Radiuskorrektur 2 - Standardsteuerung. An- und Abfahren mit der Radiuskorrektur
|
|
|
- Adam Dittmar
- vor 7 Jahren
- Abrufe
Transkript
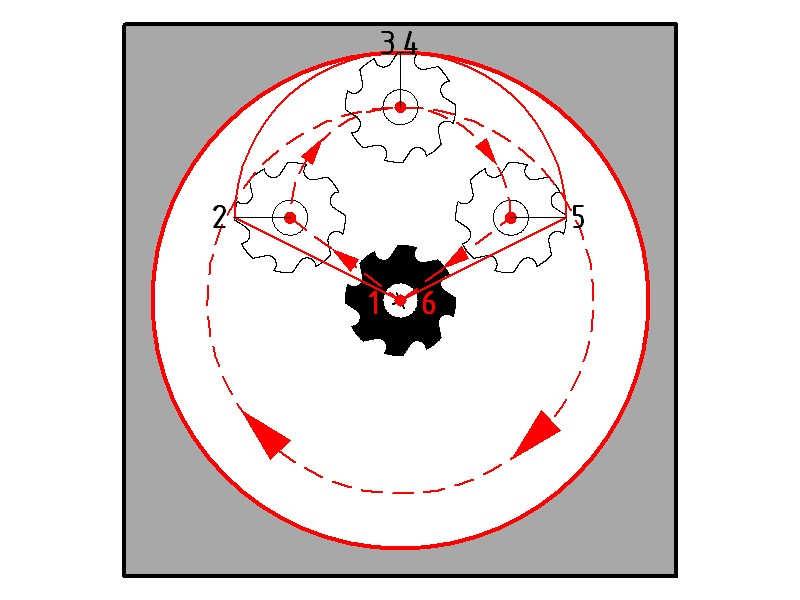
1 Radiuskorrektur 2 - Standardsteuerung An- und Abfahren mit der Radiuskorrektur Im ersten Teil wurde die Verhaltensweise der Radiuskorrektur während der Bearbeitung an einer Kontur beschrieben. Und das korrekte Fahren entlang einer Kontur wird im Normalfall von der Steuerung automatisch ausgeführt. In diesem Teil wird es schon schwieriger, denn beim An- oder Abfahren zu oder von einer Kontur sind gewisse Regeln und Eigenheiten der Steuerung zu beachten. Bei der Radiuskorrektur müssen folgende Faktoren berücksichtigt werden: Bearbeitungsebene G17, G18, oder G19 anwählen Geradlinig oder mit Radius An- oder Abfahren Richtung und Mindestabstand berücksichtigen Prüfen, ob genug Platz vorhanden ist Evtl. Wechsel der Bearbeitungsrichtung erwägen Optimal An- oder Abfahren um unnötige Leerwege zu vermeiden Allerdings kommt hier noch erschwerend dazu, dass es zwei Typen von Steuerungen gibt, welche ein unterschiedliches An- und Abwahlverhalten zeigen. Der Standard-Typ setzt bei der Anwahl die Fräsermitte senkrecht auf die Anfangsposition des ersten Konturelements und vor der Abwahl die Fräsermitte senkrecht auf die Endposition des letzten Konturelements, fährt also die Kontur voll ab. Beschreibung hier in diesem Artikel Radiuskorrektur an- und abfahren. Der Spezielle Typ berücksichtigt zusätzlich den seitlichen Fräserversatz und setzt somit die Außenkante des Werkzeuges zur ersten programmierten Position. Es ist dann häufig nötig, das Konturelement mindestens um den Werkzeugradius zu verlängern oder ein zusätzliches Konturelement einzubauen. Diese Art der An- und Abwahl der Kompensation ist u. a. bei den Fräsfunktionen von Drehmaschinen anzutreffen. Beschreibung dazu im Artikel Radiuskorrektur 4. Neuere Steuerungen nehmen dem Anwender zum Teil diese Arbeit ab und enthalten Funktionen zum geradlinigen und tangentialen An- und Abfahren. Hierzu bitte im Handbuch der betreffenden Steuerung nachschlagen. Zum Beispiel: G45 lineares Anfahren an eine Kontur G46 lineares Abfahren von einer Kontur G47 tangentiales Anfahren an eine Kontur mit Viertelkreis G48 tangentiales Abfahren von einer Kontur mit Viertelkreis Die nachfolgenden Ausführungen beziehen sich allgemeingültig auf alle DIN / ISO Steuerungen, ohne Unterstützung durch G45 bis G48.
 überall außerhalb des roten Bereichs mit seinem Mittelpunkt positioniert werden.")

2 Geradlinig an eine Kontur anfahren (Ankompensieren) Die untere Kante des grauen Werkstücks muss von Punkt 1 nach Punkt 2 gefräst werden. Hierbei soll geradlinig an den Startpunkt 1 angefahren werden. Das Werkzeug kann hier mit G40 (schwarz dargestellt) überall außerhalb des roten Bereichs mit seinem Mittelpunkt positioniert werden. Das heißt: mindestens den Werkzeugradius als Abstand parallel zur Kontur einhalten. Zusätzlich sollte noch ein Sicherheitsabstand addiert werden, um spätere Abweichungen des Werkzeugradius zu berücksichtigen. Noch vorhandenes Rohmaterial muss ebenfalls beachtet werden. Es ist empfehlenswert, die G40-Positionierung vor dem Anfahren ungefähr innerhalb des grün dargestellten Bereiches vorzunehmen, sofern der Platz dazu vorhanden ist. Optimal wäre direkt senkrecht an den Startpunkt der Kontur anzufahren, denn dies benötigt den wenigsten Fahrweg. Danach kann die Kontur mit der Radiuskorrektur problemlos angefahren werden. Beispiel G41: N0020 G0 G54 X50 Y-20 (Positionieren X und Y mit G40) N0025 G43 Z2 H1 (Eilgang Z m. Werkzeuglängenkorrektur) N0030 G1 Z-10 F150 (Zustellung Z-Tiefe mit Vorschub) N0035 G41 X50 Y0 D1 (Punkt 1 mit Radiuskorrektur anfahren) N0040 X0 (Kontur weiterfahren nach Punkt 2) Beispiel G42: N0020 G0 G54 X0 Y-20 (Positionieren X und Y mit G40) N0025 G43 Z2 H1 (Eilgang Z m. Werkzeuglängenkorrektur) N0030 G1 Z-10 F150 (Zustellung Z-Tiefe mit Vorschub) N0035 G42 X0 Y0 D1 (Punkt 1 mit Radiuskorrektur anfahren) N0040 X50 (Kontur weiterfahren nach Punkt 2) Was passiert hierbei? Das Werkzeug sollte mit seinem Mittelpunkt G40 außerhalb des roten Bereichs stehen. Nach Anwahl von G41/G42 und der D-Nummer wird der Werkzeugradius eingerechnet und die Fahrtrichtung des nächsten Satzes berücksichtigt. Damit wird die Außenkante des Werkzeuges senkrecht zum folgenden Konturelement auf den programmierten Startpunkt 1 positioniert. Oben dargestellt durch den transparenten Fräser. Bis zur Abwahl mit G40 fährt das Werkzeug jetzt automatisch auf der Äquidistante weiter.


3 Geradlinig an eine geneigte Kontur anfahren Bei einer schrägen Kontur gilt das vorher gesagte ebenso. Der Anfahrbereich wurde dementsprechend gedreht. Die Anfahrrichtung ist folglich immer von der ersten Konturlinie abhängig. Geradlinig an einen Radius anfahren Geradliniges Anfahren an Radien. Beim Innenradius links folgt die Begrenzung des roten Bereichs der Äquidistante des Radius, außerhalb setzt sich die Begrenzungslinie geradlinig fort. Im Gegensatz dazu ist die Begrenzung des roten Bereichs beim Außenradius geradlinig, andernfalls würde der Radius beschädigt.


4 Fehler beim Anfahren an eine Kontur In diesen beiden Beispielen findet eine Konturverletzung statt. Das Werkzeug wurde hier im roten Bereich positioniert. Da der Fräser direkt seinen Konturstartpunkt mit G41 / G42 anfährt, würde in beiden Fällen ungewollt Werkstoff abgetragen. Hinweis: Moderne Steuerungen, die mehr als zwei Sätze im Voraus lesen, können solche ungewöhnliche Anfahrpositionen richtig interpretieren und fahren mit Hilfe zusätzlicher Zwischenpunkte automatisch den Anfangspunkt an, ohne die Kontur zu verletzen. Dazu kann man bei einigen Steuerungen noch Typ A oder B in den Maschinenparametern anwählen, um die gewünschte Art des An- und Abfahrens zu bestimmen. Siehe dazu im Handbuch der Steuerung. Um mit allen Steuerungen arbeiten zu können und um Fehler zu vermeiden sollte man sich angewöhnen, immer möglichst direkt an die Kontur anzufahren und ebenso wieder abzufahren, wie in diesem Artikel beschrieben.

