mittels Laser
 Eidgenössisches Departement für Umwelt, Verkehr, Energie und Kommunikation UVEK Bundesamt für Energie BFE Jahresbericht 26. November 2010 Mikrostrukturierung von Hochleistungspolymeren für thermoelektrische
Eidgenössisches Departement für Umwelt, Verkehr, Energie und Kommunikation UVEK Bundesamt für Energie BFE Jahresbericht 26. November 2010 Mikrostrukturierung von Hochleistungspolymeren für thermoelektrische
Bohren. Lasertechnologie Bohren Bohren Perçage. Technik Laserbohren - Technique du perçage
 Bohren 1 Kenngrösse Bohröffnung Aspektverhältnis χ h d ½ Mögliches Verhältnis 200:1 Konizität Rauhigkeit Abtragprozesse Verdampfen Schmelzaustrieb 2 Abtragprozess mit Strahlintensität Abtragprozess 1 Laserstrahl
Bohren 1 Kenngrösse Bohröffnung Aspektverhältnis χ h d ½ Mögliches Verhältnis 200:1 Konizität Rauhigkeit Abtragprozesse Verdampfen Schmelzaustrieb 2 Abtragprozess mit Strahlintensität Abtragprozess 1 Laserstrahl
Ultrakurze Laserpulse für effizienten Materialabtrag
 36 l S Ultrakurze aserpulse für effizienten Materialabtrag Um eine hohe Bearbeitungsqualität zu erreichen, muss die Repetitionsrate von UKP-Systemen erhöht werden. Problematisch war bisher die SYNCHRONISATION
36 l S Ultrakurze aserpulse für effizienten Materialabtrag Um eine hohe Bearbeitungsqualität zu erreichen, muss die Repetitionsrate von UKP-Systemen erhöht werden. Problematisch war bisher die SYNCHRONISATION
Gepulster Yb-Faserlaser, wartungsfrei. Laser Typ FL 10 FL 20 FL 30 FL 50. Max. mittlere Ausgangsleistung 10 W 20 W 30 W 50 W
 High-Speed Lasermarkierung für industrielle Anwendungen Klasse 4 Faserlaserkopf zur Markierung von Metallen und Kunststoffen Einfache Integration in bestehende Prozesse Laser Laser Gepulster Yb-Faserlaser,
High-Speed Lasermarkierung für industrielle Anwendungen Klasse 4 Faserlaserkopf zur Markierung von Metallen und Kunststoffen Einfache Integration in bestehende Prozesse Laser Laser Gepulster Yb-Faserlaser,
Mikrostrukturierung von Dielektrika und Halbleitern mit ultrakurzen Laserpulsen
 Mikrostrukturierung von Dielektrika und Halbleitern mit ultrakurzen Laserpulsen Sandra Zoppel a a FH Vorarlberg, Forschungszentrum Mikrotechnik, Hochschulstraße 1, A-6850 Dornbirn, AUSTRIA ABSTRACT Im
Mikrostrukturierung von Dielektrika und Halbleitern mit ultrakurzen Laserpulsen Sandra Zoppel a a FH Vorarlberg, Forschungszentrum Mikrotechnik, Hochschulstraße 1, A-6850 Dornbirn, AUSTRIA ABSTRACT Im
Schichtdickenmessungen an Mehrschichtsystemen mittels Terahertz-Messtechnik
 Schichtdickenmessungen an Mehrschichtsystemen mittels Terahertz-Messtechnik J. Klier, S. Weber, S. Krimi, F. Ellrich, J. Jonuscheit und G. von Freymann Fraunhofer-Institut für Physikalische Messtechnik
Schichtdickenmessungen an Mehrschichtsystemen mittels Terahertz-Messtechnik J. Klier, S. Weber, S. Krimi, F. Ellrich, J. Jonuscheit und G. von Freymann Fraunhofer-Institut für Physikalische Messtechnik
MicroHX neue Leistungshorizonte für das Fräsen von hochharten Formen
 passion for precision MicroHX neue Leistungshorizonte für das Fräsen von hochharten Formen Schnittdatenrechner ToolExpert 2.0 MicroHX die beste Wahl für hochharten Stahl FRAISA bietet mit dem erfolgreichen
passion for precision MicroHX neue Leistungshorizonte für das Fräsen von hochharten Formen Schnittdatenrechner ToolExpert 2.0 MicroHX die beste Wahl für hochharten Stahl FRAISA bietet mit dem erfolgreichen
Möglichkeiten und Limiten neuer Lasersysteme für die Fertigungstechnik in der Mikrobearbeitung
 Möglichkeiten und Limiten neuer Lasersysteme für die Fertigungstechnik in der Mikrobearbeitung Beat Neuenschwander Institute for Applied Laser, Photonics & Surface Technologies Berner Fachhochschule Technik
Möglichkeiten und Limiten neuer Lasersysteme für die Fertigungstechnik in der Mikrobearbeitung Beat Neuenschwander Institute for Applied Laser, Photonics & Surface Technologies Berner Fachhochschule Technik
