Konstruktionsratgeber für generative Fertigungsverfahren. Ein Leitfaden und Ideengeber für die Konstruktion von Bauteilen für die additive Fertigung
|
|
|
- Gesche Glöckner
- vor 5 Jahren
- Abrufe
Transkript

1 Konstruktionsratgeber für generative Fertigungsverfahren Ein Leitfaden und Ideengeber für die Konstruktion von Bauteilen für die additive Fertigung Mark3D GmbH Telefon: Stand: Auflage November 3 Stand: 2018 November
2 Inhalt 1. Einleitung Die Bestandsaufnahme Die Herausforderungen Warum 3D-Druck? Konstruktionsanregungen für die additive Konstruktion Manuelle Kraftverlaufsanalyse Ihres Bauteils Computerunterstützte Analyse - Topologieoptimierung Vermeiden von Materialanhäufungen Faserverstärkungen nutzen Werkstoffauswahl Stützmaterial konstruktiv vermeiden Integration von Funktionen Einsatz von Klebstoffen für die Verbindung Verbinden und Trennen von Bauteilen Flächenübergänge Warping reduzieren Einfaches Lösen von der Bauplattform Gravuren einbringen Toleranzen ermitteln Umsetzung der Konstruktionsanregungen für additiv gefertigte Bauteile Erfolgreiche Anwendungen Wer ist die Mark3D? Unser Partner Markforged Wer ist die COFFEE? Wer ist RSC Engineering?
3 1. Einleitung 3

 beschreibt allgemein den Fertigungsprozess auf Basis von 3D-CAD-Modellen.")

4 Dieser Ratgeber soll Ihnen bei der Ideenfindung für bessere Konstruktionsergebnisse Ihrer Bauteile dienen. Speziell ausgelegt auf generative Fertigungsverfahren, soll er Ihnen dabei helfen Ihre Konstruktionen noch besser und schneller ausführen zu können. Stellt sich zunächst die Frage: Was sind eigentlich generative Fertigungsverfahren? Generatives Fertigungsverfahren (engl. Additive Manufacturing Process) beschreibt allgemein den Fertigungsprozess auf Basis von 3D-CAD-Modellen. Im Gegensatz zur konventionellen Fertigung wird Material aufgetragen und nicht kostenintensiv abgetragen. Subtraktive Fertigungsverfahren Additive Fertigungsverfahren Die additiven Fertigungsverfahren lassen sich wiederum in verschiedene Bereiche aufgliedern. In folgender Abbildung finden Sie eine Unterteilung bezüglich der eingesetzten Materialien. Innerhalb der Materialien wird unterschieden, ob ein Laser einzelne Bereiche aus den Schichten aushärtet oder geschmolzenes Material aus einer Düse extruiert wird. 4

5 Quelle: Markforged Dieser Ratgeber befasst sich mit dem additiven Fertigungsverfahren Fused Filament Fabrication (FFF, früher FDM), wo das Material in einer Düse aufgeheizt wird und Schicht für Schicht zu dem gewünschten Bauteil aufgebaut wird. In der Umgangssprache wird dieses Verfahren 3D-Druck genannt. Quelle: 3D-Druck eröffnet neue Möglichkeiten und vereinfacht die Entwicklung und Konstruktion erheblich. Bauteile können optimal ausgelegt werden ohne auf ein spezifisches Fertigungsverfahren (Drehen, Fräsen etc.) Rücksicht nehmen zu müssen. Das spart Zeit, Ressourcen und Geld. Die additive Fertigung ist somit ein wirtschaftliches Fertigungsverfahren insbesondere für die Herstellung von leistungsstarken, komplexen Einzelteilen und Kleinserien. 5
6 1.1 Die Bestandsaufnahme Ist ein additives Fertigungsverfahren das richtige für meinen Anwendungsfall? [JA/NEIN] Können Sie diese Fragen mit [JA] beantworten, dann sind Ihre Bauteile prädestiniert für die additive Fertigung. Ist der verfügbare Bauraum bekannt? Können umliegende Bauteile und mechanische Schnittstellen zu anderen Bauteilen angepasst werden? Sie haben sich noch nicht auf ein Fertigungsverfahren festgelegt? Ist der Anwendungsfall komplex und nur mit großem Aufwand und Kosten konventionell herstellbar? Sie haben Entwicklungsanzätze, die sich mit aktuellen Fertigungsmöglichkeiten nur teilweise oder gar nicht umsetzen lassen? Sie verwenden teure Materialien, die aus dem Vollen zerspant werden? Das Gewicht Ihrer Konstruktion ist von großer Bedeutung und eine Reduzierung ist mit konventionellen Fertigungsverfahren nur schwer zu realisieren? 1.2 Die Herausforderungen In der Regel haben Sie bereits nach der Bestandsaufnahme konkrete Vorstellungen, wie Ihre Konstruktion aussehen könnte. Doch für eine generatives Design ist es wichtig, diese nochmal zu vergessen und sich stattdessen NUR auf die Anforderungen zu konzentrieren. Dazu kann das Anfertigen einer Anforderungsliste nützlich sein. Diese sollte lösungsneutral, klar und eindeutig formuliert sein. Eine Checkliste zu den verschiedenen Punkten einer Anforderungsliste finden sie auszugsweise hier: Geometrie/ Ausmaße Kinematik Kräfte Ergonomie Gebrauch Fertigung Montage Kosten Termine Höhe, Länge, Breite, Durchmesser, Anzahl Bewegungsart und -richtung, Beschleunigung, Geschwindigkeit, Drehzahl Kraftart, Größe, Richtung, Steifigkeit, Stabilität Bedienungsart, Formgestaltung Lärm, Verschleiß, Einsatzort Fertigungsverfahren, Qualität, Toleranzen, Fertigungsabmaße Vorschriften, Baugruppen Werkzeugkosten, zulässige Herstellkosten Ende der Entwicklung, Meilensteine, Lieferzeiten 6

7 Damit sie Wichtiges von Unwichtigem trennen können, ist eine Unterteilung in notwendige Anforderungen und Wünsche sinnvoll. Dabei muss der Konstrukteur einen Kompromiss aus Wünschbarkeit, Wirtschaftlichkeit und der Machbarkeit schließen. Mensch (Wünschbarkeit) Wirtschaftlichkeit (Vermarktbarkeit) Technologie (Machbarkeit) Wie schon erwähnt, ist es wichtig zu diesem Zeitpunkt noch keine Vorstellungen zur möglichen Lösung Ihrer Konstruktion zu haben. Darüber hinaus ist es eine Grundvoraussetzung für die Konstruktion eines additiv hergestellten Bauteils sich komplett von den Gedanken und Erfahrungen mit konventionellen Fertigungsmethoden zu lösen. Stattdessen stellen Sie sich die Frage: Wie würde die Lösung für mein Bauteil in der Natur aussehen? Hier kann die Anlehnung an die Bionic (Biologie und Technik) hilfreich sein. Mit der Übertragung von Phänomenen aus der Natur auf die Technik lassen sich simple Kraftübertragungen in Form und Dynamik sehr gut ableiten. Verabschieden Sie sich von fertigungsbedingt bestimmten Bauteilen! Lassen Sie der Fantasie freien Lauf. Quelle: Arbeitsbereiche der Bionik Plant Biomechanics Group Freiburg 7


 und im praktischen Anwendungsfall (rechts).")
: Denkwerkzeuge nach der Natur Ermittlung des Kraftverlaufs anhand")
8 Die Analyse und Visualisierung der Kraftverläufe sind für ein gut konstruiertes Design eine Grundvoraussetzung. Eine Hilfe zur Ermittlung dieser Kraftverläufe bietet das Leichtbausystem der Bäume. Folgende Gegenüberstellung zeigt die Parallele zwischen den Kraftverläufen in der Bionik (links) und im praktischen Anwendungsfall (rechts). Ermittlung des Kraftverlaufs anhand der Bionik - Quelle: Mattheck, Claus (2010): Denkwerkzeuge nach der Natur Ermittlung des Kraftverlaufs anhand einer computergestützen Analyse mit solidthinking Inspire Mehr Informationen finden Sie unter Kapitel 3.1 und
9 2. Warum 3D-Druck? 9
10 Wenn Sie den 3D-Druck bereits in den ersten Phasen einer Konstruktion einsetzen, können Sie viel Geld sparen. Warum das so ist, lässt sich anhand der 10er Regel für Fehlerkosten erklären. Aus dem Qualitätsmanagement kann man erfahrungsgemäß sagen, dass die Kosten der Fehlerverhütung bzw. der Fehlerbehebung in jeder Phase von der Planung über Entwicklung, Arbeitsvorbereitung, Fertigung, Endprüfung bis hin zum Kunden, jeweils um den Faktor 10 steigen. Dies bedeutet, umso später Sie einen Fehler entdecken, desto höher sind die Kosten für die Behebung des Fehlers. Stoßen Sie also schon früh in der Planungs- und Entwicklungsphase auf Fehler, lassen sich diese wesentlich schneller und mit geringerem Aufwand sowie kostengünstiger ausgleichen, als wenn Sie den Fehler bei der Endprüfung oder beim Kunden erkennen. 10er Regel für Fehlerkosten - Quelle: Je früher Sie einen Fehler im Produktentstehungsprozess erkennen, umso günstiger und schneller lässt sich dieser beheben. Die Ursachen für Fehler können Sie mit einem 3D Drucker in der Planungsund Entwicklungsphase durch reale Tests und Funktionsmuster wesentlich verringern. Ziel aller Produzenten ist es, diese Zeitspanne ohne Einnahmen so kurz wie möglich zu halten und deshalb die Teilprozesse zu optimieren. Generativ gefertigte Bauteile sind aufgrund ihrer Herstellung ohne zeitraubende und kostenintensive Werkzeuge besonders geeignet, den Prozess der Produktentstehung zu beschleunigen und gleichzeitig zu verbessern. So können bereits Teilaspekte von Bauteilen gefertigt und auf ihre Machbarkeit geprüft werden. Auf diese Weise können Zeiten und Kosten für Prototypen deutlich reduziert und die Qualität der Produkte verbessert werden. 10
11 3. Konstruktionsanregungen für die additive Konstruktion 11
12 Im folgenden Abschnitt stellen wir Konstruktionsanregungen für eine optimale Bauteilauslegung mit der additiven Fertigung vor. 3.1 Manuelle Kraftverlaufsanalyse Ihres Bauteils Beispiel: Der Bau einer Brückenkonstruktion ist weitaus einfacher als man annimmt. Da der Bauraum senkrecht nach oben also in z-richtung meist keiner Einschränkung unterliegt, kann dieser zur Verfügung stehende Bereich auch für die Konstruktion verwendet werden. Nachstehende Brückenskizzen zeigen den Weg von einer konventionellen zu einer additiven Lösung. Kurze Brücke und gebrochene Brücke Brücke länger als die Bretter, betreten jedoch nicht empfehlenswert Brücke nach Binderkonstruktion (Biegung massiv reduziert) Golden Gate Brückenkonstruktion. Druckfester Stab, zugfeste Seile und kaum auf Biegung belastete Bretter 12

13 3.2 Computerunterstützte Analyse - Topologieoptimierung Bei komplexeren Geometrien sowie bei mehreren Lastfällen, die auf ein Bauteil wirken, empfiehlt sich der Einsatz von einer Topologieoptimierungssoftware. Eine Topologiestudie ermöglicht Ihnen nur anhand von Material, Lastangaben, der gewünschten Funktion und dem verfügbaren Bauraum, das optimale Design herauszuholen. Im ersten Schritt der Topologieoptimierug wird zunächst der zur Verfügung stehende Bauraum definiert. Auf Basis des Bauraummodells werden analog zu einer FEM Berechnung die auf das Bauteil wirkenden Lasten und Einspannungen definiert. Durch diese Definitionen ermittelt die Software anschließend eine kraftfluss-optimierte Form. Berechnungsmodell für Topologieoptimierungen; Quelle: Vergleicht man die entstandene Form anschließend in einer Festigkeitsanalyse, wird das Potential dieses Verfahrens deutlich. Die optimierte Form ermöglicht bei annähernd gleicher Festigkeit eine Reduzierung des Gewichtes. 13


