Visualisierung von Bereichen hoher Reibung mithilfe der FEM und weitere Einflüsse auf die Tribologie gehämmerter Oberflächenstrukturen
|
|
|
- Philipp Kalb
- vor 6 Jahren
- Abrufe
Transkript
1 W O R K S H O P 214 MACHINEHAMMERPEENING Visualisierung von Bereichen hoher Reibung mithilfe der FEM und weitere Einflüsse auf die Tribologie gehämmerter Oberflächenstrukturen. Workshop Machine Hammer Peening Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr. h.c. Fritz Klocke Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth Lehrstuhl für Technologie der Fertigungsverfahren Werkzeugmaschinenlabor WZL der RWTH Aachen Aachen,
2 Reibwert µ [-] Reibwert µ [-] Ausgangssituation und Motivation Konstante Reibwerte in der FE-Simulation von Blechumformprozessen Ausgangssituation: Annahme konstante Reibwerte nach Coulomb Häufig wird die Reibung zwischen Werkzeug und Werkstück in Blechumformungsimulationen auf Basis der FEM vernachlässigt oder durch konstante Reibkoeffizienten angenähert μ = F R F N Untersuchungen von Banabic 1 zufolge ist Reibung die signifikanteste Einflussgröße auf das Prozessergebnis beim Tiefziehen Kontaktnormalspannung p [MPa] Druck-, geschwindigkeits- und temperaturabhängige Reibung Untersuchungen von Filzek 2 zufolge existiert eine degressiv fallende Abhängigkeit der Reibung von der Kontaktnormalspannung p, der Relativgeschwindigkeit v und der Temperatur T μ(p, v, t) = μ p n 1 v m 1 T p v T k 1 v 1 < v 2 < v v 1 v 2 v Kontaktnormalspannung p [MPa] Motivation: Berücksichtigung und Visualisierung p-v- und T-abhängiger Reibung in Abaqus Eine Visualisierung der Reibwerte erlaubt die lokale Beeinflussung des Tribosystems und steigert das Prozessverständnis bezogen auf den Materialfluss Quelle: 1 D. Banabic: Sheet Metal Forming Processes Constitutive Modeling and Numerical Simulation, Springer, J. Filzek, M. Ludwig: Berücksichtigung der Reibung in der FEM-Simulation. In: Tagungsband TB-6 EFB-Kolloquiums Blechverarbeitung, 21 pp Seite 4
3 Gliederung 1 Ausgangssituation und Motivation 2 Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Analyse eines industriellen Tiefziehprozesses 4 Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Seite 5
4 Reibwert µ [-] Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Multidimensionale Regression zur Ermittlung der Koeffizienten Ermittelte Reibwerte mithilfe des Streifenziehversuchs Best Fit Experimente Flächenpressung p [MPa] Werkzeug = (X155CrMoV12) + TiCN Werkstück = 1.41 (X5CrNi18-1) Schmierstoff = Synthetisch, mineralölfrei Symbol = experimentelle Werte v = 1 mm/s; T = 2 C v = 5 mm/s; T = 2 C v = 1 mm/s; T = 2 C 4 C 2 C 5 Linien = Regression v = 1 mm/s; T = 4 C v = 5 mm/s; T = 4 C v = 1 mm/s; T = 4 C μ [-] Nonlinear least square -Regression μ p, v, t μ p, v, t = μ p p l 1 = c p i v j T k v v m 1 Residuen R(p,v,T) p = 2 p = 4 p = 6 p = 8 R(p,1,2) 1,44-6, ,2 - -,2 - R(p,5,2) -4, ,24-1,65-4 4,92-5 R(p,1,2) -2,2-4,14-4, -,19 - R(p,1,4) 4,45-2,5-6, ,4 - R(p,5,4) -4, , , - -1,48 - R(p,1,4) -1,4-1,51-1,9-8,19-4 t t n 1 μ p l 1 v m 1 T n 1 p l 1 v m 1 T n 1 = c μ, p, v, T, l, m, n p i v j T k =.244 p,14 v,151 T,1468 Seite 6
5 Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Berücksichtigung blechspezifischer Diskretisierungstechniken Am Beispiel eines Rohrkörpers Innenfläche Außenfläche Wechselwirkung z.b. mit Werkzeug 1 (a) Volumenelemente 8 Knoten-Volumenelement Knoten der Außenfläche Knoten der Innenfläche Wechselwirkung z.b. mit Werkzeug 2 (b) Schalenelemente 4 Knoten-Schalenelement Vorzeichen des Normalenvektors definiert Außenfläche 4 Dickenvektor 1 2 bzw. Innenfläche Seite 7
6 Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Demonstration der Reibwertvisualisierung Video: FE-Modell des Streifenziehversuchs mit konstanten Reibbedingungen Seite 8

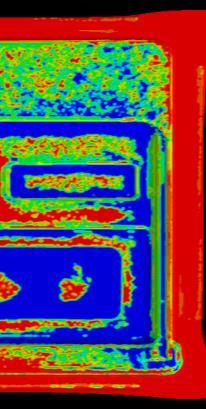
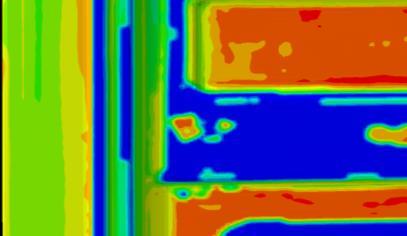
![2 Unterer Niederhalter Blechstreifen μ max =,8 μ Las [-].2 Reibwerthistorie mit Fokus auf den Maximalwerten μ Crit =,7 μ Max [-].](/docs-images/69/60401604/images/7-4.jpg "5 Reibwerthistorie mit Fokus auf gemittelten Reibwerten Durchschnittlicher Reibwert μ.1 Unterer Niederhalter Blechstreifen μ Max [-].")
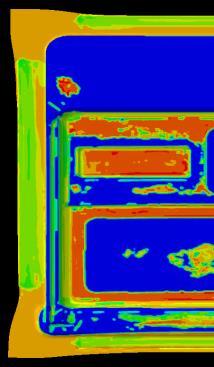
7 Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Implementierung von vier Visualisierungsvarianten In-Situ-Analyse Aktuelle Reibwerte Reibwerthistorie mit Fokus auf dem letzten Reibwert Reibwerte Unterer Niederhalter Blechstreifen μ Mom [-].2 Unterer Niederhalter Blechstreifen μ max =,8 μ Las [-].2 Reibwerthistorie mit Fokus auf den Maximalwerten μ Crit =,7 μ Max [-].5 Reibwerthistorie mit Fokus auf gemittelten Reibwerten Durchschnittlicher Reibwert μ.1 Unterer Niederhalter Blechstreifen μ Max [-].2 Unterer Niederhalter Blechstreifen μ Avg [-].2 Seite 9
8 Gliederung 1 Ausgangssituation und Motivation 2 Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Analyse eines industriellen Tiefziehprozesses 4 Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Seite 1

")
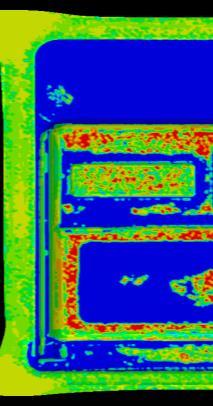
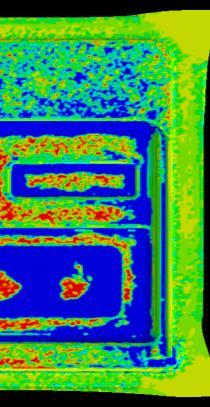
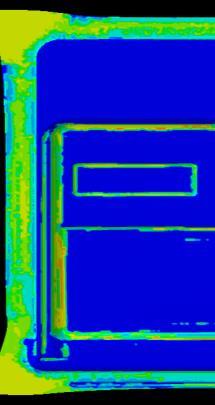
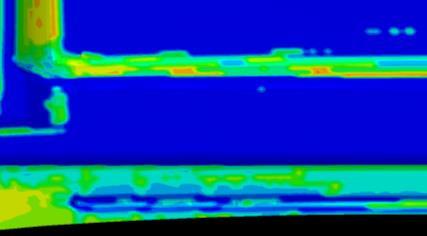
![Dritte Ziehstufe Scharnier μ Avg [-].15.75.](/docs-images/69/60401604/images/9-4.jpg "μ Avg [-].15.75.")
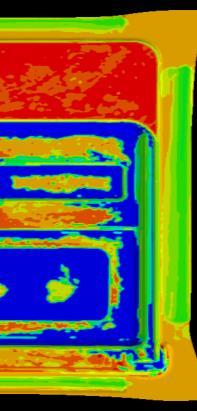
9 Analyse eines industriellen Tiefziehprozesses Entwicklung der Reibwerte entlang der Umformstufen (a) Erste Ziehstufe Innenseite Ziehsicken (b) Zweite Ziehstufe Fach für Spülmaschinentabs (b) Dritte Ziehstufe Scharnier μ Avg [-] μ Avg [-] Werkzeugflächen sind freigefräst μ Avg [-] Seite 11





10 Analyse eines industriellen Tiefziehprozesses Vergleich der Visualisierungsvarianten (a) In-Situ-Analyse (b) Letzter Reibwert (c) Maximalwerte (d) Durchschnittswerte Innenseite Außenseite Innenseite Außenseite Innenseite Außenseite Innenseite Außenseite Innenseite Innenseite Oberseite Innenseite Innenseite Außenseite Außenseite Außenseite Außenseite μ Mom [-] μ Las [-] μ Max [-] μ Avg [-] Seite 12
11 Gliederung 1 Ausgangssituation und Motivation 2 Entwicklung eines Benutzerprogramms zur Visualisierung von Reibwerten in Abaqus Analyse eines industriellen Tiefziehprozesses 4 Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Seite 1
![Reibwert µ [-] Reibwert µ [-] µm µm 2 mm 2 mm 2 mm 2 mm Weitere](/docs-images/69/60401604/images/12-2.jpg "Forschungsaktivitäten am WZL bzgl.")


