Grundlagen MIG-MAG Schweißen
|
|
|
- Jutta Schmid
- vor 8 Jahren
- Abrufe
Transkript
1 Seite 1 Grundlagen MIG-MAG Schweißen Lehrmaterial für die praktische Ausbildung

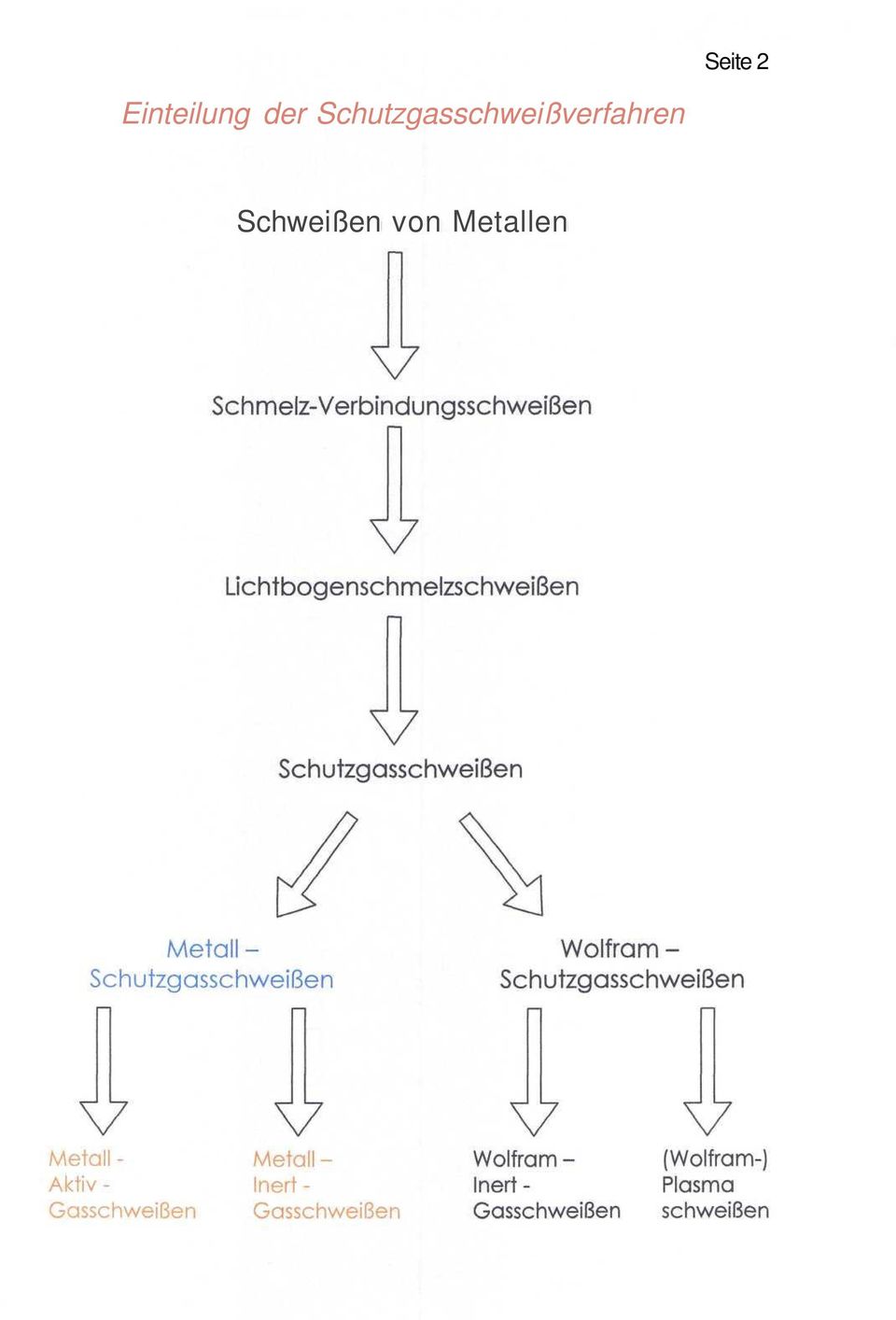
2 Seite 2 Einteilung der Schutzgasschweißverfahren Schweißen von Metallen
3 Seite 3 Arbeitsschutzkleidung Beim Schweißen können folgende Gefahren eintreten: Brand- und Explosionsgefahr durch Lichtbogen, Funken, Metallspritzer, heiße Teile. Verletzungen für Augen und Haut durch UV- und Wärme - Strahlen, heiße Teile und Schweißspritzer. Gesundheitsgefährdung durch schädliche Rauche, Dämpfe und Gase. Erhöhte Gefährdung durch elektrischen Strom (besonders in engen und feuchten Räumen). Gesundheitsgefahr beim Schweißen von verzinkten, verbleiten oder mit bleihaltigen Anstrichstoffen versehenden Gegenständen. Persönliche Schutzausrüstung des Schweißers Enganliegende, schwerentflammbare geeignete Arbeitskleidung, Lederschürze, Schweißerhandschuhe Gamaschen, Sicherheitsschuhe, Schweißschild bzw. Schutzhaube, Schutzbrille für Schleifarbeiten. Das Tragen von Kleidungs- und Wäschestücken aus leicht entflammbarer oder leicht schmelzender Kunstfaser kann beim Schweißen zu empfindlichen Hautverletzungen führen und ist daher verboten. Mit brennbaren Stoffen verunreinigte Kleidung z. B. Öl, Fett, Petroleum und Kleidung aus Kunstfasern, darf nicht getragen werden. Schutzhaube oder Handschutzschild Die verwendeten Schutzgläser müssen einer bestimmten Schutzstufe entsprechen und gekennzeichnet sein. Die Schutzstufen sind beim MSG-Schweißen 9 bis 14. Arbeitsplatz Schweißplätze werden durch Stellwände oder Vorhänge abschirmt. Für gute Be- und Entlüftung im Arbeitsbereich sorgen, insbesondere bei oberflächenbeschichteten Werkstoffen. Die beim Schweißen entstehenden Rauche und Gase müssen abgesaugt werden.

4 Seite 4 Zubehör und Werkzeuge Um Schweißarbeiten durchführen zu können benötigt man noch weitere Arbeitsmittel. Diese sollten unbedingt vor dem Beginn der Arbeit bereitgelegt werden. Drahtbürste Die zu schweißenden Werkstücke müssen vor dem Schweißen mit einer Drahtbürste gründlich von Rost, Schmutz und Farbresten gereinigt werden. Nach dem Schweißen dient die Drahtbürste zum Entfernen von Schlackeresten und Schweißspritzern. Edelstahl sollte aus Korrosionsgründen mit einer Edelstahlbürste bearbeitet werden. Schlackenhammer Mit dem Schlackenhammer wird nach dem Schweißen die Schlackeschicht über der Schweißnaht abgeschlagen und Schweißspritzer entfernt. Schweißzangen Werkstücke werden beim Schweißen stark erhitzt. Das Halten und Bewegen warmer Werkstücke sollte nur mit passenden Zangen erfolgen. Es besteht sonst die Gefahr von Verbrennungen an den Händen. Schweißnahtlehren Bei Schweißarbeiten ist es oft nötig, bestimmte Werte einzuhalten. Mit Schweißnahtlehren können die Winkel in den Nahtfugen, die Dicke einer Schweißnaht und die Nahtüberhöhung gemessen werden.

5 Seite 5 Schweißpositionen Vergleich der Schweißpositionen

6 Schweißnahtarten Seite 6

7 Seite 7 Verfahrensprinzip des Metall - Schutzgasschweißen MSG Beim MSG-Schweißen brennt der Lichtbogen zwischen einer abschmelzenden Drahtelektrode, die gleichzeitig den Zusatzwerkstoff liefert und dem Werkstück. Dabei wird die Drahtelektrode (grün dargestellt) über einen automatischen Drahtvorschub durch das Stromkontaktrohr hindurch der Schweißstelle zugeführt. Eine Schutzgashülle (gelb dargestellt) umgibt Schmelzbad und Drahtelektrode und verhindert so die Oxidation durch den Sauerstoff der Umgebungsluft. Das Metall - Schutzgasschweißen wird eingeteilt in das: > Metall - Aktiv - Gasschweißen (MAG - Schweißen) und das > Metall - Inert - Gasschweißen (MIG - Schweißen) Die Vorteile gegenüber dem Lichtbogenhandschweißen sind deutlich kürzere Schweißzeiten und der Wegfall der Schlackebildung.
 und das > Metall - Inert - Gasschweißen (MIG - Schweißen) Die Vorteile gegenüber dem")
8 Seite 8 Unterscheidung MAG - und MIG - Schweißen Die beiden Verfahren unterscheiden sich nur im verwendeten Schutzgas. Metall - Aktiv - Gasschweißen (MAG - Schweißen): Für unlegierte und niedriglegierte Stähle kommt das MAG - Schweißen zum Einsatz. Das Schutzgas nimmt aktiv am Schweißvorgang teil und beeinflusst das Abschmelzen der Drahtelektrode, die Spritzerbildung, die Einbrandtiefe und die Nahtform. Metall - Inert - Gasschweißen (MIG - Schweißen): Zum Schweißen von hochlegierten Stählen, Nichteisenmetalle und Aluminiumlegierungen kommt das MIG - Schweißen zum Einsatz. Die hierbei verwendeten inerten Gase sind reaktionsträge, das heißt, sie gehen keine chemischen Reaktionen ein. Solche Gase sind Argon und Helium. Aus Kostengründen wird zum MIG-Schweißen überwiegend Argon verwendet. Einfluss der Schutzgase beim MAG - Schweißen Schutzgas Argon mit 18 % CO2 > Geringe Spritzerbildung > Geringe Porenbildung > Feinschuppige Oberfläche Schutzgas Argon mit 8 % O2 > Minimale Spritzerbildung > Mittlere Porenbildung > Sehr feinschuppige Oberfläche Schutzgas CO2 > Erhöhte Spritzerbildung > Minimale Porenbildung > Grobschuppige Oberfläche Alle Schutzgase sind geruchlos, geschmacklos, ungiftig und nicht brennbar. Allerdings können Schutzgase die Atemluft verdrängen.
: Zum Schweißen von hochlegierten Stählen, Nichteisenmetalle und Aluminiumlegierungen kommt das MIG - Schweißen zum Einsatz.")
9 Seite 9 Schutzgasflaschen Sechskantansatz für Schraubenschlüssel Schutzkappe Innengewinde Handrad zum Öffnen und Schließen des Flaschenventils Anschlussgewinde für Druckminderer Außengewinde für Schutzkappe Stempel für: > Gasart > Gewicht > Lieferant > TÜV usw. Gasflasche Fußring für sicheren Stand Flaschen nur mit aufgeschraubter Schutzkappe transportieren, gegen Umfallen sichern und vor direkter Sonneneinstrahlung schützen.

10 Seite 10 Druckminderer Das Schutzgas wird aus der Flasche über den Schlauch in das Steuergerät und anschließend zum Schweißbrenner geführt. Bei Einzelgeräten erfolgt die Schutzgasversorgung aus einer Gasflasche. Da der Fülldruck bis zu 200 bar betragen kann, muss der Druck durch einen Druckminderer auf den Arbeitsdruck reduziert werden. Gleichzeitig kann man die zum Schutzgasschweißen benötigte Gasmenge an einem Durchflussmesser einstellen (ca. 6 bis 20 l/min). Dieser Regler hier ist mit Fluometer ( das Glasröhrchen) ausgestattet. Einstellen des Schutzgases Die einzustellende Durchflussmenge ist abhängig vom zu schweißenden Werkstoff (Dicke, Materialart) und der gewählten Gasdüse. Sie lässt sich aus Tabellen und Schaubildern ermitteln. Als Faustformel zur Bestimmung der Schutzgasmenge gilt: Gasmenge in l/min = 10 x Drahtelektrodendurchmesser. Das bedeutet, dass für einen 0,8 mm Schweißdraht ca. 8 l/min Gasmenge benötigt wird. Für die Anzeige der Schutzgasmenge ist am Druckminderer ein Durchflussmengenmesser vorgesehen. Die strömende Schutzgasmenge lässt in einem Messrohr einen Schwebekörper mehr oder weniger hoch steigen. Auf einer Skala am Messrohr können Sie an der höchsten Stelle des Schwebekörpers die Durchflussmenge in l/min ablesen. Um Messungenauigkeiten zu vermeiden, wird vom Hersteller des Druckminderers der Eingangsdruck im Durchflussmengenmesser durch Kontern und Plombieren der Einstellschraube konstant gehalten. Es geht aber auch ein 2-Manometer-Regler, der erheblich preisweiter ist. Bei diesem - wird die Durchflussmenge am 2. Manometer abgelesen.
 und der gewählten Gasdüse.")
11 MSG-Schweißanlage Seite 11 Die Schweißstromquelle Beim professionellen MIG/MAG - Schweißen kommt als Schweißstrom immer Gleichstrom zur Anwendung. Da der Netzstrom in Gleichstrom umgewandelt bzw. gleichgerichtet werden muss, wird die Schweißstromquelle als Schweißgleichrichter bezeichnet. Die preiswerteren MIG/MAG Geräte schweißen mit Wechselstrom, was den Vorteil hat, das damit auch Aluminium geschweißt werden kann. Ganz neu sind die MIG/MAG Schweißinverter, diese arbeiten mit Gleichstrom und sind dadurch absolut universell einsetzbar. Meist können diese außerdem zum Elektrodenschweißen und zum WIG-Schweißen verwendet werden. Mit ab 13 Kg eignen sich diese Geräte auch sehr gut für die Baustelle. (Preis ab 1000 ) In die Schweißstromquelle ist ein Steuergerät eingebaut, dass die Zufuhr des Schutzgases und der Drahtelektrode regelt. Außerdem wird hier die Höhe des Schweißstroms eingestellt. Wenn vorhanden, wird auch die Kühleinrichtung gesteuert. Ein weiteres wichtiges Bauteil ist die Drahtfördereinrichtung. Meist ist sie bei den üblichen Kompaktanlagen in die Schweißstromquelle eingebaut. Das Schlauchpaket ist deshalb auf 5 m begrenzt. Bei einem längeren Schlauchpaket würden große Reibungswiderstände beim Vorschub der Drahtelektroden entstehen, die zu Förderstörungen führen würden. Ein größerer Arbeitsbereich kann erreicht werden, wenn die Drahtfördereinrichtung von der Schweißstromquelle getrennt ist. Die tragbare Drahtfördereinrichtung kann in der Nähe der jeweiligen Schweißstelle aufgestellt werden.

