Hightech by Gerster.
|
|
|
- Ruth Rothbauer
- vor 5 Jahren
- Abrufe
Transkript

1 Hightech by Gerster. 1


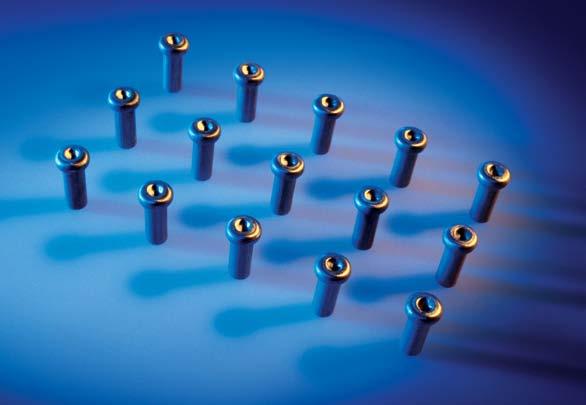
2 Hightech by Gerster: Der vielfältige Spezialist. Produkte aus Stahl, Guss, Aluminium oder Buntmetall gibt es zu Tausenden. Und die Ansprüche an deren Sicherheit, Zuverlässigkeit, Korrosionsbeständigkeit und Langlebigkeit sind mannigfaltig. Die Härterei Gerster AG ist seit 1950 der anerkannte Spezialist für technische Wärmebehandlungen mit internationaler Kundschaft. Das umfassende Leistungskonzept von der kompetenten Beratung bis zum vielfältigen Verfahrensangebot bietet für jede Art von Wärmebehandlungsanforderung individuelle Lösungen. Wärmebehandelt werden kleinste Teile für Uhren oder die Augenchirurgie bis sehr grosse Werkstücke für die Maschinenindustrie. Dank den über 100 verschiedenen Anlagen verteilt auf m 2 Produktionsfläche können sowohl schwere Einzelstücke als auch Kleinstteile in Millionenserie effizient bearbeitet werden. Die Zertifizierungen der Härterei Gerster AG: ISO 9001:2008, ISO/TS 16949:2009, ISO 13485:2003 und ISO 14001:2004. In einem kombinierten Prozess unter Vakuum im Hochtemperaturbereich gelötetes und gehärtetes Teil. 2

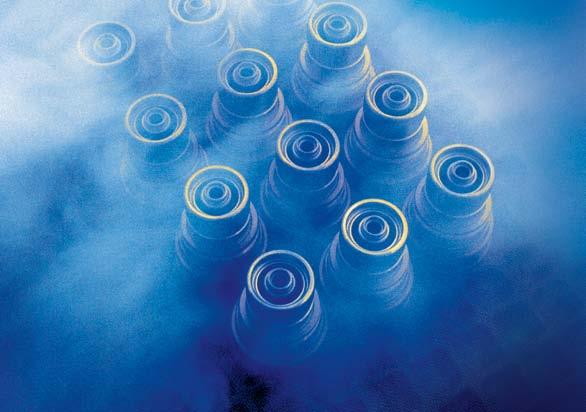
3 An mehreren Stellen partiell randschichtgehärtetes Bauteil. Das Gefüge und die Einhärtungstiefe werden im Labor anhand von Schliffen geprüft und protokolliert. 3


4 Hightech by Gerster: Das Randschichthärten. Beim Randschichthärten wird nur die randnahe Zone gehärtet. Der Bauteilkern behält seine zähen Eigenschaften. Die chemische Zusammensetzung bleibt unverändert. Grösse, Gestalt, Material und Einhärtungstiefe sowie die an das Werkstück gestellten Anforderungen entscheiden darüber, welches der unterschiedlichen Randschichthärte-Verfahren angewendet wird. Induktionshärten Bei der Induktionserwärmung wird die Wärme direkt im Werkstück erzeugt. Das vom Induktor erzeugte elektromagnetische Wechselfeld induziert im zu härtenden Werkstückbereich einen elektrischen Strom. Der Stromfluss bewirkt nur in den Randbereichen des Werkstückes eine rasche Erwärmung des Metalls. Abhängig von der Frequenz können Einhärtungstiefen von 0,2 bis 10 mm erzielt werden. Dabei gilt: Je tiefer die Frequenz, desto grösser die Einhärtungstiefe. Wir unterscheiden zwischen Hochfrequenz- (HF), Mittelfrequenz- (MF) und Zweifrequenzhärten (MF/HF). MF-Härtung einer 3,6 m langen Welle. Konturgetreue Zweifrequenzhärtung (HF/MF) eines Zahnrads. Bei der Härterei Gerster werden die für das Randschichthärten notwendigen Werkzeuge wie Induktoren, Brenner und Brausen intern gefertigt. Dadurch bleibt die Kompetenz vor Ort gebündelt und die Prozessentwicklungszeit kann kurz gehalten werden. Flammhärten Die Wärmezufuhr erfolgt über spezielle Brenner, die Abschreckung wie beim Induktionshärten mit Wasser, Polymerlösung, Öl oder Druckluft. Einhärtungstiefen von 1,5 bis 40 mm können realisiert werden. 4


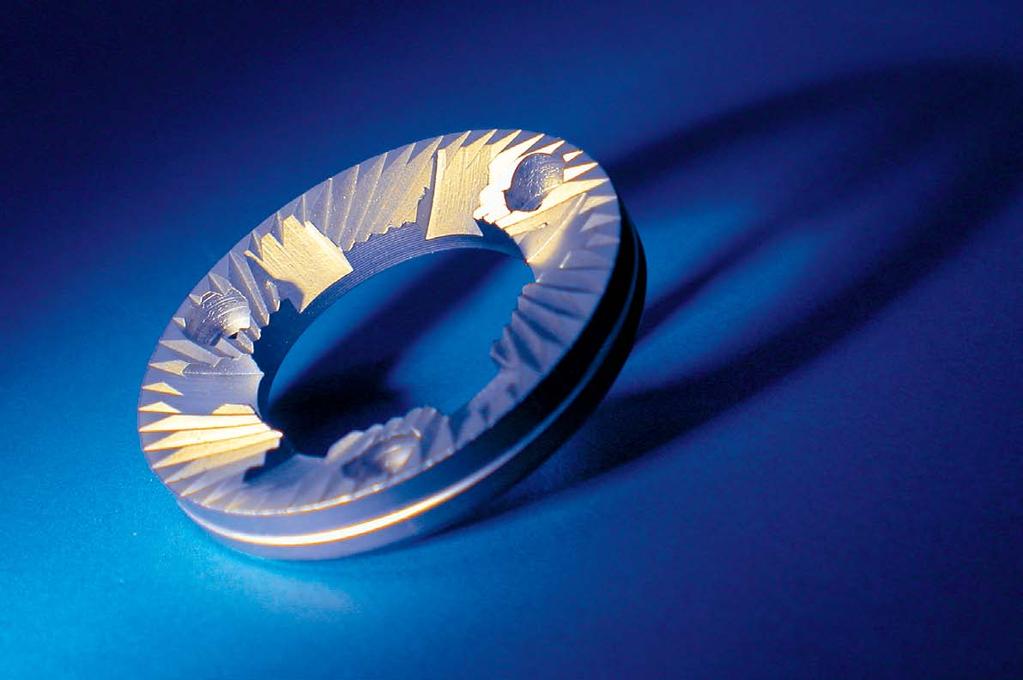
5 Horizontal-Flammhärteanlage, Spitzenweite 11 m, Durchmesser 800 mm. Flammgehärtete Kurvenscheibe (ohne Schlupfzone). 5
. Konturgenaues und verzugsarmes Härten dank Lasertechnologie.")