 = 7 MPa v = 4 m/min T = 2 C Öl: Geroform 747 Werkstoffe Blech: 1.")

,5,4,,2,1-57 % Ref. S9 T S45 Quelle: F.")
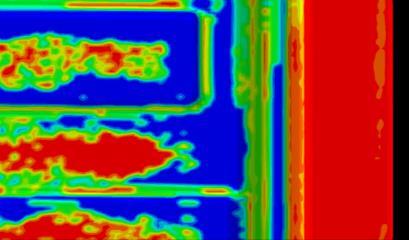
12 Reibwert µ [-] Reibwert µ [-] µm µm 2 mm 2 mm 2 mm 2 mm Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Tribologische Untersuchungen zur Reibung beim Tiefziehen Referenzoberfläche Maschinell gehämmerte Oberflächenstrukturen z x Ziehrichtung Ziehrichtung Ziehrichtung Ziehrichtung y Ref. S9 T S45 Niederhalterplatte 1 1 Streifenziehversuch Wirkpaarung σ K (F N ) = 7 MPa v = 4 m/min T = 2 C Öl: Geroform 747 Werkstoffe Blech: 1.41 Niederhalter: Achsen Blech F R F N v Niederhalter Stempel F N F R Reibwertanalyse (1 g/m²),5,4,,2,1-58 % Ref. S9 T S45 Reibwertanalyse (4 g/m²),5,4,,2,1-57 % Ref. S9 T S45 Quelle: F. Klocke, D. Trauth, F. Schongen, A. Shirobokov.: Analysis of friction between stainless steel sheets and machine hammer peened structured tool surfaces. In: WGP Production Engineering, June 214, Volume 8, Issue, pp Seite 14
![S9-TiCN Reibwert µ [-] S9 Weitere](/docs-images/69/60401604/images/13-2.jpg "Forschungsaktivitäten am WZL bzgl.")


![1 2 4 5 Hubnummer H [-] Ref.](/docs-images/69/60401604/images/13-5.jpg "S9 S9-TiCN S45 S45-TiCN Ref.")







13 S9-TiCN Reibwert µ [-] S9 Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Tribologische Untersuchungen zum Verschleiß beim Tiefziehen Analyse der Reibwertentwicklung,12,5,4,,2, Hubnummer H [-] Ref. S9 S9-TiCN S45 S45-TiCN Ref.-TiCN Analyse der Verschleißentwicklung Hub Hub 1 Hub 2 Verschleiß 1 mm 1 mm 1 mm 5 µm Hub Hub Hub 5 Verschleißfrei 1 mm 1 mm 1 mm 5 µm Bewertung der Eignung strukturierter Oberflächen bzgl. einer Oberflächenbeschichtung Schichtdicke Schichtfestigkeit Schichthaftfestigkeit Ref. S9 S45 N Ref. S9 S45 d D 25 µm 1 µm Lc 1 Lc 2 1 N S45 S45 25 µm Quelle: F. Klocke, D. Trauth, M. Terhorst, P. Mattfeld.: Wear Analysis of Tool Surfaces Structured by Machine Hammer Peening for Foil-Free Forming of Stainless Steel. In: Advanced Materials Research, September 214, Volume 118, pp Seite 15
![[mn/m] Weitere Forschungsaktivitäten am WZL bzgl.](/docs-images/69/60401604/images/14-2.jpg "maschinellem Oberflächenhämmern Tribologische Untersuchungen zur Benetzbarkeit Laborbeölungsanlage Ölreservoir")

 5 1 15 2 25 5 4 Disperse Oberflächenenergie σ D [mn/m] Geschliffen S9 T Poliert S45 Quelle: D. Trauth, F.")
14 [mn/m] Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Tribologische Untersuchungen zur Benetzbarkeit Laborbeölungsanlage Ölreservoir Düsen Blechstreifen Steuerung Sprühbild Mineralöl (,89 g/m²) Polare Oberflächenenergie σ p Schmierstoff: Mineralölfrei Mineralöl Wachs Fl. Polymer Festes Polymer 2 mm 25 µm Wetting envelope : 1.41 (Glanz) 1.41 (Matt) Disperse Oberflächenenergie σ D [mn/m] Geschliffen S9 T Poliert S45 Quelle: D. Trauth, F. Klocke, M. Terhorst, P. Mattfeld.: Physicochemical Analysis of Machine Hammer Peened Surface Structures for Deep Drawing In: Journal of Tribology, November 214, accepted manuscript. Seite 16



15 Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Analyse und Modellierung der Prozesskinematik/Kontaktmechanik Prinzipaufbau Modellierung der elektrischen Komponenten Verifizierung und Simulation Quelle: D. Trauth, F. Klocke, F. Schongen, A. Shirobokov: Analyse und Modellierung der Schlagkraft beim elektro-dynamischen Festklopfen zur kraftbasierten Prozessauslegung. In: utf Science, III/21, S Seite 17

16 W O R K S H O P 214 MACHINEHAMMERPEENING Vielen Dank für Ihre Aufmerksamkeit Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth Gruppenleiter Umformende Fertigungsverfahren Werkzeugmaschinenlabor WZL der RWTH Aachen ( / * D.Trauth@wzl.rwth-aachen.de Seite 18
17 Backup Seite 19

18 Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Tribologie maschinell gehämmerter Werkzeugoberflächen für das Tiefziehen Wirtschaftliche Problemstellung Mit steigendem Verschleiß der Umformwerkzeuge steigen die Prozesskosten und damit auch die Bauteilkosten Anteil Leichtbauwerkstoffe pro Fahrzeug* 21 2 LBW Rest 7 7 Wissenschaftliche Problemstellungen Die Ursache-Wirkungs-Zusammenhänge zwischen der Prozesskinematik und der Oberflächenmodifikation gehärteter Werkzeuge sind unzureichend erforscht Die Wirkmechanismen gehämmerter Oberflächenstrukturen hinsichtlich Reibung und Verschleiß beim Tiefziehen sind unbekannt und demnach nicht zur methodischen Auslegung nutzbar Forschungsziel Aufbau eines Modells zur Erklärung der Randschichteigenschaften gehärteter Werkzeuge und der Auswirkungen festgeklopfter Oberflächenstrukturen auf Reibung und Verschleiß Legende: LBW = Leichtbauwerkstoffe. Quelle: * McKinsey & Company (21) Seite 2
![Reibwert µ [-] Stand 9.](/docs-images/69/60401604/images/19-2.jpg "FE-Anwendertreffen Motivation und Implementierung der Abhängigkeit Druck-, geschwindigkeits- und")



19 Reibwert µ [-] Stand 9. FE-Anwendertreffen Motivation und Implementierung der Abhängigkeit Druck-, geschwindigkeits- und temperaturabhängige Reibungsmodellierung In der Literatur werden auf Empirie basierende degressiv fallende Reibeigenschaften in Abhängigkeit der Kontaktnormalspannung p, der Relativgeschwindigkeit v und der Temperatur t postuliert μ(p, v, t) = μ p n 1 v m 1 t p v t Momentan erfolgt die Verifizierung einer vfric_coeff Subroutine für die o.g. Reibwertmodellierung basierend auf Literaturwerten Mithilfe des Streifenziehversuchs können die benötigten Koeffizienten für das hier untersuchte Tribosystem bestimmt werden k 1 v 1 < v 2 < v v 1 v 2 v Kontaktnormalspannung p [MPa] Form. 1 2 Sim. Form. - STH STH Abw. [%] STH [mm] +. μ = const Falten μ = f(p, v, t) 5 Faltenfrei 1,,26 19 > 15 2,4,4 2,5 >,9,8 2,6 = 2,6 4,1,26 19 = 19 5,4,2 6, = 6, 4 Sim. +.5 Seite 21