5 Mit Kreisbogen an eine Kontur anfahren Eine Kontur fährt man mit einem Kreisbogen an, um Freischneidmarken zu vermeiden oder wenn Platzgründe dies erfordern. In den meisten Fällen hat es sich als vorteilhaft erwiesen, dazu Viertelkreise zu benutzen. Freischneidmarken werden allerdings nur vermieden, wenn der Radius genau tangential in das folgende Konturelement (Gerade, Radius) übergeht. Bitte hierzu auch den auf der selben Webseite vorhandenen Beitrag zu tangentialen Übergängen beachten. Bei einigen Steuerungen ist das Ankompensieren im G02- / G03-Satz des Kreisbogens möglich, was aufgrund der Änderung der Parameter während der Kompensation leicht zur Verwirrung führen kann. Deshalb lassen die meisten Steuerungen das An- und Abkompensieren nur mit einer geradlinigen Bewegung zu, wie es in den nachfolgenden Beispielen auch dargestellt wird. So muss vorher mit einer geradlinigen Bewegung an den Hilfsbogen ankompensiert werden, der dann als kompensierter Radius an die Kontur anfährt. Mit Kreisbogen in eine Gerade einfahren Hier wird das Werkzeug mit G40 auf Punkt 1 (X50 Y-30) positioniert, danach geradlinig mit G41 an den Startpunkt des Anfahrbogens, Radius 30mm (Punkt 2, X80 Y-30) ankompensiert. Hierbei wird in X nicht um die programmierten 30mm verfahren, sondern nur um 30mm minus Werkzeugradius. In diesem Fall wäre bei einem Fräserradius von 10mm der tatsächliche Verfahrweg nur 20 mm. Weil hier rechtwinklig zum Koordinatensystem angefahren wird, ist dies leicht auszurechnen, Punkte 1 bis 4 = programmierte Werte, gestrichelte Linie = Äquidistante (Fräsermittelpunktsbahn). Beispiel, mit G41 in rechtwinkliger Linie an Hilfsradius anfahren: N0020 G0 G54 X50 Y-30 (Positionieren Punkt 1 mit G40) N0025 G43 Z2 H1 (Eilgang Z m. Werkzeuglängenkorrektur) N0030 G1 Z-10 F150 (Zustellung Z-Tiefe mit Vorschub) N0035 G41 X80 Y-30 D1 (Punkt 2 mit Radiuskorrektur anfahren) N0040 G3 X50 Y0 I-30 J0 (Einfahrbogen nach Punkt 3) N0045 G1 X0 (Gerade nach Punkt 4)

 N0025 G43 Z2 H1 (Eilgang Z m. Längenkorrektur) N0030 G1 Z-10 F150 (Zustellung Z-Tiefe m.")
6 Mit Kreisbogen in einen anderen Bogen einfahren Beim tangentialen Anfahren mit einem Radius in einen anderen Radius muss die Lage des Anfangspunktes der Kontur berücksichtigt werden. In diesem Beispiel wurde der Startpunkt mit G40 frei gewählt und nicht genau senkrecht auf den Startpunkt des Einfahrbogens gesetzt. Dadurch haben die programmierte Bahn und die Mittelpunktsbahn von Punkt 1 nach Punkt 2 nicht nur unterschiedliche Längen, sondern auch verschiedene Richtungen. Beispiel, mit G42 in schräger Linie an Hilfsradius anfahren: N0020 G0 G54 X90 Y30 (Positionieren P. 1 m. G40) N0025 G43 Z2 H1 (Eilgang Z m. Längenkorrektur) N0030 G1 Z-10 F150 (Zustellung Z-Tiefe m. Vorsch.) N0035 G42 X Y D1 (P. 2 mit Radiuskorr. anfahren) N0040 G2 X50 Y10 I J26.55(Einfahrradius nach Punkt 3) Oder: G2 X50 Y10 R30 N0045 G3 X0 Y50 I-70.8 J (Radius nach Punkt 4) Oder: G3 X0 Y50 R80 Anfahren mit Hilfskreis an einen Innenkreis mit G42 (rechts der Kontur). Hier wird das Werkzeug mit G40 in der Mitte der Bohrung positioniert (Punkt 1). Anfahren an den Anfangspunkt des Einfahrradius 30mm mit G42 (Punkt 2). Radius zum Anfangspunkt des Vollkreises (Punkt 3) fahren. Vollkreis Ø 90 fräsen bis Punkt 3. N0020 G0 G54 X0 Y0 (P1) N0025 G43 Z2 H1 N0030 G1 Z-10 F150 N0035 G42 X-30 Y15 D1 (P2) N0040 G2 X0 Y45 I30 J0 (P3) N0045 G2 X0 Y45 I0 J-45
.")
7 Drehmeißel Verhalten, Quadranten Bei Drehmeißeln verhält es sich ähnlich wie beim Fräsen. Der Bereich für die Anund Abfahrrichtung ist hier bereits durch den für das Werkzeug bestimmten Quadranten vorgegeben (siehe Grafik). Der Mindestabstand für das An- und Abkompensieren sollte mindestens zwei Mal dem Schneidenradius sein. Einige Drehmaschinensteuerungen bieten z. B. die Funktion G46, welche universell für alle Fahrtrichtungen gilt und G41 und G42 gleichzeitig ersetzt oder ergänzt. Bei G46 wird auf Grund des angegebenen Quadranten die Fahrtrichtung automatisch ermittelt. Die Arbeitsrichtung eines Drehmeißels wird durch die Nummer des Quadranten bestimmt. Nummern 1 bis 8. Nummer 0 (Null) oder 9 hat keine festgelegte Richtung, gilt rundum, wie ein Fräser. Der mögliche Arbeitsbereich des Drehwerkzeuges wird hier durch die Linien angezeigt. Im Werkzeugkorrekturspeicher werden der X-Versatz, der Z-Versatz, der Schneidenradius und der Quadrant gespeichert. Bewegungsrichtung entlang der Kontur bei Drehteilen mit G41 (links) und G42 (rechts) in Fahrtrichtung des Werkzeuges gesehen.
8 Werkzeugkorrekturspeicher - Beispiele TOOL OFFSET MILL T 01 H D T 09 H D T 02 H D T 10 H D T 03 H D T 11 H D T 04 H D T 12 H D T 05 H D T 13 H D T 06 H D T 14 H D T 07 H D T 15 H D T 08 H D T 16 H D Anzeige des Werkzeugkorrekturspeichers an einer Fräsmaschine T = Werkzeugnummer H = Werkzeuglänge D = Werkzeugradius TOOL OFFSET TURN T 01 X Z R P 3 T 02 X Z R P 4 T 03 X Z R P 0 T 04 X Z R P 0 T 05 X Z R P 0 T 06 X Z R P 0 T 07 X Z R P 0 T 08 X Z R P 0 Anzeige des Werkzeugkorrekturspeichers an einer Drehmaschine T = Werkzeugnummer X = Werkzeugversatz in X-Richtung (durchmesserbezogen) Z = Werkzeugversatz in Z-Richtung R = Schneidenradius P = Quadrant (Bearbeitungsrichtung) Copyright 2009 Stephan Pausch


9 Abwählen der Radiuskorrektur Das Abfahren (Abwählen der Radiuskorrektur, Abkompensieren) geschieht logischerweise umgekehrt wie das Anfahren und mit den selben Regeln für die Richtung. Der hier dargestellte Standard-Typ fährt den Endpunkt des letzten Konturelements voll bis zur Fräsermitte ab und von dort aus zur G40-Position. Also genau umgekehrt wie beim Anfahren. Hinweise im Handbuch genau beachten. Zur besseren Übersicht nachfolgend einige Beispiele mit An- und Abfahrverhalten. Selbstverständlich kann die Methode geradlinig oder mit Radius gemischt werden, wie Anfahren mit Radius, Abfahren geradlinig oder umgekehrt. Rote Volllinie = programmierte Bahn, unterbrochene rote Linie = Mittelpunktsbahn. Rechtwinklig geradlinig An- und Abfahren Schräg geradlinig An- und Abfahren


10 Senkrecht geradlinig an Radius An- und Abfahren Mit Einfahr- und Ausfahrbogen an Radius An- und Abfahren Mit Einfahr- und Ausfahrbogen an Innenkreis An- und Abfahren
11 An- und Abfahren beim Drehen Empfohlene An- und Abfahrbereiche beim Drehen. Die dünnen Linien sind jeweils 2 Mal Werkzeugradius vom Anfahr- und Abfahrpunkt entfernt und markieren die Grenze zum An- und Abkompensieren (Mindestabstand). Vorhandenes Rohmaterial und ein zusätzlich gewünschter An- oder Auslaufweg müssen natürlich dazu gerechnet werden. Auch bei den Abspanzyklen gilt die Einhaltung des Mindestabstandes. Beispiel Außenbearbeitung, Werkzeugradius 0,4 mm, statt mindestens 0,8 mm wird hier 1 mm Abstand eingehalten, in X 2mm, weil durchmesserbezogen. G0 X82 Z1 G42 G01 X80 Z0 Z-10 X100 Z-20 Z-65 X120 Z-100 Z-120 X150 G40 X152 Z-119 Beispiel Innenbearbeitung, ebenfalls mit Werkzeugradius 0,4 mm. G0 X68 Z1 G42 G01 X70 Z0 Z-25 X60 Z-45 Z-80 X40 G40 X38 Z-79
Radiuskorrektur 1. Programmierung: G01 X-10 Y-10 X60 Y60 X-10 Y-10
 Radiuskorrektur 1 Bei der Programmierung einer Werkstückkontur muss der Radius eines Fräs- oder Drehwerkzeuges mit berücksichtigt werden. Das bedeutet, dass beim Fräsen die Fräsermittelpunktsbahn zu errechnen
Radiuskorrektur 1 Bei der Programmierung einer Werkstückkontur muss der Radius eines Fräs- oder Drehwerkzeuges mit berücksichtigt werden. Das bedeutet, dass beim Fräsen die Fräsermittelpunktsbahn zu errechnen
Tutorial CNCezPRO Flaschenöffner
 Tutorial CNCezPRO Flaschenöffner Es soll ein Flaschenöffner aus Aluminiumlegierung gefräst werden, der am Schlüsselbund getragen werden kann. Ein nützliches kleines Teil, welches als Fräsübung dennoch
Tutorial CNCezPRO Flaschenöffner Es soll ein Flaschenöffner aus Aluminiumlegierung gefräst werden, der am Schlüsselbund getragen werden kann. Ein nützliches kleines Teil, welches als Fräsübung dennoch
Demoprogramme dazu gibt es bei DemoCNC-Mill, DemoHeidenhain, DemoPAL-M und DemoLuxmill.