12 Drahtfördereinrichtung Seite 12

13 Seite 13 Die Drahtfördereinrichtung hat die Aufgabe, die Drahtelektrode gleichmäßig von der Drahtspule abzuziehen und durch das Schlauchpaket bis zur Schweißstelle zu führen. Dabei muss der Schweißdraht mit einer einstellbaren und vor allem konstanten Geschwindigkeit geschoben werden. Die Drahtfördergeschwindigkeit ist stufenlos von 0-18 Meter pro Minute einstellbar. Drahtfördereinrichtung können als Zweirollenantrieb oder Vierrollenantrieb eingesetzt werden. Die teureren Vierrollenantriebe werden für Fülldrähte oder für weiche Massivdrähte (z. B. Aluminium) bevorzugt eingesetzt. Die Drahtelektrode (rot dargestellt) wird zunächst von der Drahtspule durch die Drahtzulaufdüse (grün dargestellt) zwischen die Drahtförderrolle und die Druckrolle geführt. In die Drahtförderrolle, die von einem Motor angetrieben wird, ist eine Rille eingearbeitet. Damit die unterschiedlichen Drahtelektroden korrekt in der Rille geführt werden kann, gibt es für jeden Drahtelektrodendurchmesser eine andere Drahtförderrolle. Jede Drahtförderrolle ist deshalb mit dem zugehörigen Drahtdurchmesser gekennzeichnet. Die ein facheren Greräte haben eine universelle Drahtförderrolle, die mehrere Durchmesser fördert.
 bevorzugt eingesetzt.")
14 Seite 14 Schweißbrenner mit Schlauchpaket (luftgekühlt) Man unterscheidet gasgekühlte und wassergekühlte MSG - Schweißbrenner. Beim gasgekühlten Schweißbrenner nutzt man die Kühlwirkung des Schutzgases, um die entstehende Schweißwärme abzuführen. Diese Kühlwirkung funktioniert jedoch nur bei Stromstärken bis 200 Ampere. Für höhere Schweißleistungen werden wassergekühlte Schweißbrenner verwendet. Bei diesen Schweißbrennern befinden sich zusätzliche Leitungen im Schlauchpaket für den Kühlwasservor- und -rücklauf. Der im Schlauchpaket untergebrachte Drahtführungsschlauch aus Kunststoff dient zur Führung von Schweißdrähten aus Aluminium. Für Schweißdrähte aus Stahl wird der Drahtführungsschlauch durch eine Drahtführungsspirale ersetzt. Diese muss passend zum Drahtelektrodendurchmesser gewählt werden. Durch den Abrieb kann es zur Verschmutzung der Drahtführungsspirale kommen. Dieser Abrieb muss durch Ausblasen entfernt werden.

15 Seite 15 Isolierstück Gasdüse Drahtführungsschlauch oder Drahtführungsspirale Kontaktrohrhalterung bzw. Düsenstock Stromkontaktrohr Drahtelektrode Der Schweißstrom wird über das Schlauchpaket an die Kontaktrohrhalterung (grün dargestellt) und an das Stromkontaktrohr (rot dargestellt) weitergeleitet. Das Stromkontaktrohr leitet den Schweißstrom weiter auf die Drahtelektrode. Das Stromkontaktrohr hat eine Bohrung, die nur etwa 0,2 mm größer ist als der Durchmesser der Drahtelektrode. Dadurch wird der Übergangswiderstand so klein wie möglich gehalten und eine widerstandsarme, großflächige Berührung erreicht. Das Stromkontaktrohr muss ebenso wie Drahtführungsspirale und Drahtförderrolle entsprechend dem Drahtdurchmesser gewechselt werden. Dazu ist jedes Stromkontaktrohr mit dem zugehörigen Durchmesser gekennzeichnet. Durch die Reibung der Drahtelektrode ist das Stromkontaktrohr ein Verschleißteil. Nach einer gewissen Schweißzeit ist die Bohrung eingelaufen und verschlissen (unten rot dargestellt). Die Folgen sind eine erhöhte Erwärmung des Stromkontaktrohres und ein unruhig brennender Lichtbogen. Deshalb muss das verschlissene Stromkontaktrohr gegen ein neues ausgetauscht werden. Das Isolierstück (grau dargestellt) sorgt dafür, dass der Schweißstrom nicht auf die Gasdüse übertragen wird. neues Stromkontaktrohr verschlissenes Stromkontaktrohr

16 Seite 16 Zünden des Lichtbogens Der Lichtbogen hat die Aufgabe den Grundwerkstoff aufzuschmelzen und die Drahtelektrode tropfenförmig abzuschmelzen. Von den Einstellwerten und der Lichtbogenleistung wird bestimmt, wie dieses Abschmelzen vor sich geht. Die Spannung und die Drahtfördergeschwindigkeit lassen sich an der Schweißstromquelle einstellen. Die Spannung wird entweder in Stufen aber meist stufenlos gewählt. Auch bei unterschiedlichen Stromstärken im Schweißstromkreis bleibt die Spannung während des Schweißens nahezu gleich. Mit der Drahtfördergeschwindigkeit wird die Abschmelzleistung bestimmt. Unter Abschmelzleistung wird die Menge an Drahtelektrode bezeichnet, die in einer Zeiteinheit zum Schweißbrenner geschoben wird. Zünden des Lichtbogens > Bild 1 (links) Vorschieben der Drahtelektrode > Bild 2 (mitte) Drahtelektrode zündet > Bild 3 (rechts) Lichtbogen brennt Beim Zünden des Lichtbogens (Bild oben) wird durch Betätigung des Schalters am Griffstück die Drahtfördereinrichtung eingeschaltet. Die Drahtelektrode wird aus dem Schweißbrenner zum Werkstück geschoben. Durch das Berühren des Werkstücks entsteht ein Kurzschluss. In der Folge steigt die Stromstärke im Schweißstromkreis stark an und bewirkt, dass an der Berührungsstelle der Werkstoff schmilzt (rot dargestellt) und teilweise verdampft. Zwischen der Drahtelektrode und dem Werkstück wird dadurch die Luftstrecke elektrisch leitend (ionisiert) und der Lichtbogen beginnt zu brennen.

17 Seite 17 Lichtbogenarten Je nach Einstellung der Schweißstromquelle und nach Auswahl des Schutzgases, unterscheiden sich verschiedene Lichtbogentypen. Vor allem beim Werkstoffübergang können sich verschiedene Tropfengrößen ergeben. Außerdem wird unterschieden, ob der Übergang im Kurzschluss oder kurzschlussfrei erfolgt. Kurzlichtbogen Ein Kurzlichtbogen stellt sich bei geringen Spannungen (bis 20 Volt) unter allen Schutzgasen ein. Er wird vor allem bei dünnen Blechen bis 3 mm, Wurzelschweißungen und Schweißen in Zwangspositionen angewendet. Der Werkstoffübergang ist feintropfig und findet ausschließlich im Kurzschluss statt. Das Schweißbad ist zähflüssig. > Bild 1: Der Lichtbogen schmilzt das Ende der Drahtelektrode auf. > Bild 2: Es kommt zu Bildung einer Schmelzkugel, die immer größer wird. > Bild 3: Die Schmelzkugel berührt das Schmelzbad und verursacht einen Kurzschluss. > Bild 4: Die Stromstärke steigt durch den Kurzschluss sehr stark an und bewirkt schließlich das Durchbrennen des so genannten Schmelzfadens. > Der Vorgang beginnt von vorn. Abhängig von den Einstellwerten findet der Wechsel von Lichtbogenphase und Kurzschlussphase zwischen 50- und 100-mal je Sekunde statt. Die geringen Heizzeiten des Kurzschlusses verhindern eine Uberhitzung der Drahtelektrode und des Grundwerkstoffes. Das Schmelzbad ist auch bei dünnen Blechen leichter beherrschbar.

18 Seite 18 Sprühlichtbogen Ein Sprühlichtbogen stellt sich bei hohen Spannungen (über 20 Volt), einer große Drahtfördergeschwindigkeit und nur unter Argon oder argonreichen Schutzgasen ein. Er wird bei Blechen über 3 mm und vor allem bei Kehlnähten, die in den Positionen PA oder PB geschweißt werden, angewendet. In den gleichen Positionen können auch die Mittel- und Decklagen von Stumpfnähten geschweißt werden. Ebenso kann der Sprühlichtbogen für Nähte mit einer Badsicherung beim Schweißen in der Position PA angewendet werden. Unter der Einwirkung des Lichtbogens schmilzt die Drahtelektrode beim Sprühlichtbogen fadenförmig ab. Vom Drahtelektrodenende lösen sich in dichter Folge kleine, feinste Tropfen, die sich kurzschlussfrei in das Schmelzbad fliegen. Pro Sekunde können 100 bis 300 Tropfen in das Schweißbad übergehen. Das Schweißbad ist dünnflüssig. Mischlichtbogen Ein Übergangslichtbogen der zwischen Kurz- und Langlichtbogen liegt. Die Übergänge der mittleren Tropfen erfolgen teilweise im Kurzschluss, teils kurzschlussfrei. Es kommt zu einer unerwünscht hohen Spritzerbildung. Langlichtbogen Ein Langlichtbogen stellt sich nur unter dem Schutzgas Kohlendioxid ein. Der Werkstoffübergang erfolgt grobtropfig im Kurzschluss. Pro Sekunde können 100 Tropfen in das Schweißbad übergehen. Es kommt zu einer starken Spritzerbildung und zur Entstehung grobgeschuppter und überhöhter Schweißnähte. Der erhöhte Abbrand an Legierungselementen unter Kohlendioxid, macht nur eine Verarbeitung von unlegierten Stählen möglich. Das Schweißbad ist dünnflüssig.

19 Seite 19 Einfluss der Schweißparameter auf den Schweißvorgang Der Schweißer kann am Schweißgerät die Drahtfördergeschwindigkeit und Spannung einstellen. Neben diesen Geräteeinstellungen hat er auch durch die Brennerführung (Neigung und Abstand zur Schweißnaht) einen wesentlichen Einfluss auf die Qualität der Schweißarbeit. Einfluss der Drahtfördergeschwindigkeit bei gleicher Spannung Drahtfördergeschwindigkeit schnell mittel langsam Abschmelzleistung groß mittel gering Stromstärke groß mittel klein Lichtbogenlänge kurz mittel lang Mit der Regelung der Drahtfördergeschwindigkeit kann man einen Lichtbogen mittlerer Länge einregeln. Bei einer Erhöhung der Drahtfördergeschwindigkeit wird der Lichtbogen kürzer. Die Folge ist, dass auch der Widerstand im Schweißstromkreis abnimmt und die Stromstärke sich im gleichen Verhältnis erhöht. Beim Verringern der Drahtfördergeschwindigkeit wird der Lichtbogen länger. Der Widerstand im Schweißstromkreis nimmt dadurch zu und führt zu einer Verminderung der Stromstärke. Einfluss der Spannung bei gleicher Drahtfördergeschwindigkeit Spannung hoch mittel niedrig Abschmelzleistung konstant konstant konstant Stromstärke konstant konstant konstant Lichtbogenlänge lang mittel kurz Die Schweißspannung kann direkt an der Schweißstromquelle eingestellt werden. Entsprechend dem Ohmschen Gesetz, ergibt sich bei gleich bleibender Spannung die Stromstärke durch den Widerstand im Schweißstromkreis. Der Widerstand wird im Wesentlichen durch die Lichtbogenlänge bestimmt. Bei gleich bleibender Drahtfördergeschwindigkeit kann man mit der Regelung der Schweißspannung die Lichtbogenlänge beeinflussen. Bei einer Erhöhung der Spannung wird der Lichtbogen länger. Umgekehrt führt eine verminderte Spannung zu einem kürzeren Lichtbogen. Die Abschmelzleistung bleibt bei der Spannungsänderung unbeeinflusst, da die Drahtfördergeschwindigkeit nicht verändert wird.

20 Seite 20 Einfluss der Lichtbogenlänge Der Einfluss der Lichtbogenlänge hat einen wesentlichen Einfluss auf die Nahtbreite und den Einbrandtiefe. > Bild 1: langer Lichtbogen 3 große Nahtbreite > geringe Einbrandtiefe > Bild 2: mittlerer Lichtbogen mittlere Nahtbreite mittlere Einbrandtiefe > Bild 3: kurzer Lichtbogen geringe Nahtbreite große Einbrandtiefe Stromstärke Zwischen Spannung und Stromstärke muss ein bestimmtes Verhältnis eingehalten werden, damit der Lichtbogen brennen kann. In gewissen Grenzen lässt sich der Lichtbogen etwas verlängern oder verkürzen. Wie im Spannungs-Stromstärke-Schaubild sichtbar, ergeben sich Lichtbogenkennlinien für die verschiedenen Lichtbogenlängen. Der Lichtbogen erlischt im Kurzschluss, wenn Werte unterhalb des Kennlinienfeldes eingestellt werden. Der Lichtbogen reißt ab, wenn die Werte oberhalb des Kennlinienfeldes liegen.

