Seite 1. WIG - Schweißen. Lehrmaterial für die praktische Ausbildung
|
|
|
- Roland Kaufman
- vor 8 Jahren
- Abrufe
Transkript
1 Seite 1 WIG - Schweißen Lehrmaterial für die praktische Ausbildung

2 Einteilung der Schutzgasschweißverfahren Seite 2 Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Schutzgasschweißen Metall - Schutzgasschweißen Wolfram - Schutzgasschweißen Metall- Metall- Wolfram- (Wolfram-) Aktiv - Inert - Plasma Gasschweißen Gasschweißen Gasschweißen schweißen
 Aktiv - Inert - Plasma Gasschweißen Gasschweißen")
3 Seite 3 Verfahrensprinzip des Wolfram-Inertgas-Schweißverfahrens WIG Stromkontakt Wolframelektrode Schutzgas Schutzgasdüse Schweißenergiequelle Schweißstab Schweißfuge Lichtbogen Werkstück Beim WIG-Schweißen brennt der Lichtbogen zwischen einer nichtabschmelzenden Wolframelektrode und dem Werkstück. Ein Schutzgas umgibt Schmelzbad und Wolframelektrode und verhindert so die Oxidation durch den Sauerstoff der Umgebungsluft. Inerte Gase sind reaktionsträge, das heißt, sie gehen keine chemischen Reaktionen ein. Solche Gase sind Argon und Helium. Aus Kostengründen wird zum WIG-Schweißen überwiegend Argon verwendet. Nach dem inerten Gas und der Wolframelektrode ist das WIG-Schweißen benannt: Wolfram - Inert - Gas - Schweißen = WIG-Schweißen

4 WIG-Schweißanlage Seite 4 Druckminderer Schweißstromquelle mit Steuergerät Schlauchpaket s Netzanschluß Schutzgasflasche Schweißstromleitung Die Schweißstromquelle Bauteile Transformator Ventilator Gleichrichter Impulsgenerator Magnetventil Aufgabe/Funktion Reduzierung der Netzspannung auf Schweißspannung Erhöhung der Netzstromstärke auf Schweißstromstärke Schutz vor Überhitzung der Bauteile Umwandlung von Wechselstrom in Gleichstrom Ermöglicht ein berührungsloses Zünden des Lichtbogens Elektromagnetisches Öffnen und Schließen der Schutzgasleitung Steuergerät Einstellen der Schweißstromstärke Steuerung des Schutzgasmagnetventils Einstellung der Vor - und Nachströmzeit Ein - und Ausschalten des Schweißstroms

5 Schutzgasflaschen Seite 5 Sechskantansatz für Schraubenschlüssel Schutzkappe Innengewinde Handrad zum Öffnen und Schließen des Flaschenventils Anschlussgewinde für Druckminderer Außengewinde für Schutzkappe Stempel für: > Gasart > Gewicht > Lieferant > TÜVusw. Gasflasche Fußring für sicheren Stand Flaschen nur mit aufgeschraubter Schutzkappe transportieren, gegen Umfallen sichern und vor direkter Sonneneinstrahlung schützen.

6 Druckminderer Seite 6 Das Schutzgas wird aus der Flasche über den Schlauch in das Steuergerät und anschließend zum Schweißbrenner geführt. Bei Einzelgeräten erfolgt die Schutzgasversorgung aus einer Gasflasche. Da der Fülldruck bis zu 200 bar betragen kann, muss der Druck durch einen Druckminderer auf den Arbeitsdruck reduziert werden. Gleichzeitig kann man die zum Schutzgasschweißen benötigte Gasmenge an einem Durchflussmesser einstellen (ca. 4 bis 15 l/min). Einstellen des Schutzgases Als Schutzgas dient meist Argon. Die einzustellende Durchflussmenge ist abhängig vom zu schweißenden Werkstoff (Dicke, Materialart) und der gewählten Gasdüse. Sie lässt sich aus Tabellen und Schaubildern ermitteln. Da die Schutzgasmenge nur bei geöffnetem Magnetventil im Steuergerät eingestellt werden kann, muss der Schalter am Brennerhandgriff betätigt werden. Für die Anzeige der Schutzgasmenge ist am Druckminderer ein Durchflussmengenmesser vorgesehen. Die strömende Schutzgasmenge lässt in einem Messrohr einen Schwebekörper mehr oder weniger hoch steigen. Auf einer Skala am Messrohr können Sie an der höchsten Stelle des Schwebekörpers die Durchflussmenge in l/min ablesen. Um Messungenauigkeiten zu vermeiden, wird vom Hersteller des Druckminderers der Eingangsdruck im Durchflussmengenmesser durch Kontern und Plombieren der Einstellschraube konstant gehalten. Es geht als Druckminderer aber auch ein einfacher Schutzgasregler mit 2 Manometern, dort kann am rechten Manometer die Durchflußmenge abgelesen werden.
 und der gewählten Gasdüse. Sie lässt sich aus Tabellen und Schaubildern ermitteln.")
7 WIG - Schweißbrenner und Schlauchpaket Seite 7 Brennerkappe Handgriff Spannhülse zum Einspannen der Wolframelektrode nicht abgebildet: Spannhülsengehäuse Schlauchpaket Steuerleitung Brennerkörper Kühlwasserrücklauf Schweißstrom Kuhlwasserzulauf Schutzgas Durch das Schlauchpaket ist die Schweißstromquelle mit dem WIG-Schweißbrenner verbunden. Das Schlauchpaket enthält die Schweißstromleitung, die Steuerleitung, den Schutzgasschlauch und ggf. Kühlwasserzu- und rücklauf. Man unterscheidet gasgekühlte und wassergekühlte WIG-Schweißbrenner. Beim gasgekühlten Schweißbrenner wird die entstehende Wärme durch des Schutzgas abgeführt. Dies funktioniert aber nur begrenzt. Bei Schweißstromstärken ab ca. 200 A werden wassergekühlte WIG- Schweißbrenner verwendet.

8 Wechseln der Wolframelektrode Seite 8 Die Wolframelektrode wird mit einer Spannhülse im Brennergehäuse befestigt. Im Brennergehäuse ist ein auswechselbares Spannhülsengehäuse eingeschraubt. Zum Auswechseln der Elektrode wird die Brennerkappe gelöst. Dadurch lockert sich die geschlitzte Spannhülse und die Wolframelektrode kann nach unten aus dem Brennerkörper herausgezogen werden. Die Elektrodenspitze der Wolframelektrode soll beim Einspannen maximal bis 5 mm aus der Gasdüse herausragen. Wolframelektroden sind in den Längen 50 mm, 75 mm, 150 mm und 175 mm erhältlich. Die genormten Durchmesser sind 1,0 mm, 1,6 mm, 2,0 mm, 2,4 mm, 3,2 mm 4,0 mm, 6,4 mm und 8,0 mm. Beim Einspannen wird für jeden Elektrodendurchmesser die entsprechende Spannhülse und das Spannhülsengehäuse verwendet. Die Wahl des Durchmessers der Wolframelektrode ist abhängig von der Blechdicke bzw. Materialstärke des Werkstücks, von der Schweißposition und von der Materialart. Die Eigenschaften der Wolframelektroden können durch bestimmte chemische Zusätze beeinflusst werden. So führt z. b. der Zusatz von Thorium zu verbesserten Zündeigenschaften, höherer Strombelastbarkeit und längeren Standzeiten. Beispiel für Bezeichnung: Elektrode DIN , WT 20 Elektrode = Lieferform DIN = DIN-Nummer 2,4 = Elektrodendurchmesser 175 = Elektrodenlänge WT 20 = Wolframelektroden mit Thoriumzusatz

9 Anschleifen der Wolframelektrode Seite 9 Falsch Anschliff der Wolframelektrode für das Schweißen mit Gleichstrom. Der Spitzenwinkel soll 30 bis 45 betragen und als Längsschliff ausgeführt werden. Der Anschliff soll zentrisch und möglichst fein sein, da hierdurch wesentlich längere Standzeiten erreicht werden können. Wird die Spitze der Wolframelektrode durch versehentliche Berührung des Schweißbades verunreinigt, muss sie durch Trennschleifverfahren abgearbeitet und erneuert werden. Ein Abbrechen oder Abschlagen der Spitze ist zu vermeiden, da die Wolframelektrode aufspleißen und unbrauchbar werden kann. Anschliff der Wolframelektrode für das Schweißen mit Wechselstrom. Bei kleineren Elektrodendurchmessern bis 1,0 mm wird die Elektrode nicht angeschliffen. Für größere Elektrodendurchmessern schleift man einen Spitzenwinkel von 90 oder einen Kegelstumpf an. An der Elektrodenspitze bildet sich beim Schweißen eine Halbkugel (Kalotte).

10 Seite 10 Arbeitsschutzkleidung Beim Schweißen können folgende Gefahren eintreten: Brand- und Explosionsgefahr durch Lichtbogen, Funken, Metallspritzer, heiße Teile. Verletzungen für Augen und Haut durch UV- und Wärme - Strahlen, heiße Teile und Schweißspritzer. Gesundheitsgefährdung durch schädliche Rauche, Dämpfe und Gase. Erhöhte Gefährdung durch elektrischen Strom (besonders in engen und feuchten Räumen). Gesundheitsgefahr beim Schweißen von verzinkten, verbleiten oder mit bleihaltigen Anstrichstoffen versehenden Gegenständen. Persönliche Schutzausrüstung des Schweißers Enganliegende, schwerentflammbare geeignete Arbeitskleidung, Lederschürze, Schweißerhandschuhe Gamaschen, Sicherheitsschuhe, Schweißschild bzw. Schutzhaube, Schutzbrille für Schleif arbeiten. Das Tragen von Kleidungs- und Wäschestücken aus leicht entflammbarer oder leicht schmelzender Kunstfaser kann beim Schweißen zu empfindlichen Hautverletzungen führen und ist daher verboten. Mit brennbaren Stoffen verunreinigte Kleidung z. B. Öl, Fett, Petroleum und Kleidung aus Kunstfasern, darf nicht getragen werden. Schutzhaube Die verwendeten Schutzgläser müssen einer bestimmten Schutzstufe entsprechen und gekennzeichnet sein. Die Schutzstufen sind beim WIG-Schweißen 10 bis 14. Arbeitsplatz Schweißplätze werden durch Stellwände oder Vorhänge abschirmt. Für gute Be- und Entlüftung im Arbeitsbereich sorgen, insbesondere bei oberflächenbeschichteten Werkstoffen. Die beim Schweißen entstehenden Rauche und Gase müssen abgesaugt werden.

