Schutzgasschweißen von Edelstählen kann fast jeder Erfahrung ist die Summe aller Misserfolge. Steinmüller Bildungszentrum GmbH, Gummersbach
|
|
|
- Inge Frauke Hofer
- vor 6 Jahren
- Abrufe
Transkript

1 Schutzgasschweißen von Edelstählen kann fast jeder Erfahrung ist die Summe aller Misserfolge Steinmüller Bildungszentrum GmbH, Gummersbach Matthias Thume Seite 1
2 Vorstellung der Westfalen AG (Informationen zu den Geschäftsfeldern) Hochlegierte Werkstoffe (Norm, Bezeichnungen, Werkstoff) Schutzgasschweißen von hochlegierten Stählen (Gase, Anwendungen) Formieren (Formiergase, Eigenschaften, Formiersysteme, Anwendungen) Schadensfälle Seite 2
3 Informationen zu den Geschäftsfeldern Die Westfalen Gruppe ist in drei Geschäftsfeldern tätig: Westfalen Gruppe Bereich Gase Bereich Energieversorgung Bereich Tankstellen Seite 3






4 Bereich Energieversorgung Unser Produktspektrum Energie, mit der Sie rechnen können! Westfalengas: Propan in der Flasche und im Behälter Technik & Service Solacept Autogas/LPG Seite 4

5 Bereich Tankstellen Erfolgreiche Experten für Mobilität. Seite 5

6 Bereich Gase Westfalen liefert zahlreiche Produkte für vielfältige Anwendungen. Lebensmittelgase Kältemittel & Wärmeträger Sondergase Industriegase Schweiß-, Schneid- und Lasergase Seite 6








7 Seite 7
8 Edelstahl (nach DIN EN 10020) ist eine Bezeichnung für legierte oder unlegierte Stähle mit besonderem Reinheitsgrad, zum Beispiel Stähle, deren Schwefel- und Phosphorgehalt (sogenannte Eisenbegleiter) 0,025 % nicht überschreitet. Hochlegierte Stähle Als hochlegiert bezeichnet man Stähle, bei denen mindestens ein Legierungselement einen mittleren Gehalt von 5 Massenprozent überschreitet. Seite 8
9 Bezeichnung der Stähle nach Kennbuchstaben Zählernummer X5CrNi18-10 Stahlgruppennummer 43 = Nichtrostende Stähle... Werkstoffhauptgruppennummer 1 = Stahl Seite 9
10 Gebräuchliche hochlegierte nichtrostende Stähle (Bezeichnung nach DIN EN Teil 1-3) X6Cr Mo17-1 (1.4113) X39 CrMo 17-1(1.4122) X5CrNi18-10(1.4301) X2CrNi 18-9 (1.4307) X1NiCrMoCu (1.4539) X2CrNiMoN (1.4462) ferritischer Chromstahl martensitischer Chromstahl austenitischer CrNi-Stahl austenitischer CrNi-Stahl austenitischer NiCrMo-Stahl austenit.-ferrit. Stahl (Duplex) Seite 10
11 Chrom ab Konzentrationen über 12 % ist ein Stahl durch Bildung einer dichten Chromoxidschicht auf der Stahloberfläche korrosionsbeständig Nickel stabilisiert das Austenitgebiet bis unter Raumtemperatur wichtiges Legierungselement für korrosionsbeständige austenitische Stähle mindert die Anfälligkeit für Spannungsrisskorrosionen verbessert die Kaltzähigkeit Molybdän verbessert die Korrosionsbeständigkeit gegenüber reduzierenden Medien verbessert die Warmfestigkeit Titan bindet Kohlenstoff in Form von Karbiden und senkt somit die Neigung zur interkristallinen Korrosion kornfeinende Wirkung. Seite 11


12 Einteilung der Schutzgasschweißverfahren Schutzgas-Schweißen Wolfram- Schutzgasschweißen Metall- Schutzgasschweißen Nichtabschmelzende Wolframelektrode Abschmelzende Drahtelektrode WIG WPS MIG MAG Wolfram- Inertgasschweißen Wolfram- Plasmaschweißen Metall- Inertgasschweißen Metall- Aktivgasschweißen offener Lichtbogen eingeschnürter Lichtbogen Inertgasatmosphäre CO 2 und/oder O 2 im Schutzgas Seite 12
13 Physikalische Eigenschaften der inerten Gase Schutzgas [kj/mol] Dissoziationsenergie Ionisationenergie (atomar) [kj/mol] chemisches Verhalten Argon inert Helium inert Wasserstoff reduzierend Stickstoff reaktionsträge Sauerstoff oxidierend Kohlendioxid oxidierend Seite 13
14 Thermische Leitfähigkeit von Gasen Seite 14

15 Prinzip des WIG - Schweißen Wolframelektrode Spannhülse Zusatzwerkstoff Gasdüse Stromquelle SG-Abdeckung Schutzgas Lichtbogen SG-Abdeckung SG-Abdeckung Seite 15
16 Schutzgase zum WIG-Schweißen hochlegierter Stähle Produkt Gemischkomponenten Gruppe nach DIN EN Anwendung Argon % Argon I1 alle schmelzschweißbaren Werkstoffe Tagonox 5 5% H2, 2500 ppm CO2, Rest Argon Z für hochlegierte Werkstoffe mit geringen Kohlenstoffgehalt Argon/Helium Gemische 30 % He, Rest Argon 50 % He, Rest Argon 70 % He, Rest Argon I3 Nickel- Basis Legierungen, Kupfer, Aluminium Argon/Wasserstoff - Gemische 2-10 % H 2, Rest Argon R1 hochlegierte Stähle (austenitische Stähle) Deltatig 3 2-3% N 2, Rest Argon N2 hochlegierte Stähle (Senkung des Delta-Ferrit-Gehalt) Seite 16


17 Einbrandintensivierung durch Argon + 5% H2 Schutzgas: Argon 4.6 Schutzgas: Argon W 5 Werkstoff: Werkstückdicke: 5 mm Schweißstrom: 120 A Seite 17

18 Einfluss von Stickstoff auf den Deltaferritgehalt Ohne Stickstoffzusatz im Schutzgas: Deltaferritgehalt 3 % Mit Stickstoffzusatz im Schutzgas: Deltaferritgehalt 0,5 % Seite 18
19 Gebräuchliche hochlegierte nichtrostende CrNi-Stähle (Bezeichnung nach DIN EN Teil 1-3) X5CrNi18-10(1.4301) austenitischer CrNi-Stahl X2CrNi 18-9 (1.4307) austenitischer CrNi-Stahl X2CrNiMo (1.4404) austenitischer CrNiMo Stahl Seite 19


20 Entwicklung neuer Schutzgase zum WIG Schweißen von hochlegierten Werkstoffen Seite 20


21 Werkstoff: Gas: Argon W5 Wandstärke Rohr: 4 mm Argon + 5%H2 I: 115 U: 13,0V V: 100 mm/min Seite 21

22 (Marangoni Effekt) Einfluss des Schwefelgehaltes auf die Einbrandform Quelle: praktiker, Heft 10,1997 Seite 22


23 Werkstoff: Gas: Tagonox 5 Wandstärke Rohr: 4 mm Tagonox 5 I: 100 U: 13,0V V: 100 mm/min Seite 23
, Schweißzeit ca.")


24 3,2 mm Wolfram Elektrode Gold WL15 (2% Lanthanoxid), Schweißzeit ca. 3 min neu angeschliffen unter Schutzgas Argon + 5% H 2 3,2 mm Elektrode, Gold, Schutzgas Argon + 5% H2 + 0,25 % CO2 unter Schutzgas Argon+5% H ppm CO 2 (Tagonox 5) Seite 24
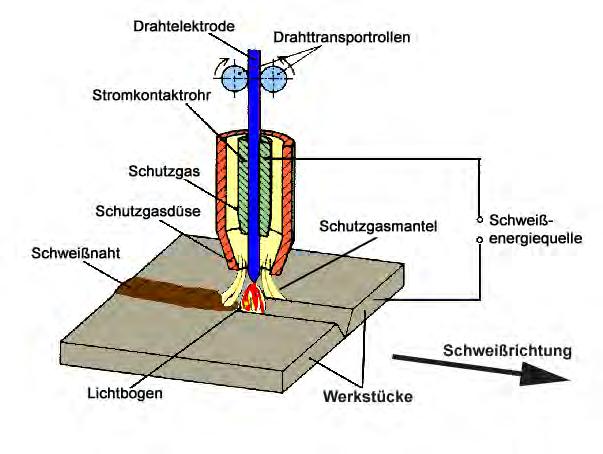
25 Prinzip des MSG-Schweißverfahrens Seite 25
26 Schutzgase zum MAG-Schweißen hochlegierter Stähle 1% O 2, Rest Argon 3% O 2, Rest Argon 4% O 2, Rest Argon M13 M13 M22 hochlegierte Stähle 2,5% CO 2, Rest Argon M12 hochlegierte Stähle 30% He, 0,5% CO 2, Rest Argon M12 hochlegierte Stähle Super-Duplex!! 0,8 % CO 2, 10% He, 1,2% H2 Rest Argon M11 hochlegierte Stähle CMT Schweißen 1200ppm CO 2, 30% He, 2% H2 Rest Argon Z hochlegierte Stähle Nickel Basis Seite 26