 Sheet thickness using")
 Sheet thickness using")
![FEA with constant friction coefficient U [mm]](/docs-images/69/60401604/images/20-7.jpg "5 (c) Sheet thickness using FEA with")
20 Validierung an einer Geschirrspülerinnetürsimulation Isometric view of the dishwasher indoor panel Draw bead Validation (a) Sheet thickness using experimental form limit analysis Detergent box Hinge (b) Sheet thickness using FEA with constant friction coefficient U [mm] 5 (c) Sheet thickness using FEA with presented friction model s [mm] Seite 22
![p [MPa] y [mm] Weitere Forschungsaktivitäten am WZL bzgl.](/docs-images/69/60401604/images/21-2.jpg "maschinellem Oberflächenhämmern Untersuchungen zur")
 y* t 2b x, U 1 y,v x,u z,w")
 unterschiedliche Spalthöhen h,7,6 2,5")
![1,4,,2,2,4,6,8-1,1-2 x [mm] h = 4 h = h = 2 h = 1 h =,5](/docs-images/69/60401604/images/21-5.jpg "Geometrie 2a Blechstreifen Elliptische Annäherung der Struktur")
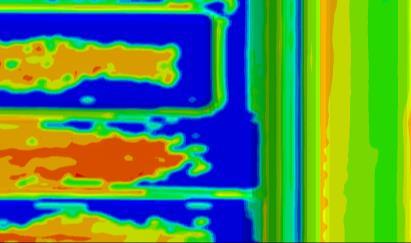
21 p [MPa] y [mm] Weitere Forschungsaktivitäten am WZL bzgl. maschinellem Oberflächenhämmern Untersuchungen zur Elastohydrodynamik Struktur auf Werkzeugoberfläche t Struktur auf Werkzeugoberfläche y h x* h h(x) y* t 2b x, U 1 y,v x,u z,w 4 W 2 U 2 W 1 U 1 Blechstreifen Auswertung des Druckverlaufs für Druckverlauf p(x) unterschiedliche Spalthöhen h,7,6 2,5 1,4,,2,2,4,6,8-1,1-2 x [mm] h = 4 h = h = 2 h = 1 h =,5 Geometrie 2a Blechstreifen Elliptische Annäherung der Struktur Simulation des Druckverlaufs U 1 Seite 2
![Biegemoment L B [Nm]](/docs-images/69/60401604/images/22-2.jpg "Forschungsschwerpunkte: Untersuchungen zur")