11 Zünden des Lichtbogens Seite 11 Beim Zünden des Lichtbogens entstehen hohe Temperaturen, die das Schutzgas elektrisch leitfähig macht. Zünden durch Berührung (Lift-Arc) Der Lichtbogen wird durch eine streichende Berührung der Wolframelektrode (blau) auf dem Werkstück gezündet. Beim Zünden muss bereits das Schutzgas ausströmen um die Wolframelektrode vor der Umgebungsluft zu schützen. Die Berührung der Wolframelektrode mit dem Werkstück während des Zündvorganges kann dazu führen, dass sich Wolfram von der Elektrodenspitze löst und als Wolframeinschluss im Schweißgut verbleibt. Außerdem kann sich Schweißgut an der Elektrode anheften. Die Folge ist ein unruhiger Lichtbogen, der einen Neuanschliff der Wolframelektrode nötig macht. Durch das Zünden des Lichtbogens auf einer Kupferplatte neben der Schweißstelle können die genannten Fehler jedoch vermieden werden. Das Zünden durch Berührung ist nur bei Schweißen mit Gleichstrom möglich. Zünden durch Kurzschluss und Erwärmung Zünden ohne Berührung HF - Zündung Ist im Steuergerät der WIG-Anlage ein Impulsgenerators eingebaut, wird ein Zünden ohne Berührung möglich. Die o. g. Fehler, wie sie beim Zünden durch Berührung entstehen, können hier nicht auftreten. Zum Zünden ohne Berührung wird die Wolframelektrode bis auf ca. 2 mm an das Werkstück herangeführt. Hier zündet der Lichtbogen und der Schweißbrenner kann in die richtige Schweißhaltung gebracht werden. Ein Zünden ohne Berührung ist bei Schweißen mit Gleich- und Wechselstrom möglich. Zünden durch Hochspannungsimpuls

12 Kennzahlen für Schweiß- und Lötverfahren Seite = Gasschweißen mit Sauerstoff-Acetylen-Flamme (Autogenschweißen) 141 = Wolfram-Inertgasschweißen 111= Lichtbogenhandschweißen 131 = Metall-Inertgasschweißen 135 = Metall-Aktivgasschweißen 91 = Hartlöten 92 = Weichlöten Schweißstäbe für das WIG-Schweißen Beispiel: Schweißstab für un- und niedriglegierte Stähle Schweißstab DIN SGI - 2 x 1000 Schweißstab = DIN 8559 = SGI = 1000 = Lieferform DIN-Norm Typ-Kurzzeichen Durchmesser Länge Für das Schweißen der verschiedenen Werkstoffe werden jeweils dazu passende Schweißstäbe verwendet, damit das Schweißgut möglichst die gleiche Zusammensetzung wie der Grundwerkstoff hat. Schweißzusätze müssen nach Sorten getrennt und nach Herstellerangaben gelagert und verarbeitet werden. Die Schweißstäbe sind 1000 mm lang und haben Durchmesser von 1,6; 2,0; 2,4; 3,0; 4,0 und 5 mm. Der Durchmesser wird nach der Schweißposition, vorrangig aber nach der Werkstückdicke ausgewählt. Schweißstäbe müssen frei von Zunder, Schmutz, Öl und Fett sein. Sie sind so zu verschweißen, dass auf Reststücken die DIN/EN-Kennzeichnung erhalten bleibt. Schweißstromstärke Richtwerte für un- und niedriglegierte Stähle, Schweißposition PA, Stumpfnaht Blechdicke Lagenzahl 0 Elektrode Schweißstrom 0 Schweißstab 1,0 mm 1 1,0 mm 60 A 1,6 mm 2,0 mm 1 1,6 mm 110 A 2,0 mm 3,0 mm 1 1,6 mm 140 A 2,4 mm 4,0 mm 2 2,4 mm 190A 2,4 mm 5,0 mm 2 3,2 mm 250 A 2,4 mm

13 Polung und Stromort Seite 13 Polung und Stromart der Elektrode richten sich nach dem zu schweißenden Werkstoff. Gleichstrom (Elektrode am Minuspol) wird beim Schweißen von Stahl, Gusseisen, Chrom- Nickel-Stahl, Nickellegierungen, Silber, Blei, Titan, Zirkon und Kupfer angewendet. Durch die Polung der Elektrode am Minuspol der Schweißstromquelle entstehen am Werkstück die höheren Temperaturen und an der Elektrode die niedrigen Temperaturen. Aus diesem Grund kann die Wolframelektrode spitz angeschliffen werden. Die Spitze bleibt während des Schweißvorgangs erhalten. Der Lichtbogen brennt dadurch stabiler und lässt sich besser führen. Es entsteht ein schmaler und tiefer Einbrand (hier rot dargestellt). Wechselstrom (Elektrode am Pluspol) wird zum Schweißen von Aluminium, Magnesium und deren Legierungen eingesetzt. Diese Leichtmetalle haben eine sehr dichte, schwer schmelzende Oxidschicht auf der Materialoberfläche, die nur bei Pluspolung der Elektrode zerstört werden kann. Positiv geladenen Ionen prallen auf die Werkstückoberfläche und reißen aufgrund ihres großen Wirkungsquerschnitts die. Oxidschicht auf. Man spricht dabei von der Reinigungseffekt" des Pluspols. Die Wolframelektrode ist beim Schweißen einer hohen thermischen Belastung ausgesetzt. Am Elektrodenende bildet sich ein kugelförmiger Wolframtropfen. Es entsteht ein breiter und flacher Einbrand (hier grün dargestellt). Gleichstromschweißen Wechselstromschweißen

14 Seite 14 Einfluss der Schweißstromstärke auf die Wolfromelektrode Gleichstromschweißen Wechselstromschweißen Schweißstrom richtig Schweißstrom zu niedrig Schweißstrom zu hoch

15 Seite 15 Wurzelschutz mit Formiergas Hoch legierte Stähle neigen schnell zur Oxidation. Auf der Oberseite des Werkstückes hält das Schutzgas den Sauerstoff vom Schweißgut fern. Durch die geringen Schweißgeschwindigkeiten beim WIG-Schweißen erhält aber die Rückseite des Werkstückes oft ein verbranntes Aussehen. Davor kann ein ausreichender Wurzelschutz durch ein Formiergas schützen. Ein Umspülen der zu schweißenden Werkstücke im Bereich Schweißnaht verhindert bzw. vermindert die Oxidation und die Bildung von Anlauffarben (Oxidschichten fördern die Korrosion). Außerdem hat Formiergas auch einen günstigen Einfluss auf die Wurzelbildung. Als Formiergas werden Gasgemische mit 1 bis 30% Wasserstoff verwendet. Bis zu einem Wasserstoffanteil von 10% im Formiergas verhindern Argon bzw. Stickstoff eine Knallgasbildung. Beträgt der Wasserstoffanteil mehr als 10% muss das aus der Vorrichtung strömende Formiergas abgefackelt werden, da sonst eine Verpuffung möglich ist. Bei Tageslicht ist die Flamme des abgefackelten Formiergases kaum sichtbar. Hier besteht die Gefahr einer Verbrennung. Rohrdeckel geheftete Rohrstücke Rohrdeckel Gewindestange + Flügelmutter Anschluß für Formiergas Einfache Vorrichtung für den Wurzelschutz bei Rohren. Die gehefteten Rohrstücke werden mit Hilfe einer Gewindestange und zwei Stahlblechronden, deren Durchmesser größer ist als der Rohrdurchmesser, verschlossen. An einer Stahlblechronde befindet sich der Anschluss für das Formiergas. Für gerade Bleche kommen Kupferschienen, die mit einer Gaszuführung und Bohrungen versehen ist, zum Einsatz.
. Außerdem hat Formiergas auch einen günstigen Einfluss auf die Wurzelbildung.")
16 Schweißpositionen Seite 16 Vergleich der Schweißpositionen ISO 6947 DIN 1912 Position PA w Wannenposition PB h Horizontalposition PF s Steigposition roter Pfeil PG f Fallposition roter Pfeil PC q Querposition PE ü Überkopfposition PD hü Horizontal-Überkopfposition

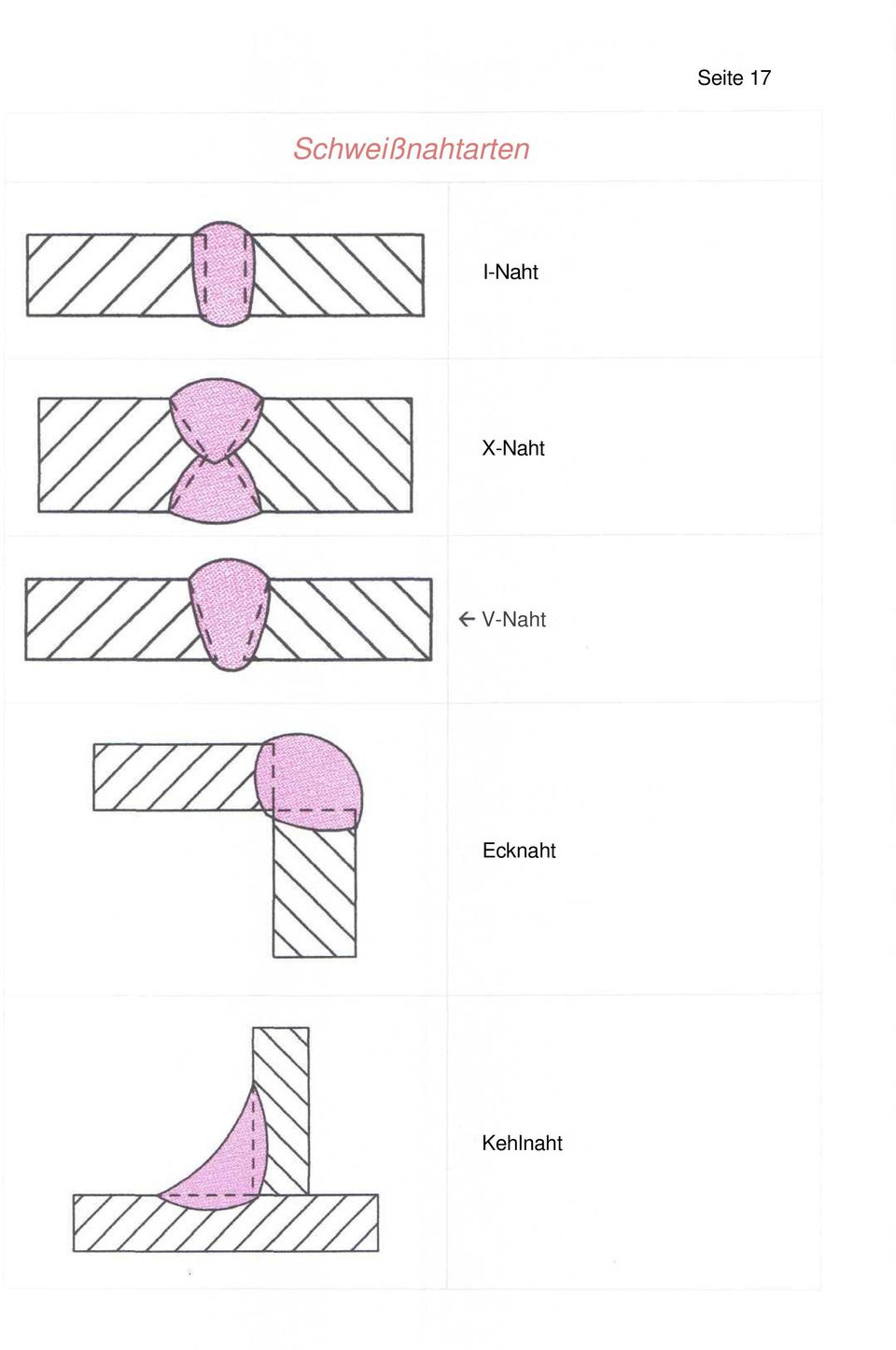
17 Seite 17 Schweißnahtarten I-Naht X-Naht V-Naht Ecknaht Kehlnaht
18 Übung Auftragsschweißen Seite 18 Beim Auftragsschweißen können durch Verschleiß abgetragene Flächen, Kanten oder Profile wieder ergänzt werden. Ebenso ist es möglich durch Auftragsschweißen eine hochwertige Oberfläche auf einem billigem Grundmaterial herzustellen. Das Sinnbild und alle nötigen Angaben werden an einer Bezugslinie eingetragen. Am Ende dieser Bezugslinie befindet sich eine Gabel, in der die weiteren Hinweise zu finden sind. In diesem Beispiel die Zahl 141 (Kennzahl für das WIG-Schweißen) und PA (Schweißposition waagerecht). Stahlblech St 37-2 Arbeitsablauf: > Zeichnung lesen > Blech zuschneiden, entgraten, richten und ggf. säubern > Abstände der Schweißraupen auf dem Werkstück kennzeichnen > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Schweißraupen in Position PA auftragen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupen säubern