6 Hightech by Gerster: Die Lasertechnologie. Quer- und Längsschliffe zur Kontrolle der Laserhärtung. Lasergehärtete Laufflächen (verzugsarm). Konturgenaues und verzugsarmes Härten dank Lasertechnologie. Laserhärten Der Hochleistungsdiodenlaser erzeugt einen präzisen, energiereichen Laserstrahl. Beim Auftreffen des Strahls auf der Werkstückoberfläche wird Wärme erzeugt. Das Material wird dadurch örtlich schnell (> 1000 C/Sekunde) erwärmt und in einer Tiefe von 0,1 bis 1,0 mm umgewandelt. Die Wärmeableitung ins Werkstückinnere bewirkt eine Selbst abschreckung. Es entsteht eine gehärtete Spur mit feinstkörnigem Martensit. Der Wärmeeintrag und somit das Rissrisiko sind minimal. Ein Anlassen ist meist nicht notwendig. 6


7 Schaufel einer Dampfturbine mit lasergehärteter Eintrittskante (Material: Hochwarmfester Stahl). Unter Schutzgas lasergehärtete Dichtflächen (Material: Sphäroguss). 7
8 Hightech by Gerster: Die durchgreifend wirkenden Verfahren. 1 Vakuumhärteanlage mit Überdruckgasabschreckung. 2 Bauteile in Tiefkühlanlage. 3 Vakuumgehärtete, korrosionsbeständige Raspel für die Knochenchirurgie. 4 Ausscheidungsgehärtete Buchsen (Aluminiumlegierung). 5 Höchste Produktivität durch Verkettung von Härten, Reinigen und Anlassen im Durchlaufverfahren. Bei den durchgreifend wirkenden Verfahren wird das gesamte Bauteil in einer geschlossenen Ofenkammer auf Behandlungstemperatur gebracht. Dabei kommt es zu entscheidenden Gefügeumwandlungen. Je nach Anforderung wird die Ofenatmosphäre angepasst. Härten Beim Härten wird das Bauteil erwärmt und danach schnell abgekühlt (abgeschreckt). Durch die Gefügeumwandlung entsteht harter Martensit, der in einem anschliessenden Anlassvorgang entspannt wird. Die erreichbare Härte wird vom Kohlstoffgehalt bestimmt und beträgt bei härtbaren Stählen mindestens 0,2 %. Die Einhärtungstiefe wird durch die weiteren Legierungselemente beeinflusst. Härten unter Schutzgas Niedrig- und unlegierte Stähle werden in geregelter Atmosphäre erwärmt und im Öl abgeschreckt. Das kohlenstoffhaltige Schutzgas verhindert dabei das Ausdiffundieren des Kohlenstoffs, welcher für die Härtung nötig ist. Das Härteöl wird entsprechend der Stahlsorte und den Anforderungen an den Verzug ausgewählt. Härten im Vakuum Hochlegierte Stähle (z. B. Wärmarbeitsstähle, rostfreie Stähle) werden im Vakuum erwärmt und mittels Gasüberdruck (bis 12 bar) abgeschreckt. Die Oberfläche bleibt dabei metallisch blank. Vergüten Beim Vergüten werden Stähle mit einem Kohlenstoffgehalt zwischen 0,2 0,7 % zuerst gehärtet und anschliessend im Temperaturbereich C angelassen. Damit wird eine möglichst hohe Zähigkeit bei vorgegebener Festigkeit eingestellt. Hochlegierte Stähle werden bis zu 3 Mal angelassen. Ausscheidungshärten Das Prinzip des Ausscheidungshärtens unterscheidet sich stark vom Härten mittels Abschreckung. Aus einem homogenen Gefüge werden kleinste Teilchen ausgeschieden, welche den Werkstoff verfestigen. Dafür muss das Material zuerst in den lösungsgeglühten Zustand gebracht werden, bevor es anschliessend ausgelagert werden kann. Meistens wurde aber das Rohmaterial bereits im lösungsgeglühten Zustand eingekauft, sodass nach der Teilefertigung nur noch ausgelagert werden muss. Der Vorteil: Da keine Gefügeumwandlung stattfindet, ist das Auslagern sehr verzugsarm. Ausscheidungshärten Typische Typische möglich bei: Lösungsglühtemperatur Auslagerungstemperatur Aluminiumlegierungen C C Kupferlegierungen C C Maraging-Stähle C C Nickel-Basis-Legierungen C C Glühen Glühbehandlungen werden durchgeführt, um spezifische Gefügezustände einzustellen bzw. Spannungen abzubauen. Diese finden in der Regel und Schutzgas (z. B. N 2) statt. Die Abkühlung erfolgt langsam, sodass keine Härtung erfolgt. Spannungsarmglühen Beim Spannungsarmglühen ( C) werden innere Spannungen im Bauteil weitgehend abgebaut, ohne die anderen Eigenschaften wesentlich zu beeinflussen. Die dabei auftretenden Massänderungen müssen durch Bearbeitungszugaben berücksichtigt werden. Diese Wärmebehandlung empfiehlt sich insbesondere bei hochwertigen und präzisen Komponenten zwischen der Grob- und der Endbearbeitung. Weichglühen, Normalglühen, Rekristallisationsglühen Durch diese Glühbehandlungen können die ursprünglichen Eigenschaften des Materials wieder hergestellt oder unerwünschte Gefügeveränderungen beseitigt werden. Ziel: Das optimale Gefüge für die Weiterverarbeitung erzeugen. Beispiele: Beseitigung der Kaltverfestigung und Herstellung der Verformbarkeit, Homogenisierung des Gefüges nach dem Schweissen, Kornfeinung für beste Eigenschaften, Einformung der Karbide für wirtschaftlichere Zerspanung. Magnetweicheisenglühen Bauteile in elektrischen und elektronischen Anwendungen müssen möglichst geringe Energieverluste erzeugen (d. h. eine kleinstmögliche Koerzitiffeldstärke aufweisen). Diese Eigenschaften werden durch gezielte Glühbehandlungen und geregelte Abkühlung eingestellt. 8



9
10 Hightech by Gerster: Die thermochemischen Diffusionsverfahren. Für eine optimale Behandlungsqualität und Reproduzierbarkeit der Wärmebehandlungsprozesse werden die thermochemischen Diffusionsprozesse in computer gesteuerten Anlagen durchgeführt. Aufkohlen Anreichern der Randschicht eines Werkstückes mit Kohlenstoff durch thermochemische Behandlung. Gasnitrier-Verfahren Bei Be handlungstemperaturen von 480 bis 580 C wird der Rand bereich durch Einlagerung von Stickstoff und eventuell Kohlenstoff chemisch ver ä ndert. Mit einer dem neuesten Stand der Technik ent spre chenden Steuerung und Online- Nitrierkennzahlregelung können Aufbau und Zusammensetzung der Verbindungs- und Diffu sionsschicht gezielt eingestellt werden. Klassisches Gasnitrieren Anreichern der Randschicht mit Stickstoff. Temperaturbereich 480 bis 550 C. Behand lungs dauer liegt in der Regel zwischen 24 und 96 h. Gasnitrocarburieren (Nikotrieren) Anreichern der Randschicht mit Stickstoff und Kohlenstoff. Behandlungstemperatur 570 bis 580 C. Behandlungsdauer 2 bis 10 h. Gasnitrocarburieren mit Nachoxidieren (Pronox) Anschliessend ans Gasnitrocarburieren wird eine geregelte Oxidation durchgeführt. Dadurch wird die Korrosionsbeständigkeit verbessert, der Reibungskoeffizient wird kleiner. Nachoxidierte Teile weisen je nach Werkstoff eine dunkelgraue bis schwarze Oberfläche auf. Borieren Bei Behandlungstemperaturen im Bereich von ca. 800 bis 1000 C wird die Randschicht eines Werkstückes mit Bor angereichert; es bilden sich geschlossene Borid schichten. Die Härte dieser Schicht liegt, abhängig vom Werkstoff, innerhalb 1500 bis 2100 HV. Die hohe Härte, aber auch die besondere Struktur der Schicht bringen einen ausserordentlich guten Verschleisswiderstand. HARD-INOX (SolNit) Spezialverfahren für Edelstähle. Durch Randaufstickung wird eine Kombination von höchster Oberflächenhärte, zähem Kern und hervorragender Korrosionsbeständigkeit erreicht. HARD-INOX P erzeugt in ferritischen (z. B ) und martensitischen (z. B , ) Edelstählen einen harten und korrosionsbeständigen Randbereich. Die Oberflächenhärte erreicht 550 bis 750 HV mit einer Einhärtungstiefe von 0,1 bis 1,0 mm. HARD-INOX S bildet in Edelstählen eine 10 bis 30 µm starke S-Phase im Randbereich. Dadurch wird eine Oberflächenhärte von 900 bis 1200 HV in Kombination mit einer hervorragenden Korrosionsbeständigkeit erreicht. HARD-INOX S eignet sich für alle Edelstahlklassen, bietet aber bei austenitischen Edelstählen (z. B , ) die grössten Vorteile. Einsatzhärten Aufkohlen mit darauf folgender Härtung bei 850 bis 950 C. Beim Härten wird in der angereicherten Randschicht eine hohe Härte mit verbessertem Verschleisswiderstand erreicht. Carbonitrieren Wie Einsatzhärten, jedoch zusätzliche Anreicherung der Randschicht mit Stickstoff. Härten bei 780 bis 850 C. Mikropuls-Plasmanitrieren/-Plasmanitrocarburieren Die Randschicht wird bei Temperaturen von 400 bis 600 C durch Einlagerung von Stickstoff und eventuell Kohlenstoff chemisch verändert. Mit den Behandlungs parametern Temperatur, Zeit, Druck und Gasart können Aufbau und Zusammensetzung der Verbindungsund Diffusionsschicht gezielt eingestellt werden. 1 Pronox-behandelte Bride (Nitrocarburiert mit geregelter Nachoxidation). 2 Gasnitriertes Zahnrad. 3 Mikropuls-Plasmanitrieren. 4 HARD-INOX-P-behandelte Büchse. 5 Boriertes Teil. 10




11


12 Hightech by Gerster: Das Hartlöten. Bauteile aus verschiedenen metallischen Werkstoffen können miteinander dicht verbunden werden. Flamm-Lötanlage. Hartlöten unter Vakuum Das Hochtemperaturlöten unter Vakuum wird als Fügeverfahren bei präzisen, hoch beanspruchten Teilen eingesetzt. Verschiedene Stahlarten lassen sich untereinander, zusammen mit Buntmetallen, hochlegierten Werkstoffen, Hartmetall usw. fügen. Als Hartlote werden vorwiegend Kupfer, Nickel- und Edelmetall-Basis lote eingesetzt. Vakuumgelö te te Teile sind nach dem Löten blank. Hartlöten unter Schutzgas In Förderband-Durchlauföfen werden Serienteile flussmittelfrei unter Schutzgas gelötet. Hartlöten induktiv Beim induktiven Löten wird die Wärme durch einen im Werkstück induzier ten Wechselstrom erzeugt. Vorteilhaft ist die sehr kurze Aufwärmzeit. Die erwärmte Zone kann in engen Grenzen gehalten werden. Festigkeitswerte und Gefügeeigen schaften ausserhalb des gelöteten Bereichs werden nicht verändert. Hartlöten mit Flamme Für das Hartlöten von grösseren Werkstücken erfolgt die Erwärmung mittels Flamme. Der Einsatz mehrerer Brenner ermög licht eine optimale, der Werk stückgeometrie angepasste Erwärmung. 12

13 Hebel mit eingelötetem Bolzen. Die beiden Teile werden mit Kupfer unter Schutzgas gelötet und anschliessend einsatzgehärtet. 13
. 4 Robotergesteuerte Ultraschallprüfung einer Lötverbindung.")