21 Beispiele für Einstell- und Verbrauchswerte Seite 21
22 Seite 22
23 Seite 23 Unterschied Brennerhaltung stechend" und schleppend" Brennerneigung stechend" Die Brennerneigung stechend" ist die übliche Haltung bei der Schweißung von Hand. Die Einbrandtiefe ist gegenüber dem schleppenden Schweißen etwas geringer, die Nahtbreite wird etwas breiter. Schweißrichtung Brennerneigung neutral" Schweißrichtung Brennerneigung schleppend" Die Brennerneigung schleppend" führt zu einer tieferen Einbrandtiefe gegenüber dem stechenden Schweißen, die Nahtbreite wird etwas geringer, die Nahtüberwölbung ist höher. Die Brennerneigung schleppend" wird bei Wurzelschweißungen und in Zwangslagen angewendet. Schweißrichtung
24 Seite 24 Übungsbeispiel Auftragsschweißen Durch Auftragsschweißen können durch Verschleiß abgetragene Flächen, Kanten oder Profile wieder ergänzt werden. Ebenso ist es möglich durch Auftragsschweißen eine hochwertige Oberfläche auf einem billigem Grundmaterial herzustellen. Anstellwinkel ca Schweißrichtung Der Winkel zwischen der austretenden Drahtelektrode und dem Werkstück wird als Anstellwinkel bezeichnet. Beim Auftragen der Schweißraupen beträgt der Anstellwinkel 80 bis 90. Diese Schweißbrennerführung wird als leicht stechend" bezeichnet. In Querrichtung wird der Brenner senkrecht im Winkel von 90 zur Naht gehalten. Der Brennerabstand ist die Strecke zwischen Stromkontaktrohr und dem Werkstück. Für eine gut geschweißte Naht sind eine gleich bleibende Brennerabstand und eine konstante Schweißgeschwindigkeit erforderlich. Brennerabstand für Kurzlichtbogen etwa 10mal Durchmesser der Drahtelektrode. Brennerabstand für Sprühlichtbogen etwa 15mal Durchmesser der Drahtelektrode. Stromkontaktrohr Brennerabstand Werkstück
25 Seite 25 Einstellbeispiel für Schweißstromquelle (Kurzlichtbogen) > Drahtelektrode DIN SG 2 (0 1 mm) > Drahtvorschubgeschwindigkeit 4,5 m/min > Arbeitsspannung 19 Volt > Scheißstrom 135 Ampere > Schutzgas 10 l/min > Brennerabstand etwa 10mal Drahtdurchmesser = 10 mm Einstellbeispiel für Schweißstromquelle (Sprühlichtbogen) > Drahtelektrode DIN SG 2 (0 1 mm) > Drahtvorschubgeschwindigkeit 8,0 m/min > Arbeitsspannung 25 Volt > Scheißstrom 260 Ampere > Schutzgas 12 l/min > Brennerabstand etwa 15mal Drahtdurchmesser = 15 mm Beim Schweißen muss auf eine gleich bleibende Schweißgeschwindigkeit geachtet werden. Nur so entsteht eine gut geschweißte Raupe mit gleichmäßiger Breite und Nahthöhe (Bild 2 grüne Schweißraupe). Fehlerhafte Schweißraupen entstehen, wenn das Schweißen zu langsam erfolgt. Das Schmelzbad läuft dem Lichtbogen voraus mit der Folge, dass der Lichtbogen den Grundwerkstoff nicht korrekt erreicht und aufschmilzt (Bild 3). Eine zu schmale und stark überwölbte Raupe entsteht bei einem zu schnellen Schweißen. Hier hat der Lichtbogen nicht genügend Zeit, den Grundwerkstoff in der ganzen Raupenbreite aufzuschmelzen. Dadurch entstehen Bindefehler.
26 Seite 26 Übungsbeispiel Kehlnahtschweißen (PA, PB] Bei einer Kehlnaht stoßen zwei Bleche rechtwinklig aufeinander (T-Stoß). Bei der Vorbereitung für diese Schweißnaht ist darauf zu achten, dass die Stirnfläche des senkrechten Bleches spaltfrei über die gesamte Länge aufsitzt. Um den korrekten Sitz zu überprüfen, kann man die Bleche in der zukünftigen Scheißposition fest aufeinander pressen und gegen das Licht halten. Findet man so noch größere Lichtspalte, müssen die Bleche nachgearbeitet werden. So wird verhindert, dass Schweißgut vom Lichtbogen durch den Spalt gedrückt wird. Bindefehler werden so vermieden. Werden die Heftstellen auf der Rückseite der zu schweißenden Kehlnaht angebracht, kann ein Überschweißen der Heftsteilen vermieden werden. Muss der T-Stoß beidseitig geschweißt werden, so können die Heftsteilen nach dem Schweißen der ersten Seite abgearbeitet werden, um so die mögliche Gefahr von Bindefehlern beim Überschweißen auszuschließen. Achten Sie beim Heften auf einen evtl. Verzug. Eine gut geschweißte Kehlnaht entsteht wenn folgende Anforderungen erfüllt sind: > sicheres Aufschmelzen des Wurzelpunktes, > gleichschenklige Nahtform, > Nahtoberseite flach oder mit leichter Hohlkehle, > Erreichen der geforderten Kehlnahtdicke (a - Maß) Die geforderte Kehlnahtdicke (a - Maß) hängt wesentlich von der Schweißgeschwindigkeit ab. Eine zu geringe Kehlnahtdicke entsteht beim zu schnellen Schweißen, während ein zu langsames Schweißen eine zu dicke Kehlnaht ergibt. Das Maß a lässt sich mit einer Kehlnahtlehre (siehe oben) prüfen.
27 Seite 27 Brennerhaltung beim Schweißen der Kehlnaht Beim Schweißen der Kehlnaht wird der Schweißbrenner etwas mehr auf das untere Blech gerichtet (ca. 50 ), damit beide Nahtflanken gleichmäßig aufschmelzen. Beim senkrechten Blech wird nur die untere Kante aufgeschmolzen. Beim unteren Blech muss eine größere Fläche erwärmt werden. Der größere Wärmebedarf des unteren Bleches wird dadurch gedeckt, dass der Lichtbogen nicht direkt in die Kehle gerichtet wird, sondern der Brenner wird so geführt, dass das untere Blech mehr erwärmt wird. In Schweißrichtung wird der Brenner unter dem Winkel von ca. 75, also leicht stechend" gehalten. Diese Brennerhaltung ergibt eine flache Schweißnaht. Übungsbeispiel Fallnahtschweißen (PGj Schweißrichtung fallend In der Fallposition wird immer mit dem Kurzlichtbogen geschweißt. Die Spannung und die Drahtfördereinrichtung müssen dementsprechend an der Schweißstromquelle eingestellt werden. Geschweißt wird mit einer leicht schleppenden" Brennerhaltung (Bild oben). Dabei wird der Brennerabstand gering gehalten. Die Raupe wird als Strichraupe ohne Pendelbewegung ausgeführt. Bei Kehlnähten ist auf eine gut erfasste Wurzel, auf eine gleichmäßige Schweißnahtbreite und auf das geforderte a-maß zu achten.
28 Seite 28 Fehler beim Schweißen der Fallnaht Besonders wichtig ist die Schweißgeschwindigkeit. Speziell in der Fallposition, können beim MIG - MAG- Schweißen Bindefehler auftreten. Die Ursache hierfür ist ein vorlaufendes Schmelzbad, das bei unachtsamer Brennerführung oder falsch eingestellten Schweißdaten auftritt. Wird zu langsam geschweißt, überholt" das Schmelzbad den Lichtbogen (rot dargestellt) und verhindert, dass der Lichtbogen den Grundwerkstoff erreichen und aufschmelzen kann. Die Schweißnaht liegt ohne richtige Bindung auf dem Grundwerkstoff auf. Wird zu schnell geschweißt, wird die Schweißnaht wird zu dünn und man erreicht nicht das geforderte a - Maß. Außerdem kommt es zu einer ungewollten, überwölbten Nahtoberfläche.
29 Seite 29 Übungsbeispiel Stumpfstoß schweißen (PA) Um eine gute Wurzelschweißung zu erreichen, ist bei einer I-Naht ein Stegabstand vorzusehen. Dieser sollte bei Blechen bis 4 mm in etwa 0,5 bis 1-mal der Blechdicke entsprechen. Bis etwa 4 mm Blechdicke wird der Stumpfstoß mit einer I-Naht geschweißt. Ab 5 mm Blechdicke wird eine V-Naht und über 12 mm eine Doppel V-Naht geschweißt. Die Bleche in einem Winkel von 60 abgeschrägt. Geheftet wird an der Wurzelseite an mindestens zwei Stellen. Der Stumpfstoß ist zügig in einem Arbeitsgang durchzuschweißen, da sich sonst die Bleche durch die ungleichmäßig erwärmen und sich verziehen können. Die Heftstellen müssen gut aufgeschmolzen werden um Bindefehler und Wurzelfehler zu vermeiden. Auf der Rückseite muss nach dem Schweißen eine gleichmäßige Wurzel - Naht erkennbar sein. Stumpfstoß als I - Naht > Bleche bis ca. 4 mm > Stegabstand soll etwa 0,5 bis 1 mal der Blechdicke entsprechen V-Naht > Bleche ab ca. 5 mm > Stegabstand soll etwa 2 bis 2,5 mm betragen Doppel-V-Naht > Bleche ab ca. 12 mm > Stegabstand soll etwa 2,5 mm betragen
30 Seite 30 Ansatzbindefehler Ansatzbindefehler Beim Ansetzen einer Schweißnaht an eine bereits geschweißte Raupe kann es zu Ansatzbindefehler kommen. Da die Drahtelektrode sofort schmilzt, hat der Lichtbogen keine Zeit, den Grundwerkstoff aufzuschmelzen, bevor sich der abschmelzende Schweißzusatzwerkstoff darüber legt. Um diesen Fehler zu verhindern, wird vor dem Wiederansetzen des Schweißbrenners das das Raupennende mit dem Winkelschleifer zungenförmig angeschliffen (Bild oben). Auf der bereits geschweißten Raupe wird dann der Lichtbogen gezündet und über die Ansatzstelle geführt.
31 Seite 31 Übungsbeispiel Kehlnahtschweißen [PF] In Steigposition gestaltet sich das Schweißen einer Kehlnaht schwieriger als in der Fallposition. Der Vorteil der Steigposition liegt darin, dass durch das steigende Schweißen keine Bindefehler auftreten. Wie in anderen Schweißpositionen entsteht eine gut geschweißte Kehlnaht, wenn folgende Anforderungen erfüllt sind: > sicheres Aufschmelzen des Wurzelpunktes, > gleichschenklige Nahtform, > Nahtoberseite flach oder mit leichter Hohlkehle, > Erreichen der geforderten Kehlnahtdicke (a - Maß) Der Anstellwinkel soll etwa 70 bis 80 betragen, d. h. die Schweißbrennerführung ist leicht stechend. Die Bewegung des Schweißbrenners erfolgt von unten nach oben (siehe Bild oben) und muss gleichmäßig sein. Bei ungleichmäßiger Brennerführung kann es dazu kommen, dass die Wurzel nicht richtig erfasst wird, und dass die beiden Nahtflächen ungleichmäßig aufschmelzen. Es können Einbrandkerben entstehen.
32 Seite 32 Kennzahlen für Schweiß- und Lötverfohren 311 = Gasschweißen mit Sauerstoff-Acetylen-Flamme (Autogenschweißen) 141 = Wolfram-Inertgasschweißen 111= Lichtbogenhandschweißen 131 = Metall-Inertgasschweißen 135 = Metall-Aktivgasschweißen 91 = Hartlöten 92 = Weichlöten Normung der Drohtelektroden für dos MSG-Schweißen Beispiel: Drahtelektrode DIN ,8 - SG2 Drahtelektrode = Lieferform DIN 8559 = DIN-Norm der Drahtelektrode 0,8 = Durchmesser in Millimeter SG2 = Typ-Kurzzeichen für chemische Zusammensetzung Für das Schweißen der verschiedenen Werkstoffe werden jeweils dazu passende Schweißstäbe verwendet, damit das Schweißgut möglichst die gleiche Zusammensetzung wie der Grundwerkstoff hat. Festgelegt sind in der Norm die Drahtdurchmesser. Gebräuchlich sind die Durchmesser 0,6; 0,8; 1,0; 1,2 und 1,6 mm. Das Typ-Kurzzeichen gibt verschlüsselt Auskunft über die chemische Zusammensetzung der Drahtelektroden. Der Anteil der Legierungselemente steigt von Typ SGI bis zu Typ SG3. Normung der Schutzgase für das MSG-Schweißen Beispiel: Schutzgas DIN M2 1 Schutzgas = Lieferform DIN = DIN-Norm der Schutzgase M2 = Mischgasgruppe SG2 = Kennzahl für chemische Zusammensetzung Die verschiedenen Schutzgase bzw. Gasgemische zum MSG - Schweißen unterscheiden sich im Schweißverhalten (Einbrandtiefe, Spaltüberbrückbarkeit, Spritzerbildung). Schweißen: Die inerten Schutzgase für das MIG - Schweißen sind reines Argon oder Argon - Helium - Gemische. MAG - Schweißen: Aktive Schutzgase für das MAG - Schweißen sind reines Kohlendioxid (CO2)oder Gasgemische aus Argon + CO2, Argon + O2, Argon + CO2 + O2.
33 Seite 33 Äußerliche Schweißnohtfehfer gute Schweißnaht nicht durchgeschweißt zu große Wurzelüberhöhung zu große Nahtüberhöhung Nahtunterwölbung Einbrandkerben
34 Seite 34 Innere Schweißnahtfehler Poren - Gaseinschlüsse Schrumpfrisse Fremdeinschlüsse Bindefehler Wurzel nicht erfasst