27 Einfluss der Schutzgase auf den Zu- und Abbrand von C % C 0,07 0,06 0,049 Drahtelektrode 0,016 0,05 0,04 0,03 0,02 ELC-Grenze 0,002 0,006 0,01 0,023 0,01 Schutzgaseinteilung nach DIN EN ISO Gruppe M22 M13 M12 M23 M21 C1 % Argon , % CO , % O Seite 27
28 Oxidationszone beim Schweißen von CrNi-Stählen Durch Schweißen entstandene Oxidschicht, s 100 nm Passivschicht, s 2-4 nm Schweißnaht chromreduzierte Zone, s nm Grundwerkstoff Seite 28

29 Schweißgutprobe Nickel Basis (NiCr19Fe19Nb5Mo3 mit einem (NiCr23Mo16Al) Ø 1,2 mm; Schutzgas Sagox Ni Seite 29


")
30 Schweißgutprobe Nickel Basis (NiCr19Fe19Nb5Mo3 mit einem (NiCr23Mo16Al) Ø 1,2 mm; Schutzgas Sagox Ni Seite 30
31 Schweißgutprobe Nickel Basis Legierung (NiCr19Fe19Nb5Mo3 mit einem (NiCr23Mo16Al) Ø 1,2 mm; Schutzgas Sagox Ni Seite 31
 Ø 1,2 mm; Schutzgas Sagox Ni I: 101-123 Amp.")
32 Schweißgutprobe Nickel Basis (NiCr19Fe19Nb5Mo3 mit einem (NiCr23Mo16Al) Ø 1,2 mm; Schutzgas Sagox Ni I: Amp. U: 24,0 28,0 V V: cm/min VD: 4,8 5,6 m/min Seite 32


33 Seite 33


34 Schutzgasvergleich anhand CMT-Prozess Schutzgas Sagox 2K Schutzgas Sagox HC Seite 34
 Gasverbrauch/Anlage/Monat (wie vor mal 20 Arbeitstage) 0,5-1 m³")
35 Formieren Manuell/Mechanisiert Gasverbrauch 5-10 l/min Einschaltdauer % Gasverbrauch/Anlage/Tag (8h/Tagx60xEinschaltdauerxGasverbrauch/Minute) Gasverbrauch/Anlage/Monat (wie vor mal 20 Arbeitstage) 0,5-1 m³ m³ Seite 35








36 Formierkammern Seite 36




37 Formiervorrichtungen Seite 37

 Spannbereich von DN 150 DN")
38 Hydraulische Innenspannvorrichtung mit schwenkbarer Kamera Für das Schweißen dickwandiger Rohre im Pipelinebau Spannen, Formieren und Schweißen in einem Arbeitsgang Kein Heften Hohe Kraftübertragung und dadurch Ausgleich von Ovalitäten bis 15 mm Wandstärke Dadurch sicherer Einsatz des mechanisierten Orbitalschweißens Keine Nachbehandlung der Werkstücke (anlauffarbenfreie Wurzel) Spannbereich von DN 150 DN 400 Formierkammer Seite 38
39 Empfohlene Wurzelschutzgase für verschiedene Werkstoffe Wurzelschutzgas Argon-Wasserstoff- Gemische Stickstoff-Wasserstoff- Gemische Argon Stickstoff Werkstoffe austenitische CrNi-Stähle Ni und Ni-Basis-Werkstoffe Stähle, mit Ausnahme hochfester Feinkornbaustähle, austenitische CrNi-Stähle austenitische CrNi-Stähle, austenitisch-ferritische Stähle (Duplex), gaseempfindliche Werkstoffe (Titan, Zirkonium, Molybdän), wasserstoffempfindliche Werkstoffe (hochfeste Feinkornbaustähle, Kupfer und Kupferlegierungen, Aluminium und Aluminiumlegierungen sowie sonstige NE-Metalle), ferritisch Cr-Stähle austenitische CrNi-Stähle, austenitisch-ferritische Stähle (Duplex) Seite 39

40 Anlauffarben in Abhängigkeit vom Sauerstoffanteil Seite 40

41 Sauerstoffmessgerät Seite 41
! Gas I")

? Gas II")



42 Argon W5 (OK)! Gas I 300 ppm Sauerstoff Deltatig 2 (OK)? Gas II 350 ppm Sauerstoff Wurzel am Rohr Werkstoff (X6CrNiMoTi ) Warum gelb? Seite 42


43 Formieren mit Stickstoffhaltigen Gasen Werkstoff :1 500:1 Seite 43


44 Beispiele aus der Praxis Seite 44

45 Projekt Mittelplate Seite 45

46 Projekt Mittelplate Seite 46
47 Projekt Mittelplate Eckdaten zum Projekt Mittelplate: Die Rohrleitung wurde von Fa. Köster gefertigt In der Vorfertigung werden Rohrlängen von 18 m geschweißt Auf der Baustelle werden diese Rohrlängen zu einem Strang verbunden, der dann in das Wattenmeer eingezogen wird Rohrstränge aus Duplex 2 mit einem Durchmesser von 168x11 2 mit einem Durchmesser von 273x9 Insgesamt 700 Schweißnähte Seite 47

48 Projekt Mittelplate Seite 48

49 Projekt Mittelplate Seite 49

50 Projekt Mittelplate Seite 50

51 Projekt Mittelplate Innenspannvorrichtung mit Kühl- und Formiereinrichtung Vorbereitung einer Tulpennaht Führung der Orbitalzange Seite 51


52 Seite 52

53 Anlauffarbenfreie Wurzel Werkstoff: Schutzgas: Argon Wurzelschutzgas: Argon Seite 53

54 Projekt Mittelplate Seite 54

55 Projekt Mittelplate Seite 55

56 Projekt Mittelplate Rohrleitung aus Duplexstahl Seite 56
57 Schäden durch Korrosion 56 Transport- und Aufbewahrungsbehälter aus einem hochlegierten CrNi- Werkstoff Schäden nach Befüllen von Wasser in die Behälter Schaden ca Euro Seite 57

