BetrSichV Überwachungsbedürftige Anlagen Reparatur / Instandsetzung (Schweißverbindung)
|
|
|
- Anton Simen
- vor 5 Jahren
- Abrufe
Transkript

1 BetrSichV Überwachungsbedürftige Anlagen Reparatur / (Schweißverbindung) Ihr Dozent für den heutigen Tag: Dipl.-Ing.(FH) Frank Fielenbach Fachgebietsleiter Betrieb/Wasserrecht TÜV Rheinland Industrie Service GmbH
2 Reparatur / sbedingte Reparaturen bei bereits abgenommen Anlagen nach 15 bzw. 16 Betriebssicherheitsverordnung Bei der von Druckgeräten können Risse, Brüche oder Korrosionsschäden an Bauteilen, die während des Betriebes eingetreten sind beseitigt werden. Ziel ist es, vor dem Schaden oder Verschleiß die vorhandene Gebrauchsfähigkeit zu erreichen. Die Bauteilnutzungsdauer zu verlängern und eine Kosteneinsparung für sonst notwendige Neuanschaffungen zu erreichen. 2
3 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung I. Schweißprozess Vorlage von gültigen Verfahrensprüfungen (WPQR Welding Procedure Qualification Record) Vorlage von Schweißanweisungen (WPS Welding Procedure Specification) erstellt aus dem Geltungsbereich der WPQR Gültige Schweißerzeugnisse (Geltungsbereich nach 2014/68/EU (97/23/EG), HP3) nach: DIN EN für Stahl (Alt) [Geltungsbereich über Grundwerkstoff] DIN EN ISO für Stahl (Neu) [Geltungsbereich über Schweißzusatz] DIN EN ISO für Alu 3 Cu 4 Ni 5 Ti Achtung: Ständige Überwachung der Reparatur wenn Betrieb oder Vorbereiter keine Zulassung wie HP0, DIN EN 3834 etc. besitz. In jedem Fall müssen gültige Schweißerprüfungen vorhanden sein. 3
4 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung II. Schweißzusätze Schweißgut muss in seinen Eigenschaften dem Grundwerkstoff ähnlich sein. Schweißgut muss über zusätzliche Formänderungsreserven (Zähigkeit, Dehnung) zum Abbau der Schrumpfspannungen verfügen Beispiel: Bezeichnung einer umhüllten Stabelektrode für unlegierte Stähle und Feinkornbaustähle E 46 6 Mn1Ni B 4 2 H5 4
5 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung II. Schweißzusätze Beispiel: Kennzeichnung nach DIN EN ISO 2560-A einer Umhüllten Stabelektrode für unlegierte Stähle und Feinkornbaustähle E 46 6 Mn1Ni B 4 2 H5 Wasserstoffgehalt 5mg pro 100g Schweißgut Schweißposition alle Positionen außer Fallpositionen Ausbringung und die Stromart Gleichstrom Umhüllungstyp basisch umhüllt chemische Zusammensetzung Mn >1,4-2,0%, Ni 0,6-1,2% Mindestkerbschlagarbeit 47 J bei -60 C Mindeststreckgrenze 460 N/mm² E = Lichtbogenhandschweißen 5
6 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung II. Schweißzusätze Empfehlung basische Elektroden bei E-Hand Schweißungen im Bereich der Reparatur zu Druckgeräten verwenden. Basische Elektroden haben 3 herausragende Eigenschaften: - Kerbschlagarbeit des Schweißgutes besonders bei tiefen Temperaturen sehr hoch - Risssicherheit ist besser als bei allen anderen Typen - der Wasserstoffgehalt in der Umhüllung ist ebenfalls niedriger als bei den andern Umhüllungstypen, sollte als Obergrenze nicht H=15ml/100g Schweißgut überschreiten Nachteil: Basische Elektroden nehmen stark Feuchtigkeit auf, müssen warm und trocken gelagert werden. Rücktrocknung beachten! z.b. 2 Std. bei / C 6
7 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung II. Schweißzusätze Basische Elektroden sind unter Gleichstrom am Pluspol zu verschweißen. Dies ist der heißere Pol. VDTÜV Zugelassene oder CE gekennzeichnet Schweißzusätze verwenden! Die Auswahl der umhüllten Stabelektroden erfolgt meist nach den Katalogen für Schweißzusätze der Herstellerfirma z.b. Böhler, Lincoln, ESAB usw. 7
8 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung III. Wärmebehandlung Die chemische Zusammensetzung des Bauteilwerkstoffes legt fest, ob und wie wärmebehandelt werden muss (z.b. ist bei aufhärtungsempfindlichen Stählen Vorwärmen und nach der Schweißung ein Anlassglühen durchzuführen) IV. Bauteilvorbereitung Die anzuwendende Fugenform wird vom Bauteil (Masse, Größe, Form), der Zugänglichkeit des Schweißbereiches (beidseitig, einseitig) und der Werkstoffdicke bestimmt. Achtung: Beim thermischen Fugenvorbereiten an Bauteilen aus Aufhärtungsempfindlichen Stählen ist örtlich vorzuwärmen, um eine kritische Aufhärtung der Fugenflankenoberfläche (Rissgefahr!) zu vermeiden. 8
9 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung V. Schweißen Die einzuhaltenden Schweißparameter sind festzulegen. Die erforderliche Rücktrocknungstemperatur und zeit für Schweißelektroden und Schweißpulver ist anzugeben. Zum Erreichen niedriger Schrumpfeigenspannungen sind bei schwierigen sarbeiten: Vorbereitungs-, Heft- und Schweißfolge sowie Lagenaufbau und Schweißnahtfolge vorzugeben. 9