SYSTEMTECHNIK FÜR DIE LASERBEARBEITUNG
 TRUMPF Laser- und Systemtechnik GmbH SYSTEMTECHNIK FÜR DIE LASERBEARBEITUNG Dr.-Ing. Ulf Quentin 28.06.2014 Systemtechnik für die Laserbearbeitung Agenda 1. Einleitung 2. Kinematikkonzepte 3. Weitere Aspekte
TRUMPF Laser- und Systemtechnik GmbH SYSTEMTECHNIK FÜR DIE LASERBEARBEITUNG Dr.-Ing. Ulf Quentin 28.06.2014 Systemtechnik für die Laserbearbeitung Agenda 1. Einleitung 2. Kinematikkonzepte 3. Weitere Aspekte
intelliscan smart scanning
 smart scanning Die Scan-Köpfe von SCANLAB zeichnen sich durch ihre Variantenvielfalt und hohe Dynamik aus. Sie gehören zu den 2D-Scan-Systemen, die das Ablenken und Positionieren von Laserstrahlen in der
smart scanning Die Scan-Köpfe von SCANLAB zeichnen sich durch ihre Variantenvielfalt und hohe Dynamik aus. Sie gehören zu den 2D-Scan-Systemen, die das Ablenken und Positionieren von Laserstrahlen in der
KURZPULSLASER PowerLine Pico Serie für Markieren und Mikromaterialbearbeitung
 Superior Reliability And Performance KURZPULSLASER PowerLine Pico Serie für Markieren und Mikromaterialbearbeitung Kurzpulslaser von ROFIN bieten hohe Pulsspitzenleistung. Dies steigert die Abtragsqualität,
Superior Reliability And Performance KURZPULSLASER PowerLine Pico Serie für Markieren und Mikromaterialbearbeitung Kurzpulslaser von ROFIN bieten hohe Pulsspitzenleistung. Dies steigert die Abtragsqualität,
Hochleistungs-Keramik für die Luxusuhrenindustrie
 Hochleistungs-Keramik für die Luxusuhrenindustrie Marc Bangerter, CEO Bangerter Microtechnik AG 3270 Aarberg Keramik für die Luxusuhrenindustrie / Bangerter Microtechnik AG 17. Oktober 2014 1 Inhalt 1.
Hochleistungs-Keramik für die Luxusuhrenindustrie Marc Bangerter, CEO Bangerter Microtechnik AG 3270 Aarberg Keramik für die Luxusuhrenindustrie / Bangerter Microtechnik AG 17. Oktober 2014 1 Inhalt 1.
PUNKT GENAU COMPACT SERIES
 PUNKT GENAU COMPACT PUNKT GENAU COMPACT SO MUSS FIT FÜR DIE ZUKUNFT. Seit 2012 konzentriert sich SWS Laser auf die Entwicklung, Produktion und den Vertrieb von OEM-Laser-Bearbeitungssystemen für den industriellen
PUNKT GENAU COMPACT PUNKT GENAU COMPACT SO MUSS FIT FÜR DIE ZUKUNFT. Seit 2012 konzentriert sich SWS Laser auf die Entwicklung, Produktion und den Vertrieb von OEM-Laser-Bearbeitungssystemen für den industriellen
Gepulste Laser PD Dr.-Ing. Cemal Esen Lehrstuhl für Laseranwendungstechnik
 Gepulste Laser PD Dr.-Ing. Cemal Esen Lehrstuhl für Laseranwendungstechnik Aufbau eines Lasers 2 Prinzip eines 4-Niveau-Lasers Lehrstuhl für Laseranwendungstechnik 3 Betriebsarten eines Lasers Lehrstuhl
Gepulste Laser PD Dr.-Ing. Cemal Esen Lehrstuhl für Laseranwendungstechnik Aufbau eines Lasers 2 Prinzip eines 4-Niveau-Lasers Lehrstuhl für Laseranwendungstechnik 3 Betriebsarten eines Lasers Lehrstuhl
Präzisions-Kreuztisch
 Präzisions-Kreuztisch Hohe Ablaufgenauigkeit und Stabilität L-731 Stellweg 205 mm 205 mm (8") Unidirektionale bis 0,1 µm Geschwindigkeit bis 90 mm/s 2-Phasen-Schrittmotoren oder DC- Motoren Encoder mit
Präzisions-Kreuztisch Hohe Ablaufgenauigkeit und Stabilität L-731 Stellweg 205 mm 205 mm (8") Unidirektionale bis 0,1 µm Geschwindigkeit bis 90 mm/s 2-Phasen-Schrittmotoren oder DC- Motoren Encoder mit
Laserstrukturierbarer MID-Schaltungsträger für IR-Gassensoren
 > Laserstrukturierbarer MID-Schaltungsträger für IR-Gassensoren Vitalij Wottschel, Project Manager MID, LaserMicronics GmbH FAPS-Fachworkshop 13. Februar 2014 LaserMicronics Dienstleister mit profitabler
> Laserstrukturierbarer MID-Schaltungsträger für IR-Gassensoren Vitalij Wottschel, Project Manager MID, LaserMicronics GmbH FAPS-Fachworkshop 13. Februar 2014 LaserMicronics Dienstleister mit profitabler
PRÄZISE. Präzision entsteht nicht nur durch High-Tech. Es ist die gesunde Mischung aus Erfahrung und Technik. Zur rechten Zeit am richtigen Ort.