19 Seite 19 Schweißvorgang Bei konstanter Schweißstromstärke hat die Lichtbogenlänge Einfluss auf Einschmelztiefe und Raupenbreite. Die Lichtbogenlänge sollte in Abhängigkeit von der Schweißaufgabe 3 bis 5 mm betragen. Der Durchmesser der Gasdüse beeinträchtigt die Beobachtung des Schweißvorgangs und erfordert deshalb eine Länge der freien Elektrodenspitze von 2 bis 5 mm. Beim Schweißen werden Schweißbrenner und Schweißstab gleichmäßig von rechts nach links geführt. Die Elektrodenachse ist um 5 bis 20 aus der Senkrechten gegen die Schweißraupe geneigt und der Schweißstab um 10 bis 30 aus der Blechebene angehoben. Schweißrichtung Voraussetzungen für eine gute Schweißnaht sind: > gleichmäßige Schweißgeschwindigkeit > konstante Lichtbogenlänge > saubere Elektrodenspitze > korrekte Brennerführung > richtige Schutzgasmenge > richtige Schweißstabhaltung

20 Seite 20 Nachdem die Abstände der zu schweißenden Raupen auf dem Werkstück angerissen sind, kann man sie zusätzlich mit Körnerpunkten markieren. Schweißen des Werkstücks Der Schweißbrenners wird an die erste Anrisslinie herangeführt und der Lichtbogen in o. g. gezündet. Durch die entstehende Wärme schmilzt das Werkstück an der Zündstelle auf. Ist eine ausreichende Breite aufgeschmolzen, wird der Schweißstab tupfend in das Schmelzbad getaucht und abgeschmolzen. Anschließend wird der Schweißstab etwas zurückgezogen. Schweißbrenner und Schweißstab werden von rechts nach links bewegt und der Schweißstab wieder tupfend in das Schmelzbad getaucht. Dieser Vorgang wiederholt sich, bis das Ende der Schweißraupe erreicht ist. Achten Sie darauf, dass Schweißstab und Schmelzbad immer in der Schutzgasglocke bleiben. Vermeiden Sie die Berührung der Elektrode mit Schmelzbad oder Schweißstabspitze. Ist das Ende der Schweißraupe erreicht, wird mit dem Schalter am Schweißbrenner der Schweißstrom abgeschaltet. Nach dem Abschalten lassen Sie den Schweißbrenner noch einige Sekunden über der Schweißsteile stehen, damit das noch nachströmende Schutzgas das Schmelzbad bis zur Erstarrung schützt. Beurteilen der Schweißraupen Eine gut geschweißte Raupe hat ein feinschuppiges Aussehen, eine gleichmäßige Breite und Nahthöhe (blaue Schweißnaht). Eine zu große Schweißgeschwindigkeit oder eine ungenügende Erwärmung des Werkstücks haben Bindefehler zur Folge. Der Schweißzusatzwerkstoff wird dann nur aufgetropft und hat eine ungenügende Verbindung mit dem Werkstück. Ein ungleichmäßiges Nahtbild entsteht durch eine unruhige Brennerführung (rote Schweißnaht). Ist die Schweißgeschwindigkeit zu langsam, besteht die Gefahr einer Überhitzung oder sogar einer Durchschmelzung des Werkstücks.