 Fräszyklen Wer in CNCezPRO seinen eigenen Postprozessor neu erstellen oder anpassen will, nimmt von den bereits vorhandenen den ähnlichsten und ändert ihn nach seinen Bedürfnissen ab. Das Hauptproblem
Fräszyklen Wer in CNCezPRO seinen eigenen Postprozessor neu erstellen oder anpassen will, nimmt von den bereits vorhandenen den ähnlichsten und ändert ihn nach seinen Bedürfnissen ab. Das Hauptproblem
Kreisprogrammierung Interpolation
 Kreisprogrammierung Zuerst einige Worte zur Interpolation: Wenn eine mathematische Formel grafisch als Punkte dargestellt wird, die zu einer (angenäherten) Geraden oder Kurve verbunden werden, dann ist
Kreisprogrammierung Zuerst einige Worte zur Interpolation: Wenn eine mathematische Formel grafisch als Punkte dargestellt wird, die zu einer (angenäherten) Geraden oder Kurve verbunden werden, dann ist
Tangentiale Übergänge Zuerst ein Fall aus der Praxis:
 Tangentiale Übergänge Zuerst ein Fall aus der Praxis: Ein ehemaliger Kollege fertigte das hier abgebildete Set für verschiedene Kegelvereine an. Um die Startreihenfolge vor einem Spiel zu ermitteln, ziehen
Tangentiale Übergänge Zuerst ein Fall aus der Praxis: Ein ehemaliger Kollege fertigte das hier abgebildete Set für verschiedene Kegelvereine an. Um die Startreihenfolge vor einem Spiel zu ermitteln, ziehen
Unterlagen zur. CAD-Schulung. Inhalt. Benutzeroberfläche Tastenkombinationen Funktionstasten Flansch Drehteil Schriftfeld
 Unterlagen zur CAD-Schulung Inhalt Benutzeroberfläche Tastenkombinationen Funktionstasten Flansch Drehteil Schriftfeld Benutzeroberfläche Menüleiste Werkzeugleiste Zeichenfläche Kontextmenü Statusleiste
Unterlagen zur CAD-Schulung Inhalt Benutzeroberfläche Tastenkombinationen Funktionstasten Flansch Drehteil Schriftfeld Benutzeroberfläche Menüleiste Werkzeugleiste Zeichenfläche Kontextmenü Statusleiste
Einstieg in die Klartextprogrammierung
 CNC-Kurs - itnc 530 von Heidenhain im Griff Einführung in den Heidenhain-Fräs-Simulator Einstieg in die Klartextprogrammierung Heidenhain hat ein Herz für Programmieranfänger. Als einer der wenigen Hersteller
CNC-Kurs - itnc 530 von Heidenhain im Griff Einführung in den Heidenhain-Fräs-Simulator Einstieg in die Klartextprogrammierung Heidenhain hat ein Herz für Programmieranfänger. Als einer der wenigen Hersteller
G1 Kreisprogrammierung beim Fräsen
 G1 Kreisprogrammierung beim Fräsen 1.2 Angaben im Programmsatz Zur eindeutigen Festlegung eines Kreisbogens (Bild 1) sind folgende Angaben erforderlich: die Ebene der Kreisinterpolation, der Drehsinn des
G1 Kreisprogrammierung beim Fräsen 1.2 Angaben im Programmsatz Zur eindeutigen Festlegung eines Kreisbogens (Bild 1) sind folgende Angaben erforderlich: die Ebene der Kreisinterpolation, der Drehsinn des
Lösung für die CNC Übung 1 (Drehen)
") Lösung für die CNC Übung 1 (Drehen) Rohmaterial des Werkstücks: Baustahl St37 Werkzeugmaterial: Schnellarbeitsstahl Werkzeug 1: Werkzeugposition: Schruppstahl links; Lage: P3 4 (Position im Werkzeugwechsler)
Lösung für die CNC Übung 1 (Drehen) Rohmaterial des Werkstücks: Baustahl St37 Werkzeugmaterial: Schnellarbeitsstahl Werkzeug 1: Werkzeugposition: Schruppstahl links; Lage: P3 4 (Position im Werkzeugwechsler)
Wie kommt die Kugel in den Würfel?
 Wie kommt die Kugel in den Würfel? Die Fa. Traub Drehmaschinen verschenkte ihren Kunden häufig einen kleinen Würfel mit einer Kugel darin. Auch ich kam in den Genuss eines solchen Würfels und konnte bei
Wie kommt die Kugel in den Würfel? Die Fa. Traub Drehmaschinen verschenkte ihren Kunden häufig einen kleinen Würfel mit einer Kugel darin. Auch ich kam in den Genuss eines solchen Würfels und konnte bei
PAL-Programmiersystem FRÄSEN
 PAL-Programmiersystem RÄEN Liste der seit Oktober 2008 gültigen PAL-unktionen für die PAL-Prüfungen Allgemeine Hinweise Einschaltzustand Beim tart eines NC-Programms sind folgende Einschaltzustände vorhanden:
PAL-Programmiersystem RÄEN Liste der seit Oktober 2008 gültigen PAL-unktionen für die PAL-Prüfungen Allgemeine Hinweise Einschaltzustand Beim tart eines NC-Programms sind folgende Einschaltzustände vorhanden:
Werkstück zu groß? Eine Lösung
 Werkstück zu groß? Eine Lösung Es sollen zwei Prototypen eines Regenmessers für eine Wetterstation (linkes Bild) angefertigt werden. Dazu wird je eine Platte unten und als oberer Abschluss je ein mit 45º
Werkstück zu groß? Eine Lösung Es sollen zwei Prototypen eines Regenmessers für eine Wetterstation (linkes Bild) angefertigt werden. Dazu wird je eine Platte unten und als oberer Abschluss je ein mit 45º
CNC-Fräsen. Es ist eindeutig wir sollten die technischen Möglichkeiten für uns nutzen und dementsprechend
 Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Tutorial CNCezPRO Maschinenbedienfeld
 Tutorial CNCezPRO Maschinenbedienfeld Bedienfeld Drehmaschine Bedienfeld Fräsmaschine Das Maschinen-Bedienfeld simuliert die selben Betätigungen wie an einer echten Maschine und ist damit ein wichtiges
Tutorial CNCezPRO Maschinenbedienfeld Bedienfeld Drehmaschine Bedienfeld Fräsmaschine Das Maschinen-Bedienfeld simuliert die selben Betätigungen wie an einer echten Maschine und ist damit ein wichtiges
Übung: Abhängigkeiten
 Übung: Abhängigkeiten Befehle: Linie, Abhängigkeiten, Kreis, Drehung Vorgehen Erstellen Sie ein neues Bauteil. Projizieren Sie die X-Achse und die Y-Achse als Bezug zum Koordinatensystem. Klicken Sie auf
Übung: Abhängigkeiten Befehle: Linie, Abhängigkeiten, Kreis, Drehung Vorgehen Erstellen Sie ein neues Bauteil. Projizieren Sie die X-Achse und die Y-Achse als Bezug zum Koordinatensystem. Klicken Sie auf
Mathematisch Technische Software-Entwicklung GmbH. TopTurn. Programmieranleitung. PAL Programmierschlüssel. Version
 Mathematisch Technische Software-Entwicklung GmbH TopTurn Programmieranleitung PAL2007 - Programmierschlüssel Version 7.1 15.01.2007 (c) MTS GmbH 2006 Programmieranleitung TopTurn Pal2007 Version 7.1 MTS
Mathematisch Technische Software-Entwicklung GmbH TopTurn Programmieranleitung PAL2007 - Programmierschlüssel Version 7.1 15.01.2007 (c) MTS GmbH 2006 Programmieranleitung TopTurn Pal2007 Version 7.1 MTS
Erste Schritte. FILOU-NC12 Tutorial
 Erste Schritte In diesem Tutorial werden meist die Default-Werte verwendet. Je nach Material, Werkzeug, Maschine usw. können Sie andere Werte einstellen. FILOU Software GmbH 1 Nullpunkt setzen Wechseln
Erste Schritte In diesem Tutorial werden meist die Default-Werte verwendet. Je nach Material, Werkzeug, Maschine usw. können Sie andere Werte einstellen. FILOU Software GmbH 1 Nullpunkt setzen Wechseln
...für Ihre Maschine / Steuerung einrichten. 4. Maschine als Standard für zukünftige Projekte anlegen.