 FERTIGUNG PRÄZISE Präzision entsteht nicht nur durch High-Tech. Es ist die gesunde Mischung aus Erfahrung und Technik. Tradition, Erfahrung, Fortschritt? Wir finden, dass eine schließt das andere nicht
FERTIGUNG PRÄZISE Präzision entsteht nicht nur durch High-Tech. Es ist die gesunde Mischung aus Erfahrung und Technik. Tradition, Erfahrung, Fortschritt? Wir finden, dass eine schließt das andere nicht
Mikrostrukturierung von nanobeschichteten Leiterplatten mittels Ultrakurzpulslaser
 Mikrostrukturierung von nanobeschichteten Leiterplatten mittels Ultrakurzpulslaser Einleitung Paul Oldorf, Rigo Peters, Sebastian Bonk, Jan Gimsa Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern
Mikrostrukturierung von nanobeschichteten Leiterplatten mittels Ultrakurzpulslaser Einleitung Paul Oldorf, Rigo Peters, Sebastian Bonk, Jan Gimsa Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern
Hochdynamischer PIMag Lineartisch
 Hochdynamischer PIMag Lineartisch Voice-Coil-Direktantrieb mit direkter Positionsmessung V 522 V 524 V 528 Schnelles Scannen und Positionieren Stellwege 5 mm, 10 mm, 20 mm Scanfrequenz von über 10 Hz Höchstgeschwindigkeit
Hochdynamischer PIMag Lineartisch Voice-Coil-Direktantrieb mit direkter Positionsmessung V 522 V 524 V 528 Schnelles Scannen und Positionieren Stellwege 5 mm, 10 mm, 20 mm Scanfrequenz von über 10 Hz Höchstgeschwindigkeit
Unternehmen und Organisation. Unser Anspruch. Technische Ausstattung. Leistungsspektrum. Referenzen. Inhaltsverzeichnis
 Willkommen Inhaltsverzeichnis Unternehmen und Organisation Unser Anspruch Technische Ausstattung Leistungsspektrum Referenzen Unternehmen - Anspruch - Ausstattung - Leistungen - Referenzen Gründung 1994
Willkommen Inhaltsverzeichnis Unternehmen und Organisation Unser Anspruch Technische Ausstattung Leistungsspektrum Referenzen Unternehmen - Anspruch - Ausstattung - Leistungen - Referenzen Gründung 1994
Steigern Sie Ihre Produktivität. High-Feed Fräsen
 Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
GRUNDLAGEN DER ULTRAKURZPULSLASER- BEARBEITUNG. Jürgen Koch
 GRUNDLAGEN DER ULTRAKURZPULSLASER- BEARBEITUNG Jürgen Koch Laser Zentrum Hannover, Germany INHALT Ultrakurzpulslaser in der Mikromaterialbearbeitung Vorteile der Ultrakurzpulslasermaterialbearbeitung Bearbeitbare
GRUNDLAGEN DER ULTRAKURZPULSLASER- BEARBEITUNG Jürgen Koch Laser Zentrum Hannover, Germany INHALT Ultrakurzpulslaser in der Mikromaterialbearbeitung Vorteile der Ultrakurzpulslasermaterialbearbeitung Bearbeitbare
F-Theta Objektive für die Lasermaterialbearbeitung
 F-Theta Objektive für die Lasermaterialbearbeitung Schnelle Verfügbarkeit von Standardobjektiven Ihr Technikvorsprung durch kundenspezifische Entwicklung Service durch individuellen Kundensupport F-Theta