35 Ursachen für Schweißnahtfehler Seite 35 Oxideinschlüsse Ursachen für Oxideinschlüsse: > Oberflächen nicht metallisch rein > Schweißdraht ist oxidiert > Zwischenlagen wurden nicht gereinigt > Schweißnahtvorbereitung ungenügend (Stegkanten nicht angefast) > Oxidation im Wurzelbereich (Formiergas verwenden!) Porenbildung Ursachen für Porenbildung: > Ungenügende Schutzgasmenge eingestellt (siehe unten) > Verwirbelung des Schutzgases bei zu hoher Schutzgasmenge > Luftzug im Schweißnahtbereich (siehe unten) > Zu kleine Gasdüse > Brennerabstand zu groß > Brennerhaltung zu flach > Wassergekühlter Brenner undicht > Verschmutzte Werkstückoberfläche > Beschädigung bzw. Verschmutzung an der Gasdüse (Verwirbelung, siehe unten) Bindefehler Ursachen für Bindefehler: > Eingeschränkte Zugänglichkeit der Schweißstelle > Brenner zu weit auf eine Nahtflanke geneigt > Zu langsam geschweißt oder zu große Drahtfördergeschwindigkeit (vorlaufendes Schweißgut siehe oben) > Brenner nicht mittig geführt > Flankenöffnungswinkel zu gering, Steghöhe zu hoch oder großer Kantenversatz > Ansatzbindefehler (siehe oben) Endkraterrisse Ursachen für Endkraterrisse: > Schweißstromstärke zu hoch > Zu geringe Schweißgeschwindigkeit > Ungenügende Auffüllung mit Schweißzusatzwerkstoff
36 Seite 36 Schweißnahtfehler durch mangelhaften Gasschutz Weitere mögliche Fehler durch mangelhaften Gasschutz können eine zu flache Brennerhaltung (Einziehen der Luft) oder ein zu großer Brennerabstand sein.
37 Seite 37 Einteilung der Stähle Einteilung nach Phosphor- und Schwefelgehalt: Massenstahl ( Grundstahl) Phosphorgehalt kleiner als 0,08 %, Schwefelgehalt kleiner als 0,07 % Phosphor - und Schwefelgehalt zusammen maximal 0,1 % Qualitätsstähle Phosphorgehalt kleiner als 0,04 %, Schwefelgehalt kleiner als 0,04% Edelstahle Phosphorgehalt kleiner als 0,02 %, Schwefelgehalt kleiner als 0,02 % Einteilung nach Legierung : unlegierter Stahl bis 1,65 % Mangan und 0,5 % Silizium niedriglegierter Stahl - Summe der Legierungselemente kleiner als 5 % hochlegierter Stahl - Summe der Legierungselemente größer als 5 % Schweißeignung von VA-Stahl Stähle sind gut schweißgeeignet bis zu einem Kohlenstoffgehalt von 0,24 % C Phosphorgehalt von 0,065 % P Schwefelgehalt von 0,065 % S Stickstoffgehalt von 0,014 % N Mangangehalt von 1,65 % Mn Siliziumgehalt von 0,5 % Si Bei hochlegierten Stählen wird die Schweißeignung durch Titan und Niob im Zusatzwerkstoff verbessert. Diese Elemente binden beim Schweißen den Kohlenstoff ab, so dass eine Bildung von Chromkarbiden und somit die Chromverarmung im Grundwerkstoff verhindert wird. Eine andere Möglichkeit gegen Chromverarmung ist das Glühen der geschweißten Bauteile bei 1050 C und anschließendes rasches Abschrecken, die Schweißeignung nach dem so genannten Kohlenstoffäquivalent CEV berechnet: St 33 St 37-2 St 37-3 St 44-2 St 44-3 St 52-3 St 50-2 St 60-2 St 70-2 C 0,17-0,20 0,17 0,21-0,22 0,20 0,20-0,22 0,30 0,40 0,50 P 0,05 0,04 0,05 0,04 0,04 0,05 0,05 0,05 S 0,05 0,04 0,05 0,04 0,04 0,05 0,05 0,05 N 0,009 0,009 0,009 0,009 0,009 Schweißbarkeit bedingt gut sehr gut gut sehr gut gut nicht geeignet nicht geeignet nicht geeignet
38 Seite 38 Gefüge in Schweißverbindungen Zum Schmelzschweißen werden Temperaturen benötigt, die mindestens der Schmelztemperatur des Werkstückes entsprechen. Die Höhe der Temperaturen hängt im Wesentlichen von der Wärmezufuhr durch das Schweißverfahren, von der Wärmeableitung der Wärme im Bauteil und von der Wärmeabgabe an die Luft ab. Dieses Erwärmen und Abkühlen verändert das Gefüge einer Schweißverbindung bis in den Grundwerkstoff hinein. Die Wärmeeinflusszone schließt sich beiderseits an die Schweißnaht an. Sie reicht bis an den Grundwerkstoff, der nicht durch die beim Schweißen eingebrachte Wärme beeinflusst wurde. Schmelzlinie Grenze zwischen Geschmolzenem und festgebliebenen Werkstoff (grau) Überhitzungsgefüge Grobkomgefüge mit erhöhter Härte (rot) Schweißraupe Werkstoff ist vollständig aufgeschmolzen (grün) Normalglühgefüge Feinkorngefüge durch Erwärmung (pink) Gefügeumwandlung nur noch teilweise (gelb)
39 Seite 39 Schrumpfung an Stumpfnähten Schrumpfungsarten: Rote Pfeile -> Q = Querschrumpfung Blaue Pfeile -> D = Dickenschrumpfung Grüne Pfeile -> L = Längsschrumpfung Entscheidend für die Größe der entstehenden Schrumpfungen und Spannungen im Bauteil ist die eingebrachte Wärmemenge. Die Wärmedehnungen und Schrumpfungen werden durch die Schweißwärme hervorgerufen und wirken im Werkstoff räumlich, also nach allen Richtungen. Spannungen und Schrumpfungen stehen in einem bestimmten Zusammenhang. Spannungen entstehen immer dann, wenn Schrumpfung behindert ist. > Ist die Schrumpfung frei möglich, kommt es zu großen Formänderung, aber zu geringen Spannungen > Ist die Schrumpfung behindert, ist die Formänderung gering, aber zu großen Spannungen
40 Seite 40 Winkelverzug an Schweißnähten Schrumpfung und Verzug Beim der Erwärmung dehnt sich jeder Werkstoff aus und beim Abkühlen zieht er sich wieder zusammen. Die trifft natürlich auch auf Schweißnähte zu. Die sehr warme Schweißnaht schrumpft beim Abkühlen zusammen. Dadurch verzieht sich das Werkstück. Die Größe des Verzuges ist abhängig von der Form der Nahtfuge und vom Aufbau der Schweißnaht. Je mehr Raupen übereinander geschweißt werden, desto größer ist der Winkelverzug. Gegenmaßnahmen zum Verzug Gegenmaßnahmen zum Verzug sind z. B. die Wahl von großflächigen zusammenhängenden Einzelteilen, die Anwendung und Einhaltung einer bestimmten Schweißfolge, symmetrische Anordnung der Schweißnähte und möglichst geringe Nahtquerschnitte. Bei Stumpfstößen werden die Bleche z. B. so geheftet, dass sie einen kleinen Winkel miteinander bilden, der den Winkelverzug bereits berücksichtigt.
41 Betriebsanweisung für Elektro-Schweißarbeiten Seite 41 Elektro- Schweißarbeiten dürfen nur Mitarbeiter ausführen, die vom betrieblichen Vorgesetzten beauftragt und mit der Arbeit vertraut sind. Mitarbeiter unter 18 Jahren dürfen diese Arbeiten nicht ausführen, außer zu Ausbildungszwecken und unter Aufsicht. Schweißgeräte dürfen nur nach ausführlicher Unterweisung und mit der ausdrücklichen Genehmigung eines Vorgesetzten benutzt werden. Zuwiderhandlungen haben arbeitsrechtliche Schritte zur Folge! Gefahrenquellen Brand- und Explosionsgefahr durch Lichtbogen, Funken, Metallspritzer, heiße Teile. Verletzungen für Augen und Haut durch UV- und Wärme - Strahlen, heiße Teile, Schweißspritzer. Gesundheitsgefährdung durch schädliche Rauche, Dämpfe, Gase. Erhöhte Gefährdung durch elektrischen Strom (besonders in engen und feuchten Räumen). Gesundheitsgefahr beim Schweißen von verzinkten, verbleiten oder mit bleihaltigen Anstrichstoffen versehenden Gegenständen. Verletzungsgefahr durch Drahtvorschub. Schutzmaßnahmen und Verhaltensregeln Vor Arbeitsbeginn Anlagen und Geräte auf betriebssicheren Zustand überprüfen. Schutzeinrichtungen dürfen nicht umgangen, entfernt oder unwirksam gemacht werden. An der Anlage auf Ordnung und Sauberkeit achten. Reinigung nur bei abgeschalteter Anlage. Elektrodenhalter nicht unter den Arm klemmen und nur auf gut isolierter Unterlage ablegen. Bei erhöhter Gefährdung in engen und/oder feuchten Räumen, besondere Schutzmaßnahmen gegen elektrische Durchströmung treffen. Beim Einsatz von Gefahrstoffen entsprechende Betriebsanweisung beachten. Instandsetzungsarbeiten nur durch beauftragte und sachkundige Person. Bei längerer Arbeitsunterbrechung Netzspannung abschalten. Beschädigte Isolierstücke am Elektrodenhalter sofort austauschen. Nur bei geschlossener Kleidung schweißen (Gefahr von Hautverbrennungen)! Schweißplätze durch Stellwände oder Vorhänge abschirmen. Für gute Be- und Entlüftung im Arbeitsbereich sorgen, insbesondere bei oberflächenbeschichteten Werkstoffen. Mit brennbaren Stoffen verunreinigte Kleidung z. B. Öl, Fett, Petroleum und Kleidung aus Kunstfasern, darf nicht getragen werden. Persönliche Schutzausrüstung: Lederschürze, Schweißerhandschuhe und Schweißschild gegen Strahlungen und Verbrennungen tragen! Schutzbrille zum Schutz gegen Materialsplitter tragen! Sicherheitsschuhe zum Schutz gegen herunterfallende Werkstücke tragen! Enganliegende, schwerentflammbare geeignete Arbeitskleidung tragen! Keine Ringe, Ketten oder sonstige Schmuckstücke tragen! Verhalten im Notfall: Schweißgerät abschalten! Im Brandfall Feuerwehr informieren. Mitarbeiter warnen, Löschmaßnahmen durchführen, Gefahr durch elektrischen Strom beachten.
42 Fehlersuche an MSG - Schweißanlagen Seite 42
43 Nr Kenntnisprüfung Volt ist die elektrische Einheit für: a) Spannung b) Stromstärke c) Widerstand Welche Aufgaben hat das Stromkontaktrohr? a) es hat keine Aufgabe b) es leitet den Strom in die Drahtelektrode c) man reguliert damit die Spannung Wann wird ein Sprühlichtbogen eingesetzt? a) bei jeder Schweißnaht b) bei Werkstücken über 3 mm c) bei Wurzelschweißungen Die Bezeichnung MAG - Schweißen bedeutet: M -A -G -Schweißen Wie unterscheidet sich MAG und MIG - Schweißen? a) es werden unterschiedliche Gase verwendet b) es gibt keine Unterscheidungsmerkmale c) man verwendet ein anderes Schweißgerät Welche Aussagen trifft auf das MAG - Schweißen nicht zu? a) man kann Bleche ab 0,6 mm schweißen b) MAG - Schweißen ist sehr wirtschaftlich c) MAG - Schweißen eignet sich nicht für Zwangspositionen Warum verwirft sich ein geschweißtes Werkstück? a) durch fehlerhaftes Schweißen b) durch ungeeignete Schweißgeräte c) durch Schrumpfen der Schweißnaht Welche allgemeinen Anforderungen werden an Schweißstromquellen gestellt? a) Schweißstrom hoch, Schweißspannung niedrig b) Schweißstrom hoch, Schweißspannung hoch c) Schweißstrom niedrig, Schweißspannung hoch Welche Strahlen sendet der Lichtbogen aus? a) Gammastrahlen b) radioaktive Strahlung c) ultraviolette und infrarote Strahlen Was gehört nicht zu der Schutzausrüstung des Schweißers? a) Stulpenhandschuhe b) Elektrodenhalter c) Schweißschirm Was muss beim Schweißen verschiedener Drahtdurchmesser zu beachten? a) das Stromkontaktrohr muss ausgetauscht werden b) die Werkstückklemme muss versetzt werden c) das Schlauchpaket muss ausgetauscht werden Welche Aussage ist richtig? a) Stehende Flaschen müssen gegen Umfallen gesichert werden b) Man kann Schutzgasflaschen auf dem Boden entlang rollen c) Schutzgase sind immer hochgiftig Welche Kennfarbe hat eine Kohlensäureflascheflasche? a) gelb b) rot c) grau Was versteht man unter dem Begriff Auftragsschweißen? a) Beim Auftragschweißen können durch Verschleiß abgetragene Flächen, Kanten oder Profile wieder ergänzt werden b) Auftragschweißen heißt einen Auftrag zum Schweißen" haben c) man kann nur mit einem schriftlichen Auftrag schweißen Seite 43 Lösung a b b Metall Aktiv Gas a a c a c b a a c a