 DeskProto...für Ihre Maschine / Steuerung einrichten 1. Postprozessor wählen / anpassen 2. Maschine wählen anpassen 3. Postprozessor der Maschine zuordnen 4. Maschine als Standard für zukünftige Projekte
DeskProto...für Ihre Maschine / Steuerung einrichten 1. Postprozessor wählen / anpassen 2. Maschine wählen anpassen 3. Postprozessor der Maschine zuordnen 4. Maschine als Standard für zukünftige Projekte
Inhaltsverzeichnis Grundkurs G426 DIN/ISO-Programmierung
 Inhaltsverzeichnis Grundkurs G426 DIN/ISO-Programmierung Nr. Titel PGM-Nr. 1 2 3 4 6 7 8 9 1 11 12 13 14 1 16 17 Bahnbewegungen kartesisch Bohrungen Viereck Ecken runden / fasen Kontur anfahren/verlassen
Inhaltsverzeichnis Grundkurs G426 DIN/ISO-Programmierung Nr. Titel PGM-Nr. 1 2 3 4 6 7 8 9 1 11 12 13 14 1 16 17 Bahnbewegungen kartesisch Bohrungen Viereck Ecken runden / fasen Kontur anfahren/verlassen
Neu geordnete industrielle Metallberufe
 Informationen für die Praxis Neu geordnete industrielle Metallberufe Abschlussprüfung eil 2 Schriftliche Prüfung Auftrags- und Funktionsanalyse Projekt 2 NC-Programm Drehen und Projekt 3 NC-Programm Fräsen
Informationen für die Praxis Neu geordnete industrielle Metallberufe Abschlussprüfung eil 2 Schriftliche Prüfung Auftrags- und Funktionsanalyse Projekt 2 NC-Programm Drehen und Projekt 3 NC-Programm Fräsen
Anhang E. Richtlinie über Flächen für die Feuerwehr - Fassung August
 Anhang E Richtlinie über Flächen für die Feuerwehr - Fassung August 2006 - Zur Ausführung des 5 der Landesbauordnung Mecklenburg-Vorpommern wird hinsichtlich der Flächen für die Feuerwehr Folgendes bestimmt:
Anhang E Richtlinie über Flächen für die Feuerwehr - Fassung August 2006 - Zur Ausführung des 5 der Landesbauordnung Mecklenburg-Vorpommern wird hinsichtlich der Flächen für die Feuerwehr Folgendes bestimmt:
O s t e r h a s e Hinweis
 3 0. 0 O s t e r h a s e Hinweis Bei den OPITEC Werkpackungen handelt es sich nach Fertigstellung nicht um Artikel mit Spielzeugcharakter allgemein handelsüblicher Art, sondern um Lehr- und Lernmittel
3 0. 0 O s t e r h a s e Hinweis Bei den OPITEC Werkpackungen handelt es sich nach Fertigstellung nicht um Artikel mit Spielzeugcharakter allgemein handelsüblicher Art, sondern um Lehr- und Lernmittel
AV Feuerwehrflächen Seite 1
 AV Feuerwehrflächen Seite 1 Lesefassung Ausführungsvorschriften zu 5 und 15 Abs. 1 und 4 der Bauordnung für Berlin (BauOBln) über Flächen für die Feuerwehr auf Grundstücken - Feuerwehrflächen - (AV FwFl)
AV Feuerwehrflächen Seite 1 Lesefassung Ausführungsvorschriften zu 5 und 15 Abs. 1 und 4 der Bauordnung für Berlin (BauOBln) über Flächen für die Feuerwehr auf Grundstücken - Feuerwehrflächen - (AV FwFl)
Programmierung von Konturzügen aus Geraden und Kreisbögen
 40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
40 Programmieren Drehen CNC-Kompakt Programmierung von Konturzügen aus Geraden und Kreisbögen Geometrie - Übung 6 Bild 96 Drehteil Geometrie-Übung 6 Die Kontur dieses Drehteiles (Bild 96) werden wir vor
Dokumentation der von AKKON unterstützen
 Dokumentation der von AKKON unterstützen tzen G- und M-BefehleM Letzte Aktualisierung, 29. Dezember 2005 www.burger-web.com 2006 2005 Gerhard Burger Inhalt und Historie Diese Dokumentation enthält eine
Dokumentation der von AKKON unterstützen tzen G- und M-BefehleM Letzte Aktualisierung, 29. Dezember 2005 www.burger-web.com 2006 2005 Gerhard Burger Inhalt und Historie Diese Dokumentation enthält eine
Anlage 7.4/1 (neu) zur Richtlinie über Flächen für die Feuerwehr. Bei der Anwendung der technischen Regel ist Folgendes zu beachten:
 zur Richtlinie über Flächen für die Feuerwehr. Bei der Anwendung der technischen Regel ist Folgendes zu beachten:") Die in dieser Anlage zur Liste der Technischen Baubestimmungen vorgenommenen Änderungen, Ergänzungen oder Ausnahmen gehören zum Inhalt der nachfolgend abgedruckten, als Technische Baubestimmung eingeführten
Die in dieser Anlage zur Liste der Technischen Baubestimmungen vorgenommenen Änderungen, Ergänzungen oder Ausnahmen gehören zum Inhalt der nachfolgend abgedruckten, als Technische Baubestimmung eingeführten
Talstraße 26 79183 Waldkirch-Suggental. Werkzeuge von Hand in die Maschine: (z. B. Messtaster) - JOG -> TUER AUF -> TOOL UNLOCK
 - JOG -> TUER AUF -> TOOL UNLOCK") Kurzanleitung Fanuc 21i-M Werkzeuge von Hand in die Maschine: (z. B. Messtaster) - JOG -> TUER AUF -> TOOL UNLOCK Werkzeuge ins MAGAZIN: - JOG - TUER ZU - MAN TOOL CHANGE (Taste leuchtet ) - TOOL CHANGER
Kurzanleitung Fanuc 21i-M Werkzeuge von Hand in die Maschine: (z. B. Messtaster) - JOG -> TUER AUF -> TOOL UNLOCK Werkzeuge ins MAGAZIN: - JOG - TUER ZU - MAN TOOL CHANGE (Taste leuchtet ) - TOOL CHANGER
Weiterführende CNC-Programmierung an der Fräsmaschine mit der Steuerung Sinumerik 820D
 Weiterführende CNC-Programmierung an der Fräsmaschine mit der Steuerung Sinumerik 820D Um die Möglichkeiten der modernen Steuerung Sinumerik 840D aufzuzeigen, wird dieses an einem komplexeren Beispiel
Weiterführende CNC-Programmierung an der Fräsmaschine mit der Steuerung Sinumerik 820D Um die Möglichkeiten der modernen Steuerung Sinumerik 840D aufzuzeigen, wird dieses an einem komplexeren Beispiel
TUTORIAL CNC MILL. Digitale Geometrie
 Digitale Geometrie Dieses Tutorial beschreibt den Workflow einer gezeichneten Geometrie in Rhino 3D über die Software Rhinocam, die die Fräspfade generiert bis zur Übertragung auf die CNC Fräse. Rhinodatei
Digitale Geometrie Dieses Tutorial beschreibt den Workflow einer gezeichneten Geometrie in Rhino 3D über die Software Rhinocam, die die Fräspfade generiert bis zur Übertragung auf die CNC Fräse. Rhinodatei
KinematicsOpt HEIDENHAIN. MW M-TS/ Jan 2015
 HEIDENHAIN Grundlagen Anwendung: Genauigkeiten verbessern bei Schwenkbearbeitungen Bearbeitung mit 4. und 5. Achse Vorteile Endanwenderfreundliche Zyklen zur Verbesserung der Kinematik der Maschine Erhöhung
HEIDENHAIN Grundlagen Anwendung: Genauigkeiten verbessern bei Schwenkbearbeitungen Bearbeitung mit 4. und 5. Achse Vorteile Endanwenderfreundliche Zyklen zur Verbesserung der Kinematik der Maschine Erhöhung
Neuigkeiten in Alphacam 2014 R2
 Neuigkeiten in Alphacam 2014 R2 Diese Dokumentation enthält eine allgemeine Übersicht von den Neuigkeiten in Alphacam 2014 R2 Die Version Alphacam 2014 R2 benötigt eine Lizenz ab März 2014. Inhaltsverzeichnis
Neuigkeiten in Alphacam 2014 R2 Diese Dokumentation enthält eine allgemeine Übersicht von den Neuigkeiten in Alphacam 2014 R2 Die Version Alphacam 2014 R2 benötigt eine Lizenz ab März 2014. Inhaltsverzeichnis
Präsentationsübersicht. EXAPT-System- und. Bohren / Fräsen: Beispiel. Menue Kontur. Tutorial EXAPT, 2001. Ausbildung. Training
 EXAPT-System- und Präsentationsübersicht Ausbildung Training Tutorial Bohren / Fräsen: Beispiel Menue Kontur 1 Kontur erzeugen 2 Offene Kontur erzeugen Konturelemente einzeln sammeln Mit dieser Funktion
EXAPT-System- und Präsentationsübersicht Ausbildung Training Tutorial Bohren / Fräsen: Beispiel Menue Kontur 1 Kontur erzeugen 2 Offene Kontur erzeugen Konturelemente einzeln sammeln Mit dieser Funktion
30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc. CATIA-Skizzierer
 30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc 1. Einführung CATIA-Skizzierer - Skizzen sind die Grundlage der meisten Volumenkörper (siehe Anleitung Teilemodellierung) - eigene Umgebung
30.07.14-1 - E:\Stefan\CAD\CATIA\R19\Anleitungen\Skizzierer.doc 1. Einführung CATIA-Skizzierer - Skizzen sind die Grundlage der meisten Volumenkörper (siehe Anleitung Teilemodellierung) - eigene Umgebung
Die Punktsteuerung (Positioning control system) ist nach DIN 66257 eine numerische Steuerung, bei der
 ist nach DIN 66257 eine numerische Steuerung, bei der") 3. STEUERUNGSARTEN 3.1 PUNKTSTEUERUNG Die Punktsteuerung (Positioning control system) ist nach DIN 66257 eine numerische Steuerung, bei der a) jede numerisch gesteuerte Bewegung aufgrund von Daten des
3. STEUERUNGSARTEN 3.1 PUNKTSTEUERUNG Die Punktsteuerung (Positioning control system) ist nach DIN 66257 eine numerische Steuerung, bei der a) jede numerisch gesteuerte Bewegung aufgrund von Daten des
Ofenplanung mit Palette CAD Seite 1 von 5 - Übungen für Einsteiger und Fortgeschrittene - Dipl.-Ing. Jürgen Feuerherm
 Ofenplanung mit Palette CAD Seite 1 von 5 Diese Übung behandelt die Funktion: Bemaßung (2) Bemaßung (Teil 2) Wie wir im 1. Teil der Übung gesehen haben, bietet die Bemaßung einer Planung direkt im 3D-Modul
Ofenplanung mit Palette CAD Seite 1 von 5 Diese Übung behandelt die Funktion: Bemaßung (2) Bemaßung (Teil 2) Wie wir im 1. Teil der Übung gesehen haben, bietet die Bemaßung einer Planung direkt im 3D-Modul
FreeCAD. Erste Schritte Autor: Bernhard Seibert. Der erste Körper... 2 Turmbau... 3 Teilnut... 4 Führungsblock... 5 Video-Tutorials...
 FreeCAD Erste Schritte Autor: Bernhard Seibert Hilfreiche Seiten http://freecadweb.org FreeCAD-Homepage http://fachlehrerseite.de für Lehrer http://lerntheke.com für Schüler Inhalt Der erste Körper...
FreeCAD Erste Schritte Autor: Bernhard Seibert Hilfreiche Seiten http://freecadweb.org FreeCAD-Homepage http://fachlehrerseite.de für Lehrer http://lerntheke.com für Schüler Inhalt Der erste Körper...
