Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
|
|
|
- Liese Katarina Winter
- vor 7 Jahren
- Abrufe
Transkript
1 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN Kurs Fügetechnik
2 Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE UND SCHWEISSTECHNIK Geht auch so?!
3 Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE UND SCHWEISSTECHNIK Oder so?
4 Natürlich auch so
5 Vielleicht auch als allgem. Regel? Eine DIN-Norm ist ein unter Leitung eines Arbeitsausschusses im DIN Deutsches Institut für Normung erarbeiteter freiwilliger Standard, in dem materielle und immaterielle Gegenstände vereinheitlicht sind. DIN-Normen entstehen auf Anregung und durch die Initiative interessierter Kreise (in der Regel die deutsche Wirtschaft), wobei Übereinstimmung unter allen Beteiligten hergestellt wird.(sollte)
6 Grundlagen der zeichnerischen Darstellung
7 Information in der Darstellung: Fertigung: Geometrie und Abmessungen der Verbindungen Fügeverfahren (z.b. Schweiß- bzw. Lötverfahren) Zusatzwerkstoffe Schweißpositionen Wärmebehandlung Allgemeintoleranzen u. a. Prüfung der Verbindung/Qualitätssicherung Bewertungsgruppe weitere Spezifikationen u. a. Nachrechnung, Prüfung und Zulassung des dargestellten Objekts
8 Stoßarten von Schweißverbindungen
9 Der Schweißstoß ist der Bereich, in dem die Teile durch Schweißen miteinander verbunden werden. Die konstruktive Gestaltung dieser Stelle und speziell die Lage der Schweißteile zueinander wird als Stoßart bezeichnet.

10
11 .
12 .
13 .
14 Nahtarten Eine bestimmte Stoßart erfordert zwangsläufig eine bestimmte Nahtart. Sie wird. außerdem bestimmt z.b. durch: -die Art und den Umfang der Vorbereitung (u.a. Fugenform) -den Werkstoff, -den Fügeprozess
15 Stumpfnaht Die Teile liegen in einer Ebene und werden durch Schweißen vereinigt

16 Kehlnahtformen Kehlnaht Doppelkehlnaht Die Teile liege in zwei Ebenen winklig zueinander und bilden eine Kehlfuge Man unterscheidet einseitige und doppelseitige Kehlnähte
17 Kehlnahtausführungen
18 Abarten von Kehlnähten
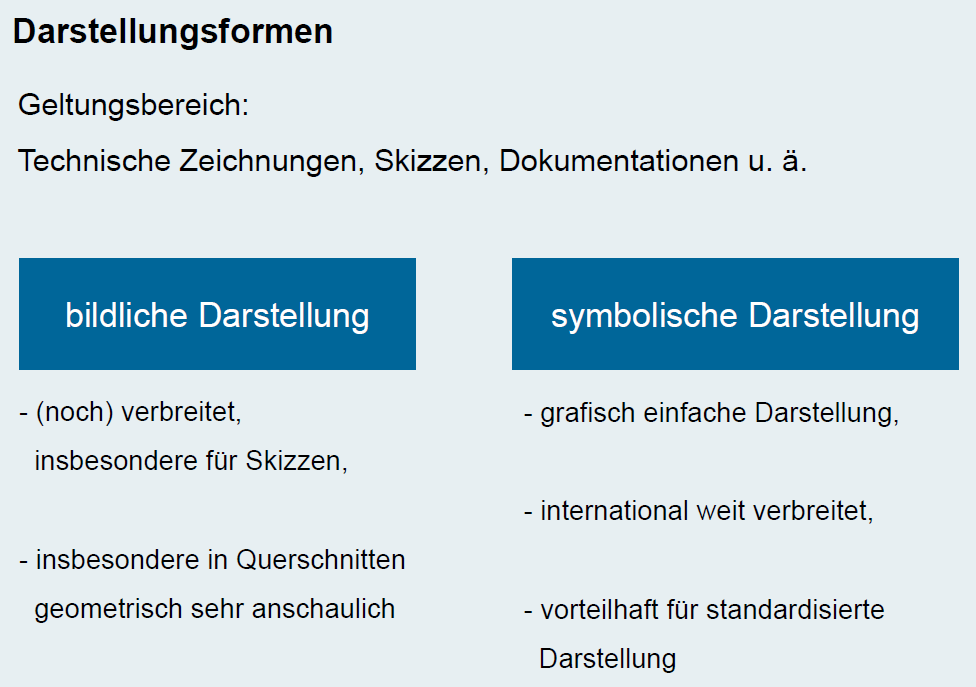
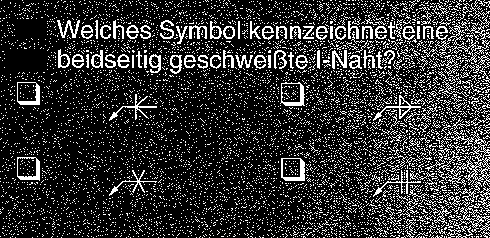
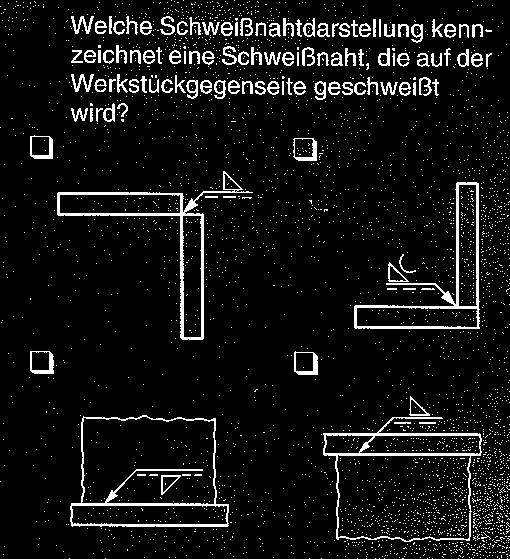
19 Zeichnerische Darstellung nach DIN EN ISO 2553 Die Darstellung von Schweißnähten ist möglich in bildlicher und sinnbildlicher Form. Die zu verwendeten Symbole kennzeichnen Form, Vorbereitung und Ausführung der Naht. Man unterscheidet Grundsymbole, zusammengesetzte Symbole, Zusatzsymbole und Ergänzungssymbole.

20 Zeichnerische Darstellung von Schweißverbindungen

21 Zeichnerische Darstellung eines Schweißpfeils System A
22 Stellung des Symbols System A

23 Lage der Naht zum Symbol

24 Beispiele Zeichnerische Darstellung von der Bezugslinie

25 Beispiele: Zeichnerische Darstellung von der Bezugslinie

26 Beispiele: Zeichnerische Darstellung von der Bezugslinie
27 Zeichnerische Darstellung von Maßangaben
28
29 Vormaß V Schweißpunktabstand
30 Zusatz- und Ergänzungssymbole
31 Beispiel neue DIN EN 2553
32 Beispiel neue DIN EN 2553
33 Beispiel neue DIN EN 2553