44 Inhaltsverzeichnis Seite 44 Thema Seite Thema Seite Einteilung Schutzgasschweißverfahren 2 Langlichtbogen 18 Arbeitsschutz 3 Einfluss der Schweißparameter 19 Persönliche Schutzausrüstung 3 Einfluss der Spannung 19 Zubehör und Werkzeuge 4 Einfluss der Drahtfördergeschwindigkeit 19 Schweißpositionen 5 Einfluss der Lichtbogenlänge 20 Schweißnahtarten 6 Einstell- und Verbrauchswerte 21 Verfahrensprinzip MSG Unterscheidung MAG/MIG - Schweißen 7 8 Unterschied Brennerhaltung stechend" und schleppend" Übungsbeispiel Auftragsschweißen Einteilung der Schutzgase 8 Übungsbeispiel Kehlnahtschweißen 26 Einfluss der Schutzgase beim MAG-Schweißen 8 Übungsbeispiel Fallnahtschweißen 27 Schutzgasflasche 9 Übungsbeispiel Stumpfstoß schweißen 29 Druckminderer 10 Übungsbeispiel Kehlnahtschweißen in Steigposition 31 Einstellen des Schtuzgases 10 Kennzahlen für Schweiß- und Lötverfahren 32 MIG-MAG Schweißanlagen Schweißstromquelle Normung der Drahtelektroden für das MSG- Schweißen Normung der Schutzgase für das MSG- Schweißen Drahtfördereinrichtung 11,13 Äußerliche Schweißnahtfehler 33 MSG-Schweißbrenner 14 Innere Schweißnahtfehler 34 Drahtführungsschlauch 12 Ursachen für Schweißnahtfehler 35 Brennerkopf 15 Einteilung der Stähle 37 Stromkontaktrohr 15 Gefüge in Schweißverbindungen 38 Zünden des Lichtbogens 16 Schrumpfungen und Spannungen an Schweißnähten 39 Lichtbogenarten 17 Winkelverzug an Schweißnähten 40 Kurzlichtbogen 17 Betriebsanweisung für Schweißarbeiten 41 Sprühlichtbogen 18 Fehlersuche an MSG - Schweißanlagen 42 Mischlichtbogen 18 Kenntnisprüfung 43
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
Schweißen mit Stabelektroden
 Seite 1 Schweißen mit Stabelektroden Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schweißverfahren Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Metalllichtbogenschweißen
Seite 1 Schweißen mit Stabelektroden Lehrmaterial für die praktische Ausbildung Seite 2 Einteilung der Schweißverfahren Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Metalllichtbogenschweißen
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
MIG/MAG Schweisskurs
 MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
MIG/MAG Schweisskurs MIG = Metall-Innert Gas MAG = Metall-Aktiv-Gas 2 3 Drahtfördersystem Tragbar Fahrbar Fahrbar Dezentraler Drahtvorschub Planeten Push-Pull 5-20m 4 Schweissstromquellen Arten Schweissgleichrichter
Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung
 2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
2. Fachseminar Optische Prüf- und Messverfahren - Vortrag 09 Sichtprüfung von Schweißverbindungen und deren fachgerechte Bewertung Jens MEISSNER SLV Duisburg, Niederlassung der GSI mbh, Bismarckstraße
Berechnungsgrundlagen
 Inhalt: 1. Grundlage zur Berechnung von elektrischen Heizelementen 2. Physikalische Grundlagen 3. Eigenschaften verschiedener Medien 4. Entscheidung für das Heizelement 5. Lebensdauer von verdichteten
Inhalt: 1. Grundlage zur Berechnung von elektrischen Heizelementen 2. Physikalische Grundlagen 3. Eigenschaften verschiedener Medien 4. Entscheidung für das Heizelement 5. Lebensdauer von verdichteten
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
Stefan Flueler - Lichtbogenschweissen S.F & R.W Inhaltsverzeichniss. 1. Einleitung... S.2
 Inhaltsverzeichniss 1. Einleitung... S.2 2. Schweissstromquellen... S.2 3. Elektroden... S.3 4. Wie entsteht ein Lichtbogen... S.3 5. Arbeitstechnik... S.4 6. Blaswirkung... S.4 7. Arbeitsregeln... S.5
Inhaltsverzeichniss 1. Einleitung... S.2 2. Schweissstromquellen... S.2 3. Elektroden... S.3 4. Wie entsteht ein Lichtbogen... S.3 5. Arbeitstechnik... S.4 6. Blaswirkung... S.4 7. Arbeitsregeln... S.5
Aufgaben Wechselstromwiderstände
 Aufgaben Wechselstromwiderstände 69. Eine aus Übersee mitgebrachte Glühlampe (0 V/ 50 ma) soll mithilfe einer geeignet zu wählenden Spule mit vernachlässigbarem ohmschen Widerstand an der Netzsteckdose
Aufgaben Wechselstromwiderstände 69. Eine aus Übersee mitgebrachte Glühlampe (0 V/ 50 ma) soll mithilfe einer geeignet zu wählenden Spule mit vernachlässigbarem ohmschen Widerstand an der Netzsteckdose
2.9 Aufbau und Funktion eines Bunsenbrenners. Aufgabe. Wie ist der Bunsenbrenner aufgebaut?
 Naturwissenschaften - Chemie - Anorganische Chemie - 2 Luft und andere Gase (P75400) 2.9 Aufbau und Funktion eines Bunsenbrenners Experiment von: Seb Gedruckt: 24.03.204 ::49 intertess (Version 3.2 B24,
Naturwissenschaften - Chemie - Anorganische Chemie - 2 Luft und andere Gase (P75400) 2.9 Aufbau und Funktion eines Bunsenbrenners Experiment von: Seb Gedruckt: 24.03.204 ::49 intertess (Version 3.2 B24,
Bedienungsanleitung 104844 Camping Kocher
 Bedienungsanleitung Camping Kocher 1 Bedienungsanleitung 104844 Camping Kocher Sehr geehrter Kunde, bitte lesen Sie die Bedienungsanleitung vor dem Aufbau unbedingt aufmerksam durch. Damit vermeiden Sie
Bedienungsanleitung Camping Kocher 1 Bedienungsanleitung 104844 Camping Kocher Sehr geehrter Kunde, bitte lesen Sie die Bedienungsanleitung vor dem Aufbau unbedingt aufmerksam durch. Damit vermeiden Sie
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Pflege und Wartung von Elektroden
 Pflege und Wartung von Elektroden Dipl.-Ing. (FH) Lars Sebralla Ein Meßwert der mit einer Elektrode ermittelt wird ist nur so genau wie die Elektrode selber. Grundlegende Details sollten dabei beachtet
Pflege und Wartung von Elektroden Dipl.-Ing. (FH) Lars Sebralla Ein Meßwert der mit einer Elektrode ermittelt wird ist nur so genau wie die Elektrode selber. Grundlegende Details sollten dabei beachtet
Motor Steuerung. Grundlagen. Bildquelle: Auto & Technik. Grundlagen. AGVS Ausbildungszentrum Berner Oberland 1/10
 Bildquelle: Auto & Technik Motor AGVS Ausbildungszentrum Berner Oberland 1/10 L:\Kurse\ab 2012\AF 1.2\1 Theorien\Motor.doc 26.08.2013 INHALTSVERZEICHNIS BENZINMOTOR AUFBAU... 3 DIESELMOTOR... 4 4-TAKT
Bildquelle: Auto & Technik Motor AGVS Ausbildungszentrum Berner Oberland 1/10 L:\Kurse\ab 2012\AF 1.2\1 Theorien\Motor.doc 26.08.2013 INHALTSVERZEICHNIS BENZINMOTOR AUFBAU... 3 DIESELMOTOR... 4 4-TAKT
Info zum Zusammenhang von Auflösung und Genauigkeit
 Da es oft Nachfragen und Verständnisprobleme mit den oben genannten Begriffen gibt, möchten wir hier versuchen etwas Licht ins Dunkel zu bringen. Nehmen wir mal an, Sie haben ein Stück Wasserrohr mit der
Da es oft Nachfragen und Verständnisprobleme mit den oben genannten Begriffen gibt, möchten wir hier versuchen etwas Licht ins Dunkel zu bringen. Nehmen wir mal an, Sie haben ein Stück Wasserrohr mit der
Batterie richtig prüfen und laden
 Batterie richtig prüfen und laden Vor allem kleine Mopeds, Motorräder und Roller, also 50er und 125er, kämpfen häufig mit Elektrikproblemen. Hauptursache ist meist eine schwache Batterie. Die Licht- und
Batterie richtig prüfen und laden Vor allem kleine Mopeds, Motorräder und Roller, also 50er und 125er, kämpfen häufig mit Elektrikproblemen. Hauptursache ist meist eine schwache Batterie. Die Licht- und
Fachveranstaltung der Firma Reiz Schweisstechnik am 28. und 29.02.2008
 http://www.reiz-online.de/ Fachveranstaltung der Firma Reiz Schweisstechnik am 28. und 29.02.2008 Manuelles Plasmaschneiden von unlegiertem Stahl, Aluminium und Edelstahl Schnittoptimierung und häufige
http://www.reiz-online.de/ Fachveranstaltung der Firma Reiz Schweisstechnik am 28. und 29.02.2008 Manuelles Plasmaschneiden von unlegiertem Stahl, Aluminium und Edelstahl Schnittoptimierung und häufige
Löschen. 1. einen : Das Material muss sein. kein Feuer entstehen oder unterhalten werden. Zündtemperatur erreicht, kann ebenfalls kein Feuer
 Löschen 1. Was braucht man, damit ein Feuer brennt? Zum Entfachen eines Feuers braucht man: 1. einen : Das Material muss sein 2. : Ohne den notwendigen kann kein Feuer entstehen oder unterhalten werden
Löschen 1. Was braucht man, damit ein Feuer brennt? Zum Entfachen eines Feuers braucht man: 1. einen : Das Material muss sein 2. : Ohne den notwendigen kann kein Feuer entstehen oder unterhalten werden
Lineargleichungssysteme: Additions-/ Subtraktionsverfahren
 Lineargleichungssysteme: Additions-/ Subtraktionsverfahren W. Kippels 22. Februar 2014 Inhaltsverzeichnis 1 Einleitung 2 2 Lineargleichungssysteme zweiten Grades 2 3 Lineargleichungssysteme höheren als
Lineargleichungssysteme: Additions-/ Subtraktionsverfahren W. Kippels 22. Februar 2014 Inhaltsverzeichnis 1 Einleitung 2 2 Lineargleichungssysteme zweiten Grades 2 3 Lineargleichungssysteme höheren als
Sicherer Umgang mit Druckflaschen
 Sicherer Umgang mit Druckflaschen Eine Einführung durch das Technische Hilfswerk Wolfgang Geicht OV Stolberg 1 Themen: Wie sind Druckgasflaschen aufgebaut? Druckminderer Gefahrgutaufkleber Kennzeichnung
Sicherer Umgang mit Druckflaschen Eine Einführung durch das Technische Hilfswerk Wolfgang Geicht OV Stolberg 1 Themen: Wie sind Druckgasflaschen aufgebaut? Druckminderer Gefahrgutaufkleber Kennzeichnung
Stellen Sie bitte den Cursor in die Spalte B2 und rufen die Funktion Sverweis auf. Es öffnet sich folgendes Dialogfenster
 Es gibt in Excel unter anderem die so genannten Suchfunktionen / Matrixfunktionen Damit können Sie Werte innerhalb eines bestimmten Bereichs suchen. Als Beispiel möchte ich die Funktion Sverweis zeigen.
Es gibt in Excel unter anderem die so genannten Suchfunktionen / Matrixfunktionen Damit können Sie Werte innerhalb eines bestimmten Bereichs suchen. Als Beispiel möchte ich die Funktion Sverweis zeigen.
Elektrische Energie, Arbeit und Leistung
 Elektrische Energie, Arbeit und Leistung Wenn in einem Draht ein elektrischer Strom fließt, so erwärmt er sich. Diese Wärme kann so groß sein, dass der Draht sogar schmilzt. Aus der Thermodynamik wissen
Elektrische Energie, Arbeit und Leistung Wenn in einem Draht ein elektrischer Strom fließt, so erwärmt er sich. Diese Wärme kann so groß sein, dass der Draht sogar schmilzt. Aus der Thermodynamik wissen
Dieser Ablauf soll eine Hilfe für die tägliche Arbeit mit der SMS Bestätigung im Millennium darstellen.
 Millennium SMS Service Schnellübersicht Seite 1 von 6 1. Tägliche Arbeiten mit der SMS Bestätigung Dieser Ablauf soll eine Hilfe für die tägliche Arbeit mit der SMS Bestätigung im Millennium darstellen.
Millennium SMS Service Schnellübersicht Seite 1 von 6 1. Tägliche Arbeiten mit der SMS Bestätigung Dieser Ablauf soll eine Hilfe für die tägliche Arbeit mit der SMS Bestätigung im Millennium darstellen.
Outlook. sysplus.ch outlook - mail-grundlagen Seite 1/8. Mail-Grundlagen. Posteingang
 sysplus.ch outlook - mail-grundlagen Seite 1/8 Outlook Mail-Grundlagen Posteingang Es gibt verschiedene Möglichkeiten, um zum Posteingang zu gelangen. Man kann links im Outlook-Fenster auf die Schaltfläche
sysplus.ch outlook - mail-grundlagen Seite 1/8 Outlook Mail-Grundlagen Posteingang Es gibt verschiedene Möglichkeiten, um zum Posteingang zu gelangen. Man kann links im Outlook-Fenster auf die Schaltfläche
Elektrischer Widerstand
 In diesem Versuch sollen Sie die Grundbegriffe und Grundlagen der Elektrizitätslehre wiederholen und anwenden. Sie werden unterschiedlichen Verfahren zur Messung ohmscher Widerstände kennen lernen, ihren
In diesem Versuch sollen Sie die Grundbegriffe und Grundlagen der Elektrizitätslehre wiederholen und anwenden. Sie werden unterschiedlichen Verfahren zur Messung ohmscher Widerstände kennen lernen, ihren
W A L. Werkstatt A usrüstung L eitner Josef
 Brenn und Plasmaschneidmaschinen 3-D Spanntische Autogentechnik W A L Austria Werkstatt A usrüstung L eitner Josef Schmidham 26 A-4870 Vöcklamarkt Tel. +43-664-88512370 Fax +43-7682-2171817 E-Mail: office@wal-austria.at