21 Seite 21 Übung: Kehlnaht am Überlappstoß Stahlblech St 37-2 Arbeitsablauf: > Zeichnung lesen > Bleche zuschneiden, entgraten, richten und ggf. säubern > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Bleche an fünf Stellen heften (Stirnseiten + 3 Heftstellen) und evtl. richten > Schweißnaht in Position PB aufschweißen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupe säubern
22 Seite 22 Schweißen des Werkstücks Um die geforderte Maßhaltigkeit zu erzielen, sind die Werkstücke zunächst auszurichten und mit Spannzangen oder Schraubzwingen zusammen zu spannen. Dabei ist darauf zu achten, dass sich die Überlappung ganzflächig berührt. Geheftet werden zunächst die Stirnseiten rechts und links, anschließend weitere drei Stellen am Blech in etwa gleichen Abständen. Die Heftpunkte sollen möglichst klein sein um ein Verziehen zu vermeiden. Um Bindefehler zu vermeiden, werden die Heftpunkte beim Schweißen vollständig aufgeschmolzen. Achten Sie darauf, dass Schweißstab und Schmelzbad immer in der Schutzgasglocke bleiben. Vermeiden Sie die Berührung der Elektrode mit Schmelzbad oder Schweißstabspitze. Mögliche Schweißfehler Einbrandkerben z. B. durch zu hohe Stromstärke. Werkstoff wird aus dem Werkstück ausgeschmolzen. Werkstückkante wurde nicht erfasst z. B. durch falsche Schweißbrennerhaltung.
23 Seite 23 Übung: Kehlnaht am T-Stoß Stahlblech St 37-2 Arbeitsablauf: > Zeichnung lesen > Bleche zuschneiden, entgraten, richten und ggf. säubern > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Bleche an fünf Stellen heften (Stirnseiten + 3 Heftstellen) und evtl. richten > Schweißnaht in Position PB schweißen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupen säubern
24 Seite 24 Heftstelle Schweißen des Werkstücks Bei dieser Kehlnaht stoßen zwei Bleche rechtwinklig aufeinander (T-Stoß). Bei der Vorbereitung für diese Schweißnaht ist darauf zu achten, dass die Stirnfläche des senkrechten Bleches spaltfrei über die gesamte Länge aufsitzt. Um den korrekten Sitz zu überprüfen, kann man die Bleche in der zukünftigen Scheißposition fest aufeinander pressen und gegen das Licht halten. Findet man so noch größere Lichtspalte, müssen die Bleche nachgearbeitet werden. So wird verhindert, dass Schweißgut vom Lichtbogen durch den Spalt gedrückt wird. Bindefehler werden so vermieden. Werden die Heftsteilen auf der Rückseite der zu schweißenden Kehlnaht (hier rot dargestellt) angebracht, kann ein Überschweißen der Heftsteilen vermieden werden. Muss der T-Stoß beidseitig geschweißt werden, so können die Heftsteilen nach dem Schweißen der ersten Seite abgearbeitet werden, um so die mögliche Gefahr von Bindefehlem beim Überschweißen auszuschließen. Achten Sie beim Heften auf einen evtl. Verzug. Beim senkrechten Blech wird nur die untere Kante aufgeschmolzen. Beim unteren Blech muss eine größere Fläche erwärmt werden. Der größere Wärmebedarf des unteren Bleches wird dadurch gedeckt, dass der Lichtbogen nicht direkt in die Kehle gerichtet wird, sondern der Brenner wird so geführt, dass das untere Blech mehr erwärmt wird. Im Idealfall soll die Kehlnaht ein gleichschenkliges Dreieck bilden.
25 Seite 25 Übung: Stumpfstoß als I - Naht (VA) Material X 5 CrNi 188 Arbeitsablauf: > Zeichnung lesen > Bleche zuschneiden, entgraten, richten und ggf. säubern > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Bleche an 4 Stellen heften und evtl. richten > Schweißnaht in Position PA schweißen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupen säubern
26 Seite 26 Schweißrichtung Schweißen des Werkstücks Werden die Stirnflächen parallel aneinandergelegt, so bezeichnet man diesen Stoß als Stumpfstoß. Die Schweißnaht entsteht durch das Aufschmelzen der Stirnflächen und der Zugabe von geschmolzenem Schweißzusatzwerkstoff. Um eine gute Wurzelschweißung zu erreichen, ist bei einer I-Naht ein Stegabstand vorzusehen. Dieser ist abhängig von der Blechdicke und sollte bei Blechen ab 1 mm aufwärts 1-4 mm betragen. Bei Blechen unter 1 mm kann auf einen Stegabstand verzichtet werden. Geheftet wird in einer bestimmten Reihenfolge an mindestens vier Stellen gleichmäßig über die Länge verteilt. Der Stumpfstoß ist zügig in einem Arbeitsgang durchzuschweißen, da sich sonst die Bleche durch die ungleichmäßig erwärmen und sich verziehen können. Die Heftstellen müssen gut aufgeschmolzen werden um Bindefehler und Wurzelfehler zu vermeiden. Das aus der Gasdüse strömende Schutzgas schützt die Oberseite des Werkstücks vor den Einflüssen der Luft, nicht aber die Rück- bzw. Wurzelseite. Gut geschweißte Naht Zu geringe Stromstärke. Folge: Wurzel nicht erfasst
27 Seite 27 Übung: Stumpfstoß als I - Naht in Steigposition Stahlblech St 37-2 Arbeitsablauf: > Zeichnung lesen > Bleche zuschneiden, entgraten, richten und ggf. säubern > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Bleche an 5 Stellen heften und evtl. richten > Schweißnaht in Position PF schweißen > Schweißstrom abschalten, Schweißgerät ausschalten > Schweißraupen säubern
28 Seite 28 Schweißrichtung Schweißen des Werkstücks Nicht immer ist es möglich, alle Schweißarbeiten können in Wannen- oder Horizontalposition durchzuführen. Muss sich der Schweißer der Lage des Werkstücks anpassen, spricht man von einer Zwangsposition. In dieser Übung wird eine I-Naht in der Steigposition (Kurzzeichen PF) geschweißt. Die Naht wird also von unten nach oben geschweißt. Da der Schweißbrenner die Sicht auf die bereits fertige Naht versperrt, muss besonders auf eine konstante Schweißgeschwindigkeit geachtet werden. Der WIG-Schweißbrenner wird schräg nach oben unter einem Winkel von etwa 60 angestellt. Mit dieser Haltung ist eine gute Wurzelschweißung möglich. Die Schweißgeschwindigkeit ist in Steigposition geringer. Dadurch besteht die Gefahr einer zu großen Nahtüberhöhung. Dies kann man durch eine Anpassung der Schweißgeschwindigkeit und durch entsprechende Zugabe des Schweißzusatzwerkstoffes verhindern. Gut geschweißte Naht Überhöhte Schweißnaht
29 Übung: Stumpfstoß am Rohr Seite 29 Stahlrohr St 37-2 Arbeitsablauf: > Zeichnung lesen > Rohre auf der Metallbandsäge zuschneiden, entgraten und ggf. säubern > Stirnseiten der Rohrstücke auf der Drehbank plandrehen > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Rohre ausrichten und an 3 Stellen im Abstand von 120 heften > I -Naht in Position PA, PF und PE schweißen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupen säubern
30 Seite 30 Schweißen des Werkstücks Die gehefteten Rohrstücke (Heftpunkte hier rot dargestellt) werden waagerecht in einer Spannvorrichtung fixiert und während des Schweißens nicht mehr bewegt. Das Schweißen des Übungsstückes erfolgt in 2 Stufen. In der 1 Stufe wird in der Überkopfposition PE begonnen. Mit fortschreitendem Schweißvorgang kommt der Schweißbrenner in die Steigposition PF und abschließend in die Wannenposition PA. Die gleichen Schweißpositionen durchläuft der Schweißbrenner auch in Stufe 2. Die Heftstellen müssen gut aufgeschmolzen werden um Bindefehler und Wurzelfehier zu vermeiden. Am Zusammenschluss in den Positionen PE und PA muss die bereits vorhandene Naht etwa 5 mm aufgeschmolzen werden. Dadurch werden Bindefehler an der Ansatzstelle und im Endkrater vermieden.
31 Übung: Stumpfstoß als I - Naht (Kupfer) Seite 31 Material SF- Cu Arbeitsablauf: > Zeichnung lesen > Bleche zuschneiden, entgraten, richten und ggf. säubern > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Bleche an 4 Stellen heften und evtl. richten > Schweißnaht in Position PA schweißen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupen säubern
32 Seite 32 Kupfer besitzt eine hohe Wärmeleitfähigkeit und erschwert dadurch das Schweißen. Im Gegensatz zu Stahl zeigt Kupfer auch bei höheren Temperaturen keine Glühfarben. Der Übergang vom festen in den flüssigen Zustand geschieht schlagartig. Es entsteht kein teigiger Zustand. Dadurch kann der Schweißstoß im Erwärmungsbereich leicht durchbrechen. Um das Schmelzbad etwas zäher und damit berechenbaren zu machen, werden dem Schweißzusatzwerkstoff, d. h. dem Schweißstab Legierungselemente wie Silber, Zinn oder Silizium zulegiert (z. B. DIN 1733-S-CuAg-2). Grundmaterial und Schweißzusatzwerkstoff müssen aufeinander abgestimmt sein. Die Schweißstromstärke wird etwa doppelt so groß gewählt wie bei einer vergleichbaren Schweißnaht an Stahlblechen. Schweißen des Werkstücks Um die Oxid haut zu entfernen, müssen die Kupferbleche und der Schweißstab vor dem Schweißen im Schweißbereich metallisch blank geschliffen werden. Ein Schweißflussmittel mit dem der Schweißbereich und der Schweißstab eingestrichen werden, vermindert die Neubildung einer Oxidschicht während der Schweißarbeit und erleichtert so das Schweißen. Nach dem Schweißen müssen die Flussmittelrückstände vollständig mit Wasser abgewaschen werden. Ein zusätzlicher Wurzelschutz ist nicht nötig, wenn auch die Blechrückseite ausreichend mit Flussmittel eingestrichen wird. Kupfer und die meisten Kupferlegierungen werden mit Gleichstrom (Elektrode am Minuspol) geschweißt. Eine Vorwärmung ist nur bei Materialstärken ab ca. 5 mm notwendig. Dünnere Materialstärken erhalten die nötige Wärme durch die voranlaufende Schweißwärme.
33 Seite 33 Arbeitsprobe - Abschlussarbeit Stahlblech St 37-2
34 Seite 34 Die Abschlussarbeit besteht aus der Wiederholung der erlernten Fertigkeiten. Geschweißt wird am unlegierten Stahlblech. Alle Bleche werden vor dem Schweißen komplett zusammengeheftet. Arbeitsablauf: > Zeichnung lesen > Bleche zuschneiden, entgraten und ggf. säubern > Wolframelektrode überprüfen und ggf. Anschleifen > Schweißgerät einschalten > Schweißstromstärke und Schutzgasmenge einstellen > Schweißstrom einschalten und Lichtbogen zünden > Bleche ausrichten und heften > I -Nähte und Kehlnähte in Position PA, PF und PB schweißen > Schweißstrom abschalten > Schweißgerät ausschalten > Schweißraupen säubern Bewertung der Abschlussarbeit Es werden jeweils beurteilt: Nahtüberhöhung, Nahtaussehen, > Gleichmäßigkeit > Nahtansätze > Einbrandkerben Bindefehler, Wurzeldurchhang, Wurzelrückfall.