22 Biegemoment L B [Nm] Forschungsschwerpunkte: Untersuchungen zur Dauerfestigkeit/Lebensdauer Experimentelle Analyse der Biegewechselfestigkeit Numerische Analyse des Belastungskollektivs Bruch Kein Bruch MOH L crit = 5,12 X1,4 W-EDM L crit =,62 A - A A L B = 4 Nm σ v [MPa] +42 A -12 Importierte Eigenspannung Druckspannungen Probennummer n [-] Druckspannungen Zugspannungen 2 µm 2 µm Steigerung der Biegewechselfestigkeit um den Faktor 1,4 Seite 24
Experimentelle Analyse des tribologischen Einsatzverhaltens festgeklopfter Werkzeugoberflächen beim Streifenziehen von Edelstahl
 Experimentelle Analyse des tribologischen Einsatzverhaltens festgeklopfter Werkzeugoberflächen beim Streifenziehen von Edelstahl 55. Sitzung des DGM-Fachausschusses Mechanische Oberflächenbehandlung Dipl.-Ing.
Experimentelle Analyse des tribologischen Einsatzverhaltens festgeklopfter Werkzeugoberflächen beim Streifenziehen von Edelstahl 55. Sitzung des DGM-Fachausschusses Mechanische Oberflächenbehandlung Dipl.-Ing.
Probleme und Möglichkeiten bei der Modellierung dynamischer Einflüsse auf den Ziehprozess mit LS-DYNA
 Institut für Werkzeugmaschinen und Steuerungstechnik Prof. Dr.-Ing. habil. K. Großmann Fakultät Maschinenwesen Institut für Werkzeugmaschinen und Steuerungstechnik Probleme und Möglichkeiten bei der Modellierung
Institut für Werkzeugmaschinen und Steuerungstechnik Prof. Dr.-Ing. habil. K. Großmann Fakultät Maschinenwesen Institut für Werkzeugmaschinen und Steuerungstechnik Probleme und Möglichkeiten bei der Modellierung
Abgeschlossenes Projekt: Thermo-Tribologie. ZIM-Kooperationsprojekt Laufzeit:
 Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Experimentelle Untersuchung von Polypropylen-Schaum als Basis für die numerische Simulation
 Experimentelle Untersuchung von Polypropylen-Schaum als Basis für die numerische Simulation Ulrich Huber, Martin Maier Institut für Verbundwerkstoffe GmbH Erwin-Schrödinger-Str. 58 67663 Kaiserslautern
Experimentelle Untersuchung von Polypropylen-Schaum als Basis für die numerische Simulation Ulrich Huber, Martin Maier Institut für Verbundwerkstoffe GmbH Erwin-Schrödinger-Str. 58 67663 Kaiserslautern
iglidur GLW: druckfester Low-Cost- Werkstoff für Großserien
 iglidur : druckfester Low-Cost- Werkstoff für Großserien vielseitig einsetzbar bei statischer Belastung wartungsfreier Trockenlauf kostengünstig unempfindlich gegen Schmutz unempfindlich gegen Schwingungen
iglidur : druckfester Low-Cost- Werkstoff für Großserien vielseitig einsetzbar bei statischer Belastung wartungsfreier Trockenlauf kostengünstig unempfindlich gegen Schmutz unempfindlich gegen Schwingungen
Grundlagen und Konzeption zur Simulation des Zerspanens von Zellularen Metallischen Werkstoffen
 Grundlagen und Konzeption zur Simulation des Zerspanens von Zellularen Metallischen Werkstoffen Dipl.-Ing. Rafael Guerra 1 Einleitung Die zellularen metallischen Werkstoffe sind relativ neue Materialien,
Grundlagen und Konzeption zur Simulation des Zerspanens von Zellularen Metallischen Werkstoffen Dipl.-Ing. Rafael Guerra 1 Einleitung Die zellularen metallischen Werkstoffe sind relativ neue Materialien,
LS-DYNA FORUM 25. September 2013 Anwendung der expliziten FEM in der Umformtechnik
 LS-DYNA FORUM 25. September 2013 Anwendung der expliziten FEM in der Umformtechnik Tekkaya, A. E.; Demir, O. K.; Gies, S.; Güzel, A.; Isik, K.; Soyarslan, C. Zeitintegrationen in FEM Formänderungs- und
LS-DYNA FORUM 25. September 2013 Anwendung der expliziten FEM in der Umformtechnik Tekkaya, A. E.; Demir, O. K.; Gies, S.; Güzel, A.; Isik, K.; Soyarslan, C. Zeitintegrationen in FEM Formänderungs- und
Finite Elemente Berechnungen verklebter Strukturen
 Finite Elemente Berechnungen verklebter Strukturen Dr. Pierre Jousset, Sika Technology AG 24.4.213 1 Sika Technology AG Agenda Motivation und Ziele Die strukturellen Epoxy Klebstoffe SikaPower Finite Element
Finite Elemente Berechnungen verklebter Strukturen Dr. Pierre Jousset, Sika Technology AG 24.4.213 1 Sika Technology AG Agenda Motivation und Ziele Die strukturellen Epoxy Klebstoffe SikaPower Finite Element
Laserstrahlschweißen im Flugzeugbau
 Kongress: Neueste Entwicklungen der industriellen Lasertechnik 20. Oktober 2005 Presented by Jörg Schumacher Manager Metal Technology Bremen Laserstrahlschweißen im Flugzeugbau The Airbus Product Range
Kongress: Neueste Entwicklungen der industriellen Lasertechnik 20. Oktober 2005 Presented by Jörg Schumacher Manager Metal Technology Bremen Laserstrahlschweißen im Flugzeugbau The Airbus Product Range
Methodenentwicklung zur Auslegung mechanisch gefügter Verbindungen unter Crashbelastung
 Methodenentwicklung zur Auslegung mechanisch gefügter Verbindungen unter Crashbelastung zur Erlangung des akademischen Grades eines DOKTORS DER INGENIEURWISSENSCHAFTEN (Dr.-Ing.) der Fakultät Maschinenbau
Methodenentwicklung zur Auslegung mechanisch gefügter Verbindungen unter Crashbelastung zur Erlangung des akademischen Grades eines DOKTORS DER INGENIEURWISSENSCHAFTEN (Dr.-Ing.) der Fakultät Maschinenbau
Vor- und Nachteile unterschiedlicher Montageverfahren Ein Fallbeispiel an Kleinserien
 Vor- und Nachteile unterschiedlicher Montageverfahren Ein Fallbeispiel an Kleinserien Dipl.-Ing. Thomas Wernitz, Schraubfachingenieur (DSV) Leiter technische Lieferantenentwicklung 1 Inhalt Gliederung
Vor- und Nachteile unterschiedlicher Montageverfahren Ein Fallbeispiel an Kleinserien Dipl.-Ing. Thomas Wernitz, Schraubfachingenieur (DSV) Leiter technische Lieferantenentwicklung 1 Inhalt Gliederung
Werkstoffmodellierung für die Umformtechnik
 - Werkstoffmodellierung für die Umformtechnik F Lehrstuhl für Fertigungstechnik Und Werkzeugmaschinen Universität Siegen F 1 Arbeitsschwerpunkt Biegen Klassisches Verfahren: Dornbiegen Innovatives Verfahren:
- Werkstoffmodellierung für die Umformtechnik F Lehrstuhl für Fertigungstechnik Und Werkzeugmaschinen Universität Siegen F 1 Arbeitsschwerpunkt Biegen Klassisches Verfahren: Dornbiegen Innovatives Verfahren:
iglidur C iglidur C: PTFE- und silikonfrei für den Trockenlauf geeignet gute Abriebfestigkeit wartungsfrei
 iglidur iglidur : PTFE- und silikonfrei für den Trockenlauf geeignet gute Abriebfestigkeit wartungsfrei 493 iglidur iglidur PTFE- und silikonfrei. Bewusst wird bei iglidur auf PTFE und Silikon als Schmierstoff
iglidur iglidur : PTFE- und silikonfrei für den Trockenlauf geeignet gute Abriebfestigkeit wartungsfrei 493 iglidur iglidur PTFE- und silikonfrei. Bewusst wird bei iglidur auf PTFE und Silikon als Schmierstoff
Unterstützung der Methodenplanung beim Tiefziehen von Blechformteilen auf Servo-Spindelpressen mit variablen Bewegungsverläufen
 Unterstützung der Methodenplanung beim Tiefziehen von Blechformteilen auf Servo-Spindelpressen mit variablen Bewegungsverläufen Dipl.-Ing. S. Kriechenbauer, Fraunhofer IWU WOST / 23. Juni 2016 / Weimar
Unterstützung der Methodenplanung beim Tiefziehen von Blechformteilen auf Servo-Spindelpressen mit variablen Bewegungsverläufen Dipl.-Ing. S. Kriechenbauer, Fraunhofer IWU WOST / 23. Juni 2016 / Weimar
Hannover Messe Industrie 2016, April 2016 Hannover Messe, Europahalle, tech transfer Gateway2Innovation, Germany
 Hannover Messe Industrie 2016, 25.-29. April 2016 Hannover Messe, Europahalle, tech transfer Gateway2Innovation, Germany Intentions and Projects to a Network Analytical Tribology Advance & Innovation for:
Hannover Messe Industrie 2016, 25.-29. April 2016 Hannover Messe, Europahalle, tech transfer Gateway2Innovation, Germany Intentions and Projects to a Network Analytical Tribology Advance & Innovation for:
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie
 Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
Grundlagen des Rohrbiegens
 Grundlagen des Rohrbiegens 24. November 2005 Prof. Dr.-Ing. Bernd Engel 1 Vorstellung Lehrstuhl Tiefziehen Endenbearbeitun Biegen Innenhochdruck-Umformen 2 Übersicht Abschätzung von Biegeeinflüssen Simulation