Brenn und Plasmaschneidmaschinen 3-D Spanntische Autogentechnik W A L Austria Werkstatt A usrüstung L eitner Josef Schmidham 26 A-4870 Vöcklamarkt Tel. +43-664-88512370 Fax +43-7682-2171817 E-Mail: office@wal-austria.at
Seite 1. WIG - Schweißen. Lehrmaterial für die praktische Ausbildung
 Seite 1 WIG - Schweißen Lehrmaterial für die praktische Ausbildung Einteilung der Schutzgasschweißverfahren Seite 2 Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Schutzgasschweißen
Seite 1 WIG - Schweißen Lehrmaterial für die praktische Ausbildung Einteilung der Schutzgasschweißverfahren Seite 2 Schweißen von Metallen Schmelz-Verbindungsschweißen Lichtbogenschmelzschweißen Schutzgasschweißen
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
3.2 Spiegelungen an zwei Spiegeln
 3 Die Theorie des Spiegelbuches 45 sehen, wenn die Person uns direkt gegenüber steht. Denn dann hat sie eine Drehung um die senkrechte Achse gemacht und dabei links und rechts vertauscht. 3.2 Spiegelungen
3 Die Theorie des Spiegelbuches 45 sehen, wenn die Person uns direkt gegenüber steht. Denn dann hat sie eine Drehung um die senkrechte Achse gemacht und dabei links und rechts vertauscht. 3.2 Spiegelungen
Bedienungsanleitung. Drehmomentschlüssel. alle Typen. S A L T U S - W E R K Max Forst GmbH Schabergerstr. 49-53 42659 Solingen
 Bedienungsanleitung für Drehmomentschlüssel DC alle Typen S A L T U S - W E R K Max Forst GmbH Schabergerstr. 49-53 42659 Solingen Abteilung Technik Seite 1 16.01.2008 1. Beschreibung Durch die geringe
Bedienungsanleitung für Drehmomentschlüssel DC alle Typen S A L T U S - W E R K Max Forst GmbH Schabergerstr. 49-53 42659 Solingen Abteilung Technik Seite 1 16.01.2008 1. Beschreibung Durch die geringe
Bauhinweise Dampfbad Selbstbau:
 Bauhinweise Dampfbad Selbstbau: Kaiser Wellness +43 660 68 60 599 www.dampfgenerator.at office@kaiser-wellness.at Dampfbad Selbstbau Bauhinweise - Dampfbad Selbstbau: Das eigene Dampfbad, einfach selbst
Bauhinweise Dampfbad Selbstbau: Kaiser Wellness +43 660 68 60 599 www.dampfgenerator.at office@kaiser-wellness.at Dampfbad Selbstbau Bauhinweise - Dampfbad Selbstbau: Das eigene Dampfbad, einfach selbst
Das große ElterngeldPlus 1x1. Alles über das ElterngeldPlus. Wer kann ElterngeldPlus beantragen? ElterngeldPlus verstehen ein paar einleitende Fakten
 Das große x -4 Alles über das Wer kann beantragen? Generell kann jeder beantragen! Eltern (Mütter UND Väter), die schon während ihrer Elternzeit wieder in Teilzeit arbeiten möchten. Eltern, die während
Das große x -4 Alles über das Wer kann beantragen? Generell kann jeder beantragen! Eltern (Mütter UND Väter), die schon während ihrer Elternzeit wieder in Teilzeit arbeiten möchten. Eltern, die während
Eigenen Farbverlauf erstellen
 Diese Serie ist an totale Neulinge gerichtet. Neu bei PhotoLine, evtl. sogar komplett neu, was Bildbearbeitung betrifft. So versuche ich, hier alles einfach zu halten. Ich habe sogar PhotoLine ein zweites
Diese Serie ist an totale Neulinge gerichtet. Neu bei PhotoLine, evtl. sogar komplett neu, was Bildbearbeitung betrifft. So versuche ich, hier alles einfach zu halten. Ich habe sogar PhotoLine ein zweites
Produktbezogener Ansatz
 Qualitätsmanagement Was ist Qualität? Produktbezogener Ansatz Transzendenter Ansatz Qualitätsaspekte Prozess-oder fertigungsbezogener Ansatz Kundenbezogener Ansatz weiter Wertbezogener Ansatz Produktbezogener
Qualitätsmanagement Was ist Qualität? Produktbezogener Ansatz Transzendenter Ansatz Qualitätsaspekte Prozess-oder fertigungsbezogener Ansatz Kundenbezogener Ansatz weiter Wertbezogener Ansatz Produktbezogener
PCD Europe, Krefeld, Jan 2007. Auswertung von Haemoccult
 Auswertung von Haemoccult Ist das positiv? Nein! Ja! Im deutschen Krebsfrüherkennungsprogramm haben nur etwa 1 % der Frauen und 1,5 % der Männer ein positives Haemoccult -Ergebnis, da dieser Test eine
Auswertung von Haemoccult Ist das positiv? Nein! Ja! Im deutschen Krebsfrüherkennungsprogramm haben nur etwa 1 % der Frauen und 1,5 % der Männer ein positives Haemoccult -Ergebnis, da dieser Test eine
3. Anwendungen. 3.1. Chemische Reaktionen. Aufgabe: Die Gleichung + +
 1 3. Anwendungen 3.1. Chemische Reaktionen Aufgabe: Die Gleichung + + beschreibt die Verbrennung von Ammoniak zu Stickstoffoxid und Wasser Für welche möglichst kleine natürliche Zahlen x1, x2, x3 und x4
1 3. Anwendungen 3.1. Chemische Reaktionen Aufgabe: Die Gleichung + + beschreibt die Verbrennung von Ammoniak zu Stickstoffoxid und Wasser Für welche möglichst kleine natürliche Zahlen x1, x2, x3 und x4
Mein TAN-Generator funktioniert nicht was kann ich tun?
 Mein TAN-Generator funktioniert nicht was kann ich tun? Inhalt: 1. Die richtige Grafikgröße 2. Wie halte ich den TAN-Generator an den Bildschirm? 3. Geschwindigkeit der Flickering- Grafik reduzieren 4.
Mein TAN-Generator funktioniert nicht was kann ich tun? Inhalt: 1. Die richtige Grafikgröße 2. Wie halte ich den TAN-Generator an den Bildschirm? 3. Geschwindigkeit der Flickering- Grafik reduzieren 4.
Professionelle Seminare im Bereich MS-Office
 Der Name BEREICH.VERSCHIEBEN() ist etwas unglücklich gewählt. Man kann mit der Funktion Bereiche zwar verschieben, man kann Bereiche aber auch verkleinern oder vergrößern. Besser wäre es, die Funktion
Der Name BEREICH.VERSCHIEBEN() ist etwas unglücklich gewählt. Man kann mit der Funktion Bereiche zwar verschieben, man kann Bereiche aber auch verkleinern oder vergrößern. Besser wäre es, die Funktion
VdS Schadenverhütung GmbH. Bereich Security
 VdS Schadenverhütung GmbH Bereich Security Prüfvereinbarung Nr. 2015 xxx Auftraggeber: Die nachfolgende Vereinbarung wurde zwischen dem Antragsteller und VdS Schadenverhütung GmbH geschlossen und ist Grundlage
VdS Schadenverhütung GmbH Bereich Security Prüfvereinbarung Nr. 2015 xxx Auftraggeber: Die nachfolgende Vereinbarung wurde zwischen dem Antragsteller und VdS Schadenverhütung GmbH geschlossen und ist Grundlage
Durch Wissen Millionär WerDen... Wer hat zuerst die Million erreicht? spielanleitung Zahl der spieler: alter: redaktion / autor: inhalt:
 Spielanleitung Durch Wissen Millionär werden... Diesen Traum kann man sich in diesem beliebten Quiz-Spiel erfüllen. Ob allein oder in der geselligen Runde dieses Quiz enthält 330 Fragen und 1.320 Multiple-Choice-Antworten.
Spielanleitung Durch Wissen Millionär werden... Diesen Traum kann man sich in diesem beliebten Quiz-Spiel erfüllen. Ob allein oder in der geselligen Runde dieses Quiz enthält 330 Fragen und 1.320 Multiple-Choice-Antworten.
2. Wie halte ich den TAN-Generator an den Bildschirm? - Der richtige Winkel Fehlermeldung: Übertragung abgebrochen
 Mein TAN-Generator funktioniert nicht was kann ich tun? Inhalt: 1. Die richtige Grafikgröße und Geschwindigkeit 2. Wie halte ich den TAN-Generator an den Bildschirm? Fehlermeldung: - Der richtige Winkel
Mein TAN-Generator funktioniert nicht was kann ich tun? Inhalt: 1. Die richtige Grafikgröße und Geschwindigkeit 2. Wie halte ich den TAN-Generator an den Bildschirm? Fehlermeldung: - Der richtige Winkel
1 Aufgabe: Absorption von Laserstrahlung
 1 Aufgabe: Absorption von Laserstrahlung Werkstoff n R n i Glas 1,5 0,0 Aluminium (300 K) 25,3 90,0 Aluminium (730 K) 36,2 48,0 Aluminium (930 K) 33,5 41,9 Kupfer 11,0 50,0 Gold 12,0 54,7 Baustahl (570
1 Aufgabe: Absorption von Laserstrahlung Werkstoff n R n i Glas 1,5 0,0 Aluminium (300 K) 25,3 90,0 Aluminium (730 K) 36,2 48,0 Aluminium (930 K) 33,5 41,9 Kupfer 11,0 50,0 Gold 12,0 54,7 Baustahl (570
Optik Kontaktlinsen Instrumente Photo
 Stand 09.04.2015 Seite 1 UV-Filter Die ultraviolette Strahlung sind kurzwellige, elektromagnetische Strahlen, welche eine Streuung erzeugen. Mit einem UV-Filter werden gerade diese Streulichter absorbiert.
Stand 09.04.2015 Seite 1 UV-Filter Die ultraviolette Strahlung sind kurzwellige, elektromagnetische Strahlen, welche eine Streuung erzeugen. Mit einem UV-Filter werden gerade diese Streulichter absorbiert.
Temperatur- und Feuchtigkeitsregulierung in Schaltschränken. Whitepaper März 2010
 Temperatur- und Feuchtigkeitsregulierung in Schaltschränken Whitepaper März 2010 Prima Klima im Schaltschrank Elektronische und elektrische Bauteile reagieren empfindlich auf zu hohe Luftfeuchtigkeit oder
Temperatur- und Feuchtigkeitsregulierung in Schaltschränken Whitepaper März 2010 Prima Klima im Schaltschrank Elektronische und elektrische Bauteile reagieren empfindlich auf zu hohe Luftfeuchtigkeit oder
Wasserzeichen mit Paint-Shop-Pro 9 (geht auch mit den anderen Versionen. Allerdings könnten die Bezeichnungen und Ansichten etwas anders sein)
") Wasserzeichen mit Paint-Shop-Pro 9 (geht auch mit den anderen Versionen. Allerdings könnten die Bezeichnungen und Ansichten etwas anders sein) Öffne ein neues Bild ca. 200 x 200, weiß (Datei - neu) Aktiviere
Wasserzeichen mit Paint-Shop-Pro 9 (geht auch mit den anderen Versionen. Allerdings könnten die Bezeichnungen und Ansichten etwas anders sein) Öffne ein neues Bild ca. 200 x 200, weiß (Datei - neu) Aktiviere
Geneboost Best.- Nr. 2004011. 1. Aufbau Der Stromverstärker ist in ein Isoliergehäuse eingebaut. Er wird vom Netz (230 V/50 Hz, ohne Erdung) gespeist.
 gespeist.") Geneboost Best.- Nr. 2004011 1. Aufbau Der Stromverstärker ist in ein Isoliergehäuse eingebaut. Er wird vom Netz (230 V/50 Hz, ohne Erdung) gespeist. An den BNC-Ausgangsbuchsen lässt sich mit einem störungsfreien
Geneboost Best.- Nr. 2004011 1. Aufbau Der Stromverstärker ist in ein Isoliergehäuse eingebaut. Er wird vom Netz (230 V/50 Hz, ohne Erdung) gespeist. An den BNC-Ausgangsbuchsen lässt sich mit einem störungsfreien
S A L T U S - W E R K
 Bedienungsanleitung für Drehmomentschlüssel DSG Alle Typen S A L T U S - W E R K Max Forst GmbH Schabergerstr. 49-53 42659 Solingen 1 1. Beschreibung Robustes Stahlgehäuse schützt alle empfindlichen Innenteile.
Bedienungsanleitung für Drehmomentschlüssel DSG Alle Typen S A L T U S - W E R K Max Forst GmbH Schabergerstr. 49-53 42659 Solingen 1 1. Beschreibung Robustes Stahlgehäuse schützt alle empfindlichen Innenteile.
Aufbau und Bestückung der UHU-Servocontrollerplatine
 Aufbau und Bestückung der UHU-Servocontrollerplatine Hier im ersten Bild ist die unbestückte Platine zu sehen, die Bestückung der Bauteile sollte in der Reihenfolge der Höhe der Bauteile geschehen, also
Aufbau und Bestückung der UHU-Servocontrollerplatine Hier im ersten Bild ist die unbestückte Platine zu sehen, die Bestückung der Bauteile sollte in der Reihenfolge der Höhe der Bauteile geschehen, also
EINFACHES HAUSHALT- KASSABUCH
 EINFACHES HAUSHALT- KASSABUCH Arbeiten mit Excel Wir erstellen ein einfaches Kassabuch zur Führung einer Haushalts- oder Portokasse Roland Liebing, im November 2012 Eine einfache Haushalt-Buchhaltung (Kassabuch)
EINFACHES HAUSHALT- KASSABUCH Arbeiten mit Excel Wir erstellen ein einfaches Kassabuch zur Führung einer Haushalts- oder Portokasse Roland Liebing, im November 2012 Eine einfache Haushalt-Buchhaltung (Kassabuch)