35 Aluminiumschweißen Seite 35 Beim Schweißen von Aluminium wird Wechselstrom verwendet. Die schwer schmelzbaren Oxidschichten auf dem Aluminium haben einen Schmelzpunkt von ca C. Dagegen hat reines Aluminium nur einen Schmelzpunkt von 650 C. Durch die Anwendung von Wechselstrom mit Pluspolung der Elektrode wird es möglich die Oxidschichten zu zerstören. Dabei prallen positiv geladenen Ionen auf die Werkstückoberfläche und reißen aufgrund ihres großen Wirkungsquerschnitts die Oxidschicht auf. Man spricht dabei von der Reinigungseffekt" des Pluspols. Die Wolframelektrode ist beim Schweißen einer hohen thermischen Belastung ausgesetzt. Am Elektrodenende bildet sich ein kugelförmiger Wolframtropfen (hier rot dargestellt). Es entsteht ein breiter und flacher Einbrand. Bei größerer Materialdicke müssen die Bauteile wegen der schnellen Wärmeableitung vorgewärmt werden. Lichtbogen bei Wechselstrom Bei Wechselstrom erlischt bei jedem Polwechsel der Lichtbogen. Deshalb muss er wie beim berührungslosen Zünden durch Hochspannungsimpulse am Beginn jeder Halbwelle neu gezündet werden. Oberflächenbehandlung vor dem Schweißen von Aluminium Bei der Verarbeitung von Aluminium muss besonders großen Wert auf die Oberflächenbehandlung gelegt werden. Aluminiumwerkstoffe sind getrennt von anderen Materialien zu lagern und zu verarbeiten. Schon bei der Lieferung von Aluminiumteilen ist auf eine Verpackung zu achten, die alle schädlichen Umwelteinflüsse wie z. B. Feuchtigkeit, Öl und Staub ausschließt. Auch für die Lagerung müssen bestimmte Bedingungen eingehalten werden. Aluminium soll in trockenen geschlossenen Hallen bzw. Räumen bei gleich bleibenden Temperaturen gelagert werden. Bauteile, die für das Schweißen vorgesehen sind, dürfen keine Anstriche erhalten. Schmier- und Kühlmittelrückstände aus vorhergehenden Bearbeitungsprozessen müssen vollständig zu entfernt werden. Die gleiche Behandlung gilt auch für die Zusatzwerkstoffe.
36 Seite 36 Schweißnahtvorbereitung (Aluminium) Die zu fügenden Bauteile dürfen wegen der raschen Neubildung der Oxidschichten erst kurz vor dem Schweißen gereinigt werden. Zur Reinigung können Beizen oder eine mechanische Abtragung durch Bürsten oder Schaben eingesetzt werden. Beim mechanischen Reinigen durch Bürsten ist darauf zu achten, dass Chrom-Nickel- Stahlbürsten verwendet werden um Einschlüsse von Kohlenstoffstahl im Grundwerkstoff zu vermeiden. Der Schweißbereich muss auf Ober- und Unterseite sauber, trocken und fettfrei sein. Sind Oxidschichten ungenügend entfernt, kann es zu Oxideinschlüssen, Bindefehler und Porenbildung kommen. Beim Schweißen von I-Nähten müssen die Unterkanten mit einer leichten Fase versehen werden. Da der Lichtbogen die Stirnseiten einer I-Naht nicht erfassen kann, bleibt die Oxidschicht im Schweißgut stehen. Das Anfasen sorgt dafür, dass die Oxidschicht bis zur Nahtunterseite durchrutscht. falsch richtig Zusatzwerkstoffe (Aluminium) Beim Verbindungsschweißen von Aluminium sind artgleiche oder artähnliche Zusatzwerkstoffe einzusetzen. Die richtige Auswahl und Qualität des Zusatzwerkstoffes hat einen wesentlichen Einfluss auf die Qualität der Schweißnaht. Auswahltabellen von Grund- und Zusatzwerkstoffen können hier hilfreich sein. Bei Unsicherheiten im Zusammenhang mit der Auswahl von Zusatzwerkstoffen kann Ihnen der Fachhändler weiterhelfen. Schweißstromstärke (Aluminium) Schweißposition PA, Stumpfnaht, Angaben ± 20 % Blechdicke Lagenzahl 0 Elektrode Schweißstrom 0 Schweißstab 1,0 mm 1 1,6 mm 50 A 2,0 mm 2,0 mm 1 2,4 mm 70 A 3,0 mm 3,0 mm 1 2,4 mm 120A 3,0 mm 4,0 mm 2 3,2 mm 140A 3,0 mm 5,0 mm 2 3,2 mm 180A 3,0 mm
37 Äußerliche Schweißnahtfehler Seite 37
38 Innere Schweißnahtfehler Seite 38
39 Ursachen für Schweißnahtfehler Seite 39 Wolframeinschiüsse: Wolframeinschlüsse können als Kerben in der Schweißnaht wirken und zu Korrosion führen. Ursachen für Wolframeinschlüsse: > Kontakt der Wolframelektrode mit dem Schweißbad > Kontakt der Wolframelektrode mit dem Zusatzwerkstoff > Abbrechen der Spitze der Wolframelektrode durch Überlastung Oxideinschlüsse Oxide müssen vor dem Schweißen entfernt werden. Das ist besonders beim Schweißen von Aluminium wichtig. Ursachen für Oxideinschlüsse: > Oberflächen nicht metallisch rein > Schweißstäbe sind oxidiert > Zwischenlagen wurden nicht gereinigt > Schweißstäbe wurde beim Schweißen aus dem Schutzgas gezogen > Schweißnahtvorbereitung ungenügend (Stegkanten nicht angefast) > Oxidation im Wurzelbereich (Formiergas verwenden!) Porenbildung Ursachen für Porenbildung: > Ungenügende Schutzgasmenge eingestellt > Verwirbelung des Schutzgases bei zu hoher Schutzgasmenge > Luftzug im Schweißnahtbereich > Zu kleine Gasdüse (Gasdüse soll 1,5fach das Schmelzbad abdecken) > Brennerabstand zu groß > Brennerhaltung zu flach > Wassergekühlter Brenner undicht > Verschmutzte Werkstückoberfläche > Beschädigung an der Gasdüse (Verwirbelung) Bindefehler Ursachen für Bindefehler: > Nahtflankenwinkel zu steil > Steghöhe zu groß > Zu schnell geschweißt dadurch ungenügende Aufschmelzung > Brenner nicht mittig geführt > Schweißraupenfolge ungünstig Endkraterrisse Ursachen für Endkraterrisse: > Schweißstromstärke zu hoch > Zu geringe Schweißgeschwindigkeit > Ungenügende Auffüllung mit Schweißzusatzwerkstoff
40 Seite 40 Einteilung der Stähle Einteilung nach Phosphor - und Schwefelgehalt: Massenstahl ( Grundstahl) Phosphorgehalt kleiner als 0,08 %, Schwefelgehalt kleiner als 0,07 % Phosphor- und Schwefelgehalt zusammen maximal 0,1 % Qualitätsstähle Phosphorgehalt kleiner als 0,04 %, Schwefelgehalt kleiner als 0,04 % Edelstahle Phosphorgehalt kleiner als 0,02 %, Schwefelgehalt kleiner als 0,02 % Einteilung nach Legierung: unlegierter Stahl bis 1,65 % Mangan und 0,5 % Silizium niedriglegierter Stahl - Summe der Legierungselemente kleiner als 5 % hochlegierter Stahl - Summe der Legierungselemente größer als 5 % Schweißeignung von VA-Stahl Stähle sind gut schweißgeeignet bis zu einem Kohlenstoffgehalt von 0,24 % C Stickstoffgehalt von 0,014% N Phosphorgehalt von 0,065 % P Mangangehalt von 1,65 % Mn Schwefelgehalt von 0,065 % S Siliziumgehalt von 0,5 % Si Bei hochlegierten Stählen wird die Schweißeignung durch Titan und Niob im Zusatzwerkstoff verbessert. Diese Elemente binden beim Schweißen den Kohlenstoff ab, so dass eine Bildung von Chromkarbiden und somit die Chromverarmung im Grundwerkstoff verhindert wird. Eine andere Möglichkeit gegen Chromverarmung ist das Glühen der geschweißten Bauteile bei 1050 C und anschließendes rasches Abschrecken, die Schweißeignung nach dem so genannten Kohlenstoffäquivalent CEV berechnet: Schweißeignung von Baustählen St 33 St 37-2 St 37-3 St 44-2 St 44-3 St 52-3 St 50-2 St 60-2 St 70-2 C 0,17-0,20 0,17 0,21-0,22 0,20 0,20-0,22 0,30 0,40 0,50 P 0,05 0,04 0,05 0,04 0,04 0,05 0,05 0,05 S 0,05 0,04 0,05 0,04 0,04 0,05 0,05 0,05 N 0,009 0,009 0,009 0,009 0,009 Schweißbarkeit bedingt gut sehr gut gut sehr gut gut nicht geeignet nicht geeignet nicht geeignet
41 Seite 41 Gefüge in Schweißverbindungen Zum Schmelzschweißen werden Temperaturen benötigt, die mindestens der Schmelztemperatur des Werkstückes entsprechen. Die Höhe der Temperaturen hängt im Wesentlichen von der Wärmezufuhr durch das Schweißverfahren, von der Wärmeableitung der Wärme im Bauteil und von der Wärmeabgabe an die Luft ab. Dieses Erwärmen und Abkühlen verändert das Gefüge einer Schweißverbindung bis in den Grundwerkstoff hinein. Die Wärmeeinflusszone schließt sich beiderseits an die Schweißnaht an. Sie reicht bis an den Grundwerkstoff, der nicht durch die beim Schweißen eingebrachte Wärme beeinflusst wurde. Schmelzlinie Grenze zwischen Geschmolzenem und festgebliebenen Werkstoff (grau) Überhitzungsgefüge Grobkorngefüge mit erhöhter Härte (rot) Schweißraupe Werkstoff ist vollständig aufgeschmolzen (grün) Normalglühgefüge Feinkomgefüge durch Erwärmung (pink) Gefügeumwandlung nur noch teilweise (gelb)
42 Schrumpfung an Stumpfnähten Seite 42 Schrumpfungsarten: Rote Pfeile -> Q = Querschrumpfung Blaue Pfeile -> D = Dickenschrumpfung Grüne Pfeile ->> L = Längsschrumpfung Entscheidend für die Größe der entstehenden Schrumpfungen und Spannungen im Bauteil ist die eingebrachte Wärmemenge. Die Wärmedehnungen und Schrumpfungen werden durch die Schweißwärme hervorgerufen und wirken im Werkstoff räumlich, also nach allen Richtungen. Spannungen und Schrumpfungen stehen in einem bestimmten Zusammenhang. Spannungen entstehen immer dann, wenn Schrumpfung behindert ist. > Ist die Schrumpfung frei möglich, kommt es zu großen Formänderung, aber zu geringen Spannungen > Ist die Schrumpfung behindert, ist die Formänderung gering, aber zu großen Spannungen
43 Seite 43 Winkelverzug an Schweißnähten Schrumpfung und Verzug Beim der Erwärmung dehnt sich jeder Werkstoff aus und beim Abkühlen zieht er sich wieder zusammen. Die trifft natürlich auch auf Schweißnähte zu. Die sehr warme Schweißnaht schrumpft beim Abkühlen zusammen. Dadurch verzieht sich das Werkstück. Die Größe des Verzuges ist abhängig von der Form der Nahtfuge und vom Aufbau der Schweißnaht. Je mehr Raupen übereinander geschweißt werden, desto größer ist der Winkelverzug. Gegenmaßnahmen zum Verzug Gegenmaßnahmen zum Verzug sind z. B. die Wahl von großflächigen zusammenhängenden Einzelteilen, die Anwendung und Einhaltung einer bestimmten Schweißfolge, symmetrische Anordnung der Schweißnähte und möglichst geringe Nahtquerschnitte. Bei Stumpfstößen werden die Bleche z. B. so geheftet, dass sie einen kleinen Winkel miteinander bilden, der den Winkelverzug bereits berücksichtigt.
44 Betriebsanweisung für Elektro-Schweißarbeiten Seite 44 Elektro- Schweißarbeiten dürfen nur Mitarbeiter ausführen, die vom betrieblichen Vorgesetzten beauftragt und mit der Arbeit vertraut sind. Mitarbeiter unter 18 Jahren dürfen diese Arbeiten nicht ausführen, außer zu Ausbildungszwecken und unter Aufsicht. Schweißgeräte dürfen nur nach ausführlicher Unterweisung und mit der ausdrücklichen Genehmigung eines Vorgesetzten benutzt werden. Zuwiderhandlungen haben arbeitsrechtliche Schritte zur Folge! Gefahrenquellen Brand- und Explosionsgefahr durch Lichtbogen, Funken, Metallspritzer, heiße Teile. Verletzungen für Augen und Haut durch UV- und Wärme - Strahlen, heiße Teile, Schweißspritzer. Gesundheitsgefährdung durch schädliche Rauche, Dämpfe, Gase. Erhöhte Gefährdung durch elektrischen Strom (besonders in engen und feuchten Räumen). Gesundheitsgefahr beim Schweißen von verzinkten, verbleiten oder mit bleihaltigen Anstrichstoffen versehenden Gegenständen. Verletzungsgefahr durch Drahtvorschub. Schutzmaßnahmen und Verhaltensregeln Vor Arbeitsbeginn Anlagen und Geräte auf betriebssicheren Zustand überprüfen. Schutzeinrichtungen dürfen nicht umgangen, entfernt oder unwirksam gemacht werden. An der Anlage auf Ordnung und Sauberkeit achten. Reinigung nur bei abgeschalteter Anlage. Elektrodenhalter nicht unter den Arm klemmen und nur auf gut isolierter Unterlage ablegen. Bei erhöhter Gefährdung in engen und/oder feuchten Räumen, besondere Schutzmaßnahmen gegen elektrische Durchströmung treffen. Beim Einsatz von Gefahrstoffen entsprechende Betriebsanweisung beachten. Instandsetzungsarbeiten nur durch beauftragte und sachkundige Person. Bei längerer Arbeitsunterbrechung Netzspannung abschalten. Beschädigte Isolierstücke am Elektrodenhalter sofort austauschen. Nur bei geschlossener Kleidung schweißen (Gefahr von Hautverbrennungen)! Schweißplätze durch Stellwände oder Vorhänge abschirmen. Für gute Be- und Entlüftung im Arbeitsbereich sorgen, insbesondere bei oberflächenbeschichteten Werkstoffen. Mit brennbaren Stoffen verunreinigte Kleidung z. B. Öl, Fett, Petroleum und Kleidung aus Kunstfasern, darf nicht getragen werden. Persönliche Schutzausrüstung: Lederschürze, Schweißerhandschuhe und Schweißschild gegen Strahlungen und Verbrennungen tragen! Schutzbrille zum Schutz gegen Materialsplitter tragen! Sicherheitsschuhe zum Schutz gegen herunterfallende Werkstücke tragen! Enganliegende, schwerentflammbare geeignete Arbeitskleidung tragen! Keine Ringe, Ketten oder sonstige Schmuckstücke tragen! Verhalten im Notfall: Schweißgerät abschalten! Im Brandfall Feuerwehr informieren. Mitarbeiter warnen, Löschmaßnahmen durchführen, Gefahr durch elektrischen Strom beachten.