34 Beispiel neue DIN EN 2553
35 Ergänzungssymbole
36 Einfache Bemessung von Schweißnähten
37 Schritt 1: Übliches Bemessungsverfahren: Ermittlung der Nennbelastung aus einwirkenden Kräften, Momenten, ggf. auch Temperaturen. Wirken die Belastungen statisch oder dynamisch?
38 Schritt 2: Übliches Bemessungsverfahren: Festlegung der maßgeblichen Beanspruchungsart an der Nahtstelle (Entsteht in der Naht nur eine Spannungsart oder handelt es sich um eine zusammen- gesetzte Spannung?)
39 Schritt 3: Übliches Bemessungsverfahren: Ermittlung der vorhandenen Spannung anhand eines angenommenen Festigkeitsmodells (unter Beachtung evtl. Auslegungsvorschriften) Entwurfsmäßige Festlegung der Nahtdicke
40 Schritt 4: Übliches Bemessungsverfahren: Ermittlung der zulässigen Spannungen unter Beachtung des Einsatzgebietes (Stahl- und Kranbau, Druckbehälter und Kesselbau)
41 Schritt 6: Übliches Bemessungsverfahren: Gff. schrittweise Abänderung der Naht- und oder Bauteilgeometrie zum Erreichen zulässiger Spannungen
42 Rechnerische Berücksichtigung der Kehlnahtdicke Das in den Skizzen gezeigte Maß der Nahtdicke "a" ist gleich der Höhe des eingeschriebenen gleichschenkligen Dreiecks.
43 Übliche a-maßermittlung bei ungleichschenkligen Kehlnähten zmin a alt =0,7 x zmin Nach DIN , (alt) Das a-maß ist die Höhe des größtmöglichen (gleich- oder ungleichschenkeligen) Dreiecks, welches sich in den Nahtquerschnitt einzeichnen lässt
44 Nahtdickenbegrenzungen Die Nahtdicke von Kehlnahtverbindungen sollte im Allgemeinen der statischen Berechnung entnommen werden und in der technischen Dokumentation (Zeichnungen) angegeben sein. Sowohl hier als auch bei der Fertigung dieser Verbindungen sind bestimmte Grenzmaße zu beachten:
45 Empirische Ermittlung der Kehlnahtdicke Diese Formel gilt für Blechdicken bis 30 mm. nach DIN Stahlbauten (neu DIN EN ISO Eurocode 3) min a = 2,0 mm jetzt min a=3mm nach DIN Schienenfahrzeugbau min a = 3,0 mm nach DS Eisenbahnbrücken min a = 3,5 mm Aus statischen und schweißtechnischen Gründen sind die kleinste und größte Nahtdicke durch die verwendete Blechstärke vorgegeben. min max a = 0,7 x min t (nach Eurocode 3 nicht mehr verbindlich) Die Länge tragender Kehlnähte: 15a < L < 100a
46 Rechnerische Berücksichtigung von Stumpfnähten Bei durchgeschweißten Stumpfnähten wird die rechnerische Nahtdicke durch die Dicke der zu verbindenden Bauteile bestimmt.
47 Unterschiedliche Blechstärken Bei verschiedenen Dicken der zu verschweißenden Teile ist die Nahtdicke gleich der geringeren Bauteildicke. Bei der gezeigten Ausführung darf der Dickenunterschied nicht mehr als 10 mm betragen. Werden bei dynamisch beanspruchten Bauteilen Bleche unterschiedlicher Dicke stumpf gestoßen, dürfen bis zu max. 3 mm in der Schweißnaht ausgeglichen werden.
48 Zeichnerische Darstellung von Schweißverbindungen
49 Zeichnerische Darstellung von Schweißverbindungen
50 Verkürzte Wiedergabe der Ordnungsnummern der Schweissverfahren nach lso Lichtbogenhandschweissen mit Stabelektrode 114 Fülldrahtschweissen, selbstschützend mit Schlacke 116 Fülldrahtschweissen, metallpulvergefüllt, selbstschützend 131 Metall-Inertgasschweissen, MIG-Schweissen 135 Metall-Aktivgasschweissen, MAG-Schweissen 136 Metall-Aktivgasschweissen mit Fülldrahtelektrode 137 Metall-lnertgasschweissen mit Fülldrahtelektrode 138 Metall-Aktivgasschweissen mit metallgefüllter Drahtelektrode 139 Metall-lnertgasschweissen mit metallgefüllter Drahtelektrode 141 Wolfram-Inertgasschweissen, WIG-Schweissen 15 Plasma-Schweissen 151 Plasma-Metallschutzgasschweissen 311 Gasschmelzschweissen mit Sauerstoff-Acetylenflamme
51 Zeichnerische Darstellung von Schweißverbindungen
52 Gruppe D: bei geringer Beanspruchung, wenn ein Bruch der betr. Schweißnaht die Gebrauchsfähigkeit des Bauteils kaum beeinträchtigt, und bei statischer oder geringer dynamischer Belastung, wie z.b. an Vorrichtungen, Gestellen, Kästen, Verkleidungen. Gruppe C: bei mittlerer Beanspruchung, wenn ein Bruch der betr. Schweißnaht nicht zum Ausfall der Hauptfunktion führen würde, und bei mittlerer dynamische Belastung, wie z.b. an bestimmten Gehäuseteilen, Stützen, Lagerblöcken. Gruppe B: bei hoher Beanspruchung, wenn ein Bruch der betr. Schweißnaht lebensgefährlich wäre oder zum Ausfall der Hauptfunktion führen würde, und bei hoher dynamischer Belastung, wie an Fahrzeugen, Triebwerksteilen, Pressen, Hebeln u. dgl., oder wenn eine Sondergüte verlangt wird, wie z.b. im Druckbehälter-, Rohrleitungsbau, im Stahl- und Kranbau.
53 5. Nahtgüte nach ISO 5817
54 Zeichnerische Darstellung von Schweißverbindungen

55 6. Schweißpositionen nach DIN EN ISO 6947
56 Neu in der Norm ISO 6947: PH = Steigposition bzw. Steignaht, Stumpfnähte Rohr an Rohr und Kehlnähte Rohr an Platte (senkrechtes Schweißen von unten nach oben) PJ = Fallposition bzw. Fallnaht, Stumpfnähte Rohr an Rohr und Kehlnähte Rohr an Platte (senkrechtes Schweißen von oben nach unten)
57 Zeichnerische Darstellung von Schweißverbindungen
58 7. Beispiele für Schweißzusatzwerkstoffe DIN EN ISO 544, allgem. Norm zu Typ, Format und Kennzeichnung DIN EN ISO 2560, Schweißzusätze, umhüllte Stabelektroden zum Lichtbogenschweißen von unlegierten Stählen und Feinkornbaustählen DIN EN ISO 14343, Schweißzusätze - Drahtelektroden, Bandelektroden, Drähte und Stäbe zum Schmelzschweißen von nichtrostenden und hitzebeständigen Stählen DIN EN ISO 14175, Schweißzusätze - Gase und Mischgase für das Lichtbogenschweißen und verwandte Prozesse
59 Schema einer Schweißzusatzwerkstoffbezeichnung am Beispiel: DIN EN ISO 2560
60 Schema der nichtverbindlichen zusätzlichen Bezeichnungen
61 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5
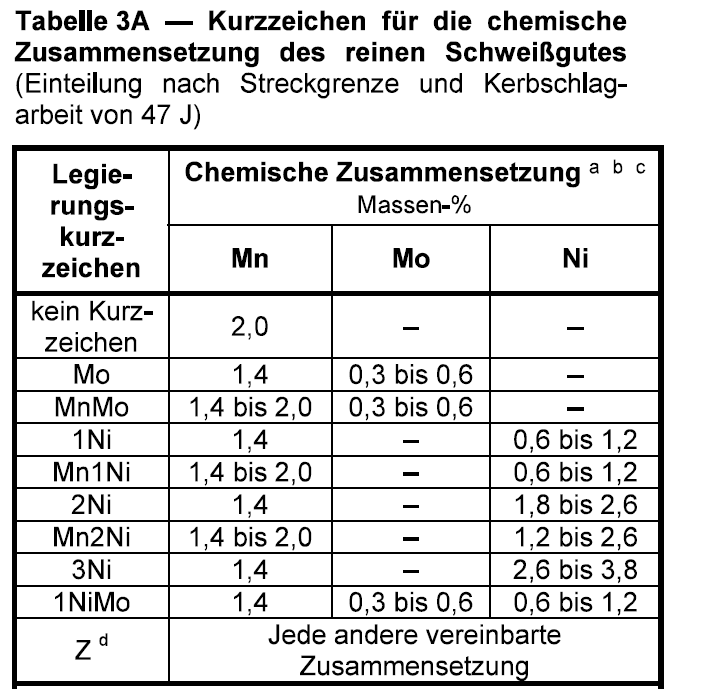
62 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5 Nummer dieser internationalen Norm. Schweißzusätze, umhüllte Stabelektroden zum Lichtbogenschweißen von unlegierten Stählen und Feinkornbaustählen A Einteilung nach Streckgrenze und Kerbschlagarbeit von 47J
63 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5 Umhüllte Stabelektrode/ Lichtbogenschweißen (nach DIN EN ISO 544) (DIN EN ISO 2560)