Herstellung Leuchtturm
 Herstellung Leuchtturm Leuchtturm, gefertigt vom BNW Lüneburg Der Leuchtturm wird als Navigationshilfe für die Seefahrt eingesetzt und markiert wichtige Orientierungspunkte oder gefährlichen Stellen und
Herstellung Leuchtturm Leuchtturm, gefertigt vom BNW Lüneburg Der Leuchtturm wird als Navigationshilfe für die Seefahrt eingesetzt und markiert wichtige Orientierungspunkte oder gefährlichen Stellen und
Herstellung eines Pokals in Pin-Form
 Herstellung eines Pokals in Pin-Form Pin "Strike alle Pins mit einem Wurf" landen auch Sie einen Volltreffer mit dem Pokal in Form eines Bowling-Pins. Der Pin besteht aus zwei Teilen. Den Pin als Drehteil
Herstellung eines Pokals in Pin-Form Pin "Strike alle Pins mit einem Wurf" landen auch Sie einen Volltreffer mit dem Pokal in Form eines Bowling-Pins. Der Pin besteht aus zwei Teilen. Den Pin als Drehteil
Konstante Schnittgeschwindigkeit (G96/G961/G962, G97/G971/G972, G973,
 Konstante Schnittgeschwindigkeit (G96/G961/G962, G97/G971/G972, G973, LIMS, SCC) Funktion Bei eingeschalteter Funktion "Konstante Schnittgeschwindigkeit" wird, abhängig vom jeweiligen Werkstückdurchmesser,
Konstante Schnittgeschwindigkeit (G96/G961/G962, G97/G971/G972, G973, LIMS, SCC) Funktion Bei eingeschalteter Funktion "Konstante Schnittgeschwindigkeit" wird, abhängig vom jeweiligen Werkstückdurchmesser,
Das Steuerprogramm DOMING. Version von
 Version von 04.08.2014 Das Steuerprogramm DOMING -2- Inhaltsverzeichnis 1. Einführung 2. Das DATEI-Menü 3. Das PARAMETER-Menü 4. Das Geschwindigkeit-Menü 5. Die DOMING-Oberfläche Punkt Linie Kreis Rechteck
Version von 04.08.2014 Das Steuerprogramm DOMING -2- Inhaltsverzeichnis 1. Einführung 2. Das DATEI-Menü 3. Das PARAMETER-Menü 4. Das Geschwindigkeit-Menü 5. Die DOMING-Oberfläche Punkt Linie Kreis Rechteck
Geometrie-Dossier Kreis 2
 Geometrie-Dossier Kreis 2 Name: Inhalt: Konstruktion im Kreis (mit Tangenten, Sekanten, Passanten und Sehnen) Grundaufgaben Verwendung: Dieses Geometriedossier orientiert sich am Unterricht und liefert
Geometrie-Dossier Kreis 2 Name: Inhalt: Konstruktion im Kreis (mit Tangenten, Sekanten, Passanten und Sehnen) Grundaufgaben Verwendung: Dieses Geometriedossier orientiert sich am Unterricht und liefert
Geometrie Jahrgangsstufe 5
 Geometrie Jahrgangsstufe 5 Im Rahmen der Kooperation der Kollegen, die im Schuljahr 1997/98 in der fünften Jahrgangstufe Mathematik unterrichteten, wurde in Gemeinschaftsarbeit unter Federführung von Frau
Geometrie Jahrgangsstufe 5 Im Rahmen der Kooperation der Kollegen, die im Schuljahr 1997/98 in der fünften Jahrgangstufe Mathematik unterrichteten, wurde in Gemeinschaftsarbeit unter Federführung von Frau
Übungen für packedia pro und AutoCAD / Bricscad:
 Übungen für packedia pro und AutoCAD / Bricscad: Beispiel für packedia pro und den Wellpappkatalog. Datei: Materialsparen durch Alternativen.DWG Beim Durchlauf eines FEFCO 2498 kommen die Hinweise: Wegen
Übungen für packedia pro und AutoCAD / Bricscad: Beispiel für packedia pro und den Wellpappkatalog. Datei: Materialsparen durch Alternativen.DWG Beim Durchlauf eines FEFCO 2498 kommen die Hinweise: Wegen
CNC 8x6 CNC8x9. Steuersysteme. Programmieranleitung
 Steuersysteme CNC 8x6 CNC8x9 Programmieranleitung Produktion und Service MEFI s.r.o. Peroutkova 37, 150 000 Praha 5 Tel: +420 2 5104 5113 Fax: +420 2 51045112 e-mail: mefi@bohem-net.cz http://www.mefi.cz
Steuersysteme CNC 8x6 CNC8x9 Programmieranleitung Produktion und Service MEFI s.r.o. Peroutkova 37, 150 000 Praha 5 Tel: +420 2 5104 5113 Fax: +420 2 51045112 e-mail: mefi@bohem-net.cz http://www.mefi.cz
Abstand messen. Misst den Abstand zwischen 2 Punkten. Punktefang beachten! Die Auswahl erlaubt auch den Abstand zweier Flächen zu ermitteln. 1.
 HBB Engineering GmbH Salzstraße 9 D-83454 Anger Telefon +49 (0)8656-98488-0 Telefax +49 (0)8656-98488-88 Info@HBB-Engineering.de www.hbb-engineering.de Abstand messen Version: UNIGRAPHICS/NX 8.5 Ersteller:
HBB Engineering GmbH Salzstraße 9 D-83454 Anger Telefon +49 (0)8656-98488-0 Telefax +49 (0)8656-98488-88 Info@HBB-Engineering.de www.hbb-engineering.de Abstand messen Version: UNIGRAPHICS/NX 8.5 Ersteller:
AMU, maskin og værktøj. CNC-Drehe Technik, Bediener. Kursnummer 45187. Udviklet af EUCSyd, Sønderborg 1
 CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
Stuttgart Training Center Page 1 from 6
 Sehr geehrte(r) Kunde(n), Um den Innovationen unserer Maschinen gerecht zu werden, ist eine kontinuierliche Weiterbildung des 1 Vorwort 2 Vorstellung der Trainer Personals unverzichtbar. Dem hat Mori Seiki
Sehr geehrte(r) Kunde(n), Um den Innovationen unserer Maschinen gerecht zu werden, ist eine kontinuierliche Weiterbildung des 1 Vorwort 2 Vorstellung der Trainer Personals unverzichtbar. Dem hat Mori Seiki
Ihr Partner für CAD/CAM und CNC-Programmierung
 Ihr Partner für CAD/CAM und CNC-Programmierung HSC Fräsen (High Speed Cutting) mit vectorcam HSC-Fräsen Ziel: - Effiziente Fräsbearbeitung - Optimale Werkzeugbahnen - Schnellere Bearbeitungszeit - Höhere
Ihr Partner für CAD/CAM und CNC-Programmierung HSC Fräsen (High Speed Cutting) mit vectorcam HSC-Fräsen Ziel: - Effiziente Fräsbearbeitung - Optimale Werkzeugbahnen - Schnellere Bearbeitungszeit - Höhere
Programmieren eines Getriebegehäuses mit SheetCam TNG
 Programmieren eines Getriebegehäuses mit SheetCam TNG Damit Sie SheetCam TNG besser kennenlernen können, möchte ich mit Ihnen ein Projekt durchführen, in dem das Fräsprogramm für ein kleines Getriebegehäuse
Programmieren eines Getriebegehäuses mit SheetCam TNG Damit Sie SheetCam TNG besser kennenlernen können, möchte ich mit Ihnen ein Projekt durchführen, in dem das Fräsprogramm für ein kleines Getriebegehäuse
Der Weihnachtsbaum für den CNC-Fräser
 Der Weihnachtsbaum für den CNC-Fräser Der alternative Weihnachtsbaum für den Tisch, als Geschenk oder das Statement für den CNC-Fräser. Das Werkstück wird aus einer Aluminiumplatte gefräst. Die Außenkontur
Der Weihnachtsbaum für den CNC-Fräser Der alternative Weihnachtsbaum für den Tisch, als Geschenk oder das Statement für den CNC-Fräser. Das Werkstück wird aus einer Aluminiumplatte gefräst. Die Außenkontur
DOWNLOAD. Arbeiten mit dem Zirkel. Einführung in die sachgerechte Handhabung des Zirkels. Inge Buggenthin. Downloadauszug aus dem Originaltitel:
 DOWNLOAD Inge Buggenthin Arbeiten mit dem Zirkel Einführung in die sachgerechte Handhabung des Zirkels Downloadauszug aus dem Originaltitel: Kreise 40 1 Den Abstand zwischen Mittelpunkt und Kreislinie
DOWNLOAD Inge Buggenthin Arbeiten mit dem Zirkel Einführung in die sachgerechte Handhabung des Zirkels Downloadauszug aus dem Originaltitel: Kreise 40 1 Den Abstand zwischen Mittelpunkt und Kreislinie
Aufgabe F4: Kranhaken
 HS Heilbronn Prof. Dr. P. Fleischmann CAD 3/2010 F4/1 Aufgabe F4: Kranhaken Erzeugen Sie den Kranhaken im Generative Shape Design. Die Geometrie entnehmen Sie der untenstehenden Zeichnung. Anmerkungen:
HS Heilbronn Prof. Dr. P. Fleischmann CAD 3/2010 F4/1 Aufgabe F4: Kranhaken Erzeugen Sie den Kranhaken im Generative Shape Design. Die Geometrie entnehmen Sie der untenstehenden Zeichnung. Anmerkungen:
tgtm HP 2013/14-4: Radaufnahme
 tgtm HP 2013/14-4: Radaufnahme (Wahlaufgabe) Die folgend unmaßstäblich dargestellte Radaufnahme aus AICu4Mg1 soll auf einer Fräsmaschine hergestellt werden. Hierzu steht eine mehrachsige CNC-Fräsmaschine
tgtm HP 2013/14-4: Radaufnahme (Wahlaufgabe) Die folgend unmaßstäblich dargestellte Radaufnahme aus AICu4Mg1 soll auf einer Fräsmaschine hergestellt werden. Hierzu steht eine mehrachsige CNC-Fräsmaschine
Ein königliches Schachspiel aus Metall
 Ein königliches Schachspiel aus Metall Eine Beschreibung zur CNC-Fertigung von Schachfiguren aus Aluminium. Dies ist keine vereinfachte Lehrwerkstattübung, sondern wurde von einem klassischen Holzschach
Ein königliches Schachspiel aus Metall Eine Beschreibung zur CNC-Fertigung von Schachfiguren aus Aluminium. Dies ist keine vereinfachte Lehrwerkstattübung, sondern wurde von einem klassischen Holzschach
CNC Technik. CNC - Drehen. Name: Grundmodul Metalltechnik (1. Klasse)
") CNC Technik Grundmodul Metalltechnik (1. Klasse) CNC - Drehen Name: Inhaltsverzeichnis 1 Grundlagen der CNC-Technik... 3 1.1 NC- und CNC Technik... 3 1.2 Planung des Fertigungsablaufes... 3 1.3 Das Koordinatensystem...