Schutzbereiche für die Anwendung von Leuchten im Badezimmer
 Schutzbereiche für die Anwendung von Leuchten im Badezimmer Badezimmer sind Feuchträume. Wo Elektrizität und Feuchtigkeit zusammentreffen, ist besondere Vorsicht geboten. Im Interesse der Sicherheit gibt
Schutzbereiche für die Anwendung von Leuchten im Badezimmer Badezimmer sind Feuchträume. Wo Elektrizität und Feuchtigkeit zusammentreffen, ist besondere Vorsicht geboten. Im Interesse der Sicherheit gibt
P = U eff I eff. I eff = = 1 kw 120 V = 1000 W
 Sie haben für diesen 50 Minuten Zeit. Die zu vergebenen Punkte sind an den Aufgaben angemerkt. Die Gesamtzahl beträgt 20 P + 1 Formpunkt. Bei einer Rechnung wird auf die korrekte Verwendung der Einheiten
Sie haben für diesen 50 Minuten Zeit. Die zu vergebenen Punkte sind an den Aufgaben angemerkt. Die Gesamtzahl beträgt 20 P + 1 Formpunkt. Bei einer Rechnung wird auf die korrekte Verwendung der Einheiten
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
Heizkörper einbauen in 10 Schritten Schritt-für-Schritt-Anleitung
 Schritt-für-Schritt- 1 Einleitung Wie Sie in 10 einfachen Schritten einen neuen Heizkörper einbauen, richtig anschließen und abdichten, erfahren Sie in dieser. Lesen Sie, wie Sie schrittweise vorgehen
Schritt-für-Schritt- 1 Einleitung Wie Sie in 10 einfachen Schritten einen neuen Heizkörper einbauen, richtig anschließen und abdichten, erfahren Sie in dieser. Lesen Sie, wie Sie schrittweise vorgehen
Bestimmen des Werkstücks in der Vorrichtung
 Bestimmen des Werkstücks in der Vorrichtung 3 3.1 Bestimmen prismatischer Werkstücke Bestimmen (Lagebestimmen) oder Positionieren ist das Anbringen des Werkstücks in eine eindeutige für die Durchführung
Bestimmen des Werkstücks in der Vorrichtung 3 3.1 Bestimmen prismatischer Werkstücke Bestimmen (Lagebestimmen) oder Positionieren ist das Anbringen des Werkstücks in eine eindeutige für die Durchführung
Wichtige Informationen zum Einsatz von Personenschutzeinrichtungen (PRCD und PRCD-S)
") N:\Web\Personenschutzeinrichtungen\Personenschutzeinrichtungen.pdf Wichtige Informationen zum Einsatz von Personenschutzeinrichtungen (PRCD und PRCD-S) Ausgabe: Juni 2014 Michael Melioumis Urheberrechte:
N:\Web\Personenschutzeinrichtungen\Personenschutzeinrichtungen.pdf Wichtige Informationen zum Einsatz von Personenschutzeinrichtungen (PRCD und PRCD-S) Ausgabe: Juni 2014 Michael Melioumis Urheberrechte:
Übung 5 : G = Wärmeflussdichte [Watt/m 2 ] c = spezifische Wärmekapazität k = Wärmeleitfähigkeit = *p*c = Wärmediffusität
![Übung 5 : G = Wärmeflussdichte [Watt/m 2 ] c = spezifische Wärmekapazität k = Wärmeleitfähigkeit = *p*c = Wärmediffusität](/thumbs/26/9283097.jpg "Übung 5 : G = Wärmeflussdichte [Watt/m 2 ] c = spezifische Wärmekapazität k = Wärmeleitfähigkeit = *p*c = Wärmediffusität") Übung 5 : Theorie : In einem Boden finden immer Temperaturausgleichsprozesse statt. Der Wärmestrom läßt sich in eine vertikale und horizontale Komponente einteilen. Wir betrachten hier den Wärmestrom in
Übung 5 : Theorie : In einem Boden finden immer Temperaturausgleichsprozesse statt. Der Wärmestrom läßt sich in eine vertikale und horizontale Komponente einteilen. Wir betrachten hier den Wärmestrom in
Technical Note Nr. 101
 Seite 1 von 6 DMS und Schleifringübertrager-Schaltungstechnik Über Schleifringübertrager können DMS-Signale in exzellenter Qualität übertragen werden. Hierbei haben sowohl die physikalischen Eigenschaften
Seite 1 von 6 DMS und Schleifringübertrager-Schaltungstechnik Über Schleifringübertrager können DMS-Signale in exzellenter Qualität übertragen werden. Hierbei haben sowohl die physikalischen Eigenschaften
Physikalisches Praktikum I Bachelor Physikalische Technik: Lasertechnik, Biomedizintechnik Prof. Dr. H.-Ch. Mertins, MSc. M.
 Physikalisches Praktikum Bachelor Physikalische Technik: Lasertechnik, Biomedizintechnik Prof. Dr. H.-Ch. Mertins, MSc. M. Gilbert E 0 Ohmsches Gesetz & nnenwiderstand (Pr_Ph_E0_nnenwiderstand_5, 30.8.2009).
Physikalisches Praktikum Bachelor Physikalische Technik: Lasertechnik, Biomedizintechnik Prof. Dr. H.-Ch. Mertins, MSc. M. Gilbert E 0 Ohmsches Gesetz & nnenwiderstand (Pr_Ph_E0_nnenwiderstand_5, 30.8.2009).
Steckbrief von Sauerstoff, O 2
 Steckbrief von Sauerstoff, O 2 farblos, d.h. unsichtbar, nur in sehr dicken Schichten himmelblau geruch- und geschmacklos - Etwas schwerer als Luft - notwendig für die Verbrennung, brennt aber nicht selbst
Steckbrief von Sauerstoff, O 2 farblos, d.h. unsichtbar, nur in sehr dicken Schichten himmelblau geruch- und geschmacklos - Etwas schwerer als Luft - notwendig für die Verbrennung, brennt aber nicht selbst
Verbraucher. Schalter / offen
 Elektrischer Strom Strom... treibt Maschinen an... Licht... Heizung... Kraftwerk... GEFAHR Begriffe: Stromkreis Stromquelle Schaltskizze (Schaltplan) Symbole für die Schaltskizze: Verbraucher (z. B. Glühlämpchen)
Elektrischer Strom Strom... treibt Maschinen an... Licht... Heizung... Kraftwerk... GEFAHR Begriffe: Stromkreis Stromquelle Schaltskizze (Schaltplan) Symbole für die Schaltskizze: Verbraucher (z. B. Glühlämpchen)
Inhaltsverzeichnis. Uhrmacherlupe
 PEAK n Inhaltsverzeichnis 2048-A13D 2 2048-A16D 3 2048-A20D 3 2048-A26D 4 2048-A40D 4 2048-A48D 5 2048-A60D 6 2048-A80D 6 2048-A13D 3,3-fach 76,6 mm 10 Gramm n gibt es viele vor allem sehr billige. Allerdings
PEAK n Inhaltsverzeichnis 2048-A13D 2 2048-A16D 3 2048-A20D 3 2048-A26D 4 2048-A40D 4 2048-A48D 5 2048-A60D 6 2048-A80D 6 2048-A13D 3,3-fach 76,6 mm 10 Gramm n gibt es viele vor allem sehr billige. Allerdings
Fachbereich Physik Dr. Wolfgang Bodenberger
 UniversitätÉOsnabrück Fachbereich Physik Dr. Wolfgang Bodenberger Der Transistor als Schalter. In vielen Anwendungen der Impuls- und Digital- lektronik wird ein Transistor als einfacher in- und Aus-Schalter
UniversitätÉOsnabrück Fachbereich Physik Dr. Wolfgang Bodenberger Der Transistor als Schalter. In vielen Anwendungen der Impuls- und Digital- lektronik wird ein Transistor als einfacher in- und Aus-Schalter
Versuch: Siedediagramm eines binären Gemisches
 Versuch: Siedediagramm eines binären Gemisches Aufgaben - Kalibriermessungen Bestimmen Sie experimentell den Brechungsindex einer gegebenen Mischung bei unterschiedlicher Zusammensetzung. - Theoretische
Versuch: Siedediagramm eines binären Gemisches Aufgaben - Kalibriermessungen Bestimmen Sie experimentell den Brechungsindex einer gegebenen Mischung bei unterschiedlicher Zusammensetzung. - Theoretische
Universal Anleitung: Gas & CO2 Pistolenmagazine abdichten
 Universal Anleitung: Gas & CO2 Pistolenmagazine abdichten Gliederung 1. Wichtige, einführende Hinweise 2. Wann und wo ist mein Magazin undicht? 3. Gas Pistolen Magazine Abdichten 4. CO2 Pistolen Magazine
Universal Anleitung: Gas & CO2 Pistolenmagazine abdichten Gliederung 1. Wichtige, einführende Hinweise 2. Wann und wo ist mein Magazin undicht? 3. Gas Pistolen Magazine Abdichten 4. CO2 Pistolen Magazine
3 - WIG Schweißen. WIG Brenner... ab 26 Wolframelektroden... ab 30 Verschiedenes... 32
 3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner............................................................... ab 26 Wolframelektroden.................................................. ab 30 Verschiedenes................................................................
3 - WIG Schweißen 3 SCHWEISSEN WIG WIG Brenner............................................................... ab 26 Wolframelektroden.................................................. ab 30 Verschiedenes................................................................
Konfiguration VLAN's. Konfiguration VLAN's IACBOX.COM. Version 2.0.1 Deutsch 01.07.2014
 Konfiguration VLAN's Version 2.0.1 Deutsch 01.07.2014 In diesem HOWTO wird die Konfiguration der VLAN's für das Surf-LAN der IAC-BOX beschrieben. Konfiguration VLAN's TITEL Inhaltsverzeichnis Inhaltsverzeichnis...
Konfiguration VLAN's Version 2.0.1 Deutsch 01.07.2014 In diesem HOWTO wird die Konfiguration der VLAN's für das Surf-LAN der IAC-BOX beschrieben. Konfiguration VLAN's TITEL Inhaltsverzeichnis Inhaltsverzeichnis...
Manager. von Peter Pfeifer, Waltraud Pfeifer, Burkhard Münchhagen. Spielanleitung
 Manager von Peter Pfeifer, Waltraud Pfeifer, Burkhard Münchhagen Spielanleitung Manager Ein rasantes Wirtschaftsspiel für 3 bis 6 Spieler. Das Glück Ihrer Firma liegt in Ihren Händen! Bestehen Sie gegen
Manager von Peter Pfeifer, Waltraud Pfeifer, Burkhard Münchhagen Spielanleitung Manager Ein rasantes Wirtschaftsspiel für 3 bis 6 Spieler. Das Glück Ihrer Firma liegt in Ihren Händen! Bestehen Sie gegen
Dämpfungstechnik für Brandschutz-Schiebetüren und -tore Radialdämpfer LD. Radialdämpfer LD 50 Grundgerät mit Seilscheibe. Maße LD 50 Grundgerät
 50 Grundgerät mit Seilscheibe mit oder ohne Befestigungszubehör Das Grundgerät des Radialdämpfers LD 50 ist für Dämpfung mit Seil ausgelegt. Die Standard-Seilscheibe hat einen Durchmesser von 45 (40) mm.
50 Grundgerät mit Seilscheibe mit oder ohne Befestigungszubehör Das Grundgerät des Radialdämpfers LD 50 ist für Dämpfung mit Seil ausgelegt. Die Standard-Seilscheibe hat einen Durchmesser von 45 (40) mm.
BERUFS- KUNDE. Fragen und Antworten. Eisenmetalle. Kapitel 2. BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFSKUNDE
 BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen. Bruch / Riss Fehlendes Material etc.
 Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
TRAVEL POWER 230 V AC, 32 A, 50 Hz (991 00 12-01) Travel Power 7.0 + 5.0
 Travel Power 7.0 + 5.0") Einbau und Bedienungsanleitung TRAVEL POWER 230 V AC, 32 A, 50 Hz (991 00 12-01) Travel Power 7.0 + 5.0 1 Allgemeine Informationen 1.1 SICHERHEITSHINWEISE Travel Power darf nicht für den Betrieb von lebenserhaltenen
Einbau und Bedienungsanleitung TRAVEL POWER 230 V AC, 32 A, 50 Hz (991 00 12-01) Travel Power 7.0 + 5.0 1 Allgemeine Informationen 1.1 SICHERHEITSHINWEISE Travel Power darf nicht für den Betrieb von lebenserhaltenen
KOMPLETTE PRODUKTIONSKETTE
 2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
2 KOMPLETTE PRODUKTIONSKETTE WÄRMEBEHANDLUNG MASCHINENBEARBEITUNG WALZEN LACKIERUNG LAGER STAHLHERSTELLUNG Die Vereinigung zwischen Esti und Acciaierie Venete war die Geburtsstunde einer neuen Wirklichkeit,
Die Vorteile der Elektrospeicherheizung
 Eine Elektrospeicherheizung ist bequem: Sie liefert auf Knopfdruck behagliche Wärme, überzeugt durch niedrige Anschaffungskosten und braucht weder Kamin noch Heizraum. Die Vorteile der Elektrospeicherheizung
Eine Elektrospeicherheizung ist bequem: Sie liefert auf Knopfdruck behagliche Wärme, überzeugt durch niedrige Anschaffungskosten und braucht weder Kamin noch Heizraum. Die Vorteile der Elektrospeicherheizung
Fenster und Spiegel ELEKTRISCHE FENSTERHEBER. Tippfunktion. Umgehen der Sicherheitsschließfunktion
 Fenster und Spiegel ELEKTRISCHE FENSTERHEBER Alle Fenster sind mit einem Sicherheitsschließsystem ausgestattet. Vor dem Schließen eines Fensters muss jedoch darauf geachtet werden, dass beim Schließvorgang
Fenster und Spiegel ELEKTRISCHE FENSTERHEBER Alle Fenster sind mit einem Sicherheitsschließsystem ausgestattet. Vor dem Schließen eines Fensters muss jedoch darauf geachtet werden, dass beim Schließvorgang