64 Art des Schweißzusatzmaterials passend zum dazugehörigen Schweißprozess, nach DIN EN ISO 544
65 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5 Bezeichnung der Mindeststreckgrenze, hier 460N/mm², verbunden mit einer festgelegten Zugfestigkeit und einer Mindestdehnung, siehe Tab. 1A
66
67 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5 Kerbschlagarbeit, hier 47J bei -30 C, siehe auch Tab. 2a
68
69 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5
70
71 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5
72
73 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5
74
75 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5
76
77 Beispiel für eine Elektrodenbezeichnung DIN EN ISO 2560-A- E46 3 1Ni B 53 H5
78
79 Beispielübungen:
80 Schweißpfeil nach System A + B
81 DIN EN ISO 4063:

82 DIN EN ISO 4063: Besonderheit Teil B
83 DIN EN ISO 4063:
84 Zeichnerische Darstellung von Schweißverbindungen
85 X X Zeichnerische Darstellung von Schweißverbindungen
86
87 X X Zeichnerische Darstellung von Schweißverbindungen

88
89 Zeichnerische Darstellung von Schweißverbindungen

90 X Zeichnerische Darstellung von Schweißverbindungen
91
92 X
93 Zeichnerische Darstellung von Schweißverbindungen

94 X Zeichnerische Darstellung von Schweißverbindungen
95 Zeichnerische Darstellung von Schweißverbindungen

96 X Zeichnerische Darstellung von Schweißverbindungen
97 Zeichnerische Darstellung von Schweißverbindungen

98 X Zeichnerische Darstellung von Schweißverbindungen
99 Zeichnerische Darstellung von Schweißverbindungen

100 X Zeichnerische Darstellung von Schweißverbindungen
101
102 X
103 Zeichnerische Darstellung von Schweißverbindungen

104 X Zeichnerische Darstellung von Schweißverbindungen
105 Zeichnerische Darstellung von Schweißverbindungen

106 X Zeichnerische Darstellung von Schweißverbindungen
107 Vielen Dank für Ihre Aufmerksamkeit.
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553
 Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Zeichnerische Darstellung von Schweißnähten gem. DIN EN ISO 2553 Bis 12/2013 DIN EN 22553 Kurs Fügetechnik Als bildliche Darstellung mit evtl. Verbalerklärungen in Tabellenform IWS INSTITUT FÜR WERKSTOFFKUNDE
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Information zum Stand der ISO Prüfung von Schweißern - Stähle -
 Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
Information zum Stand der ISO 9606-1 Prüfung von Schweißern - Stähle - Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Derzeitiger Stand DIN EN ISO 9606-2 Aluminium
BV Gelsenkirchen Die neue DIN EN ISO 2553 Symbolische Darstellung von Schweißverbindungen
 BV Gelsenkirchen 09.02.2017 Die neue DIN EN ISO 2553 Symbolische Darstellung von Schweißverbindungen Inhaltsübersicht Allgemeine Vorbemerkungen Begriffe Schweißsymbol Bemaßung der Nähte Maße und Geometrie
BV Gelsenkirchen 09.02.2017 Die neue DIN EN ISO 2553 Symbolische Darstellung von Schweißverbindungen Inhaltsübersicht Allgemeine Vorbemerkungen Begriffe Schweißsymbol Bemaßung der Nähte Maße und Geometrie
Schweißtechnik 4. Auswahl von Normen für die Ausbildung des schweißtechnischen Personals. Normen, Merkblätter. DIN-DVS-Taschenbuch 191
 { DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
{ DIN-DVS-Taschenbuch 191 Schweißtechnik 4 Auswahl von Normen für die Ausbildung des schweißtechnischen Personals Normen, Merkblätter 8. Aufl age Stand der abgedruckten Normen: Dezember 2006 Herausgeber:
15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007
 DIN DVS DIN-DVS-Taschenbuch 8 Schweißtechnik 1 Schweißzusätze Normen, Merkblätter 15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007 Herausgeber: DIN Deutsches Institut für Normung e.
DIN DVS DIN-DVS-Taschenbuch 8 Schweißtechnik 1 Schweißzusätze Normen, Merkblätter 15. Auflage Stand der abgedruckten Normen/DVS-Merkblätter: Juli 2007 Herausgeber: DIN Deutsches Institut für Normung e.
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
DIN EN 287-1: Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)
 Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt)") DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
DIN EN 287-1:2011-11 Anhang B (informativ) Bezeichnungsbeispiele (korrigierte Fassung; Beispiel 8 ergänzt) B.1 Beispiel 1 EN 287-1 135 P 1.2 S t10 PB ml 135 Schweißprozess MAG-Schweißen mit Massivdrahtelektrode
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN
 ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
ANGEBOTSANFRAGE ZUR ABNAHME VON SCHWEISSERPRÜFUNGEN Name der beauftragten Stelle: Adresse: Metall-Zert GmbH Huttropstr. 58, 45138 Essen Auftraggeber: (Kostenträger) Postleitzahl: Straße, Nr.: Telefon:
Vorwort Stoßarten Schweißnahtvorbereitung Schweißpositionen 53
 Inhalt Vorwort 5 Einführung 21 1 Schweißverfahren, Schweißnähte und Schweißpositionen 25 1.1 Wichtige Schweißverfahren im Metallhandwerk 25 1.1.1 Schutzgasschweißen (MIG/MAG, WIG) 27 1.1.2 Gasschmelzschweißen
Inhalt Vorwort 5 Einführung 21 1 Schweißverfahren, Schweißnähte und Schweißpositionen 25 1.1 Wichtige Schweißverfahren im Metallhandwerk 25 1.1.1 Schutzgasschweißen (MIG/MAG, WIG) 27 1.1.2 Gasschmelzschweißen
Schweissen im bauaufsichtlichen Bereich
 Fachbuchreihe Schweißtechnik 94 Schweissen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen von Ch Ahrens, R Zwätz 3., veränd. Aufl. Schweissen im bauaufsichtlichen Bereich Ahrens /
Fachbuchreihe Schweißtechnik 94 Schweissen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen von Ch Ahrens, R Zwätz 3., veränd. Aufl. Schweissen im bauaufsichtlichen Bereich Ahrens /
DIN EN 287-1: DIN EN ISO :(2013)?!
?!") Von der DIN EN 287-1:2011-11 zur DIN EN ISO 9606-1:(2013)?! Aktueller Stand zum Übergang der Schweißerprüfungsnorm für Stahlwerkstoffe 1 1. Ilmenauer schweißtechnisches Symposium 22.10.2013 Vortragsinhalt:
Von der DIN EN 287-1:2011-11 zur DIN EN ISO 9606-1:(2013)?! Aktueller Stand zum Übergang der Schweißerprüfungsnorm für Stahlwerkstoffe 1 1. Ilmenauer schweißtechnisches Symposium 22.10.2013 Vortragsinhalt:
Lösungen. Christian Haas. Schweissnahtangaben. Ausbildungseinheit für Anlagen- und Apparatebauer/innen. Reform Lernziele:
 Schweissnahtangaben Ausbildungseinheit für Anlagen- und Apparatebauer/innen EFZ Reform 2013 8 Lösungen Lernziele: Schweissnähte vollständig bezeichnen (Nahtdicke, Nahtform, Schweissverfahren) Bestimmung
Schweissnahtangaben Ausbildungseinheit für Anlagen- und Apparatebauer/innen EFZ Reform 2013 8 Lösungen Lernziele: Schweissnähte vollständig bezeichnen (Nahtdicke, Nahtform, Schweissverfahren) Bestimmung
00. Inhalt. 1. Modulare Ausbildung. 2. Entwicklung in der Schweißtechnik. 3. Arbeits- und Brandschutz. 4. Normung. 5.
 00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
00. Inhalt 1. Modulare Ausbildung 2. Entwicklung in der Schweißtechnik 3. Arbeits- und Brandschutz 4. Normung 5. Werkstoffkunde 6. Schweißverfahren 7. Grafisch- zeichnerische Darstellung von Schweißnähten
BBBB^ Beuth DIN. Schweißtechnik 1. DIN-DVS-Taschenbuch 8. Schweißzusätze. Herausgeber: DIN Deutsches Institut für Normung e. V.
 Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
Deutscher DIN BBBB^ DINDVSTaschenbuch 8 Schweißtechnik 1 Schweißzusätze 17. Auflage Stand der abgedruckten Normen: Oktober 2012 Herausgeber: DIN Deutsches Institut für Normung e. V. DVS Verband für Schweißen
Schweisstechnik für Konstrukteure
 Schweisstechnik für Konstrukteure 07.05.2018 Brand Engineering GmbH Raiffeisenplatz 2 9244 Niederuzwil Telefon +41 71 544 11 60 michael.brand@brand-engineering.ch www.brand-engineering.ch 1 Einführung
Schweisstechnik für Konstrukteure 07.05.2018 Brand Engineering GmbH Raiffeisenplatz 2 9244 Niederuzwil Telefon +41 71 544 11 60 michael.brand@brand-engineering.ch www.brand-engineering.ch 1 Einführung
Schweißtechnik. 1. Qualifikation in WIG für Stahl. Teilnehmer mit Grundkenntnissen in WIG Schweißen. Sonderlehrgang mit Prüfungsabschluss
 1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
1. Qualifikation in WIG für Stahl Zielgruppe: Teilnehmer mit Grundkenntnissen in WIG Schweißen Seminarinhalt: Sonderlehrgang mit Prüfungsabschluss Theorie Bauweise und Wartung von WIG-Schweißanlagen und
KONSTRUKTIONSLEHRE Prof. Dr.-Ing. M. Reichle. DHBW STUTTGART Studiengang Mechatronik. Schweißverbindungen. 2. Semester. Blatt 1. Pressschweißverfahren
 Pressschweißverfahren Blatt 1 Entscheidungshilfe zur Wahl des geeigneten Schweißverfahrens Stoßformen nach DIN 191-1 Blatt Blatt Stumpfnahtformen an Stahl und deren Vorbereitung nach DIN 969 (Auswahl)
Pressschweißverfahren Blatt 1 Entscheidungshilfe zur Wahl des geeigneten Schweißverfahrens Stoßformen nach DIN 191-1 Blatt Blatt Stumpfnahtformen an Stahl und deren Vorbereitung nach DIN 969 (Auswahl)
DEUTSCHE NORM DIN EN ISO
 DEUTSCHE NORM DIN EN ISO 9606-1 Dezember 2013 D ICS 25.160.10; 03.100.30 Ersatz für DIN EN 287-1:2011-11 Prüfung von Schweißern Schmelzschweißen Teil 1: Stähle (ISO 9606-1:2012, einschließlich Cor 1:2012);
DEUTSCHE NORM DIN EN ISO 9606-1 Dezember 2013 D ICS 25.160.10; 03.100.30 Ersatz für DIN EN 287-1:2011-11 Prüfung von Schweißern Schmelzschweißen Teil 1: Stähle (ISO 9606-1:2012, einschließlich Cor 1:2012);
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
Wie können Schweißverfahren grundsätzlich eingeteilt werden?
 2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
2.18 FÜGEN UND TRENNEN: SCHWEIßEN 2.18.1 Was verstehen wir unter dem Begriff Schweißen? Schweißen (thermisches Fügen) ist das Vereinigen oder Beschichten von Werkstoffen in flüssigem oder plastischem Zustand
Schweißen im bauaufsichtlichen Bereich
 Ahrens. Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 3., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 3. Auflage 1 1.1 1.2 1.3 1.4 1.5 2 2.1
Ahrens. Zwätz Schweißen im bauaufsichtlichen Bereich Erläuterungen mit Berechnungsbeispielen 3., überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort zur 3. Auflage 1 1.1 1.2 1.3 1.4 1.5 2 2.1
Qualitätssicherung in der Schweißtechnik
 Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817
 GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817 Schweißen Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen)
GSI-Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 5817 Schweißen Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen)
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit Einsatz von Fülldrahtelektroden Verbindungsschweißen mit
Planen, Ausführen, Nachbehandeln, Toleranzen
 Schweißen im Metallbau Planen, Ausführen, Nachbehandeln, Toleranzen 259 Abbildungen und 111 Tabellen Herausgeber: Dipl.-Ing. Jörg Dombrowski Autoren: Ing.-Päd. f. Maschinenbau Lothar Hirschhansen Dipl.-Ing.
Schweißen im Metallbau Planen, Ausführen, Nachbehandeln, Toleranzen 259 Abbildungen und 111 Tabellen Herausgeber: Dipl.-Ing. Jörg Dombrowski Autoren: Ing.-Päd. f. Maschinenbau Lothar Hirschhansen Dipl.-Ing.
BetrSichV Überwachungsbedürftige Anlagen Reparatur / Instandsetzung (Schweißverbindung)
") BetrSichV Überwachungsbedürftige Anlagen Reparatur / (Schweißverbindung) Ihr Dozent für den heutigen Tag: Dipl.-Ing.(FH) Frank Fielenbach Fachgebietsleiter Betrieb/Wasserrecht TÜV Rheinland Industrie Service
BetrSichV Überwachungsbedürftige Anlagen Reparatur / (Schweißverbindung) Ihr Dozent für den heutigen Tag: Dipl.-Ing.(FH) Frank Fielenbach Fachgebietsleiter Betrieb/Wasserrecht TÜV Rheinland Industrie Service
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
6. Stabelektroden für die Auftragsschweißung sowie für Reparaturen an Kalt-, Warm- und Schnellarbeitsstählen
 1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
1. Stabelektroden zum Schweißen nichtrostender Stähle 2. Stabelektroden zum Schweißen hitzebeständiger Stähle 3. Stabelektroden zum Schweißen hochwarmfester Stähle 4. Stabelektroden zum Schweißen von kaltzähen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
SchweiBnahtberechnung im geregelten und ungeregelten Bereich
 Neumann Neuhoff SchweiBnahtberechnung im geregelten und ungeregelten Bereich Grundlagen mit Berechnungsbeispielen Vorwort 1 Einführung und Übersichten [von A. NeumannJ 1 1.1 Kurzübersicht der Belastungsarten