10 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung VI. Gütenachweis Eine sachgemäße Ausführung macht folgende Sichtkontrolle erforderlich: Fugenform und güte Rissfreiheit der Heftschweißnähte sowie der Wurzel-, Füll-, und Decklagen Fehlerfreiheit aller Lagen (Risse, Kerben, Schlacken, Poren) erforderliche Oberflächengüte der Decklage(n) sowie im Bedarfsfall der Wurzel- bzw. Gegenlage Die Rissfreiheit der Oberfläche (Schweißbereich) ist zusätzlich mit dem Farbeindringverfahren bzw. mit dem Magnetpulverfahren nachzuweisen. 10
11 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung VI. Gütenachweis Von Fall zu Fall ist zu entscheiden ob weiteres zerstörungsfreies Prüfen erforderlich ist. Beispiel: Wiederkehrende Prüfung Druckbehälter, in der Längsnaht ist ein Riss gefunden worden. Welche ZFP Prüfungen wären nach der ordnungsgemäßen Reparatur durchzuführen? 11
12 Reparatur /. Festlegung der Reparatur bei einer an einer Schweißverbindung VI. Gütenachweis Antwort: Bei den Längsnähten sind die Belastungen in Druckbehältern doppelt so hoch wie an Rundnähten!!! - Vorschlag: 1. Oberflächenrissprüfung der Decklage 2. RT oder UT Prüfung des reparierten Bereiches 3. Festigkeitsprüfung mit Wasser - Hinweis: Bei den wiederkehrenden Prüfungen an Druckbehältern evtl. Längsnähte verstärkt in Augenschein nehmen!! 12
13 Reparatur /. Zusammenfassung: Die setzt sich aus 4 Arbeitsschritten zusammen. Diese sollten nachträglich abgearbeitet werden A. Information über den Istzustand bzw. die entstandene Schadensursache B. Auswertung der Information Umsetzung von Wissen über den Schaden in Einschätzung der erreichbaren Gebrauchsfähigkeit des zu reparierenden Bauteiles C. Festlegen des geeigneten Verfahrens z.b. welches Schweißverfahren zugelassene Schweißzusätze und Hilfsstoffe verwenden Aufstellung eines Reparaturplanes D. Ausführung nach Reparaturplan (WPS) 13
14 Prüfbericht Beispiel Ersatzbündel Wärmetauscher
15 Prüfbericht. 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen Prüfbericht über die nach einer Reparatur TÜV Vorlage Fa. Meier 15
16 Prüfbericht. 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen Prüfbericht über die nach einer Reparatur TÜV Vorlage 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen 16
17 Prüfbericht. 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen Prüfbericht über die nach einer Reparatur TÜV Vorlage prüfpflichtigen Änderungen 17
18 Prüfbericht. 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen Prüfbericht über die nach einer Reparatur TÜV Vorlage 18
19 Prüfbericht. 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen Prüfbericht über die nach einer Reparatur TÜV Vorlage 19
20 Prüfbericht. 15 Wiederinbetriebnahme nach prüfpflichtigen Änderungen Prüfbericht über die nach einer Reparatur TÜV Vorlage Köln 20

21 Prüfbericht Beispiel Inbetriebnahmeprüfung Stickstofftank

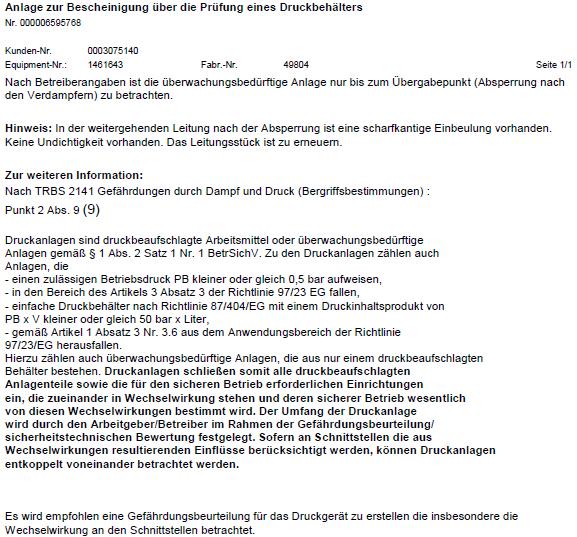
22 Beispiel Stickstofftank Erste Inbetriebnahmeprüfung eines Stickstofftanks (Tiefkalte Gase) 22
23 Beispiel Stickstofftank. Erste Inbetriebnahmeprüfung eines Stickstofftanks (Tiefkalte Gase) Folgeseite: 23

24 Beispiel Stickstofftank. Zweite Inbetriebnahme eines Stickstofftanks Tiefkalte Gase Betreiber des Stickstofftanks erkannte die erste Inbetriebnahmeprüfbescheinigung nicht an. Nach seiner Auskunft gehört zum Prüfauftrag nur der Stickstoffbehälter. (Entnahmeleitung nach Verdampfer ist ausgeschlossen)?? 24
25 Bespiel Stickstofftank - Die Zweite Inbetriebnahmeprüfbescheinigung des Stickstofftanks wurde ausgestellt 25
26 Beispiel Stickstofftank. 26
 Frank Fielenbach Fachgebietsleiter Druckgeräte")
27 Vielen Dank für Ihre Aufmerksamkeit. Dipl.-Ing.(FH) Frank Fielenbach Fachgebietsleiter Druckgeräte Betrieb 27
Hinweise Stabelektroden
 EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Fachkunde für Schweißer
 Fachkunde für Schweißer Band 5 Reparaturschweirjen Eisen und Stahl Herausgegeben von Prof. Dr.-Ing. Günther Thieme Erarbeitet von Obering. Heinz Jahre Й VEB VERLAG TECHNIK BERLIN Inhaltsverzeichnis 1.
Fachkunde für Schweißer Band 5 Reparaturschweirjen Eisen und Stahl Herausgegeben von Prof. Dr.-Ing. Günther Thieme Erarbeitet von Obering. Heinz Jahre Й VEB VERLAG TECHNIK BERLIN Inhaltsverzeichnis 1.