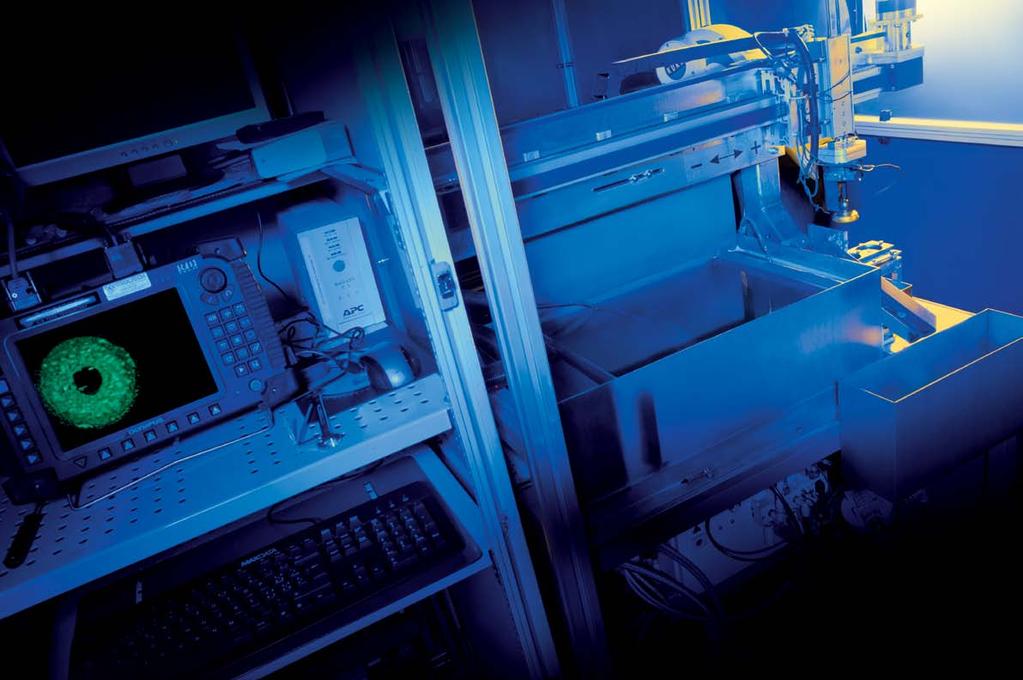
14 Hightech by Gerster: Die Beratung, das Labor und zusätzliche Dienstleistungen. Plasma-nitrierte Oberfläche mit Verbindungsschicht (Nitrierstahl). 1 Korrosionsmessungen mit EC-Pen. 2 Vollautomatische Richtanlage. 3 Metallographische Gefügeuntersuchungen am Mikroskop (bis 1000-fache Vergrösserung). 4 Robotergesteuerte Ultraschallprüfung einer Lötverbindung. 20 µm Durch die während Jahrzehnten gesammelte Erfahrung verfügen die Werkstoffspezialisten der Härterei Gerster über ein hohes Wissen in den Bereichen Materialien und deren Wärmebehandlung. Deswegen lohnt es sich, bereits in der Konzeptionsphase den Kontakt zu suchen und gemeinsam die optimale Lösung betreffend Werkstoffwahl und Wärmebehandlung zu definieren. Dank des modernen und vielseitigen Labors können auch die notwendigen Analysen, Untersuchungen und Qualitätskontrollen zeitnah gemacht werden. Die Beratung beginnt mit der einfachen Angabe von Härteparametern und kann bis zur gemeinsamen Werkstoffentwicklung inklusive Aufbau einer Wärmebehandlungslinie beim Kunden gehen. Gefügeuntersuchungen Metallografische Untersuchungen Materialanalysen (Spektral- und Infrarot-C-Analysen) Korrosionsmessungen Stromdichte-Potzentialkurven mit EC-Pen Wechseltauchprüfungen nach EN442 Zerstörungsfreie Prüfungen der Einhärtungstiefe Härteverlaufskurven Ermittlung von Abschreckkurven Prüfungen auf Rissfreiheit (Magnetpulver- und Farbeindringprüfung) Ultraschallprüfungen Vollautomatische Teile-Sortierung mit Mehrfrequenz-Wirbelstromprüfung Koerzitivfeldstärkenmessungen Schadenuntersuchungen Richten (manuell und vollautomatisch) Strahlen Workshops und Schulungen zu verschiedenen Themen der Wärmebehandlung Bauteil- und Systemoptimierungen Werkstoffgerechte Wärmebehandlungen Grundlagen der Wärmebehandlungen Wärmebehandlungsgerechte Konstruktionen 14



15

16 Härterei Gerster AG Güterstrasse 3 Postfach 4622 Egerkingen Schweiz Telefon +41 (0) Fax +41 (0) gersterag@gerster.ch Qualitätsmanagementsysteme ISO 9001:2008 ISO 14001:2004 Umwelt ISO/TS 16949:2009 Automobil ISO 13485:2003 Medizin Hightech by Gerster. Randschichthärten Induktionshärten Zweifrequenzhärten Flammhärten Lasertechnologie Laserhärten Durchgreifend wirkende Verfahren Härten unter Schutzgas Vakuumhärten mit Druckgasabschreckung Anlassen Vergüten Glühen unter Schutzgas Tiefkühlen bis 180 C Ausscheidungshärten Hartlöten Unter Vakuum Unter Schutzgas Induktiv Mit Flamme Thermochemische Diffusionsverfahren Aufkohlen Einsatzhärten Carbonitrieren Gasnitrieren Gasnitrocarburieren/Nikotrieren Pronox Micropuls-Plasmanitrieren Borieren Behandlung von rostfreien Stählen HARD-INOX, SolNit Beratung, Labor und zusätzliche Dienstleistungen 500/
Hightech by Gerster.
 Hightech by Gerster. 1 Der vielfältige Spezialist. Produkte aus Stahl, Guss, Aluminium oder Buntmetall gibt es zu Tausenden. Und die Ansprüche an deren Sicherheit, Zuverlässigkeit, Korrosionsbeständigkeit
Hightech by Gerster. 1 Der vielfältige Spezialist. Produkte aus Stahl, Guss, Aluminium oder Buntmetall gibt es zu Tausenden. Und die Ansprüche an deren Sicherheit, Zuverlässigkeit, Korrosionsbeständigkeit
Hightech by Gerster: Hartlöten.
 Hightech by Gerster: Hartlöten. 1 Hightech by Gerster: Neue technische und wirtschaftliche Möglichkeiten durch kombinierte Hochtemperatur- Hartlöt-Wärmebehandlungsprozesse. Das Hartlöten hat bei der Härterei
Hightech by Gerster: Hartlöten. 1 Hightech by Gerster: Neue technische und wirtschaftliche Möglichkeiten durch kombinierte Hochtemperatur- Hartlöt-Wärmebehandlungsprozesse. Das Hartlöten hat bei der Härterei
Hightech bei Gerster: Laserhärten.
 Hightech bei Gerster: Laserhärten. Hightech bei Gerster: Höchste Präzision für anspruchsvollste Bauteile. Vorteile. e Höchste Prozesssicherheit und Reproduzierbarkeit e Härten von fertig bearbeiteten Teilen
Hightech bei Gerster: Laserhärten. Hightech bei Gerster: Höchste Präzision für anspruchsvollste Bauteile. Vorteile. e Höchste Prozesssicherheit und Reproduzierbarkeit e Härten von fertig bearbeiteten Teilen
Hightech by Gerster: HARD-INOX : Für höhere Ansprüche an Verschleiss- und Korrosionsbeständigkeit.
 Hightech by Gerster: HARD-INOX : Für höhere Ansprüche an Verschleiss- und Korrosionsbeständigkeit. 1 Hightech by Gerster: Das HARD-INOX -Programm. Das HARD-INOX -Programm wurde durch die Härterei Gerster
Hightech by Gerster: HARD-INOX : Für höhere Ansprüche an Verschleiss- und Korrosionsbeständigkeit. 1 Hightech by Gerster: Das HARD-INOX -Programm. Das HARD-INOX -Programm wurde durch die Härterei Gerster
Welt der Wärmebehandlung. Härterei. Beratung. Contracting. HARD-INOX. Für höhere Ansprüche an Verschleiss- und Korrosionsbeständigkeit.
 Welt der Wärmebehandlung. Härterei. Beratung. Contracting. HARD-INOX. Für höhere Ansprüche an Verschleiss- und Korrosionsbeständigkeit. 1 Das HARD-INOX -Programm. Härte in Ordnung, aber Korrosionsbeständigkeit
Welt der Wärmebehandlung. Härterei. Beratung. Contracting. HARD-INOX. Für höhere Ansprüche an Verschleiss- und Korrosionsbeständigkeit. 1 Das HARD-INOX -Programm. Härte in Ordnung, aber Korrosionsbeständigkeit
Hightech bei Gerster: SolNit-A. SolNit-M.
 Hightech bei Gerster: SolNit-A. SolNit-M. Hightech bei Gerster: Die neuen Verfahren gegen Korrosion und Verschleiss. Schon seit langer Zeit besteht das Bedürfnis, korrosionsbeständige Stähle zu härten,
Hightech bei Gerster: SolNit-A. SolNit-M. Hightech bei Gerster: Die neuen Verfahren gegen Korrosion und Verschleiss. Schon seit langer Zeit besteht das Bedürfnis, korrosionsbeständige Stähle zu härten,
Hightech by Gerster: Borieren.
 Hightech by Gerster: Borieren. 1 Hightech by Gerster: Borieren, das Behandlungsverfahren für extrem beanspruchte Teile. Das Borieren ist ein thermochemisches Diffusionsverfahren. Bei Behandlungstemperaturen
Hightech by Gerster: Borieren. 1 Hightech by Gerster: Borieren, das Behandlungsverfahren für extrem beanspruchte Teile. Das Borieren ist ein thermochemisches Diffusionsverfahren. Bei Behandlungstemperaturen
Industriemeister/Metall
 Industriemeist er Metall Industriemei ster Metall Industriemeister Metall Industriemeister/Metall Ersteller: G. Liebl www.veraendern-macht-spass.com 1 Ersteller: G. Liebl www.veraendern-macht-spass.com
Industriemeist er Metall Industriemei ster Metall Industriemeister Metall Industriemeister/Metall Ersteller: G. Liebl www.veraendern-macht-spass.com 1 Ersteller: G. Liebl www.veraendern-macht-spass.com
1.9 WÄRMEBEHANDLUNG Welche Wärmebehandlungsverfahren kennen Sie? Was verstehen wir unter dem Begriff Glühen?
 1.9 WÄRMEBEHANDLUNG 1.9.1 Welche Wärmebehandlungsverfahren kennen Sie? Glühen, Härten, Vergüten, Randschichthärten, Einsatzhärten, Nitrieren, Carbonitrieren 1.9.2 Was verstehen wir unter dem Begriff Glühen?
1.9 WÄRMEBEHANDLUNG 1.9.1 Welche Wärmebehandlungsverfahren kennen Sie? Glühen, Härten, Vergüten, Randschichthärten, Einsatzhärten, Nitrieren, Carbonitrieren 1.9.2 Was verstehen wir unter dem Begriff Glühen?
Hightech by Gerster: Gasnitrieren.