CNC Technik Grundmodul Metalltechnik (1. Klasse) CNC - Drehen Name: Inhaltsverzeichnis 1 Grundlagen der CNC-Technik... 3 1.1 NC- und CNC Technik... 3 1.2 Planung des Fertigungsablaufes... 3 1.3 Das Koordinatensystem...
Professur Konstruktionslehre
 Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
Professur Konstruktionslehre Prof. Dr. -Ing. E. Leidich / Dipl.- Ing. M. Curschmann / Dipl.- Ing. B. Fischer Lehrgebiet CAE-Systeme CATIA V5 CATIA V5 Grundkurs Diese Anleitung stellt eine grundlegende
Aufgabe 1 Erstelle mit Hilfe von GEOGEBRA ein dynamisches Geometrie-Programm, das die Mittelsenkrechte
 AB Mathematik Experimentieren mit GeoGebra Merke Alle folgenden Aufgaben sind mit dem Programm GEOGEBRA auszuführen! Eine ausführliche Einführung in die Bedienung des Programmes erfolgt im Unterricht.
AB Mathematik Experimentieren mit GeoGebra Merke Alle folgenden Aufgaben sind mit dem Programm GEOGEBRA auszuführen! Eine ausführliche Einführung in die Bedienung des Programmes erfolgt im Unterricht.
Automatisierung Ihrer Fertigung. VANC software. Engineering Center Steyr. CAM-Lösung für Ihre Fertigung Programmierung von komplexen CNC-Maschinen
 Engineering Center Steyr Vertriebspartner Automatisierung Ihrer Fertigung CAM-Lösung für Ihre Fertigung Programmierung von komplexen CNC-Maschinen vanc.magna.com BRANCHEN VANC ist eine universelle, maschinenunabhängige
Engineering Center Steyr Vertriebspartner Automatisierung Ihrer Fertigung CAM-Lösung für Ihre Fertigung Programmierung von komplexen CNC-Maschinen vanc.magna.com BRANCHEN VANC ist eine universelle, maschinenunabhängige
P70. intelligent. flexibel. kraftvoll. genau. schnell. Vorschub-Einheit P70. Die innovative. Vorschub-Einheit. mit eigenem Antriebssystem
 intelligent P70 Vorschub-Einheit flexibel kraftvoll 399 00 185 20-10-07/98-2- genau schnell P70 Die innovative Vorschub-Einheit mit eigenem Antriebssystem P70 Vorschubeinheit Ventilsitzbearbeitung Werkzeugausrüstung
intelligent P70 Vorschub-Einheit flexibel kraftvoll 399 00 185 20-10-07/98-2- genau schnell P70 Die innovative Vorschub-Einheit mit eigenem Antriebssystem P70 Vorschubeinheit Ventilsitzbearbeitung Werkzeugausrüstung
Licom Tutorial Oberfräsen 3D 5-Achsen. Seite 1 von 39 Borchersstr. 20 D Aachen Licom Systems GmbH
 Licom Tutorial Oberfräsen 3D 5-Achsen Licom Tutorial Oberfräsen 3D 5-Achsen Seite 1 von 39 Borchersstr. 20 Kapitel 1 Einleitung Bevor Sie mit dem Durcharbeiten des Tutorials starten: Sofern Sie dieses
Licom Tutorial Oberfräsen 3D 5-Achsen Licom Tutorial Oberfräsen 3D 5-Achsen Seite 1 von 39 Borchersstr. 20 Kapitel 1 Einleitung Bevor Sie mit dem Durcharbeiten des Tutorials starten: Sofern Sie dieses
Wie Sie Text um Ihre Bilder oder Bildinhalte fließen lassen, ganz so wie beim Profi-Layout Ihrer Lieblingszeitschrift
 Texte gestalten mit Word und OpenOffice X T YYY/01 325/01 Register STU Wie Sie Text um Ihre Bilder oder Bildinhalte fließen lassen, ganz so wie beim Profi-Layout Ihrer Lieblingszeitschrift Wir zeigen Ihnen
Texte gestalten mit Word und OpenOffice X T YYY/01 325/01 Register STU Wie Sie Text um Ihre Bilder oder Bildinhalte fließen lassen, ganz so wie beim Profi-Layout Ihrer Lieblingszeitschrift Wir zeigen Ihnen
G S. Treppen. GS Treppen GmbH & Co.KG Biegener Landstraße 2 D Müllrose - Dubrow Tel.: / Fax: /
 G S Treppen GS Treppen GmbH & Co.KG Biegener Landstraße 2 D - 15299 Müllrose - Dubrow Tel.: 033606 / 787791 Fax: 033606 / 787792 info@gstreppen.de http://www.treppenportal-deutschland.de Sollten Sie Fragen
G S Treppen GS Treppen GmbH & Co.KG Biegener Landstraße 2 D - 15299 Müllrose - Dubrow Tel.: 033606 / 787791 Fax: 033606 / 787792 info@gstreppen.de http://www.treppenportal-deutschland.de Sollten Sie Fragen
Welle. CAD Catia Solids. Arbeitsunterlagen. Prof. Dr.-Ing. A. Belei. Prof. Dr.-Ing. A. Belei CAD CATIA V5 Solids Welle.
 Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen 2006 Seite 1 / 20 Inhaltsverzeichnis: 1 Allgemeines... 3 2 Skizze als Profil (Variante 1)... 7 3 Skizze als Kreis (Variante 2)... 8 4 Verrundung,
Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen 2006 Seite 1 / 20 Inhaltsverzeichnis: 1 Allgemeines... 3 2 Skizze als Profil (Variante 1)... 7 3 Skizze als Kreis (Variante 2)... 8 4 Verrundung,
(54) VERFAHREN ZUM ÜBERWACHEN DES RUNDLAUFS EINES WERKZEUGS EINER NC-WERKZEUGMASCHINE UND NC-WERKZEUGMASCHINE MIT RUNDLAUFKONTROLLE
 VERFAHREN ZUM ÜBERWACHEN DES RUNDLAUFS EINES WERKZEUGS EINER NC-WERKZEUGMASCHINE UND NC-WERKZEUGMASCHINE MIT RUNDLAUFKONTROLLE") (19) TEPZZ Z86_9 A_T (11) EP 3 086 192 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 26..16 Patentblatt 16/43 (1) Int Cl.: G0B 19/2 (06.01) B23Q 17/00 (06.01) (21) Anmeldenummer: 116481.9
(19) TEPZZ Z86_9 A_T (11) EP 3 086 192 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 26..16 Patentblatt 16/43 (1) Int Cl.: G0B 19/2 (06.01) B23Q 17/00 (06.01) (21) Anmeldenummer: 116481.9
Bedienungsanleitung. E-Learning Software VedA
 E-Learning Software Inhaltsverzeichnis 1. GUI-Komponenten 2 2. Steuerelemente 3 3. Standard Modus 4 4. Eingabe-Sofort-Verarbeiten Modus 4 5. NC-Programme erstellen 5-1 - 1. GUI-Komponenten - 2 - Abbildung
E-Learning Software Inhaltsverzeichnis 1. GUI-Komponenten 2 2. Steuerelemente 3 3. Standard Modus 4 4. Eingabe-Sofort-Verarbeiten Modus 4 5. NC-Programme erstellen 5-1 - 1. GUI-Komponenten - 2 - Abbildung
14 Teiler verschieben
 14 Teiler verschieben In diesem Werkzeug sind alle Funktionen zusammengefasst, die Sie zum Verschieben, Ausrichten oder Drehen von Teilern benötigen. Als Teiler werden in diesem Zusammenhang Pfosten, Riegel,
14 Teiler verschieben In diesem Werkzeug sind alle Funktionen zusammengefasst, die Sie zum Verschieben, Ausrichten oder Drehen von Teilern benötigen. Als Teiler werden in diesem Zusammenhang Pfosten, Riegel,
BILDUNGSANGEBOTE FÜR UNTERNEHMEN LEHRGÄNGE METALLTECHNIK
 BILDUNGSANGEBOTE FÜR UNTERNEHMEN LEHRGÄNGE METALLTECHNIK Praxisnahe Bildungsangebote Für Auszubildende und Mitarbeiter von Unternehmen bietet das Berufsbildungswerk Dresden verschiedene Ausbildungsmodule
BILDUNGSANGEBOTE FÜR UNTERNEHMEN LEHRGÄNGE METALLTECHNIK Praxisnahe Bildungsangebote Für Auszubildende und Mitarbeiter von Unternehmen bietet das Berufsbildungswerk Dresden verschiedene Ausbildungsmodule
BOHREN SÄGEN FRÄSEN STANZEN MESSEN TRANSPORTIEREN POSITIONIEREN MULTIFUNKTION
 er Längenanschlag MD-50m Bis 50 kg Messlineal Bis RD-200 Mit unserem manuellen Längenanschlag MD-50m bieten wir Ihnen einen preiswerten Längenanschlag mit einfachster Bedienbarkeit an, um die Produktivität
er Längenanschlag MD-50m Bis 50 kg Messlineal Bis RD-200 Mit unserem manuellen Längenanschlag MD-50m bieten wir Ihnen einen preiswerten Längenanschlag mit einfachster Bedienbarkeit an, um die Produktivität
Mit eckigen Rädern fahren
 Mit eckigen Rädern fahren Für Spielfreudige und mathematisch Interessierte Mit eckigen Rädern fahren: Das klingt reichlich unwahrscheinlich, aber möglich ist es. Zugegeben: Die Idee ist etwas wunderlich
Mit eckigen Rädern fahren Für Spielfreudige und mathematisch Interessierte Mit eckigen Rädern fahren: Das klingt reichlich unwahrscheinlich, aber möglich ist es. Zugegeben: Die Idee ist etwas wunderlich