14 Topologieoptimierter Kipphebel - Quelle: SOLIDWORKS Dank der Designfreiheit des 3D-Drucks lassen sich nun die entstandenen Formen deutlich besser nachbilden und fertigen als es mit konventionellen Verfahren möglich wäre. 3.3 Vermeiden von Materialanhäufungen Auf Grundlage der Kraftverläufe sind im Bauteil viele Bereiche ohne nennenswerte Belastung. Dabei kann bei geklärter Kraft Ein- und Aufteilung sowie der Analyse davon ausgegangen werden, dass dort auch kein Material benötigt wird und dieses eingespart werden kann. So ist das Sichtbare zwar von Nutzen, doch das Wesentliche bleibt unsichtbar. - Laotse 7g leichter Carbon Flaschenhalter für Rennräder Quelle: 14


15 Am Beispiel eines Montagegriffs ist dieser Gedanke gut zu verdeutlichen. Dabei wurde der Kraftverlauf analysiert und der Rahmen mit einem im Druckvorgang automatisch eingelegten Faserbündel verstärkt. Die Verbindungsstreben zwischen Griff und Befestigung des Griffs wurden durch eine Doppel-T-Träger- Konstruktion optimiert, um das Bauteil steif zu halten und trotzdem überflüssiges Material einzusparen. Zusätzlich wurden Hohlräume im Griffbereich ausgespart, um zusätzlich Gewicht zu reduzieren. Was wurde optimiert? Beispiel: Montagegriff Der Kraftverlauf wurde optimal mit einer eingedruckten Carbonendlosfaser verstärkt Materialanhäufungen wurden vermieden: Hohlräume im Griffbereich Doppel-T-Träger Konstruktion im Zugbereich Im vorderen Montagebereich könnte noch weiteres Material eingespart werden Montagegriff aus Nylon und Carbonfaser gefertigt mit Mark Two Quelle: Montagegriff von der Seite mit Hohlraum Quelle: 15

.")
16 3.4 Faserverstärkungen nutzen Markforged Werkzeug mit Carbonendlosfaserverstärkung - Quelle: Markforged Durch die einzigartige Faserverstärkung der Markforged 3D-Drucker kann das volle Festigkeits/ Gewichtsverhältnis ausgeschöpft werden. An allen Stellen mit hoher Belastung lässt sich eine Faserverstärkung eindrucken, die Sie individuell in jeder Schicht Ihres Bauteils anpassen können. Wichtig: Die Faserverstärkung ist nur dann optimal ausgelegt, wenn die Krafteinwirkung auf das Bauteil in Faserlaufrichtung auftritt. Wie funktioniert das? Grundprinzip des Markforged 3D-Druckers ist die FFF-Drucktechnologie (Fused Filament Fabrication). Dabei werden die Außenkonturen in Nylon PA6/Onyx Material gedruckt und das Innenleben des Bauteils mit Carbonfasern, Kevlar oder Glasfasern versehen. Der 3D-Drucker schaltet dabei während des Druckprozesses aktiv zwischen zwei Düsen, um automatisch erstaunlich robuste faserverstärkte Kunststoffteile in nur einem Bauvorgang herzustellen. Diese Drucktechnologie mit durchgehenden Fasermaterialien nennt sich Continuous Filament Fabrication (CFF ) Faserförderer - Quelle: Markforged Druckkopf mit beiden Düsen - Quelle: Markforged 16
 gedruckt. Anschließend wird mit der zweiten Düse die Endlosfaser aufgedruckt und die Faser abgeschnitten.")
17 Der Druckvorgang im Detail Der Markforged Druckprozess - Quelle: Markforged 1. Nylon Außenschale + Carbonfaserschichten Das Nylon PA6 Grundmaterial dient dem Funktionsbauteil als Grundkörper (Matrix). Mit der Nylondüse werden hier erst mehrere Bodenschichten (Layer) gedruckt. Anschließend wird mit der zweiten Düse die Endlosfaser aufgedruckt und die Faser abgeschnitten. Dabei wird die leicht mit Kunststoff benetzte Endlosfaser ebenfalls an der Düse erhitzt und auf das Nylon aufgedruckt (aufgebügelt). Die Endlosfaser verbindet sich sofort mit der darunterliegenden Nylonschicht. 2. Nylon Wabenstruktur Eine durch die Software automatisch generierte und einstellbare Wabenstruktur spart Gewicht und Baumaterial ein. Dadurch ist eine extrem leichte und effiziente Sandwichbauweise möglich. 3. Schlussschicht aus Carbonfaser + Nylon Außenschale Nach dem Druck der Wabenstruktur werden wieder einzelne Carbonfaserschichten gedruckt. Schlussendlich wird der obere Teil der Sandwichbauweise mit mehreren Nylonschichten umhüllt. 17
18 Quelle: Markforged Quelle: Markforged 18


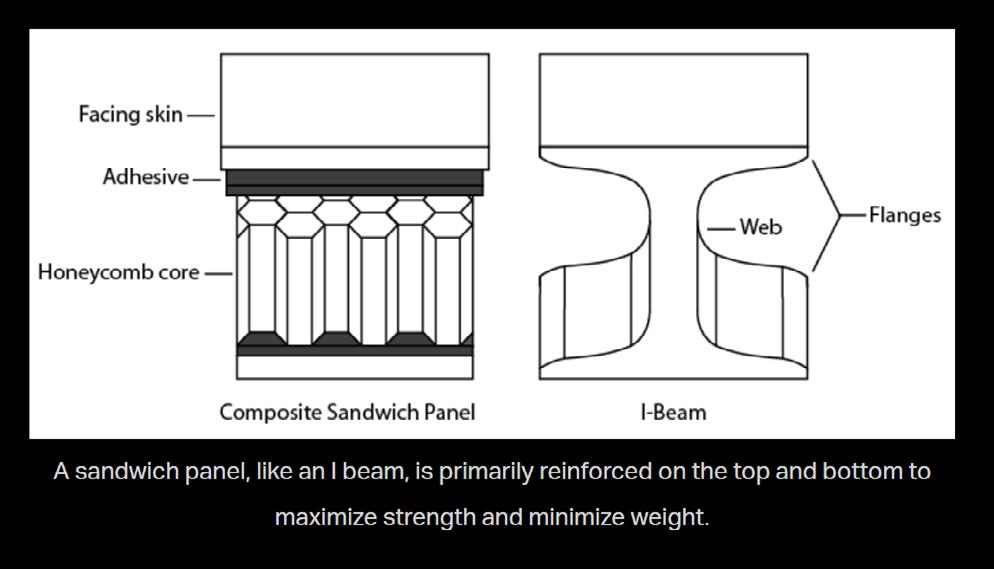
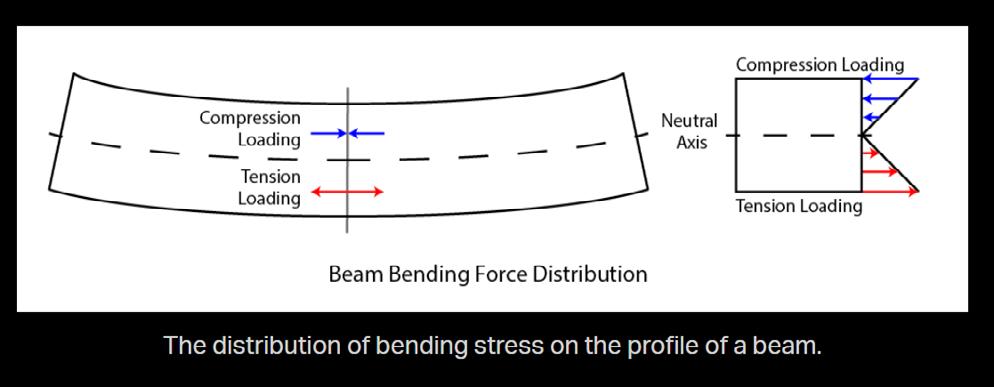
19 Sandwichbauweise für Material- und Gewichtsersparnis - Quelle: Markforged Markforged Sandwichbauweise - Quelle: Markforged Bei der Sandwichbauweise werden Werkstoffe mit verschiedenen Eigenschaften in Schichten zu einem Bauteil oder Halbzeug zusammengesetzt. Was in der Herstellung von Verbundmaterialbauteilen selbstverständlich ist, kommt auch hier zum Einsatz. Sandwichbauweisen halten die Bauteile so leicht wie möglich und so fest wie nötig. Ein Vergleich mit einem I-Profilträger verdeutlicht das dabei angewandte Prinzip. Der I-Profilträger wird bei Biegung an den Flanschen am stärksten belastet; die Belastung des Stegs ist deutlich geringer. Wenn Sie Ihrem Bauteil genau dort eine hochfeste Faser einlegen, erreichen Sie den gleichen Effekt und erzielen eine hohe Steifigkeit bei geringem Gewicht. Ist Ihr Bauteil anderen Belastungen ausgesetzt, haben Sie die Möglichkeit es in jedem einzelnen Layer optimal aufzubauen und zu verstärken. Ein Wechsel zwischen Faserschichten und Wabenstrukturen ist mit wenigen Klicks einstellbar. Somit bleibt das Bauteil leicht und es kann ein großer Anteil an Fasern eingespart werden. 19


20 Mit Hilfe der mitgelieferten EIGER Software von Markforged lässt sich Ihr Bauteil bis ins kleinste Detail auf einfachstem Weg optimieren. Sie verändern in diesem Fall nicht Ihre Konstruktion, sondern passen das Innenleben Ihres Bauteils direkt an Ihre Anwendung an. Markforged Sandwichbauweise Detail - Quelle: Markforged Optimierung des Innenlebens Ihres Bauteils Markforged EIGER Software Funktionen - Quelle: Markforged 20




21 Liegt Ihr Bauteil richtig positioniert auf der Bauplattform können Sie das Innenleben des Bauteils anpassen. Wie in der Sandwichbauweise können hier verschiedene Fülltypen der Wabenschicht ausgewählt und in der Fülldichte angepasst werden. Die Faserverstärkung kann dabei in zwei übergreifenden Varianten hinzugefügt werden. Die Concentric Füllmethode umrandet Ihr Bauteil mit Ringen. Die Außenkontur des Bauteils wird dort für den Verlauf der Endlosfaser benutzt. Alternativ können Sie die Faser auch in einem von Ihnen beliebigen Winkel anpassen. Der Winkel kann individuell in der einzelnen Schicht gedreht werden. Somit ergibt der Isotropic Fülltyp eher eine sehr versteifende Oberfläche. Durch die Konfiguration der Wand- und Deckenschichten kann das Bauteil besonders mit Hinblick auf Abrieb, Stößen oder für Nacharbeit individuell angepasst werden. Dabei wird das Bauteil nach innen aufgedickt. Ein reines Drucken der Endlosfaser ist im Moment nicht möglich, deshalb gibt es besonders für sehr dünne Bauteile z.b. mit dünner Wandstärke oder sehr dünnen Auslegern eine Mindestdicke. Markforged EIGER Software Walllayer - Quelle: Markforged Markforged Mindestwandstärke - Quelle: Markforged Die Wanddicke für einen Faserstrang sollte mindestens 2,9 mm sein. Sind Sie mit Ihrer Konstruktion nahe an der Grenze der 2,9 mm Mindestwandstärke, können Sie durch die Auswahl einer geringeren Walllayer (Wandschichten) Anzahl ein bisschen tricksen. Für eine höhere Festigkeit bei Auslegern muss die Mindestdicke 3,8 mm sein. Damit ist es noch möglich eine Schleife in den Ausleger Ihres Bauteils zu legen. Auch hier können Sie ein wenig mit der Wandschichtenanzahl tricksen. Markforged Mindeststeckstärke - Quelle: Markforged 21





22 Viele weitere Informationen zur EIGER Software finden Sie hier: Gerne können Sie die EIGER Software kostenfrei mit einer 7 Tage-Lizenz testen. Quelle: Markforged Bauteil Library Bauteil positionieren und anpassen Faser einlegen Druckjob starten EIGER Softwareschritt Quelle: Markforged 22