F-Theta Objektive für die Lasermaterialbearbeitung Schnelle Verfügbarkeit von Standardobjektiven Ihr Technikvorsprung durch kundenspezifische Entwicklung Service durch individuellen Kundensupport F-Theta
«Oberfläche 4.0» Lasertechnologie
 «Oberfläche 4.0» Lasertechnologie «Das besondere Etwas: Optik, Haptik und Funktionalität.» Mit modernster Lasertechnologie ist es möglich fast beliebige Oberflächendesigns umzusetzen. Texturen können in
«Oberfläche 4.0» Lasertechnologie «Das besondere Etwas: Optik, Haptik und Funktionalität.» Mit modernster Lasertechnologie ist es möglich fast beliebige Oberflächendesigns umzusetzen. Texturen können in
!"#"$ "%&&% ' (" )" " * +" ', #. ) *+! (, -!.// %01234/./5/ # - *! (, -!6&
 * + ', #. ) *+! (, -!.// %01234/./5/ # - *! (, -!6&") ! " &! " #$$%$!$ #$$ $!$ $%$'(!"#"$ "%&&% ' (" )" " * +" ', -' #. //. ) *+! (, -!.// %1234/./5/ # - *! (, -!6& Inhaltsverzeichnis Kurzfassung 5 Inhaltsverzeichnis 7 Formelzeichenverzeichnis 9 Extended
! " &! " #$$%$!$ #$$ $!$ $%$'(!"#"$ "%&&% ' (" )" " * +" ', -' #. //. ) *+! (, -!.// %1234/./5/ # - *! (, -!6& Inhaltsverzeichnis Kurzfassung 5 Inhaltsverzeichnis 7 Formelzeichenverzeichnis 9 Extended
we think laser KURZPULSLASER PowerLine Pico Serie für Markieren und Mikromaterialbearbeitung
 we think laser KURZPULSLASER PowerLine Pico Serie für Markieren und Mikromaterialbearbeitung Kurzpulslaser von ROFIN bieten hohe Pulsspitzenleistung. Dies steigert die Abtragsqualität, reduziert die Oberflächenrauheiten
we think laser KURZPULSLASER PowerLine Pico Serie für Markieren und Mikromaterialbearbeitung Kurzpulslaser von ROFIN bieten hohe Pulsspitzenleistung. Dies steigert die Abtragsqualität, reduziert die Oberflächenrauheiten
TRUMPF Maschinen AG, Baar / ZG
 Sensors.ch-Besuch 14. September 2014 TRUMPF Maschinen AG, Baar / ZG TRUMPF wurde 1923 als mechanische Werkstätte gegründet und hat sich zu einem der weltweit führenden Unternehmen für Werkzeugmaschinen
Sensors.ch-Besuch 14. September 2014 TRUMPF Maschinen AG, Baar / ZG TRUMPF wurde 1923 als mechanische Werkstätte gegründet und hat sich zu einem der weltweit führenden Unternehmen für Werkzeugmaschinen
Rapid Prototyping Einführung. Prof. Dr.-Ing. Andreas Brenke Krefeld,
 Rapid Prototyping Einführung Prof. Dr.-Ing. Andreas Brenke Krefeld, 21.02.2013 2 Rapid Prototyping Inhalte 1. RP in der Produktentwicklung 2. Verfahrensüberblick 3 RP Rapid Prototyping in der Produktentwicklung:
Rapid Prototyping Einführung Prof. Dr.-Ing. Andreas Brenke Krefeld, 21.02.2013 2 Rapid Prototyping Inhalte 1. RP in der Produktentwicklung 2. Verfahrensüberblick 3 RP Rapid Prototyping in der Produktentwicklung:
Hinter jedem Produkt steht ein Mensch.