Online-Banking mit chiptan. Bedienung des TAN-Generators
 Online-Banking mit chiptan Bedienung des TAN-Generators einmalige Einstellung der Grafikbreite und Wahl der optimalen Höhe Bringen Sie die weißen Pfeile am Bildschirm und auf dem TAN-Generator übereinander:
Online-Banking mit chiptan Bedienung des TAN-Generators einmalige Einstellung der Grafikbreite und Wahl der optimalen Höhe Bringen Sie die weißen Pfeile am Bildschirm und auf dem TAN-Generator übereinander:
Umsetzung eins 2D Werkplanes in ein 3D Bauteil mit TurboCAD V10.1 Pro
 Anhand einer 2D-Zeichnung eines Lagerbocks soll das Arbeiten mit den verschiedenen Zeichenebenen dargestellt werden. Grundplatte: Die Grundplatte wird mittels Extrusion einer Polylinie erstellt. Natürlich
Anhand einer 2D-Zeichnung eines Lagerbocks soll das Arbeiten mit den verschiedenen Zeichenebenen dargestellt werden. Grundplatte: Die Grundplatte wird mittels Extrusion einer Polylinie erstellt. Natürlich
Suche nach einer Unterbrechung des Drahtes mit dem Werkzeug Unterbrechungsfinder
 3.3.2.2 Suche nach einer Unterbrechung des Drahtes mit dem Werkzeug Unterbrechungsfinder Vor dem Gebrauch des Kabelbruchmelders, sind zumindest die Abschnitte des Handbuchs zur Sicherheit, Reparatur und
3.3.2.2 Suche nach einer Unterbrechung des Drahtes mit dem Werkzeug Unterbrechungsfinder Vor dem Gebrauch des Kabelbruchmelders, sind zumindest die Abschnitte des Handbuchs zur Sicherheit, Reparatur und
FRIEDRICH-EBERT-SCHULE GEWERBLICHE UND HAUSWIRTSCHAFTLICHEN SCHULEN SCHRAMBERG. 3D - CAD Grundkurs. SolidWorks 2008
 FRIEDRICH-EBERT-SCHULE GEWERBLICHE UND HAUSWIRTSCHAFTLICHEN SCHULEN SCHRAMBERG 3D - CAD Grundkurs SolidWorks 2008 Ulrich Bihlmaier / April 2009 CAD - GRUNDKURS SOLIDWORKS 2008 1 Grundlegende Funktionen
FRIEDRICH-EBERT-SCHULE GEWERBLICHE UND HAUSWIRTSCHAFTLICHEN SCHULEN SCHRAMBERG 3D - CAD Grundkurs SolidWorks 2008 Ulrich Bihlmaier / April 2009 CAD - GRUNDKURS SOLIDWORKS 2008 1 Grundlegende Funktionen
Konstruktions-Empfehlungen als Voraussetzung für wirksame Korrosions-Schutzbeschichtungen
 Konstruktions-Empfehlungen als Voraussetzung für wirksame Korrosions-Schutzbeschichtungen HTU 1. Grundmaterial Da wir mit Temperaturen um 400 C arbeiten, müssen Werkstoffe verwendet werden, die solche
Konstruktions-Empfehlungen als Voraussetzung für wirksame Korrosions-Schutzbeschichtungen HTU 1. Grundmaterial Da wir mit Temperaturen um 400 C arbeiten, müssen Werkstoffe verwendet werden, die solche
ANIMATION - GRUNDLAGEN
 ANIMATION - GRUNDLAGEN Bei CAD-Programmen gibt es meist folgende Verfahren zur Erzeugung von : Festlegung von Schlüsselszenen, aus denen das Programm automatisch Zwischenbilder generiert ( Keyframing )
ANIMATION - GRUNDLAGEN Bei CAD-Programmen gibt es meist folgende Verfahren zur Erzeugung von : Festlegung von Schlüsselszenen, aus denen das Programm automatisch Zwischenbilder generiert ( Keyframing )
Muster-Richtlinien über Flächen für die Feuerwehr. Fassung Februar 2007
 Muster-Richtlinien über Flächen für die Feuerwehr Fassung Februar 2007 (zuletzt geändert durch Beschluss der Fachkommission Bauaufsicht vom Oktober 2009) Zur Ausführung des 5 MBO wird hinsichtlich der
Muster-Richtlinien über Flächen für die Feuerwehr Fassung Februar 2007 (zuletzt geändert durch Beschluss der Fachkommission Bauaufsicht vom Oktober 2009) Zur Ausführung des 5 MBO wird hinsichtlich der
Dokumentation Fräskopf 24.06.2013
 Dokumentation Fräskopf 24.06.2013 1 Beschreibung der PC-104 Funktionen. In dieser Beschreibung werden nur die Änderungen die mit einem konfigurierten Fräskopf entstehen behandelt und beschrieben. 1.1 Geänderte
Dokumentation Fräskopf 24.06.2013 1 Beschreibung der PC-104 Funktionen. In dieser Beschreibung werden nur die Änderungen die mit einem konfigurierten Fräskopf entstehen behandelt und beschrieben. 1.1 Geänderte
Lösung für die CNC Übung 1 (Fräsen)
") Lösung für die CNC Übung 1 (Fräsen) Rohmaterial des Werkstücks ist S235 siehe Zeichnung Leg. Stahl R m = bis 750 N/mm 2 Zeichnung: Werkzeug 1: Werkzeugposition: 1 Schruppfräser d=10 mm mit 4 Schneiden
Lösung für die CNC Übung 1 (Fräsen) Rohmaterial des Werkstücks ist S235 siehe Zeichnung Leg. Stahl R m = bis 750 N/mm 2 Zeichnung: Werkzeug 1: Werkzeugposition: 1 Schruppfräser d=10 mm mit 4 Schneiden
VERWENDETE BRICSCAD VERSION
 Dokumentation Bricscad VERWENDETE BRICSCAD VERSION Version 9.13.3 Build 16149 VERWENDETE CAM350 VERSION Version 8.7.1 Zweck der Dokumentation Mit dem Programm Bricscad sollen die Umrisse einer Platine
Dokumentation Bricscad VERWENDETE BRICSCAD VERSION Version 9.13.3 Build 16149 VERWENDETE CAM350 VERSION Version 8.7.1 Zweck der Dokumentation Mit dem Programm Bricscad sollen die Umrisse einer Platine
Verfasser: M. Krokowski, R. Dietrich Einzelteilzeichnung CATIA-Praktikum. Ableitung einer. Einzelteilzeichnung. mit CATIA P2 V5 R11
 Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Ableitung einer Einzelteilzeichnung mit CATIA P2 V5 R11 Inhaltsverzeichnis 1. Einrichten der Zeichnung...1 2. Erstellen der Ansichten...3 3. Bemaßung der Zeichnung...6 3.1 Durchmesserbemaßung...6 3.2 Radienbemaßung...8
Antreiben (Variante II) Du befindest dich in der Grundstellung, und das Diabolo dreht sich schon etwas. Jetzt schwingst du es weit nach rechts.
 Du befindest dich in der Grundstellung, und das Diabolo dreht sich schon etwas. Jetzt schwingst du es weit nach rechts.") Antreiben (Variante II) Du befindest dich in der Grundstellung, und das Diabolo dreht sich schon etwas. Jetzt schwingst du es weit nach rechts. Dabei kommt das Diabolo automatisch naher an deinen rechten
Antreiben (Variante II) Du befindest dich in der Grundstellung, und das Diabolo dreht sich schon etwas. Jetzt schwingst du es weit nach rechts. Dabei kommt das Diabolo automatisch naher an deinen rechten
Software Service. Inhaltsverzeichnis
 SSS Software Service Special GmbH sanweisung für SSS2000 (Upateinstallation) Für die unter Windows 10, 8, 7 und Vista beachten Sie bitte Seite 8. Inhaltsverzeichnis SSS2000 LOKAL Seite 1-2 SSS2000 NETZWERK
SSS Software Service Special GmbH sanweisung für SSS2000 (Upateinstallation) Für die unter Windows 10, 8, 7 und Vista beachten Sie bitte Seite 8. Inhaltsverzeichnis SSS2000 LOKAL Seite 1-2 SSS2000 NETZWERK
Die Welt der Winkel Eine Anleitung zur Arbeit. Seite 1. Eine Anleitung zur Arbeit
 Seite 1 40 Seite 2 Seite 2 Seite 3 Seite 4 Seite 5 Seite 6 9 Seite 10 13 Seite 14 17 Seite 18 21 Seite 22 25 Seite 26 29 Seite 30 33 Seite 34 36 Seite 37 40 Seite 41 44 Seite 45 48 Seite 49 52 Seite 53
Seite 1 40 Seite 2 Seite 2 Seite 3 Seite 4 Seite 5 Seite 6 9 Seite 10 13 Seite 14 17 Seite 18 21 Seite 22 25 Seite 26 29 Seite 30 33 Seite 34 36 Seite 37 40 Seite 41 44 Seite 45 48 Seite 49 52 Seite 53
Inhalt. Grundlagen: Drehrichtung des Werkzeuges 1. Grundlagen: Bearbeitungsrichtung / Frässtrategie 2
 Integrierte grafisch unterstützte Werkzeugverwaltung Inhalt Grundlagen: Drehrichtung des Werkzeuges 1 Grundlagen: Bearbeitungsrichtung / Frässtrategie 2 Grundlagen: Werkzeugkorrekturen / Werkzeuglänge
Integrierte grafisch unterstützte Werkzeugverwaltung Inhalt Grundlagen: Drehrichtung des Werkzeuges 1 Grundlagen: Bearbeitungsrichtung / Frässtrategie 2 Grundlagen: Werkzeugkorrekturen / Werkzeuglänge
Algebra 3.