23 3.5 Werkstoffauswahl Welcher Werkstoff ist für den jeweiligen Anwendungsfall der Beste? Mit sogenannten Ashby-Diagrammen kann auf Basis von zwei Attributen, beispielsweise Gewicht zu Zugfestigkeit oder Seewasserbeständigkeit gegenüber Bruchdehnung, der richtige Werkstoff ausgewählt werden. Dabei stellt unten stehendes Diagramm die Festigkeit gegenüber der Dichte des Werkstoffs dar. In diesem Schaubild ist erstaunlicherweise erkennbar, dass Holz in Faserrichtung und Aluminium gleichziehen. Dies wird auch dadurch bestätigt, dass Flugzeuge sowohl aus Holz als auch aus Aluminium flugfähig sind. Ashby Diagramm Strength - Density - Quelle: 23
24 3D-Druck-Werkstoffkunde Vergleich Fasereigenschaften - Quelle: Markforged Im oben stehenden Diagramm sind mechanische Eigenschaften der Faserbündel sowie die Eigenschaften der Grundmaterialien dargestellt. Dabei wird die Zugfestigkeit über die Dehnung der Fasern verglichen. Carbon hat die höchste Zugfestigkeit, jedoch ist die Faser nach ca. 680 MPa getrennt. Kevlar hingegen hat eine deutlich geringere Zugfestigkeit von ca. 200 MPa, kann sich jedoch sehr stark dehnen. Aluminium 6061-T6 versagt laut dem Diagramm deutlich früher als die Carbonfaser. Besonders leistungsfähig ist die HSHT Glasfaser, da sie nicht nur hohe Belastungen in Zug- und Dehnung aufnehmen kann, sondern auch bei Anwendungen bis 145 C problemlos Einsatz findet. Auf die Materialien Nylon, ABS und Onyx wird im nächsten Abschnitt genauer eingegangen. Carbonfaser Carbonfasern haben das höchste Festigkeits-Gewichts-Verhältnis und die höchste Wärmeleitfähigkeit im Vergleich zu den anderen nachstehenden Fasern. Carbon wird im CFF-Druckverfahren meist für extrem steife und in Zugrichtung feste Bauteile verwendet. Wobei immer der Verbund (Faser und Matrix) für die tatsächliche Bauteilfestigkeit zu berücksichtigen ist. Die Kosten der Faser liegen bei ca. 3,30 /cm³. 24

25 Quelle: Markforged Kevlar Die Kevlarfaser (PPTA Handelsname) besteht aus Aramide, auch Polyaramide oder aromatische Polyamide genannt. Sie haben die Eigenschaft sehr zugfest und sehr zäh zu sein, wodurch sich ein hohes Energieaufnahmevermögen ergibt. Kevlar hat dabei eine fünfmal höhere Reißlänge als Stahl und hat zusätzlich noch die höchste Abrieb- und Schlagfestigkeit. Die Druckfestigkeit sowie die Schlagzähigkeit sind wesentlich höher als bei carbonverstärkten Kunststoffen. Rücksicht sollte man bei UV-Strahlung nehmen, Kevlar hat eine geringe UV-Beständigkeit. Die Kosten für 1 cm³ verlegter Faser in Bauteilen liegen bei 2,20. Glasfaser Die Glasfaser besteht aus langen dünnen Fasern. Aus einer Glasschmelze werden bei der Herstellung dünne und lange Fasern gezogen und anschließend zu einem Roving (Bündel) weiterverarbeitet. Die Glasfaser besitzt in Faserlängsrichtung eine geringere Festigkeit und Steifigkeit als Carbon. Bietet jedoch das beste Festigkeits-Kosten-Verhältnis bei der Anwendung und ist elektrisch isolierend. Hochtemperatur (HSHT) Glasfaser Die Hochtemperatur-Glasfaser hat die gleichen Eigenschaften wie die Standard Glasfaser. Sie ist jedoch speziell für den Einsatz ab 105 C Umgebungstemperatur und einer Wärmeformbeständigkeit bis 140 C optimiert worden. Damit die vorstehend genannten Fasern in 3D-Druckern verarbeitet werden können muss das darunterliegende Bauteil aus einem kompatiblen Kunststoff bestehen. Dies ist in diesem Fall Nylon PA6 Druckmaterial. Polyamid 6 (PA 6) ist ein teilkristalliner Thermoplast mit ausgewogenen mechanischen Eigenschaften. Das Material zeichnet sich durch gute Dämpfungs- und Verschleißeigenschaften aus. Aufgrund der Eigenschaften bietet sich PA 6 als universelles Material für Konstruktion und Instandhaltung an. Haupteigenschaften ausgewogene mechanische Eigenschaften schlagzäh, in der Kälte bis 40 C Wärmeformbeständigkeit bis 70 C (gegossen bis 80 C) 25
 Druckmaterials liegt darin, dass sich die Codierung der Fasern, die beim Auflegevorgang aufgeschmolzen werden, optimal mit dem Nylon verbindet.")

26 Die Materialien ABS und PLA brechen wesentlich schneller und weisen eine deutlich geringere Bruchdehnung auf, daher sind diese im Verbund ungünstiger. Der große Vorteil des PA6 (Nylon) Druckmaterials liegt darin, dass sich die Codierung der Fasern, die beim Auflegevorgang aufgeschmolzen werden, optimal mit dem Nylon verbindet. Dabei wird sowohl die Beschichtung der Faser sowie das Nylon erhitzt und verschmolzen. Onyx-Bauteil und Nylon-Bauteil - Quelle: Markforged Markforged bietet ein weiteres Druckmaterial als Grundmaterial an. Das Onyx Druckmaterial ist mit % gehacktem Carbonfasermaterial, sogenannter Kurzfaserverstärkung verbunden. Dabei wird beim Ziehvorgang des Filaments gehacktes Carbonfasermaterial beigemischt. Die Beimischung führt dabei zu einer deutlichen Erhöhung der Festigkeit. Tabelle: Vergleich Druckmaterial Nylon/PA6 und Onyx Eigenschaften Prüfnorm (ASTM) Onyx Nylon/PA6 Zugmodule (GPa) D638 1,4 0,94 Streckspannung (MPa) D Streckdehnung (%) D Bruchspannung (MPa) D Bruchdehnung (%) D Biegefestigkeit (MPa) D790¹ Elastizitätsmodul (GPa) D790¹ 2,9 0,84 Wärmeformbestädigkeit ( C) D648 B Kerbschlagzähigkeit (J/m) D A Dichte (g/cm³) - 1,2 1,1 26

27 3.6 Stützmaterial konstruktiv vermeiden Bauteile mit Überhängen, die größer als 45 sind, müssen unterstützt werden, da ein In die Luft drucken des Baumaterials bei generativen Verfahren nicht möglich ist. Dabei wird im Aufbauprozess die Stützstruktur Schicht für Schicht mit generiert. Die Stützkonstruktion besteht dabei meist aus dem gleichen Druckmaterial wie das eigentliche Bauteil. Stützstrukturen sind an sich sehr hilfreich, können jedoch durch den Konstruktionsprozess vermieden werden. Dies spart Druckzeit, Druckmaterial und ein nachträgliches manuelles Entfernen der Stützstruktur. Bei der Vermeidung von Stützstrukturen können nachstehende Punkte angewendet werden. Querschnittsformen: Bohrungen zu Ellipsen konstruieren Überhänge konstruktiv vermeiden Vermeidung von parallelen Überhängen zur Bauplattform durch Schrägen oder elliptische Formen. Positionierung im Bauraum: Geschickte Positionierung auf der Bauplattform 27


28 Quelle: Markforged Quelle: Markforged 28


29 3.7 Integration von Funktionen In der konventionellen Fertigung ist ein Integrieren von Funktionen häufig nur durch Fügen von weiteren Bauteilen möglich, dabei kann meist nicht ein Bauteil komplett in einem Vorgang gefertigt werden, sondern muss in weiteren Schritten aufwendig weiterverarbeitet oder montiert werden. Aufzeigen der integrierten Funktionen Quelle: Markforged Bauteil mit integrierten Funktionen Quelle: Markforged Mit der additiven Fertigung besteht die Möglichkeit Funktionen eines Bauteils in einem Vorgang zu fertigen. Unnötige Montage- und Nachbearbeitungsvorgänge entfallen komplett, wenn im Konstruktionsprozess das Bauteil mit den nötigen Funktionen ausgestattet wird. Der Vorteil liegt auf der Hand: aus einem Bauteil mit vielen Einzelteilen wird in einem Vorgang ein komplettes Bauteil. Dabei sind nachstehende Funktionen möglich: Filmscharniere Schnappverschlüsse Schraubverschlüsse Blattfedern und Ringfedern Gelenke, Kugelgelenke, Kreuzfedergelenke Faltenbälge Profilführungen Hohlstrukturen zur Medienführung 29




30 Die Literatur gibt auch Tipps um beispielsweise Filmscharniere oder Schnappverschlüsse zu drucken. Generativ gefertigte Filmscharniere oder Umlenkungen - Quelle: Markforged Sollte es nicht gelingen eine Funktion direkt im Konstruktionsprozess einzubringen gibt es immer noch die Möglichkeit Normteile wie Muttern, Kugellager, Dichtungen, Magnete, RFID-Chips, Schrauben und Messer in 3D-gedruckte Bauteile einzulegen. Dabei kann der Druckvorgang in genau dieser Schicht automatisch oder per Knopfdruck unterbrochen werden. Somit kann beispielsweise eine Mutter in der Größe M3 als ein hervorragendes Gewinde dienen, anstatt dieses kleine Gewinde mit wenig Festigkeit zu drucken. Wichtig ist, dass der Sechskant als Freiraum im Gestaltungsprozess mit bedacht wird. Eingelegte Muttern im 3D-gedruckten Bauteil - Quelle: Markforged Werden mehrere Verschraubungsmöglichkeiten in einem Bauteil vorgesehen, müssen nicht unbedingt Muttern eingelegt werden. Es ist auch möglich, auf handelsübliche Einlegeteile zurückzugreifen. Jeder Hersteller von Einlegeteilen gibt hierfür eigene Maße an, die im CAD-Programm eingelesen werden können. Es gibt drei verbreitete Arten, um die Einlegeteile in das 3D-gedruckte Bauteil zu bringen: Selbstschneidend mit einem Gewinde, Einpressen mit Hilfe einer Presse und Widerhaken und die Möglichkeit den Einsatz zu erhitzen, um ihn in das gedruckte Material einschmelzen zu lassen. 30



31 Vorgabe der Bohrung für Einschraubungen Quelle: Markforged Montierte Einschraubungen Quelle: Markforged Arten von Einschraubungen Quelle: Markforged 31