58 Schäden durch Korrosion Seite 58

59 Seite 59


60 Seite 60
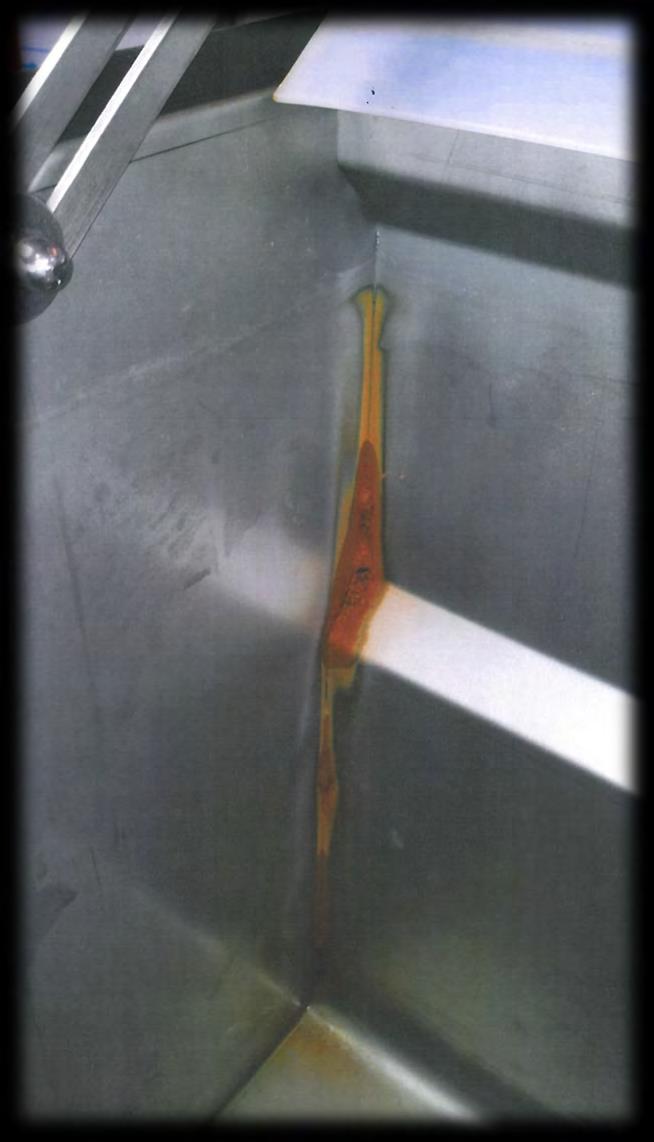
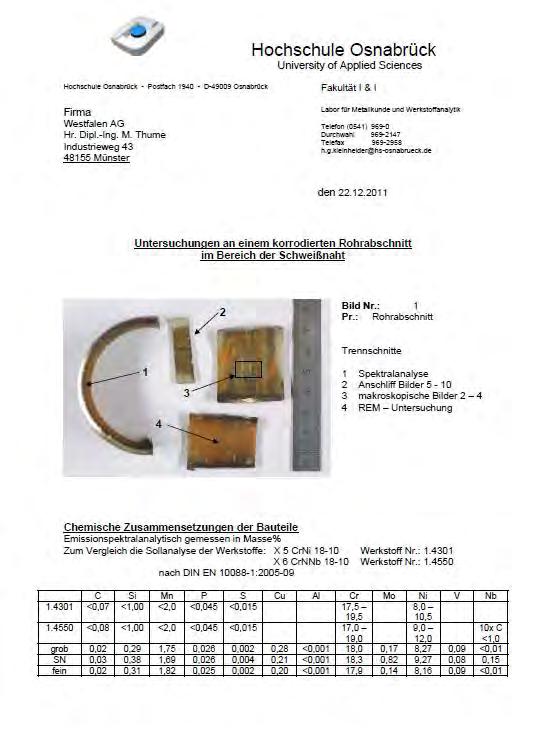
61 Schaden Korrodierte Rohrabschnitte im Bereich der Schweißnaht. Innerhalb von 3 Wochen traten Undichten auf. Rohrwerkstoff: Bei dem hier verwendeten Rohrabschnitt handelt es sich um einen X 5CrNi Werkstoff Nr Der vorgenannte Werkstoff zeigte erhebliche Auflösungs-erscheinungen im Bereich der Schweißnaht und seiner unmittelbaren Umgebung. Als Zusatz wurde der X6 CrNiNb 18-10, Werkstoffnummer eingesetzt. Seite 61

62 Schweißnahtwurzel Einige Wochen später! Seite 62

63 Seite 63

64 Seite 64
65 Seite 65

66 Chlorid 136 mg/l Cl Seite 66
67 Schwarz-Weiß-Verbindungen Betriebstemperatur < 300 C , 18/10/6 Plattierungen 600 C Betriebstemperatur > 300 C Seite 67

68 Nickel-Äquivalent = % Ni + 30 x % C + 0,5 x % Mn F + M M 2 A 4 A+M Martensitische Chromstähle Hochwarmfeste austenitische Stähle 70% A+F 50% M + F A+M+F Chrom-Äquivalent = % Cr + % Mo + 1,5 x % Si + 0,5 x % Nb Schaeffler - Diagramm Chemisch beständige austenitische Stähle 3 Duplex - Stähle 1 ferritische Chromstähle F Seite 68