Technische Regel Arbeitsblatt DVGW GW 350 (A) Juni 2015
 Juni 2015") www.dvgw-regelwerk.de Technische Regel Arbeitsblatt DVGW GW 350 (A) Juni 2015 Schweißverbindungen an Rohrleitungen aus Stahl in der Gas- und Wasserversorgung; Herstellung, Prüfung und Bewertung Welding
www.dvgw-regelwerk.de Technische Regel Arbeitsblatt DVGW GW 350 (A) Juni 2015 Schweißverbindungen an Rohrleitungen aus Stahl in der Gas- und Wasserversorgung; Herstellung, Prüfung und Bewertung Welding
DIN EN ISO das Jahr danach Interpretation der Norm und Erfahrungen der Prüfstelle nach 14 Monaten
 DIN EN ISO 9606-1 das Jahr danach Interpretation der Norm und Erfahrungen der Prüfstelle nach 14 Monaten TÜV NORD Stahlbau- und Druckgerätesymposium in Magdeburg. 02. Juni 2015 Einführung. Wie gehen die
DIN EN ISO 9606-1 das Jahr danach Interpretation der Norm und Erfahrungen der Prüfstelle nach 14 Monaten TÜV NORD Stahlbau- und Druckgerätesymposium in Magdeburg. 02. Juni 2015 Einführung. Wie gehen die
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007
 DIN DVS DIN-DVS-Taschenbuch 8 Schweißtechnik 1 Schweißzusätze Normen, Merkblätter 15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007 Herausgeber: DIN Deutsches Institut für Normung e.
DIN DVS DIN-DVS-Taschenbuch 8 Schweißtechnik 1 Schweißzusätze Normen, Merkblätter 15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007 Herausgeber: DIN Deutsches Institut für Normung e.
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Schweißen en an Gusseisen. Stronger, with Castolin Eutectic
 Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Stronger, with Castolin Eutectic Thomas Weithaler Schweißlehrer, Schweißfachmann Augsburg, 01. März 2010 Die Geschichte der Castolin 1906. Anwendungsfälle für die Gussreparatur Verbindungsschweißen an
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Bericht. Name Hersteller / Schweißbetrieb: R.B.S. Kirchweyhe Reinigen Strahlen Beschichten GmbH. Straße: Richtweg 85
 Prüfstelle: TÜV NORD Systems GmbH & Co. KG Datum: 12/10/2017 Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks gemäß 6.8.2.1.23 RID für
Prüfstelle: TÜV NORD Systems GmbH & Co. KG Datum: 12/10/2017 Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks gemäß 6.8.2.1.23 RID für
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Bauwerk: AA-Brücke. Fahrbahn neben der Gleisanlage. Datum der Ergebnisfeststellung: 20.Mai 2xxx. Seite 1 von 12
 Bauwerk: AA-Brücke Datum der Ergebnisfeststellung: 20.Mai 2xxx Fahrbahn neben der Gleisanlage Seite 1 von 12 1. Einleitung Die AA-Brücke wird z.zt. saniert. Nach dem Abtragen des Fahrbahnbelages und dem
Bauwerk: AA-Brücke Datum der Ergebnisfeststellung: 20.Mai 2xxx Fahrbahn neben der Gleisanlage Seite 1 von 12 1. Einleitung Die AA-Brücke wird z.zt. saniert. Nach dem Abtragen des Fahrbahnbelages und dem
Hinweise Schweißzusätze für das UP-Schweißen
 Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Merkblatt für die Anerkennung als Schweißbetrieb zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks
 Stand 31.01.2013 Merkblatt für die Anerkennung als Schweißbetrieb zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks gemäß Absatz 6.8.2.1.23 RID Inhalt Seite Vorwort... 2 1. Allgemeines...
Stand 31.01.2013 Merkblatt für die Anerkennung als Schweißbetrieb zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks gemäß Absatz 6.8.2.1.23 RID Inhalt Seite Vorwort... 2 1. Allgemeines...
Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß ADR
 Prüfstelle Bericht Nr.: Fassung: Datum der Prüfung: Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß 6.8.2.1.23 ADR für festverbundene Tanks, Aufsetztanks, Tankcontainern, Tankwechselaufbauten
Prüfstelle Bericht Nr.: Fassung: Datum der Prüfung: Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß 6.8.2.1.23 ADR für festverbundene Tanks, Aufsetztanks, Tankcontainern, Tankwechselaufbauten
SCHWEISSZUSÄTZE UND HILFSSTOFFE
 SCHWEISSZUSÄTZE UND HILFSSTOFFE 1 STEIN-MEGAFIL Fülldrähte für das MAG-Verbindungsschweißen R p0,2 Kerbschlagarbeit STEIN- R R m A 5 el J MEGAFIL EN ISO AWS MPa MPa % RT - 20 ºC - 40 ºC - 60 ºC EN ISO
SCHWEISSZUSÄTZE UND HILFSSTOFFE 1 STEIN-MEGAFIL Fülldrähte für das MAG-Verbindungsschweißen R p0,2 Kerbschlagarbeit STEIN- R R m A 5 el J MEGAFIL EN ISO AWS MPa MPa % RT - 20 ºC - 40 ºC - 60 ºC EN ISO
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO
 SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
Überprüfung als Hersteller und Schweißbetrieb /A /Rev.OO. Lindenberg-Anlagen GmbH Hoffnungsthaler Straße 41 D Overath
 Zertifikat Überprüfung als Hersteller und Schweißbetrieb gemäß AD 2000-Merkblatt HP 0 und DIN EN ISO 3834-3 Zertifikat Nr. 01 202 973/A-16 0215/Rev.OO Name und Anschrift des Herstellers: Lindenberg-Anlagen
Zertifikat Überprüfung als Hersteller und Schweißbetrieb gemäß AD 2000-Merkblatt HP 0 und DIN EN ISO 3834-3 Zertifikat Nr. 01 202 973/A-16 0215/Rev.OO Name und Anschrift des Herstellers: Lindenberg-Anlagen
Verschleißfeste Stähle. Technische Lieferbedingungen für Grobbleche. voestalpine Grobblech GmbH
 Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Verschleißfeste Stähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Verschleißfeste Stähle durostat durostat 400 durostat 450 durostat 500 durostat
Sicheres rissfreies Schweißen ohne Vorwärmen mit Dillinger DI-MC 355T/S355ML
 Sicheres rissfreies Schweißen ohne Vorwärmen mit Dillinger DI-MC 355T/S355ML Revision 0, Mai 2017, 6 Seiten Stichworte: Vorwärmen, DI-MC 355T/S355ML, Schweißen, Vorwärmtemperatur, Offshore Wind, Monopile
Sicheres rissfreies Schweißen ohne Vorwärmen mit Dillinger DI-MC 355T/S355ML Revision 0, Mai 2017, 6 Seiten Stichworte: Vorwärmen, DI-MC 355T/S355ML, Schweißen, Vorwärmtemperatur, Offshore Wind, Monopile
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
Inhaltsverzeichnis. Vorwort
 Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Grundsätze zu Schweißkonstruktionen im Druckgerätebau... 1 1.1.1 Sicherheit des Druckgerätes und Regelwerk... 1 1.1.2 Beanspruchungen, Auslegung und Gestaltung...
Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Grundsätze zu Schweißkonstruktionen im Druckgerätebau... 1 1.1.1 Sicherheit des Druckgerätes und Regelwerk... 1 1.1.2 Beanspruchungen, Auslegung und Gestaltung...
DIN EN 287-1: Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)
 Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)") DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN
 ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche
 Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche
 Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Empfehlungen für das Schweißen von XABO 1100
 Empfehlungen für das Schweißen von XABO 11 1 Einleitung SE_XABO11_deutsch_sept24.doc XABO 11 ein niedriglegierter Baustahl, der im flüssigkeitsvergüteten Zustand geliefert und üblicherweise in diesem Zustand
Empfehlungen für das Schweißen von XABO 11 1 Einleitung SE_XABO11_deutsch_sept24.doc XABO 11 ein niedriglegierter Baustahl, der im flüssigkeitsvergüteten Zustand geliefert und üblicherweise in diesem Zustand
Vergleichbare unlegierte Werkstoffe, die durch die VdTÜV-Eignungsprüfung miterfasst sind
 Vergleichbare unlegierte Werkstoffe, die durch die VdTÜV-Eignungsprüfung miterfasst sind 1. Erläuterungen zu den VdTÜV-Kennblättern Vom VdTÜV wurde das VdTÜV Merkblatt Schweißtechnik 1153 veröffentlicht.
Vergleichbare unlegierte Werkstoffe, die durch die VdTÜV-Eignungsprüfung miterfasst sind 1. Erläuterungen zu den VdTÜV-Kennblättern Vom VdTÜV wurde das VdTÜV Merkblatt Schweißtechnik 1153 veröffentlicht.
Auditbericht. Qualifizierung für die schweißtechnische Instandsetzung nach Ril
 Deutsche Bahn AG DB Systemtechnik, Team Schweißtechnik Auditbericht Qualifizierung für die schweißtechnische Instandsetzung nach Ril 951.0020 Überprüfter Schweißbetrieb: MSG Maschinenbau und Service GmbH
Deutsche Bahn AG DB Systemtechnik, Team Schweißtechnik Auditbericht Qualifizierung für die schweißtechnische Instandsetzung nach Ril 951.0020 Überprüfter Schweißbetrieb: MSG Maschinenbau und Service GmbH
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Wiederkehrende Prüfungen im Herstellerbereich
 Wiederkehrende Prüfungen im Herstellerbereich Verfahrensprüfungen Schweißerprüfungen Umstempelung Module A2 und HPO Gerald Bauerfeind TÜV SÜD Industrie Service GmbH Folie 1 Rechtliche Grundlagen Europäischer
Wiederkehrende Prüfungen im Herstellerbereich Verfahrensprüfungen Schweißerprüfungen Umstempelung Module A2 und HPO Gerald Bauerfeind TÜV SÜD Industrie Service GmbH Folie 1 Rechtliche Grundlagen Europäischer
Qualitätssicherung in der Schweißtechnik
 Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Tel.-Nr. +49 (228) BLZ Konto-Nr Fax-Nr. +49 (228) IBAN DE BIC: MARKDEF1590
 BLZ Konto-Nr Fax-Nr. +49 (228) IBAN DE BIC: MARKDEF1590") Zentrale Eisenbahn-Bundesamt, Postfach 20 05 65, 53135 Bonn Vermerk Bearbeitung: Friedrich Bierekoven Telefon: +49 (228) 9826-392 Telefax: +49 (228) 9826-9392 e-mail: Bierekovenf@eba.bund.de Internet:
Zentrale Eisenbahn-Bundesamt, Postfach 20 05 65, 53135 Bonn Vermerk Bearbeitung: Friedrich Bierekoven Telefon: +49 (228) 9826-392 Telefax: +49 (228) 9826-9392 e-mail: Bierekovenf@eba.bund.de Internet:
Verfahrenstechnik. Rohrleitungen nach EN Allgemeine Anforderungen, Werkstoffe, Fertigung und Prüfung
 Verfahrenstechnik Seminar Rohrleitungen nach EN 13480 - Allgemeine Anforderungen, Werkstoffe, Fertigung und Prüfung Termin/Ort 21. 22. November 2017 in München Dipl.-Ing. Andreas Kittel, Linde AG, Geschäftsbereich
Verfahrenstechnik Seminar Rohrleitungen nach EN 13480 - Allgemeine Anforderungen, Werkstoffe, Fertigung und Prüfung Termin/Ort 21. 22. November 2017 in München Dipl.-Ing. Andreas Kittel, Linde AG, Geschäftsbereich
Bezeichnung und Geltungsbereich DILLIMAX 1100 ist in Dicken von 8 bis 40 mm und in folgenden Breiten lieferbar:
 Hochfester Feinkornbaustahl Wasservergütet 1100 Werkstoffblatt, Ausgabe April 2016 1 DILLIMAX 1100 ist ein hochfester, schweißgeeigneter Feinkornbaustahl mit einer Mindeststreckgrenze von 1 100 MPa im
Hochfester Feinkornbaustahl Wasservergütet 1100 Werkstoffblatt, Ausgabe April 2016 1 DILLIMAX 1100 ist ein hochfester, schweißgeeigneter Feinkornbaustahl mit einer Mindeststreckgrenze von 1 100 MPa im
Zeit und Geld sparen mit qualifizierten Schweißprozessen. Halle. Zertifizierung nach EN 1090 leicht gemacht!