45 Inhaltsverzeichnis Seite 45 Thema Seite Thema Seite Einteilung Schutzgasschweißverfahren 2 Auftragsschweißung 18 Verfahrensprinzip WIG 3 Schweißnahtfehler 20, 22, 26, 28 WIG-Schweißanlage 4 Kehlnaht am Überlappstoß 21 Schweißstromquelle 4 Kehlnaht am T-Stoß 23 Schutzgasflasche 5 VA-Schweißen 25 Druckminderer 6 I-Naht am Stumpfstoß steigend 27 WIG-Schweißbrenner 7 Stumpfstoß am Rohr 29 Schlauchpaket 7 Schweißfolge 30 Wolframelektroden 8 1 -Naht am Stumpfstoß Cu 31 Wechsel der Wolframelektrode 8 Kupferschweißen 32 Elektrodenbezeichnung 8 Aluminiumschweißen 35 Anschleifen der Wolframelektroden Arbeitsschutz Persönliche Schutzausrüstung Schweißnahtvorbereitung für das Aluminiumschweißen Zusatzwerkstoffe für das Aluminiumschweißen Schweißstromstärke für das Aluminiumschweißen Zünden des Lichtbogens 11 Äußere Schweißnahtfehler 37 Kennzahlen für Schweißverfahren 12 Innere Schweißnahtfehler 38 Schweißstäbe für WIG-Schweißen 12 Ursachen für Schweißnahtfehler 39 Schweißstromstärke 12 Einteilung der Stähle 40 Polung und Stromarten 13 Schweißeignung von VA-Stählen 40 Korrekte Schweißstromstärke 14 Schweißeignung von Baustählen 40 Wurzelschutz mit Formiergas 15 Gefüge in Schweißverbindungen 41 Schweißpositionen 16 Schrumpfungen und Spannungen an Schweißnähten 42 Schweißnahtarten 17 Winkelverzug an Schweißnähten 43 Betriebsanweisung für Elektro- Schweißarbeiten 44
Stefan Flueler - Lichtbogenschweissen S.F & R.W Inhaltsverzeichniss. 1. Einleitung... S.2
 Inhaltsverzeichniss 1. Einleitung... S.2 2. Schweissstromquellen... S.2 3. Elektroden... S.3 4. Wie entsteht ein Lichtbogen... S.3 5. Arbeitstechnik... S.4 6. Blaswirkung... S.4 7. Arbeitsregeln... S.5
Inhaltsverzeichniss 1. Einleitung... S.2 2. Schweissstromquellen... S.2 3. Elektroden... S.3 4. Wie entsteht ein Lichtbogen... S.3 5. Arbeitstechnik... S.4 6. Blaswirkung... S.4 7. Arbeitsregeln... S.5
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Tipps für Praktiker. WIG-Schweissen.
 Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Tipps für Praktiker. WIG-Schweissen. Inhalt: 1. Schweissschutzgase 2. Schweissanlage/Stromwahl 3. Wolframelektroden 4. Anwendungshinweise 5. Fehlervermeidung 1. Schweissschutzgase Argon (I1 nach EN ISO
Die richtige Wahl für Formierarbeiten. Formieren und Wurzelschutz sichern perfekte Schweißnähte
 Die richtige Wahl für Formierarbeiten Formieren und Wurzelschutz sichern perfekte Schweißnähte Durch Formieren profitieren Seit mehr als 40 Jahren haben sich Wurzelschutz und Formieren in der Schweißtechnik
Die richtige Wahl für Formierarbeiten Formieren und Wurzelschutz sichern perfekte Schweißnähte Durch Formieren profitieren Seit mehr als 40 Jahren haben sich Wurzelschutz und Formieren in der Schweißtechnik
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
DATEN UND TECHNIK. Wolfram Industrie TUNGSTEN TECHNOLOGY Germany
 DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
Wolfram-Inertgasschweißen (WIG-Schweißen) Begriffsbestimmungen
 Begriffsbestimmungen") Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Wolfram-Inertgasschweißen (WIG-Schweißen)
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Wolfram-Inertgasschweißen (WIG-Schweißen)
WOLFRAM ELEKTRODEN. Für einwandfreie Schweißergebnisse sind. Einfluß der Wolframelektroden auf das Schweißergebnis beim WIG-Schweißverfahren
 WOLFRAM ELEKTRODEN Es ist weiter darauf zu achten, dass alle Verbindungen von der Gasflasche bis zur Elektrodenspitze gasdicht sind, damit kein Sauerstoff aus der Umgebungsluft in das Leitungssystem angesogen
WOLFRAM ELEKTRODEN Es ist weiter darauf zu achten, dass alle Verbindungen von der Gasflasche bis zur Elektrodenspitze gasdicht sind, damit kein Sauerstoff aus der Umgebungsluft in das Leitungssystem angesogen
Einfluss der Wolfram Elektroden auf das Schweißergebnis beim WIG-Schweißverfahren. Vorbemerkung:
 Einfluss der Wolfram Elektroden auf das Schweißergebnis beim WIG-Schweißverfahren Vorbemerkung: Für ein gutes Schweißergebnis ist die Grundvoraussetzung der Einsatz einer guten Schweißquelle mit entsprechenden
Einfluss der Wolfram Elektroden auf das Schweißergebnis beim WIG-Schweißverfahren Vorbemerkung: Für ein gutes Schweißergebnis ist die Grundvoraussetzung der Einsatz einer guten Schweißquelle mit entsprechenden
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
MULTIFUNKTIONS-SCHWEISSERZANGE REINIGUNGSFILZ & HALTEKLAMMER
 MIG-, mag- und wig schweisszubehör DÜSENSCHUTZPASTE DÜSOFIX 002200 Düsenschutzpaste Düsofix, 300g Dose 1/20 Dose 6002 CO 2 -ZANGE ORIGINAL FIX 002201 Original FIX CO 2 -Zange Nr.2, 15-18 mm Düse MULTIFUNKTIONS-SCHWEISSERZANGE
MIG-, mag- und wig schweisszubehör DÜSENSCHUTZPASTE DÜSOFIX 002200 Düsenschutzpaste Düsofix, 300g Dose 1/20 Dose 6002 CO 2 -ZANGE ORIGINAL FIX 002201 Original FIX CO 2 -Zange Nr.2, 15-18 mm Düse MULTIFUNKTIONS-SCHWEISSERZANGE
3 - WIG Schweißen. WIG Brenner bis 3-4 Wolframelektroden bis 3-6 Verschiedenes
 3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner...................................................... 3-1 bis 3-4 Wolframelektroden.......................................... 3-5 bis 3-6 Verschiedenes...............................................................
3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner...................................................... 3-1 bis 3-4 Wolframelektroden.......................................... 3-5 bis 3-6 Verschiedenes...............................................................
Qualifizierung / Fortbildung
 Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
Qualifizierung / Fortbildung Lichtbogenhandschweißer/ in Metallschutzgasschweißer/ in Wolframinertgasschweißer/ in Maschinenbediner/ in (Schweißtechnik) Konstruktionsmechaniker (Teil Schweißtechnik) zum
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Tipps für Praktiker. Gase zum Schweissen und Formieren.
 Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Tipps für Praktiker. Gase zum Schweissen und Formieren. Inhalt: 1. MAG-Schweissen 2. MIG-Schweissen 3. WIG-Schweissen 4. Plasma-Schweissen 5. Formieren 6. Metall-Schutzgas-Löten Schutzgase EN ISO 14175
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
4 WIG Schweißen 4 WIG. Schweiß-Werkzeuge und -Zubehör. Wolframelektroden... ab 78 Verschiedenes...80
 Schweiß-Werkzeuge und -Zubehör 4 WIG Schweißen 4 WIG SCHWEISSEN Wolframelektroden... ab 78 Verschiedenes...80 Masseklemmen, Kabelverbindungen, Kabel, Hämmer, keramische Badsicherung und sonstiges finden
Schweiß-Werkzeuge und -Zubehör 4 WIG Schweißen 4 WIG SCHWEISSEN Wolframelektroden... ab 78 Verschiedenes...80 Masseklemmen, Kabelverbindungen, Kabel, Hämmer, keramische Badsicherung und sonstiges finden
Schutzgase zum Schweissen
 Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
Schutzgase für höchste Anforderungen Schutzgase zum Schweissen Schutzgase haben je nach ihrer Zusammensetzung einen unterschiedlichen Einfluss auf das Schweissverhalten. Die grosse Auswahl an Schutzgasen
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
Edelstahl. Vortrag von Alexander Kracht
 Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
Edelstahl Vortrag von Alexander Kracht Inhalt I. Historie II. Definition Edelstahl III. Gruppen IV. Die Chemie vom Edelstahl V. Verwendungsbeispiele VI. Quellen Historie 19. Jh. Entdeckung, dass die richtige
3 - WIG Schweißen. WIG Brenner... ab 26 Wolframelektroden... ab 30 Verschiedenes... 32
 3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner............................................................... ab 26 Wolframelektroden.................................................. ab 30 Verschiedenes................................................................
3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner............................................................... ab 26 Wolframelektroden.................................................. ab 30 Verschiedenes................................................................
3 - WIG Schweißen. WIG Brenner bis 3-4 Wolframelektroden bis 3-6 Verschiedenes
 3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner...................................................... 3-1 bis 3-4 Wolframelektroden.......................................... 3-5 bis 3-6 Verschiedenes...............................................................
3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner...................................................... 3-1 bis 3-4 Wolframelektroden.......................................... 3-5 bis 3-6 Verschiedenes...............................................................
SCHWEISSEN UND SCHNEIDEN. Landesverband Bayern und Sachsen der gewerblichen Berufsgenossenschaften LVBG. Schweißen und Schneiden
 LVBG Berufsgenossenschaften Schweißen und Schneiden Nur etwas für Profis Schweißen eine anspruchsvolle Facharbeit, die mit Gefahren verbunden ist darf nur von mindestens 18 Jahre alten Personen ausgeführt
LVBG Berufsgenossenschaften Schweißen und Schneiden Nur etwas für Profis Schweißen eine anspruchsvolle Facharbeit, die mit Gefahren verbunden ist darf nur von mindestens 18 Jahre alten Personen ausgeführt
Thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH www.voestalpine.
 Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Thermomechanisch gewalzte Feinkornstähle alform Stahlsorten
Produktinformationen. Wolframelektroden von Litty
 Produktinformationen olframelektroden von Litty olfram Elektrode Pink Lymox Die strahlungsfreie, fertig angespitzte Elektrode zum sofortigen Gebrauch Die olfram Elektrode der Superlative Strahlungsfrei
Produktinformationen olframelektroden von Litty olfram Elektrode Pink Lymox Die strahlungsfreie, fertig angespitzte Elektrode zum sofortigen Gebrauch Die olfram Elektrode der Superlative Strahlungsfrei
Formieren von Chrom-Nickel- Schweißverbindungen Roland Latteier. Roland Latteier 1
 Formieren von Chrom-Nickel- Schweißverbindungen Roland Latteier Roland Latteier 1 Formieren von Chrom - Nickel- Schweißverbindungen Anlauffarben Entstehung Korrosionsbeständigkeit Formiergase Mögliche