 Hightech by Gerster: Gasnitrieren. Mit neuester Technologie zu Spitzenresultaten. Das Gasnitrieren gehört zur Gruppe der ther mochemischen Diffusionsverfahren. Bei Be handlungstemperaturen von 480 C bis
Hightech by Gerster: Gasnitrieren. Mit neuester Technologie zu Spitzenresultaten. Das Gasnitrieren gehört zur Gruppe der ther mochemischen Diffusionsverfahren. Bei Be handlungstemperaturen von 480 C bis
Ihr Spezialist. für induktive Härtung und Erwärmung. r INDUKTIVHÄRTEN r RICHTEN r KALIBRIEREN R INDUKTIVES SCHUTZGASHÄRTEN. r
 Induktivhärten Richten Kalibrieren Ihr Spezialist für induktive Härtung und Erwärmung r INDUKTIVHÄRTEN r RICHTEN r KALIBRIEREN R INDUKTIVES SCHUTZGASHÄRTEN r www.haerterei-rieker.de Unternehmen Qualität
Induktivhärten Richten Kalibrieren Ihr Spezialist für induktive Härtung und Erwärmung r INDUKTIVHÄRTEN r RICHTEN r KALIBRIEREN R INDUKTIVES SCHUTZGASHÄRTEN r www.haerterei-rieker.de Unternehmen Qualität
hwl-berlin.de hwl-berlin.de DIE HÄRTESTEN IN QUALITÄT INDUKTIONSHÄRTEN EINSATZHÄRTEN VAKUUMHÄRTEN HOCHVAKUUMLÖTEN PLASMANITRIEREN GASNITRIEREN
 hwl-berlin.de hwl-berlin.de DIE HÄRTESTEN IN QUALITÄT INDUKTIONSHÄRTEN EINSATZHÄRTEN VAKUUMHÄRTEN HOCHVAKUUMLÖTEN PLASMANITRIEREN GASNITRIEREN WER WIR SIND HWL IST ERFAHRUNG, BERATUNG UND SERVICE In den
hwl-berlin.de hwl-berlin.de DIE HÄRTESTEN IN QUALITÄT INDUKTIONSHÄRTEN EINSATZHÄRTEN VAKUUMHÄRTEN HOCHVAKUUMLÖTEN PLASMANITRIEREN GASNITRIEREN WER WIR SIND HWL IST ERFAHRUNG, BERATUNG UND SERVICE In den
Das Einsatzhärten. Vorwort
 Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
Eisenwerkstoffe, Legierungen Was sollen Sie mitnehmen?
 Was sollen Sie mitnehmen? Was ist Stahl, Qualitätsstahl und Edelstahl? Eisenbegleiter und Legierungselemente Wirkung von Kohlenstoff Welche Legierungselemente haben welche Wirkung? Grober Überblick über
Was sollen Sie mitnehmen? Was ist Stahl, Qualitätsstahl und Edelstahl? Eisenbegleiter und Legierungselemente Wirkung von Kohlenstoff Welche Legierungselemente haben welche Wirkung? Grober Überblick über
High Tech in der Wärmebehandlung
 HEKO Härtetechnik High Tech in der Wärmebehandlung HEKO Ketten GmbH Härtetechnik in Perfektion mit jahrzehntelanger Erfahrung und neuster Technologie Schon 1939 wurden bei HEKO Ketten in einer Topfofenglühanlage
HEKO Härtetechnik High Tech in der Wärmebehandlung HEKO Ketten GmbH Härtetechnik in Perfektion mit jahrzehntelanger Erfahrung und neuster Technologie Schon 1939 wurden bei HEKO Ketten in einer Topfofenglühanlage
HIGH -TECH KNOW-HOW in seiner besten Form. Härtetechnik - Nitriertechnik - Beschichtungstechnik. Härtetechnik. unter Schutzgas.
 HIGH -TECH KNOW-HOW in seiner besten Form. Wärmebehandlung unter Schutzgas Härtetechnik Härtetechnik - Nitriertechnik - Beschichtungstechnik Erfolgreiche Kunden sind unser Erfolg Wir führen in unserem
HIGH -TECH KNOW-HOW in seiner besten Form. Wärmebehandlung unter Schutzgas Härtetechnik Härtetechnik - Nitriertechnik - Beschichtungstechnik Erfolgreiche Kunden sind unser Erfolg Wir führen in unserem
MATERIALS CENTER LEOBEN FORSCHUNG GMBH. Wärmebehandlungslabor ZERTIFIZIERT S O KOMPETENZ & ZUVERLÄSSIGKEIT
 MATERIALS CENTER LEOBEN FORSCHUNG GMBH KOMPETENZ & ZUVERLÄSSIGKEIT I ISO 91 ZERTIFIZIERT S O 9 1 MATERIALS CENTER LEOBEN WÄRMEBEHANDLUNGSLABOR Unsere Expertise ist Ihr Gewinn Das Materials Center Leoben
MATERIALS CENTER LEOBEN FORSCHUNG GMBH KOMPETENZ & ZUVERLÄSSIGKEIT I ISO 91 ZERTIFIZIERT S O 9 1 MATERIALS CENTER LEOBEN WÄRMEBEHANDLUNGSLABOR Unsere Expertise ist Ihr Gewinn Das Materials Center Leoben
Einzigartig. Innovativ. Die Lasertechnologie von HMW.
 Einzigartig. Innovativ. Die Lasertechnologie von HMW. Möglicherweise ist es übertrieben, zu sagen es beginnt ein neues Zeitalter möglicherweise. Werte Kunden, liebe Partner! Ein neues Zeitalter kommt nicht
Einzigartig. Innovativ. Die Lasertechnologie von HMW. Möglicherweise ist es übertrieben, zu sagen es beginnt ein neues Zeitalter möglicherweise. Werte Kunden, liebe Partner! Ein neues Zeitalter kommt nicht
Härter als die Teutonen
 Härter als die Teutonen Kompetenz in der Härtetechnik 1975 gegründet als mittelständisches, familiengeführtes Unternehmen nehmen wir heute eine Vorreiterrolle im Bereich der modernen Werkzeugbehandlung
Härter als die Teutonen Kompetenz in der Härtetechnik 1975 gegründet als mittelständisches, familiengeführtes Unternehmen nehmen wir heute eine Vorreiterrolle im Bereich der modernen Werkzeugbehandlung
Übersicht über die Wärmebehandlungsverfahren bei Stahl. Werkstofftechnik, FHTW, Anja Pfennig
 Übersicht über die Wärmebehandlungsverfahren bei Stahl Werkstofftechnik, FHTW, Anja Pfennig Ziel Prinzip Weg, Temperaturführung T im EKD Nachteil GLÜHVERFAHREN Wärmebehandlung DIFFUSIONSGLÜHEN Ausgangsgefüge:
Übersicht über die Wärmebehandlungsverfahren bei Stahl Werkstofftechnik, FHTW, Anja Pfennig Ziel Prinzip Weg, Temperaturführung T im EKD Nachteil GLÜHVERFAHREN Wärmebehandlung DIFFUSIONSGLÜHEN Ausgangsgefüge:
HIGH-TECH KNOW-HOW in seiner besten Form. Härtetechnik - Nitriertechnik - Beschichtungstechnik. Härtetechnik. Vakuum-
 HIGH-TECH KNOW-HOW in seiner besten Form. Vakuum- Härtetechnik Erfolgreiche Kunden sind unser Erfolg Die Entwicklungsstufen Wir führen in unserem Bereich Härtetechnik folgende Wärmebehandlungen durch:
HIGH-TECH KNOW-HOW in seiner besten Form. Vakuum- Härtetechnik Erfolgreiche Kunden sind unser Erfolg Die Entwicklungsstufen Wir führen in unserem Bereich Härtetechnik folgende Wärmebehandlungen durch:
Was ist? Edelbaustahl / Stefan Eugster thyssenkrupp Materials Schweiz
 Was ist? Edelbaustahl 2016 / Stefan Eugster Edelbaustähle im thyssenkrupp-sortiment Einsatzstahl Vergütungsstahl Nitrierstahl Federstahl Kugellagerstahl Alle diese Stähle sind für eine Wärmebehandlung
Was ist? Edelbaustahl 2016 / Stefan Eugster Edelbaustähle im thyssenkrupp-sortiment Einsatzstahl Vergütungsstahl Nitrierstahl Federstahl Kugellagerstahl Alle diese Stähle sind für eine Wärmebehandlung
1 Verhalten der Eisenwerkstoffe 1 unter dem Einfluss der Zeit-Temperatur-Folge beim Wärmebehandeln Dieter Liedtke
 Inhaltsverzeichnis Herausgeber-Vorwort Autoren-Vorwort 1 Verhalten der Eisenwerkstoffe 1 unter dem Einfluss der Zeit-Temperatur-Folge beim Wärmebehandeln 1.1 Aufbau und Gefüge der Eisenwerkstoffe 1 1.1.1
Inhaltsverzeichnis Herausgeber-Vorwort Autoren-Vorwort 1 Verhalten der Eisenwerkstoffe 1 unter dem Einfluss der Zeit-Temperatur-Folge beim Wärmebehandeln 1.1 Aufbau und Gefüge der Eisenwerkstoffe 1 1.1.1
GASNITRIEREN GASNITRIEREN ÜBERSICHT STAND 12/2017 D. Dimensionen: ø max mm x 4500 mm. Gasnitrieren. Vollautomatischer Prozess
 GASNITRIEREN Gasnitrieren GASNITRIEREN Das Gasnitrieren ist eine Wärmebehandlung, bei der von unserer Seite aus keine Einflussmöglichkeit auf Härte und Verzug der Werkstücke besteht. In der Regel treten
GASNITRIEREN Gasnitrieren GASNITRIEREN Das Gasnitrieren ist eine Wärmebehandlung, bei der von unserer Seite aus keine Einflussmöglichkeit auf Härte und Verzug der Werkstücke besteht. In der Regel treten
Dilatometerversuch (ZTU-Diagramm)
") Dilatometerversuch (ZTU-Diagramm) Zweck der Wärmebehandlung: Werkstoffverhalten von Stahl lässt sich in starkem Maße beeinflussen Anpassung an Beanspruchung/Anwendung Eisen-Kohlenstoff-Diagramm: Stellt
Dilatometerversuch (ZTU-Diagramm) Zweck der Wärmebehandlung: Werkstoffverhalten von Stahl lässt sich in starkem Maße beeinflussen Anpassung an Beanspruchung/Anwendung Eisen-Kohlenstoff-Diagramm: Stellt
Wärmebehandlung. Was sollen Sie mitnehmen?
 Was sollen Sie mitnehmen? Mögliche Ziele einer Wärmebehandlung (WB) WB 1: Gezieltes Erwärmen (Glühverfahren) Normalglühen Glühen für beste Verarbeitung Spannungsarm glühen Rekristallisationsglühen Diffusionsglühen
Was sollen Sie mitnehmen? Mögliche Ziele einer Wärmebehandlung (WB) WB 1: Gezieltes Erwärmen (Glühverfahren) Normalglühen Glühen für beste Verarbeitung Spannungsarm glühen Rekristallisationsglühen Diffusionsglühen
Vakuumhärten. Durch die sehr hohe Abschreckleistung von bis zu 560 kw und Kühldrücke bis 15 bar sind selbst bei großen Querschnitten
 Wärmebehandlung Vakuumhärten Über 35 Jahre Erfahrung zeichnen Kind & Co. im Bereich des Vakuumhärtens von Stahl aus. Damit zählt Kind & Co. zu den ersten Pionieren, die sich mit dieser Technologie des
Wärmebehandlung Vakuumhärten Über 35 Jahre Erfahrung zeichnen Kind & Co. im Bereich des Vakuumhärtens von Stahl aus. Damit zählt Kind & Co. zu den ersten Pionieren, die sich mit dieser Technologie des
Cr-Mo-legierter Vergütungsstahl CrMo4
 Cr-Mo-legierter Vergütungsstahl 1.7223 Normenzuordnung Hauptanwendung Cr-Mo-legierter Vergütungsstahl C 0,38 0,44 Si 0,15 0,40 Mn 0,50 0,80 Cr 0,90 1,20 Mo 0,15 0,30 DIN 17212 1.7223 ISO 683-12 Der Stahl
Cr-Mo-legierter Vergütungsstahl 1.7223 Normenzuordnung Hauptanwendung Cr-Mo-legierter Vergütungsstahl C 0,38 0,44 Si 0,15 0,40 Mn 0,50 0,80 Cr 0,90 1,20 Mo 0,15 0,30 DIN 17212 1.7223 ISO 683-12 Der Stahl
Das Einsatzhärten. Vorwort
 Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
IHR STARKER PARTNER FÜR WÄRMEBEHANDLUNGEN
 IHR STARKER PARTNER FÜR WÄRMEBEHANDLUNGEN www.gm-vacutherm.de G + M VACUTHERM HÄRTEREI- UND OBERFLÄCHENTECHNIK GMBH Die G + M Vacutherm GmbH ist ein modernes Dienstleistungsunternehmen auf den Gebieten
IHR STARKER PARTNER FÜR WÄRMEBEHANDLUNGEN www.gm-vacutherm.de G + M VACUTHERM HÄRTEREI- UND OBERFLÄCHENTECHNIK GMBH Die G + M Vacutherm GmbH ist ein modernes Dienstleistungsunternehmen auf den Gebieten
IHR STARKER PARTNER FÜR WÄRMEBEHANDLUNGEN
 IHR STARKER PARTNER FÜR WÄRMEBEHANDLUNGEN G + M VACUTHERM HÄRTEREI- UND OBERFLÄCHENTECHNIK GMBH www.gm-vacutherm.de Die G + M Vacutherm GmbH ist ein modernes Dienstleistungsunternehmen auf den Gebieten
IHR STARKER PARTNER FÜR WÄRMEBEHANDLUNGEN G + M VACUTHERM HÄRTEREI- UND OBERFLÄCHENTECHNIK GMBH www.gm-vacutherm.de Die G + M Vacutherm GmbH ist ein modernes Dienstleistungsunternehmen auf den Gebieten
Löttechnik. Kompetenz verbindet
 Löttechnik Kompetenz verbindet Bodycote Der Partner Ihrer Wahl Exakt das Richtige. Und nichts anderes. Bodycote bietet ein umfassendes Angebot Wärmebehandlung, Oberflächentechnik, Heiß- Isostatisches Pressen
Löttechnik Kompetenz verbindet Bodycote Der Partner Ihrer Wahl Exakt das Richtige. Und nichts anderes. Bodycote bietet ein umfassendes Angebot Wärmebehandlung, Oberflächentechnik, Heiß- Isostatisches Pressen
CHRONIFER M-15X. Martensitischer härtbarer rostfreier Stahl für Automaten
 Besonderheiten & Haupteigenschaften Einsatz & Verwendungszweck Werkstoff Nummer und Normen Richtanalyse % Abmessungen und Toleranzen Ausführung, Abmessungen, Lieferform, Verfügbarkeit und mechanische Eigenschaften
Besonderheiten & Haupteigenschaften Einsatz & Verwendungszweck Werkstoff Nummer und Normen Richtanalyse % Abmessungen und Toleranzen Ausführung, Abmessungen, Lieferform, Verfügbarkeit und mechanische Eigenschaften
tgt HP 1996/97-4: Spannvorrichtung
 Durch Drehen des Exzenters wird über den Winkelhebel das Werkstück gespannt. Position Teil Werkstoff 1 Winkelhebel GS-52 (0,35 % C) 2 Stößel C 15 3 Exzenter C 60 4 Buchse SnSb8 Teilaufgaben: 1 Der GS-52
Durch Drehen des Exzenters wird über den Winkelhebel das Werkstück gespannt. Position Teil Werkstoff 1 Winkelhebel GS-52 (0,35 % C) 2 Stößel C 15 3 Exzenter C 60 4 Buchse SnSb8 Teilaufgaben: 1 Der GS-52
Pro Ion Die Härterei. 2 ProIon - Die Härterei.
 Pro Ion Die Härterei. 2 ProIon - Die Härterei. Ihre Vision ist unsere Leidenschaft. Dieser Leitspruch prägt uns seit über 20 Jahren und garantiert Ihnen als Kunden stetige Weiterentwicklung und die Präsenz
Pro Ion Die Härterei. 2 ProIon - Die Härterei. Ihre Vision ist unsere Leidenschaft. Dieser Leitspruch prägt uns seit über 20 Jahren und garantiert Ihnen als Kunden stetige Weiterentwicklung und die Präsenz
Werkstofftechnik für die Praxis
 Werkstofftechnik für die Praxis - Klassische Werkstoffe und innovative Entwicklungen - Die Aktivitäten des Labors Werkstofftechnik Folie 1 Die Aktivitäten des Labors liegen in zwei Schwerpunkten: Dienstleistungen
Werkstofftechnik für die Praxis - Klassische Werkstoffe und innovative Entwicklungen - Die Aktivitäten des Labors Werkstofftechnik Folie 1 Die Aktivitäten des Labors liegen in zwei Schwerpunkten: Dienstleistungen
Freiwilliger Übungstest 2 Wärmebehandlungen, physikalische Eigenschaften, Legierungen
 Werkstoffe und Fertigung I Wintersemester 2003/04 Freiwilliger Übungstest 2 Wärmebehandlungen, physikalische Eigenschaften, Legierungen Donnerstag, 13. Mai 2004, 08.15 10.00 Uhr Name Vorname Legi-Nummer
Werkstoffe und Fertigung I Wintersemester 2003/04 Freiwilliger Übungstest 2 Wärmebehandlungen, physikalische Eigenschaften, Legierungen Donnerstag, 13. Mai 2004, 08.15 10.00 Uhr Name Vorname Legi-Nummer
WÄRMEBEHANDLUNG HÄRTEN. Holen Sie das Maximum aus jedem Ihrer Stahlwerkstoffe.
 WÄRMEBEHANDLUNG HÄRTEN Holen Sie das Maximum aus jedem Ihrer Stahlwerkstoffe www.hot-online.de WÄRMEBEHANDLUNG VAKUUMHÄRTEN Mit dem umweltfreundlichen Verfahren der Vakuumtechnik werden bei H-O-T mittel-
WÄRMEBEHANDLUNG HÄRTEN Holen Sie das Maximum aus jedem Ihrer Stahlwerkstoffe www.hot-online.de WÄRMEBEHANDLUNG VAKUUMHÄRTEN Mit dem umweltfreundlichen Verfahren der Vakuumtechnik werden bei H-O-T mittel-
Nah am Kunden. Wärmebehandlung von Werkzeugteilen
 Nah am Kunden Wärmebehandlung von Werkzeugteilen Kompetenz und Erfahrung in der Wärmebehandlung von Werkzeugteilen Qualität, Standzeit und Zuverlässigkeit sind wichtige Anforderungen bei der Wärmebehandlung
Nah am Kunden Wärmebehandlung von Werkzeugteilen Kompetenz und Erfahrung in der Wärmebehandlung von Werkzeugteilen Qualität, Standzeit und Zuverlässigkeit sind wichtige Anforderungen bei der Wärmebehandlung
Präzise und zuverlässig Härtetechnik
 www.rubig.com Präzise und zuverlässig Härtetechnik RÜBIG Plasmanitrieren PLASNIT & RÜBIG Gasnitrieren R.NIT+ Oberflächenhärteverfahren mittels Diffusion von Stickstoff Durch die von RÜBIG entwickelte MICROPULS
www.rubig.com Präzise und zuverlässig Härtetechnik RÜBIG Plasmanitrieren PLASNIT & RÜBIG Gasnitrieren R.NIT+ Oberflächenhärteverfahren mittels Diffusion von Stickstoff Durch die von RÜBIG entwickelte MICROPULS
Prof. Dr.-Ing. Uwe Reinert. 7. Wärmebehandlung. Fachbereich Abteilung Maschinenbau HOCHSCHULE BREMEN UNIVERSITY OF APPLIED SCIENCES
 7. Wärmebehandlung Was ist das? Prozeß zur positiven Beeinflussung der Verarbeitungsund Gebrauchseigenschaften metallischer Werkstoffe im festen Zustand durch Veränderung ihrer Struktur. Wie geht das?
7. Wärmebehandlung Was ist das? Prozeß zur positiven Beeinflussung der Verarbeitungsund Gebrauchseigenschaften metallischer Werkstoffe im festen Zustand durch Veränderung ihrer Struktur. Wie geht das?
Bachelorprüfung. "Werkstofftechnik der Metalle" am
 Institut für Eisenhüttenkunde Department of Ferrous Metallurgy Bachelorprüfung "Werkstofftechnik der Metalle" am 24.07.2013 Name: Matrikelnummer: Aufgabe Maximale Punkte 1 6 2 4 3 5 4 6 5 4 6 3 7 4 8 4
Institut für Eisenhüttenkunde Department of Ferrous Metallurgy Bachelorprüfung "Werkstofftechnik der Metalle" am 24.07.2013 Name: Matrikelnummer: Aufgabe Maximale Punkte 1 6 2 4 3 5 4 6 5 4 6 3 7 4 8 4
Härten Glühen Schmelzen Löten Schweißen
 Ing. Günter Benkowsky Induktionserwärmung Härten Glühen Schmelzen Löten Schweißen Grundlagen und praktische Anleitungen für Induktionserwärmungsverfahren, insbesondere auf dem Gebiet der Hochfrequenzerwärmung
Ing. Günter Benkowsky Induktionserwärmung Härten Glühen Schmelzen Löten Schweißen Grundlagen und praktische Anleitungen für Induktionserwärmungsverfahren, insbesondere auf dem Gebiet der Hochfrequenzerwärmung
Bachelorprüfung. Werkstofftechnik der Metalle
 Bachelorprüfung Werkstofftechnik der Metalle 05.09.2016 Name: Matrikelnummer: Unterschrift: Aufgabe Punkte: Erreichte Punkte: 1 6 2 5.5 3 6 4 5 5 9.5 6 6 7 8 8 10 9 9 10 8 11 5 12 7 13 6 14 4 15 5 Punkte
Bachelorprüfung Werkstofftechnik der Metalle 05.09.2016 Name: Matrikelnummer: Unterschrift: Aufgabe Punkte: Erreichte Punkte: 1 6 2 5.5 3 6 4 5 5 9.5 6 6 7 8 8 10 9 9 10 8 11 5 12 7 13 6 14 4 15 5 Punkte
In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Leitung Dr.-Ing. Dieter Liedtke, Ludwigsburg
 Leitung Dr.-Ing. Dieter Liedtke, Ludwigsburg") TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Maschinenbau, Produktion und Fahrzeugtechnik
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Maschinenbau, Produktion und Fahrzeugtechnik
Wärmebehandlung von Stählen. 1. Klassifizierung / Definition WB 2. Verschiedene thermische WB 3. Thermochemische Verfahren
 1 Wärmebehandlung von Stählen 1. Klassifizierung / Definition WB 2. Verschiedene thermische WB 3. Thermochemische Verfahren Werkstoffkunde HWK Schwerin 2015 2017 1. Klassifizierung / Definition WB Unter
1 Wärmebehandlung von Stählen 1. Klassifizierung / Definition WB 2. Verschiedene thermische WB 3. Thermochemische Verfahren Werkstoffkunde HWK Schwerin 2015 2017 1. Klassifizierung / Definition WB Unter
Aktuelle Kompetenzen, Fähigkeiten, Ressourcen & Anwendungsfelder
 Aktuelle en, Fähigkeiten, Ressourcen & Anwendungsfelder Härterei Michael Welser GmbH 2017 Datum: 11.10.2017 Härterei Michael Welser GmbH Die Härterei Michael Welser GmbH unterstützt ihre Kunden seit Jahren
Aktuelle en, Fähigkeiten, Ressourcen & Anwendungsfelder Härterei Michael Welser GmbH 2017 Datum: 11.10.2017 Härterei Michael Welser GmbH Die Härterei Michael Welser GmbH unterstützt ihre Kunden seit Jahren
PH-X Supra höchste Rost- und Säurebeständigkeit
 1.2892 höchste Rost- und Säurebeständigkeit Status: März 2012 Neuer Kunststoffformenstahl Chemische Zusammensetzung Analyse C 0,05 Si 0,30 Mn 0,50 Cr 15,0 Ni 4,50 Cu 3,50 Nb + Lieferhärte ~ 40 HRC Alternative
1.2892 höchste Rost- und Säurebeständigkeit Status: März 2012 Neuer Kunststoffformenstahl Chemische Zusammensetzung Analyse C 0,05 Si 0,30 Mn 0,50 Cr 15,0 Ni 4,50 Cu 3,50 Nb + Lieferhärte ~ 40 HRC Alternative
TEPZZ Z 9_6_A_T EP A1 (19) (11) EP A1 (12) EUROPÄISCHE PATENTANMELDUNG
 (11) EP A1 (12) EUROPÄISCHE PATENTANMELDUNG") (19) TEPZZ Z 9_6_A_T (11) EP 3 029 161 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 08.06.16 Patentblatt 16/23 (21) Anmeldenummer: 1419606.8 (1) Int Cl.: C21D 1/ (06.01) C21D 9/32 (06.01)
(19) TEPZZ Z 9_6_A_T (11) EP 3 029 161 A1 (12) EUROPÄISCHE PATENTANMELDUNG (43) Veröffentlichungstag: 08.06.16 Patentblatt 16/23 (21) Anmeldenummer: 1419606.8 (1) Int Cl.: C21D 1/ (06.01) C21D 9/32 (06.01)
Ed l e ä st hl ähle Svetlana Seibel Simone Bög e Bög r e s r hausen s
 Edelstähle Svetlana Seibel Simone Bögershausen Inhalt Definition Unlegierte Edelstähle Legierte Edelstähle Beispiele Klassifizierung Quellen Definition Legierte oder unlegierte Stähle mit besonderem Rihit
Edelstähle Svetlana Seibel Simone Bögershausen Inhalt Definition Unlegierte Edelstähle Legierte Edelstähle Beispiele Klassifizierung Quellen Definition Legierte oder unlegierte Stähle mit besonderem Rihit
LWZ. Wir gehen für Sie durchs Feuer. Löttechnik. Wärmebehandlung. Zerspanung.
 LWZ. Wir gehen für Sie durchs Feuer. Löttechnik. Wärmebehandlung. Zerspanung. HERZLICH WILLKOMMEN Produktion Halle 2 Wir gehören zu den gefragten Partnern in den Branchen F & E Lager Produktion Halle 1
LWZ. Wir gehen für Sie durchs Feuer. Löttechnik. Wärmebehandlung. Zerspanung. HERZLICH WILLKOMMEN Produktion Halle 2 Wir gehören zu den gefragten Partnern in den Branchen F & E Lager Produktion Halle 1
VIKING. Werkzeugstahl für das Schneiden und Umformen von stärkerem Schnittgut
 Werkzeugstahl für das Schneiden und Umformen von stärkerem Schnittgut Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere
Werkzeugstahl für das Schneiden und Umformen von stärkerem Schnittgut Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere
WÄRMEBEHANDLUNG NITRIEREN. Bessere Performance für Ihre Werkstoffe.
 WÄRMEBEHANDLUNG NITRIEREN Bessere Performance für Ihre Werkstoffe www.hot-online.de WÄRMEBEHANDLUNG NITRIEREN Das Nitrieren ist eine thermochemische Behandlung zur Anreicherung der Randzone eines Werkstücks
WÄRMEBEHANDLUNG NITRIEREN Bessere Performance für Ihre Werkstoffe www.hot-online.de WÄRMEBEHANDLUNG NITRIEREN Das Nitrieren ist eine thermochemische Behandlung zur Anreicherung der Randzone eines Werkstücks
ALDUCTO Qualitäts-Induktionshärterei. Induktivhärten reduziert die Kosten Löten schafft die günstige Verbindung
 ALDUCTO Qualitäts-Induktionshärterei Induktivhärten reduziert die Kosten Löten schafft die günstige Verbindung 2 1 3 ALDUCTO Partner und Zulieferant 1983 als spezialisiertes Zulieferunternehmen gegründet,
ALDUCTO Qualitäts-Induktionshärterei Induktivhärten reduziert die Kosten Löten schafft die günstige Verbindung 2 1 3 ALDUCTO Partner und Zulieferant 1983 als spezialisiertes Zulieferunternehmen gegründet,
5. E I S E N. 5.1 Allgemeines. Dichte von Eisen: 7,8 kg/dm 3 Dichte Von Kohlenstoff: 2,0 kg/dm 3 Schmelzpunkt: 1150 C bis 1536 C
 5. E I S E N 5.1 Allgemeines Dichte von Eisen: 7,8 kg/dm 3 Dichte Von Kohlenstoff: 2,0 kg/dm 3 Schmelzpunkt: 1150 C bis 1536 C Chemisch reines Eisen wird Ferrit genannt und wird in der Technik nicht verwendet.
5. E I S E N 5.1 Allgemeines Dichte von Eisen: 7,8 kg/dm 3 Dichte Von Kohlenstoff: 2,0 kg/dm 3 Schmelzpunkt: 1150 C bis 1536 C Chemisch reines Eisen wird Ferrit genannt und wird in der Technik nicht verwendet.
Zerstörungsfreie Gefügeprüfung mit magnetinduktiven Verfahren zur 100% Prüfung. Arnold Horsch
 Zerstörungsfreie Gefügeprüfung mit magnetinduktiven Verfahren zur 100% Prüfung Arnold Horsch Inhalt Warum zerstörungsfreie Prüfung Stichprobe oder 100% Prüfung Grundlagen der Wirbelstromprüfung Was ist
Zerstörungsfreie Gefügeprüfung mit magnetinduktiven Verfahren zur 100% Prüfung Arnold Horsch Inhalt Warum zerstörungsfreie Prüfung Stichprobe oder 100% Prüfung Grundlagen der Wirbelstromprüfung Was ist
Einteilung der Stähle nach
 Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
Einteilung der Stähle nach chemischer Zusammensetzung und Gebrauchseigenschaft Unlegierter legierter Stahl, nicht rostender Stahl, Qualitätsstahl, Edelstahl Gefügeausbildung ferritischer, perlitischer,
In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Leitung Dr.-Ing. Dieter Liedtke, Ludwigsburg
 Leitung Dr.-Ing. Dieter Liedtke, Ludwigsburg") TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Unterstützt durch das Ministerium
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Unterstützt durch das Ministerium
Bauteiloptimierung durch gezielten Einsatz des Plasmanitrierens. Reinhard Holecek MSc
 Bauteiloptimierung durch gezielten Einsatz des Plasmanitrierens Reinhard Holecek MSc Wer bin ich? Werkstoffwissenschafter Metallkunde: Schwerpunkt Stahl und Wärmebehandlung Korrosionskunde, Nitrierprozesse
Bauteiloptimierung durch gezielten Einsatz des Plasmanitrierens Reinhard Holecek MSc Wer bin ich? Werkstoffwissenschafter Metallkunde: Schwerpunkt Stahl und Wärmebehandlung Korrosionskunde, Nitrierprozesse
Ipsen HeatTec. Über Ipsen. Schulungen zur Wärmebehandlung SEMINAR FÜR VAKUUMÖFEN- UND VERFAHRENSTECHNIK.
 SEMINAR FÜR VAKUUMÖFEN- UND VERFAHRENSTECHNIK. Grundlagen Prozesse Sicherheit Über Ipsen. Ipsen steht für Innovationen und hervorragende Leistungen. Mit mehr als 65 Jahren Erfahrung auf dem Gebiet der
SEMINAR FÜR VAKUUMÖFEN- UND VERFAHRENSTECHNIK. Grundlagen Prozesse Sicherheit Über Ipsen. Ipsen steht für Innovationen und hervorragende Leistungen. Mit mehr als 65 Jahren Erfahrung auf dem Gebiet der
Wärmebehandlung SRT GmbH
 SRT GmbH Streichhoffeld 3 D-73457 Essingen Telefon +49 (7365) 9237-100 Telefax +49 (7365) 9237-101 info@srt-aalen.de www.srt-aalen.de Ein Dienstleistungsunternehmen der AIMD Firmengruppe Wärmebehandlung
SRT GmbH Streichhoffeld 3 D-73457 Essingen Telefon +49 (7365) 9237-100 Telefax +49 (7365) 9237-101 info@srt-aalen.de www.srt-aalen.de Ein Dienstleistungsunternehmen der AIMD Firmengruppe Wärmebehandlung
Entdecken Sie die Vielfalt
 Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Titan wurde erstmals 1791 in England entdeckt. Etwa 150
Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Titan wurde erstmals 1791 in England entdeckt. Etwa 150
Inhaltsverzeichnis VIII
 A Grundlagen der Eisenwerkstoffe 3 A.1 Konstitution............................. 3 A.1.1 Reines Eisen........................ 5 A.1.2 Eisen-Kohlenstoff...................... 9 A.1.2.1 System Eisen-Zementit.............
A Grundlagen der Eisenwerkstoffe 3 A.1 Konstitution............................. 3 A.1.1 Reines Eisen........................ 5 A.1.2 Eisen-Kohlenstoff...................... 9 A.1.2.1 System Eisen-Zementit.............
Was wir für Sie leisten.
 Was wir für Sie leisten. QUALITÄTSMANAGEMENT & LABORLEISTUNGEN Härteberatung, Wertstoffanalysen, Härteverlauf, Gefügeuntersuchung, Härteprotokolle, Salzsprühnebeltest, Magnetpulver-Rissprüfung, Lohndienstleistungen
Was wir für Sie leisten. QUALITÄTSMANAGEMENT & LABORLEISTUNGEN Härteberatung, Wertstoffanalysen, Härteverlauf, Gefügeuntersuchung, Härteprotokolle, Salzsprühnebeltest, Magnetpulver-Rissprüfung, Lohndienstleistungen
Betreuer: M.Sc. A. Zafari
 3. Übung Werkstoffkunde I (Teil 2) SS 10 Stahl: Normgerechte Bezeichnungen, Legierungsund Begleitelemente, Wärmebehandlungen Betreuer: M.Sc. A. Zafari Institut für Werkstoffanwendungen im Maschinenbau
3. Übung Werkstoffkunde I (Teil 2) SS 10 Stahl: Normgerechte Bezeichnungen, Legierungsund Begleitelemente, Wärmebehandlungen Betreuer: M.Sc. A. Zafari Institut für Werkstoffanwendungen im Maschinenbau
tgt HP 2011/12-2: Münzpresse
 tgt HP 2011/12-2: Münzpresse Die 1-Euromünze wird mit einer Prägepresse hergestellt. Dabei wird der Rohling zwischen einem feststehenden (oben) und einem beweglichen Prägestempel umgeformt. Durch einen
tgt HP 2011/12-2: Münzpresse Die 1-Euromünze wird mit einer Prägepresse hergestellt. Dabei wird der Rohling zwischen einem feststehenden (oben) und einem beweglichen Prägestempel umgeformt. Durch einen
Wärmebehandlung von Eisenwerkstoffen II
 Wärmebehandlung von Eisenwerkstoffen II Nitrieren und Nitrocarburieren Dr.-Ing. Dieter Liedtke Dr. Ulrich Baudis Dr. Joachim Boßlet Dr.-Ing. Uwe Huchel Dr.-Ing. Heinrich Klümper-Westkamp Dr.-Ing. Wolfgang
Wärmebehandlung von Eisenwerkstoffen II Nitrieren und Nitrocarburieren Dr.-Ing. Dieter Liedtke Dr. Ulrich Baudis Dr. Joachim Boßlet Dr.-Ing. Uwe Huchel Dr.-Ing. Heinrich Klümper-Westkamp Dr.-Ing. Wolfgang
Öfen zum Anlassen, Tiefkühlen und Nitrieren
 Öfen zum Anlassen, Tiefkühlen und Nitrieren Öfen zum Anlassen, Tiefkühlen und Nitrieren Kammerofen Typ GWQ 151124 Standard oder individuell? Anlassöfen für jeden Bedarf SYSTHERMS bietet Ihnen für Ihre
Öfen zum Anlassen, Tiefkühlen und Nitrieren Öfen zum Anlassen, Tiefkühlen und Nitrieren Kammerofen Typ GWQ 151124 Standard oder individuell? Anlassöfen für jeden Bedarf SYSTHERMS bietet Ihnen für Ihre
Produktkatalog Standardqualitäten
 Produktkatalog Standardqualitäten Werkzeugstähle Werkst.-Nr. Seite 1.1730 C45W 4 1.2083 X42Cr13 4 1.2083 ESU X42Cr13 ESU 4 1.2085 X33CrS16 4 1.2162 21MnCr5 4 1.2210 115CrV3 4 1.2311 40CrMnMo7 4 1.2312
Produktkatalog Standardqualitäten Werkzeugstähle Werkst.-Nr. Seite 1.1730 C45W 4 1.2083 X42Cr13 4 1.2083 ESU X42Cr13 ESU 4 1.2085 X33CrS16 4 1.2162 21MnCr5 4 1.2210 115CrV3 4 1.2311 40CrMnMo7 4 1.2312
Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen. 8., überarbeitete und erweiterte Auflage
 Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Lohrmann. Lueb Kleine Werkstoffkunde für das Schweißen von Stahl und Eisen 8., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 8. Auflage 1 Entwicklung der Eisen- und Stahlerzeugung
Der ELTROPULS-Versuch - eine einfache und kostengünstige Methode zur Vorhersage von Nitrierergebnissen
 Der ELTROPULS-Versuch - eine einfache und kostengünstige Methode zur Vorhersage von Nitrierergebnissen U.Huchel, S.Strämke, F.Koch, U.Koch ELTRO GmbH 1. Einleitung Eine Vielzahl von Bauteilen wird hauptsächlich
Der ELTROPULS-Versuch - eine einfache und kostengünstige Methode zur Vorhersage von Nitrierergebnissen U.Huchel, S.Strämke, F.Koch, U.Koch ELTRO GmbH 1. Einleitung Eine Vielzahl von Bauteilen wird hauptsächlich
Wir gehen für Sie durchs Feuer!
 LWZ Wir gehen für Sie durchs Feuer! LWZ GmbH & Co. KG D-59457 Werl Vom Hartlöten und Wärmebehandeln einzelner Stähle... LWZ ist eines der modernsten Dienstleistungsunternehmen im Bereich Löttechnik und
LWZ Wir gehen für Sie durchs Feuer! LWZ GmbH & Co. KG D-59457 Werl Vom Hartlöten und Wärmebehandeln einzelner Stähle... LWZ ist eines der modernsten Dienstleistungsunternehmen im Bereich Löttechnik und
Bestimmung des Restaustenitgehaltes carbonitrierter Randschichten mit röntgenographischen und magnetinduktiven Messverfahren
 Bestimmung des Restaustenitgehaltes carbonitrierter Randschichten mit röntgenographischen und magnetinduktiven Messverfahren Dawid Nadolski 04.11.2008 IWT Bremen Werkstofftechnik Gliederung 1. Carbonitrieren
Bestimmung des Restaustenitgehaltes carbonitrierter Randschichten mit röntgenographischen und magnetinduktiven Messverfahren Dawid Nadolski 04.11.2008 IWT Bremen Werkstofftechnik Gliederung 1. Carbonitrieren
ESU Korrosionsbeständiger Formenstahl*
 1.2083 ESU Korrosionsbeständiger Formenstahl* DIN-BEZEICHNUNG X42Cr13 ESU WERKSTOFFEIGENSCHFTEN** Gute Korrosionsbeständigkeit* Gute Polierbarkeit Hohe Härteannahme Reine und homogene Gefügestruktur CHEMISCHE
1.2083 ESU Korrosionsbeständiger Formenstahl* DIN-BEZEICHNUNG X42Cr13 ESU WERKSTOFFEIGENSCHFTEN** Gute Korrosionsbeständigkeit* Gute Polierbarkeit Hohe Härteannahme Reine und homogene Gefügestruktur CHEMISCHE
INTELLIGENTE LÖSUNGEN
 INTELLIGENTE LÖSUNGEN IN METALL LÖTTECHNIK WÄRMEBEHANDLUNG ROHRBIEGEN KOMPLETTBAUGRUPPEN 1 UNSERE HIGHLIGHTS 2009 Gründung des Unternehmens 2010 Die erste Biegemaschine wird angeschafft Erstmalige Zertifizierung
INTELLIGENTE LÖSUNGEN IN METALL LÖTTECHNIK WÄRMEBEHANDLUNG ROHRBIEGEN KOMPLETTBAUGRUPPEN 1 UNSERE HIGHLIGHTS 2009 Gründung des Unternehmens 2010 Die erste Biegemaschine wird angeschafft Erstmalige Zertifizierung
Bachelorprüfung. Werkstofftechnik der Metalle. am
 Institut für Eisenhüttenkunde Departmend of Ferrous Metallurgy Bachelorprüfung Werkstofftechnik der Metalle am 01.09.2014 Name: Matrikelnummer: Unterschrift: Aufgabe Maximal erreichbare Punkte: 1 5 2 4
Institut für Eisenhüttenkunde Departmend of Ferrous Metallurgy Bachelorprüfung Werkstofftechnik der Metalle am 01.09.2014 Name: Matrikelnummer: Unterschrift: Aufgabe Maximal erreichbare Punkte: 1 5 2 4
Hans Bems. Wemer Theisen. Eisenwerkstoffe Stahl und Gusseisen. 4. bearbeitete Auflage. ttj Springer
 Hans Bems. Wemer Theisen Eisenwerkstoffe Stahl und Gusseisen 4. bearbeitete Auflage ttj Springer Inhaltsverzeichnis A Grundlagen der Eisenwerkstoffe 3 A.1 Konstitution. 3 A.1.1 Reines Eisen. 5 A.1.2 Eisen-Kohlenstoff.
Hans Bems. Wemer Theisen Eisenwerkstoffe Stahl und Gusseisen 4. bearbeitete Auflage ttj Springer Inhaltsverzeichnis A Grundlagen der Eisenwerkstoffe 3 A.1 Konstitution. 3 A.1.1 Reines Eisen. 5 A.1.2 Eisen-Kohlenstoff.
Kompetenz in Metall. Engineering, Guss- und Schmiedeteile, mechanische Präzisionsfertigung, Wärme- und Oberflächenbehandlung.
 DAS SCHWEIZER FERTIGUNGSNETZWERK Kompetenz in Metall Engineering, Guss- und Schmiedeteile, mechanische Präzisionsfertigung, Wärme- und Oberflächenbehandlung www.two-in-one.ch Anspruchsvolle Komplettlösungen
DAS SCHWEIZER FERTIGUNGSNETZWERK Kompetenz in Metall Engineering, Guss- und Schmiedeteile, mechanische Präzisionsfertigung, Wärme- und Oberflächenbehandlung www.two-in-one.ch Anspruchsvolle Komplettlösungen
Klausur Werkstofftechnologie II am
 Prof. Dr.-Ing. K. Stiebler Fachbereich MMEW FH Gießen-Friedberg Name: Matr.-Nr.: Studiengang: Punktzahl: Note: Klausur Werkstofftechnologie II am 11.07.2008 Achtung: Studierende der Studiengänge EST und
Prof. Dr.-Ing. K. Stiebler Fachbereich MMEW FH Gießen-Friedberg Name: Matr.-Nr.: Studiengang: Punktzahl: Note: Klausur Werkstofftechnologie II am 11.07.2008 Achtung: Studierende der Studiengänge EST und
In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT)
") TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Unterstützt durch das Ministerium
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! In Zusammenarbeit mit der Arbeitsgemeinschaft Wärmebehandlung und Werkstofftechnik (AWT) Unterstützt durch das Ministerium
Aufgabensammlung Werkstoffkunde
 Wolfgang Weißbach (Hrsg.) Michael Dahms Aufgabensammlung Werkstoffkunde Fragen - Antworten., erweiterte Auflage STUDIUM VIEWEG+ TEUBNER VII Die grau unterlegten Teile des Lehrbuchinhalts sind das der Aufgabensammlung.
Wolfgang Weißbach (Hrsg.) Michael Dahms Aufgabensammlung Werkstoffkunde Fragen - Antworten., erweiterte Auflage STUDIUM VIEWEG+ TEUBNER VII Die grau unterlegten Teile des Lehrbuchinhalts sind das der Aufgabensammlung.
Nenne die Unterteilungen der Metalle, sowie die Untergruppierungen.
 Technischer Produktdesigner Material und Verarbeitung: Metall Nenne die Unterteilungen der Metalle, sowie die Untergruppierungen. Princoso GmbH, www.azubishop24.de Eisenwerkstoffe: Stähle z. B. Werkzeug-,
Technischer Produktdesigner Material und Verarbeitung: Metall Nenne die Unterteilungen der Metalle, sowie die Untergruppierungen. Princoso GmbH, www.azubishop24.de Eisenwerkstoffe: Stähle z. B. Werkzeug-,
Wenn es ums Löten geht...
 Wenn es ums Löten geht... Zur Geschichte Löten, ein thermisches Verbindungsverfahren, heute in der Definition nach DIN 8505 unmißverständlich geklärt und von dem verwandten Fügeverfahren Schweißen genau
Wenn es ums Löten geht... Zur Geschichte Löten, ein thermisches Verbindungsverfahren, heute in der Definition nach DIN 8505 unmißverständlich geklärt und von dem verwandten Fügeverfahren Schweißen genau
Einsatzhärten, Nitrieren oder Randschichthärten?
 Oberflächenhärtung: Einsatzhärten, Nitrieren oder Randschichthärten? Eine Auswahlhilfe für den praktischen Anwender HÄRTEREI REESE BOCHUM GmbH Oberscheidstraße 25 44807 Bochum Tel.: +49 (0) 23 4 90 36-0
Oberflächenhärtung: Einsatzhärten, Nitrieren oder Randschichthärten? Eine Auswahlhilfe für den praktischen Anwender HÄRTEREI REESE BOCHUM GmbH Oberscheidstraße 25 44807 Bochum Tel.: +49 (0) 23 4 90 36-0
Betreuer: M.Sc. A. Zafari
 3. Übung Werkstoffkunde I (Teil 2) SS 10 Stahl: Normgerechte Bezeichnungen, Legierungsund Begleitelemente, Wärmebehandlungen Betreuer: M.Sc. A. Zafari Institut für Werkstoffanwendungen im Maschinenbau
3. Übung Werkstoffkunde I (Teil 2) SS 10 Stahl: Normgerechte Bezeichnungen, Legierungsund Begleitelemente, Wärmebehandlungen Betreuer: M.Sc. A. Zafari Institut für Werkstoffanwendungen im Maschinenbau
Entdecken Sie die Vielfalt
 Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Individuelles Hüftpfannenimplantat aus Titan Materialeigenschaften
Entdecken Sie die Vielfalt Die Bandbreite unserer metallischen Standardwerkstoffe NE-Metalle, Werkzeugstähle, Edelmetalle und Leichtmetalle Titan Individuelles Hüftpfannenimplantat aus Titan Materialeigenschaften
Feinschmiede Technik AG
 Tel. 081 / 738 22 42 fsu@feinschmiede.ch www.feinschmiede.ch Feinschmiede Technik AG Walenseestrasse 22 CH-8882 Unterterzen Geschäftsführer: Roland Hunold Im Sinne einer zukunftsgerichteten Nachfolgelösung
Tel. 081 / 738 22 42 fsu@feinschmiede.ch www.feinschmiede.ch Feinschmiede Technik AG Walenseestrasse 22 CH-8882 Unterterzen Geschäftsführer: Roland Hunold Im Sinne einer zukunftsgerichteten Nachfolgelösung
HIGH-TECH KNOW-HOW in seiner besten Form. Härtetechnik - Nitriertechnik - Beschichtungstechnik. Nitriertechnik. Plasma-
 HIGH-TECH KNOW-HOW in seiner besten Form. Erfolgreiche Kunden sind unser Erfolg Unser Markt Unsere Kunden kommen aus den Bereichen: Unser Bereich Plasmanitriertechnik führt folgende Wärmebehandlungen durch:
HIGH-TECH KNOW-HOW in seiner besten Form. Erfolgreiche Kunden sind unser Erfolg Unser Markt Unsere Kunden kommen aus den Bereichen: Unser Bereich Plasmanitriertechnik führt folgende Wärmebehandlungen durch:
Wärmebehandlung des Stahls
 шut LEHRMI TEL Bibliothek des technischen Wissens Wärmebehandlung des Stahls 10., aktualisierte und erweiterte Auflage Prof. Dr.-Ing. Volker Läpple, Schorndorf VERLAG EUROPA-LEHRMITTEL Nourney, Vollmer
шut LEHRMI TEL Bibliothek des technischen Wissens Wärmebehandlung des Stahls 10., aktualisierte und erweiterte Auflage Prof. Dr.-Ing. Volker Läpple, Schorndorf VERLAG EUROPA-LEHRMITTEL Nourney, Vollmer
Materialdatenblatt. EOS StainlessSteel PH1 für EOS M 290. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
Verschleißschutz und Eigenschaftsoptimierung von modernen Hochleistungswerkstoffen durch lasergestützte Randschichtaushärtung
 Verschleißschutz und Eigenschaftsoptimierung von modernen Hochleistungswerkstoffen durch lasergestützte Randschichtaushärtung J. Kaspar 1, A. Reck 1,2, F. Tietz 1, S. Bonß 1, M. Zimmermann 1,2, A. Luft
Verschleißschutz und Eigenschaftsoptimierung von modernen Hochleistungswerkstoffen durch lasergestützte Randschichtaushärtung J. Kaspar 1, A. Reck 1,2, F. Tietz 1, S. Bonß 1, M. Zimmermann 1,2, A. Luft
Kompetente Wärmebehandlung
 Kompetente Wärmebehandlung Die treibende Kraft. Weltweit. 3 Kompetente Wärmebehandlung bei IMS Gear IMS Gear bearbeitet über 6.000 verschiedene Bauteile, vor allem für die Bereiche Automobil- und Maschinenbau.
Kompetente Wärmebehandlung Die treibende Kraft. Weltweit. 3 Kompetente Wärmebehandlung bei IMS Gear IMS Gear bearbeitet über 6.000 verschiedene Bauteile, vor allem für die Bereiche Automobil- und Maschinenbau.
Gefüge und Eigenschaften wärmebehandelter Stähle
 Institut für Werkstofftechnik Technische Universität Berlin Seminare Wärmebehandlung und Werkstofftechnik IWT-Seminar Gefüge und Eigenschaften wärmebehandelter Stähle 25. und 26. Februar 2016 Berlin Leitung:
Institut für Werkstofftechnik Technische Universität Berlin Seminare Wärmebehandlung und Werkstofftechnik IWT-Seminar Gefüge und Eigenschaften wärmebehandelter Stähle 25. und 26. Februar 2016 Berlin Leitung:
1. Sem. 40 Lektionen. Polymechaniker-/in EFZ Konstrukteur-/in EFZ Schullehrplan Kanton Bern Gültig ab 2016 Version 1.0.
 1. Sem. 40 Lektionen Ressourcen Hinweise/Bemerkungen Behandelt Datum/Visum Werkstoffgrundlagen 25 L Einteilung 5 Die Werkstoffe in Eisenmetalle, Nichteisenmetalle, Naturwerkstoffe, Kunststoffe, Verbundwerkstoffe
1. Sem. 40 Lektionen Ressourcen Hinweise/Bemerkungen Behandelt Datum/Visum Werkstoffgrundlagen 25 L Einteilung 5 Die Werkstoffe in Eisenmetalle, Nichteisenmetalle, Naturwerkstoffe, Kunststoffe, Verbundwerkstoffe
Loh n f e r t i g u n g u n d Mo n t a g e
 Loh n f e r t i g u n g u n d Mo n t a g e RIBE Ihr kompetenter par Fertigungs- und Sie suchen einen engagierten Dienstleister, der Fertigungs- und Montagearbeiten qualitativ hochwertig und termingerecht
Loh n f e r t i g u n g u n d Mo n t a g e RIBE Ihr kompetenter par Fertigungs- und Sie suchen einen engagierten Dienstleister, der Fertigungs- und Montagearbeiten qualitativ hochwertig und termingerecht
Nichtrostende Stähle sind in der DIN und der DIN EN ISO 3506 zusammengefasst.
 Technische Daten Seite 1 von 5 Der Begriff Edelstahl Rostfrei ist ein Sammelbegriff für über 120 verschiedene Sorten nichtrostender Stähle. Über Jahrzehnte wurde eine Vielzahl von verschiedenen Legierungen
Technische Daten Seite 1 von 5 Der Begriff Edelstahl Rostfrei ist ein Sammelbegriff für über 120 verschiedene Sorten nichtrostender Stähle. Über Jahrzehnte wurde eine Vielzahl von verschiedenen Legierungen
Feinschmiede Technik AG. Produktionsvorteil durch Präzisionsschmieden (Feinschmieden)
") Produktionsvorteil durch Präzisionsschmieden (Feinschmieden) Vortrag an der Hochschule Rapperswil vom 22.04.09 Referent: Roland Hunold 1. Material Einsparung 1. Material Einsparung Werkstoff: 34 Cr Ni
Produktionsvorteil durch Präzisionsschmieden (Feinschmieden) Vortrag an der Hochschule Rapperswil vom 22.04.09 Referent: Roland Hunold 1. Material Einsparung 1. Material Einsparung Werkstoff: 34 Cr Ni