32 3.8 Einsatz von Klebstoffen für die Verbindung Viele industrielle Fügeverbindungen werden verklebt. Die Schraube als Verbindungselement bringt bei Kunststoff und damit erstellten Verbundwerkstoffen eine zu hohe Flächenpressung unter dem Schraubenkopf, sodass es zum Fließen bzw. Delaminieren kommen kann. Nur wenn Schrauben als Teil einer Großflächen-Klemmverbindung zum Einsatz kommen, sind diese tauglich. Hinzu kommt, dass insbesondere Thermoplaste schon bei Raumtemperatur zur zeitabhängigen Verformung unter Last (sog. Kriechen) neigen. Somit wird die durch die Schraube erzeugte Vorspannung abgebaut, die Schraube lockert sich, die Vorspannung singt, die Fügeverbindung löst sich und es kommt zum Riss. Ähnlich ist es im 3D-Druck, viele Kunststoffbauteile werden verklebt. Dabei gibt es für die jeweiligen Kunststoffsorten auch spezielle Industriekleber. Am Beispiel des Onyx Druckmaterials von Markforged kann neben dem Einsatz von Loctite 401 Kleber auch Ameisensäure in einer 75%-Konzentration verwendet werden. Die Säure löst hier die Oberfläche leicht an und dient einerseits als Schweißprozess und andererseits als Glättemittel. 3.9 Verbinden und Trennen von Bauteilen Additive Fertigungsverfahren sind durch ihre Bauplattform begrenzt. Bauteile müssen in einem durchgehenden Prozess gefertigt werden und können nicht, wie in der konventionellen Fertigung, umgespannt werden. Es scheint, als würden große Bauteile für kleinere Geräte ein Problem darstellen. Das ist jedoch nicht der Fall. Bauteile können jederzeit vor dem Druck CAD-technisch getrennt und anschließend gefügt werden. Steckverbindungsmöglichkeiten Quelle: Es gibt viele Möglichkeiten Bauteile nach dem Druckvorgang zu verbinden. Wichtig ist jedoch, Bauteile nicht unbedingt kurz vor Ende der möglichen Druckfläche zu trennen. Stattdessen sollte auch hier die Kraftverlaufsanalyse zugrunde genommen werden, um Bauteile sinnvoll zu trennen. Auch ein einfacher Schnitt zur Trennung ist nicht hilfreich, da das Bauteil meist belastet wird, ist genau diese gerade Trennfläche eine potentielle Bruchstelle. Hier ist es wichtig die zu verbindende Fläche für den Klebeprozess in günstiger Weise zu vergrößern. Eine wirkungsvolle Verbindung wird in oben stehender Abbildung aufgeführt und ist der Holzverarbeitung entnommen. 32
33 3.10 Flächenübergänge Da beim simulationsgetriebenen Konstruktionsprozess der Fokus nicht auf die konventionelle Fertigbarkeit des Bauteils gerichtet ist, sind Freiformflächen, Rundungen, Schrägen oder Ellipsen ausgesprochen erwünscht. Durch diese Formgebung sparen Sie Druckmaterial und Ihr Bauteil findet immer weiter die Form zur optimalen Funktion. Suboptimal Optimal Erläuterung Vorgehen: Scharfe Kanten mit Rundungen versehen. Kanten, die durch ihre Winkeligkeit keinerlei Funktion erfüllen, sollten mit einem Radius versehen werden. Diese Maßnahme spart Material, birgt Verletzungsgefahren vor und verbessert den Kraftfluss Vorgehen: Elementverbindungen mit Radien versehen. Abgerundete Elementverbindungen beugen Spannungsspitzen unter Belastung vor Vorgehen: Materialsparende Konstruktionen. Material überall dort weglassen, wo aufgrund der Bauteilbelastung keines benötigt wird. Vorgehen: Weiche Übergänge - Einteilige Konstruktion. Elemente nicht für Standardverbindungen wie Schrauben, Schweißen, Kleben etc. auslegen. Möglichst einteilig konstruieren. Vorgehen: Leichtbauprinzipien beachten. Bei großem Volumen Wabenstrukturen, Sandwichbauweise und ähnliche Leichtbauelemente verwenden, um den Materialbedarf und die Bauzeit zu senken. Quelle: Breuninger, Jannis; Becker, Ralf; Wolf, Andreas u.a. (2012): Generative Fertigung mit Kunststoffen: Konzeption und Konstruktion für Selektives Lasersintern. Wird eine hohe Kraft über eine Kante umgeleitet, ist die Gefahr groß, dass das Bauteil bricht und somit versagt. Durch die im vorherigen Abschnitt verdeutlichte Designfreiheit kann die Kraft besonders günstig geleitet werden. Neben Radien kann mittels Zugdreiecken weiter optimiert werden. Die Verwendung von Zugdreiecken war bisher eingeschränkt, da in der konventionellen Fertigung genau diese Radiusabfolge nur schwer nachzubilden ist. Dabei dient die Formoptimierung auch der Spannungsoptimierung im Bauteil. In der Natur sind optimal ausgelegte Radien, scharfe Kanten und 90 Winkel eine Seltenheit. Die Natur hat eher ein Bild von individuell abgerundeten Ecken. Diese Rundungen lassen sich durch eine einfache Vorgehensweise nachbilden und sorgen hierbei für eine deutlich höhere Lastaufnahme als ein vergleichbarer Radius. Hilfreich sind hier Zugdreiecke anstatt Radien. 33
: Denkwerkzeuge nach der")


34 Zugdreiecke - Quelle: Mattheck, Claus (2010): Denkwerkzeuge nach der Natur Quelle: Mattheck, Claus (2010): Denkwerkzeuge nach der Natur Doppelte Zugdreiecke - Quelle: Mattheck, Claus (2010): Denkwerkzeuge nach der Natur 34


.")
35 Beispiel: Dieses Prinzip wurde erfolgreich an dem Bauteil aus untenstehender Abbildung demonstriert. Dieses Bauteil brach immer an derselben Stelle. Nach dem Prinzip der Zugdreiecke optimiert, hält es 40x länger als vorher. Mit einer winzigen Formveränderung wurde die größtmögliche Wirkung erzielt. Vergleich Zugdreiecke - Quelle: Markforged Die Hand des Menschen selbst ist auch optimiert. Zwischen Daumen und Zeigefinger befindet sich ebenfalls ein Zugdreieck (mit sehr guter Näherung). Zugdreiecke sind überall in der Natur wo es auf Bruchsicherheit ankommt zu finden. Beispiel Zugdreieck Hand 35
 entsteht beim Abkühlen des Materials von")





36 3.11 Warping reduzieren Warping (engl, Krümmung, Verziehen) entsteht beim Abkühlen des Materials von der Schmelztemperatur zur Raumtemperatur. Weil das gedruckte Material eine thermische Längenausdehnung besitzt, zieht es sich beim Abkühlen zusammen. Dadurch entstehen Kräfte, die zum Verzug des Bauteils führen. Quelle: Markforged Besonders problematisch ist es, wenn sich durch das Warping das Bauteil von der Bauplattform abhebt. Durch verschiedene Maßnahmen soll der Warping-Effekt so gering wie möglich gehalten werden. Radien anstatt Kanten verwenden Größere Bauteilfläche auf die Ebene legen Brim benutzen Faser verwenden Quelle: Markforged 36

37 3.12 Einfaches Lösen von der Bauplattform Bereits bei der Konstruktion können kleine Radien und Fasen helfen, das Bauteil nach dem Druck sauber von der Druckplattform zu bekommen. Dies ist besonders dann wichtig, wenn eine große Fläche auf der Bauplattform klebt Gravuren einbringen Ein ganz besonderer Vorteil des 3D-Drucks ist die Möglichkeit, ohne Aufwand das Bauteil mit individueller Kennzeichnung zu drucken. Dazu brauchen Sie keinen nachfolgenden Prozess, sondern können einfach im CAD-Modell die gewünschte Bezeichnung erstellen. Wie im Bild zu sehen, besteht sogar die Möglichkeit die Konturen einzufärben. Quelle: Markforged 37


38 3.14 Toleranzen ermitteln Wenn Sie sich nicht sicher sind, welche Toleranzen für eine Fügeverbindung benötigt werden, können Sie ohne großen Aufwand ein Bauteil erstellen, das verschiedene Toleranzen enthält. Anhand dieses Bauteils können Sie die geeigneten Toleranzen ermitteln. Quelle: Markforged Quelle: Markforged 38
39 4. Umsetzung der Konstruktionsanregungen für additiv gefertigte Bauteile 39

40 Bewährt für die Konstruktion von additiv gerfertigten Bauteilen hat sich die 3D-CAD-Software SOLIDWORKS aus dem Hause Dassault Systèmes. Bereits nach minimaler Einarbeitungszeit in SOLIDWORKS profitieren Sie von den Vorteilen dieser leistungsstarken voll parametrisierten 3D-Konstruktionslösung für die schnelle Erstellung von Teilen, Baugruppen und 2D-Zeichnungen. SOLIDWORS ist intuitiv aufgebaut und die benutzerfreundliche Oberfläche ist individuell auf Ihre Bedürfnisse anpassbar. Kurze Mauswege und alle relevanten Befehle in Reichweite machen das Modellieren leicht und sorgen für die Erstellung erstklassiger Konstruktionen. Zahlreiche Features unterstützen Sie bei der Erstellung von Volumenkörpern, Werkzeug- und Formenbauteil und vielem mehr. Nutzen Sie die Möglichkeiten für schnelle Ergebnisse. Topologiestudie in SOLIDWORKS Simulation - Quelle: COFFEE Zudem ist in der SOLIDWORKS Simulation bereits eine computergestütze Analyse (Topologie-Optimierung) integriert. Sie können Ihr Bauteil verlustfrei in eine Studie übernehmen und das optimale Steifigkeits- Gewichts-Verhältnis unter Berücksichtigung eines guten Designs herausholen. Perfekt für additiv gefertigte Bauteile. 40


41 Topologiestudie in SOLIDWORKS Simulation - Quelle: COFFEE Haben Sie Ihr 3D-Modell mit Hilfe von SOLIDWORKS entwickelt und modelliert, ist es nur noch ein kurzer Weg zum 3D-gedruckten Prototyp oder Funktionsteil. Geben Sie Ihr Modell als STL-Datei aus und die Markforged Software EIGER übernimmt diese verlustfrei ohne weitere Schnittstellen. Topologiestudie in SOLIDWORKS Simulation - Quelle: COFFEE Selbstverständlich haben Sie mit SOLIDWORKS auch die Möglichkeit fertigungsgerechte 2D- Zeichnungen abhängig vom 3D-Modell abzuleiten. 41
42 Zeichnung in SOLIDWORKS - Quelle: COFFEE SOLIDWORKS bietet eine Reihe von Anwendungen im Portfolio an, die Sie in Ihrer Prozesskette unterstützen. So bietet der SOLIDWORKS Composer die Möglichkeit interaktive Dokumentationen parallel zum Entwicklungsprozess zu erstellen. SOLIDWORKS Inspection hilft Ihnen bei der Erstellung von Prüfzeichnungen mit entsprechender Prüfberichtsausgabe. Nutzen Sie auch die Visualisierungs- Werkzeuge von SOLIDWORKS Visualize und setzten Sie Ihre Bauteile in Szene bevor Sie gedruckt werden. Mit SOLIDWORKS PDM können Sie nicht nur Konstruktionsdaten sichern und verwalten, sondern auch alle zugehörigen projektbegleitenden Dokumente. SOLIDWORKS bietet für jede Branche das beste Paket aus einer Hand. So können Sie auch aus einer Vielzahl von branchenbasierenden Spezial-Tools wählen. Lassen Sie sich von Ihrem SOLIDWORKS Fachhändler ( beraten. Sie haben die Möglichkeit SOLIDWORKS unverbindlich und kostenlos zu testen. Fordern Sie einfach eine 7 Tage Testversion an und konstruieren Sie direkt in Ihrem Webbrowser ohne Hardwareeinschränkungen auf jedem beliebigen Rechner. 42
43 5. Erfolgreiche Anwendungen 43




44 Werfen Sie einen Blick auf Anwendungen unserer Kunden. Bauteil: Robotergreifer Druckkosten: 8,20 Druckzeit: 2 Stunden Material: Nylon/PA6 und Kevlar Mechanisch gefertigt: Kosten: 260,00 Material: Werkzeugstahl Lieferzeit: 4 Stunden Bauteil: Robotergreifer Druckkosten: 28,50 Druckzeit: 10 Stunden Material: Nylon/PA6 und Glasfaser Mechanisch gefertigt: Kosten: 273,00 Material: Stahl Lieferzeit: 72 Stunden Bauteil: Gehäuse Druckkosten: 12,00 Druckzeit: 7 Stunden Material: Onyx und Carbon Dienstleister 3D-gedruckt: Kosten: 21,50 Lieferzeit: 144 Stunden Bauteil: Prototyp Druckkosten: 185,00 Druckzeit: 60 Stunden Material: Nylon/PA6 und Glasfaser Mechanisch gefertigt: Kosten: 2.955,00 Material: Aluminium Fertigungszeit: 72 Stunden Quelle: Markforged 44

45 Wer ist die Mark3D? Die Mark3D ist größter selbständiger Markforged Partner in Europa. Sie vertreibt in Deutschland, Großbritannien, Niederlande, Belgien, Luxemburg und der Schweiz die High-End 3D-Drucker, Materialien, Software und Zubehör für Industrieanwendungen. Quelle: Landes, Hans Juergen Die Mark3D versteht sich als Problemlöser und Berater in der additiven Konstruktion und Fertigung für festigkeitskritische Anwendungen und faserverstärkte 3D gedruckte Bauteile mit hoher Festigkeit. Der Anspruch der Mark3D ist es, die Kunden dabei zu unterstützen mit den Markforged 3D-Druckern die optimale Lösung für ihre Anwendung zu finden. Dabei werden die Kunden von der Idee bis zum fertigen Produkt in Sachen 3D-Druck professionell unterstützt. 45