 EN 1090 WPQR-Paket Zeit und Geld sparen mit qualifizierten Schweißprozessen Halle EN 1090 WPQR-Paket jetzt kostenlos! * * Beim Kauf eines entsprechenden Schweißgerätes. Weitere Informationen finden Sie
EN 1090 WPQR-Paket Zeit und Geld sparen mit qualifizierten Schweißprozessen Halle EN 1090 WPQR-Paket jetzt kostenlos! * * Beim Kauf eines entsprechenden Schweißgerätes. Weitere Informationen finden Sie
Registriernummer: Firmenname: Auditart: Anschrift: Voraudit. Audit. Leitender Betriebsprüfer: Nachaudit. Betriebsprüfer: Überwachungsaudit
 Audit-Checkliste DIN EN -: 006 Anmerkung: (Die geringeren Anforderungen der DIN EN -3 und -4 sind entsprechend zu berücksichtigen. Die im Fragenkatalog angesprochenen Unterlagen brauchen bei einer Zertifizierung
Audit-Checkliste DIN EN -: 006 Anmerkung: (Die geringeren Anforderungen der DIN EN -3 und -4 sind entsprechend zu berücksichtigen. Die im Fragenkatalog angesprochenen Unterlagen brauchen bei einer Zertifizierung
Schweißaufsicht: Aufgaben und Verantwortungen (EN 1090) Schweißaufsicht
 Schweißaufsicht") Schweißaufsicht Aufgaben und Verantwortungen Qualifikationen Normative Dokumente Aufgaben und Verantwortung EN 1090-2 / Qualifikation des Schweißaufsichtspersonals JOIN E2 Best Practice Lösung externe
Schweißaufsicht Aufgaben und Verantwortungen Qualifikationen Normative Dokumente Aufgaben und Verantwortung EN 1090-2 / Qualifikation des Schweißaufsichtspersonals JOIN E2 Best Practice Lösung externe
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Vorhandene Zulassungen (z.b. DIN EN ISO 3834, DIN 18800, DIN EN usw.)
") GSI - Gesellschaft für Schweißtechnik International mbh, Niederlassung SLV Duisburg Postfach 10 12 62, 47012 Duisburg Telefax (0203) 3781-350 Antrag auf Erteilung einer Bescheinigung zur Herstellerqualifikation
GSI - Gesellschaft für Schweißtechnik International mbh, Niederlassung SLV Duisburg Postfach 10 12 62, 47012 Duisburg Telefax (0203) 3781-350 Antrag auf Erteilung einer Bescheinigung zur Herstellerqualifikation
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO (MAG)
") BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
Überragende Effizienz.
 Steel Überragende Effizienz. Der neue XABO 1300. Für eine neue Höhe der Belastbarkeit von Leichtbaukonstruktionen für Sonderfahrzeuge. Mit XABO 1300 präsentiert sich ein neuer wasservergüteter Feinkornbaustahl,
Steel Überragende Effizienz. Der neue XABO 1300. Für eine neue Höhe der Belastbarkeit von Leichtbaukonstruktionen für Sonderfahrzeuge. Mit XABO 1300 präsentiert sich ein neuer wasservergüteter Feinkornbaustahl,
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Hochfester Feinkornbaustahl. Wasservergütet. Produktbeschreibung. 965 ist eine Produktmarke von Dillinger 1/6. Werkstoffblatt, Ausgabe April
 Hochfester Feinkornbaustahl Wasservergütet 965 Werkstoffblatt, Ausgabe April 2016 1 DILLIMAX 965 ist ein hochfester, schweißgeeigneter Feinkornbaustahl mit einer Mindeststreckgrenze von 960 MPa im Lieferzustand
Hochfester Feinkornbaustahl Wasservergütet 965 Werkstoffblatt, Ausgabe April 2016 1 DILLIMAX 965 ist ein hochfester, schweißgeeigneter Feinkornbaustahl mit einer Mindeststreckgrenze von 960 MPa im Lieferzustand
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Schweißanweisung (WPS)
") EN 287-1 Schweißanweisung (WPS) FB S01 Schweißanweisung: 135-K/ 1 Art der Vorbereitung: Heftschweißen WPQR Nr. 001 / 2011 Art der Reinigung: Schleifen Art des Tropfenübergangs: feintröpfig Grundwerkstoff:
EN 287-1 Schweißanweisung (WPS) FB S01 Schweißanweisung: 135-K/ 1 Art der Vorbereitung: Heftschweißen WPQR Nr. 001 / 2011 Art der Reinigung: Schleifen Art des Tropfenübergangs: feintröpfig Grundwerkstoff:
Betriebsanleitung Transportringe, schweißbar Güteklasse 8
 TWN 0119 Betriebsanleitung Transportringe, schweißbar Güteklasse 8 TWN 0124 mit Feder THIELE GmbH & Co. KG Werkstraße 3 Tel: +49 (0)2371 / 947-0 58640 Iserlohn www.thiele.de B07999-A DE-050310 Inhaltsverzeichnis
TWN 0119 Betriebsanleitung Transportringe, schweißbar Güteklasse 8 TWN 0124 mit Feder THIELE GmbH & Co. KG Werkstraße 3 Tel: +49 (0)2371 / 947-0 58640 Iserlohn www.thiele.de B07999-A DE-050310 Inhaltsverzeichnis
Antrag auf Zertifizierung
 Antrag auf Zertifizierung 1. ALLGEMEINE INFORMATIONEN ÜBER DEN HERSTELLER UND SEINE WERKSEIGENE PRODUKTIONSKONTROLLE Die Zertifizierstelle muss von einem bevollmächtigten Vertreter der antragstellenden
Antrag auf Zertifizierung 1. ALLGEMEINE INFORMATIONEN ÜBER DEN HERSTELLER UND SEINE WERKSEIGENE PRODUKTIONSKONTROLLE Die Zertifizierstelle muss von einem bevollmächtigten Vertreter der antragstellenden
Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo
 Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt
 460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