69 Vielen Dank für ihre Aufmerksamkeit Seite 69
Schutzgas-Schweißen Ausgewählte Übersichtstabellen
 Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Schutzgas-Schweißen Ausgewählte Übersichtstabellen Schutzgas-Schweißen Ausgewählte Übersichtstabellen Auf einen Blick Diese kurzgefasste usammenstellung von Übersichtstabellen dient der Orientierung beim
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle. Wasserstoffhaltige Schutzgase zum auch für Duplex!?
 Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
Einfluss von CO 2 und H 2 beim Schweißen CrNi-Stähle Wasserstoffhaltige Schutzgase zum auch für Duplex!? 2. Ilmenauer schweißtechnischen Symposium, 13.10. 2015 l Cerkez Kaya ALTEC NCE Inhalte Hochlegierter
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Besonderheiten beim Schweißen von Mischverbindungen
 Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
Besonderheiten beim Schweißen von Mischverbindungen G. Weilnhammer SLV München Niederlassung der GSI mbh Schweißtechnische Lehr- und Versuchsanstalt München - Niederlassung der GSI mbh 1 - unlegiert mit
3. Stabelektroden zum Schweißen hochwarmfester Stähle
 3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
3. Stabelektroden zum Schweißen hochwarmfester Stähle Artikel-Bezeichnung 4936 B 4948 B E 308 15 82 B E NiCrFe 3 82 R 140 625 B E NiCrMo 3 Stabelektroden zum Schweißen warm- und hochwarmfester Stähle Warmfeste
Hinweise für den Anwender
 Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
Schweißen von korrosions- und hitzebeständigen Stählen Nichtrostende und hitzebeständige Stähle können mit einigen Einschränkungen mit den Schmelz- und Preßschweißverfahren gefügt werden, die für un- und
ein international tätiges Unternehmen
 JACQUET ein international tätiges Unternehmen Weltgrößter Konsument von Edelstahl Quarto Blechen ca. 450 Mitarbeiter 3 Niederlassungen in 20 Ländern / 22 Produktionsstandorte 7.500 Kunden in 60 Ländern
JACQUET ein international tätiges Unternehmen Weltgrößter Konsument von Edelstahl Quarto Blechen ca. 450 Mitarbeiter 3 Niederlassungen in 20 Ländern / 22 Produktionsstandorte 7.500 Kunden in 60 Ländern
2. Schweißzusätze für die Aluminiumschweißung. Schweißzusätze für das Titan-Schweißen.
 1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
1. Schweißzusätze zum Schweißen nichtrostender Stähle. Schweißzusätze zum Schweißen hitze-, zunderbeständiger und hochkorrosionsfester Stähle. Schweißzusätze zum Schweißen von Austenit-Ferrit-Verbindungen.
A. Weiß. Schweißanweisung DIN EN ISO 15609. Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe. weiss@slv-muenchen.
 GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
GSI Gesellschaft für Schweißtechnik International mbh Niederlassung SLV München DIN EN ISO 15609 Anforderungen und Qualifizierung von Schweißverfahren für metallische Werkstoffe Schweißanweisung A. Weiß
PERFORMANCE LINE. Schutzgasschweißen mit besserem Wirkungsgrad.
 PERFORMANCE LINE. Schutzgasschweißen mit besserem Wirkungsgrad. 2 Helium und Wasserstoff Helium und Wasserstoff zwei der wichtigsten Energieträger im Universum. Als Schutzgaskomponenten verbessern sie
PERFORMANCE LINE. Schutzgasschweißen mit besserem Wirkungsgrad. 2 Helium und Wasserstoff Helium und Wasserstoff zwei der wichtigsten Energieträger im Universum. Als Schutzgaskomponenten verbessern sie
DATEN UND TECHNIK. Wolfram Industrie TUNGSTEN TECHNOLOGY Germany
 DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
DATEN UND TECHNIK Wolfram Industrie TUNGSTEN TECHNOLOGY Germany INHALT Physikalische Eigenschaften von Wolfram Seite 4 Physikalische Eigenschaften von Molybdän Seite 4 Chemische Eigenschaften von Wolfram
Inhalt. Grundlagen des Plasmalichtbogen-Schwei. Schweißenen. Verfahrensvarianten Gase zum Plasmalichtbogen-Schwei. Brenner und Brennerausrüstung
 Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Plasmaschweißen en in der Theorie und Praxis Dipl.Wirtsch.Ing.. SFI/EWE Boyan Ivanov 2011 EWM EWM HIGHTEC HIGHTEC WELDING GmbH Plasmaschweißen in der Theorie und Praxis W.Hahmann, B.Ivanov 1 Inhalt Grundlagen
Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe.
 Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Wie nennt man das Gasschmelzschweissen auch noch? Welches Mischverhältnis wird beim Schweissen am Brenner eingestellt? Begründe. Wie wird Acetylen in der Flasche gespeichert, damit es nicht bei 2bar explodiert?
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78
 Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Stahlrohre, nahtlos, warm gefertigt für Kugellagefertigung nach GOST 800-78 Chemische Zusammensetzung Мassenanteil der Elemente, % S P Ni Cu C Mn Si Cr max. ШХ15 0,95-1,05 0,20-0,40 0,17-0,37 1,30-1,65
Konvertierungstabellen Normen
 Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Optimale Schweißresultate mit Schutzgasen.
 Optimale Schweißresultate mit Schutzgasen. Schutzgas-Schweißverfahren für viele Anwendungen. MAG-Schweißen eines Edelstahlbehälters mit Sagox SC. Beim Schutzgasschweißen schützt das Gas die Schweißstelle
Optimale Schweißresultate mit Schutzgasen. Schutzgas-Schweißverfahren für viele Anwendungen. MAG-Schweißen eines Edelstahlbehälters mit Sagox SC. Beim Schutzgasschweißen schützt das Gas die Schweißstelle
Anforderung und Qualifizierung von Schweißverfahren für metallische Werkstoffe. Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder???
eißanweisung wäre das nicht passiert!! Oder???") Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
Mit Sch(w)eißanweisung wäre das nicht passiert!! Oder??? Links Handbücher http://oerlikonacademy.com/deutsch/sonder/db/kennblatt.html http://www.oerlikon-online.de/handbuch/index.html http://www.boehlerwelding.com/german/files/weldingguide_ger.pdf
C Si Mn P S Cr Ni Mo Ti. min. - - - - - 16,5 10,5 2,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7. C Si Mn P S Cr Ni Mo Ti N
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Mo Ti min. - - - - - 16,5 10,5 2,0 5xC max. 0,08 1,0 2,0 0,045 0,03 18,5 13,5 2,5 0,7 CHEMISCHE
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN
 LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
LICHTBOGENSCHWEISSEN VON KUPFER UND KUPFERLEGIERUNGEN Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar LEGIERUNGSTYPEN AUS SCHWEISSTECHNISCHER SICHT Reinkupfer (+) Kupfer mit geringen Legierungsbestandteilen
GEC. Plasma-MSG-Schweißen GERSTER ENGINEERING CONSULTING
 Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Plasma-MSG-Schweißen Neben dem Plasma-Schweißen, das vorwiegend im Dünnblechbereich eingesetzt wird kommt immer mehr das Plasma-MSG-Verfahren zur Anwendung. Durch dieses Hybridverfahren können größere
Notizen Notes 16.03.2005
 Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
Notizen Notes -1- Prinzip MIG / MAG - Schweißen Schutzgasdüse Stromdüse Elektrode/Draht Schutzgasglocke Lichtbogen Aufgeschmolzene Zone Grundwerkstoff Grundwerkstoff wird mit Zusatzwerkstoff verschmolzen
WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem
 Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
Polysoude Praxis-Berichte WIG-Orbital-Schweißen von Aluminium-werkstoffen mit dem Gleichstromverfahren bei negativ gepolter Elektrode (DC EN) T. UNDI POLYSOUDE S.A. - BP 41606 - F - 44316 NANTES cedex
C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5xC. max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7. C Si Mn P S Cr Ni Ti. min. - - - - - 17,0 9,0 5x(C+N)
") NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 10088-3) C Si Mn P S Cr Ni Ti min. - - - - - 17,0 9,0 5xC max. 0,08 1,0 2,0 0,045 0,03 19,0 12,0 0,7 CHEMISCHE ZUSAMMENSETZUNG
Technische Informationen Rostfreie Stähle
 Technische Informationen Rostfreie Stähle IHRE WELT, UNSERE ERFAHRUNG Eigenschaften rostfreier Stähle. Der vorliegende Artikel beschäftigt sich mit häufig vorkommenden Arten rostfreier Stähle (früher:
Technische Informationen Rostfreie Stähle IHRE WELT, UNSERE ERFAHRUNG Eigenschaften rostfreier Stähle. Der vorliegende Artikel beschäftigt sich mit häufig vorkommenden Arten rostfreier Stähle (früher:
Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen
 Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen Seite 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Thema Inhaltsverzeichnis Grundlagen MIG / MAG Arbeitssicherheit Unfallschutz MIG/MAG
Wifi Allround -Schweiß-Kurs für Anfänger MIG/MAG u. WIG Schweißen Seite 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Thema Inhaltsverzeichnis Grundlagen MIG / MAG Arbeitssicherheit Unfallschutz MIG/MAG
SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG?
 SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG? Autoren: Dipl.-Ing. Chr. Matz, Linde AG, Gases Division, BA MPG, Unterschleißheim ( 2008) Dipl.-Ing. F. Steller, Linde AG, Gases Division, Hamburg
SCHWEISSSCHUTZGAS: HILFSSTOFF ODER OPTIMIERENDES WERKZEUG? Autoren: Dipl.-Ing. Chr. Matz, Linde AG, Gases Division, BA MPG, Unterschleißheim ( 2008) Dipl.-Ing. F. Steller, Linde AG, Gases Division, Hamburg
Dr.-Ing. A. van Bennekom + 49 (0) 2151 3633 4139 andre.vanbennekom@dew-stahl.com. Dipl.-Ing. F. Wilke +49 (0) 271 808 2640 frank.wilke@dew-stahl.
 2151 3633 4139 andre.vanbennekom@dew-stahl.com. Dipl.-Ing. F. Wilke +49 (0) 271 808 2640 frank.wilke@dew-stahl.") Vergleich der physikalischen, mechanischen und korrosiven Eigenschaften von stabilisierten (1.4571) und niedrig kohlenstoffhaltigen (1.4404) austenitischen rostfreien Stählen Qualitätslenkung, Entwicklung
Vergleich der physikalischen, mechanischen und korrosiven Eigenschaften von stabilisierten (1.4571) und niedrig kohlenstoffhaltigen (1.4404) austenitischen rostfreien Stählen Qualitätslenkung, Entwicklung
Qualitätssicherung bei der Verarbeitung von CrNi
 Qualitätssicherung bei der Verarbeitung von CrNi Referent: Friedrich Felber Steel for you GmbH 8010 Graz, Neutorgasse 51/I E-Mail: office@steelforyou.at Tel: +43 664 1623430 Fax: +43 316 231123 7828 Internet:
Qualitätssicherung bei der Verarbeitung von CrNi Referent: Friedrich Felber Steel for you GmbH 8010 Graz, Neutorgasse 51/I E-Mail: office@steelforyou.at Tel: +43 664 1623430 Fax: +43 316 231123 7828 Internet:
Merkblatt 823 Schweißen von Edelstahl Rostfrei
 Merkblatt 823 Schweißen von Edelstahl Rostfrei Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Merkblatt 823 Schweißen von Edelstahl Rostfrei Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Schweissen verbindet Schweiss-, Schneid- und Schutzgase
 Schweissen verbindet Schweiss-, Schneid- und Schutzgase Inhaltsverzeichnis Eigenschaften von Schutzgaskomponenten 4 Schutzgase zum MAG-Schweissen 6 Lichtbogenarten 9 Schutzgase zum MAG-Hochleistungsschweissen
Schweissen verbindet Schweiss-, Schneid- und Schutzgase Inhaltsverzeichnis Eigenschaften von Schutzgaskomponenten 4 Schutzgase zum MAG-Schweissen 6 Lichtbogenarten 9 Schutzgase zum MAG-Hochleistungsschweissen
Schweißen von WELDOX und HARDOX
 Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Schweißen Schweißen von WELDOX und HARDOX Konstruktionsstahl WELDOX und Verschleißstahl HARDOX zeichnen sich durch hohe Beanspruchbarkeit und hervorragende Schweißbarkeit aus. Diese Werkstoffe lassen
Veröffentlichungen von Normen und Norm-Entwürfen
 Veröffentlichungen von Normen und Norm-Entwürfen (Zeitraum 2006-04 bis 2007-03) Ausgabe April 2006 Aus den Bereichen: Gasschweißgeräte, Lichtbogenschweißeinrichtungen, Widerstandsschweißen E DIN 32509:2006-04,
Veröffentlichungen von Normen und Norm-Entwürfen (Zeitraum 2006-04 bis 2007-03) Ausgabe April 2006 Aus den Bereichen: Gasschweißgeräte, Lichtbogenschweißeinrichtungen, Widerstandsschweißen E DIN 32509:2006-04,
Analyse von Schweißnahtunregelmäßigkeiten beim WIG-Orbitalschweißen von vollaustenitischen Stahlrohren
 Fakultät Maschinenwesen Institut für Oberflächen- und Fertigungstechnik Professur für Fügetechnik und Montage Prof. Dr.-Ing. habil. U. Füssel Analyse von Schweißnahtunregelmäßigkeiten beim WIG-Orbitalschweißen
Fakultät Maschinenwesen Institut für Oberflächen- und Fertigungstechnik Professur für Fügetechnik und Montage Prof. Dr.-Ing. habil. U. Füssel Analyse von Schweißnahtunregelmäßigkeiten beim WIG-Orbitalschweißen
Was Sie nach der Vorlesung Werkstoffkunde II wissen sollten. Stand 2012. Werkstofftechnik
 Was Sie nach der Vorlesung Werkstoffkunde II wissen sollten Stand 2012 Erstarrung Welche mikrostrukturellen Prozesse sind für die Fertigungsverfahren Urformen/Umformen/Trennen/Fügen/Stoffeigenschaften
Was Sie nach der Vorlesung Werkstoffkunde II wissen sollten Stand 2012 Erstarrung Welche mikrostrukturellen Prozesse sind für die Fertigungsverfahren Urformen/Umformen/Trennen/Fügen/Stoffeigenschaften
Aluminium AC-WIG Schweißen
 Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Aluminium AC-WIG Schweißen Prozessprinzip: T = Tungsten I = Inert G = Gas ( Allgemeine Bezeichnung) W = Wolfram I = Inert G = Gas ( Deutschland) G = Gas T = Tungsten A = Arc W = Welding ( USA ) AC = Wechselstrom,
Schweißen von Edelstahl Rostfrei Informationsstelle Edelstahl Rostfrei
 Merkblatt 823 Schweißen von Edelstahl Rostfrei Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Merkblatt 823 Schweißen von Edelstahl Rostfrei Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Zusatzinfos zur Folie Einfluß von Legierungselementen
 Einfluß von Legierungselementen auf die Eigenschaften von Eisenwerkstoffen Die durch die metallurgische Erzeugung absichtlich zugegebenen Legierungselemente und die verbliebenen Begleitelemente beeinflussen
Einfluß von Legierungselementen auf die Eigenschaften von Eisenwerkstoffen Die durch die metallurgische Erzeugung absichtlich zugegebenen Legierungselemente und die verbliebenen Begleitelemente beeinflussen
Schweißzusatzwerkstoffe. Schweißzusatzwerkstoffe. Seiten. Stabelektroden - für Gußeisen. - un u. niedriglegiert. - hochlegiert.
 Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Seiten Stabelektroden - für Gußeisen - un u. niedriglegiert - hochlegiert 6 7 8 19 20 34 - Nickelbasis - Verschleißauftragung WIG/MSG - un u. niedriglegiert - hochlegiert - Nickelbasis - Verschleißauftragung
Neue Verfahren zur Oberflächenbehandlung von Edelstahl
 Neue Verfahren zur Oberflächenbehandlung von Edelstahl Edelstahl veredeln Siegfried Pießlinger-Schweiger POLIGRAT GmbH Siegfried Pießlinger-Schweiger Seite 1 von 43 Inhalt 1. Grundlagen 2. Korrosionsbeständigkeit
Neue Verfahren zur Oberflächenbehandlung von Edelstahl Edelstahl veredeln Siegfried Pießlinger-Schweiger POLIGRAT GmbH Siegfried Pießlinger-Schweiger Seite 1 von 43 Inhalt 1. Grundlagen 2. Korrosionsbeständigkeit
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Die Wärmebehandlung metallischer Werkstoffe. WS 2014 Dr. Dieter Müller. Wir nehmen Perfektion persönlich.
 Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Die Wärmebehandlung metallischer Werkstoffe WS 2014 Dr. Dieter Müller Wir nehmen Perfektion persönlich. Folie 1 Die Wärmebehandlung metallischer Werkstoffe 01.12.2014 Inhalt Block 6 4 Die Wärmebehandlung