Alle Spannungsumwandler, die wir liefern, wandeln nur die Spannung um und nicht die Frequenz.
 SPANNUNGSUMWANDLER Fragen, die uns häufig gestellt werden Wandeln Spannungsumwandler auch die Frequenz um? -NEIN - Alle Spannungsumwandler, die wir liefern, wandeln nur die Spannung um und nicht die Frequenz.
SPANNUNGSUMWANDLER Fragen, die uns häufig gestellt werden Wandeln Spannungsumwandler auch die Frequenz um? -NEIN - Alle Spannungsumwandler, die wir liefern, wandeln nur die Spannung um und nicht die Frequenz.
Die Sch. kennen die Zusammensetzung von Luft und können die verschiedenen Gase per Formel benennen.
 Anleitung LP Ziel: Die Sch. kennen die Zusammensetzung von Luft und können die verschiedenen Gase per Formel benennen. Arbeitsauftrag: Textblatt lesen lassen und Lücken ausfüllen mit Hilfe der zur Verfügung
Anleitung LP Ziel: Die Sch. kennen die Zusammensetzung von Luft und können die verschiedenen Gase per Formel benennen. Arbeitsauftrag: Textblatt lesen lassen und Lücken ausfüllen mit Hilfe der zur Verfügung
Damit Sie das gewünschte Schnittmuster in der richtigen Größe bestellen können sind die folgenden 3 Schritte durchzuführen:
 Maße und Co Die Schnittmuster Vogue, Butterick & McCall S werden in den USA produziert und daher in angloamerikanischen Größen eingeteilt. Diese Größen unterscheiden sich leicht von den deutschen. Die
Maße und Co Die Schnittmuster Vogue, Butterick & McCall S werden in den USA produziert und daher in angloamerikanischen Größen eingeteilt. Diese Größen unterscheiden sich leicht von den deutschen. Die
Elektrische Logigsystem mit Rückführung
 Mathias Arbeiter 23. Juni 2006 Betreuer: Herr Bojarski Elektrische Logigsystem mit Rückführung Von Triggern, Registern und Zählern Inhaltsverzeichnis 1 Trigger 3 1.1 RS-Trigger ohne Takt......................................
Mathias Arbeiter 23. Juni 2006 Betreuer: Herr Bojarski Elektrische Logigsystem mit Rückführung Von Triggern, Registern und Zählern Inhaltsverzeichnis 1 Trigger 3 1.1 RS-Trigger ohne Takt......................................
Damit es auch richtig funkt
 Elektrozäune Damit es auch richtig funkt Wissen Sie noch, wie ein Elektrozaun funktioniert und wie wichtig eine gute Erdung und der passende Draht für die Leistung der Anlage sind? Wenn nicht, lesen Sie
Elektrozäune Damit es auch richtig funkt Wissen Sie noch, wie ein Elektrozaun funktioniert und wie wichtig eine gute Erdung und der passende Draht für die Leistung der Anlage sind? Wenn nicht, lesen Sie
1. Die Maße für ihren Vorbaurollladen müssen von außen genommen werden.
 Vorbaurollladen Massanleitung Sehr geehrte Kunden, diese Maßanleitung dient zur korrekten Ermittlung der für den RDEMCHER Vorbaurollladen Konfigurator notwendigen Maße. Um diese nleitung optimal nutzen
Vorbaurollladen Massanleitung Sehr geehrte Kunden, diese Maßanleitung dient zur korrekten Ermittlung der für den RDEMCHER Vorbaurollladen Konfigurator notwendigen Maße. Um diese nleitung optimal nutzen
Übungsblatt zu Säuren und Basen
 1 Übungsblatt zu Säuren und Basen 1. In einer wässrigen Lösung misst die Konzentration der Oxoniumionen (H 3 O + ) 10 5 M. a) Wie gross ist der ph Wert? b) Ist die Konzentration der OH Ionen grösser oder
1 Übungsblatt zu Säuren und Basen 1. In einer wässrigen Lösung misst die Konzentration der Oxoniumionen (H 3 O + ) 10 5 M. a) Wie gross ist der ph Wert? b) Ist die Konzentration der OH Ionen grösser oder
Unterrichtsmaterialien in digitaler und in gedruckter Form. Auszug aus: Übungsbuch für den Grundkurs mit Tipps und Lösungen: Analysis
 Unterrichtsmaterialien in digitaler und in gedruckter Form Auszug aus: Übungsbuch für den Grundkurs mit Tipps und Lösungen: Analysis Das komplette Material finden Sie hier: Download bei School-Scout.de
Unterrichtsmaterialien in digitaler und in gedruckter Form Auszug aus: Übungsbuch für den Grundkurs mit Tipps und Lösungen: Analysis Das komplette Material finden Sie hier: Download bei School-Scout.de
14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch
 14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch Analog zu den Untersuchungen an LDPE in Kap. 6 war zu untersuchen, ob auch für die Hochtemperatur-Thermoplaste aus
14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch Analog zu den Untersuchungen an LDPE in Kap. 6 war zu untersuchen, ob auch für die Hochtemperatur-Thermoplaste aus
Technische Hilfeleistung
 Technische Hilfeleistung Potentialausgleich Erstellt: Jörg Klein Folie 1 Allgemeines Entladefunken entstehen durch elektrostatische Aufladungen. Es müssen mehrere Voraussetzungen zusammentreffen bis ein
Technische Hilfeleistung Potentialausgleich Erstellt: Jörg Klein Folie 1 Allgemeines Entladefunken entstehen durch elektrostatische Aufladungen. Es müssen mehrere Voraussetzungen zusammentreffen bis ein
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
Zeichen bei Zahlen entschlüsseln
 Zeichen bei Zahlen entschlüsseln In diesem Kapitel... Verwendung des Zahlenstrahls Absolut richtige Bestimmung von absoluten Werten Operationen bei Zahlen mit Vorzeichen: Addieren, Subtrahieren, Multiplizieren
Zeichen bei Zahlen entschlüsseln In diesem Kapitel... Verwendung des Zahlenstrahls Absolut richtige Bestimmung von absoluten Werten Operationen bei Zahlen mit Vorzeichen: Addieren, Subtrahieren, Multiplizieren
Was ist Sozial-Raum-Orientierung?
 Was ist Sozial-Raum-Orientierung? Dr. Wolfgang Hinte Universität Duisburg-Essen Institut für Stadt-Entwicklung und Sozial-Raum-Orientierte Arbeit Das ist eine Zusammen-Fassung des Vortrages: Sozialräume
Was ist Sozial-Raum-Orientierung? Dr. Wolfgang Hinte Universität Duisburg-Essen Institut für Stadt-Entwicklung und Sozial-Raum-Orientierte Arbeit Das ist eine Zusammen-Fassung des Vortrages: Sozialräume
100 % weniger Maschinen Störungen deshalb = 100 % mehr Maschinen Effizienzen
 neuer, revolutionärer Flaschen Strom als übergeordnetes Linien Automatisierungs System inklusive aller Maschinen für einen gesamten Linien Abschnitt zwischen zwei Maschinen Ihr Projekt: zwei vorhandene
neuer, revolutionärer Flaschen Strom als übergeordnetes Linien Automatisierungs System inklusive aller Maschinen für einen gesamten Linien Abschnitt zwischen zwei Maschinen Ihr Projekt: zwei vorhandene
Wie Sie mit Mastern arbeiten
 Wie Sie mit Mastern arbeiten Was ist ein Master? Einer der großen Vorteile von EDV besteht darin, dass Ihnen der Rechner Arbeit abnimmt. Diesen Vorteil sollten sie nutzen, wo immer es geht. In PowerPoint
Wie Sie mit Mastern arbeiten Was ist ein Master? Einer der großen Vorteile von EDV besteht darin, dass Ihnen der Rechner Arbeit abnimmt. Diesen Vorteil sollten sie nutzen, wo immer es geht. In PowerPoint
Das Persönliche Budget in verständlicher Sprache
 Das Persönliche Budget in verständlicher Sprache Das Persönliche Budget mehr Selbstbestimmung, mehr Selbstständigkeit, mehr Selbstbewusstsein! Dieser Text soll den behinderten Menschen in Westfalen-Lippe,
Das Persönliche Budget in verständlicher Sprache Das Persönliche Budget mehr Selbstbestimmung, mehr Selbstständigkeit, mehr Selbstbewusstsein! Dieser Text soll den behinderten Menschen in Westfalen-Lippe,
Titelmasterformat durch Klicken. bearbeiten
 Professioneller Umgang mit Flüssiggas Titelmasterformat durch Klicken sichereres Arbeiten und Leben Stefan Koch 1 Nahrungsmittel und Gaststätten 1 Abgebrannte Bäckerei Stefan Koch 2 Nahrungsmittel und
Professioneller Umgang mit Flüssiggas Titelmasterformat durch Klicken sichereres Arbeiten und Leben Stefan Koch 1 Nahrungsmittel und Gaststätten 1 Abgebrannte Bäckerei Stefan Koch 2 Nahrungsmittel und
Musterprüfung Chemie Klassen: MPL 09 Datum: 14. 16. April 2010
 1 Musterprüfung Chemie Klassen: MPL 09 Datum: 14. 16. April 2010 Themen: Metallische Bindungen (Skript S. 51 53, inkl. Arbeitsblatt) Reaktionsverlauf (Skript S. 54 59, inkl. Arbeitsblatt, Merke, Fig. 7.2.1
1 Musterprüfung Chemie Klassen: MPL 09 Datum: 14. 16. April 2010 Themen: Metallische Bindungen (Skript S. 51 53, inkl. Arbeitsblatt) Reaktionsverlauf (Skript S. 54 59, inkl. Arbeitsblatt, Merke, Fig. 7.2.1
Häufig wiederkehrende Fragen zur mündlichen Ergänzungsprüfung im Einzelnen:
 Mündliche Ergänzungsprüfung bei gewerblich-technischen und kaufmännischen Ausbildungsordnungen bis zum 31.12.2006 und für alle Ausbildungsordnungen ab 01.01.2007 Am 13. Dezember 2006 verabschiedete der
Mündliche Ergänzungsprüfung bei gewerblich-technischen und kaufmännischen Ausbildungsordnungen bis zum 31.12.2006 und für alle Ausbildungsordnungen ab 01.01.2007 Am 13. Dezember 2006 verabschiedete der
= i (V) = d 2. v = d! p! n da v 1 = v 2 gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder
 = d 2. v = d! p! n da v 1 = v 2 gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder") v = d! p! n da v 1 = v 2 (I) (II) gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder i = Übersetzungsverhältnis n 1 n 2 = d 2 d 1 = i (V) Beispiel
v = d! p! n da v 1 = v 2 (I) (II) gilt auch d 1 ÿ p ÿ n 1 = d 2 ÿ p ÿ n 2 (III) p kürzen (Division durch p) d 1 ÿ n 1 = d 2 ÿ n 2 (IV) oder i = Übersetzungsverhältnis n 1 n 2 = d 2 d 1 = i (V) Beispiel
Protokoll des Versuches 5: Messungen der Thermospannung nach der Kompensationsmethode
 Name: Matrikelnummer: Bachelor Biowissenschaften E-Mail: Physikalisches Anfängerpraktikum II Dozenten: Assistenten: Protokoll des Versuches 5: Messungen der Thermospannung nach der Kompensationsmethode
Name: Matrikelnummer: Bachelor Biowissenschaften E-Mail: Physikalisches Anfängerpraktikum II Dozenten: Assistenten: Protokoll des Versuches 5: Messungen der Thermospannung nach der Kompensationsmethode
Grundlagen der Elektrotechnik
 Grundlagen der Elektrotechnik Was hat es mit Strom, Spannung, Widerstand und Leistung auf sich Michael Dienert Walther-Rathenau-Gewerbeschule Freiburg 23. November 2015 Inhalt Strom und Spannung Elektrischer
Grundlagen der Elektrotechnik Was hat es mit Strom, Spannung, Widerstand und Leistung auf sich Michael Dienert Walther-Rathenau-Gewerbeschule Freiburg 23. November 2015 Inhalt Strom und Spannung Elektrischer
Welche Bereiche gibt es auf der Internetseite vom Bundes-Aufsichtsamt für Flugsicherung?
 Welche Bereiche gibt es auf der Internetseite vom Bundes-Aufsichtsamt für Flugsicherung? BAF ist die Abkürzung von Bundes-Aufsichtsamt für Flugsicherung. Auf der Internetseite gibt es 4 Haupt-Bereiche:
Welche Bereiche gibt es auf der Internetseite vom Bundes-Aufsichtsamt für Flugsicherung? BAF ist die Abkürzung von Bundes-Aufsichtsamt für Flugsicherung. Auf der Internetseite gibt es 4 Haupt-Bereiche:
Reaktionsgleichungen verstehen anhand der Verbrennung von Magnesium
 Reaktionsgleichungen verstehen anhand der Verbrennung von Magnesium Unterrichtsfach Themenbereich/e Schulstufe (Klasse) Fachliche Vorkenntnisse Sprachliche Kompetenzen Zeitbedarf Material- & Medienbedarf
Reaktionsgleichungen verstehen anhand der Verbrennung von Magnesium Unterrichtsfach Themenbereich/e Schulstufe (Klasse) Fachliche Vorkenntnisse Sprachliche Kompetenzen Zeitbedarf Material- & Medienbedarf