Grundlagen des Rohrbiegens 24. November 2005 Prof. Dr.-Ing. Bernd Engel 1 Vorstellung Lehrstuhl Tiefziehen Endenbearbeitun Biegen Innenhochdruck-Umformen 2 Übersicht Abschätzung von Biegeeinflüssen Simulation
Viele Einflussfaktoren erfordern Expertenwissen
 Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
AKF F E I N S C H N E I D E N. Werkzeugmaschinenlabor der RWTH Aachen. Gründung des Industriearbeitskreises Feinschneiden AKF
 Werkzeugmaschinenlabor der RWTH Aachen Gründung des Industriearbeitskreises Feinschneiden AKF Formation of the industrial research circle fine blanking AKF AKF ARBEITSKREIS F E I N S C H N E I D E N Industriearbeitskreis
Werkzeugmaschinenlabor der RWTH Aachen Gründung des Industriearbeitskreises Feinschneiden AKF Formation of the industrial research circle fine blanking AKF AKF ARBEITSKREIS F E I N S C H N E I D E N Industriearbeitskreis
Österreichisches Kompetenzzentrum für Tribologie
 1 Kompetenzzentrum für Tribologie Technologie und Forschungszentrum Wiener Neustadt Viktor Kaplan-Straße 2 2700 Wiener Neustadt, AUSTRIA Tribologie...... und die interdisziplinäre Forschungslandkarte von
1 Kompetenzzentrum für Tribologie Technologie und Forschungszentrum Wiener Neustadt Viktor Kaplan-Straße 2 2700 Wiener Neustadt, AUSTRIA Tribologie...... und die interdisziplinäre Forschungslandkarte von
Modularisierungs-Audit im Werkzeugbau
 Modularisierungs-Audit im Werkzeugbau Angebot des aachener werkzeug- und formenbaus Aachen, im März 2010 Geschäftsfeld aachener werkzeug- und formenbau - Unsere Themen - Produktionsmaschinen Prozesstechnologie
Modularisierungs-Audit im Werkzeugbau Angebot des aachener werkzeug- und formenbaus Aachen, im März 2010 Geschäftsfeld aachener werkzeug- und formenbau - Unsere Themen - Produktionsmaschinen Prozesstechnologie
iglidur J350 hoch verschleißfest in Rotation
 iglidur iglidur hoch verschleißfest in Rotation sehr niedrige Reibwerte auf Stahl für den Einsatz bis +180 C dauernd für mittlere bis hohe Belastungen besonders gut geeignet für Rotationen 219 iglidur
iglidur iglidur hoch verschleißfest in Rotation sehr niedrige Reibwerte auf Stahl für den Einsatz bis +180 C dauernd für mittlere bis hohe Belastungen besonders gut geeignet für Rotationen 219 iglidur
Technologien & Märkte Technologies & Markets
 Metal concepts Metallkonzepte 02 Technologien & Märkte Technologies & Markets... Wir entwickeln und fertigen unsere Produkte komplett im eigenen Haus. Engagierte und kompetente Mitarbeiter bedienen CNC-gesteuerte
Metal concepts Metallkonzepte 02 Technologien & Märkte Technologies & Markets... Wir entwickeln und fertigen unsere Produkte komplett im eigenen Haus. Engagierte und kompetente Mitarbeiter bedienen CNC-gesteuerte
Echtzeitfähige energiesensitive Maschinensimulation
 Echtzeitfähige energiesensitive Maschinensimulation Dipl.-Ing. Marco Witt Technische Universität Chemnitz Institut für Werkzeugmaschinen und Produktionsprozesse Professur für Werkzeugmaschinen und Umformtechnik
Echtzeitfähige energiesensitive Maschinensimulation Dipl.-Ing. Marco Witt Technische Universität Chemnitz Institut für Werkzeugmaschinen und Produktionsprozesse Professur für Werkzeugmaschinen und Umformtechnik
Prüfung im Fach Konstruktion. - Teilprüfung , Bearbeitungszeit 120 Minuten
 Fachhochschule Bonn-Rhein-Sieg University of Applied Sciences Fachbereich Angewandte Naturwissenschaften Prof. Dr.-Ing. Michael Heinzelmann Dr.-Ing. M. Stommel Prüfung im Fach Konstruktion - Teilprüfung
Fachhochschule Bonn-Rhein-Sieg University of Applied Sciences Fachbereich Angewandte Naturwissenschaften Prof. Dr.-Ing. Michael Heinzelmann Dr.-Ing. M. Stommel Prüfung im Fach Konstruktion - Teilprüfung
Industrie 4.0. Integrative Produktion. Aachener Perspektiven. Aachener Perspektiven. Industrie 4.0. Zu diesem Buch
 Zu diesem Buch»Industrie 4.0«zählt zu den Zukunftsprojekten der Hightech-Strategie der Bundesregierung. Sie umfasst nicht nur neue Formen intelligenter Produktions- und Automatisierungstechnik, sondern
Zu diesem Buch»Industrie 4.0«zählt zu den Zukunftsprojekten der Hightech-Strategie der Bundesregierung. Sie umfasst nicht nur neue Formen intelligenter Produktions- und Automatisierungstechnik, sondern
Praktikum Fertigungstechnik. Umformtechnik I
 Praktikum Fertigungstechnik Umformtechnik I Theoretische Grundlagen Umformmechanismus gezielte Änderung der Form, der Öberfläche und der Werkstoffeigenschaften unter Beibehaltung der Masse und Stoffzusammenhalt.
Praktikum Fertigungstechnik Umformtechnik I Theoretische Grundlagen Umformmechanismus gezielte Änderung der Form, der Öberfläche und der Werkstoffeigenschaften unter Beibehaltung der Masse und Stoffzusammenhalt.
Thermisches Design von Lithium-Ionen-Batteriezellen für Hybrid- und Elektrofahrzeuge
 Thermisches Design von Lithium-Ionen-Batteriezellen für Hybrid- und Elektrofahrzeuge Thomas Wetzel, Yabai Wang, Werner Faubel (IFG) LIB-Workshop 2010, KIT - Campus Süd, 10.06.2010 INSTITUT FÜR THERMISCHE
Thermisches Design von Lithium-Ionen-Batteriezellen für Hybrid- und Elektrofahrzeuge Thomas Wetzel, Yabai Wang, Werner Faubel (IFG) LIB-Workshop 2010, KIT - Campus Süd, 10.06.2010 INSTITUT FÜR THERMISCHE
Abschlussbericht Wälzverschleiß Untersuchungen am 2disc-Prüfstand
 Abschlussbericht Wälzverschleiß Untersuchungen am 2disc-Prüfstand Auftraggeber: Forschungsstelle: Projektleiter: Bearbeiter: Rewitec GmbH Herr Dipl.-Ing. Stefan Bill Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau
Abschlussbericht Wälzverschleiß Untersuchungen am 2disc-Prüfstand Auftraggeber: Forschungsstelle: Projektleiter: Bearbeiter: Rewitec GmbH Herr Dipl.-Ing. Stefan Bill Dr.-Hans-Wilhelmi-Weg 1 D-35633 Lahnau
Anpassung von Werkstoffmodellen für Polymere mittels dynamischer Pendelversuche A. Förderer (DYNAmore GmbH)
") Anpassung von Werkstoffmodellen für Polymere mittels dynamischer Pendelversuche A. Förderer (DYNAmore GmbH) Workshop Kunststoffe, Filderstadt 24. September 2013 DYNAmore GmbH Industriestraße 2 70565 Stuttgart
Anpassung von Werkstoffmodellen für Polymere mittels dynamischer Pendelversuche A. Förderer (DYNAmore GmbH) Workshop Kunststoffe, Filderstadt 24. September 2013 DYNAmore GmbH Industriestraße 2 70565 Stuttgart
Material Datenblatt. EOS StainlessSteel 316L. Beschreibung
 ist eine korrosionsresistente, auf Eisen basierende Legierung, die speziell für die Verarbeitung auf der EOSINT M280 optimiert wurde. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen
ist eine korrosionsresistente, auf Eisen basierende Legierung, die speziell für die Verarbeitung auf der EOSINT M280 optimiert wurde. Dieses Dokument enthält Informationen und Daten für den Bau von Teilen
Total Efficiency Control Ressourceneffiziente Werkzeuge stärken den Werkzeugbau
 Total Efficiency Control Ressourceneffiziente Werkzeuge stärken den Werkzeugbau Beitrag zur Ökobilanz-Werkstatt 2009 Freising, 06. Oktober 2009 Gliederung 1 WZL und Fraunhofer IPT an der RWTH Aachen 2
Total Efficiency Control Ressourceneffiziente Werkzeuge stärken den Werkzeugbau Beitrag zur Ökobilanz-Werkstatt 2009 Freising, 06. Oktober 2009 Gliederung 1 WZL und Fraunhofer IPT an der RWTH Aachen 2
Berechnung von Transport - und Lagerbehältern für Brennelemente Herausforderungen bei thermischen und thermo-mechanischen Simulationen
 Berechnung von Transport - und Lagerbehältern für Brennelemente Herausforderungen bei thermischen und thermo-mechanischen Simulationen 3D-Konstrukteurstag, Universität Bayreuth 17. September 2014 Dr.-Ing.
Berechnung von Transport - und Lagerbehältern für Brennelemente Herausforderungen bei thermischen und thermo-mechanischen Simulationen 3D-Konstrukteurstag, Universität Bayreuth 17. September 2014 Dr.-Ing.
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess
 Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
Einsatz von Prozesssimulationen zur Zuverlässigkeitssteigerung von Struktursimulationen im Entwicklungsprozess Technologietag DHBW Stuttgart 2012 B.Eng. Sven Michael Weiß, Prof. Dr.-Ing. H. Mandel www.dhbw-stuttgart.de
ISF INSTITUT FÜR SPANENDE FERTIGUNG
 CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität




CONday Hochfrequenz-Technologie Einfluss von Prozess- und Materialtoleranzen auf das Hochfrequenz-PCB-Design
 CONday Hochfrequenz-Technologie Einfluss von Prozess- und Materialtoleranzen auf das Hochfrequenz-PCB-Design Berlin, 13. Mai 2014 Christian Tschoban (TU Berlin) & Christian Ranzinger (Contag AG) Design
CONday Hochfrequenz-Technologie Einfluss von Prozess- und Materialtoleranzen auf das Hochfrequenz-PCB-Design Berlin, 13. Mai 2014 Christian Tschoban (TU Berlin) & Christian Ranzinger (Contag AG) Design
Probabilistic LCF - investigation of a steam turbine rotor under transient thermal loads
 Probabilistic LCF - investigation of a steam turbine rotor Dipl. -Ing. David Pusch TU Dresden Professur für Turbomaschinen und Strahlantriebe Prof. Konrad Vogeler Dr. Ralf Voß Siemens AG Steam Turbines
Probabilistic LCF - investigation of a steam turbine rotor Dipl. -Ing. David Pusch TU Dresden Professur für Turbomaschinen und Strahlantriebe Prof. Konrad Vogeler Dr. Ralf Voß Siemens AG Steam Turbines
UD-Prepreg mit Winkelabweichung: Herstellung, Zugversuch und Simulation
 UD-Prepreg mit Winkelabweichung: Herstellung, Zugversuch und Simulation 2. Augsburger Technologie Transfer Kongress, 05.03.2013 Prof. Dr.-Ing. André Baeten Hochschule Augsburg 2. Augsburger Technologie
UD-Prepreg mit Winkelabweichung: Herstellung, Zugversuch und Simulation 2. Augsburger Technologie Transfer Kongress, 05.03.2013 Prof. Dr.-Ing. André Baeten Hochschule Augsburg 2. Augsburger Technologie
Auf grund des begrenzten Form änderungsvermögens
 In demanding cold solid forward extrusion processes the risk of chevron crack initiation increases due to the processing of high strength materials along with complex component geometries. One way of increasing
In demanding cold solid forward extrusion processes the risk of chevron crack initiation increases due to the processing of high strength materials along with complex component geometries. One way of increasing
Weiterentwicklung eines SCS Streck- und Tiefziehwerkzeuges zur Herstellung von Türaußenhautteilen
 Weiterentwicklung eines SCS Streck- und Tiefziehwerkzeuges zur Herstellung von Türaußenhautteilen A. Papaioanu (1), Prof. Dr. M. Liewald MBA (1) (1) Institut für Umformtechnik, Universität Stuttgart, Holzgartenstr.
Weiterentwicklung eines SCS Streck- und Tiefziehwerkzeuges zur Herstellung von Türaußenhautteilen A. Papaioanu (1), Prof. Dr. M. Liewald MBA (1) (1) Institut für Umformtechnik, Universität Stuttgart, Holzgartenstr.
Vorstellung MSc Schwerpunkte und Vertiefungsrichtung ThMB
 Vorstellung MSc Schwerpunkte und Vertiefungsrichtung ThMB Prof. Böhlke Kontinuumsmechanik im Maschinenbau Institut für Technische Mechanik 12.11.2014 1 Inhalt Der Bereich Kontinuumsmechanik Vorstellung
Vorstellung MSc Schwerpunkte und Vertiefungsrichtung ThMB Prof. Böhlke Kontinuumsmechanik im Maschinenbau Institut für Technische Mechanik 12.11.2014 1 Inhalt Der Bereich Kontinuumsmechanik Vorstellung
5. Numerische Ergebnisse. 5.1. Vorbemerkungen
 5. Numerische Ergebnisse 52 5. Numerische Ergebnisse 5.1. Vorbemerkungen Soll das thermische Verhalten von Verglasungen simuliert werden, müssen alle das System beeinflussenden Wärmetransportmechanismen,
5. Numerische Ergebnisse 52 5. Numerische Ergebnisse 5.1. Vorbemerkungen Soll das thermische Verhalten von Verglasungen simuliert werden, müssen alle das System beeinflussenden Wärmetransportmechanismen,
FLOXCOM - WP 7 Modelling and Optimisation of Wall Cooling - Wall Temperature and Stress Analysis
 FLOXCOM - WP 7 Modelling and Optimisation of Wall Cooling - Wall Temperature and Stress Analysis B&B-AGEMA Dr.-Ing. K. Kusterer 1. Status report 2. 3-D simulation of final combustor geometry 3. Publications
FLOXCOM - WP 7 Modelling and Optimisation of Wall Cooling - Wall Temperature and Stress Analysis B&B-AGEMA Dr.-Ing. K. Kusterer 1. Status report 2. 3-D simulation of final combustor geometry 3. Publications
Über den Druckverlust von Wasser in mäandrierender Kanalströmung
 Über den Druckverlust von Wasser in mäandrierender Kanalströmung Dipl.-Ing. Dr. techn. Bernhard Andreas Heiden ELIN EBG Motoren GmbH, Weiz, Österreich CFX-Simulation der WMK einer MKH INHALT Vorgaben -Modell
Über den Druckverlust von Wasser in mäandrierender Kanalströmung Dipl.-Ing. Dr. techn. Bernhard Andreas Heiden ELIN EBG Motoren GmbH, Weiz, Österreich CFX-Simulation der WMK einer MKH INHALT Vorgaben -Modell
Funktionale Oberflächenstruktur durch Lasertechnik
 Funktionale Oberflächenstruktur durch Lasertechnik Vorstellung des BMBF-Projekts SmartSurf Effizienzfabrik-Treff Ressourceneffiziente Oberflächentechnik 15.11. 2011, VDMA, Frankfurt Stephan Eifel, Fraunhofer
Funktionale Oberflächenstruktur durch Lasertechnik Vorstellung des BMBF-Projekts SmartSurf Effizienzfabrik-Treff Ressourceneffiziente Oberflächentechnik 15.11. 2011, VDMA, Frankfurt Stephan Eifel, Fraunhofer
Zum aktuellen Stand der Stanz- und Schneid-Simulation mit LS-DYNA
 Zum aktuellen Stand der Stanz- und Schneid-Simulation mit LS-DYNA Jeanette Raquet - Dr. André Haufe DYNAmore GmbH 1 Übersicht Schneiden und Stanzen: Anforderungen an FE-Codes Materielle (Lagrange sche)
Zum aktuellen Stand der Stanz- und Schneid-Simulation mit LS-DYNA Jeanette Raquet - Dr. André Haufe DYNAmore GmbH 1 Übersicht Schneiden und Stanzen: Anforderungen an FE-Codes Materielle (Lagrange sche)
Bielefeld Graphics & Geometry Group. Brain Machine Interfaces Reaching and Grasping by Primates
 Reaching and Grasping by Primates + 1 Reaching and Grasping by Primates Inhalt Einführung Theoretischer Hintergrund Design Grundlagen Experiment Ausblick Diskussion 2 Reaching and Grasping by Primates
Reaching and Grasping by Primates + 1 Reaching and Grasping by Primates Inhalt Einführung Theoretischer Hintergrund Design Grundlagen Experiment Ausblick Diskussion 2 Reaching and Grasping by Primates
Zahnformen in mechanischen Kleinuhren
 Fakultät Maschinenwesen, Institut für Maschinenelemente und Maschinenkonstruktion, Lehrstuhl Maschinenelemente Berechnung, Optimierung und Messung geometrischer und kinematischer Eigenschaften Feinwerktechnische
Fakultät Maschinenwesen, Institut für Maschinenelemente und Maschinenkonstruktion, Lehrstuhl Maschinenelemente Berechnung, Optimierung und Messung geometrischer und kinematischer Eigenschaften Feinwerktechnische
Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung
 Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung Mustafa-Seçkin Aydın*, Dr. Jörg Gerlach, Dr. Lutz Keßler Filderstadt, 12.11.09 ThyssenKrupp Steel
Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung Mustafa-Seçkin Aydın*, Dr. Jörg Gerlach, Dr. Lutz Keßler Filderstadt, 12.11.09 ThyssenKrupp Steel
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen
 Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Forschungsfonds Fluidtechnik
 Fluidtechnik Forschungsfonds Fluidtechnik Vorhabenübersicht AiF Projekte - Hydraulik: 01.11.2010 bis 31.10.2013 IGF-Nr. 16770 N1/2 Antriebsstrang mit Energierückgewinnung: Entwicklungsmethodik und Betriebsstrategie
Fluidtechnik Forschungsfonds Fluidtechnik Vorhabenübersicht AiF Projekte - Hydraulik: 01.11.2010 bis 31.10.2013 IGF-Nr. 16770 N1/2 Antriebsstrang mit Energierückgewinnung: Entwicklungsmethodik und Betriebsstrategie
PTFE- und silikonfrei. iglidur C. Telefax ( ) Telefon ( ) geräuscharmer Lauf. gute Abriebfestigkeit.
 Telefon ( ) geräuscharmer Lauf. gute Abriebfestigkeit.") C PTFE- und silikonfrei geräuscharmer Lauf gute Abriebfestigkeit wartungsfrei 24.1 C PTFE- und silikonfrei Bewusst wird bei auf Teflon und Silikon als Schmierstoffe verzichtet, dennoch zeichnen sich die
C PTFE- und silikonfrei geräuscharmer Lauf gute Abriebfestigkeit wartungsfrei 24.1 C PTFE- und silikonfrei Bewusst wird bei auf Teflon und Silikon als Schmierstoffe verzichtet, dennoch zeichnen sich die
LS-DYNA UPDATE FORUM 2011
 LS-DYNA UPDATE FORUM 2011 Thermische Auslegung von Umformwerkzeugen für das partielle Presshärten zur Einstellung maßgeschneiderter Bauteileigenschaften Filderstadt, 13. Oktober 2011 P. Feuser, T. Schweiker,
LS-DYNA UPDATE FORUM 2011 Thermische Auslegung von Umformwerkzeugen für das partielle Presshärten zur Einstellung maßgeschneiderter Bauteileigenschaften Filderstadt, 13. Oktober 2011 P. Feuser, T. Schweiker,
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Berechnung der Fahrzeugaeroakustik
 Berechnung der Fahrzeugaeroakustik Reinhard Blumrich Forschungsinstitut für Kraftfahrwesen und Fahrzeugmotoren Stuttgart Workshop "Mess- und Analysetechnik in der ", 29.-30.09.2009, Stuttgart. R. Blumrich,
Berechnung der Fahrzeugaeroakustik Reinhard Blumrich Forschungsinstitut für Kraftfahrwesen und Fahrzeugmotoren Stuttgart Workshop "Mess- und Analysetechnik in der ", 29.-30.09.2009, Stuttgart. R. Blumrich,
Numerische Untersuchung der Aeroakustik von Tragflügeln mit Kopfspalt Andreas Lucius, Tim Forster
 Numerische Untersuchung der Aeroakustik von Tragflügeln mit Kopfspalt Andreas Lucius, Tim Forster 12.11.2015 Motivation Experimente Tragflügel mit Kopfspalt Simulationsmodell LES Ergebnisse Abhängigkeit
Numerische Untersuchung der Aeroakustik von Tragflügeln mit Kopfspalt Andreas Lucius, Tim Forster 12.11.2015 Motivation Experimente Tragflügel mit Kopfspalt Simulationsmodell LES Ergebnisse Abhängigkeit
Umformtechnik. Harald Kugler. Umformen metallischer Konstruktionswerkstoffe. mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD
 Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Swissmem Zerspanungsseminar. Daniele Galatioto CEO. Argor- Aljba SA
 ta-c DLC Beschichtung für die Bearbeitung von schmierigen Werkstoffen Swissmem Zerspanungsseminar Daniele Galatioto CEO Argor- Aljba SA 1 Themenschwerpunkte der Präsentation 1. Grundlagen amorphe Kohlenstoffschichten
ta-c DLC Beschichtung für die Bearbeitung von schmierigen Werkstoffen Swissmem Zerspanungsseminar Daniele Galatioto CEO Argor- Aljba SA 1 Themenschwerpunkte der Präsentation 1. Grundlagen amorphe Kohlenstoffschichten