Möglichkeiten mit Mikroplasmaschweissen
 Möglichkeiten mit Mikroplasmaschweissen Autor und Referent: Dragan Lalovic OERLIKON-SCHWEISSTECHNIK AG 1 ANWENDUNGEN DES MIKROPLASMASCHWEISSENS (Materialstärke der geschweissten Teile kleiner als 1 mm)
Möglichkeiten mit Mikroplasmaschweissen Autor und Referent: Dragan Lalovic OERLIKON-SCHWEISSTECHNIK AG 1 ANWENDUNGEN DES MIKROPLASMASCHWEISSENS (Materialstärke der geschweissten Teile kleiner als 1 mm)
Anwendungstechnische Hinweise. Schweißen von nichtrostenden Stählen Schutzgasschweißen von Aluminium Lichtbogenlöten
 Anwendungstechnische Hinweise Schweißen von nichtrostenden Stählen Lichtbogenlöten Schweißen von nichtrostenden Stählen Was sind nichtrostende Stähle? In nichtrostenden Stählen ist Chrom das wichtigste
Anwendungstechnische Hinweise Schweißen von nichtrostenden Stählen Lichtbogenlöten Schweißen von nichtrostenden Stählen Was sind nichtrostende Stähle? In nichtrostenden Stählen ist Chrom das wichtigste
Merkblatt 821. Edelstahl Rostfrei Eigenschaften. Informationsstelle Edelstahl Rostfrei. korrosionsbeständig hochfest verschleißfest.
 Merkblatt 821 Edelstahl Rostfrei Eigenschaften korrosionsbeständig hochfest verschleißfest schweißbar wartungsarm temperaturbeständig langlebig hygienisch wirtschaftlich leitfähig Informationsstelle Edelstahl
Merkblatt 821 Edelstahl Rostfrei Eigenschaften korrosionsbeständig hochfest verschleißfest schweißbar wartungsarm temperaturbeständig langlebig hygienisch wirtschaftlich leitfähig Informationsstelle Edelstahl
Fachveranstaltung der Firma Reiz Schweisstechnik am 28. und 29.02.2008
 http://www.reiz-online.de/ Fachveranstaltung der Firma Reiz Schweisstechnik am 28. und 29.02.2008 Manuelles Plasmaschneiden von unlegiertem Stahl, Aluminium und Edelstahl Schnittoptimierung und häufige
http://www.reiz-online.de/ Fachveranstaltung der Firma Reiz Schweisstechnik am 28. und 29.02.2008 Manuelles Plasmaschneiden von unlegiertem Stahl, Aluminium und Edelstahl Schnittoptimierung und häufige
Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen. Bruch / Riss Fehlendes Material etc.
 Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
Reparaturverfahren Reparaturschweissen Es empfiehlt sich folgende Vorgehensweise bei einer Reparatur: 1. Schadenbild aufnehmen Bruch / Riss Fehlendes Material etc. Schadenbild Das Reparaturverfahren (Schleifen,
WERKSTOFFE FÜR DRAHTGEWEBE
 WERKSTOFFE FÜR DRAHTGEWEBE HAVER & BOEKER WERKSTOFFE FÜR DRAHTGEWEBE. Technische Drahtgewebe von Haver & Boecker werden zur Absiebung und Filtration in nahezu allen Industriebereichen eingesetzt: Von der
WERKSTOFFE FÜR DRAHTGEWEBE HAVER & BOEKER WERKSTOFFE FÜR DRAHTGEWEBE. Technische Drahtgewebe von Haver & Boecker werden zur Absiebung und Filtration in nahezu allen Industriebereichen eingesetzt: Von der
Wir entwickeln und konstruieren aufbauend auf den weltweit anerkannten Standards: ASME, PED, NORSOK, ATEX
 ÖL Und GAS ONshore UND OFFSHORE NEUE MASSSTÄBE FÜR DIE ZUKUNFT ÖL UND GAS ONSHORE UND OFFSHORE Instrumentierungen für höchste Ansprüche bezüglich Sicherheit, FUNKTIONALITÄt und Ausführung. Kompromisse
ÖL Und GAS ONshore UND OFFSHORE NEUE MASSSTÄBE FÜR DIE ZUKUNFT ÖL UND GAS ONSHORE UND OFFSHORE Instrumentierungen für höchste Ansprüche bezüglich Sicherheit, FUNKTIONALITÄt und Ausführung. Kompromisse
Tageslehrgang - Grundstufe in Anlehnung an DVS -IIW 1111 Erstausbildung Lehrgangsdauer 80 Stunden
 GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
GASSCHWEISSEN G Das Gasschweißen wird hauptsächlich zum Schweißen von Blechen und Rohren aus unlegierten Stählen eingesetzt. Die verschweißenden Blechdicken bzw. Rohrwanddicken sind meist kleiner als 5
Technisches Datenblatt GS120S-G
 02.09.200 Seite von GS20S-G Bezeichnungen EN ISO 6834 : AWS A5.28-05: Mn4Ni2CrMo ER20S-G Schutzgasdraht für das Schweißen von hochfesten, vergüteten Feinkornbaustählen. Schutzgasdraht für das Schweißen
02.09.200 Seite von GS20S-G Bezeichnungen EN ISO 6834 : AWS A5.28-05: Mn4Ni2CrMo ER20S-G Schutzgasdraht für das Schweißen von hochfesten, vergüteten Feinkornbaustählen. Schutzgasdraht für das Schweißen
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Anlage zur Akkreditierungsurkunde D PL 14153 02 02
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 02 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 16.04.2015 Urkundeninhaber:
Die physikalischen Eigenschaften der Stähle Das 100 - Stähle - Programm Teil I: Tafeln und Bilder ----------
 Die physikalischen Eigenschaften der Stähle Das 100 Stähle Programm Teil I: Tafeln und Bilder The Physical Properties of Steels The 100 Steels Programme Part I: Tables and Figures Friedhelm Richter, Mülheim
Die physikalischen Eigenschaften der Stähle Das 100 Stähle Programm Teil I: Tafeln und Bilder The Physical Properties of Steels The 100 Steels Programme Part I: Tables and Figures Friedhelm Richter, Mülheim
SIEKMANN. special. elbow. production. nahtlose Rohrbogen. Abmessungen AD 14,0-219,1 mm Wand 2,0-50 mm. Dimensions OD 1/2-8 Wall Std - XXS
 SIEKMANN nahtlose Rohrbogen Abmessungen AD 14,0-219,1 mm Wand 2,0-50 mm Dimensions OD 1/2-8 Wall Std - XXS Siekmann GmbH & Co. KG Wir sind Hersteller von Sonderrohrbogen. Auf den folgenden Seiten finden
SIEKMANN nahtlose Rohrbogen Abmessungen AD 14,0-219,1 mm Wand 2,0-50 mm Dimensions OD 1/2-8 Wall Std - XXS Siekmann GmbH & Co. KG Wir sind Hersteller von Sonderrohrbogen. Auf den folgenden Seiten finden
30% SCHNELLER SCHWEISSEN
 WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
WM.0375.00 10.2006 Änderungen vorbehalten 30% SCHNELLER SCHWEISSEN!!! Großes Einsparpotential durch schnelleres Schweißen und weniger Material- und Lohnkosten Ausgezeichnete Schweißnahtqualität durch optimale
Inhalt. Euro Inox 2002. Euro Inox 2002 www.euro-inox.org 1
 Inhalt Die in dieser Broschüre enthaltenen Informationen vermitteln Orientierungshilfen. Gewährleistungs- und Schadenersatzansprüche können hieraus nicht abgeleitet werden. Nachdrucke, auch auszugsweise,
Inhalt Die in dieser Broschüre enthaltenen Informationen vermitteln Orientierungshilfen. Gewährleistungs- und Schadenersatzansprüche können hieraus nicht abgeleitet werden. Nachdrucke, auch auszugsweise,
BLECHE LIEFERPROGRAMM BLECHE BUCHER STAHL 2
 1 BLECHE LIEFERPROGRAMM BLECHE BUCHER STAHL 2 GÜTEN- UND NORMENVERGLEICH BLECHE z. Zt. aktuelle Bezeichnung Gütenvergleich zur Zeit gültige Normen mechanische Werte Werkstoff Nuer alte Bezeichnung technische
1 BLECHE LIEFERPROGRAMM BLECHE BUCHER STAHL 2 GÜTEN- UND NORMENVERGLEICH BLECHE z. Zt. aktuelle Bezeichnung Gütenvergleich zur Zeit gültige Normen mechanische Werte Werkstoff Nuer alte Bezeichnung technische
BERUFS- KUNDE. Fragen und Antworten. Eisenmetalle. Kapitel 2. BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFSKUNDE
 BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
BERUFSSCHULE ELEKTROMONTEURE Kapitel 2 Seite 1 BERUFS- KUNDE Kapitel 2 Eisenmetalle 40 n und en 2. Auflage 08. Mai 2006 Bearbeitet durch: Niederberger Hans-Rudolf dipl. dipl. Betriebsingenieur HTL/NDS
1 Entstehung, Aufbau und Gefüge von Nitrierschichten
 1 Entstehung, Aufbau und Gefüge von Nitrierschichten Dieter Liedtke 1.1 Begriffsbestimmungen Das thermochemische Behandeln zum Anreichern der Randschicht eines Werkstückes mit Stickstoff wird nach DIN
1 Entstehung, Aufbau und Gefüge von Nitrierschichten Dieter Liedtke 1.1 Begriffsbestimmungen Das thermochemische Behandeln zum Anreichern der Randschicht eines Werkstückes mit Stickstoff wird nach DIN