 Algebra 3 www.schulmathe.npage.de Aufgaben 1. In einem kartesischen Koordinatensystem sind die Punkte A( 3), B( ) sowie für jedes a (a R) ein Punkt P a (a a a) gegeben. a) Zeigen Sie, dass alle Punkte
Algebra 3 www.schulmathe.npage.de Aufgaben 1. In einem kartesischen Koordinatensystem sind die Punkte A( 3), B( ) sowie für jedes a (a R) ein Punkt P a (a a a) gegeben. a) Zeigen Sie, dass alle Punkte
Fasenschneiden. Allgemeine Betrachtungen zum Fasenschneiden an NC-Maschinen
 Allgemeine Betrachtungen zum Fasenschneiden an NC-Maschinen IBE Software GmbH; Friedrich-Paffrath-Straße 41; 26389 Wilhelmshaven Fon: 04421-994357; Fax: 04421-994371; www.ibe-software.de; Info@ibe-software.de
Allgemeine Betrachtungen zum Fasenschneiden an NC-Maschinen IBE Software GmbH; Friedrich-Paffrath-Straße 41; 26389 Wilhelmshaven Fon: 04421-994357; Fax: 04421-994371; www.ibe-software.de; Info@ibe-software.de
Geräte-Handbuch ND 522/523
 Geräte-Handbuch ND 522/523 Deutsch (de) 7/2014 Bildschirm ND 522/523 Symbole der Statusleiste Seitenanzeige Setzen/ Nullen Bezugspunkt Werkzeug Vorschub Stoppuhr Maßeinheit Betriebsarten Achsbezeichnung
Geräte-Handbuch ND 522/523 Deutsch (de) 7/2014 Bildschirm ND 522/523 Symbole der Statusleiste Seitenanzeige Setzen/ Nullen Bezugspunkt Werkzeug Vorschub Stoppuhr Maßeinheit Betriebsarten Achsbezeichnung
Technische Daten. HURON Fräszentren MU-TECH
 HURON Fräszentren MU-TECH HURON FRÄSMASCHINEN GMBH 70839 Gerlingen Deutschland Tel 07156 92836-12 www.huron.eu verkauf@huron.de TechDaten_Huron_Masch_MU-TECH_Jan2015.doc Page n 1 und Beschreibung Maschinen
HURON Fräszentren MU-TECH HURON FRÄSMASCHINEN GMBH 70839 Gerlingen Deutschland Tel 07156 92836-12 www.huron.eu verkauf@huron.de TechDaten_Huron_Masch_MU-TECH_Jan2015.doc Page n 1 und Beschreibung Maschinen
Konstruktionen im Grundriß
 Konstruktionen im Grundriß Im Menü sind alle Funktionen untergebracht, die zur Entwurfskonstruktion im Grundriß benötigt werden (z. B. Konstruktion von Punkten, Linien, Linienzügen und
Konstruktionen im Grundriß Im Menü sind alle Funktionen untergebracht, die zur Entwurfskonstruktion im Grundriß benötigt werden (z. B. Konstruktion von Punkten, Linien, Linienzügen und
PROGRAMMIERHANDBUCH CNC-STEUERUNG ADCOS CNC 800. Version 1.12
 PROGRAMMIERHANDBUCH CNC-STEUERUNG ADCOS CNC 800 Version 1.12 ADCOS AG Wildischachenstrasse CH-5200 Brugg Internet: e-mail: http://www.adcos.ch mail@adcos.ch Alle Rechte vorbehalten. Vervielfältigungen,
PROGRAMMIERHANDBUCH CNC-STEUERUNG ADCOS CNC 800 Version 1.12 ADCOS AG Wildischachenstrasse CH-5200 Brugg Internet: e-mail: http://www.adcos.ch mail@adcos.ch Alle Rechte vorbehalten. Vervielfältigungen,
hochschule für angewandte wissenschaften CAD CATIA V5 Solids
 Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen Kolben Prüfer: Prof. Dr.-Ing. A. Belei Verfasser: Kamal Lahjouji 1 1. Konstruktionsbeschreibung des Kolbens mit Hilfe von CATIA V5 1.1 Profileingabe
Prof. Dr.-Ing. A. Belei CAD Catia Solids Arbeitsunterlagen Kolben Prüfer: Prof. Dr.-Ing. A. Belei Verfasser: Kamal Lahjouji 1 1. Konstruktionsbeschreibung des Kolbens mit Hilfe von CATIA V5 1.1 Profileingabe
Mögliche Lösung. Ebenen im Haus
 Lineare Algebra und Analytische Geometrie XX Ebenen im Raum Ebenen im Haus Ermitteln Sie die Koordinaten aller bezeichneten Punkte. Erstellen Sie für die Dachflächen E und E jeweils eine Ebenengleichung
Lineare Algebra und Analytische Geometrie XX Ebenen im Raum Ebenen im Haus Ermitteln Sie die Koordinaten aller bezeichneten Punkte. Erstellen Sie für die Dachflächen E und E jeweils eine Ebenengleichung
Digitale Typografie (SS 2016)
") Institut für Numerische Mathematik Dr. Andreas F. Borchert 9. April 06 Blatt 3 Digitale Typografie (SS 06) Abgabe bis zum 3. Mai 04, 0:00 Uhr Lernziele: Definition von Type-3-Schriftschnitten in PostScript
Institut für Numerische Mathematik Dr. Andreas F. Borchert 9. April 06 Blatt 3 Digitale Typografie (SS 06) Abgabe bis zum 3. Mai 04, 0:00 Uhr Lernziele: Definition von Type-3-Schriftschnitten in PostScript
FILOU NC. Überblick. Copyright 2012 FILOU Software GmbH. Inhalt
 FILOU NC Überblick Copyright 2012 FILOU Software GmbH Inhalt Die FILOUsophie... 2 Was will FILOU-NC können?... 2 Warum nur 2D?... 2 Zielgruppe... 2 Was muss der Anwender können?... 2 FILOU-NC, ein SixPack...
FILOU NC Überblick Copyright 2012 FILOU Software GmbH Inhalt Die FILOUsophie... 2 Was will FILOU-NC können?... 2 Warum nur 2D?... 2 Zielgruppe... 2 Was muss der Anwender können?... 2 FILOU-NC, ein SixPack...
Technologie Starre Leiterplatten Rev. 2.0 27.06.2013 - Für den aktuellsten Stand besuchen Sie bitte www.leiton.de
 Auswahloptionen und Eigenschaften Onlinekalkulation auf explizite Anfrage Mengen 1 Stück bis 2,5m² Gesamtfläche ab 1 Stück Lagenanzahl 1 bis 8 Lagen bis 18 Lagen Materialdicke (1- und 2-lagig) Materialdicke
Auswahloptionen und Eigenschaften Onlinekalkulation auf explizite Anfrage Mengen 1 Stück bis 2,5m² Gesamtfläche ab 1 Stück Lagenanzahl 1 bis 8 Lagen bis 18 Lagen Materialdicke (1- und 2-lagig) Materialdicke
Produktivitätssteigerung mit Pfiffner: Die Hydromat stand alone- Bearbeitungseinheit.
 Produktivitätssteigerung mit Pfiffner: Die Hydromat stand alone- Bearbeitungseinheit. Grössere Wettbewerbsfähigkeit Mehr Flexibilität Höhere Produktivität Ohne CNC-Steuerung stossen Rundtaktmaschinen an
Produktivitätssteigerung mit Pfiffner: Die Hydromat stand alone- Bearbeitungseinheit. Grössere Wettbewerbsfähigkeit Mehr Flexibilität Höhere Produktivität Ohne CNC-Steuerung stossen Rundtaktmaschinen an
Dokumentation Nutenfräsen
 Dokumentation Nutenfräsen Dokumentation für Version V1.0, Oberfläche HMI mit Zyklen zum Nutenfräsen Urheber: Hubert Kaltenbach, cnc-service.hk Thingstr. 5 70565 Stuttgart Homepage: www.cnc-teacher.de Email:
Dokumentation Nutenfräsen Dokumentation für Version V1.0, Oberfläche HMI mit Zyklen zum Nutenfräsen Urheber: Hubert Kaltenbach, cnc-service.hk Thingstr. 5 70565 Stuttgart Homepage: www.cnc-teacher.de Email:
Licom AlphaCAM 2010 R2, what s new
 Licom AlphaCAM 2010 R2 What s new Allgemein: In diesem Dokument haben wir Ihnen die geplanten Neuigkeiten bzgl. der kommenden Release AlphaCAM 2010 R2 zusammengestellt. Dieses Release ist das zweite Release
Licom AlphaCAM 2010 R2 What s new Allgemein: In diesem Dokument haben wir Ihnen die geplanten Neuigkeiten bzgl. der kommenden Release AlphaCAM 2010 R2 zusammengestellt. Dieses Release ist das zweite Release
Lotse itnc 530 NC-Software 340 420-xx Deutsch (de) 5/2002
 5/2002") Lotse itnc 530 NC-Software 340 420-xx Deutsch (de) 5/2002 Der Lotse Inhalt ist die Programmier-Hilfe für die HEIDENHAIN-Steuerung itnc 530 in Kurzfassung Eine vollständige Anleitung zum Programmieren und
Lotse itnc 530 NC-Software 340 420-xx Deutsch (de) 5/2002 Der Lotse Inhalt ist die Programmier-Hilfe für die HEIDENHAIN-Steuerung itnc 530 in Kurzfassung Eine vollständige Anleitung zum Programmieren und
r a t u Parametergleichung der Geraden durch den Punkt A mit dem Richtungsvektor u t R heisst Parameter
 8 3. Darstellung der Geraden im Raum 3.. Parametergleichung der Geraden Die naheliegende Vermutung, dass eine Gerade des Raumes durch eine Gleichung der Form ax + by + cz +d = 0 beschrieben werden kann
8 3. Darstellung der Geraden im Raum 3.. Parametergleichung der Geraden Die naheliegende Vermutung, dass eine Gerade des Raumes durch eine Gleichung der Form ax + by + cz +d = 0 beschrieben werden kann