VdTÜV-Kennblatt für Schweißzusätze
 Plettenberger Straße 3 Schweißzusatz*: Drahtelektrode 4 Marke*: VDM FM 617 7 Typ*: EN ISO 1874 - S Ni 6617 (NiCrCo1Mo9) 11 Durchmesserbereich: 0,8 bis 1,6 mm 1 Hilfsstoffe: EN ISO 14175 - I 1, Cronigon
Plettenberger Straße 3 Schweißzusatz*: Drahtelektrode 4 Marke*: VDM FM 617 7 Typ*: EN ISO 1874 - S Ni 6617 (NiCrCo1Mo9) 11 Durchmesserbereich: 0,8 bis 1,6 mm 1 Hilfsstoffe: EN ISO 14175 - I 1, Cronigon
Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle
 Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Abschlußbericht zum Projekt S 516: Entwicklung neuer und Optimierung vorhandener MSG-Fülldrähte für das Schweißen hochfester Feinkornstähle Laufzeit: vom 01.11.2001 bis 31.12.2002 Gefördert durch: Stiftung
Teilnehmerinformationen zum Fernlehrgang
 Teilnehmerinformationen zum Fernlehrgang Inhaltsverzeichnis Telefon-Service Seite 2 E-Mail-Service Seite 2 Übungsaufgaben Seite 2 Terminübersicht (Prüfung) Seite 3 Lehrgangsbeschreibung Seite 4-5 Übersicht:
Teilnehmerinformationen zum Fernlehrgang Inhaltsverzeichnis Telefon-Service Seite 2 E-Mail-Service Seite 2 Übungsaufgaben Seite 2 Terminübersicht (Prüfung) Seite 3 Lehrgangsbeschreibung Seite 4-5 Übersicht:
CLEARINOX. Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission.
 CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
CLEARINOX Rostfreie Stabelektroden und Fülldrahtelektroden mit niedriger Chrom VI Emission www.oerlikon.de www.oerlikon-schweisstechnik.ch Verbessern wir Ihre Arbeitsumgebung! Weniger Chrom VI und geringere
Vorhandene Zulassungen (z.b. DIN EN ISO 3834, DIN 18800, DIN 6700 usw.)
") SLV Berlin-Brandenburg Niederlassung der GSI mbh Luxemburger Str. 21 13353 Berlin Telefax 030 45001-102 Antrag auf Erteilung einer Bescheinigung zur Herstellerqualifikation zum Schweißen, Hartlöten und
SLV Berlin-Brandenburg Niederlassung der GSI mbh Luxemburger Str. 21 13353 Berlin Telefax 030 45001-102 Antrag auf Erteilung einer Bescheinigung zur Herstellerqualifikation zum Schweißen, Hartlöten und
EN1090 aus der Sicht eines Schweißgeräteherstellers
 EN1090 aus der Sicht eines Schweißgeräteherstellers Dipl.Wirtsch.-Ing. SFI/IWE Boyan Ivanov EWM Hightec Welding GmbH www.ewm-group.com Stand 2012-10 EWM HIGHTEC WELDING GmbH Mündersbach 1 Inhalt Allgemeine
EN1090 aus der Sicht eines Schweißgeräteherstellers Dipl.Wirtsch.-Ing. SFI/IWE Boyan Ivanov EWM Hightec Welding GmbH www.ewm-group.com Stand 2012-10 EWM HIGHTEC WELDING GmbH Mündersbach 1 Inhalt Allgemeine
3 6 / Wird bei Untervergaben Folgendes berücksichtigt? Festlegung der Vorgaben und Auswahlkriterien für Unterlieferanten Zurverfügungstellung der notw
 Arbeitsanweisung AA Checkliste DIN EN ISO 3834 Seite 1 von 7 Diese Arbeitsanweisung dient als Grundlage der Prüfung der Handbuchunterlagen und sonstigen Dokumentation und stichprobenweisen Befragung vor
Arbeitsanweisung AA Checkliste DIN EN ISO 3834 Seite 1 von 7 Diese Arbeitsanweisung dient als Grundlage der Prüfung der Handbuchunterlagen und sonstigen Dokumentation und stichprobenweisen Befragung vor
StarWeld Schweißtechnische Software wps-manager. technische voraussetzungen. modul verfahrensprüfungen (WPQR) modul arbeitsproben (ap)
 modul arbeitsproben (ap)") modul verfahrensprüfungen (WPQR) Dokumentation und Verwaltung von Schweißverfahrensprüfungen Übersicht über kritische WPQR Zuordnung von Verfahrensprüfungen zu Schweißanweisungen Suchen einer Verfahrensprüfung
modul verfahrensprüfungen (WPQR) Dokumentation und Verwaltung von Schweißverfahrensprüfungen Übersicht über kritische WPQR Zuordnung von Verfahrensprüfungen zu Schweißanweisungen Suchen einer Verfahrensprüfung
Die Zertifizierungsstelle für Druckgeräte. der TÜV NORD Systems GmbH & Co. KG. bescheinigt, dass das Unternehmen. Schwelm Anlagentechnik GmbH
 TÜV NORD ZERTIFIKAT Die Zertifizierungsstelle für Druckgeräte der TÜV NORD GmbH & Co. KG bescheinigt, dass das Unternehmen Schwelm Anlagentechnik GmbH Loher Str. 1 58332 Schwelm als Hersteller von Rohrleitungen
TÜV NORD ZERTIFIKAT Die Zertifizierungsstelle für Druckgeräte der TÜV NORD GmbH & Co. KG bescheinigt, dass das Unternehmen Schwelm Anlagentechnik GmbH Loher Str. 1 58332 Schwelm als Hersteller von Rohrleitungen
Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt
 355 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 355 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
355 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 355 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt
 460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe April 2016 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von 460
460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe April 2016 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von 460
EWM hilft und spart Ihnen Zeit und Geld!
 Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Das EWM EN 1090 WPQR-Paket EWM hilft und spart Ihnen Zeit und Geld! Zertifizierung nach EN 1090 leicht gemacht! Stahlschweißen Für EWM MIG/MAG-Inverter-Stromquellen alpha Q, Phoenix, Taurus Synergic, Picomig
Stahlbauhohlprofile und Profilrohre. Warm- und kaltgefertigt
 Stahlbauhohlprofile und Profilrohre Warm- und kaltgefertigt 221 Inhaltsübersicht Warmgefertigte Stahlbauhohlprofile Chemische und mechanische Eigenschaften... 223 Warmgefertigte Stahlbauhohlprofile... 224
Stahlbauhohlprofile und Profilrohre Warm- und kaltgefertigt 221 Inhaltsübersicht Warmgefertigte Stahlbauhohlprofile Chemische und mechanische Eigenschaften... 223 Warmgefertigte Stahlbauhohlprofile... 224
Schweißtechnische Verarbeitung der Gusseisenwerkstoffe
 Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
Günter F. Metting, Duisburg Schweißtechnische Verarbeitung der Gusseisenwerkstoffe Gusseisenwerkstoffe gelten bis heute bei vielen Ingenieuren als nicht schweißgeeignet. Der Grund hierfür ist in der unzureichenden
STS-Verzeichnis Akkreditierungsnummer: STS 0052
 Internationale Norm: ISO/IEC 17025:2005 Schweizer Norm: SN EN ISO/IEC 17025:2005 Swiss Safety Center AG Materials Technology Richtistrasse 15 8304 Wallisellen Leiter: Oliver von Trzebiatowski MS-Verantwortliche:
Internationale Norm: ISO/IEC 17025:2005 Schweizer Norm: SN EN ISO/IEC 17025:2005 Swiss Safety Center AG Materials Technology Richtistrasse 15 8304 Wallisellen Leiter: Oliver von Trzebiatowski MS-Verantwortliche:
QUALIFIKATION IHRER SCHWEISSVERFAHREN BEI STAHLTRAGWERKEN NACH EN
 Lasting Connections QUALIFIKATION IHRER SCHWEISSVERFAHREN BEI STAHLTRAGWERKEN NACH EN 1090-2 voestalpine Böhler Welding www.voestalpine.com/welding 1 LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze
Lasting Connections QUALIFIKATION IHRER SCHWEISSVERFAHREN BEI STAHLTRAGWERKEN NACH EN 1090-2 voestalpine Böhler Welding www.voestalpine.com/welding 1 LASTING CONNECTIONS Als Pionier für innovative Schweißzusätze
Lasting Connections. Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding
 voestalpine Böhler Welding") Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
Lasting Connections Selection Guide Stabelektroden für E-Hand Schweißen (SMAW / MMA) voestalpine Böhler Welding www.voestalpine.com/welding BÖHLER WELDING Lasting Connections Einführung Als einer der Pioniere
ALUNOX ist Ihr Programm: Hochlegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
Schweißen. Empfehlung für Schienenstähle
 Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
Schweißen Empfehlung für Schienenstähle Die Schweißempfehlung......basiert u. a. auf Informationen und Erfahrungen von vielen Prüfinstituten, Schweißfachfirmen und Nahverkehren, die an der Erstellung dieser
EK ZÜS-Geschäftsstelle im VdTÜV
 EK ZÜS-Geschäftsstelle im VdTÜV Beschluss des EK ZÜS zum Arbeitsgebiet ZÜS Druckanlagen BD-011 rev 2 [D] Abgestimmt im EK ZÜS 17. Sitzung, TOP 8.1 22.05.2014 19. Sitzung, TOP 9.3 20.05.2015 25. Sitzung,
EK ZÜS-Geschäftsstelle im VdTÜV Beschluss des EK ZÜS zum Arbeitsgebiet ZÜS Druckanlagen BD-011 rev 2 [D] Abgestimmt im EK ZÜS 17. Sitzung, TOP 8.1 22.05.2014 19. Sitzung, TOP 9.3 20.05.2015 25. Sitzung,
2. Stabelektroden zum Schweißen hitzebeständiger Stähle
 2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
2. Stabelektroden zum Schweißen hitzebeständiger Stähle Artikel-Bezeichnung 4716 B 4370 B E 307 15 4370 R E 307 16 4370 R 160 4820 B 4820 R 4829 B E 309 15 4829 R E 309 16 4829 R 140 4332 B E 309 L 15
45. Sondertagung Schweißen im Anlagen- und Behälterbau. 07. bis 10. März Themen und Fragen der Arbeitsgruppen
 45. Sondertagung Schweißen im Anlagen- und Behälterbau 07. bis 10. März 2017 Themen und Fragen der Arbeitsgruppen November 16 Mittwoch, 08.03.17 Arbeitsgruppe 1 Vertiefung der Basisinfo Kanada / Indien
45. Sondertagung Schweißen im Anlagen- und Behälterbau 07. bis 10. März 2017 Themen und Fragen der Arbeitsgruppen November 16 Mittwoch, 08.03.17 Arbeitsgruppe 1 Vertiefung der Basisinfo Kanada / Indien
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
3. Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 3 Zusatzwerkstoffe für das Schweißen zunderbeständiger und hoch warmfester Werkstoffe 3.1 Umhüllte Stabelektroden für das Schweißen