 Hinter jedem Produkt steht ein Mensch. Und hinter jedem unserer Produkte stehen wir. «Mensch und Technik zusammenzubringen - das interessiert mich.» Edgar Sporer Optische Systeme stellen besondere Anforderungen
Hinter jedem Produkt steht ein Mensch. Und hinter jedem unserer Produkte stehen wir. «Mensch und Technik zusammenzubringen - das interessiert mich.» Edgar Sporer Optische Systeme stellen besondere Anforderungen
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren
 Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Philosophie. Leistungsübersicht. Ansprechpartner. Das langfristige Vertrauen unserer Kunden ist für uns die größte Herausforderung
 10.250 31.972 67.346 161.485 197.300 Leistungsübersicht Technische Beratung Erstbemusterungen Vermessung optisch, tastend und mit Laser breites Messspektrum - von Miniaturbauteilen bis hin zu großen Werkstücken
10.250 31.972 67.346 161.485 197.300 Leistungsübersicht Technische Beratung Erstbemusterungen Vermessung optisch, tastend und mit Laser breites Messspektrum - von Miniaturbauteilen bis hin zu großen Werkstücken
Wir bringen Blech in Form... KEMPF
 Wir bringen Blech in Form... KEMPF Dürfen wir uns vorstellen? Kempf Blechtechnik - ein junges und flexibles Unternehmen mit einem runden Dienstleistungsangebot in der Blechbearbeitung: Konstruktion Laserschneiden
Wir bringen Blech in Form... KEMPF Dürfen wir uns vorstellen? Kempf Blechtechnik - ein junges und flexibles Unternehmen mit einem runden Dienstleistungsangebot in der Blechbearbeitung: Konstruktion Laserschneiden
Ein Mehrkanal-TCT Aufbau mit positions- und winkelabhängiger Ladungsinjektion hoher Intensität
 Ein Mehrkanal-TCT Aufbau mit positions- und winkelabhängiger Ladungsinjektion hoher Intensität Julian Becker, Doris Eckstein, Robert Klanner, Georg Steinbrück Universität Hamburg, Institut für Experimentalphysik,
Ein Mehrkanal-TCT Aufbau mit positions- und winkelabhängiger Ladungsinjektion hoher Intensität Julian Becker, Doris Eckstein, Robert Klanner, Georg Steinbrück Universität Hamburg, Institut für Experimentalphysik,
Laser-Kennzeichnungssysteme
 Laser-Kennzeichnungssysteme Sicher, flexibel, dauerhaft lasersystem Industriegüter Kosmetik Chemie Tabak Farbabtrag Körperpflege Pharma Konsumgüter Kunststoff Medizintechnik Möbel Automotive Farbumschlag
Laser-Kennzeichnungssysteme Sicher, flexibel, dauerhaft lasersystem Industriegüter Kosmetik Chemie Tabak Farbabtrag Körperpflege Pharma Konsumgüter Kunststoff Medizintechnik Möbel Automotive Farbumschlag
Präzision ist TRUMPF Technologie Feinschneiden
 Präzision ist TRUMPF Technologie Feinschneiden Christof Siebert Branchenmanagement Mikrobearbeitung TRUMPF Laser - und Systemtechnik GmbH Ditzingen 14.02.2013 Laserschneiden Schneidgas Fokussierter Laserstrahl
Präzision ist TRUMPF Technologie Feinschneiden Christof Siebert Branchenmanagement Mikrobearbeitung TRUMPF Laser - und Systemtechnik GmbH Ditzingen 14.02.2013 Laserschneiden Schneidgas Fokussierter Laserstrahl
MicroX die clevere Lösung für hochpräzises Mikrofräsen
 passion for precision MicroX die clevere Lösung für hochpräzises Mikrofräsen Schnittdatenrechner ToolExpert 2.0 Die MicroX Erfolgsstory in vier Dimensionen [ 2 ] Wir präsentieren unser attraktives MicroX-Sortiment
passion for precision MicroX die clevere Lösung für hochpräzises Mikrofräsen Schnittdatenrechner ToolExpert 2.0 Die MicroX Erfolgsstory in vier Dimensionen [ 2 ] Wir präsentieren unser attraktives MicroX-Sortiment
LASER KUNSTSTOFFSCHWEIßEN
 TRUMPF Laser- und Systemtechnik GmbH LASER KUNSTSTOFFSCHWEIßEN Grundlagen und Applikationsbeispiele Daniel Kaiser, TLD755ka Laserapplikationszentrum Ditzingen LASER KUNSTSTOFFSCHWEIßEN, Daniel Kaiser,
TRUMPF Laser- und Systemtechnik GmbH LASER KUNSTSTOFFSCHWEIßEN Grundlagen und Applikationsbeispiele Daniel Kaiser, TLD755ka Laserapplikationszentrum Ditzingen LASER KUNSTSTOFFSCHWEIßEN, Daniel Kaiser,
6-Achsen - 3D - Laserschneidanlage
 6-Achsen - 3D - Laserschneidanlage Fabrikat PRIMA-POWER Modell OPTIMO 2545 Baujahr 2001 Steuerung PRIMACH 9000L / 3D inkl. Software Teach - In Laserleistung 2.500 Watt Resonator Rofin Sinar Slab DC025
6-Achsen - 3D - Laserschneidanlage Fabrikat PRIMA-POWER Modell OPTIMO 2545 Baujahr 2001 Steuerung PRIMACH 9000L / 3D inkl. Software Teach - In Laserleistung 2.500 Watt Resonator Rofin Sinar Slab DC025
Einsatz von Diamantwerkzeugen Nicht eisenhaltige Werkstoffe und betroffene Industriezweige