Neumann Neuhoff SchweiBnahtberechnung im geregelten und ungeregelten Bereich Grundlagen mit Berechnungsbeispielen Vorwort 1 Einführung und Übersichten [von A. NeumannJ 1 1.1 Kurzübersicht der Belastungsarten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas
 Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Einsatz von Fülldrahtelektroden: Verbindungsschweißen mit und ohne Schutzgas Roland Latteier Roland Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten
Hinweise Stabelektroden
 EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
EN ISO 2560 Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen EN ISO 2560-A E 46 6 1Ni B 4 2 H5 Umhüllte Stabelektrode Tabelle 1A Tabelle 2A Tabelle 3A Kapitel
Fallbeispiele Stahlbau I und II (Konstruktion)
") Seite 1 Aufgabe: Portalkran Vorgaben Material : S35 Hubklasse : H Spannungskollektiv (mittel) : S Lastspielzahl (bis 10 6 ) : N3 Lastfall 1 : F V = 800 kn F H = 50 kn Lastfall H Lastfall : F V = F H =
Seite 1 Aufgabe: Portalkran Vorgaben Material : S35 Hubklasse : H Spannungskollektiv (mittel) : S Lastspielzahl (bis 10 6 ) : N3 Lastfall 1 : F V = 800 kn F H = 50 kn Lastfall H Lastfall : F V = F H =
Steffen WAGNER 1, Steffen KEITEL 1. Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH, Halle (Saale) Kontakt
 Kontakt") DGZfP-Jahrestagung 2018 More info about this article: http://www.ndt.net/?id=23052 Schweiß- und Schraubenverbindungen im Anwendungsbereich der DIN EN 1090 aus dem Blickwinkel der Bemessung und Konstruktion
DGZfP-Jahrestagung 2018 More info about this article: http://www.ndt.net/?id=23052 Schweiß- und Schraubenverbindungen im Anwendungsbereich der DIN EN 1090 aus dem Blickwinkel der Bemessung und Konstruktion
Anforderung an Lieferanten - Schweisswesen (weltweit ausser USA)
") 1 Geltungsbereich Diese Anforderung an Lieferanten gilt für die schweisstechnische Ausführung von Aufträgen zur Herstellung von Reaktoren sowie für geschweisste Bauteile. Diese Anforderung an Lieferanten
1 Geltungsbereich Diese Anforderung an Lieferanten gilt für die schweisstechnische Ausführung von Aufträgen zur Herstellung von Reaktoren sowie für geschweisste Bauteile. Diese Anforderung an Lieferanten
Sonder-Seminar :: Symbolische Darstellung von Schweißverbindungen
 Sonder-Seminar :: Symbolische Darstellung von Schweißverbindungen Schweißtechnische Lehr- und Versuchsanstalt SLV Fellbach ALT DIN EN 22553 NEU DIN EN ISO 22553 ZdvSN_Folien_DIN_EN_ISO_2553_April2014,
Sonder-Seminar :: Symbolische Darstellung von Schweißverbindungen Schweißtechnische Lehr- und Versuchsanstalt SLV Fellbach ALT DIN EN 22553 NEU DIN EN ISO 22553 ZdvSN_Folien_DIN_EN_ISO_2553_April2014,
Neue Stahlbauvorschriften (DIN : ) und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen
 und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen") Neue Stahlbauvorschriften (DIN 18800-7:2002-09) und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen Dr.-Ing. Holger Günther Vorsitzender Landesverband Sachsen
Neue Stahlbauvorschriften (DIN 18800-7:2002-09) und Regeln für die Schweißerprüfung (DIN EN 287-1:2004) und Ihre Auswirkung auf die Unternehmen Dr.-Ing. Holger Günther Vorsitzender Landesverband Sachsen
D S. Beuth-Kommentare. Sicherung der Güte von Schweißarbeiten. Herausgeber: DIN Deutsches Institut für Normung e.v.
 DIN V D S Beuth-Kommentare Karl Cramer Sicherung der Güte von Schweißarbeiten Kommentar zu EN 25 817 (ISO 5817) 2. Auflage 1994 Herausgeber: DIN Deutsches Institut für Normung e.v. Beuth Verlag GmbH Berlin
DIN V D S Beuth-Kommentare Karl Cramer Sicherung der Güte von Schweißarbeiten Kommentar zu EN 25 817 (ISO 5817) 2. Auflage 1994 Herausgeber: DIN Deutsches Institut für Normung e.v. Beuth Verlag GmbH Berlin
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO
 SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
SCHWEIßVERFAHRENSPRÜFUNG DIE NEUE DIN EN ISO 15614-1 Schweißerfrühstück Druckgeräte Technologiepark Essen am 28.09.2018 GLIEDERUNG 1. Einleitung / Allgemeines 2. Änderungen gegenüber der Vorgängerausgabe
Normen und Regelwerke
 Normen und Regelwerke die bei einer Betriebsprüfung zur Erteilung einer Bescheinigung zum Schweißen von Stahlbauten nach DIN 18800-7:2008-11, Klasse B bis E oder bei einem Audit zur Erteilung eines Zertifikats
Normen und Regelwerke die bei einer Betriebsprüfung zur Erteilung einer Bescheinigung zum Schweißen von Stahlbauten nach DIN 18800-7:2008-11, Klasse B bis E oder bei einem Audit zur Erteilung eines Zertifikats
Prüfung von Schweißern. Schmelzschweißen. DIN EN (Stähle)
") Prüfung von Schweißern Schmelzschweißen DIN EN 287-1 (Stähle) Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Prüfung von Schweißern Prüfung von Schweißern nach europäischen
Prüfung von Schweißern Schmelzschweißen DIN EN 287-1 (Stähle) Schweißtechnische Lehr- und Versuchsanstalt SLV München Niederlassung der GSI mbh 1 Prüfung von Schweißern Prüfung von Schweißern nach europäischen
ÖNORM EN ISO
 ÖNORM EN ISO 15614-1 Ausgabe: 2005-02-01 Normengruppe M Ident (IDT) mit ISO 15614-1:2004 (Übersetzung) Ident (IDT) mit EN ISO 15614-1:2004 Ersatz für ÖNORM EN 288-3:1992-06 und ÖNORM EN 288-3/A1:1997-08
ÖNORM EN ISO 15614-1 Ausgabe: 2005-02-01 Normengruppe M Ident (IDT) mit ISO 15614-1:2004 (Übersetzung) Ident (IDT) mit EN ISO 15614-1:2004 Ersatz für ÖNORM EN 288-3:1992-06 und ÖNORM EN 288-3/A1:1997-08
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Das Verhalten der Stähle beim Schweißen
 Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Boese Das Verhalten der Stähle beim Schweißen Teil I: Grundlagen 4, überarbeitete und erweiterte Auflage Inhaltsverzeichnis Vorwort 1 Die Metalle 11 111 112 113 114 115 116 117 118 119 Aufbau und Eigenschaften
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
ISO T BW FM1 RB t05.0 D120.0 PH ss nb siehe Abschnitt
 Erläuterungen zur Prüfung nch ISO 9606-1 (2013-12) Auszug us der Norm Schweißtechnische Kursstätte Heilbronn ISO 9606-1 111 T BW FM1 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9