1090 PROJECT 2015 FIMER
 EN 1090 Alle Betriebe, die Schweißungen an Stahl- und Aluminiumtragwerken durchführen, unterliegen ab 1. Juli 2014 einer Nachweispflicht für ihre Schweißnähte. A. Massari EN 1090 PROJECT 2015 FIMER Per
EN 1090 Alle Betriebe, die Schweißungen an Stahl- und Aluminiumtragwerken durchführen, unterliegen ab 1. Juli 2014 einer Nachweispflicht für ihre Schweißnähte. A. Massari EN 1090 PROJECT 2015 FIMER Per
Schweißtechnik 4. Auswahl von Normen für die Ausbildung des schweißtechnischen Personals. Normen, Merkblätter. DIN-DVS-Taschenbuch 191
 { DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
{ DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
ZERTIFIKAT. Konformität der werkseigenen Produktionskontrolle 0036-CPR TÜV SÜD
 ZERTIFIKAT Konformität der werkseigenen Produktionskontrolle 0036-CPR-1090-1.00641.TÜV SÜD.2017.001 Gemäß der Verordnung (EU) Nr. 305/2011 des Europäischen Parlaments und des Rates vom 09. März 2011 (Bauproduktenverordnung
ZERTIFIKAT Konformität der werkseigenen Produktionskontrolle 0036-CPR-1090-1.00641.TÜV SÜD.2017.001 Gemäß der Verordnung (EU) Nr. 305/2011 des Europäischen Parlaments und des Rates vom 09. März 2011 (Bauproduktenverordnung
Schweißtechnische Verarbeitung neuer Kraftwerkstähle
 Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißen im Stahlbau nach EN 1090 und weitere EN- und ISO-Regelwerke im Bereich der Schweißtechnik am 23. Februar 2012
 An die Geschäftsleitungen von Stahlbauunternehmen sowie Bauunternehmen, Holzbauund Metallbauunternehmen und Architektur- und Ingenieurbüros und andere Interessierte MAC 19.12.2011 Schweißen im Stahlbau
An die Geschäftsleitungen von Stahlbauunternehmen sowie Bauunternehmen, Holzbauund Metallbauunternehmen und Architektur- und Ingenieurbüros und andere Interessierte MAC 19.12.2011 Schweißen im Stahlbau
Auswirkungen der Betriebssicherheitsverordnung auf Kälteanlagen
 DKV 2002, Magdeburg AA II.1, Sicherheitsfragen, Normung und Umrüstung Auswirkungen der auf Kälteanlagen Peter Wohlmuth TÜV Süddeutschland Bau und Betrieb Vertrag zur Gründung der Europäischen Gemeinschaft
DKV 2002, Magdeburg AA II.1, Sicherheitsfragen, Normung und Umrüstung Auswirkungen der auf Kälteanlagen Peter Wohlmuth TÜV Süddeutschland Bau und Betrieb Vertrag zur Gründung der Europäischen Gemeinschaft
Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen. Thomas Herzog Dominik Molitor Wolfgang Spiegel
 Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen Thomas Herzog Dominik Molitor Wolfgang Spiegel www.chemin.de Kraftwerktechnisches Kolloquium Dresden,
Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen Thomas Herzog Dominik Molitor Wolfgang Spiegel www.chemin.de Kraftwerktechnisches Kolloquium Dresden,
durostat 400/450/500 Verschleißfeste Bleche aus warmgewalztem Stahlband
 Warmgewalztes Tafelblech Datenblatt durostat 400/450/500 Seite 1/5 02/2018 durostat 400/450/500 Verschleißfeste Bleche aus warmgewalztem Stahlband durostat 400, durostat 450 und durostat 500 erreichen
Warmgewalztes Tafelblech Datenblatt durostat 400/450/500 Seite 1/5 02/2018 durostat 400/450/500 Verschleißfeste Bleche aus warmgewalztem Stahlband durostat 400, durostat 450 und durostat 500 erreichen
Empfehlungen für das Schweißen von XABO 890 und XABO 960
 Empfehlungen für das Schweißen von XABO 89 und XABO 96 1 Einleitung SE_XABO89_96_deutsch_Sept24.doc XABO 89 und XABO 96 sind niedriglegierte Baustähle, die im flüssigkeitsvergüteten Zustand geliefert und
Empfehlungen für das Schweißen von XABO 89 und XABO 96 1 Einleitung SE_XABO89_96_deutsch_Sept24.doc XABO 89 und XABO 96 sind niedriglegierte Baustähle, die im flüssigkeitsvergüteten Zustand geliefert und
Name der akkreditierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, Grebenstein, Tel.
 Hersteller:,Auftrags-Nr.: Seite 1 von 5 Name der akkreditierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, 34393 Grebenstein, Tel.: 05674-7969 Akkreditierungs-Nr.: DE-ZE-18418-01-00
Hersteller:,Auftrags-Nr.: Seite 1 von 5 Name der akkreditierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, 34393 Grebenstein, Tel.: 05674-7969 Akkreditierungs-Nr.: DE-ZE-18418-01-00