46 Unser Partner Markforged Markforged hat ein hervorragendes Team an Ingenieuren, das enorme Erfahrung in der Entwicklung und Konstruktion von serienreifen, innovativen 3D-Druckprozessen hat. Mit diesem Know-How wurden die leistungsstarken 3D-Drucker, die nutzerfreundliche Software und die einzigartigen Materialien entwickelt. Quelle: Markforged Markforged bietet eine breite Produktpalette an 3D-Druckern. Die Desktop-Serie bietet den perfekten Einstieg in den 3D-Druck und fertigt stabile Bauteile innerhalb kürzester Zeit direkt im Büro. Die Maschinen der X-Serie sind mit einem großen Bauraum ausgestattet und liefern hochstabile, industriegerechte Bauteile. Der Metal X fertigt über Nacht Metall-Bauteile - von industriellen Ersatzteilen über Spritzgussformen bis hin zu funktionierenden Prototypen. Die Materialeigenschaften sind weitgehend vergleichbar mit denen von Metallspritzgussteilen. 46



47 Wer ist die COFFEE? Lösungen für die Produktentwicklung & Fertigung aus einer Hand - Die COFFEE GmbH, Ihr Partner für SOLIDWORKS, SolidCAM und Markforged, vertreibt deutschlandweit das gesamte Portfolio der drei Marken. Die Produkte und Lösungen des Unternehmens decken den kompletten Entwicklungsprozess ab von der Konzeption, über die Entwicklung und Konstruktion, die Konstruktionsprüfung, die Datenund Dokumentenverwaltung, die Fertigung, bis hin zur Erstellung von Prototypen sowie der additiven Fertigung. Ingenieure, Konstrukteure und Designer können mit dem Rundum-Sorglos-Paket der COFFEE GmbH ihre Innovationen in Unternehmenserfolg verwandeln. 47

48 Wer ist RSC Engineering? RSC Engineering ist ein Team von Ingenieuren aus den Bereichen Fahrzeugtechnik, Produktionstechnik, Maschinenbau, Energietechnik, Umwelttechnik sowie Luft- und Raumfahrttechnik. Sie sind getrieben von dem Wunsch, innovative Lösungen zu finden. Dafür kooperiert das Unternehmen mit Hochschulen, industriellen Partnern und Forschungseinrichtungen. Für ihre Kunden entwickeln sie Prototypen und Serienprodukte. Dabei verbinden die Ingenieure ihr Wissen und ihre Fähigkeiten in den additiven mit den konventionellen Fertigungstechnologien. Für viele Unternehmen stellt sich die Frage, wie sich die additive Fertigung effizient in das eigene Geschäftsfeld integrieren lässt und welche Potenziale sich durch die additive Fertigung erschließen lassen. Hier bietet RSC Engineering Unterstützung in Form von Schulungen, Seminaren und individuellen Beratungen an. 48