Formieren von Chrom-Nickel- Schweißverbindungen Roland Latteier Roland Latteier 1 Formieren von Chrom - Nickel- Schweißverbindungen Anlauffarben Entstehung Korrosionsbeständigkeit Formiergase Mögliche
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
1. Was ist ein Schneidspalt? Der Schneidspalt ist der Spalt zwischen Stempel und Schneidplatte.
 1 Schneiden Schneidspalt an Scherschneidwerkzeugen: 1. Was ist ein Schneidspalt? Der Schneidspalt ist der Spalt zwischen Stempel und Schneidplatte. 2. Wovon ist die Größe des Schneidspaltes abhängig? der
1 Schneiden Schneidspalt an Scherschneidwerkzeugen: 1. Was ist ein Schneidspalt? Der Schneidspalt ist der Spalt zwischen Stempel und Schneidplatte. 2. Wovon ist die Größe des Schneidspaltes abhängig? der
Anlauffarben. Anlauffarben. Formieren von hoch legierten Schweißverbindungen mit praktischen Vorführungen durch Olaf Sturm. Korrosionsbeständigkeit
 Formieren von hoch legierten Schweißverbindungen mit praktischen Vorführungen durch Olaf Sturm Formieren von hoch legierten Schweißverbindungen mit anschließenden praktischen Vorführungen Theoretische
Formieren von hoch legierten Schweißverbindungen mit praktischen Vorführungen durch Olaf Sturm Formieren von hoch legierten Schweißverbindungen mit anschließenden praktischen Vorführungen Theoretische
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
ALUNOX ist Ihr Programm: Kupfer.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
Tipps für Praktiker. Formieren. Schweissnaht ohne Wurzelschutz. Schweissnaht mit Wurzelschutz
 Tipps für Praktiker. Formieren. Inhalt: 1. Warum formieren? 2. Wurzelschutzgase Werkstoffe 3. Vorrichtungen zum Formieren 4. Anwendungshinweise 5. Arbeitssicherheit Schweissnaht ohne Wurzelschutz Schweissnaht
Tipps für Praktiker. Formieren. Inhalt: 1. Warum formieren? 2. Wurzelschutzgase Werkstoffe 3. Vorrichtungen zum Formieren 4. Anwendungshinweise 5. Arbeitssicherheit Schweissnaht ohne Wurzelschutz Schweissnaht
Grundlagen MIG-MAG Schweißen
 Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen Seite 3 Arbeitsschutzkleidung Beim Schweißen können
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Formieren. Wurzelschutz beim Schweißen.
 Formieren Wurzelschutz beim Schweißen www.airliquide.at Gase für den Wurzelschutz Wurzelschutzgase erhalten bei der schweißtechnischen Verarbeitung von Metallen weitgehend deren Eigenschaften wie Korrosionsbeständigkeit
Formieren Wurzelschutz beim Schweißen www.airliquide.at Gase für den Wurzelschutz Wurzelschutzgase erhalten bei der schweißtechnischen Verarbeitung von Metallen weitgehend deren Eigenschaften wie Korrosionsbeständigkeit
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Schweißen mit Stabelektroden
 Seite 1 Schweißen mit Stabelektroden Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schweißverfahren Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Metalllichtbogenschweißen
Seite 1 Schweißen mit Stabelektroden Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schweißverfahren Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Metalllichtbogenschweißen
Fertigungsverfahren. Schutzgasschweissen. Stoffkunde und Fertigungstechnik Schutzgasschweissen. AGVS Ausbildungszentrum Berner Oberland 1/8
 Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Bildquelle: AGVS BEO Fertigungsverfahren Schutzgasschweissen AGVS Ausbildungszentrum Berner Oberland 1/8 INHALTSVERZEICHNIS SCHUTZGASSCHWEISSEN... 3 MAG Schweissen (Metall Aktiv Gasschweissen)...4 Arbeitstechnik...5
Hinweise Stabelektroden
 EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6
 Kursnummer Max. Teilnehmer 6") Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6 Dauer 1 Kurstag Total 6 Lektionen zu 50 Min. Datum 09.04.2017-09.04.2017 Wochentag Sa Zeit 09:00-15:50 Kursgeld
Kurs / Lehrgang MIG/MAG Schweisstechnik Grundlagen (Kleingruppe) Kursnummer Max. Teilnehmer 6 Dauer 1 Kurstag Total 6 Lektionen zu 50 Min. Datum 09.04.2017-09.04.2017 Wochentag Sa Zeit 09:00-15:50 Kursgeld
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
SCHWEISSGASE. 10 Regeln für den Umgang mit Gasflaschen. immer ein TIG besser!
 10 Regeln für den Umgang mit Gasflaschen Nur erfahrene und unterwiesene Personen dürfen mit Gasflaschen umgehen. Gasflaschen dürfen nicht geworfen werden und sind beim Lagern und Gebrauch gegen Umfallen
10 Regeln für den Umgang mit Gasflaschen Nur erfahrene und unterwiesene Personen dürfen mit Gasflaschen umgehen. Gasflaschen dürfen nicht geworfen werden und sind beim Lagern und Gebrauch gegen Umfallen
Praktikumsbericht. Name: *************** Matrikel: ******* Immajahr: 2004 Studiengang: Maschinenbau
 Praktikumsbericht Name: *************** Matrikel: ******* Immajahr: 2004 Studiengang: Maschinenbau Einleitung Zeitraum Das beschriebene Praktikum umfasst zwei Wochen: 12.09.2005 bis 23.09.2005. Ziel des
Praktikumsbericht Name: *************** Matrikel: ******* Immajahr: 2004 Studiengang: Maschinenbau Einleitung Zeitraum Das beschriebene Praktikum umfasst zwei Wochen: 12.09.2005 bis 23.09.2005. Ziel des
Schutzgas-Schweissen Ausgewählte Übersichtstabellen
 Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
Schutzgas-Schweissen Ausgewählte Übersichtstabellen Schutzgas-Schweissen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung
WIG Schweißen wie die Profis
 WIG Schweißen wie die Profis WIG Schweißen ist nichts für Anfänger. Und wenn man es doch lernen will? Die WIG Schweißgeräte von GYS kosten leicht 1500, Helm, Schweißgut und Argon Flasche nicht mitgerechnet.
WIG Schweißen wie die Profis WIG Schweißen ist nichts für Anfänger. Und wenn man es doch lernen will? Die WIG Schweißgeräte von GYS kosten leicht 1500, Helm, Schweißgut und Argon Flasche nicht mitgerechnet.
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG. Versuch: Elektrische Leitfähigkeit (Sekundarstufe I) Moduli: Physikalische Eigenschaften
 Moduli: Physikalische Eigenschaften") TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG Schülerlabor Science meets School Werkstoffe & Technologien in Freiberg Versuch: (Sekundarstufe I) Moduli: Physikalische Eigenschaften 1 Versuchsziel Die Messung
TECHNISCHE UNIVERSITÄT BERGAKADEMIE FREIBERG Schülerlabor Science meets School Werkstoffe & Technologien in Freiberg Versuch: (Sekundarstufe I) Moduli: Physikalische Eigenschaften 1 Versuchsziel Die Messung
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste Zusammenstellung von Übersichtstabellen dient der Orientierung beim
EWM- SCHWEISSLEXIKON EINFACH WISSEN. WIG-Fibel. www.ewm.de
 EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN WIG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN WIG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
Einteilung der Stähle
 Einteilung der Stähle Grundstähle Grundstähle (BS= Basic Steel): immer unlegiert nicht für festigkeitssteigernde Wärmebehandlungen vorgesehen Begleitelement Maximaler Gehalt in der Schmelze entsprechend
Einteilung der Stähle Grundstähle Grundstähle (BS= Basic Steel): immer unlegiert nicht für festigkeitssteigernde Wärmebehandlungen vorgesehen Begleitelement Maximaler Gehalt in der Schmelze entsprechend
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
WIG-Schweißbrenner SR 9
 WIG-Schweißbrenner SR 9 gasgekühlt, mit ergonomischem, blauen Griff mit Schalterwippe, auf Wunsch auch mit Poti. Handgriff mit frei drehbarem Knickschutz und mit flexiblem Ledereinsatz. Schlauchpaket in
WIG-Schweißbrenner SR 9 gasgekühlt, mit ergonomischem, blauen Griff mit Schalterwippe, auf Wunsch auch mit Poti. Handgriff mit frei drehbarem Knickschutz und mit flexiblem Ledereinsatz. Schlauchpaket in
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Wenn es ums Löten geht...
 Wenn es ums Löten geht... Zur Geschichte Löten, ein thermisches Verbindungsverfahren, heute in der Definition nach DIN 8505 unmißverständlich geklärt und von dem verwandten Fügeverfahren Schweißen genau
Wenn es ums Löten geht... Zur Geschichte Löten, ein thermisches Verbindungsverfahren, heute in der Definition nach DIN 8505 unmißverständlich geklärt und von dem verwandten Fügeverfahren Schweißen genau
Monokular Mikroskop Biosup Best.- Nr. MD03366
 Monokular Mikroskop Biosup Best.- Nr. MD03366 1. Beschreibung 1. Okular 2. monokularer Beobachtungsaufsatz 3. Tubus 4. Objektrevolver mit 4 Objektiven 5. Objektive 6. Objekttisch 7. Rädchen für Längsbewegung
Monokular Mikroskop Biosup Best.- Nr. MD03366 1. Beschreibung 1. Okular 2. monokularer Beobachtungsaufsatz 3. Tubus 4. Objektrevolver mit 4 Objektiven 5. Objektive 6. Objekttisch 7. Rädchen für Längsbewegung
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN
 ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien.
 Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Tipps für Praktiker. Instandsetzungsschweissen an Fahrzeugkarosserien. Inhalt: 1. Verbindungsarten 2. Schweissdaten 3. Schweissschutzgase 4. MAG-Schweissen verzinkter Bleche 5. Herstellervorschriften 6.
Lichtbogenschweißen mit hochlegierten Stabelektroden
 Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit hochlegierten
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Lichtbogenschweißen mit hochlegierten
CHEM-WELD International GmbH, Weißenberg 21 / Hofmühle 3, A-4053 Haid, Austria. WIG Schweißstäbe
 WIG Schweißstäbe WIG-Stäbe für Werkzeuge und Formen WIG-Stäbe für Nickel und Gusseisen, Nickellegierungen, nichtrostende und hitzefeste Stähle WIG-Stäbe für Edelstahl und Duplexstähle WIG-Stäbe für Kupfer,
WIG Schweißstäbe WIG-Stäbe für Werkzeuge und Formen WIG-Stäbe für Nickel und Gusseisen, Nickellegierungen, nichtrostende und hitzefeste Stähle WIG-Stäbe für Edelstahl und Duplexstähle WIG-Stäbe für Kupfer,
Anleitung zum Schweißen von Eckzahnhaltern
 Anleitung zum Schweißen von Eckzahnhaltern Allgemeine Beschreibung Es gibt zwei Arten von Eckzahnhaltern: zum Schweißen mit KEHLNAHT oder mit STUMPFNAHT. Eckzahnhalter mit KEHLNAHT überlappen das am unteren
Anleitung zum Schweißen von Eckzahnhaltern Allgemeine Beschreibung Es gibt zwei Arten von Eckzahnhaltern: zum Schweißen mit KEHLNAHT oder mit STUMPFNAHT. Eckzahnhalter mit KEHLNAHT überlappen das am unteren
EWM- SCHWEISSLEXIKON. PLASMA-Fibel EINFACH MEHR WISSEN. www.ewm.de
 EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN www.ewm.de PLASMA-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik! ENTER THE FUTURE
EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN www.ewm.de PLASMA-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik! ENTER THE FUTURE
Hinweise zum Schweißen von Titan und Titanlegierungen
 Hinweise zum Schweißen von Titan und Titanlegierungen Aufgrund der hohen Affinität von Titan zu den atmosphärischen Gasen Sauerstoff, Stickstoff und Wasserstoff scheiden sämtliche Schweißverfahren aus,