Erläuterungen zur Prüfung nch ISO 9606-1 (2013-12) Auszug us der Norm Schweißtechnische Kursstätte Heilbronn ISO 9606-1 111 T BW FM1 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden Gliederung Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung Wirtschaftlichkeit
Einsatz von Fülldrahtelektroden
 Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
Einsatz von Fülldrahtelektroden Lichtbogenschweißen mit Schutzgas by R. Latteier 1 Einsatz von Fülldrahtelektroden Gliederung Einteilung der Elektroden Einsatzmöglichkeiten der verschiedenen Typen Handhabung
2.2 Schweißeigenspannungen, Verzug, Flammrichten. 1 Allgemeine Betrachtungen. Skript: Temperaturfeld beim Schweißen
 2.2 Schweißeigenspannungen, Verzug, Flammrichten 1 Allgemeine Betrachtungen Skript: Temperaturfeld beim Schweißen Skript: Einflussgrößen auf das Temperaturfeld (1) Skript: Einflussgrößen auf das Temperaturfeld
2.2 Schweißeigenspannungen, Verzug, Flammrichten 1 Allgemeine Betrachtungen Skript: Temperaturfeld beim Schweißen Skript: Einflussgrößen auf das Temperaturfeld (1) Skript: Einflussgrößen auf das Temperaturfeld
5. Auflage Juni Berufsbildung. Modul Fügetechnik. Inhaltsverzeichnis Lösbare Verbindungen 7 Nicht lösbare Verbindungen 31. Art. Nr.
 5. Auflage Juni 2014 Modul Fügetechnik Art. Nr. 2407 Inhaltsverzeichnis Lösbare Verbindungen 7 Nicht lösbare Verbindungen 31 Fügetechnik Inhaltsverzeichnis Lösbare Verbindungen Einteilung...7 Schraubenverbindungen...9
5. Auflage Juni 2014 Modul Fügetechnik Art. Nr. 2407 Inhaltsverzeichnis Lösbare Verbindungen 7 Nicht lösbare Verbindungen 31 Fügetechnik Inhaltsverzeichnis Lösbare Verbindungen Einteilung...7 Schraubenverbindungen...9
Selbstschützende Fülldrähte in Theorie und Praxis
 Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Selbstschützende Fülldrähte in Theorie und Praxis - theoretische Grundlagen - Typenübersicht - Schweißeigenschaften - Anwendungsgebiete Der Prozess: Metall-Lichtbogenschweißen mit Fülldrahtelektrode ohne
Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß ADR
 Prüfstelle Bericht Nr.: Fassung: Datum der Prüfung: Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß 6.8.2.1.23 ADR für festverbundene Tanks, Aufsetztanks, Tankcontainern, Tankwechselaufbauten
Prüfstelle Bericht Nr.: Fassung: Datum der Prüfung: Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks gemäß 6.8.2.1.23 ADR für festverbundene Tanks, Aufsetztanks, Tankcontainern, Tankwechselaufbauten
Inhaltsverzeichnis DIN Metallbauerhandwerk online Stand:
 DIN 4102-5 1977-09 DIN 4102-13 1990-05 DIN 18008-1 2010-12 DIN 18008-2 2010-12 DIN 18008-2 Berichtigung 1 2011-04 Brandverhalten von Baustoffen und Bauteilen; Feuerschutzabschlüsse, Abschlüsse in Fahrschachtwänden
DIN 4102-5 1977-09 DIN 4102-13 1990-05 DIN 18008-1 2010-12 DIN 18008-2 2010-12 DIN 18008-2 Berichtigung 1 2011-04 Brandverhalten von Baustoffen und Bauteilen; Feuerschutzabschlüsse, Abschlüsse in Fahrschachtwänden
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
Inhaltsverzeichnis Stahlbau-Normen online Paket C Fertigung, Montage, Ausschreibung Stand:
 Fertigung und Montage DIN 434 2000-04 Scheiben, vierkant, keilförmig für U-Träger DIN 488-1 2009-08 Betonstahl - Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung DIN 488-2 2009-08 Betonstahl - Betonstabstahl
Fertigung und Montage DIN 434 2000-04 Scheiben, vierkant, keilförmig für U-Träger DIN 488-1 2009-08 Betonstahl - Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung DIN 488-2 2009-08 Betonstahl - Betonstabstahl
Kompetenzzentrum. Schweißtechnik 2017
 Gültig ab Februar 2017 Kompetenzzentrum Schweißtechnik 2017 S e i t e 1 13 Inhaltsverzeichnis Kompetenzzentrum Schweißtechnik Seite 1 Unsere Partner Seite 2 Adressen und Ansprechpartner der Schweißkursstätten
Gültig ab Februar 2017 Kompetenzzentrum Schweißtechnik 2017 S e i t e 1 13 Inhaltsverzeichnis Kompetenzzentrum Schweißtechnik Seite 1 Unsere Partner Seite 2 Adressen und Ansprechpartner der Schweißkursstätten
Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo
 Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Werkstoffdatenblatt Legierter warmfester Stahl Materials Services Technology, Innovation & Sustainability Seite 1/5 Werkstoffbezeichnung Kurzname Werkstoff-Nr. 13CrMo4-5 1.7335 Geltungsbereich Dieses Datenblatt
Kompetenzzentrum. Schweißtechnik 2017
 Kompetenzzentrum Schweißtechnik 2017 S e i t e 1 13 Inhaltsverzeichnis Kompetenzzentrum Schweißtechnik Seite 1 Inhaltsverzeichnis Seite 2 Unsere Partner Seite 3 Adressen und Ansprechpartner der Schweißkursstätten
Kompetenzzentrum Schweißtechnik 2017 S e i t e 1 13 Inhaltsverzeichnis Kompetenzzentrum Schweißtechnik Seite 1 Inhaltsverzeichnis Seite 2 Unsere Partner Seite 3 Adressen und Ansprechpartner der Schweißkursstätten
Prüfung von Schweißern
 Prüfung von Schweißern Auf der Basis der Qualitätsanforderungen an die schweißtechnische Fertigung werden in den Schweiß- und Abnahmevorschriften von Aufsichtsbehörden, Überwachungsstellen, Klassifikationsgesellschaften
Prüfung von Schweißern Auf der Basis der Qualitätsanforderungen an die schweißtechnische Fertigung werden in den Schweiß- und Abnahmevorschriften von Aufsichtsbehörden, Überwachungsstellen, Klassifikationsgesellschaften
STAHLBAU Verbindungsmittel und Verbindungen
 2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
2.5. Verbindungsmittel und Verbindungen 2.5.1 Schweißverbindungen 2.5.1.1 Schweißarten 2.5.1.2 Schweißnähte 2.5.1.3 Schweißvorgang 2.5.1.4 Berechnung von Schweißverbindungen I: www.di-baumgartner.at e:
Bericht. Name Hersteller / Schweißbetrieb: R.B.S. Kirchweyhe Reinigen Strahlen Beschichten GmbH. Straße: Richtweg 85
 Prüfstelle: TÜV NORD Systems GmbH & Co. KG Datum: 12/10/2017 Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks gemäß 6.8.2.1.23 RID für
Prüfstelle: TÜV NORD Systems GmbH & Co. KG Datum: 12/10/2017 Bericht zur Anerkennung der Befähigung zum Schweißen an Tanks von Kesselwagen, Batteriewagen und abnehmbaren Tanks gemäß 6.8.2.1.23 RID für
Anforderung an Lieferanten - Schweisswesen (weltweit ausser USA)