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Handbuch der Schweißtechnik
 J. Ruge Handbuch der Schweißtechnik Dritte, neubearbeitete und erweiterte Auflage Band I: Werkstoffe Mit 136 Abbildungen und 146 Tabellen Springer-Verlag Berlin Heidelberg NewYork London Paris Tokyo HongKong
J. Ruge Handbuch der Schweißtechnik Dritte, neubearbeitete und erweiterte Auflage Band I: Werkstoffe Mit 136 Abbildungen und 146 Tabellen Springer-Verlag Berlin Heidelberg NewYork London Paris Tokyo HongKong
ÖL UND GAS ONSHORE UND OFFSHORE
 ÖL Und GAS ONshore UND OFFSHORE NEUE MASSSTÄBE FÜR DIE ZUKUNFT ÖL UND GAS ONSHORE UND OFFSHORE Instrumentierungen für höchste Ansprüche bezüglich Sicherheit, FUNKTIONALITÄt und Ausführung. Kompromisse
ÖL Und GAS ONshore UND OFFSHORE NEUE MASSSTÄBE FÜR DIE ZUKUNFT ÖL UND GAS ONSHORE UND OFFSHORE Instrumentierungen für höchste Ansprüche bezüglich Sicherheit, FUNKTIONALITÄt und Ausführung. Kompromisse
Leistung durch Innovation und Kompetenz.
 3 Schweißschutzgase Leistung durch Innovation und Kompetenz. Die Linde Schweißschutzgase. 02 Inhalt Inhalt. Unsere Technologie sichert Wettbewerbsfähigkeit. Innovationen von Linde Gas 3 Die zwei Produktlinien
3 Schweißschutzgase Leistung durch Innovation und Kompetenz. Die Linde Schweißschutzgase. 02 Inhalt Inhalt. Unsere Technologie sichert Wettbewerbsfähigkeit. Innovationen von Linde Gas 3 Die zwei Produktlinien
Bachelorprüfung. Fakultät für Bauingenieurwesen und Umweltwissenschaften Institut für Werkstoffe des Bauwesens Univ.-Prof. Dr.-Ing. K.-Ch.
 Fakultät für Bauingenieurwesen und Umweltwissenschaften Institut für Werkstoffe des Bauwesens Univ.-Prof. Dr.-Ing. K.-Ch. Thienel Bachelorprüfung Prüfungsfach: Geologie, Werkstoffe und Bauchemie Prüfungsteil:
Fakultät für Bauingenieurwesen und Umweltwissenschaften Institut für Werkstoffe des Bauwesens Univ.-Prof. Dr.-Ing. K.-Ch. Thienel Bachelorprüfung Prüfungsfach: Geologie, Werkstoffe und Bauchemie Prüfungsteil:
Leistung durch Innovation und Kompetenz. Die Linde Schweißschutzgase.
 Leistung durch Innovation und Kompetenz. Die Linde Schweißschutzgase. 2 Inhalt Inhalt. Unsere Technologie sichert Wettbewerbsfähigkeit. Innovationen von Linde Gas 3 Die zwei Produktlinien Competence Line
Leistung durch Innovation und Kompetenz. Die Linde Schweißschutzgase. 2 Inhalt Inhalt. Unsere Technologie sichert Wettbewerbsfähigkeit. Innovationen von Linde Gas 3 Die zwei Produktlinien Competence Line
EOS StainlessSteel 316L
 EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden
 Max-Planck-Institut für Eisenforschung GmbH Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden Christian Broß Inhaltsverzeichnis Aufgabenstellung
Max-Planck-Institut für Eisenforschung GmbH Analyse von Delta Ferrit und Sigma-Phase in einem hochlegierten Cr-Ni-Stahl mit Hilfe moderner Untersuchungsmethoden Christian Broß Inhaltsverzeichnis Aufgabenstellung
ERIKS Gasschläuche. Gasschläuche ERIKS 105
 ERIKS Gasschläuche Gasschläuche ERIKS 105 ERIKS Gasschläuche ERIKS Schläuche und Zubehör: Ihr Spezialist für Qualitätsschläuche ERIKS Gasschläuche aus der RX -Reihe versorgen ein Segment der Betriebsmittel
ERIKS Gasschläuche Gasschläuche ERIKS 105 ERIKS Gasschläuche ERIKS Schläuche und Zubehör: Ihr Spezialist für Qualitätsschläuche ERIKS Gasschläuche aus der RX -Reihe versorgen ein Segment der Betriebsmittel
MIG-Aluminiumschweißen. Gasfluss. MIG = Metall-Inertgas-Schweißen
 MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
MIG-Aluminiumschweißen MIG = Metall-Inertgas-Schweißen Inertgase für das Aluminiumschweißen sind Argon und Helium Gasgemische aus Argon und Helium werden ebenfalls verwendet Vorteile: Hohe Produktivität
September 2000. September 2000. September 2000. März 2001
 1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
1 Veröffentlicht im Bundesanzeiger vom 31. Januar 2001, S. 1424-1425 mit folgenden eingearbeiteten Nachträgen: Information zum Verzeichnis veröffentlicht im Bundesanzeiger Nr. 85 vom 8. Mai 2001, S. 8913
Merkblatt 821 Edelstahl Rostfrei- Eigenschaften
 Merkblatt 821 Edelstahl Rostfrei- Eigenschaften Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Merkblatt 821 Edelstahl Rostfrei- Eigenschaften Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
PERMINOX. Technische Dokumentation. Nichtrostender Betonrippenstahl
 PERMINOX Nichtrostender Betonrippenstahl Technische Dokumentation Nichtrostender Betonrippenstahl BSt 500 NR (IV NR) mit bauaufsichtlicher Zulassung des DIBt Berlin 2 Das Produkt PERMINOX sind nichtrostende
PERMINOX Nichtrostender Betonrippenstahl Technische Dokumentation Nichtrostender Betonrippenstahl BSt 500 NR (IV NR) mit bauaufsichtlicher Zulassung des DIBt Berlin 2 Das Produkt PERMINOX sind nichtrostende
Edelstahl Rostfrei für die Wasserwirtschaft Informationsstelle Edelstahl Rostfrei
 Merkblatt 893 Edelstahl Rostfrei für die Wasserwirtschaft Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Merkblatt 893 Edelstahl Rostfrei für die Wasserwirtschaft Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Hinweise zum Schweißen von Titan und Titanlegierungen
 Hinweise zum Schweißen von Titan und Titanlegierungen Aufgrund der hohen Affinität von Titan zu den atmosphärischen Gasen Sauerstoff, Stickstoff und Wasserstoff scheiden sämtliche Schweißverfahren aus,
Hinweise zum Schweißen von Titan und Titanlegierungen Aufgrund der hohen Affinität von Titan zu den atmosphärischen Gasen Sauerstoff, Stickstoff und Wasserstoff scheiden sämtliche Schweißverfahren aus,
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN
 HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
Klausur Vertiefungsfach 2: Master
 I E H K Institut für Eisenhüttenkunde Rheinisch-Westfälische Technische Hochschule Aachen Klausur Vertiefungsfach 2: Master Stahlmetallurgie Univ.-Prof. Dr.-Ing. D. Senk 10.09.2012 Nachname, Vorname: Matrikel-Nr.:
I E H K Institut für Eisenhüttenkunde Rheinisch-Westfälische Technische Hochschule Aachen Klausur Vertiefungsfach 2: Master Stahlmetallurgie Univ.-Prof. Dr.-Ing. D. Senk 10.09.2012 Nachname, Vorname: Matrikel-Nr.:
Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau
 für den Stahl- und Maschinenbau") Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau 2 Tenaris produziert eine große Abmessungspalette an nahtlosen Rohren aus hochfesten Stählen für Anwendungen im Stahl- und Maschinenbau, bei denen
Hochfeste Stahlrohre (HSS) für den Stahl- und Maschinenbau 2 Tenaris produziert eine große Abmessungspalette an nahtlosen Rohren aus hochfesten Stählen für Anwendungen im Stahl- und Maschinenbau, bei denen
EWM- SCHWEISSLEXIKON EINFACH WISSEN. MIG/MAG-Fibel. www.ewm.de
 EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN MIG/MAG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
EWM- SCHWEISSLEXIKON EINFACH MEHR WISSEN EINFACH WISSEN EINFACH SCHWEISSEN MIG/MAG-Fibel THE WORLD OF WELDING Einfach mehr... THE WORLD OF EWM...MIT DER ERFAHRUNG......von über 40 Jahren in der Schweißtechnik!
WERKSTOFFE. Werkstoffe
 WERKSTOFFE 102 MAG Schutzgas-Schweißdrähte niedriglegiert, IT:SG Fassspulung IT:SG 2 IT:SG 3 Zentrieradapter IT:SG 2 Niedriglegierte Drahtelektrode für das Metall-Schutzgasschweißen an unlegierten und
WERKSTOFFE 102 MAG Schutzgas-Schweißdrähte niedriglegiert, IT:SG Fassspulung IT:SG 2 IT:SG 3 Zentrieradapter IT:SG 2 Niedriglegierte Drahtelektrode für das Metall-Schutzgasschweißen an unlegierten und
Schweißtechnische Verarbeitung neuer Kraftwerkstähle
 Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Das Gefüge von Titanschweissen. Paul Danielson, Rick Wilson, und David Alman U. S. Department of Energy, Albany Research Center Albany, Oregon
 Das Gefüge von Titanschweissen Paul Danielson, Rick Wilson, und David Alman U. S. Department of Energy, Albany Research Center Albany, Oregon Struers Zeitschrift für Materialografie 3 / 2004 Structure
Das Gefüge von Titanschweissen Paul Danielson, Rick Wilson, und David Alman U. S. Department of Energy, Albany Research Center Albany, Oregon Struers Zeitschrift für Materialografie 3 / 2004 Structure
Die folgenden Informationen wurden uns freundlicherweise vom Verlag Stahlschlüssel (http://www.stahlschluessel.de/) zur Verfügung gestellt:
 zur Verfügung gestellt:") Die folgenden Informationen wurden uns freundlicherweise vom Verlag Stahlschlüssel (http://www.stahlschluessel.de/) zur Verfügung gestellt: Legierungselemente Einfluss der Legierungen auf Stahl Bei den
Die folgenden Informationen wurden uns freundlicherweise vom Verlag Stahlschlüssel (http://www.stahlschluessel.de/) zur Verfügung gestellt: Legierungselemente Einfluss der Legierungen auf Stahl Bei den
Schweisstechnische Ausbildungen > Kursprogramm 2014/15
 Schweisstechnische Ausbildungen > Kursprogramm 2014/15 Anerkannte Ausbildungsstätte des > Inhaltsverzeichnis Seite Die verschiedenen Schweissverfahren 3 Information zur Schweisserausbildung 4 Wolframschutzgasschweissen
Schweisstechnische Ausbildungen > Kursprogramm 2014/15 Anerkannte Ausbildungsstätte des > Inhaltsverzeichnis Seite Die verschiedenen Schweissverfahren 3 Information zur Schweisserausbildung 4 Wolframschutzgasschweissen
4.3.2 System mit völliger Löslichkeit im festen Zustand 82 4.3.3 System mit teilweiser Löslichkeit im festen Zustand 83 4.3.
 Inhalt Vorwort 1 Werkstoffe und Hilfsstoffe 1 2 Struktur und Eigenschaften der Metalle 3 2.1 Atomarer Aufbau, Kristallsysteme, Gitterfehler 3 2.1.1 Das Atom 3 2.1.2 Die atomaren Bindungsarten 4 2.1.3 Kristallsysteme
Inhalt Vorwort 1 Werkstoffe und Hilfsstoffe 1 2 Struktur und Eigenschaften der Metalle 3 2.1 Atomarer Aufbau, Kristallsysteme, Gitterfehler 3 2.1.1 Das Atom 3 2.1.2 Die atomaren Bindungsarten 4 2.1.3 Kristallsysteme
Schweißen von Stahl und Aluminium. Grundlagen, Herausforderungen, Lösungen
 Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Schweißen von Stahl und Aluminium Grundlagen, Herausforderungen, Lösungen Scansonic MI GmbH Applikationszentrum Rudolf-Baschant-Str. 2 13086 Berlin Germany Agenda Grundlagen zum Schweißen Definition Vergleich
Die ganze Welt der Gase: Unser Lieferprogramm.
 Industriegase Schweiß-, Schneid-, Lasergase Sondergase Gase für Medizin, Inhalation, Pharma Lebensmittelgase Kältemittel Gase in 300 bar-technologie Die ganze Welt der Gase: Unser Lieferprogramm. Gase,
Industriegase Schweiß-, Schneid-, Lasergase Sondergase Gase für Medizin, Inhalation, Pharma Lebensmittelgase Kältemittel Gase in 300 bar-technologie Die ganze Welt der Gase: Unser Lieferprogramm. Gase,
Hightech by Gerster: Gasnitrieren.
 Hightech by Gerster: Gasnitrieren. Mit neuester Technologie zu Spitzenresultaten. Das Gasnitrieren gehört zur Gruppe der ther mochemischen Diffusionsverfahren. Bei Be handlungstemperaturen von 480 C bis
Hightech by Gerster: Gasnitrieren. Mit neuester Technologie zu Spitzenresultaten. Das Gasnitrieren gehört zur Gruppe der ther mochemischen Diffusionsverfahren. Bei Be handlungstemperaturen von 480 C bis
Bezeichnungssystem für nichtrostende Stahlsorten und Festigkeitsklassen von Schrauben
 3.3. Rost- und Säurebeständige Stähle (DIN EN ISO 3506-1 bis 3) 3.3.1. Bezeichnungssystem Die Chrom-Nickel-Stähle haben aufgrund ihrer Vorteile wie hohe Zähigkeit, beeinflußbare Festigkeit durch Kaltumformung
3.3. Rost- und Säurebeständige Stähle (DIN EN ISO 3506-1 bis 3) 3.3.1. Bezeichnungssystem Die Chrom-Nickel-Stähle haben aufgrund ihrer Vorteile wie hohe Zähigkeit, beeinflußbare Festigkeit durch Kaltumformung
Schweißzusätze joke Fill
 Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
Angepasste Legierungen speziell für Reparaturen und Änderungen im Werkzeug- und Formenbau Für Serienfertigung sind ebenso passende Legierungen lieferbar WIG-Stäbe in der handlichen Länge von 500 mm Wirtschaftliche
ANARBEITUNGSZENTRUM FÜR BLECHE Sieben Techniken, unbegrenzte Möglichkeiten
 Carl Spaeter Südwest GmbH Anarbeitungszentrum für Bleche Draisstraße 12 76646 Bruchsal Tel +49 72 51 97 16-0 Fax +49 72 51 97 16-27 info@spaeter-karlsruhe.de www.spaeter-karlsruhe.de DIN EN ISO 9001:2008
Carl Spaeter Südwest GmbH Anarbeitungszentrum für Bleche Draisstraße 12 76646 Bruchsal Tel +49 72 51 97 16-0 Fax +49 72 51 97 16-27 info@spaeter-karlsruhe.de www.spaeter-karlsruhe.de DIN EN ISO 9001:2008
Magnetische Eigenschaften nichtrostender Stähle Informationsstelle Edelstahl Rostfrei
 Merkblatt 827 Magnetische Eigenschaften nichtrostender Stähle Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Merkblatt 827 Magnetische Eigenschaften nichtrostender Stähle Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei Die Informationsstelle Edelstahl Rostfrei (ISER) ist eine Gemeinschaftsorganisation
Formieren beim Schweißen.
 White Paper. Formieren beim Schweißen. Autor Dipl.-Ing./EWE Thomas Ammann Datum April 2012 Veröffentlicht in Deutschland 02 Formieren beim Schweißen Inhalt. 1. Einführung. 3 2. Der Einfluss von Anlauffarben
White Paper. Formieren beim Schweißen. Autor Dipl.-Ing./EWE Thomas Ammann Datum April 2012 Veröffentlicht in Deutschland 02 Formieren beim Schweißen Inhalt. 1. Einführung. 3 2. Der Einfluss von Anlauffarben
Innovative Präzision Made in Germany
 Innovative Präzision datenblatt OT medical Produkte OT-F 2 OT-F 3 1 OT-F 1 Implantatsystem Die Grundlage für die Herstellung von qualitativ hochwertigen Implantaten und deren Zubehör wird geschaffen durch
Innovative Präzision datenblatt OT medical Produkte OT-F 2 OT-F 3 1 OT-F 1 Implantatsystem Die Grundlage für die Herstellung von qualitativ hochwertigen Implantaten und deren Zubehör wird geschaffen durch
Unsere Firmenphilosophie. Erfolgreich durch Innovation! Unser junges, dynamisches Unternehmen
 Unsere Firmenphilosophie Erfolgreich durch Innovation! Unser junges, dynamisches Unternehmen bietet Ihnen Kompetenz und Know-how im Bereich der Edelstahlverarbeitung. Wir entwickeln uns für Sie ständig
Unsere Firmenphilosophie Erfolgreich durch Innovation! Unser junges, dynamisches Unternehmen bietet Ihnen Kompetenz und Know-how im Bereich der Edelstahlverarbeitung. Wir entwickeln uns für Sie ständig
Armaturen & Rohrleitung technisches Edelstahlhandbuch
 Kontinentale Armaturen & Rohrleitung technisches Edelstahlhandbuch Inhaltsverzeichnis Die rost und säurebeständigen Stähle Allgemeines, Korrosionsarten, Oberflächenbehandlung, Wärmebehandlung 47 SchweiSSen
Kontinentale Armaturen & Rohrleitung technisches Edelstahlhandbuch Inhaltsverzeichnis Die rost und säurebeständigen Stähle Allgemeines, Korrosionsarten, Oberflächenbehandlung, Wärmebehandlung 47 SchweiSSen
Innovative Präzision Made in Germany
 Innovative Präzision datenblatt OT medical Produkte OT-F 2 OT-F 3 1 OT-F 1 Implantatsystem Die Grundlage für die Herstellung von qualitativ hochwertigen Implantaten und deren Zubehör wird geschaffen durch
Innovative Präzision datenblatt OT medical Produkte OT-F 2 OT-F 3 1 OT-F 1 Implantatsystem Die Grundlage für die Herstellung von qualitativ hochwertigen Implantaten und deren Zubehör wird geschaffen durch
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5