Hinweise zum Schweißen von Titan und Titanlegierungen Aufgrund der hohen Affinität von Titan zu den atmosphärischen Gasen Sauerstoff, Stickstoff und Wasserstoff scheiden sämtliche Schweißverfahren aus,
Bundeslehrlingswettbewerb Metalltechnik- Schmiedetechnik Multiple Choice Test
 Bundeslehrlingswettbewerb Metalltechnik- Schmiedetechnik Multiple Choice Test Kennnummer Name 1.Metalltechnik 2.Fachkunde Für jede Frage stehen drei Antworten zur Auswahl. Die entsprechenden Antworten
Bundeslehrlingswettbewerb Metalltechnik- Schmiedetechnik Multiple Choice Test Kennnummer Name 1.Metalltechnik 2.Fachkunde Für jede Frage stehen drei Antworten zur Auswahl. Die entsprechenden Antworten
Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen. 8., überarbeitete und erweiterte Auflage
 Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Schmelzen - Erstarren
 Schmelzen - rstarren 1.) Temperaturverlauf während des rstarrungsvorganges Bringe das Stearin im vorliegenden Reagenzglas vorsichtig zum Schmelzen. Stelle die prouvette ab, gib ein Thermometer hinein und
Schmelzen - rstarren 1.) Temperaturverlauf während des rstarrungsvorganges Bringe das Stearin im vorliegenden Reagenzglas vorsichtig zum Schmelzen. Stelle die prouvette ab, gib ein Thermometer hinein und
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden
 TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
TIME TWIN - Schneller MSG-Schweißen mit zwei Drahtelektroden Heinrich Hackl, Fronius Schweißmaschinen KG, Austria Einleitung Ein weiterer Meilenstein in der erfolgreichen Entwicklungsgeschichte des MSG-
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle)
") 8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
8. Bezeichnung der Stähle DIN EN 10020: (Einteilung der Stähle) - Stähle sind Fe-C-Legierungen mit weniger als 2%C, Fe hat den größten %-Anteil in der Legierung, - Einteilung nach chem. Zusammensetzung
Bedienungsanleitung Mechanisches Biegewerkzeug BW-100
 Bedienungsanleitung Mechanisches Biegewerkzeug BW-100 Inhaltsverzeichnis 1 Einführung... 2 2 Technische Daten... 2 3 Sicherheitshinweise... 5 Stand: 10.05.11 Seite 1 1 Einführung Winkelbieger sind mit
Bedienungsanleitung Mechanisches Biegewerkzeug BW-100 Inhaltsverzeichnis 1 Einführung... 2 2 Technische Daten... 2 3 Sicherheitshinweise... 5 Stand: 10.05.11 Seite 1 1 Einführung Winkelbieger sind mit
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WIG TIG = Deutsch für Wolfram Innert (leitendes) Schutzgas. Englisch für Tungsten Innert (leitendes) Gas
 Schutzgas. Englisch für Tungsten Innert (leitendes) Gas") 1 WIG Deutsch für Wolfram Innert (leitendes) Schutzgas TIG = Englisch für Tungsten Innert (leitendes) Gas 2 AC/DC Tragbar DC Tragbar AC/DC Fahrbar Wassergekühlt 3 4 5 6 7 8 9 10 Elektrode (-) Minus Pol
1 WIG Deutsch für Wolfram Innert (leitendes) Schutzgas TIG = Englisch für Tungsten Innert (leitendes) Gas 2 AC/DC Tragbar DC Tragbar AC/DC Fahrbar Wassergekühlt 3 4 5 6 7 8 9 10 Elektrode (-) Minus Pol
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
Braune Kammerbeläge im Sterilisationsprozess Was tun?
 Braune Kammerbeläge im Sterilisationsprozess Was tun? Wasser ist ein freundliches Element für den, der damit bekannt ist und es weiß zu behandeln (J. W. von Goethe) Technisches SV-Büro Dr. Bendlin 56235
Braune Kammerbeläge im Sterilisationsprozess Was tun? Wasser ist ein freundliches Element für den, der damit bekannt ist und es weiß zu behandeln (J. W. von Goethe) Technisches SV-Büro Dr. Bendlin 56235
T I P P S. Gasschweißen.
 T I P P S Gasschweißen www.bgfe.de Verbrennungen der Hände an der Flamme oder heißen Teilen, Verbrennungen der Füße durch Funkenflug oder Schweißspritzer in die Halbschuhe: Das sind häufige und schmerzhafte
T I P P S Gasschweißen www.bgfe.de Verbrennungen der Hände an der Flamme oder heißen Teilen, Verbrennungen der Füße durch Funkenflug oder Schweißspritzer in die Halbschuhe: Das sind häufige und schmerzhafte
Sauerstoffzuleitung Widerstandsheizung Quarzrohr Wafer in Carrier. Bubblergefäß mit Wasser (~95 C) Abb. 1.1: Darstellung eines Oxidationsofens
 Abb. 1.1: Darstellung eines Oxidationsofens") 1 Oxidation 1.1 Erzeugung von Oxidschichten 1.1.1 Thermische Oxidation Bei der thermischen Oxidation werden die Siliciumwafer bei ca. 1000 C in einem Oxidationsofen oxidiert. Dieser Ofen besteht im Wesentlichen
1 Oxidation 1.1 Erzeugung von Oxidschichten 1.1.1 Thermische Oxidation Bei der thermischen Oxidation werden die Siliciumwafer bei ca. 1000 C in einem Oxidationsofen oxidiert. Dieser Ofen besteht im Wesentlichen
Metall-Inertgasschweißen mit Massivdrahtelektroden (MIG-Schweißen) Begriffsbestimmungen
 Begriffsbestimmungen") Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
Tätigkeitsbezogene Betriebsanweisung nach der Unfallverhütungsvorschrift BGV-D 1, 26 Abs. 1 und 30 Abs. 4 und der GUV-Regel GUV-R 500, Kapitel 2.26, Abschnitt 3.1 Metall-Inertgasschweißen mit Massivdrahtelektroden
Inhaltsverzeichnis. Nummer Kapitel Seitenzahl 1. FUNKTIONSBESCHREIBUNG REIFENFLÄCHENHEIZUNG MONTAGE STRAHLERRAHMEN...
 Inhaltsverzeichnis Nummer Kapitel Seitenzahl 1. FUNKTIONSBESCHREIBUNG REIFENFLÄCHENHEIZUNG...2 2. MONTAGE...3 2.1. STRAHLERRAHMEN...3 2.2. GASVERSORGUNG...3 2.3 MONTAGE DER FAHRSCHALTUNG...4 3. INBETRIEBNAHME...5
Inhaltsverzeichnis Nummer Kapitel Seitenzahl 1. FUNKTIONSBESCHREIBUNG REIFENFLÄCHENHEIZUNG...2 2. MONTAGE...3 2.1. STRAHLERRAHMEN...3 2.2. GASVERSORGUNG...3 2.3 MONTAGE DER FAHRSCHALTUNG...4 3. INBETRIEBNAHME...5
1.1 Oxidation von Metallen. Aufgabe. Wie verändern sich Metalle beim Erhitzen? Naturwissenschaften - Chemie - Anorganische Chemie - 1 Metalle
 Naturwissenschaften - Chemie - Anorganische Chemie - Metalle (P753000). Oxidation von Metallen Experiment von: Phywe Gedruckt:.0.203 5:6:40 intertess (Version 3.06 B200, Export 2000) Aufgabe Aufgabe Wie
Naturwissenschaften - Chemie - Anorganische Chemie - Metalle (P753000). Oxidation von Metallen Experiment von: Phywe Gedruckt:.0.203 5:6:40 intertess (Version 3.06 B200, Export 2000) Aufgabe Aufgabe Wie
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
Übungsfragen zur Aufbereitung der Vorlesung UMF (Umform-/Fügetechnik), Teil Fügetechnik
, Teil Fügetechnik") Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
Es wird empfohlen, zunächst die vorlesungsbegleitenden Fragen zum Teil Fügetechnik des Moduls FERT (Grundlagen der Fertigungstechnik) zu wiederholen (Kap. 2 und 4). Der Stoff der Modulteile Schweißen von
BERUFS- KUNDE. Fragen und Antworten. Eisenmetalle. Kapitel 2. BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFSKUNDE
 BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
Die Brandbekämpfung (Gruppenversuche)
") Die Brandbekämpfung (Gruppenversuche) Führt die folgenden Versuche nacheinander durch. Lest die Versuchsbeschreibungen (Kopie) genau durch und klebt sie sofort in eure Haushefte ein. Notiert mit Bleistift
Die Brandbekämpfung (Gruppenversuche) Führt die folgenden Versuche nacheinander durch. Lest die Versuchsbeschreibungen (Kopie) genau durch und klebt sie sofort in eure Haushefte ein. Notiert mit Bleistift
Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen
 Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen Seite 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Thema Inhaltsverzeichnis Grundlagen MIG / MAG Arbeitssicherheit Unfallschutz MIG/MAG
Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen Seite 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Thema Inhaltsverzeichnis Grundlagen MIG / MAG Arbeitssicherheit Unfallschutz MIG/MAG
K & F Druckminderer für verdichtete, verflüssigte oder unter Druck gelöste Gase
 K & F Druckminderer für verdichtete, verflüssigte oder unter Druck gelöste Gase Druckminderer R 10 Einstufige Bauart für alle Gase, außer Acetylen und Propan. Der Sauerstoffdruckmin derer besitzt das Prüfzeichen
K & F Druckminderer für verdichtete, verflüssigte oder unter Druck gelöste Gase Druckminderer R 10 Einstufige Bauart für alle Gase, außer Acetylen und Propan. Der Sauerstoffdruckmin derer besitzt das Prüfzeichen
Maxx Gase. Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen.
 Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Maxx Gase Für bessere Nahtqualitäten, eine Steigerung der Produktivität und geringere Umweltbelastungen. Die Ferromaxx Gase wurden speziell für das MAG-Schweißen von un- und niedriglegierten Stählen entwickelt.
Wolfram Elektroden WT 20
 Wolframelektroden nach DIN EN 26848 Kurzbezeichnung Kennfarbe Seite WT 20 rot 1 WP grün 2 WL 20 blau 3 WC 20 grau 4 WL 10 schwarz 5 WZ 08 weiss 6 WL 15* gold 7 Wolfram Elektroden WT 20 Kennfarbe: rot Chemische
Wolframelektroden nach DIN EN 26848 Kurzbezeichnung Kennfarbe Seite WT 20 rot 1 WP grün 2 WL 20 blau 3 WC 20 grau 4 WL 10 schwarz 5 WZ 08 weiss 6 WL 15* gold 7 Wolfram Elektroden WT 20 Kennfarbe: rot Chemische
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
00. Inhalt. 1. Modulare Ausbildung. 2. Entwicklung in der Schweißtechnik. 3. Arbeits- und Brandschutz. 4. Normung. 5.
 00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
Fügen und Bearbeiten von Chrom Nickel Stahl
 Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Fügen und Bearbeiten von Chrom Nickel Stahl Fehler bei der Verarbeitung und deren Vermeidung 26.02.2010 Rolf Marahrens Reiz GmbH Fügen und Bearbeiten von Chrom Nickel Stahl Zusammensetzung von CrNi - Stahl
Produktkatalog. Zabel Schweiß- und Gasetechnik GmbH Hauptstraße Südliches Anhalt / OT Quellendorf
 Zabel Schweiß- und Gasetechnik GmbH Hauptstraße 23 06386 Südliches Anhalt / OT Quellendorf Tel.1: +49 34977 / 21 021 Tel.2: +49 34977 / 21 022 Fax.: +49 34977 / 21 204 info@zabelwelding.de www.zabelwelding.de
Zabel Schweiß- und Gasetechnik GmbH Hauptstraße 23 06386 Südliches Anhalt / OT Quellendorf Tel.1: +49 34977 / 21 021 Tel.2: +49 34977 / 21 022 Fax.: +49 34977 / 21 204 info@zabelwelding.de www.zabelwelding.de
Sicherer Umgang mit Druckflaschen
 Sicherer Umgang mit Druckflaschen Eine Einführung durch das Technische Hilfswerk Wolfgang Geicht OV Stolberg 1 Themen: Wie sind Druckgasflaschen aufgebaut? Druckminderer Gefahrgutaufkleber Kennzeichnung
Sicherer Umgang mit Druckflaschen Eine Einführung durch das Technische Hilfswerk Wolfgang Geicht OV Stolberg 1 Themen: Wie sind Druckgasflaschen aufgebaut? Druckminderer Gefahrgutaufkleber Kennzeichnung
BiOcclus Gold HOCHGOLDHALTIGE LEGIERUNG ZUR ANFERTIGUNG VON ZAHNRESTAURATIONEN (aufbrennfähig)
") DeguDent: Arbeitsanleitung zur Legierung BiOcclus Gold, Stand 24.11.2009 Seite 1 BiOcclus Gold HOCHGOLDHALTIGE LEGIERUNG ZUR ANFERTIGUNG VON ZAHNRESTAURATIONEN (aufbrennfähig) Technische Daten: Typ extrahart
DeguDent: Arbeitsanleitung zur Legierung BiOcclus Gold, Stand 24.11.2009 Seite 1 BiOcclus Gold HOCHGOLDHALTIGE LEGIERUNG ZUR ANFERTIGUNG VON ZAHNRESTAURATIONEN (aufbrennfähig) Technische Daten: Typ extrahart