49 Fragen und Anregungen bitte an: 3. Auflage 2018 Digital als PDF Alle Rechte, insbesondere das Recht der Vervielfältigung und Verbreitung sowie der Übersetzung, vorbehalten. Kein Teil des Werkes darf in irgendeiner Form ohne schriftliche Genehmigung der Mark3D GmbH reproduziert werden. Verfasser: Mark3D GmbH COFFEE GmbH RSC Engineering Kontakt: Mark3D GmbH In der Werr Angelburg Telefon:
Die 10 wichtigsten Richtlinien für die additive Konstruktion
 Die 10 wichtigsten Richtlinien für die additive Konstruktion Ein Leitfaden und Ideengeber für die additive Konstruktion von Bauteilen Stand: Mai 2017 Autoren: Johannes Lutz, Mark3D GmbH Isabell Geil, COFFEE
Die 10 wichtigsten Richtlinien für die additive Konstruktion Ein Leitfaden und Ideengeber für die additive Konstruktion von Bauteilen Stand: Mai 2017 Autoren: Johannes Lutz, Mark3D GmbH Isabell Geil, COFFEE
Fertigung neu definiert. Markforged 3D-Drucker für industriegerechte Bauteile.
 1 Fertigung neu definiert Markforged 3D-Drucker für industriegerechte Bauteile. The Markforged Difference Ease of Use Einheitliche Cloud Software Management Plattform Präzision, Qualität, Design Kunststoff,
1 Fertigung neu definiert Markforged 3D-Drucker für industriegerechte Bauteile. The Markforged Difference Ease of Use Einheitliche Cloud Software Management Plattform Präzision, Qualität, Design Kunststoff,
3D drucken mit Präzision.
 3D drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D Drucker ist heute der einzige 3D Drucker, mit dem Sie direkt von Ihren CAD Daten stabile und steife Bauteile drucken können.
3D drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D Drucker ist heute der einzige 3D Drucker, mit dem Sie direkt von Ihren CAD Daten stabile und steife Bauteile drucken können.
3D gedruckte Bauteile für die Industrie
 3D gedruckte Bauteile für die Industrie Nylon - Onyx - Karbonfaser - Kevlar - Glasfaser - Hochtemperatur Glasfaser - Metalle 3D Drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D
3D gedruckte Bauteile für die Industrie Nylon - Onyx - Karbonfaser - Kevlar - Glasfaser - Hochtemperatur Glasfaser - Metalle 3D Drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
3D Techniken, ein Weg in Richtung Digitalisierung. Präsentation
 3D Techniken, ein Weg in Richtung Digitalisierung Präsentation 09.10.2018 1 Der Betriebssitz KerCon GmbH & Co. KG HIGIS Ring 20 54578 Wiesbaum Telefon: 06593 996 434 4 Fax: 06593 996 434 6 E Mail: info@kercon.eu
3D Techniken, ein Weg in Richtung Digitalisierung Präsentation 09.10.2018 1 Der Betriebssitz KerCon GmbH & Co. KG HIGIS Ring 20 54578 Wiesbaum Telefon: 06593 996 434 4 Fax: 06593 996 434 6 E Mail: info@kercon.eu
Laserkopf. Bauteil. Layer Bauplattform
 > Allgemeines Selektives Laserschmelzen (SLM) Beim Laserschmelzen oder auch 3D-Metalldruck genannt, werden komplexe Produkte in kürzester eit gebaut. Hierbei wird eine Schicht metallisches Pulver (Layer)
> Allgemeines Selektives Laserschmelzen (SLM) Beim Laserschmelzen oder auch 3D-Metalldruck genannt, werden komplexe Produkte in kürzester eit gebaut. Hierbei wird eine Schicht metallisches Pulver (Layer)
3D gedruckte Bauteile für die Industrie
 3D gedruckte Bauteile für die Industrie Nylon - Onyx - Karbonfaser - Kevlar - Glasfaser - Hochtemperatur Glasfaser - Metalle 3D Drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D
3D gedruckte Bauteile für die Industrie Nylon - Onyx - Karbonfaser - Kevlar - Glasfaser - Hochtemperatur Glasfaser - Metalle 3D Drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
3D-Druck, die innovative Neuerung für den Maschinenbau
 3D Druck 3D-Druck, die innovative Neuerung für den Maschinenbau unkomplizierter, schneller und kostengünstiger 3D Druck von Alphatec Maschinenbau Unsere neueste Anschaffung ist ein 3D Drucker zur Unterstützung
3D Druck 3D-Druck, die innovative Neuerung für den Maschinenbau unkomplizierter, schneller und kostengünstiger 3D Druck von Alphatec Maschinenbau Unsere neueste Anschaffung ist ein 3D Drucker zur Unterstützung
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Anwendung additiver Fertigung im klassischen Leichtbau mit Composite-Strukturen
 Anwendung additiver Fertigung im klassischen Leichtbau mit Composite-Strukturen 9. Swiss Rapid Forum - 16. September 2014 CH-9014 St.Gallen A.B. Spierings Manager R&D SLM Inspire AG institute for rapid
Anwendung additiver Fertigung im klassischen Leichtbau mit Composite-Strukturen 9. Swiss Rapid Forum - 16. September 2014 CH-9014 St.Gallen A.B. Spierings Manager R&D SLM Inspire AG institute for rapid
SOLIDWORKS Softwarelösungen für Bildungseinrichtungen
 SOLIDWORKS Softwarelösungen Vorteile auf einen Blick eine Lösung für alle Bereiche auch außerhalb der Unterrichtsräume zugänglich mehr als 1.000 Seiten sofort einsetzbare Unterrichtsunterlagen umfassende
SOLIDWORKS Softwarelösungen Vorteile auf einen Blick eine Lösung für alle Bereiche auch außerhalb der Unterrichtsräume zugänglich mehr als 1.000 Seiten sofort einsetzbare Unterrichtsunterlagen umfassende
Der 3D-Druck. Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick
 Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen
 Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
Hochstabile 3D gedruckte Bauteile für Industrieanwendungen Kommen Ihnen diese Fragen bekannt vor? Benötigen Ihre Projekte mehr Zeit als geplant, weil Sie auf Ihre Zulieferer und Dienstleister warten müssen?
3D gedruckte Bauteile für die Industrie
 3D gedruckte Bauteile für die Industrie Nylon - Onyx - Karbonfaser - Kevlar - Glasfaser - Hochtemperatur Glasfaser - Metalle 3D Drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D
3D gedruckte Bauteile für die Industrie Nylon - Onyx - Karbonfaser - Kevlar - Glasfaser - Hochtemperatur Glasfaser - Metalle 3D Drucken mit Präzision. Markforged s Mark Two professioneller Industrie 3D
The World of Additive Manufacturing. Frech Laser Melting. Prototypenbau. Kleinserien. Konturnahe Temperierung für Gießformen
 The World of Additive Manufacturing Frech Laser Melting Prototypenbau Kleinserien Konturnahe Temperierung für Gießformen Eine Lösung viele Vorteile: unsere Frech Laser Melting-Technik Wer bei Oskar Frech
The World of Additive Manufacturing Frech Laser Melting Prototypenbau Kleinserien Konturnahe Temperierung für Gießformen Eine Lösung viele Vorteile: unsere Frech Laser Melting-Technik Wer bei Oskar Frech
3 D-Druck für industrielle Anwendungen
 3 D-Druck für industrielle Anwendungen Die Technik entwickelt sich immer mehr vom Primitiven über das Komplizierte zum Einfachen. Antoine de Saint-Exupéry 1 StaeGi Engineering Entwicklung Handel Fokus
3 D-Druck für industrielle Anwendungen Die Technik entwickelt sich immer mehr vom Primitiven über das Komplizierte zum Einfachen. Antoine de Saint-Exupéry 1 StaeGi Engineering Entwicklung Handel Fokus
Materialdaten Richtwerte
 Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
UNTERNEHMENSPRÄSENTATION PARARE GMBH MAYBACHSTRASSE FFRICKENHAUSEN T: 07022/
 UNTERNEHMENSPRÄSENTATION PARARE GMBH MAYBACHSTRASSE 7 72636 FFRICKENHAUSEN WWW.PARARE.DE T: 07022/ 20981-0 INFO@PARARE.DE 1 FORTSCHRITT DURCH TECHNOLOGIE DIE PARARE GMBH Die PARARE GmbH ist Dienstleister
UNTERNEHMENSPRÄSENTATION PARARE GMBH MAYBACHSTRASSE 7 72636 FFRICKENHAUSEN WWW.PARARE.DE T: 07022/ 20981-0 INFO@PARARE.DE 1 FORTSCHRITT DURCH TECHNOLOGIE DIE PARARE GMBH Die PARARE GmbH ist Dienstleister
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht!
 Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service Rapid 3D Service ist ein junges, innovatives Unternehmen auf dem Markt der additiven
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service Rapid 3D Service ist ein junges, innovatives Unternehmen auf dem Markt der additiven
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht!
 Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Methodische Konzeptfindung Ein Weg zum optimalen Ergebnis
 Methodische Konzeptfindung Ein Weg zum optimalen Ergebnis Am Beginn des Produktentwicklungsprozesses steht die Methodische Konzept- und Lösungsfindung, deren Ergebnis das neue und innovative Produkt bestimmt.
Methodische Konzeptfindung Ein Weg zum optimalen Ergebnis Am Beginn des Produktentwicklungsprozesses steht die Methodische Konzept- und Lösungsfindung, deren Ergebnis das neue und innovative Produkt bestimmt.
Fragen und Antworten zum Webinar
 Fragen und Antworten zum Webinar 27. Oktober 2017 Wie ist generell die Vorgehensweise zur Durchführung einer Simulation mit CATIA FEM? Vereinfacht dargestellt (siehe auch Video) https://youtu.be/p3cy8sk_2g8
Fragen und Antworten zum Webinar 27. Oktober 2017 Wie ist generell die Vorgehensweise zur Durchführung einer Simulation mit CATIA FEM? Vereinfacht dargestellt (siehe auch Video) https://youtu.be/p3cy8sk_2g8
3D-Druck für Ersatzteile im Vergleich zu konventionellen Fertigungsverfahren
 3D-Druck für Ersatzteile im Vergleich zu konventionellen Fertigungsverfahren Volker Sonntag Vertriebsverantwortlicher GMP German Machine Parts GmbH & Co. KG We bring your machines back to work GMP German
3D-Druck für Ersatzteile im Vergleich zu konventionellen Fertigungsverfahren Volker Sonntag Vertriebsverantwortlicher GMP German Machine Parts GmbH & Co. KG We bring your machines back to work GMP German
Rapid Prototyping im FDM Verfahren (Additive Fertigung / 3D- Printing)
") Rapid Prototyping im FDM Verfahren (Additive Fertigung / 3D- Printing) Professionelle Stratasys FDM / 3D- Drucker der Sauter Engineering + Design erstellen kosteneffizient komplexe Musterteile ab 3D CAD
Rapid Prototyping im FDM Verfahren (Additive Fertigung / 3D- Printing) Professionelle Stratasys FDM / 3D- Drucker der Sauter Engineering + Design erstellen kosteneffizient komplexe Musterteile ab 3D CAD
Leitfaden Konstruktion
 Leitfaden Konstruktion Übersicht Ausrichtung des 3D-Modells 2 Stabilität und Schichtausrichtung 3 Berücksichtigung von Bauteilverzug 4 Überhänge und Stützstrukturbedarf 5 Einfluss von Stützstrukturen auf
Leitfaden Konstruktion Übersicht Ausrichtung des 3D-Modells 2 Stabilität und Schichtausrichtung 3 Berücksichtigung von Bauteilverzug 4 Überhänge und Stützstrukturbedarf 5 Einfluss von Stützstrukturen auf
Designwettbewerb! Design eines zweckmäßigen und ausschließlich durch 3D-Druck herstellbaren Give Aways
 Designwettbewerb! Design eines zweckmäßigen und ausschließlich durch 3D-Druck herstellbaren Give Aways Preise: 1. Platz: 250 2. Platz: 150 3. Platz: 50 Beispiele: Schlüsselanhänger, Stifthalter, Visitenkartenhülle,
Designwettbewerb! Design eines zweckmäßigen und ausschließlich durch 3D-Druck herstellbaren Give Aways Preise: 1. Platz: 250 2. Platz: 150 3. Platz: 50 Beispiele: Schlüsselanhänger, Stifthalter, Visitenkartenhülle,
Empire Cycles generativ gefertigter Fahrradrahmen
 Empire Cycles generativ gefertigter Fahrradrahmen 3/3/2014 Slide 1 Projekt Partner Seite 2 Empire cycles Hintergrundinformationen Empire cycles ist ein kleiner, britischer Fertigungsbetrieb für Fahrräder.
Empire Cycles generativ gefertigter Fahrradrahmen 3/3/2014 Slide 1 Projekt Partner Seite 2 Empire cycles Hintergrundinformationen Empire cycles ist ein kleiner, britischer Fertigungsbetrieb für Fahrräder.
SCHRIFTENREIHE
 SCHRIFTENREIHE 3D@KMU Herausgeber: Prof. Dr. Heiko Schinzer ARBEITSBERICHT 3 Im Zusammenhang mit 3D-Druck werden die unterschiedlichsten Begriffe häufig synonym verwendet. Dieser Bericht beleuchtet die
SCHRIFTENREIHE 3D@KMU Herausgeber: Prof. Dr. Heiko Schinzer ARBEITSBERICHT 3 Im Zusammenhang mit 3D-Druck werden die unterschiedlichsten Begriffe häufig synonym verwendet. Dieser Bericht beleuchtet die
Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen
 Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen Generative Fertigungsverfahren bei der MonaLab GmbH UNTERNEHMENSPROFIL MonaLab
Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen Generative Fertigungsverfahren bei der MonaLab GmbH UNTERNEHMENSPROFIL MonaLab
3D-Druck. Aktueller Stand der Technik. Anforderungen. Umsetzung
 3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
Industrielles Lasersintern
 Industrielles Lasersintern Endanwendungen aus Sondermaschinenbau & Automation 20.06.2017 Start (k)up. Ravensburg 1 Seit Ende 2005 Lasersintern 1x P100 1x P110 (beta) 1x P396 PA 2200 /PA 2201 FDA / Alumide