MSc. Umweltingenieurwissenschaften. Vertiefung RECYCLING
 MSc. Umweltingenieurwissenschaften Vertiefung RECYCLING (ca. 80 von 120 CP) Lehrstuhl Aufbereitung und Recycling Prof. Dr.-Ing. Thomas Pretz F 01 Ü X - 1-1 SEKUNDÄRROHSTOFFE Für ausgewählte Massenrohstoffe
MSc. Umweltingenieurwissenschaften Vertiefung RECYCLING (ca. 80 von 120 CP) Lehrstuhl Aufbereitung und Recycling Prof. Dr.-Ing. Thomas Pretz F 01 Ü X - 1-1 SEKUNDÄRROHSTOFFE Für ausgewählte Massenrohstoffe
F-Praktikum B. WS 2005/2006 RWTH Aachen Versuch XIV - Stern-Gerlach Experiment
 F-Praktikum B WS 2005/2006 RWTH Aachen Versuch XIV - Stern-Gerlach Experiment Inhaltsverzeichnis 1 Motivation, Prinzip und Ziele 3 2 Aufbau und Durchführung des Experiments 4 3 Auswertung 4 3.1 Ziele................................................
F-Praktikum B WS 2005/2006 RWTH Aachen Versuch XIV - Stern-Gerlach Experiment Inhaltsverzeichnis 1 Motivation, Prinzip und Ziele 3 2 Aufbau und Durchführung des Experiments 4 3 Auswertung 4 3.1 Ziele................................................
Optimierte Integration von Heizkesseln in solarthermische Kombisystemen
 Industrietag: Niedersachsens Heizungsindustrie am ISFH Emmerthal, 20.11.2013 Optimierte Integration von Heizkesseln in solarthermische Kombisystemen Jens Glembin Quelle: Ostfalia Hochschule für Angewandte
Industrietag: Niedersachsens Heizungsindustrie am ISFH Emmerthal, 20.11.2013 Optimierte Integration von Heizkesseln in solarthermische Kombisystemen Jens Glembin Quelle: Ostfalia Hochschule für Angewandte
EOS StainlessSteel 316L
 EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
EOS StainlessSteel 316L Typische Anwedung StainlessSteel 316L ist eine korrosionsresistente, auf Eisen basierende Legierung. Bauteile aus Stainless Steel 316L entsprechen in ihrer chemischen Zusammensetzung
Zugversuch - Versuchsprotokoll
 Gruppe 13: René Laquai Jan Morasch Rudolf Seiler 16.1.28 Praktikum Materialwissenschaften II Zugversuch - Versuchsprotokoll Betreuer: Heinz Lehmann 1. Einleitung Der im Praktikum durchgeführte Zugversuch
Gruppe 13: René Laquai Jan Morasch Rudolf Seiler 16.1.28 Praktikum Materialwissenschaften II Zugversuch - Versuchsprotokoll Betreuer: Heinz Lehmann 1. Einleitung Der im Praktikum durchgeführte Zugversuch
Modellierung von Temperaturdaten bei Lichtbogenschweißversuchen
 Modellierung von Temperaturdaten bei Lichtbogenschweißversuchen Von Robin Cedric Schwenke 1 Einleitung Motivation Um Algorithmen der institutseigenen Schweißsimulationssoftware SimWeld auf deren Realitätsnähe
Modellierung von Temperaturdaten bei Lichtbogenschweißversuchen Von Robin Cedric Schwenke 1 Einleitung Motivation Um Algorithmen der institutseigenen Schweißsimulationssoftware SimWeld auf deren Realitätsnähe
Gips als nachwachsender Rohstoff? Verfahren zur Hydratisierung von Anhydrit
 Gips als nachwachsender Rohstoff? Verfahren zur Hydratisierung von Anhydrit Dr. Gerald Dehne Geotekt GbR Matthias Schwotzer Forschungszentrum Karlsruhe GmbH Vergipsung von Anhydrit -Das Ziel -Die Reaktion
Gips als nachwachsender Rohstoff? Verfahren zur Hydratisierung von Anhydrit Dr. Gerald Dehne Geotekt GbR Matthias Schwotzer Forschungszentrum Karlsruhe GmbH Vergipsung von Anhydrit -Das Ziel -Die Reaktion
Technologie- Seminare Zerspantechnik Schleiftechnik Spitzenlosschleifen Umformtechnik
 Technologie- Seminare 2013 Zerspantechnik Schleiftechnik Spitzenlosschleifen Umformtechnik Seminarübersicht Seminar 1 Basisseminar Zerspantechnik Seminar 2 Basisseminar Schleiftechnik Seminar 3 Vertiefungsseminar
Technologie- Seminare 2013 Zerspantechnik Schleiftechnik Spitzenlosschleifen Umformtechnik Seminarübersicht Seminar 1 Basisseminar Zerspantechnik Seminar 2 Basisseminar Schleiftechnik Seminar 3 Vertiefungsseminar
Physical Software Solutions
 Analysen zur Belastbarkeit elektrischer Komponenten H.-D. Ließ, K. Dvorsky, F. Loos, C. Riker 1 Motivation Moderne Fahrzeuge benötigen eine Vielzahl an elektrischen Komponenten und Verbindungen. Diese
Analysen zur Belastbarkeit elektrischer Komponenten H.-D. Ließ, K. Dvorsky, F. Loos, C. Riker 1 Motivation Moderne Fahrzeuge benötigen eine Vielzahl an elektrischen Komponenten und Verbindungen. Diese
New ways of induction heating in the injection moulding process
 New ways of induction heating in the injection moulding process Micro Technology innovation forum Villingen-Schwenningen February 29, 2012 Dipl.-Ing. M. Maier Prof. Dr.-Ing. W. Schinköthe Institut für
New ways of induction heating in the injection moulding process Micro Technology innovation forum Villingen-Schwenningen February 29, 2012 Dipl.-Ing. M. Maier Prof. Dr.-Ing. W. Schinköthe Institut für
Konstruktionsregeln für Additive Fertigungsverfahren
 für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
Möglichkeiten der FEM Simulation. Druckguss. Merkmale der Druckguss-Simulation für verschiedene Werkstoffe:
 Druckguss Merkmale der Druckguss-Simulation für verschiedene Werkstoffe: Aufbau und Wärmehaushaltberechnung des kompletten Werkzeugsystems Simulation für Kaltkammer - Warmkammersysteme Formfüllung Druckguss
Druckguss Merkmale der Druckguss-Simulation für verschiedene Werkstoffe: Aufbau und Wärmehaushaltberechnung des kompletten Werkzeugsystems Simulation für Kaltkammer - Warmkammersysteme Formfüllung Druckguss
Universell anwendbares Verfahren zur Bestimmung von Materialkarten für die FE-Simulation M. Bosseler, B. Kleuter, (Parsolve GmbH, Düsseldorf)
") Universell anwendbares Verfahren zur Bestimmung von Materialkarten für die FE-Simulation M. Bosseler, B. Kleuter, (Parsolve GmbH, Düsseldorf) Simulation von Werkstoffverhalten bei automobilen Anwendungen
Universell anwendbares Verfahren zur Bestimmung von Materialkarten für die FE-Simulation M. Bosseler, B. Kleuter, (Parsolve GmbH, Düsseldorf) Simulation von Werkstoffverhalten bei automobilen Anwendungen
Zahlen und Fakten zur Rede von Dr. Paul Becker, Vizepräsident des Deutschen Wetterdienstes
 Zahlen und Fakten zur Rede von Dr. Paul Becker, Vizepräsident des Deutschen Wetterdienstes Gefahren durch extreme Niederschläge nehmen ab Mitte des Jahrhunderts deutlich zu Inhalt Seite Veränderung der
Zahlen und Fakten zur Rede von Dr. Paul Becker, Vizepräsident des Deutschen Wetterdienstes Gefahren durch extreme Niederschläge nehmen ab Mitte des Jahrhunderts deutlich zu Inhalt Seite Veränderung der
Feststoffgeschmierte Wälzlager
 Herbert Birkhofer Timo Kümmerle Feststoffgeschmierte Wälzlager Einsatz, Grundlagen und Auslegung ^ Springer Vieweg Inhalt 1 Anwendung feststoffgeschmierter Wälzlager 1 1.1 Einsatzgebiete und Anwendung
Herbert Birkhofer Timo Kümmerle Feststoffgeschmierte Wälzlager Einsatz, Grundlagen und Auslegung ^ Springer Vieweg Inhalt 1 Anwendung feststoffgeschmierter Wälzlager 1 1.1 Einsatzgebiete und Anwendung
Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen
 Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen Daniel Nierhoff, ThyssenKrupp Steel Europe AG Einführung Verfahren, die auf nachfolgende Randbeschnitt-Operationen verzichten,
Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen Daniel Nierhoff, ThyssenKrupp Steel Europe AG Einführung Verfahren, die auf nachfolgende Randbeschnitt-Operationen verzichten,
Institut für Schallforschung
 Österreichische Akademie der Wissenschaften Institut für Schallforschung Das Projekt RELSKG - Entwicklung eines vereinfachten Rechenverfahrens für Lärmschutzwände mit komplexer Geometrie Holger Waubke,
Österreichische Akademie der Wissenschaften Institut für Schallforschung Das Projekt RELSKG - Entwicklung eines vereinfachten Rechenverfahrens für Lärmschutzwände mit komplexer Geometrie Holger Waubke,
Kolloquium zur Bachelorarbeit Alain-B. Nsiama-Leyame 567830 Bachelorstudiengang Produktentwicklung und Produktion WS 2015 / 2016
 Strukturanalyse einer mittels Rapid-Prototyping gefertigten Pelton-Turbinenschaufel - grundlegende Festigkeitsanalysen sowie Überlegungen zu Materialkennwerten Kolloquium zur Bachelorarbeit Alain-B. Nsiama-Leyame
Strukturanalyse einer mittels Rapid-Prototyping gefertigten Pelton-Turbinenschaufel - grundlegende Festigkeitsanalysen sowie Überlegungen zu Materialkennwerten Kolloquium zur Bachelorarbeit Alain-B. Nsiama-Leyame
Wärmeleitung - Versuchsprotokoll
 Gruppe 13: René Laquai Jan Morasch Rudolf Seiler Praktikum Materialwissenschaften II Wärmeleitung - Versuchsprotokoll Betreuerin: Silke Schaab 1. Einleitung: In diesem Versuch wird die Wärmeleitung verschiedener
Gruppe 13: René Laquai Jan Morasch Rudolf Seiler Praktikum Materialwissenschaften II Wärmeleitung - Versuchsprotokoll Betreuerin: Silke Schaab 1. Einleitung: In diesem Versuch wird die Wärmeleitung verschiedener
Neu- und Weiterentwicklung ausscheidungs- härtbarer Kontaktwerkstoffe auf Cu-Basis
 Neu- und Weiterentwicklung ausscheidungs- härtbarer Kontaktwerkstoffe auf Cu-Basis, Miriam Eisenbart, Ulrich E. Klotz fem forschungsinstitut edelmetalle + metallchemie Katharinenstraße 17 73525 Schwäbisch
Neu- und Weiterentwicklung ausscheidungs- härtbarer Kontaktwerkstoffe auf Cu-Basis, Miriam Eisenbart, Ulrich E. Klotz fem forschungsinstitut edelmetalle + metallchemie Katharinenstraße 17 73525 Schwäbisch
Dry Metal Forming Open Access Journal
 Dry Metal Forming Open Access Journal Fast Manuscript Track Edited by Frank Vollertsen Available online at elib.suub.uni-bremen.de www.drymetalforming.de Dry Met. Forming OAJ FMT 1 (2015) Received 0 2015;
Dry Metal Forming Open Access Journal Fast Manuscript Track Edited by Frank Vollertsen Available online at elib.suub.uni-bremen.de www.drymetalforming.de Dry Met. Forming OAJ FMT 1 (2015) Received 0 2015;
Kurzvorstellung Messmöglichkeiten mit 4a impetus P. Reithofer, M. Rollant, A. Fertschej (4a engineering GmbH)
") Kurzvorstellung Messmöglichkeiten mit 4a impetus P. Reithofer, M. Rollant, A. Fertschej (4a engineering GmbH) Workshop Kunststoffe, Filderstadt 24. September 2013 1 Inhalt Einleitung Messtechnik Software
Kurzvorstellung Messmöglichkeiten mit 4a impetus P. Reithofer, M. Rollant, A. Fertschej (4a engineering GmbH) Workshop Kunststoffe, Filderstadt 24. September 2013 1 Inhalt Einleitung Messtechnik Software
Linearachssystemen. technische Vertriebsunterstützung
 Plug & Play mit einbaufertigen Linearachssystemen R i Reiner K öll Knöll technische Vertriebsunterstützung 1 Aktuelle und zukünftige Entwicklungen in der Hydraulik These: Die Erfüllung übergeordneter Trends
Plug & Play mit einbaufertigen Linearachssystemen R i Reiner K öll Knöll technische Vertriebsunterstützung 1 Aktuelle und zukünftige Entwicklungen in der Hydraulik These: Die Erfüllung übergeordneter Trends
Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles
 Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Berechnung von Eigenspannungen und Verzug an Dünnblechverbindungen eines austenitischen Stahles Markus Urner, 12.3.211 Schematische Darstellung
KG-Oberkurs 2011 Vorlesungen: Grundlagen der Kinematik und Dynamik
 KG-Oberkurs 011 Vorlesungen: Grundlagen der Kinematik und Dynamik Dr.-Ing. Ulrich Simon 1 Allgemeines Biomechanik Biologie Mechanik Ziel der Vorlesung: Mechanische Grundlagen in anschaulicher Form aufzufrischen.
KG-Oberkurs 011 Vorlesungen: Grundlagen der Kinematik und Dynamik Dr.-Ing. Ulrich Simon 1 Allgemeines Biomechanik Biologie Mechanik Ziel der Vorlesung: Mechanische Grundlagen in anschaulicher Form aufzufrischen.
Ausbildung und Weiterbildung im Fachgebiet TRIBOLOGIE UND SCHMIERUNGSTECHNIK. Stufe 3: Fachausbildung für Ingenieure (Fachhochschule)
") Ausbildung und Weiterbildung im Fachgebiet TRIBOLOGIE UND SCHMIERUNGSTECHNIK Stufe 3: Fachausbildung für Ingenieure (Fachhochschule) Ziele und Inhalte: Vermittlung von Kenntnissen zur Anwendungen von Schmierstoffen
Ausbildung und Weiterbildung im Fachgebiet TRIBOLOGIE UND SCHMIERUNGSTECHNIK Stufe 3: Fachausbildung für Ingenieure (Fachhochschule) Ziele und Inhalte: Vermittlung von Kenntnissen zur Anwendungen von Schmierstoffen
Institute für Produktionstechnologien IWF und IVP
 EVTL Departement/Institut Institute für Produktionstechnologien IWF und IVP Logo Institut für Werkzeugmaschinen und Fertigung Prof. Dr. Konrad Wegener Institut für virtuelle Produktion Prof. Dr. Pavel
EVTL Departement/Institut Institute für Produktionstechnologien IWF und IVP Logo Institut für Werkzeugmaschinen und Fertigung Prof. Dr. Konrad Wegener Institut für virtuelle Produktion Prof. Dr. Pavel
series end mills for machining copper Serie VHM-Fräser für die Kupferbearbeitung
 series en mills for machining copper p Serie VM-Fräser für ie Kupferbearbeitung Extremely outstaning M series en mills, greatly improve the machining performance in copper or copper. Extrem leistungsstarke
series en mills for machining copper p Serie VM-Fräser für ie Kupferbearbeitung Extremely outstaning M series en mills, greatly improve the machining performance in copper or copper. Extrem leistungsstarke
Nanoday 2008 25.09.2008 S. Passinger, R. Kiyan, C. Reinhardt, A. Seidel und B. Chichkov
 Zwei-Photonen Polymerisation und ihre Anwendung in der Plasmonik Nanoday 2008 25.09.2008 S. Passinger, R. Kiyan, C. Reinhardt, A. Seidel und B. Chichkov Gliederung Zwei-Photonen Polymerisation Oberflächen
Zwei-Photonen Polymerisation und ihre Anwendung in der Plasmonik Nanoday 2008 25.09.2008 S. Passinger, R. Kiyan, C. Reinhardt, A. Seidel und B. Chichkov Gliederung Zwei-Photonen Polymerisation Oberflächen
Influence of dust layer thickness. on specific dust resistivity
 on specific dust resistivity D. Pieloth, M. Majid, H. Wiggers, P. Walzel Chair of Mechanical Process Engineering, TU Dortmund, Dortmund/Germany Outline 2 Motivation Measurement of specific dust resistivity
on specific dust resistivity D. Pieloth, M. Majid, H. Wiggers, P. Walzel Chair of Mechanical Process Engineering, TU Dortmund, Dortmund/Germany Outline 2 Motivation Measurement of specific dust resistivity
ESD-tauglicher Allrounder iglidur F2
 ESD-tauglicher Allrounder iglidur F2 Zur Vermeidung von elektrostatischer Aufladung Auch für den Nassbereich Schmiermittel- und wartungsfrei Standardprogramm ab Lager iglidur F2 iglidur F2 ESD-tauglicher
ESD-tauglicher Allrounder iglidur F2 Zur Vermeidung von elektrostatischer Aufladung Auch für den Nassbereich Schmiermittel- und wartungsfrei Standardprogramm ab Lager iglidur F2 iglidur F2 ESD-tauglicher
Qualitätssicherung für numerische Berechnungen Beispiel Wärmeübertrager
 Qualitätssicherung für numerische Berechnungen Beispiel Wärmeübertrager Veröffentlichung der Tintschl BioEnergie und Strömungstechnik AG Christoph Lodes Serhat Samar Dr.-Ing. Rolf Sieber Februar 2016 Kurzfassung
Qualitätssicherung für numerische Berechnungen Beispiel Wärmeübertrager Veröffentlichung der Tintschl BioEnergie und Strömungstechnik AG Christoph Lodes Serhat Samar Dr.-Ing. Rolf Sieber Februar 2016 Kurzfassung
Poppe + Potthoff Präzisionsstahlrohre GmbH
 InveRse Bedarfsgerechte Mechatronisierung einer Ziehanlage für Präzisionsstahlrohre Solutions 2015 Selbstoptimierende Fertigungssysteme in der Produktion, Detmold, 01.10.2015 Bengt-Henning Maas Präzisionstahlrohre
InveRse Bedarfsgerechte Mechatronisierung einer Ziehanlage für Präzisionsstahlrohre Solutions 2015 Selbstoptimierende Fertigungssysteme in der Produktion, Detmold, 01.10.2015 Bengt-Henning Maas Präzisionstahlrohre
BEITRÄGE ZUR UMFORMTECHNIK
 BEITRÄGE ZUR UMFORMTECHNIK Herausgeber: Prof. Dr.-Ing. Mathias Liewald MBA Institut für Umformtechnik/Universität Stuttgart DGM Informationsgesellschaft.Verlag Systematik zur Robustheitsanalyse von Umformprozessen
BEITRÄGE ZUR UMFORMTECHNIK Herausgeber: Prof. Dr.-Ing. Mathias Liewald MBA Institut für Umformtechnik/Universität Stuttgart DGM Informationsgesellschaft.Verlag Systematik zur Robustheitsanalyse von Umformprozessen
Sheet Metal Forming BLECHBEaRBEITUNg
 Sheet Metal Forming BLECHBEaRBEITUNg Company UNTERNEHmen SERVE Blechbearbeitung ist Partner für Kunden unterschiedlichster Branchen. Das fordert enorme Flexibilität. Dank einer hohen Produktionstiefe sind
Sheet Metal Forming BLECHBEaRBEITUNg Company UNTERNEHmen SERVE Blechbearbeitung ist Partner für Kunden unterschiedlichster Branchen. Das fordert enorme Flexibilität. Dank einer hohen Produktionstiefe sind
iglidur F: elektrisch leitend und druckfest
 iglidur : elektrisch leitend und druckfest Standardprogramm ab Lager elektrisch leitend hohe Druckfestigkeit gute Temperaturbeständigkeit hoher pv-wert gute Chemikalienbeständigkeit 429 iglidur Elektrisch
iglidur : elektrisch leitend und druckfest Standardprogramm ab Lager elektrisch leitend hohe Druckfestigkeit gute Temperaturbeständigkeit hoher pv-wert gute Chemikalienbeständigkeit 429 iglidur Elektrisch
FEM und Sensitivitätsanalysen unter Berücksichtigung von in Grenzen zulässiger Formtoleranzen zufällig deformierter Körper
 FEM und Sensitivitätsanalysen unter Berücksichtigung von in Grenzen zulässiger Formtoleranzen zufällig deformierter Körper FEA and Sensitivity Analysis Taking Into Account Allowable Tolerances from Randomly
FEM und Sensitivitätsanalysen unter Berücksichtigung von in Grenzen zulässiger Formtoleranzen zufällig deformierter Körper FEA and Sensitivity Analysis Taking Into Account Allowable Tolerances from Randomly