") 1 Geltungsbereich Diese Anforderung an Lieferanten / Lastenheft / specifications gilt für die schweisstechnische Ausführung von Aufträgen zur Herstellung von Reaktoren sowie für geschweisste Bauteile.
1 Geltungsbereich Diese Anforderung an Lieferanten / Lastenheft / specifications gilt für die schweisstechnische Ausführung von Aufträgen zur Herstellung von Reaktoren sowie für geschweisste Bauteile.
Fertigungsplanung in der Schweißtechnik. von Alexis Neumann und Dieter Kluge
 Fertigungsplanung in der Schweißtechnik von Alexis Neumann und Dieter Kluge Vorwort 1 2 2.1 2.1.1 2.1.1.1 2.1.1.2 2.1.1.3 2.1.2 2.1.2.1 2.1.2.2 2.2 2.2.1 2.2.2 2.2.2.1 2.2.2.2 2.2.2.3 2.2.2. 2.2.2.5 2.2.2.6
Fertigungsplanung in der Schweißtechnik von Alexis Neumann und Dieter Kluge Vorwort 1 2 2.1 2.1.1 2.1.1.1 2.1.1.2 2.1.1.3 2.1.2 2.1.2.1 2.1.2.2 2.2 2.2.1 2.2.2 2.2.2.1 2.2.2.2 2.2.2.3 2.2.2. 2.2.2.5 2.2.2.6
Qualitätsmanagement in der Schweißtechnik. Schmelzschweißen metallischer Werkstoffe
 DIN Beuth-Kommentare Qualitätsmanagement in der Schweißtechnik Schmelzschweißen metallischer Werkstoffe Kommentare zu EN 25817 (ISO 5817), EN 30042 (ISO 10042) und EN ISO 13919-1 Karl Cramer 3. Auflage
DIN Beuth-Kommentare Qualitätsmanagement in der Schweißtechnik Schmelzschweißen metallischer Werkstoffe Kommentare zu EN 25817 (ISO 5817), EN 30042 (ISO 10042) und EN ISO 13919-1 Karl Cramer 3. Auflage
Kompetenzzentrum. Schweißtechnik 2017
 Gültig ab Januar 2017 Kompetenzzentrum Schweißtechnik 2017 Seite 1 12 Adressen und Ansprechpartner der Schweißkursstätten Seite 3 Für unsere Firmenkunden Seite 4 Qualifizierung und Fortbildung Seite 5
Gültig ab Januar 2017 Kompetenzzentrum Schweißtechnik 2017 Seite 1 12 Adressen und Ansprechpartner der Schweißkursstätten Seite 3 Für unsere Firmenkunden Seite 4 Qualifizierung und Fortbildung Seite 5
Anlage zur Akkreditierungsurkunde D-ZE nach DIN EN ISO/IEC 17065:2013
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-ZE-16083-01-00 nach DIN EN ISO/IEC 17065:2013 Gültigkeitsdauer: 29.03.2018 bis 28.03.2023 Ausstellungsdatum: 29.03.2018 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-ZE-16083-01-00 nach DIN EN ISO/IEC 17065:2013 Gültigkeitsdauer: 29.03.2018 bis 28.03.2023 Ausstellungsdatum: 29.03.2018 Urkundeninhaber:
Orientierung über die Schweisserprüfung nach EN ISO
 Inhalt 1. Allgemeine Informationen... 1 2. Zweck der Prüfung... 1 3. Schweisser... 2 4. Wesentliche Einflussgrössen... 2 5. Prüfungsbedingungen... 2 6. Schweissprozesse... 2 7. Produktform... 3 8. Schweisszusätze...
Inhalt 1. Allgemeine Informationen... 1 2. Zweck der Prüfung... 1 3. Schweisser... 2 4. Wesentliche Einflussgrössen... 2 5. Prüfungsbedingungen... 2 6. Schweissprozesse... 2 7. Produktform... 3 8. Schweisszusätze...
Kompetenzzentrum Schweißtechnik 2016.
 Kompetenzzentrum Schweißtechnik 2016. Zertifiziert durch: Ihre Ansprechpartner für Prüfung, Zertifizierung, Überwachung, Ausbildung und Fortbildung im Kompetenzzentrum Schweißtechnik. Prof. Stefan Felgenhauer
Kompetenzzentrum Schweißtechnik 2016. Zertifiziert durch: Ihre Ansprechpartner für Prüfung, Zertifizierung, Überwachung, Ausbildung und Fortbildung im Kompetenzzentrum Schweißtechnik. Prof. Stefan Felgenhauer
Inhaltsverzeichnis Stahlbau-Normen online Paket C Fertigung, Montage, Ausschreibung Stand:
 Fertigung und Montage DIN 434 2000-04 Scheiben, vierkant, keilförmig für U-Träger DIN 488-1 2009-08 Betonstahl - Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung DIN 488-2 2009-08 Betonstahl - Betonstabstahl
Fertigung und Montage DIN 434 2000-04 Scheiben, vierkant, keilförmig für U-Träger DIN 488-1 2009-08 Betonstahl - Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung DIN 488-2 2009-08 Betonstahl - Betonstabstahl
Inhaltsverzeichnis Stahlbau-Normen online Paket C Fertigung, Montage, Ausschreibung Stand:
 Fertigung und Montage DIN 434 2000-04 Scheiben, vierkant, keilförmig für U-Träger DIN 488-1 2009-08 Betonstahl - Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung DIN 488-2 2009-08 Betonstahl - Betonstabstahl
Fertigung und Montage DIN 434 2000-04 Scheiben, vierkant, keilförmig für U-Träger DIN 488-1 2009-08 Betonstahl - Teil 1: Stahlsorten, Eigenschaften, Kennzeichnung DIN 488-2 2009-08 Betonstahl - Betonstabstahl
Inhaltsverzeichnis DIN Metallbauerhandwerk online Stand:
 DIN 4102-5 1977-09 DIN 4102-13 DIN 14677 DIN 18008-1 2010-12 DIN 18008-2 2010-12 DIN 18008-2 Berichtigung 1 DIN 18008-3 2013-07 DIN 18008-4 2013-07 DIN 18008-5 2013-07 DIN 18055 DIN 18065 DIN 18093 DIN
DIN 4102-5 1977-09 DIN 4102-13 DIN 14677 DIN 18008-1 2010-12 DIN 18008-2 2010-12 DIN 18008-2 Berichtigung 1 DIN 18008-3 2013-07 DIN 18008-4 2013-07 DIN 18008-5 2013-07 DIN 18055 DIN 18065 DIN 18093 DIN
Vorläufige Schweißanweisung (pwps)
") Schweißverfahren des s: BelegNr: B 01 WPRNr: : (in nlehnung an DIN EN 2882) : IGMHS und Uni Rostock Nahtart: Stumpfnaht Werkstückdicke (): 12 Schweißposition: P Schweiß des es Draht Kapplage 136 1,2 192
Schweißverfahren des s: BelegNr: B 01 WPRNr: : (in nlehnung an DIN EN 2882) : IGMHS und Uni Rostock Nahtart: Stumpfnaht Werkstückdicke (): 12 Schweißposition: P Schweiß des es Draht Kapplage 136 1,2 192
Praxiswissen Schweißtechnik
 Hans J. Fahrenwaldt Volkmar Schuler Praxiswissen Schweißtechnik Werkstoffe, Prozesse, Fertigung 2., überarbeitete und erweiterte Auflage Mit 555 Abbildungen und 141 Tabellen Unter Mitarbeit von Herbert
Hans J. Fahrenwaldt Volkmar Schuler Praxiswissen Schweißtechnik Werkstoffe, Prozesse, Fertigung 2., überarbeitete und erweiterte Auflage Mit 555 Abbildungen und 141 Tabellen Unter Mitarbeit von Herbert
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-20730-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 28.09.2017 bis 27.09.2022 Ausstellungsdatum: 28.09.2017 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-20730-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 28.09.2017 bis 27.09.2022 Ausstellungsdatum: 28.09.2017 Urkundeninhaber:
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO (MAG)
") BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