Industrielles Lasersintern Endanwendungen aus Sondermaschinenbau & Automation 20.06.2017 Start (k)up. Ravensburg 1 Seit Ende 2005 Lasersintern 1x P100 1x P110 (beta) 1x P396 PA 2200 /PA 2201 FDA / Alumide
Herstellung von hochwertigen Kunststoffteilen
 Ihre Laser-Sinter-Boutique für Herstellung von hochwertigen Kunststoffteilen Referent: Alain Stebler, Geschäftsführer Rapid Manufacturing Die aktuell verfügbaren additiven Fertigungstechnologien für Kunststoff
Ihre Laser-Sinter-Boutique für Herstellung von hochwertigen Kunststoffteilen Referent: Alain Stebler, Geschäftsführer Rapid Manufacturing Die aktuell verfügbaren additiven Fertigungstechnologien für Kunststoff
3D-Druck Überblick von Einsatzmöglichkeiten im Handwerk. B. Eng. Anja Pfeuffer Telefon: Mail:
 3D-Druck Überblick von Einsatzmöglichkeiten im Handwerk B. Eng. Anja Pfeuffer Telefon: 0931 30908-1168 Mail: a.pfeuffer@hwk-ufr.de Was kann ich mit 3D Druck herstellen? 2 Was ist mit 3D-Druck möglich Es
3D-Druck Überblick von Einsatzmöglichkeiten im Handwerk B. Eng. Anja Pfeuffer Telefon: 0931 30908-1168 Mail: a.pfeuffer@hwk-ufr.de Was kann ich mit 3D Druck herstellen? 2 Was ist mit 3D-Druck möglich Es
Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen
 Fachbereich Technik / Abt. Maschinenbau Constantiaplatz 4 26723 Emden M. Eng. Thomas Ebel Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen Oktober 2008 Inhaltsverzeichnis
Fachbereich Technik / Abt. Maschinenbau Constantiaplatz 4 26723 Emden M. Eng. Thomas Ebel Herstellung von faserverstärkten Kunststoff-Bauteilen mit im FDM- Verfahren generierten Formen Oktober 2008 Inhaltsverzeichnis
Last- und fertigungsgerechte Konstruktion für individualisierte medizintechnische Produkte
 Titelmasterformat Topologieoptimierung durch Klicken bearbeiten Last- und fertigungsgerechte Konstruktion für individualisierte medizintechnische Produkte 7. Medizintechnisches Kolloquium (CHIRON-WERKE
Titelmasterformat Topologieoptimierung durch Klicken bearbeiten Last- und fertigungsgerechte Konstruktion für individualisierte medizintechnische Produkte 7. Medizintechnisches Kolloquium (CHIRON-WERKE
1 EINLEITUNG 1 2 TECHNOLOGIE 23
 IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
Kompetenz in Blech und Kunststoff
 Kompetenz in Blech und Kunststoff Individuelle Feinblechprodukte Blecharbeiten jenseits der Norm seit 20 Jahren Als mittelständisches, leistungsstarkes Unternehmen reagieren wir schnell und flexibel auf
Kompetenz in Blech und Kunststoff Individuelle Feinblechprodukte Blecharbeiten jenseits der Norm seit 20 Jahren Als mittelständisches, leistungsstarkes Unternehmen reagieren wir schnell und flexibel auf
DIE ZUKUNFT IM 3D-DRUCK
 DIE ZUKUNFT IM 3D-DRUCK 1 3D-DRUCK 4.0 Wir entwickeln und produzieren seit 2011 innovative 3D-Drucktechnologie in Industriequalität. Dabei orientieren wir uns als erfahrener Techno logie-experte am Bedarf
DIE ZUKUNFT IM 3D-DRUCK 1 3D-DRUCK 4.0 Wir entwickeln und produzieren seit 2011 innovative 3D-Drucktechnologie in Industriequalität. Dabei orientieren wir uns als erfahrener Techno logie-experte am Bedarf
LEHRE UND FORSCHUNG 2012
 LEHRE UND FORSCHUNG 2012 BERICHTE AUS FORSCHUNG UND ENTWICKLUNG FB TECHNIK Michael Hoffmann Bei der Entwicklung neuer Produkte gewinnt die Nutzung innovativer IT-Werkzeuge einen stetig steigenden Stellenwert.
LEHRE UND FORSCHUNG 2012 BERICHTE AUS FORSCHUNG UND ENTWICKLUNG FB TECHNIK Michael Hoffmann Bei der Entwicklung neuer Produkte gewinnt die Nutzung innovativer IT-Werkzeuge einen stetig steigenden Stellenwert.
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren
 Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
YOUR PARTNER FOR INDUSTRIAL MATTERS
 Management & Sales Zerspanungs-Technologie & Montage Maschinen- & Anlagenbau System- Integration Lightweight Design Logistics Consulting & Services RILE Group - kompetente Produktions- & Logistikdienstleistungen
Management & Sales Zerspanungs-Technologie & Montage Maschinen- & Anlagenbau System- Integration Lightweight Design Logistics Consulting & Services RILE Group - kompetente Produktions- & Logistikdienstleistungen
ORGANISCH GEFORMTE OBJEKTE VON PRAGER ORGANIC.
 PRAGER ORGANIC www.prager-organic.de WIR REALISIEREN IHRE FANTASIE ORGANISCH GEFORMTE OBJEKTE Sie suchen nach einer kostengünstigen Alternative zur Verformung von Mineralwerkstoff? PRAGER ORGANIC bietet
PRAGER ORGANIC www.prager-organic.de WIR REALISIEREN IHRE FANTASIE ORGANISCH GEFORMTE OBJEKTE Sie suchen nach einer kostengünstigen Alternative zur Verformung von Mineralwerkstoff? PRAGER ORGANIC bietet
IHK-Prüfungsantrag Zusatzqualifikation Digitale Fertigungsprozesse
 IHK-Prüfungsantrag Zusatzqualifikation Digitale Fertigungsprozesse Submission Date Name Adresse E-Mail Telefonnummer Mobilnummer Ausbildungsunternehmen Ausbildungsberuf Ausbildungsjahr Projektarbeit (I)
IHK-Prüfungsantrag Zusatzqualifikation Digitale Fertigungsprozesse Submission Date Name Adresse E-Mail Telefonnummer Mobilnummer Ausbildungsunternehmen Ausbildungsberuf Ausbildungsjahr Projektarbeit (I)
Neue Materialien im Fused Filament Fabrication (FFF) Verfahren
 Verfahren") Neue Materialien im Fused Filament Fabrication (FFF) Verfahren Dipl.-Ing. Stephan Schuschnigg Otto Glöckel-Straße 2, A-8700 Leoben, Tel.: +43 3842 402 3503 kv@unileoben.ac.at ANFORDERUNGEN Anforderungen
Neue Materialien im Fused Filament Fabrication (FFF) Verfahren Dipl.-Ing. Stephan Schuschnigg Otto Glöckel-Straße 2, A-8700 Leoben, Tel.: +43 3842 402 3503 kv@unileoben.ac.at ANFORDERUNGEN Anforderungen
IMPETUS Engineering. Leichtbau. Leistungsüberblick. - Konzepte - Konstruktionen - Berechnung - Verfahrens und Materialauswahl
 IMPETUS Engineering Impetus Plastics Engineering GmbH Leichtbau Leistungsüberblick - Konzepte - Konstruktionen - Berechnung - Verfahrens und Materialauswahl CALL NOW Aachen +49 241 93831 0 Bad Aibling
IMPETUS Engineering Impetus Plastics Engineering GmbH Leichtbau Leistungsüberblick - Konzepte - Konstruktionen - Berechnung - Verfahrens und Materialauswahl CALL NOW Aachen +49 241 93831 0 Bad Aibling
Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing)
") Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing) Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering + Design erstellen kosteneffizient Musterteile ab 3D CAD oder 3D Scan
Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing) Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering + Design erstellen kosteneffizient Musterteile ab 3D CAD oder 3D Scan
Formfindung und Prozesssimulation additiv gefertigter Bauteile
 Formfindung und Prozesssimulation additiv gefertigter Bauteile 3. Symposium für Industrie und Hochschule 1. Juni 2018 Simulation ist mehr als Software ROCKY CADFEM in D/A/CH/L Produkte Service + Wissen
Formfindung und Prozesssimulation additiv gefertigter Bauteile 3. Symposium für Industrie und Hochschule 1. Juni 2018 Simulation ist mehr als Software ROCKY CADFEM in D/A/CH/L Produkte Service + Wissen
Rapid Prototyping Einführung. Prof. Dr.-Ing. Andreas Brenke Krefeld,
 Rapid Prototyping Einführung Prof. Dr.-Ing. Andreas Brenke Krefeld, 21.02.2013 2 Rapid Prototyping Inhalte 1. RP in der Produktentwicklung 2. Verfahrensüberblick 3 RP Rapid Prototyping in der Produktentwicklung:
Rapid Prototyping Einführung Prof. Dr.-Ing. Andreas Brenke Krefeld, 21.02.2013 2 Rapid Prototyping Inhalte 1. RP in der Produktentwicklung 2. Verfahrensüberblick 3 RP Rapid Prototyping in der Produktentwicklung:
EINZIGARTIGES SYSTEM FREEFORMER
 EINZIGARTIGES SYSTEM FREEFORMER Aktuelle Entwicklungen und industrielle Anwendungen FRANK KYNAST MANAGER ADDITIVE MANUFACTURING Technologie-Tage 2019 Loßburg, 13. 16. März 2019 1 ADDITIVE FERTIGUNG UND
EINZIGARTIGES SYSTEM FREEFORMER Aktuelle Entwicklungen und industrielle Anwendungen FRANK KYNAST MANAGER ADDITIVE MANUFACTURING Technologie-Tage 2019 Loßburg, 13. 16. März 2019 1 ADDITIVE FERTIGUNG UND
HILZEN HILZEN -3D- CAD DESIGN. 3D Druck. ...und aus Ihrer Idee wird Realität
 Idee CAD DESIGN -3D- P R I N T Idee 3D Druck...und aus Ihrer Idee wird Realität Inkjet Multijet Modelling Ideal für Silikonteile Besonders geeignet für Dichtungen, Faltenbälge, Auflagen und für Bauteile
Idee CAD DESIGN -3D- P R I N T Idee 3D Druck...und aus Ihrer Idee wird Realität Inkjet Multijet Modelling Ideal für Silikonteile Besonders geeignet für Dichtungen, Faltenbälge, Auflagen und für Bauteile
Teure Nacharbeit muss nicht sein
 Dr. Sabine Philipp Tel.: +49 (6 21) 60-4 33 48 Fax: +49 (6 21) 60-4 94 97 E-Mail: Sabine.Philipp@basf-ag.de Fachpressekonferenz K 2004 am 22. und 23. Juni 2004 in Ludwigshafen Teure Nacharbeit muss nicht
Dr. Sabine Philipp Tel.: +49 (6 21) 60-4 33 48 Fax: +49 (6 21) 60-4 94 97 E-Mail: Sabine.Philipp@basf-ag.de Fachpressekonferenz K 2004 am 22. und 23. Juni 2004 in Ludwigshafen Teure Nacharbeit muss nicht
Technische Information
 Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Ausgabe 10/2006 Bestellinformationen Bitte geben
Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Ausgabe 10/2006 Bestellinformationen Bitte geben
Neuheiten PROfirst KALKULATION V10
 Neuheiten PROfirst KALKULATION V10 PROfirst KALKULATION Version 10 Windows 10/8/7 kompatibel Neuer PC? Neues Betriebssystem? Halten Sie Ihre Programme immer auf dem laufendem, nur dann können Sie sicher
Neuheiten PROfirst KALKULATION V10 PROfirst KALKULATION Version 10 Windows 10/8/7 kompatibel Neuer PC? Neues Betriebssystem? Halten Sie Ihre Programme immer auf dem laufendem, nur dann können Sie sicher
SOLIDWORKS Softwarelösungen für Bildungseinrichtungen
 Softwarelösungen Vorteile auf einen Blick eine Lösung für alle Bereiche auch außerhalb der Unterrichtsräume zugänglich mehr als 1.000 Seiten sofort einsetzbare Unterrichtsunterlagen umfassende Auswahl
Softwarelösungen Vorteile auf einen Blick eine Lösung für alle Bereiche auch außerhalb der Unterrichtsräume zugänglich mehr als 1.000 Seiten sofort einsetzbare Unterrichtsunterlagen umfassende Auswahl
DIE PARAT GRUPPE: DER KUNSTSTOFF EXPERTE FÜR VERKLEIDUNGSBAUTEILE
 Bild 1: Der globale Systempartner für komplexe Kunststoffverkleidungsbauteile DIE PARAT GRUPPE: DER KUNSTSTOFF EXPERTE FÜR VERKLEIDUNGSBAUTEILE Die PARAT Gruppe ist ein weltweit agierender und anerkannter
Bild 1: Der globale Systempartner für komplexe Kunststoffverkleidungsbauteile DIE PARAT GRUPPE: DER KUNSTSTOFF EXPERTE FÜR VERKLEIDUNGSBAUTEILE Die PARAT Gruppe ist ein weltweit agierender und anerkannter
Wir bieten Ihnen günstige Einstiegsgeräte bis hin zu kompletten Produktionssets inkl. Curricula,
 Der 3D-Druck wird bereits seit mehreren Jahren in der Prototypenentwicklung eingesetzt, zunehmend gewinnt diese Technologie auch in der Serienproduktion ihre Daseinsberechtigung. Drucken Sie Volumenkörper,
Der 3D-Druck wird bereits seit mehreren Jahren in der Prototypenentwicklung eingesetzt, zunehmend gewinnt diese Technologie auch in der Serienproduktion ihre Daseinsberechtigung. Drucken Sie Volumenkörper,
XPERION COMPONENTS ANTRIEBSTECHNIK CFK-ANTRIEBSWELLEN
 A 120 XPERION COMPONENTS ANTRIEBSTECHNIK CFK-ANTRIEBSWELLEN KRÄFTE ÜBERTRAGEN XPERION COMPONENTS Wir übertragen Kräfte mit Leichtigkeit, mit Präzision, mit Carbonfaserverstärkten Kunststoffen (CFK). Moderne
A 120 XPERION COMPONENTS ANTRIEBSTECHNIK CFK-ANTRIEBSWELLEN KRÄFTE ÜBERTRAGEN XPERION COMPONENTS Wir übertragen Kräfte mit Leichtigkeit, mit Präzision, mit Carbonfaserverstärkten Kunststoffen (CFK). Moderne
Rapid Prototyping FDM Verfahren mit Dimension und Fortus Maschinen. Dip.-Ing. Rainer Seuken Krefeld,
 Rapid Prototyping FDM Verfahren mit Dimension und Fortus Maschinen Dip.-Ing. Rainer Seuken Krefeld, 21.02.2013 2 Rapid Prototyping Inhalte 1. Datenformate / Qualität 2. Technologie 3. Software Catalyst
Rapid Prototyping FDM Verfahren mit Dimension und Fortus Maschinen Dip.-Ing. Rainer Seuken Krefeld, 21.02.2013 2 Rapid Prototyping Inhalte 1. Datenformate / Qualität 2. Technologie 3. Software Catalyst
Selective Laser Melting - Additivtechnologie für neue Wege der Produktgestaltung
 1 Selective Laser Melting - Additivtechnologie für neue Wege der Produktgestaltung Univ.-Prof. Dr. Rudolf Pichler Institut für Fertigungstechnik Technische Universität Graz u www.tugraz.at 2 AGENDA Additive
1 Selective Laser Melting - Additivtechnologie für neue Wege der Produktgestaltung Univ.-Prof. Dr. Rudolf Pichler Institut für Fertigungstechnik Technische Universität Graz u www.tugraz.at 2 AGENDA Additive
Theorie. Verkleben der Materialien Schleifen des Materials Nachformen Produktlinie
 1 Theorie Der Verfahrenstechnik mit Infiniform und welche Vorteile damit verbunden sind Die Materialien und ihre Faserausrichtung Schneiden der Platten Verschiedene Methoden zur Erwärmung Verschiedene
1 Theorie Der Verfahrenstechnik mit Infiniform und welche Vorteile damit verbunden sind Die Materialien und ihre Faserausrichtung Schneiden der Platten Verschiedene Methoden zur Erwärmung Verschiedene
Wendeplattenfräser für die Bearbeitung von Buchrücken
 Wendeplattenfräser für die Bearbeitung von Buchrücken Dieser Wendeplattenfräser garantiert eine effiziente Bearbeitung von Buchrücken. Dank den speziell konzipierten Wendeplatten mit einer für die Zerspanung
Wendeplattenfräser für die Bearbeitung von Buchrücken Dieser Wendeplattenfräser garantiert eine effiziente Bearbeitung von Buchrücken. Dank den speziell konzipierten Wendeplatten mit einer für die Zerspanung
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Composite Extrusion Modeling 3D Valley Conference, Aachen, Dr. Vincent Morrison, Geschäftsführer AIM3D GmbH
 Composite Extrusion Modeling 3D Valley Conference, Aachen, 25. 27.09.18 Dr. Vincent Morrison, Geschäftsführer AIM3D GmbH Metal 3D Druck - ungenutztes Potenzial Eine Vielzahl von 3D-Druck Technologien sind
Composite Extrusion Modeling 3D Valley Conference, Aachen, 25. 27.09.18 Dr. Vincent Morrison, Geschäftsführer AIM3D GmbH Metal 3D Druck - ungenutztes Potenzial Eine Vielzahl von 3D-Druck Technologien sind
Dr. Julian Schneider Hannover,
 Leichtbaupotentiale durch additive Fertigung ausschöpfen Identifizierung von geeigneten Baugruppen und Gestaltung eines neuartigen Entwicklungsprozesses Dr. Julian Schneider Hannover, 13-04-15 Inhalt 1.
Leichtbaupotentiale durch additive Fertigung ausschöpfen Identifizierung von geeigneten Baugruppen und Gestaltung eines neuartigen Entwicklungsprozesses Dr. Julian Schneider Hannover, 13-04-15 Inhalt 1.
Tribo 3D-Druck. ..plastics
 iglidur.....plastics Vorteile Individuelle Artikel selbst drucken Material: I15 Ohne beheiztes Druckbett verarbeitbar Abriebfestigkeit: +++ Seite 624 Material: I18 +26 C, weiß Seite 6 Material: I18-BL
iglidur.....plastics Vorteile Individuelle Artikel selbst drucken Material: I15 Ohne beheiztes Druckbett verarbeitbar Abriebfestigkeit: +++ Seite 624 Material: I18 +26 C, weiß Seite 6 Material: I18-BL
Finite-Elemente-Simulation und Optimierung in der frühen Entwicklungsphase. Isabel Braun 19. April 2018
 Finite-Elemente-Simulation und Optimierung in der frühen Entwicklungsphase Isabel Braun 19. April 2018 Inhalt Konventioneller und verbesserter Entwurfsprozess Grundlagen der Strukturoptimierung Topologieoptimierung
Finite-Elemente-Simulation und Optimierung in der frühen Entwicklungsphase Isabel Braun 19. April 2018 Inhalt Konventioneller und verbesserter Entwurfsprozess Grundlagen der Strukturoptimierung Topologieoptimierung
AutoCAD Inventor LT Suite Autodesk
 AutoCAD Inventor LT Suite AutoCAD Inventor LT Suite Erleben Sie die Vorteile von 3D in einem leistungsstarken Paket! Autodesk Inventor LT: Funktionen für Zusammenarbeit und mechanische 3D-Konstruktion
AutoCAD Inventor LT Suite AutoCAD Inventor LT Suite Erleben Sie die Vorteile von 3D in einem leistungsstarken Paket! Autodesk Inventor LT: Funktionen für Zusammenarbeit und mechanische 3D-Konstruktion
Messtechnik Neth GmbH
 Messtechnik Neth GmbH Konstruktion und verschiedene Möglichkeiten der CAD- Modellerstellung Copyright Messtechnik Neth GmbH 04.03.2016 Inhaltsverzeichnis 1. Begriffserklärung Reverse Engineering 2. Mögliche
Messtechnik Neth GmbH Konstruktion und verschiedene Möglichkeiten der CAD- Modellerstellung Copyright Messtechnik Neth GmbH 04.03.2016 Inhaltsverzeichnis 1. Begriffserklärung Reverse Engineering 2. Mögliche
Komplettlösungen im 3D - Druck: kompetente Beratung über die Möglichkeiten des 3D -Drucks bis zum fertigen Gussteil
 Komplettlösungen im 3D - Druck: kompetente Beratung über die Möglichkeiten des 3D -Drucks bis zum fertigen Gussteil Endkontrolle eines PMMA Modells Auspacken der Jobbox VX4000 (Sand) Baufeld VX4000 (Sand)
Komplettlösungen im 3D - Druck: kompetente Beratung über die Möglichkeiten des 3D -Drucks bis zum fertigen Gussteil Endkontrolle eines PMMA Modells Auspacken der Jobbox VX4000 (Sand) Baufeld VX4000 (Sand)
DIENSTLEISTUNGSÜBERSICHT
 DIENSTLEISTUNGSÜBERSICHT LASERGENERIEREN KURZFASSUNG LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet:
DIENSTLEISTUNGSÜBERSICHT LASERGENERIEREN KURZFASSUNG LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet:
3D Printing Technologie Verfahrensüberblick
 3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
ZW3D CAM Strategien. 2-Achsen Fräs Strategien. diese Pakete beinhalteten diese Funktionen: 2X Machinist, 3X Machinist, Premium
 ZW3D CAM Strategien 2-Achsen Fräs Strategien diese Pakete beinhalteten diese Funktionen: 2X Machinist, 3X Machinist, Premium Fräsen von Anplanungen und Taschen mit Hilfe der intelligenten Flächenerkennung
ZW3D CAM Strategien 2-Achsen Fräs Strategien diese Pakete beinhalteten diese Funktionen: 2X Machinist, 3X Machinist, Premium Fräsen von Anplanungen und Taschen mit Hilfe der intelligenten Flächenerkennung
freeformer Kunststoffe frei formen
 freeformer Kunststoffe frei formen www.arburg.com Frei für die Zukunft Zuerst die legendäre C4/b. Dann der ALLROUNDER. Und jetzt defi nieren wir die Kunststoffverarbeitung wieder völlig neu: mit un serem
freeformer Kunststoffe frei formen www.arburg.com Frei für die Zukunft Zuerst die legendäre C4/b. Dann der ALLROUNDER. Und jetzt defi nieren wir die Kunststoffverarbeitung wieder völlig neu: mit un serem
Produktentwicklung mit Kunststoffen
 Produktentwicklung mit Kunststoffen von Thomas Brinkmann 1. Auflage Produktentwicklung mit Kunststoffen Brinkmann schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG Hanser München 2007
Produktentwicklung mit Kunststoffen von Thomas Brinkmann 1. Auflage Produktentwicklung mit Kunststoffen Brinkmann schnell und portofrei erhältlich bei beck-shop.de DIE FACHBUCHHANDLUNG Hanser München 2007
WIR UNTERSTÜTZEN SIE BEI IHRER PRODUKTENTWICKLUNG
 Produktion mit Spritzgussverfahren WIR UNTERSTÜTZEN SIE BEI IHRER PRODUKTENTWICKLUNG Über das Unternehmen Weland Plastic ist ein expansiver Volldienstleister im Bereich Thermoplaste und verfügt von der
Produktion mit Spritzgussverfahren WIR UNTERSTÜTZEN SIE BEI IHRER PRODUKTENTWICKLUNG Über das Unternehmen Weland Plastic ist ein expansiver Volldienstleister im Bereich Thermoplaste und verfügt von der
Ablauf einer Produktplanung
 Ablauf einer Produktplanung Markt Unternehmensziele Unternehmen Externe Informationen Interne Informationen Marktsituation Wirtschaftspolitik S u c h f e l d Produktauswahl Unternehmenspotenzial Neue Technologien
Ablauf einer Produktplanung Markt Unternehmensziele Unternehmen Externe Informationen Interne Informationen Marktsituation Wirtschaftspolitik S u c h f e l d Produktauswahl Unternehmenspotenzial Neue Technologien
Additiv Manufacturing als ideale Ergänzung für den Lohnfertiger
 Additiv Manufacturing als ideale Ergänzung für den Lohnfertiger Warum 3D Drucken? KurzeProduk onszeiten Prototypen Op sche / Ergonomische Beurteilung Kleine Losgrössen Komplexe Geometrie / Baugruppen Verschiedene
Additiv Manufacturing als ideale Ergänzung für den Lohnfertiger Warum 3D Drucken? KurzeProduk onszeiten Prototypen Op sche / Ergonomische Beurteilung Kleine Losgrössen Komplexe Geometrie / Baugruppen Verschiedene
3D-Druck im Amateurfunk
 1 Inhalt Grundlagen CAD Modell mit FreeCAD erstellen Slicen des Modells mit Cura Drucken des Modells Fragen Links 2 Grundlagen Druckverfahren: Selektive Laserschmelzen und das Elektronenstrahlschmelzen
1 Inhalt Grundlagen CAD Modell mit FreeCAD erstellen Slicen des Modells mit Cura Drucken des Modells Fragen Links 2 Grundlagen Druckverfahren: Selektive Laserschmelzen und das Elektronenstrahlschmelzen
Wirtschaftliche Fertigung mit Rapid-Technologien
 Wirtschaftliche Fertigung mit Rapid-Technologien Michael F. Zäh Anwender-Leitfaden zur Auswahl geeigneter Verfahren ISBN 3-446-22854-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22854-3
Wirtschaftliche Fertigung mit Rapid-Technologien Michael F. Zäh Anwender-Leitfaden zur Auswahl geeigneter Verfahren ISBN 3-446-22854-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22854-3
Additive Fertigung mit der Hermle MPA-Technologie. Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH
 Additive Fertigung mit der Hermle MPA-Technologie Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2015 09 16 Inhalt Firmenvorstellung Vorstellung des Hermle MPA Verfahrens
Additive Fertigung mit der Hermle MPA-Technologie Referent: Dipl.- Physiker Rudolf Derntl Geschäftsführer Hermle Maschinenbau GmbH 2015 09 16 Inhalt Firmenvorstellung Vorstellung des Hermle MPA Verfahrens
Additive Fertigungstechnologien
 Additive Fertigungstechnologien 09.06.2016 www.3yourmind.com facebook.com/3yourmind @3yourmind Agenda Kurzvorstellung 3YOURMIND GmbH Übersicht 3D-Druck-Materialien und -Verfahren Herausforderungen im 3D-Druck
Additive Fertigungstechnologien 09.06.2016 www.3yourmind.com facebook.com/3yourmind @3yourmind Agenda Kurzvorstellung 3YOURMIND GmbH Übersicht 3D-Druck-Materialien und -Verfahren Herausforderungen im 3D-Druck
RAEX WIDERSTEHT VERSCHLEISS, IMMER UND ÜBERALL
 RAEX WIDERSTEHT VERSCHLEISS, IMMER UND ÜBERALL OPTIMAL FÜR ABRIEB Abriebbeständiger Raex Stahl ist für Stahlkonstruktionen vorgesehen, die einem hohen abrasiven Verschleiß ausgesetzt sind. Die Verschleißbeständigkeit
RAEX WIDERSTEHT VERSCHLEISS, IMMER UND ÜBERALL OPTIMAL FÜR ABRIEB Abriebbeständiger Raex Stahl ist für Stahlkonstruktionen vorgesehen, die einem hohen abrasiven Verschleiß ausgesetzt sind. Die Verschleißbeständigkeit
Dokumentation. für das Modul BHV-04 Additive Fertigungstechnik / 3D Druck. Wintersemester 2016/17. von Till J. Klaar, 5. Semester, Holzingenieurwesen
 Dokumentation für das Modul BHV-04 Additive Fertigungstechnik / 3D Druck Wintersemester 2016/17 von Till J. Klaar, 5. Semester, Holzingenieurwesen Betreuende Dozenten: Fr. Dipl.-Ing. Erika Puls Hr. Prof.
Dokumentation für das Modul BHV-04 Additive Fertigungstechnik / 3D Druck Wintersemester 2016/17 von Till J. Klaar, 5. Semester, Holzingenieurwesen Betreuende Dozenten: Fr. Dipl.-Ing. Erika Puls Hr. Prof.
Vorlesung Kunststofftechnik
 Vorlesung Kunststofftechnik 1 Einführung 2 1.1 Kriterien für den Einsatz von Faserverbundwerkstoffen (FVW) 2 1.2 Faserverstärkung 2 1.3 Herstellung der Verstärkungsfaser 2 1.4 Auswahl der Faser 3 2 Faserausrichtungen
Vorlesung Kunststofftechnik 1 Einführung 2 1.1 Kriterien für den Einsatz von Faserverbundwerkstoffen (FVW) 2 1.2 Faserverstärkung 2 1.3 Herstellung der Verstärkungsfaser 2 1.4 Auswahl der Faser 3 2 Faserausrichtungen
Finite-Elemente-Analysen an generativen Bauteilen notwendig oder Spielerei?
 Finite-Elemente-Analysen an generativen Bauteilen notwendig oder Spielerei?» Notwendigkeit von Berechnungen» Gründe für FEM-Analysen» Was sind Finite-Elemente?» Vor- und Nachteile von FEM-Analysen und
Finite-Elemente-Analysen an generativen Bauteilen notwendig oder Spielerei?» Notwendigkeit von Berechnungen» Gründe für FEM-Analysen» Was sind Finite-Elemente?» Vor- und Nachteile von FEM-Analysen und
Hohe mechanische Widerstandsfähigkeit. Vielfältige Oberflächen sind realisierbar
 Acrylglas. Sonnenstrahlen brechen sich in Spektralfarben. Lichtspiele auf perfekten Oberflächen. Räumliche Präsenz trotz höchster Transparenz. Faszination eines vollendeten Werkstoffes. Die von M.S.B.
Acrylglas. Sonnenstrahlen brechen sich in Spektralfarben. Lichtspiele auf perfekten Oberflächen. Räumliche Präsenz trotz höchster Transparenz. Faszination eines vollendeten Werkstoffes. Die von M.S.B.
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer. Eberhard Lutz / Bereichsleiter freeformer
 Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Rechnerintegrierte Produktentwicklung (08.05.2012)
") Rechnerintegrierte Produktentwicklung (08.05.2012) CAD-Fragen 1. Welche Techniken gibt es in CAD? Habe die Modellierungstechniken aufgezählt wie Layertechnik, Parametrik, Variantentechnik, Makrotechnik,
Rechnerintegrierte Produktentwicklung (08.05.2012) CAD-Fragen 1. Welche Techniken gibt es in CAD? Habe die Modellierungstechniken aufgezählt wie Layertechnik, Parametrik, Variantentechnik, Makrotechnik,