 Zusammenfassung Einführung Einsatz von Diamantwerkzeugen Nicht eisenhaltige Werkstoffe und betroffene Industriezweige PKD und CVD Werkzeuge Unterschiede zwischen PKD und CVD Herstellung von PKD und CVD
Zusammenfassung Einführung Einsatz von Diamantwerkzeugen Nicht eisenhaltige Werkstoffe und betroffene Industriezweige PKD und CVD Werkzeuge Unterschiede zwischen PKD und CVD Herstellung von PKD und CVD
TRUMPF Laser Marking Systems
 TRUMPF Laser Marking Systems Flexibel in Wort und Bild Laserbeschriftung Die Laserbeschriftung: flexibel und universell Die Aufgabenstellung Kleinste Losgrößen, steigendes Qualitätsund Kostenbewusstsein
TRUMPF Laser Marking Systems Flexibel in Wort und Bild Laserbeschriftung Die Laserbeschriftung: flexibel und universell Die Aufgabenstellung Kleinste Losgrößen, steigendes Qualitätsund Kostenbewusstsein
SWISS QUALITY. Fräsen. Drehen. Senk- und Drahterodieren. Rund- und Flachschleifen WILLI FREHNER AG. Formen- und Werkzeugbau
 SWISS QUALITY Fräsen Drehen Senk- und Drahterodieren Rund- und Flachschleifen WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich Formen- und
SWISS QUALITY Fräsen Drehen Senk- und Drahterodieren Rund- und Flachschleifen WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich Formen- und
microwaterjet Micropräzision mit Wasserstrahl Zukunftsweisende Bearbeitung von Hightechmaterialien
 Micropräzision mit Wasserstrahl Zukunftsweisende Bearbeitung von Hightechmaterialien Beat Trösch, MDC Max Daetwyler AG, CH-3368 Bleienbach 11. April 2013 Gliederung des Vortrages 1. Einführung 2. Schneidprozess
Micropräzision mit Wasserstrahl Zukunftsweisende Bearbeitung von Hightechmaterialien Beat Trösch, MDC Max Daetwyler AG, CH-3368 Bleienbach 11. April 2013 Gliederung des Vortrages 1. Einführung 2. Schneidprozess
Drehen Fräsen Planschleifen Rundschleifen und Hartdrehen Spezialist für Bearbeitung von Nachschweißstücken Dreidimensionale Kontrolle
 Tél : +33 (0)4 79 38 45 71 / Fax : +33 (0)4 79 38 61 51 Drehen Fräsen Planschleifen Rundschleifen und Hartdrehen Spezialist für Bearbeitung von Nachschweißstücken Dreidimensionale Kontrolle Drehen in großen
Tél : +33 (0)4 79 38 45 71 / Fax : +33 (0)4 79 38 61 51 Drehen Fräsen Planschleifen Rundschleifen und Hartdrehen Spezialist für Bearbeitung von Nachschweißstücken Dreidimensionale Kontrolle Drehen in großen
Übersicht. 6. Lithographie: 1. Optische Lithographie. 2. e-beam / AFM /STM. 3. Röntgen. 4. EUV (soft X-ray) 5. Imprint Technologie B6.
 5. Imprint Technologie B6.") Übersicht 6. Lithographie: 1. Optische Lithographie 2. e-beam / AFM /STM 3. Röntgen 4. EUV (soft X-ray) 5. Imprint Technologie Prof. Dr. H. Baumgärtner B6.4-1 Die Extrem UV Lithographie ist eine Weiterentwicklung
Übersicht 6. Lithographie: 1. Optische Lithographie 2. e-beam / AFM /STM 3. Röntgen 4. EUV (soft X-ray) 5. Imprint Technologie Prof. Dr. H. Baumgärtner B6.4-1 Die Extrem UV Lithographie ist eine Weiterentwicklung
Hot Lithography Materialrevolution im Kunststoff 3D-Druck
 Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
massive Maschinenbetten aus NANODUR Beton TECHNOLOGIE PARTNER DYCKERHOFF NANODUR
 massive Maschinenbetten aus NANODUR Beton TECHNOLOGIE PARTNER DYCKERHOFF NANODUR Vorteile massiver Maschinenbauteile Massive Maschinenbetten sind erforderlich, wenn bei schnellen Bearbeitungsgeschwindigkeiten
massive Maschinenbetten aus NANODUR Beton TECHNOLOGIE PARTNER DYCKERHOFF NANODUR Vorteile massiver Maschinenbauteile Massive Maschinenbetten sind erforderlich, wenn bei schnellen Bearbeitungsgeschwindigkeiten
MultiPulse PRO DER OPTIMALE CO 2 -LASER MIT 60 WATT FÜR DIE ABLATION, HAUT- VERJÜNGUNG UND ZUM SCHNEIDEN
 MultiPulse PRO DER OPTIMALE CO 2 -LASER MIT 60 WATT FÜR DIE ABLATION, HAUT- VERJÜNGUNG UND ZUM SCHNEIDEN EFFEKTIV S C H N E L L DERMALE UND EPIDERMALE LÄSIONEN Die Technologie des MultiPulse PRO ist das
MultiPulse PRO DER OPTIMALE CO 2 -LASER MIT 60 WATT FÜR DIE ABLATION, HAUT- VERJÜNGUNG UND ZUM SCHNEIDEN EFFEKTIV S C H N E L L DERMALE UND EPIDERMALE LÄSIONEN Die Technologie des MultiPulse PRO ist das
PSI. Physik Schülerlabor-Initiative
 PSI die Physik Schülerlabor-Initiative Mikrostrukturierung Version ohne eingebettete Animationen Die Physik-Schülerlabor-Initiative c Sven Röhrauer Mikrostrukturierung spielt eine entscheidende Rolle bei
PSI die Physik Schülerlabor-Initiative Mikrostrukturierung Version ohne eingebettete Animationen Die Physik-Schülerlabor-Initiative c Sven Röhrauer Mikrostrukturierung spielt eine entscheidende Rolle bei
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht!
 Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
vision & id 3D-MotionKit
 3D-MotionKit Ein fertiges Paket für 3D-Prüfaufgaben: Das 3D-MotionKit macht 3D-Merkmale, wie etwa Höhe, Volumen und Oberflächenschieflage messbar. Darüber hinaus wird das 3D-MotionKit dort eingesetzt,
3D-MotionKit Ein fertiges Paket für 3D-Prüfaufgaben: Das 3D-MotionKit macht 3D-Merkmale, wie etwa Höhe, Volumen und Oberflächenschieflage messbar. Darüber hinaus wird das 3D-MotionKit dort eingesetzt,
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Software - Hardware - Technik GmbH
 Software - Hardware - Technik GmbH Wir sind Ihr Kompetenzpartner für industrielle Beschriftung Über unser Unternehmen Die Software - Hardware - Technik GmbH wurde 1984 in Nürnberg mit der Absicht gegründet,
Software - Hardware - Technik GmbH Wir sind Ihr Kompetenzpartner für industrielle Beschriftung Über unser Unternehmen Die Software - Hardware - Technik GmbH wurde 1984 in Nürnberg mit der Absicht gegründet,
Paul Beier Werkzeugbau
 Werkzeugbau BEIER Paul Beier Werkzeugbau Kompetenz in Entwicklung und Fertigung Inhaltsverzeichnis Werkzeugbau... S. 04/05 Sonderlösungen... S. 06 Fertigung... S. 07 2 02 Werkzeugbau Werkzeugbau 03 3 Präzision
Werkzeugbau BEIER Paul Beier Werkzeugbau Kompetenz in Entwicklung und Fertigung Inhaltsverzeichnis Werkzeugbau... S. 04/05 Sonderlösungen... S. 06 Fertigung... S. 07 2 02 Werkzeugbau Werkzeugbau 03 3 Präzision
Laserstrahlmikroschweißen mit SHADOW
 mit SHADOW Ulm 2004-05-05 Kilian Klages Inhalt Einleitung Grundlagen Einordnung des Verfahrens Seite 2 Übersicht Einleitung Grundlagen Einordnung des Verfahrens Aufgabenstellung Seite 3 Prozessschritte
mit SHADOW Ulm 2004-05-05 Kilian Klages Inhalt Einleitung Grundlagen Einordnung des Verfahrens Seite 2 Übersicht Einleitung Grundlagen Einordnung des Verfahrens Aufgabenstellung Seite 3 Prozessschritte
Wasserstrahlschneidmaschine AQUATIL
 Wasserstrahlschneidmaschine AQUATIL Die Kraft des Wassers wird seit hunderten von Jahren durch den Menschen für Maschinen oder Antriebe genutzt. Die heutigen Möglichkeiten mit Erzeugung von höchstem Druck
Wasserstrahlschneidmaschine AQUATIL Die Kraft des Wassers wird seit hunderten von Jahren durch den Menschen für Maschinen oder Antriebe genutzt. Die heutigen Möglichkeiten mit Erzeugung von höchstem Druck
Mikrobearbeitung. Lasertechnologie Mikrobearbeitung Mikrobearbeitung - Microusinage. Funktionsprinzip Principe de fonctionnement
 Mikrobearbeitung Funktionsprinzip Principe de fonctionnement 1 Funktionsprinzip Principe de fonctionnement Abtragen dünner Schichten auf der Oberfläche. Schnelles Verfahren ca 2000 Zeich/sec Grosse Leistungsdichte
Mikrobearbeitung Funktionsprinzip Principe de fonctionnement 1 Funktionsprinzip Principe de fonctionnement Abtragen dünner Schichten auf der Oberfläche. Schnelles Verfahren ca 2000 Zeich/sec Grosse Leistungsdichte
Übersicht über die Vorlesung
 Übersicht über die Vorlesung I. Einleitung II. Physikalische Grundlagen der Optoelektronik III. Herstellungstechnologien IV. Halbleiterleuchtdioden V. Optik in Halbleiterbauelementen VI. Laserdioden VII.
Übersicht über die Vorlesung I. Einleitung II. Physikalische Grundlagen der Optoelektronik III. Herstellungstechnologien IV. Halbleiterleuchtdioden V. Optik in Halbleiterbauelementen VI. Laserdioden VII.
(un)sichtbar. (un)sichtbar. (un)sichtbar
sichtbar. (un)sichtbar. (un)sichtbar") (un)sichtbar (un)sichtbar (un)sichtbar TruLaser Cell 2000 Mikrobearbeitungsmaschine. Präzise. Flexibel. Alles aus einer Hand. Ihr Vorsprung auf der ganzen Linie: Höchste Präzision auf kleinstem Raum. Höchste
(un)sichtbar (un)sichtbar (un)sichtbar TruLaser Cell 2000 Mikrobearbeitungsmaschine. Präzise. Flexibel. Alles aus einer Hand. Ihr Vorsprung auf der ganzen Linie: Höchste Präzision auf kleinstem Raum. Höchste
Anwendungstechnik: Wilfried Geis
 Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Standard Optics Information
 SUPRASIL 311 und 312 1. ALLGEMEINE PRODUKTBESCHREIBUNG SUPRASIL 311 und 312 sind hochreine synthetische Quarzglassorten, die durch die Flammenhydrolyse von SiCl 4 hergestellt werden. Sie zeichnen sich
SUPRASIL 311 und 312 1. ALLGEMEINE PRODUKTBESCHREIBUNG SUPRASIL 311 und 312 sind hochreine synthetische Quarzglassorten, die durch die Flammenhydrolyse von SiCl 4 hergestellt werden. Sie zeichnen sich
Dünnfilmtechnische und mikro-mechanische Fertigungstechniken zur Herstellung von Mikro- und Nanobauteilen
 NanoDay H.H. Gatzen und C. Ruffert 06. Oktober 2005 Dünnfilmtechnische und mikro-mechanische Fertigungstechniken zur Herstellung von Mikro- und Nanobauteilen Übersicht 4 Fertigungstechniken am imt zur
NanoDay H.H. Gatzen und C. Ruffert 06. Oktober 2005 Dünnfilmtechnische und mikro-mechanische Fertigungstechniken zur Herstellung von Mikro- und Nanobauteilen Übersicht 4 Fertigungstechniken am imt zur
Präzisions-Hubtisch. Hervorragende Genauigkeit für hohe Lasten
 Präzisions-Hubtisch Hervorragende Genauigkeit für hohe Lasten UPL-120 Stlweg 13 mm (1/2") Unidirektionale Wiederholgenauigkeit bis 0,05 µm Bastbar bis 20 kg Integrierte optische Endschalter Mit direkt
Präzisions-Hubtisch Hervorragende Genauigkeit für hohe Lasten UPL-120 Stlweg 13 mm (1/2") Unidirektionale Wiederholgenauigkeit bis 0,05 µm Bastbar bis 20 kg Integrierte optische Endschalter Mit direkt
einfach integriert! Und das sagen unsere Kunden über imes-icore Lasersysteme: Die perfekte CAD/CAM-Software
 Lasersysteme Und das sagen unsere Kunden über imes-icore Lasersysteme: FHA LaserTec GmbH Wir haben einen präzisen und vor allem schnellen Schneidtisch für unser Applikationslabor gesucht und uns dank der
Lasersysteme Und das sagen unsere Kunden über imes-icore Lasersysteme: FHA LaserTec GmbH Wir haben einen präzisen und vor allem schnellen Schneidtisch für unser Applikationslabor gesucht und uns dank der
Übersicht Graviersysteme HXM
 1 Toolytech Technologiezentrum Göschwitzer Straße 25 07745 Jena Deutschland / Germany Übersicht Graviersysteme HXM Toolytech Ansprechpartner: Robert Schaller Telefon-Nr.: +49 (0) 3641 386 811 1 Wir danken
1 Toolytech Technologiezentrum Göschwitzer Straße 25 07745 Jena Deutschland / Germany Übersicht Graviersysteme HXM Toolytech Ansprechpartner: Robert Schaller Telefon-Nr.: +49 (0) 3641 386 811 1 Wir danken
3D laser ablation & measuring
 3D laser ablation & measuring 3D Laserabtragung 3D Oberflächenmessung ÜBer uns Vor mehr als 15 Jahren wollten wir junge Technologien testen, neue Potenziale entdecken und die Massstäbe konventioneller
3D laser ablation & measuring 3D Laserabtragung 3D Oberflächenmessung ÜBer uns Vor mehr als 15 Jahren wollten wir junge Technologien testen, neue Potenziale entdecken und die Massstäbe konventioneller