BVM-AH-003 Durchführung von Schweißerprüfungen nach EN ISO 9606-1 (MAG) Arbeitshilfe für Metallbauer Diese Arbeitshilfe ist eine Ergänzung zu den BVM-Merkblättern 1 und 8. Erklärungen zu den Bezeichnungen
Bezeichnung und Geltungsbereich DILLIMAX 1100 ist in Dicken von 8 bis 40 mm und in folgenden Breiten lieferbar:
 Hochfester Feinkornbaustahl Wasservergütet 1100 Werkstoffblatt, Ausgabe April 2016 1 DILLIMAX 1100 ist ein hochfester, schweißgeeigneter Feinkornbaustahl mit einer Mindeststreckgrenze von 1 100 MPa im
Hochfester Feinkornbaustahl Wasservergütet 1100 Werkstoffblatt, Ausgabe April 2016 1 DILLIMAX 1100 ist ein hochfester, schweißgeeigneter Feinkornbaustahl mit einer Mindeststreckgrenze von 1 100 MPa im
Profi-Wissen. Elektrodenschweißen. Stabelektrode. Umhüllung Kernstab Lichtbogen Grundwerkstoff. Profi-Wissen INFO. Die Schweiß-Profis 10/10.
 Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Systemerläuterung Die Geräte Beim (Lichtbogenhandschweißen) wird die Schweißwärme durch den elektrischen Lichtbogen erzeugt. Der Lichtbogen brennt zwischen dem Werkstück und einer abschmelzenden Elektrode.
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Katalog. SPEZIAL Schweißzusatzwerkstoffe
 Katalog SPEZIAL Schweißzusatzwerkstoffe Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet
Katalog SPEZIAL Schweißzusatzwerkstoffe Über ein halbes Jahrhundert professionelle schweißtechnische Kompetenz Capilla Spezial-Schweißzusätze Made in Germany Capilla Schweißmaterialien GmbH Industriegebiet
Sachliche und zeitliche Gliederung
 Sachliche und zeitliche Gliederung Anlage zum Berufsausbildungsvertrag AUSBILDUNGSBERUF: Konstruktionsmechaniker/-in Schweißtechnik AUSZUBILDENDE/-R: Ausbildungsbetrieb: Unterschrift/Stempel IHK: Unterschrift/Stempel
Sachliche und zeitliche Gliederung Anlage zum Berufsausbildungsvertrag AUSBILDUNGSBERUF: Konstruktionsmechaniker/-in Schweißtechnik AUSZUBILDENDE/-R: Ausbildungsbetrieb: Unterschrift/Stempel IHK: Unterschrift/Stempel
Arbeitshilfe Konstruktionszeichnungen
 Arbeitshilfe Konstruktionszeichnungen Allgemeines Prinzipiell ist zwischen Konstruktionszeichnungen und Ausführungszeichnungen zu unterscheiden. Konstruktionszeichnungen sind Bestandteil der statischen
Arbeitshilfe Konstruktionszeichnungen Allgemeines Prinzipiell ist zwischen Konstruktionszeichnungen und Ausführungszeichnungen zu unterscheiden. Konstruktionszeichnungen sind Bestandteil der statischen
Stahlbauhohlprofile und Profilrohre. Warm- und kaltgefertigt
 Stahlbauhohlprofile und Profilrohre Warm- und kaltgefertigt 221 Inhaltsübersicht Warmgefertigte Stahlbauhohlprofile Chemische und mechanische Eigenschaften... 223 Warmgefertigte Stahlbauhohlprofile... 224
Stahlbauhohlprofile und Profilrohre Warm- und kaltgefertigt 221 Inhaltsübersicht Warmgefertigte Stahlbauhohlprofile Chemische und mechanische Eigenschaften... 223 Warmgefertigte Stahlbauhohlprofile... 224
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
ILNAS-EN 13479:2017. Schweißzusätze - Allgemeine Produktnorm für Zusätze und Pulver zum Schmelzschweißen von metallischen Werkstoffen
 Schweißzusätze - Allgemeine Produktnorm für Zusätze und Pulver zum Schmelzschweißen von metallischen Werkstoffen Welding consumables - General product standard for filler metals and fluxes for fusion welding
Schweißzusätze - Allgemeine Produktnorm für Zusätze und Pulver zum Schmelzschweißen von metallischen Werkstoffen Welding consumables - General product standard for filler metals and fluxes for fusion welding
Inhaltsverzeichnis DIN Metallbauerhandwerk online Stand:
 DIN 4102-4 2016-05 DIN 4102-5 1977-09 DIN 4102-13 DIN 14677 DIN 18008-1 2010-12 DIN 18008-2 2010-12 DIN 18008-2 Berichtigung 1 DIN 18008-3 2013-07 DIN 18008-4 2013-07 DIN 18008-5 2013-07 DIN 18055 Brandverhalten
DIN 4102-4 2016-05 DIN 4102-5 1977-09 DIN 4102-13 DIN 14677 DIN 18008-1 2010-12 DIN 18008-2 2010-12 DIN 18008-2 Berichtigung 1 DIN 18008-3 2013-07 DIN 18008-4 2013-07 DIN 18008-5 2013-07 DIN 18055 Brandverhalten
Flansch-Rohr DIN 2848, P235TR2-PTFE Los und Festflansch, PN10
 Teilekataloge - BASF Vorzugssortiment Flansch-Rohre unlegierter Stahl-PTFE PN10, PN25 TKL 37120801-020 Seite 1 von 9 Stand Jan 2012 Ersatz für TKL 1266000 DE Flansch-Rohr DIN 2848, P235TR2-PTFE Los und
Teilekataloge - BASF Vorzugssortiment Flansch-Rohre unlegierter Stahl-PTFE PN10, PN25 TKL 37120801-020 Seite 1 von 9 Stand Jan 2012 Ersatz für TKL 1266000 DE Flansch-Rohr DIN 2848, P235TR2-PTFE Los und
Stahlbau und Stahlverbundbau
 Datum Objekt Bauteil-Nr. Bauleiter Telefon Fax Mobil Stahlbau- und Stahlverbundbauarbeiten nach DIN 18800, Teile 1 5 und 7 ja nein Maßnahmen 1. Voraussetzungen und technische Unterlagen 1.1 Liegen geprüfte
Datum Objekt Bauteil-Nr. Bauleiter Telefon Fax Mobil Stahlbau- und Stahlverbundbauarbeiten nach DIN 18800, Teile 1 5 und 7 ja nein Maßnahmen 1. Voraussetzungen und technische Unterlagen 1.1 Liegen geprüfte
TECHNISCHE PRODUKT- INFORMATION
 TECHNISCHE PRODUKT- INFORMATION Maximaler Innendruck für Rohre aus nichtrostendem Stahl nach DIN und ANSI Maximum Pressure for Tube 72172 Sulz a. Neckar 7.1 Europäischer Standard (DIN) In den nachfolgenden
TECHNISCHE PRODUKT- INFORMATION Maximaler Innendruck für Rohre aus nichtrostendem Stahl nach DIN und ANSI Maximum Pressure for Tube 72172 Sulz a. Neckar 7.1 Europäischer Standard (DIN) In den nachfolgenden
W E R K S T O F F K U N D E - L A B O R
 Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:.. Semestergruppe:. Teilnehmer: 1.... 2....
Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:.. Semestergruppe:. Teilnehmer: 1.... 2....
KLAUSUR STAHLBAU GRUNDLAGEN
 Fachgebiet Stahl- und Verbundbau Prof. Dr.-Ing. Uwe E. Dorka KLAUSUR STAHLBAU GRUNDLAGEN 22. September 2016 - Theorieteil - Bearbeitungsdauer: 90 Minuten Name: Vorname: Matr.-Nr.: Versuch Nummer: Aufgabe
Fachgebiet Stahl- und Verbundbau Prof. Dr.-Ing. Uwe E. Dorka KLAUSUR STAHLBAU GRUNDLAGEN 22. September 2016 - Theorieteil - Bearbeitungsdauer: 90 Minuten Name: Vorname: Matr.-Nr.: Versuch Nummer: Aufgabe
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim