Härtereikreis Offenburg
|
|
|
- Franka Richter
- vor 6 Jahren
- Abrufe
Transkript

1 Härtereikreis Offenburg Zerstörungsfreie Werkstoffprüfung vor und nach der Wärmebehandlung Arnold Horsch Folie 1 Veröffentlichung auch auszugsweise nur mit Genehmigung
2 Alle Unterlagen sind zu Ihrem persönlichen Gebrauch und dürfen für keinen anderen Zweck verwendet werden. Sie unterliegen dem Copyright von Die weitere Verwendung ist nur mit Quelleangabe und vorheriger Genehmigung gestattet Folie 2
3 Inhalt Vorstellung Die Werkstoffprüfmethoden Die zerstörungsfreien Prüfmethoden Zur Fehlererkennung Risse Lunker etc. Zur Überprüfung der Wärmebehandlung Die Ausbildung Zusammenfassung Folie 3
4 Wer bin ich? Alter 57, Seit 1973 = >40 Jahre in der Werkstoffprüfung Seit 2002 Selbständig, seit 2013 mit Schwerpunkt Wärmebehandlungsüberwachung Schulung Wärmebehandlungsüberwachung Härteprüfung Metallographie Prüforganisation Zerstörungsfreie Härte - und Gefügeprüfung Folie 4 Obmann DIN-NA AA Prüfung nach der Wärmebehandlung Project Leader EN SHD, Überarbeitung Member EN Project Team NHD Neuerstellung Tätigkeit in verschiedenen Ausschüssen AWT VDI DIN - EN




5 Was mache ich? Schulungen, Seminare Inhouse Schulungen und Trainings Beratungen zur Prüfung und Prüfoptimierung Neu Folie 5








6 Mein Technikum Komplette Metallographie Trennmaschinen 2x Einbettpressen 2x Schleif-Poliergeräte 4x Metallmikroskope 3x Härteprüfmaschinen Univershärteprüfer Härteverlaufsprüfautomaten Rockwellhärteprüfer Mobile Geräte 4x 2x 3x 10x Härterei Muffelöfen Schutzgasofen Anlassofen Abschreckbecken 1x 2x 1x 4x Kleinlasthärteprüfer 2x Folie 6
7 Was mache ich? Zerstörungsfreie Gefüge - und Härteprüfung mit magnetinduktiven Verfahren (Wirbelstrom) Folie 7
8 Verteilung der angewendeten Prüfmethoden Metallographie 5% Zugversuche 3% ZFP 1% andere 1% Härteprüfung > 90% Folie 8



9 Warum ist ZfP notwendig? Frühzeitige Fehlererkennung Qualitätsverbesserung durch 100% Prüfung Kostensenkung Folie 9
10 Folie 10 Definition der ZfP "Zerstörungsfreie Prüfung" (ZfP) bedeutet, dass durch die Prüfanwendung die Gebrauchseignung des Werkstoffs oder Prüflings in keiner Weise beeinflusst oder gar gemindert werden darf. Die ökonomischen Vorteile im Vergleich zu einer zerstörenden Prüfung sind damit in trivialer Weise offensichtlich. Die ZfP bedient sich der physikalischen Messtechnik und nutzt das gesamte Spektrum möglicher Energiewechselwirkungen, die die Physik zulässt. Grundsätzlich gilt jedoch die Bedingung, dass die eingebrachte Energie den Werkstoff nicht verändern darf.
11 Definition der ZfP Es gibt auch noch die quasi zerstörungsfreien Prüfmethoden die das Bauteil in zulässiger Weise beschädigen oder Verändern Härteprüfung Mobile Metallographie Folie 11
12 Prüfmethoden zur Bestimmung von inneren Fehlern Lunkern Fehlstellen von Oberflächenfehlern - Rissen die vorhanden sind die durch die Wärmebehandlung entstanden sind des Wärmebehandlungsergebnisses Gefügeausbildung (Härteprüfung) Härtetiefen Überprüfung EHD SHD Folie 12

13 Prüfmethoden der ZfP Folie 13
14 Wichtige Prüfmethoden der ZfP Folie 14 Visuelle Inspektion (VT) oder Sichtprüfung - Visual Testing Farbeindringprüfung (PT) oder Eindringprüfung - Penetrate Testing Magnetpulverprüfung (MT) oder Fluxprüfung - Magnetic Particle Testing Wirbelstromprüfung (ET) - Eddy Current Testing Zum Einsatz in der Rissprüfung Zum Einsatz in der Wärmebehandlung Röntgendiffraktometer (XRD) Röntgenbeugung, auch Röntgendiffraktion Zur Bestimmung des Restaustenitgehaltes Zur Bestimmung von Eigenspannungen Durchstrahlungsprüfung (RT) oder Röntgenprüfung- Radiographic Testing Ultraschallprüfung (UT) - Ultrasonic Testing Zum Einsatz in der Fehler- und Rissprüfung Zum Einsatz in der Wärmebehandlung
15 Klassische Verfahren der Zerstörungsfreien Prüfung Werden die akustischen Verfahren kurz aus der Betrachtungsweise herausgenommen, sind alle anderen Verfahren einem bestimmten Wellentyp zuzuordnen, nämlich dem der elektromagnetischen Wellen. Man erkennt, dass das elektromagnetische Spektrum in seiner vollen Breite bei der zerstörungsfreien Prüfung Anwendung findet. Man kann in Abhängigkeit mit ansteigender Frequenz folgende Verfahren benennen: Resonanzverfahren (Klangprobe), Schallemission- und Ultraschallverfahren. Es muss darauf hingewiesen werden, dass die Grenzen sowohl bei Verwendung der elektromagnetischen Wellen als auch der mechanischen fließend sind. Einen guten Überblick, welche physikalischen Methoden unter Ausnutzung dieser Wellenart bei der zerstörungsfreien Materialprüfung derzeit eingesetzt werden, ist nachfolgend dargestellt. Folie 15
16 Klassische Verfahren der Zerstörungsfreien Prüfung Folie 16
17 ZfP Verfahren in der Wärmebehandlung Vor der Wärmebehandlung Finden von Beschädigungen VT Rissprüfung MT + PT Chargenvermischung ET - magnetinduktiv Nach der Wärmebehandlung Finden von Beschädigungen VT Rissprüfung MT + PT Strukturanalyse Restaustenit XRD Wärmebehandlungsergebnis ET magnetinduktiv Härtetiefenmessung SHD UT Folie 17
18 ZfP Verfahren zur Feststellung von Fehlern Rissen Lunkern Beschädigungen Folie 18

19 Visuelle Inspektion (VT) - Visual Testing Die Visuelle Inspektion (VT) oder auch Sichtprüfung (VT ist die internationale Abkürzung und bedeutet Visual Testing) ist ein ZfP Verfahren, welches auch schon mit einfachen Mitteln einzusetzen ist, z.b. durch Betrachtung des Bauteils. Aber auch Hilfsmittel und Gerätschaften wie z. B. Endoskope und Kameras sind heute nicht mehr wegzudenken. DIN EN 13018, Zerstörungsfreie Prüfung - Sichtprüfung Allgemeine Grundlagen Folie 19
 kann Fehler, die zur Oberfläche geöffnet sind,")


20 Farbeindringprüfung (PT) - Penetrate Testing Die Eindringprüfung oder Farbeindringprüfung (PT) kann Fehler, die zur Oberfläche geöffnet sind, nachweisen (Penetrate Testing). Sie kann zum Nachweis von Oberflächenfehlern praktisch bei allen Werkstoffen eingesetzt werden. DIN EN ISO 3452 Teil 1-6, Zerstörungsfreie Prüfung - Eindringprüfung DIN EN ISO 3059, Zerstörungsfreie Prüfung - Eindringprüfung und Magnetpulverprüfung- - Betrachtungsbedingungen Quelle Folie 20

21 Farbeindringprüfung (PT) - Penetrate Testing Quelle Folie 21
22 Magnetpulverprüfung (MT) - Magnetic Particle Testing An ferromagnetischen Werkstoffen können mit den Verfahren der Magnetischen Streuflussprüfung (MT) Fehler im Oberflächenbereich detektiert werden. Dazu muss das Werkstück magnetisiert werden. Bei der Magnetisierung wird an Oberflächenfehlern das magnetische Feld gestreut, welches mit ferromagnetischen Partikeln (feines Pulver, welches in ein fluoreszierendes Mittel eingebettet ist) sichtbar gemacht wird. ISO 9934 Teil 1-3, Zerstörungsfreie Prüfung Magnetpulverprüfung DIN EN ISO 3059, Zerstörungsfreie Prüfung Eindringprüfung und Magnetpulverprüfun Betrachtungsbedingungen Folie 22


23 Magnetpulverprüfung (MT) - Magnetic Particle Testing Folie 23




24 Magnetpulverprüfung (MT) - Magnetic Particle Testing Folie 24


25 Magnetpulverprüfung (MT) - Magnetic Particle Testing Quelle Folie 25
26 Ultraschallprüfung (UT) - Ultrasonic Testing Die Verfahren der Ultraschallprüfung (UT) sind für nahezu alle technischen Werkstoffe einsetzbar. Dabei wird der mit sogenannten Ultraschallprüfköpfen erzeugte Ultraschall in das Werkstück eingekoppelt. An Fehlstellen in diesem Werkstück werden die Schallwellen reflektiert und können dann von dem Prüfkopf, der nun als Empfänger dient, empfangen werden. Durch Messung der Laufzeit ist eine Ortung des Fehlers möglich. EN 583 Zerstörungsfreie Prüfung - Ultraschallprüfung Folie 26


27 Ultraschallprüfung (UT) - Ultrasonic Testing Folie 27
 - Ultrasonic")

28 Ultraschallprüfung (UT) - Ultrasonic Testing Folie 28 Quelle Karl Deutsch
29 Durchstrahlungsprüfung (RT) - Radiographic Testing Die Röntgenprüfung (RT) hat in der zerstörungsfreien Materialprüfung eine große Bedeutung erlangt. Insbesondere modernere Verfahren wie die digitale Radiographie mit der Möglichkeit, numerische Rekonstruktionsverfahren anzuwenden, wie z. B. die Computer- Tomographie, bringen Vorteile in Bezug auf eine bessere Fehlerbeschreibung. Bei der Durchstrahlungsprüfung wird ein Bauteil mittels Röntgenstrahlung, erzeugt durch eine Röntgenröhre oder ein Isotop, durchleuchtet. Auf dem entstehenden Bild kann anhand unterschiedlicher Farbschattierungen der Fehler erkannt werden. DIN EN 444 Zerstörungsfreie Prüfung - Durchstrahlungsverfahren - Computertomografie DIN EN Zerstörungsfreie Prüfung - Radioskopische Prüfung. DIN EN Zerstörungsfreie Prüfung - Grundlagen für die Durchstrahlungsprüfung von metallischen Werkstoffen mit Röntgen- und Gammastrahlen Folie 29
30 Durchstrahlungsprüfung (RT) - Radiographic Testing Folie 30



31 Durchstrahlungsprüfung (RT) - Radiographic Testing Schweißnahtfehler Folie 31 Homers - Brain

32 Wirbelstromprüfung (ET) Eddy Current Testing Die Wirbelstromprüfung (ET) als Verfahren zum Nachweis von Oberflächenfehlern ist bei allen elektrisch leitenden Werkstoffen einsetzbar. Bei der Wirbelstromrißprüfung wird die Oberfläche mit einem Sensor abgefahren und bei der Detektion von Fehlern wird ein Fehlertypisches Signal erzeugt. Folie 32



33 Wirbelstromprüfung (ET) Eddy Current Testing Ein Sensor fährt über die Oberflächen und detektiert alle elektrischen Änderungen in einer Spule Anzeige an Luft Anzeige Material ohne Fehler Anzeige Material mit Fehler Folie 33



34 Wirbelstromprüfung (ET) Eddy Current Testing Folie 34
35 ZfP Verfahren zum Überprüfen des Wärmebehandlungsergebnisses Gefügeprüfung Härtetiefenbestimmung Folie 35
36 Zerstörungsfreie Härtetiefenmessung mit Ultraschall-Rückstreuung Ein wesentliches Qualitätsmerkmal bei der Randschichthärtung (SHD, früher RHT), ist die Herstellung einer gehärteten Schicht definierter Tiefe. Eine Qualitätsabsicherung ohne ZfP-Verfahren ist nur stichprobenartig unter Verwendung zerstörender Methoden mit entsprechend hohem Zeit- und Kostenaufwand möglich. Folie 36

37 Hard Echo SH-67 Quelle Folie 37



38 Messprinzip Folie 38


39 Ultraschall-Rückstreuung Anzeige Quelle Folie 39



40 Randbedingungen Messbereich 1,5 15mm Auflösung 0,1mm Wiederholgenauigkeit ± 0,1mm Für jede Kontur Adapterstücke erforderlich Quelle Folie 40
41 Röntgendiffraktometer (XRD) Röntgenbeugung Um einzelne Gefügestrukturen nachzuweisen und zu bestimmen werden seit langen Röntgenbeugungsmethoden (XRD) eingesetzt. Bewährt hat sich dieses Verfahren zur Bestimmung des Restaustenites und von Eigenspannungen Folie 41
42 Röntgendiffraktometer (XRD) Röntgenbeugung Um einzelne Gefügestrukturen nachzuweisen und zu bestimmen werden seit langen Röntgenbeugungsmethoden (XRD) eingesetzt. Bewährt hat sich dieses Verfahren zur Bestimmung des Restaustenites und von Eigenspannungen ASTM E 975 Richtlinien für die Bestimmung mit dem Röntgendiffraktometer des Abschreckaustenits in Stählen mit fast regelloser Kristallanordnung Folie 42
 Röntgenbeugung")
43 Röntgendiffraktometer (XRD) Röntgenbeugung Folie 43
 Röntgenbeugung")
44 Röntgendiffraktometer (XRD) Röntgenbeugung Folie 44


45 Röntgendiffraktometer (XRD) Röntgenbeugung Quelle Folie 45
46 Randbedingungen Restaustenitbestimmung Messunsicherheit unter 10% ca. ± 2% über 10% auch mehr Das Ergebnis hängt stark von den Eichkörpern ab Nach ASTM E 975 bei 3 Peaks darf die Abweichung nicht mehr als 5% betragen, sonst ist die Messung zu verwerfen Folie 46
47 Wirbelstromprüfung (ET) Eddy Current Testing Zur Wärmebehandlungsüberwachung Mikromagnetische Verfahren Barkhausen Rauschen + 3MA Verfahren Magnetinduktive Verfahren Einfrequente Prüfung Mehrfrequente Prüfung Folie 47
48 Wirbelstromprüfung (ET) Eddy Current Testing Zur Wärmebehandlungsüberwachung Barkhausen Rauschen + 3 MA Verfahren 3MA ist eine methodische und gerätetechnische Kombination von vier verschiedenen Messverfahren, nämlich Mehrfrequenz-Wirbelstrom, Überlagerungspermeabilität, Oberwellenanalyse des Magnetfeldes und Barkhausen-Rauschen. Diese Kombination ist Basis für das ungewöhnlich breite Anwendungsspektrum von 3MA. Nach entsprechender Kalibrierung können die folgenden Zielgrößen zerstörungsfrei bestimmt werden: Härte, mechanische Kenngrößen des Zugversuchs (Rm, Rp0.2, Re, A50, etc.), Eigenspannungen, Restaustenitgehalt, Korngröße und andere. 3MA liefert quantitative Werte dieser Merkmale sowohl von der Oberfläche als auch aus dem Werkstoffinneren. Sogar Tiefenprofile dieser Merkmale, sowie die Randhärtetiefe (Rht, Eht, Nht) und die Dicke einer ferromagnetischen Beschichtung können mit 3MA geprüft werden. Folie 48


49 Wirbelstromprüfung (ET) Eddy Current Testing Zur Wärmebehandlungsüberwachung Barkhausen Rauschen + 3 MA Verfahren Quelle Folie 49
50 Randbedingungen 3 MA Verfahren Das Ergebnis hängt stark von den Eichkörpern ab Für jede Messung werden Eichproben zum Kalibrieren benötigt Sensoren müssen angepasst werden Hierdurch sehr aufwendige Einstellarbeiten?????? Folie 50
51 Wirbelstromprüfung (ET) Eddy Current Testing Zur Wärmebehandlungsüberwachung Magnetinduktive Verfahren Weit verbreitet und technisch ausgereift sind die magnetinduktiven Verfahren. Magnetinduktive Prüfung (Wirbelstrom) ist bereits seit den 60er Jahren im Einsatz und hat seine Prüfsicherheit sicher unter Beweis gestellt. Es werden einfrequente Systeme und mehrfrequente Systeme eingesetzt. Stand der Technik ist die mehrfrequente magnetinduktive Prüfung (Wirbelstrom) Folie 51
52 Warum zerstörungsfreie magnetinduktiuve Prüfung? suche nach unbekannten Fehlern frühzeitige Erkennung von Driften erweiterte Stichprobe Fehler im ppm Niveau finden Folie 52
53 Aussage über die Qualität Sind alle Teile i.o. Aussage über die Streuung der Fertigung Prüfkostenreduzierung 10 mm Folie 53
54 Stichprobe oder 100% Prüfung Folie 54
55 Begriffsbestimmung SPC = Statistic Process Control SPC = Statistische Prozess Kontrolle FALSCH SPC = Statistische Prozess Steuerung RICHTIG Folie 55
56 SPC Prüfung 62 HRC 58 HRC SPC funktioniert??? Leider nicht immer!!! Folie 56
57 SPC hat die Prozesse sicherer gemacht SPC kann aber nicht gewährleisten, einzelne n.i.o. Teile zu finden, die als zufällige Ereignisse beim Härten zu erwarten sind. Folie 57
58 Typische Wärmebehandlungsfehler Austenitisierungstemperatur Austenitisierungszeit Abschreckung Anlasstemperatur Anlasszeit Falscher Werkstoff Zu hoch Zu niedrig Zu kurz Zu lang Zu kurz Zu lang Dampfblasenbildung Zu hoch Zu niedrig Zu kurz Zu lang Folie 58


 Martensit mit Troostitflecken Oberflächenhärte 600 HV10")
59 Gefügeeinflüsse bei der Prüfung Beispiel 100 Cr 6 Karbide im angelassenen strukturlosen Martensit Restaustenitgehalt 15 % 61 HRC Härtegefüge i.o. Nadeliger Martensit Karbide weitgehend aufgelöst Restaustenitgehalt 25 30% HRC Härtegefüge n.i.o. Randzone (Bild) Martensit mit Troostitflecken Oberflächenhärte 600 HV10 Kern (ohne Abbildung) Karbide im angelassenen strukturlosen Martensit Restaustenitgehalt 15 % 61 HRC Härtegefüge.i.O. Folie 59
60 Typische Werkstoffvermischungen Folie 60
61 Grundlagen der magnetinduktiven (Wirbelstrom) Prüfung Folie 61
62 Elektrischer Strom ist IMMER von einem magnetischen Feld begleitet Folie 62
63 Magnetische Wechselfelder induzieren in elektrischen Leitern Spannungen Folie 63
64 Der magnetische Fluß hängt vom Strom (i) ab f i Folie 64
65 Die induzierte Spannung (u) hängt von der Kopplung ab Empfänger u i Sender u Folie 65
66 Signalgewinnung Prüfteil u u i Die Kopplung wird (durch den magnetischen Fluß im Prüfling) verbessert Folie 66
67 2,5 2 1,5 B Magnetisierungskurve 1 0,5 0 Magnetische Feldstärke [A/m] Der magnetische Fluß hängt von der magnetischen Feldstärke ab H Folie 67
68 Jedes Gefüge, jede Legierung hat eine eigene MAGNETISIERUNGS- KURVE Folie 68
69 Die Beziehung zwischen Feldstärke (H) und Induktion (B) ist durch die PERMEABILITÄT(µ) gegeben Folie 69
70 Permeabilität Folie 70
71 µ rel Permeabilität verschiedener Legierungen C15 9S20 100Cr6 C45 St Magnetische Feldstärke [A/m] Folie 71
72 Permeabilität Folie 72
73 Typischer begrenzter Blick einer einfrequenten Prüfung 500 µ rel i.o. Material 100Cr6 Kein Unterschied zwischen o.k. Material 100Cr6 und dem unerwartetem C C St Magnetische Feldstärke [A/m] Folie 73
74 Einfrequenz Technik Amplitude Amplitude 50 Hz f [khz] 0,01 0, ,1 Zeitachse t [s] Folie 74
75 Typische eindimensionale Toleranzgrenzen eines einfrequenten Prüfgerätes n.i.o i.o. n.i.o Folie 75
76 Typische zweidimensionale Toleranzgrenzen eines einfrequenten Prüfgerätes Folie 76
77 Präventive Mehr Frequenz Prüfung PMFP mit INSITE HT Wie funktioniert das? Warum ist sie soviel besser? Folie
78 Typischer begrenzter Blick einer einfrequenten Prüfung 500 µ rel i.o. Material 100Cr6 Kein Unterschied zwischen o.k. Material 100Cr6 und dem unerwartetem C C St Magnetische Feldstärke [A/m] Folie 78
79 PRÄVENTIVE MEHR FREQUENZ PRÜFUNG 500 µ rel Cr6 Erst die Breitbandprüfung mit PMFP zeigt all die Unterschiede der Permeabilitätskurven 200 C St Magnetische Feldstärke [A/m] Folie 79
80 Mehrfrequenz Technik Amplitude Amplitude 7,5 20 Hz 63 Hz 630 Hz 200 Hz 2 khz 6,3 khz 20 khz 63 khz t [s] 0,01 0, f [khz] 0,1 0,15 Keine Zeitbeschränkungen mehr bei der Mehrfrequenz Technik. Die Präventive Mehrfrequenz Prüfung ist die Lösung Folie 80
81 PRÄVENTIVE MEHR FREQUENZ PRÜFUNG 500 µ rel Cr6 Erst die Breitbandprüfung mit PMFP zeigt all die Unterschiede der Permeabilitätskurven 200 C St Magnetische Feldstärke [A/m] Folie 81
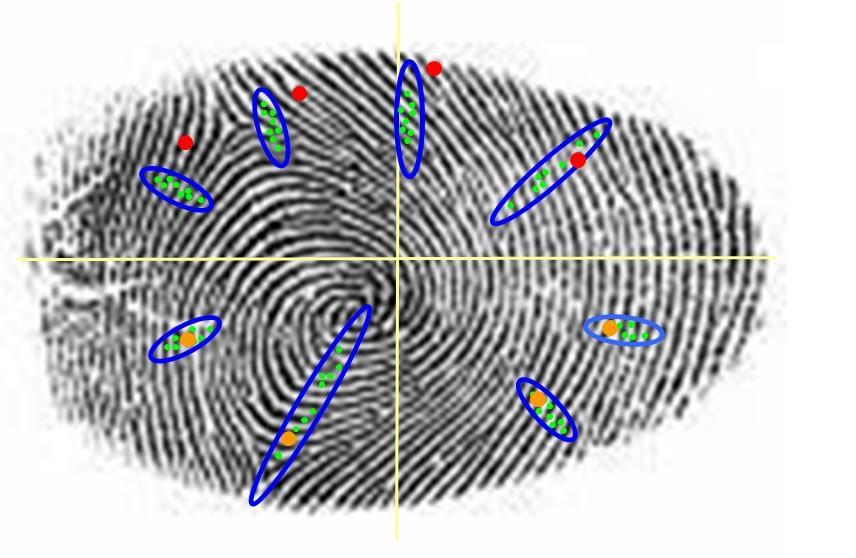
82 Jeder Werkstoffzustand und jedes Gefüge haben einen individuellen magnetischen Fingerabdruck Folie 82

83 Fingerabdruck Master Vergleich Folie 83


84 Fingerabdruck No match No match Match Folie 84

85 Signalgewinnung Folie 85
86 Folie 86
87 Zweidimensionale Impedanzebene und 8 Toleranzfelder erhöhen die Prüfsicherheit Im i.o.-teil n.i.o.-teil Re Folie 87
88 Kalibriert mit C15 Prüfling = C15 Folie 88
89 Kalibriert mit C15 Prüfling = 16Mn Cr5 Kalibriert mit C15 Prüfling = 9S Mn Pb28K Kalibriert mit C15 Prüfling = C45K Kalibriert mit C15 Prüfling = X20 Cr13 Folie 89
90 Welche Vorteile hat der Anwender? Lediglich i.o.-teile zur Kalibrierung nötig Keine langwierige Suche nach der besten Trennfrequenz Höchste Prüfsicherheit Frühe Warnung bei Produktionsfehlern PMFP ist wie eine Versicherung Folie 90
91 Welche Vorteile hat der Anwender vor Ort? Nur 3 Schritte zur Prüfung: 1. KALIBRATION 2. TOLERANZFELDER 3. PRÜFUNG Folie 91
92 Anwendung Folie 92

93 Anwendung Folie 93
94 Anwendung erweiterte Stichprobe Folie 94
95 Anwendung erweiterte Stichprobe Streuung der CHD in der Charge Streuung der Härte in der Charge Streuung der Anlassergebnisse in der Charge Folie 95
96 Anwendung erweiterte Stichprobe Folie 96

97 Anwendung erweiterte Stichprobe Folie 97
98 Anwendung Teile Prüfen Folie 98

99 Anwendung Kugeln Ø 1,3-5 mm Prüfgeschwindigkeit 17 Teile/Sek. = Teile/Tag = Teile/Jahr Insgesamt 10 Anlagen 27 verschiedene Werkstoffe mit unterschiedlichen Wärmebehandlungsfehlern falsches Gefüge Ofenhänger Unbekannte Fehler Gefundene Fehler nach ca geprüften Teilen 3x Materialvermischung = 3 Kugeln aus falschem Werkstoff 4x abweichende Härteergebnisse 1x vollkommen falsche Härte = Ofenhänger 3x abweichende Härte noch innerhalb der Toleranz aber an der unteren Grenze Folie 99
100 Anwendung Schraube M6x130 riss bei der Montage ab vermuteter Fehler nicht vergütete Schrauben Bei der Sortierprüfung mit einem Einfrequenzprüfgerät wurden nur ein Teil der Fehlerhaften Teile gefunden Ursache, die Schrauben hatten partielle Fehlvergütungen Die Lösung war eine Mehrfrequenzprüfung an zwei Prüfstellen Losgröße Fehlteile ca Stück 287 Stück Weiche Stellen Folie 100

101 Anwendung 100 % Prüfung Exzenterwelle Einsatzgehärtet Induktiv angelassen 100% Überwachung induktives anlassen CHD Prüfung Folie 101

102 Anwendung 100 % Prüfung Radnabe Folie 102



103 Anwendung 100 % Prüfung Radnabe i.o. n.i.o. n.i.o. n.i.o. Folie 103



104 Anwendung 100 % Prüfung Abstandstücke i.o n.i.o Folie 104


105 Anwendung 100 % Prüfung Abstandstücke i.o n.i.o Folie 105
106 ZfP Verfahren Ausbildung Das Ausbildungssystem ist Dreistufig und unterscheidet: Level 1 Level 2 Level 3 Details siehe Folie 106
107 ZfP Verfahren Ausbildung Für die zerstörungsfreie Prüfung gibt es ein International anerkanntes Ausbildungssystem. Es wird unterschieden zwischen Qualifizierung und Zertifizierung. Die Ausbildung ist in den relevanten Normen geregelt. ISO/TR ISO/TR DGfZfP A1 DIN EN ISO 9712 Zerstörungsfreie Prüfung - Leitfaden für Ausbildungslehrinhalte (Syllabus) der zerstörungsfreien Prüfung Zerstörungsfreie Prüfung - Richtlinien für Ausbildungsstätten für Personal der zerstörungsfreien Prüfung Richtlinie über die Ausbildung von Prüfwerkern der Zerstörungsfreien Prüfung Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung Folie 107
108 ZfP Verfahren Ausbildung Wenn Sie ZfP Verfahren einsetzen erwerben Sie eine Qualifikation in dem eingesetzten Verfahren! Nur so können Sie sicherstellen im Streitfall als qualifiziert zu gelten. Folie 108
109 Zusammenfassung Zerstörungsfreie Prüfmethoden: können schnell und Kostengünstig Fehler zu finden können feststellen ob angelieferte Teile Fehlerfrei sind senken die Prüfkosten finden unerwartete Fehler sind einfach unerlässlich Folie 109
110 Vielen Dank für Ihre Aufmerksamkeit Folie 110
Zerstörungsfreie Gefügeprüfung mit magnetinduktiven Verfahren zur 100% Prüfung. Arnold Horsch
 Zerstörungsfreie Gefügeprüfung mit magnetinduktiven Verfahren zur 100% Prüfung Arnold Horsch Inhalt Warum zerstörungsfreie Prüfung Stichprobe oder 100% Prüfung Grundlagen der Wirbelstromprüfung Was ist
Zerstörungsfreie Gefügeprüfung mit magnetinduktiven Verfahren zur 100% Prüfung Arnold Horsch Inhalt Warum zerstörungsfreie Prüfung Stichprobe oder 100% Prüfung Grundlagen der Wirbelstromprüfung Was ist
Zerstörungsfreie Härte- und Gefügeprüfung wärmebehandelter Massenteile mit mehrfrequenten magnetinduktiven Verfahren Arnold Horsch Günther Dinold
 Zerstörungsfreie Härte- und Gefügeprüfung wärmebehandelter Massenteile mit mehrfrequenten magnetinduktiven Verfahren Arnold Horsch Günther Dinold Alle Unterlagen sind zu Ihrem persönlichen Gebrauch und
Zerstörungsfreie Härte- und Gefügeprüfung wärmebehandelter Massenteile mit mehrfrequenten magnetinduktiven Verfahren Arnold Horsch Günther Dinold Alle Unterlagen sind zu Ihrem persönlichen Gebrauch und
Härtereikreis Friedrichshafen 06. April 2017
 Härtereikreis Friedrichshafen 06. April 2017 Zerstörungsfreie Werkstoffprüfung vor und nach der Wärmebehandlung Arnold Horsch Folie 1 Veröffentlichung auch auszugsweise nur mit Genehmigung Alle Unterlagen
Härtereikreis Friedrichshafen 06. April 2017 Zerstörungsfreie Werkstoffprüfung vor und nach der Wärmebehandlung Arnold Horsch Folie 1 Veröffentlichung auch auszugsweise nur mit Genehmigung Alle Unterlagen
ZfP Normenliste INB NK 180 (Update Dezember 2017)
") ZfP Normenliste INB NK 180 (Update Dezember 2017) Update Dokument Jahr Titel Allgemein 15-04 EN 1330-1 2014 EN 1330-2 1998 12-12 15-03 EN ISO 9712 Beiblatt 1 2012 2014 11-03 CEN/TS 15053 2005 14-04 CEN/TR
ZfP Normenliste INB NK 180 (Update Dezember 2017) Update Dokument Jahr Titel Allgemein 15-04 EN 1330-1 2014 EN 1330-2 1998 12-12 15-03 EN ISO 9712 Beiblatt 1 2012 2014 11-03 CEN/TS 15053 2005 14-04 CEN/TR
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-17318-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 05.10.2016 bis 27.06.2018 Ausstellungsdatum: 05.10.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-17318-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 05.10.2016 bis 27.06.2018 Ausstellungsdatum: 05.10.2016 Urkundeninhaber:
ZfP Normenliste INB NK 180 (Update Juni 2016)
") ZfP Normenliste INB NK 180 (Update Juni 2016) Update Dokument Jahr Titel Allgemein 15-04 EN 1330-1 2014 EN 1330-2 1998 12-12 15-03 EN ISO 9712 Beiblatt 1 2012 2014 11-03 CEN/TS 15053 2005 14-04 CEN/TR
ZfP Normenliste INB NK 180 (Update Juni 2016) Update Dokument Jahr Titel Allgemein 15-04 EN 1330-1 2014 EN 1330-2 1998 12-12 15-03 EN ISO 9712 Beiblatt 1 2012 2014 11-03 CEN/TS 15053 2005 14-04 CEN/TR
Messunsicherheiten bei der Prüfung von Bauteilen
 Messunsicherheiten bei der Prüfung von Bauteilen Arnold Horsch Inhalt Vorstellung Arnold Horsch e.k. Prüfmittelfähigkeit von Werkstoffprüfgeräten Bedeutung der Messunsicherheiten Prüfverfahren Härteprüfung
Messunsicherheiten bei der Prüfung von Bauteilen Arnold Horsch Inhalt Vorstellung Arnold Horsch e.k. Prüfmittelfähigkeit von Werkstoffprüfgeräten Bedeutung der Messunsicherheiten Prüfverfahren Härteprüfung
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19825-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 28.07.2015 bis 27.07.2020 Ausstellungsdatum: 28.07.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19825-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 28.07.2015 bis 27.07.2020 Ausstellungsdatum: 28.07.2015 Urkundeninhaber:
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18989-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 24.08.2016 bis 03.07.2018 Ausstellungsdatum: 24.08.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18989-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 24.08.2016 bis 03.07.2018 Ausstellungsdatum: 24.08.2016 Urkundeninhaber:
Bestimmung des Restaustenitgehaltes carbonitrierter Randschichten mit röntgenographischen und magnetinduktiven Messverfahren
 Bestimmung des Restaustenitgehaltes carbonitrierter Randschichten mit röntgenographischen und magnetinduktiven Messverfahren Dawid Nadolski 04.11.2008 IWT Bremen Werkstofftechnik Gliederung 1. Carbonitrieren
Bestimmung des Restaustenitgehaltes carbonitrierter Randschichten mit röntgenographischen und magnetinduktiven Messverfahren Dawid Nadolski 04.11.2008 IWT Bremen Werkstofftechnik Gliederung 1. Carbonitrieren
Die Deutsche Akkreditierungsstelle GmbH bestätigt hiermit, dass das Prüflaboratorium
 Deutsche Akkreditierungsstelle GmbH Beliehene gemäß 8 Absatz 1 AkkStelleG i.v.m. 1Absatz1 AkkStelleGBV Unterzeichnerin der Multilateralen Abkommen von EA, ILAC und IAF zur gegenseitigen Anerkennung Akkreditierung
Deutsche Akkreditierungsstelle GmbH Beliehene gemäß 8 Absatz 1 AkkStelleG i.v.m. 1Absatz1 AkkStelleGBV Unterzeichnerin der Multilateralen Abkommen von EA, ILAC und IAF zur gegenseitigen Anerkennung Akkreditierung
Zerstörungsfreie Verbindungsbewertung beim Widerstandspunktschweißen mit elektromagnetischen Feldern und Ultraschall
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Fügetechnik und Montage Zerstörungsfreie Verbindungsbewertung beim Widerstandspunktschweißen mit elektromagnetischen Feldern und Ultraschall
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Fügetechnik und Montage Zerstörungsfreie Verbindungsbewertung beim Widerstandspunktschweißen mit elektromagnetischen Feldern und Ultraschall
Einführung in die Wirbelstromtechnik
 Einführung in die Wirbelstromtechnik Einführung Was sind Wirbelströme und wodurch entstehen sie? Was liefern die Messgeräte? Darstellungen Wie setzen sich die Signale zusammen? Welche Darstellungsformen
Einführung in die Wirbelstromtechnik Einführung Was sind Wirbelströme und wodurch entstehen sie? Was liefern die Messgeräte? Darstellungen Wie setzen sich die Signale zusammen? Welche Darstellungsformen
-Service und Dienstleistungs Center -
 100% Lohnsortierung und Prüfanlagenbau -Service und Dienstleistungs Center - SDC GmbH Wasserburgstrasse 56a D - 58809 Neuenrade Tel.: + 49 (0) 23 94 / 24 27 200 Fax.: +49 (0) 23 94 / 24 27 229 info@sdc-control.com
100% Lohnsortierung und Prüfanlagenbau -Service und Dienstleistungs Center - SDC GmbH Wasserburgstrasse 56a D - 58809 Neuenrade Tel.: + 49 (0) 23 94 / 24 27 200 Fax.: +49 (0) 23 94 / 24 27 229 info@sdc-control.com
Prüfsicherheit und PMFP
 Prüfsicherheit und PMFP Einleitung Hier soll die zerstörungsfreie Werkstoffprüfung mit Wirbelstrom (magnetinduktive Prüfung) im Bezug zur Prüfsicherheit betrachtet werden. Wie allgemein bekannt, ist die
Prüfsicherheit und PMFP Einleitung Hier soll die zerstörungsfreie Werkstoffprüfung mit Wirbelstrom (magnetinduktive Prüfung) im Bezug zur Prüfsicherheit betrachtet werden. Wie allgemein bekannt, ist die
Handbook of Induction Heating Eddy Current Test Ing. Herbert Baumgartner, CEO & Owner of ibg NDT-Group
 page 1 of 10 Wie bei der Induktionserwärmung wird auch bei der Wirbelstrom-Prüfung mit Spulen, Generatoren, AC-Strömen und AC-Spannungen, Frequenzen, Feldstärken und Induktionsgesetzen gearbeitet. Im Gegensatz
page 1 of 10 Wie bei der Induktionserwärmung wird auch bei der Wirbelstrom-Prüfung mit Spulen, Generatoren, AC-Strömen und AC-Spannungen, Frequenzen, Feldstärken und Induktionsgesetzen gearbeitet. Im Gegensatz
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11035-05-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 02.07.2015 bis 26.02.2019 Ausstellungsdatum: 12.04.2017 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11035-05-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 02.07.2015 bis 26.02.2019 Ausstellungsdatum: 12.04.2017 Urkundeninhaber:
DIN-DVS Taschenbuch 369 Zerstörungsfreie und zerstörende Prüfungen von Schweißverbindungen
 DIN DVS Taschenbücher 1682 DIN-DVS Taschenbuch 369 Zerstörungsfreie und zerstörende Prüfungen von Schweißverbindungen Schweißtechnik 10 1. Auflage DVS - Verlag für Schweißen und verwandte Verfahren, Düsseldorf
DIN DVS Taschenbücher 1682 DIN-DVS Taschenbuch 369 Zerstörungsfreie und zerstörende Prüfungen von Schweißverbindungen Schweißtechnik 10 1. Auflage DVS - Verlag für Schweißen und verwandte Verfahren, Düsseldorf
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-17469-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 05.11.2015 bis 24.05.2017 Ausstellungsdatum: 05.11.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-17469-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 05.11.2015 bis 24.05.2017 Ausstellungsdatum: 05.11.2015 Urkundeninhaber:
Anforderungen der EN 1090 zu Kontrolle, Prüfung und Korrekturmassnahmen
 Anforderungen der EN 1090 zu Kontrolle, Prüfung und Korrekturmassnahmen Was ist aus Sicht des Planers bei einer Ausschreibung nach EN 1090 zu beachten in Bezug auf die Ausführungsklasse (Schweissen), Personalzertifizierungen
Anforderungen der EN 1090 zu Kontrolle, Prüfung und Korrekturmassnahmen Was ist aus Sicht des Planers bei einer Ausschreibung nach EN 1090 zu beachten in Bezug auf die Ausführungsklasse (Schweissen), Personalzertifizierungen
Prüfstelle. voestalpine-straße 3, 4020 Linz Internet
 Prüfstelle Rechtsperson voestalpine-straße 3, 4020 Linz Internet www.voestalpine.com Ident 0020 Standort Fachbereich Zerstörungsfreie Prüfung-ZFP voestalpine-straße 3, 4020 Linz Datum der Erstakkreditierung
Prüfstelle Rechtsperson voestalpine-straße 3, 4020 Linz Internet www.voestalpine.com Ident 0020 Standort Fachbereich Zerstörungsfreie Prüfung-ZFP voestalpine-straße 3, 4020 Linz Datum der Erstakkreditierung
Zerstörungsfreie Werkstoffprüfung
 Zerstörungsfreie Werkstoffprüfung Tankbau GmbH Niederlassung Schwerin Rogahner Straße 78 19061 Schwerin Tel. 0385-6 34 32 49 Fax 0385-634 32 48 Inhalt Qualifikation... 2 Akkreditierung... 3 Radiographie...
Zerstörungsfreie Werkstoffprüfung Tankbau GmbH Niederlassung Schwerin Rogahner Straße 78 19061 Schwerin Tel. 0385-6 34 32 49 Fax 0385-634 32 48 Inhalt Qualifikation... 2 Akkreditierung... 3 Radiographie...
Prüfstelle. TÜV SÜD Landesgesellschaft Österreich GmbH. Tiwagstraße 7, 6200 Jenbach. TÜV SÜD Landesgesellschaft Österreich GmbH
 Prüfstelle Rechtsperson TÜV SÜD Landesgesellschaft Österreich GmbH Tiwagstraße 7, 6200 Jenbach Ident 0311 Standort TÜV SÜD Landesgesellschaft Österreich GmbH Datum der Erstakkreditierung 1995-12-21 Arsenal,
Prüfstelle Rechtsperson TÜV SÜD Landesgesellschaft Österreich GmbH Tiwagstraße 7, 6200 Jenbach Ident 0311 Standort TÜV SÜD Landesgesellschaft Österreich GmbH Datum der Erstakkreditierung 1995-12-21 Arsenal,
Aktueller Stand der Normenrevision zur Härtetiefenmessung
 Aktueller Stand der Normenrevision zur Härtetiefenmessung Arnold Horsch Veröffentlichung auch auszugsweise nur mit Genehmigung Alle Unterlagen sind zu Ihrem persönlichen Gebrauch und unterliegen dem Copyright
Aktueller Stand der Normenrevision zur Härtetiefenmessung Arnold Horsch Veröffentlichung auch auszugsweise nur mit Genehmigung Alle Unterlagen sind zu Ihrem persönlichen Gebrauch und unterliegen dem Copyright
Name der akkreditierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, Grebenstein, Tel.
 Hersteller:,Auftrags-Nr.: Seite 1 von 5 Name der akkreditierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, 34393 Grebenstein, Tel.: 05674-7969 Akkreditierungs-Nr.: DE-ZE-18418-01-00
Hersteller:,Auftrags-Nr.: Seite 1 von 5 Name der akkreditierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, 34393 Grebenstein, Tel.: 05674-7969 Akkreditierungs-Nr.: DE-ZE-18418-01-00
Syllabus. Wirbelstromprüfung Stufe 3 ET 3
 Wirbelstromprüfung Stufe 3 ET 3 TESTIA GmbH Ausgabe: Februar 2014 Wirbelstromprüfung Stufe 3 ET 3 Seite 2 TESTIA GmbH Alle Rechte vorbehalten. TESTIA GmbH Airbus-Allee 1 28199 Bremen Deutschland Tel. +49
Wirbelstromprüfung Stufe 3 ET 3 TESTIA GmbH Ausgabe: Februar 2014 Wirbelstromprüfung Stufe 3 ET 3 Seite 2 TESTIA GmbH Alle Rechte vorbehalten. TESTIA GmbH Airbus-Allee 1 28199 Bremen Deutschland Tel. +49
High Tech in der Wärmebehandlung
 HEKO Härtetechnik High Tech in der Wärmebehandlung HEKO Ketten GmbH Härtetechnik in Perfektion mit jahrzehntelanger Erfahrung und neuster Technologie Schon 1939 wurden bei HEKO Ketten in einer Topfofenglühanlage
HEKO Härtetechnik High Tech in der Wärmebehandlung HEKO Ketten GmbH Härtetechnik in Perfektion mit jahrzehntelanger Erfahrung und neuster Technologie Schon 1939 wurden bei HEKO Ketten in einer Topfofenglühanlage
Materialprüfung. Wirbelstrom- Ausbildung und Prüfpraxis. Ein Lehr- und Arbeitsbuch für. CASTELL-Verlag GmbH Wuppertal
 Heribert Stroppe / Karlheinz Schiebold Wirbelstrom- Materialprüfung Ein Lehr- und Arbeitsbuch für Ausbildung und Prüfpraxis 1. Auflage mit 294 Bildern und 29 Tabellen Unter Mitarbeit von Bernd Heuding
Heribert Stroppe / Karlheinz Schiebold Wirbelstrom- Materialprüfung Ein Lehr- und Arbeitsbuch für Ausbildung und Prüfpraxis 1. Auflage mit 294 Bildern und 29 Tabellen Unter Mitarbeit von Bernd Heuding
Verwandte Begriffe Maxwell-Gleichungen, elektrisches Wirbelfeld, Magnetfeld von Spulen, magnetischer Fluss, induzierte Spannung.
 Verwandte Begriffe Maxwell-Gleichungen, elektrisches Wirbelfeld, Magnetfeld von Spulen, magnetischer Fluss, induzierte Spannung. Prinzip In einer langen Spule wird ein Magnetfeld mit variabler Frequenz
Verwandte Begriffe Maxwell-Gleichungen, elektrisches Wirbelfeld, Magnetfeld von Spulen, magnetischer Fluss, induzierte Spannung. Prinzip In einer langen Spule wird ein Magnetfeld mit variabler Frequenz
1.) Kalibrierung von Messmitteln. 2.) Revision VPI-Modul 09. VPI Technische Informationsveranstaltung, Leipzig,
 Kalibrierung von Messmitteln. 2.) Revision VPI-Modul 09. VPI Technische Informationsveranstaltung, Leipzig,") 1.) Kalibrierung von Messmitteln 2.) Revision VPI-Modul 09 VPI Technische Informationsveranstaltung, Leipzig, 22.06.2017 Technische und rechtliche Bedeutung der Kalibrierung Seite 3 Kalibrierung ist ein
1.) Kalibrierung von Messmitteln 2.) Revision VPI-Modul 09 VPI Technische Informationsveranstaltung, Leipzig, 22.06.2017 Technische und rechtliche Bedeutung der Kalibrierung Seite 3 Kalibrierung ist ein
ISW. Handbuch zur Betriebsorganisation Ingenieurbüro für Schweißtechnik Wienecke Grebenstein, Grimmsche Straße 6, Tel.:
 Hersteller:,Auftrags-Nr.: Seite 1 von 5 Name der notifizierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, 34393 Tel.: 05674-7969 NB-Nr.: 2324 Bericht zur Erstinspektion
Hersteller:,Auftrags-Nr.: Seite 1 von 5 Name der notifizierten Stelle: Ing.-Büro für Schweißtechnik Wienecke Adresse: Grimmsche Straße 6, 34393 Tel.: 05674-7969 NB-Nr.: 2324 Bericht zur Erstinspektion
PROTOKOLL Thema: ZERSTÖRUNGSFREIE PRÜFUNGEN
 Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Nachhaltig prozesssichere Fertigung durch Inline-Computertomographie
 Nachhaltig prozesssichere Fertigung durch Inline-Computertomographie Dr.-Ing. Lutz Hagner Dr.-Ing. Dietrich Kahn, Nemak Wernigerode Dr. rer. nat Gregor Bett, Siemens AG Erlangen Inhalt Inline als Trend
Nachhaltig prozesssichere Fertigung durch Inline-Computertomographie Dr.-Ing. Lutz Hagner Dr.-Ing. Dietrich Kahn, Nemak Wernigerode Dr. rer. nat Gregor Bett, Siemens AG Erlangen Inhalt Inline als Trend
Beruflicher Ausbildungsplan
 Berufsausbildung bei Der berufliche Ausbildungsplan Werkstoffprüfer/in mit den Fachrichtungen etall Eoder Systemtechnik Beruflicher Ausbildungsplan Werkstoffprüfer/in mit den Fachrichtungen etalltechnik
Berufsausbildung bei Der berufliche Ausbildungsplan Werkstoffprüfer/in mit den Fachrichtungen etall Eoder Systemtechnik Beruflicher Ausbildungsplan Werkstoffprüfer/in mit den Fachrichtungen etalltechnik
Anlage zur Akkreditierungsurkunde D-IS nach DIN EN ISO/IEC 17020:2012
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-IS-19274-01-00 nach DIN EN ISO/IEC 17020:2012 Gültigkeitsdauer: 13.11.2014 bis 12.11.2019 Ausstellungsdatum: 17.12.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-IS-19274-01-00 nach DIN EN ISO/IEC 17020:2012 Gültigkeitsdauer: 13.11.2014 bis 12.11.2019 Ausstellungsdatum: 17.12.2014 Urkundeninhaber:
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19274-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 13.11.2014 bis 12.11.2019 Ausstellungsdatum: 17.12.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19274-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 13.11.2014 bis 12.11.2019 Ausstellungsdatum: 17.12.2014 Urkundeninhaber:
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18198-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 29.09.2017 bis 28.09.2022 Ausstellungsdatum: 29.09.2017 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18198-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 29.09.2017 bis 28.09.2022 Ausstellungsdatum: 29.09.2017 Urkundeninhaber:
Untersuchung verschiedener Wärmebehandlungsparameter eines C60
 Untersuchung verschiedener Wärmebehandlungsparameter eines C60 Autoren: Marcel Esper, Christian Kunz Klasse: HME09a (2. Ausbildungsjahr) Fachlehrer: Herr Dr. Alkan, Frau Schwabe Fächer: Werkstofftechnik,
Untersuchung verschiedener Wärmebehandlungsparameter eines C60 Autoren: Marcel Esper, Christian Kunz Klasse: HME09a (2. Ausbildungsjahr) Fachlehrer: Herr Dr. Alkan, Frau Schwabe Fächer: Werkstofftechnik,
ZfP-Qualifikationslehrgänge nach DIN EN ISO 9712 Geplante Termine 2016
 ZfP-Qualifikationslehrgänge nach DIN EN ISO 9712 Geplante Termine 2016 Die nachstehenden Veranstaltungen werden in Kooperation zwischen der SLV Duisburg und der TÜV CERT sstelle des TÜV Nord durchgeführt.
ZfP-Qualifikationslehrgänge nach DIN EN ISO 9712 Geplante Termine 2016 Die nachstehenden Veranstaltungen werden in Kooperation zwischen der SLV Duisburg und der TÜV CERT sstelle des TÜV Nord durchgeführt.
Die Norm DIN Zustand der Eisenbahnfahrzeuge Grundlagen und Fertigungstechnologien Teil 7: Zerstörungsfreie Prüfung
 For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 10 Die Norm DIN 27201-7 Zustand der Eisenbahnfahrzeuge
For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 10 Die Norm DIN 27201-7 Zustand der Eisenbahnfahrzeuge
Ausbildung der W.S. Werkstoff Service GmbH
 Ausbildung der W.S. Werkstoff Service GmbH 1 / 22 Fachkraft für Materialprüfung ET 1 und ET 2 UT 1 und UT 2 RT 1 und RT 2 Strahlenschutz für Prüfer ADR MT 2 PT 2 VT 2 Alle Verfahren und Kurse auch als
Ausbildung der W.S. Werkstoff Service GmbH 1 / 22 Fachkraft für Materialprüfung ET 1 und ET 2 UT 1 und UT 2 RT 1 und RT 2 Strahlenschutz für Prüfer ADR MT 2 PT 2 VT 2 Alle Verfahren und Kurse auch als
Zerstörungsfreie Prüfmethoden - Überblick und Vergleich - Giovanni Schober 26. September 2013
 Zerstörungsfreie Prüfmethoden - Überblick und Vergleich - Giovanni Schober 26. September 2013 Übersicht über ZfP-Verfahren Sonderverfahren: Shearografie Wirbelstromprüfung 2 Röntgenverfahren Durchstrahlungsprüfung
Zerstörungsfreie Prüfmethoden - Überblick und Vergleich - Giovanni Schober 26. September 2013 Übersicht über ZfP-Verfahren Sonderverfahren: Shearografie Wirbelstromprüfung 2 Röntgenverfahren Durchstrahlungsprüfung
Informationsblatt Eignungsprüfungen Metall 2017
 Ausrichter: Anmeldung: Zweck: Bewertung: Vertraulichkeit: Dokumentation: Institut für Eignungsprüfung IfEP GmbH, Marl mittels beigefügtem Formular Kompetenzbestätigung der teilnehmenden Prüflaboratorien
Ausrichter: Anmeldung: Zweck: Bewertung: Vertraulichkeit: Dokumentation: Institut für Eignungsprüfung IfEP GmbH, Marl mittels beigefügtem Formular Kompetenzbestätigung der teilnehmenden Prüflaboratorien
Lehrplan Eindringprüfung (PT)
") Lehrplan Eindringprüfung (PT) Inhalt: 1. Zweck und Geltungsbereich... 2 2. Begriffe... 2 3. PT 1... 3 4. PT 2... 4 5. PT 3... 6 Name: M. Zwanzig Name: A. Bachmann Seite: Seite 1 von 6 1. Zweck und Geltungsbereich
Lehrplan Eindringprüfung (PT) Inhalt: 1. Zweck und Geltungsbereich... 2 2. Begriffe... 2 3. PT 1... 3 4. PT 2... 4 5. PT 3... 6 Name: M. Zwanzig Name: A. Bachmann Seite: Seite 1 von 6 1. Zweck und Geltungsbereich
Ihr Spezialist. für induktive Härtung und Erwärmung. r INDUKTIVHÄRTEN r RICHTEN r KALIBRIEREN R INDUKTIVES SCHUTZGASHÄRTEN. r
 Induktivhärten Richten Kalibrieren Ihr Spezialist für induktive Härtung und Erwärmung r INDUKTIVHÄRTEN r RICHTEN r KALIBRIEREN R INDUKTIVES SCHUTZGASHÄRTEN r www.haerterei-rieker.de Unternehmen Qualität
Induktivhärten Richten Kalibrieren Ihr Spezialist für induktive Härtung und Erwärmung r INDUKTIVHÄRTEN r RICHTEN r KALIBRIEREN R INDUKTIVES SCHUTZGASHÄRTEN r www.haerterei-rieker.de Unternehmen Qualität
Aktuelles aus der Ausbildung im IS Bahn, Übergang von EN 473 auf ISO 9712
 8. Fachtagung ZfP im Eisenbahnwesen Vortrag 34 More info about this article: http://www.ndt.net/?id=15954 Aktuelles aus der Ausbildung im IS Bahn, Übergang von EN 473 auf ISO 9712 Kurzfassung Ralf HOLSTEIN
8. Fachtagung ZfP im Eisenbahnwesen Vortrag 34 More info about this article: http://www.ndt.net/?id=15954 Aktuelles aus der Ausbildung im IS Bahn, Übergang von EN 473 auf ISO 9712 Kurzfassung Ralf HOLSTEIN
Akkreditierungsumfang der Inspektionsstelle (EN ISO/IEC 17020:2012) SteelCert GmbH / (Ident.Nr.: 0358)
 SteelCert GmbH / (Ident.Nr.: 0358)") 1 AD 2000 HP 2/1 2012-07 Verfahrensprüfung für Fügeverfahren; Verfahrensprüfung für Schweißungen 2 EN 13134 2000-08 Hartlöten - Hartlötverfahrensprüfung 3 EN 13445-4 2014-09 Unbefeuerte Druckbehälter -
1 AD 2000 HP 2/1 2012-07 Verfahrensprüfung für Fügeverfahren; Verfahrensprüfung für Schweißungen 2 EN 13134 2000-08 Hartlöten - Hartlötverfahrensprüfung 3 EN 13445-4 2014-09 Unbefeuerte Druckbehälter -
Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken
 Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken Dr.-Ing. Sascha FEISTKORN (Sascha.Feistkorn@SVTI.ch; Tel.: 044 8776 246) SVTI Schweizerischer
Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken Dr.-Ing. Sascha FEISTKORN (Sascha.Feistkorn@SVTI.ch; Tel.: 044 8776 246) SVTI Schweizerischer
Freiwilliger Übungstest 2 Wärmebehandlungen, physikalische Eigenschaften, Legierungen
 Werkstoffe und Fertigung I Wintersemester 2003/04 Freiwilliger Übungstest 2 Wärmebehandlungen, physikalische Eigenschaften, Legierungen Donnerstag, 13. Mai 2004, 08.15 10.00 Uhr Name Vorname Legi-Nummer
Werkstoffe und Fertigung I Wintersemester 2003/04 Freiwilliger Übungstest 2 Wärmebehandlungen, physikalische Eigenschaften, Legierungen Donnerstag, 13. Mai 2004, 08.15 10.00 Uhr Name Vorname Legi-Nummer
Leistungssteigerung der Magnetpulverprüfung durch Einsatz von Gleichstromimpulsgeräten
 DACH-Jahrestagung 2008 in St.Gallen - Poster 13 Leistungssteigerung der Magnetpulverprüfung durch Einsatz von Gleichstromimpulsgeräten Peter HIRSCH, HPT Hirsch Prüftechnik, Zweibrücken 1. MT-Prüfgeräte
DACH-Jahrestagung 2008 in St.Gallen - Poster 13 Leistungssteigerung der Magnetpulverprüfung durch Einsatz von Gleichstromimpulsgeräten Peter HIRSCH, HPT Hirsch Prüftechnik, Zweibrücken 1. MT-Prüfgeräte
Allgemeine Informationen zum NKD-019E «UltraSonic»
 Allgemeine Informationen zum NKD-019E «UltraSonic» Das Ultraschallprüfgerät NKD-019E «UltraSonic» ist sowohl ein praktisches und kompaktes, wie auch ein hoch entwickeltes und innovatives Ultraschallprüfgerät.
Allgemeine Informationen zum NKD-019E «UltraSonic» Das Ultraschallprüfgerät NKD-019E «UltraSonic» ist sowohl ein praktisches und kompaktes, wie auch ein hoch entwickeltes und innovatives Ultraschallprüfgerät.
Aufgaben und Abgrenzung der Zerstörungsfreien Prüfung
 DGZfP-Jahrestagung 2007 - Vortrag 11 Aufgaben und Abgrenzung der Zerstörungsfreien Prüfung Anton ERHARD, Bundesanstalt für Materialforschung und prüfung (BAM), Berlin Kurzfassung. Eine allgemeine Definition
DGZfP-Jahrestagung 2007 - Vortrag 11 Aufgaben und Abgrenzung der Zerstörungsfreien Prüfung Anton ERHARD, Bundesanstalt für Materialforschung und prüfung (BAM), Berlin Kurzfassung. Eine allgemeine Definition
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11075-03-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 05.05.2017 bis 04.05.2022 Ausstellungsdatum: 05.05.2017 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11075-03-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 05.05.2017 bis 04.05.2022 Ausstellungsdatum: 05.05.2017 Urkundeninhaber:
Härteprüfung 10. Oktober 2007 63. Härtereikolloquium Wiesbaden
 Härteprüfung 10. Oktober 2007 63. Härtereikolloquium Wiesbaden Arnold Horsch - 1 - Inhalt Wer bin ich Einsatz der verschiedenen Werkstoffprüfverfahren Die Werkstoffprüfmethoden Die Härteprüfung Historie
Härteprüfung 10. Oktober 2007 63. Härtereikolloquium Wiesbaden Arnold Horsch - 1 - Inhalt Wer bin ich Einsatz der verschiedenen Werkstoffprüfverfahren Die Werkstoffprüfmethoden Die Härteprüfung Historie
Modellierung und Visualisierung der Anregung als Hilfsmittel zur Wandleroptimierung
 Seminar des Fachausschussess Ultraschallprüfung Vortrag 12 Modellierung und Visualisierung der EMUS- Anregung als Hilfsmittel zur Wandleroptimierung Gerhard KOPP, Herbert WILLEMS NDT Systems & Services
Seminar des Fachausschussess Ultraschallprüfung Vortrag 12 Modellierung und Visualisierung der EMUS- Anregung als Hilfsmittel zur Wandleroptimierung Gerhard KOPP, Herbert WILLEMS NDT Systems & Services
Das Einsatzhärten. Vorwort
 Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
Vorwort Das Einsatzhärten wird immer dann angewandt, wenn einerseits eine hohe Oberflächenhärte und andererseits ein zäher, elastischer Kern verlangt wird, so z. B. bei Zahnrädern, deren Zahnflanke, um
MAGNETOSTRIKTIVER GEBER
 MAGNETOSTRIKTIVER GEBER MOP Serie Key-Features: Inhalt: Technische Daten...2 Technische Zeichnung...2 Elektischer Anschluss & Zylinder Anbau...3 Magnetischer Schleifer...4 Zubehör...4 Bestellcode...5 -
MAGNETOSTRIKTIVER GEBER MOP Serie Key-Features: Inhalt: Technische Daten...2 Technische Zeichnung...2 Elektischer Anschluss & Zylinder Anbau...3 Magnetischer Schleifer...4 Zubehör...4 Bestellcode...5 -
hwl-berlin.de hwl-berlin.de DIE HÄRTESTEN IN QUALITÄT INDUKTIONSHÄRTEN EINSATZHÄRTEN VAKUUMHÄRTEN HOCHVAKUUMLÖTEN PLASMANITRIEREN GASNITRIEREN
 hwl-berlin.de hwl-berlin.de DIE HÄRTESTEN IN QUALITÄT INDUKTIONSHÄRTEN EINSATZHÄRTEN VAKUUMHÄRTEN HOCHVAKUUMLÖTEN PLASMANITRIEREN GASNITRIEREN WER WIR SIND HWL IST ERFAHRUNG, BERATUNG UND SERVICE In den
hwl-berlin.de hwl-berlin.de DIE HÄRTESTEN IN QUALITÄT INDUKTIONSHÄRTEN EINSATZHÄRTEN VAKUUMHÄRTEN HOCHVAKUUMLÖTEN PLASMANITRIEREN GASNITRIEREN WER WIR SIND HWL IST ERFAHRUNG, BERATUNG UND SERVICE In den
Dokument Ausgabe Titel (deutsch) Titel (englisch) DIN EN (en)
 Titel (englisch) DIN EN (en)") T56/1 Verzeichnis abgedruckter Normen (nach steigender DIN Nummern geordnet) Dokument Ausgabe Titel (deutsch) Titel (englisch) DIN EN 12543-1 DIN EN 12543-2 DIN EN 12543-3 DIN EN 12543-4 DIN EN 12543-5
T56/1 Verzeichnis abgedruckter Normen (nach steigender DIN Nummern geordnet) Dokument Ausgabe Titel (deutsch) Titel (englisch) DIN EN 12543-1 DIN EN 12543-2 DIN EN 12543-3 DIN EN 12543-4 DIN EN 12543-5
Akkreditierungsumfang der Prüfstelle (EN ISO/IEC 17025:2005) MAGNA STEYR Fahrzeugtechnik AG & Co KG / (Ident.Nr.: 0349)
 MAGNA STEYR Fahrzeugtechnik AG & Co KG / (Ident.Nr.: 0349)") 1 2 AAQ54035 AAQ54077 2014-08 Bestimmung von Butoxypropanol, Methoxypropanol, Butylglykol und Phenoxypropanol in kathodischen Tauchlacken mittels GC/FID 2011-11 Schraubfallprüfung 3 4 5 AAQ54093 AAQ54098
1 2 AAQ54035 AAQ54077 2014-08 Bestimmung von Butoxypropanol, Methoxypropanol, Butylglykol und Phenoxypropanol in kathodischen Tauchlacken mittels GC/FID 2011-11 Schraubfallprüfung 3 4 5 AAQ54093 AAQ54098
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18631-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 25.04.2013 bis 24.04.2018 Ausstellungsdatum: 25.04.2013 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18631-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 25.04.2013 bis 24.04.2018 Ausstellungsdatum: 25.04.2013 Urkundeninhaber:
FIDUS. BERÜHRUNGSLOSE DRAHTUND STANGENPRÜFUNG AUF INNEN- UND OBERFLÄCHENDEFEKTE
 FIDUS. BERÜHRUNGSLOSE DRAHTUND STANGENPRÜFUNG AUF INNEN- UND OBERFLÄCHENDEFEKTE BFIBT ÜBER UNS Dipl.-Ing. Christian Warias Geschäftsführer ÜBER UNS. 1973 als 100 %ige Tochter des VDEh-Betriebsforschungsinstitutes
FIDUS. BERÜHRUNGSLOSE DRAHTUND STANGENPRÜFUNG AUF INNEN- UND OBERFLÄCHENDEFEKTE BFIBT ÜBER UNS Dipl.-Ing. Christian Warias Geschäftsführer ÜBER UNS. 1973 als 100 %ige Tochter des VDEh-Betriebsforschungsinstitutes
MAGNETOSTRIKTIVER GEBER
 MAGNETOSTRIKTIVER GEBER MOP Serie Key-Features: Inhalt: Technische Daten...2 Technische Zeichnung...2 Elektischer Anschluss & Zylinder Anbau...3 Magnetischer Schleifer...4 Zubehör...4 Bestellcode...5 -
MAGNETOSTRIKTIVER GEBER MOP Serie Key-Features: Inhalt: Technische Daten...2 Technische Zeichnung...2 Elektischer Anschluss & Zylinder Anbau...3 Magnetischer Schleifer...4 Zubehör...4 Bestellcode...5 -
Thermo-induktive Prüfung von metallischen Teilen
 DACH-Jahrestagung 2008 in St.Gallen - Di.5.A.2 Thermo-induktive Prüfung von metallischen Teilen Beate OSWALD-TRANTA, Montanuniversität, Lehrstuhl für Automation, Leoben, Österreich Kurzfassung. Bei der
DACH-Jahrestagung 2008 in St.Gallen - Di.5.A.2 Thermo-induktive Prüfung von metallischen Teilen Beate OSWALD-TRANTA, Montanuniversität, Lehrstuhl für Automation, Leoben, Österreich Kurzfassung. Bei der
Handout zur Veranstaltung Demonstrationsexperimente: Hallsonde von Leybold
 Handout zur Veranstaltung Demonstrationsexperimente: Hallsonde von Leybold Valentin Conrad 22.12.2006 Didaktik der Physik Universität Bayreuth 1 1 Einführung Die Hallsonde ist ein Messgerät um Magnetfelder
Handout zur Veranstaltung Demonstrationsexperimente: Hallsonde von Leybold Valentin Conrad 22.12.2006 Didaktik der Physik Universität Bayreuth 1 1 Einführung Die Hallsonde ist ein Messgerät um Magnetfelder
Annährungssensoren. Induktive Sensoren. Kapazitive Sensoren. Ultraschall-Sensoren. Optische Anährungssensoren
 Annährungssensoren Zum Feststellen der Existenz eines Objektes innerhalb eines bestimmten Abstands. In der Robotik werden sie für die Nah-Gebiets-Arbeit, Objekt-Greifen oder Kollisionsvermeidung verwendet.
Annährungssensoren Zum Feststellen der Existenz eines Objektes innerhalb eines bestimmten Abstands. In der Robotik werden sie für die Nah-Gebiets-Arbeit, Objekt-Greifen oder Kollisionsvermeidung verwendet.
Oberflächenvorbereitung für ZfP Normierung, Umsetzung in der Praxis und Einfluss auf die Prüf-Resultate bei Anwendung von PT, MPT, UT und ECT
 Oberflächenvorbereitung für ZfP Normierung, Umsetzung in der Praxis und Einfluss auf die Prüf-Resultate bei Anwendung von PT, MPT, UT und ECT Hintergrund Entstehung Jet Clean Systems 2015 Fusion 2015 Personal
Oberflächenvorbereitung für ZfP Normierung, Umsetzung in der Praxis und Einfluss auf die Prüf-Resultate bei Anwendung von PT, MPT, UT und ECT Hintergrund Entstehung Jet Clean Systems 2015 Fusion 2015 Personal
Ultraschallprüfung an einem Eisenbahnrad. 2. Normative Grundlagen und Richtlinien für die Tätigkeit der fachlich zuständigen Stelle
 Die Werkstoff Service GmbH arbeitet als fachlich zuständige Stelle (FzS) für den Sektor Eisenbahn. Dieser Beitrag beschreibt, was eine fachlich zuständige Stelle ist, welche Anforderungen an eine FzS gestellt
Die Werkstoff Service GmbH arbeitet als fachlich zuständige Stelle (FzS) für den Sektor Eisenbahn. Dieser Beitrag beschreibt, was eine fachlich zuständige Stelle ist, welche Anforderungen an eine FzS gestellt
Uni Themenabend - Technisches QM
 Uni Themenabend - Technisches QM Qualität prüfen Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP Kontakt: request@izfp.fraunhofer.de Vision: Null-Fehler-Produktion Null-Fehler-Produktion ist
Uni Themenabend - Technisches QM Qualität prüfen Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP Kontakt: request@izfp.fraunhofer.de Vision: Null-Fehler-Produktion Null-Fehler-Produktion ist
Qualitätssicherung beim Schweißen von Mg- Knetlegierungen
 Technologieplattform zum Einsatz von Magnesium-Knetlegierungen für den Fahrzeugbau im Produktlebenszyklus 2. TeMaK-Workshop 13.5.2009 Dresden Qualitätssicherung beim Schweißen von Mg- Knetlegierungen Martin
Technologieplattform zum Einsatz von Magnesium-Knetlegierungen für den Fahrzeugbau im Produktlebenszyklus 2. TeMaK-Workshop 13.5.2009 Dresden Qualitätssicherung beim Schweißen von Mg- Knetlegierungen Martin
Austenitbildung und -stabilität in 9-12% Chromstählen ein Anwendungsbeispiel für ThermoCalc
 Austenitbildung und -stabilität in 9-12% Chromstählen ein Anwendungsbeispiel für ThermoCalc Ulrich E. Klotz EMPA Eidgenössische Materialprüfungs- und Forschungsanstalt Dübendorf, Schweiz TCC Anwendertreffen
Austenitbildung und -stabilität in 9-12% Chromstählen ein Anwendungsbeispiel für ThermoCalc Ulrich E. Klotz EMPA Eidgenössische Materialprüfungs- und Forschungsanstalt Dübendorf, Schweiz TCC Anwendertreffen
Direktanzeigende Messgeräte - Theorie und Praxis -
 Direktanzeigende Messgeräte - Theorie und Praxis - BG BAU, Einsatz von direktanzeigenden Messgeräten - Überwachung Anwendung durch die Mitgliedsbetriebe - Ermittlung des zeitlichen Verlaufs Relativbestimmung,
Direktanzeigende Messgeräte - Theorie und Praxis - BG BAU, Einsatz von direktanzeigenden Messgeräten - Überwachung Anwendung durch die Mitgliedsbetriebe - Ermittlung des zeitlichen Verlaufs Relativbestimmung,
Anlage zur Akkreditierungsurkunde D PL
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 03 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 27.04.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D PL 14153 02 03 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 16.04.2015 bis 15.04.2020 Ausstellungsdatum: 27.04.2015 Urkundeninhaber:
Akkreditierungsumfang der Prüfstelle (EN ISO/IEC 17025:2005) TÜV SÜD Landesgesellschaft Österreich GmbH / (Ident.Nr.: 0311)
 TÜV SÜD Landesgesellschaft Österreich GmbH / (Ident.Nr.: 0311)") TÜV SÜD Landesgesellschaft Österreich GmbH / (Ident.: 031 1 1 2 3 4 5 AD HP 5/3 AD HP 5/3 Anlage 1 CCH 70-3 DIN 3381 DIN EN 10160 DIN EN 10228-4 2002-01 Herstellung und Prüfung der Verbindungen; Zerstörungsfreie
TÜV SÜD Landesgesellschaft Österreich GmbH / (Ident.: 031 1 1 2 3 4 5 AD HP 5/3 AD HP 5/3 Anlage 1 CCH 70-3 DIN 3381 DIN EN 10160 DIN EN 10228-4 2002-01 Herstellung und Prüfung der Verbindungen; Zerstörungsfreie
Vorwort. Herzlichst, Gamma Test 3
 Vorwort Sicherheit ist eines unserer Grundbedürfnisse. Wir brauchen ein Mindestmaß an Rechtssicherheit und wirtschaftlicher Sicherheit, im Bereich der Technik jedoch ein Höchstmaß. Sicherheit ist ein entscheidender
Vorwort Sicherheit ist eines unserer Grundbedürfnisse. Wir brauchen ein Mindestmaß an Rechtssicherheit und wirtschaftlicher Sicherheit, im Bereich der Technik jedoch ein Höchstmaß. Sicherheit ist ein entscheidender
Cr-Mo-legierter Vergütungsstahl CrMo4
 Cr-Mo-legierter Vergütungsstahl 1.7223 Normenzuordnung Hauptanwendung Cr-Mo-legierter Vergütungsstahl C 0,38 0,44 Si 0,15 0,40 Mn 0,50 0,80 Cr 0,90 1,20 Mo 0,15 0,30 DIN 17212 1.7223 ISO 683-12 Der Stahl
Cr-Mo-legierter Vergütungsstahl 1.7223 Normenzuordnung Hauptanwendung Cr-Mo-legierter Vergütungsstahl C 0,38 0,44 Si 0,15 0,40 Mn 0,50 0,80 Cr 0,90 1,20 Mo 0,15 0,30 DIN 17212 1.7223 ISO 683-12 Der Stahl
Akkreditiertes Kalibrierlabor
 Akkreditiertes Kalibrierlabor ISO/IEC 17025 Kalibrieren, servicieren, profitieren! www.emcotest.com Jetzt gibt s alles aus einer Hand! Mit über 50 Jahren Erfahrung gewährleistet EMCO-TEST bei der Härteprüfung
Akkreditiertes Kalibrierlabor ISO/IEC 17025 Kalibrieren, servicieren, profitieren! www.emcotest.com Jetzt gibt s alles aus einer Hand! Mit über 50 Jahren Erfahrung gewährleistet EMCO-TEST bei der Härteprüfung
Prüfmittelmanagement und Messtechnische Rückführung
 Prüfmittelmanagement und Messtechnische Rückführung Messtechnik in Unternehmen und Prüfmittelmanagement 21. Juni 2012 TÜV Thüringen Akkreditierungsurkunde, gültig bis 2015 Diese Urkunde wurde uns im November
Prüfmittelmanagement und Messtechnische Rückführung Messtechnik in Unternehmen und Prüfmittelmanagement 21. Juni 2012 TÜV Thüringen Akkreditierungsurkunde, gültig bis 2015 Diese Urkunde wurde uns im November
Methoden der Werkstoffprüfung Kapitel I Grundlagen. WS 2009/2010 Kapitel 1.0
 Methoden der Werkstoffprüfung Kapitel I Grundlagen WS 2009/2010 Kapitel 1.0 Grundlagen Probenmittelwerte ohne MU Akzeptanzbereich Probe 1 und 2 liegen im Akzeptanzbereich Sie sind damit akzeptiert! Probe
Methoden der Werkstoffprüfung Kapitel I Grundlagen WS 2009/2010 Kapitel 1.0 Grundlagen Probenmittelwerte ohne MU Akzeptanzbereich Probe 1 und 2 liegen im Akzeptanzbereich Sie sind damit akzeptiert! Probe
ZFP ZUR ANALYSE VON CFK-BAUTEILEN IN DER FAHRZEUGENTWICKLUNG UND PRODUKTION. BMW GROUP LABORTECHNIK. LÖSUNGEN FÜR DAS NETZWERK.
 ZFP ZUR ANALYSE VON CFK-BAUTEILEN IN DER FAHRZEUGENTWICKLUNG UND PRODUKTION. BMW GROUP LABORTECHNIK. LÖSUNGEN FÜR DAS NETZWERK. Labortechnik München l 15.09.2016 ZFP ZUR ANALYSE VON CFK-BAUTEILEN. GLIEDERUNG.
ZFP ZUR ANALYSE VON CFK-BAUTEILEN IN DER FAHRZEUGENTWICKLUNG UND PRODUKTION. BMW GROUP LABORTECHNIK. LÖSUNGEN FÜR DAS NETZWERK. Labortechnik München l 15.09.2016 ZFP ZUR ANALYSE VON CFK-BAUTEILEN. GLIEDERUNG.
Die Qualität des Prüfergebnisses ist abhängig von der Sorgfalt des Prüfers
 3. Fachseminar Optische Prüf- und Messverfahren - Vortrag 11 Sichtprüfung in der Produktion von Luftfahrzeug-Triebwerken 1 Die Qualität des Prüfergebnisses ist abhängig von der Sorgfalt des Prüfers 2 Lizenz:
3. Fachseminar Optische Prüf- und Messverfahren - Vortrag 11 Sichtprüfung in der Produktion von Luftfahrzeug-Triebwerken 1 Die Qualität des Prüfergebnisses ist abhängig von der Sorgfalt des Prüfers 2 Lizenz:
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18327-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 20.03.2013 bis 19.03.2018 Ausstellungsdatum: 20.03.2013 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18327-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 20.03.2013 bis 19.03.2018 Ausstellungsdatum: 20.03.2013 Urkundeninhaber:
Neue Trends und Herausforderungen für den intelligenten Leichtbau im Automobilbau
 Neue Trends und Herausforderungen für den intelligenten Leichtbau im Automobilbau Prof. Dr.-Ing. Hans-Georg Herrmann Fraunhofer IZfP Lehrstuhl für Leichtbausysteme 1 Gewichtsentwicklung im Automobilbau
Neue Trends und Herausforderungen für den intelligenten Leichtbau im Automobilbau Prof. Dr.-Ing. Hans-Georg Herrmann Fraunhofer IZfP Lehrstuhl für Leichtbausysteme 1 Gewichtsentwicklung im Automobilbau
Fachgespräch Emissionsüberwachung Merkblatt
 Merkblatt zur Kalibrierung von automatischen Messeinrichtungen für Stickoxide (NO x ) und Kohlenmonoxid (CO) nach EN 14181 Die DIN EN 14181 Qualitätssicherung für automatische Messeinrichtungen fordert
Merkblatt zur Kalibrierung von automatischen Messeinrichtungen für Stickoxide (NO x ) und Kohlenmonoxid (CO) nach EN 14181 Die DIN EN 14181 Qualitätssicherung für automatische Messeinrichtungen fordert
Sensorkontrolliertes Bainitisieren von Gusseisen
 Sensorkontrolliertes Bainitisieren von Gusseisen Stiftung Institut für, Bremen Dr.-Ing. H. Klümper-Westkamp Projektvorschlag 04.11. 2008 in Bremen 2 Gliederung Bainitisieren Stahl: Kaltarbeitsstähle Konkurrenz
Sensorkontrolliertes Bainitisieren von Gusseisen Stiftung Institut für, Bremen Dr.-Ing. H. Klümper-Westkamp Projektvorschlag 04.11. 2008 in Bremen 2 Gliederung Bainitisieren Stahl: Kaltarbeitsstähle Konkurrenz
Messreflektoren für die elektromagnetische Schichtdickenmessung
 Messreflektoren für die elektromagnetische Schichtdickenmessung Handreichung für Ausschreibende Stellen Inhalt Seite 1. Verfahrensbeschreibung... 2 2. Verlegeplan... 3 3. Übersicht Messreflektoren... 3
Messreflektoren für die elektromagnetische Schichtdickenmessung Handreichung für Ausschreibende Stellen Inhalt Seite 1. Verfahrensbeschreibung... 2 2. Verlegeplan... 3 3. Übersicht Messreflektoren... 3
Was ist? Edelbaustahl / Stefan Eugster thyssenkrupp Materials Schweiz
 Was ist? Edelbaustahl 2016 / Stefan Eugster Edelbaustähle im thyssenkrupp-sortiment Einsatzstahl Vergütungsstahl Nitrierstahl Federstahl Kugellagerstahl Alle diese Stähle sind für eine Wärmebehandlung
Was ist? Edelbaustahl 2016 / Stefan Eugster Edelbaustähle im thyssenkrupp-sortiment Einsatzstahl Vergütungsstahl Nitrierstahl Federstahl Kugellagerstahl Alle diese Stähle sind für eine Wärmebehandlung
RECHTS, VERWALTUNGS UND BETRIEBSSITZ
 UBER UNS Condomett wurde 1953 als Fachfirma im Gebiet der zerstörungsfreien Prüfungen und der Wärmebehandlungen gegründet. Es ist die erste Firma in Italien, die solche Dienstleistungen im Auftrag Dritter
UBER UNS Condomett wurde 1953 als Fachfirma im Gebiet der zerstörungsfreien Prüfungen und der Wärmebehandlungen gegründet. Es ist die erste Firma in Italien, die solche Dienstleistungen im Auftrag Dritter
Technische Regel Arbeitsblatt DVGW GW 350 (A) Juni 2015
 Juni 2015") www.dvgw-regelwerk.de Technische Regel Arbeitsblatt DVGW GW 350 (A) Juni 2015 Schweißverbindungen an Rohrleitungen aus Stahl in der Gas- und Wasserversorgung; Herstellung, Prüfung und Bewertung Welding
www.dvgw-regelwerk.de Technische Regel Arbeitsblatt DVGW GW 350 (A) Juni 2015 Schweißverbindungen an Rohrleitungen aus Stahl in der Gas- und Wasserversorgung; Herstellung, Prüfung und Bewertung Welding
Neue Konzepte für die Zerstörungsfreie Prüfung und die Zustandsüberwachung von Eisenbahnradsätzen mit Ultraschall
 9. Fachtagung ZfP im Eisenbahnwesen Vortrag 9 Neue Konzepte für die Zerstörungsfreie Prüfung und die Zustandsüberwachung von Eisenbahnradsätzen mit Ultraschall Thomas HECKEL 1, Jens PRAGER 2, Rainer BOEHM
9. Fachtagung ZfP im Eisenbahnwesen Vortrag 9 Neue Konzepte für die Zerstörungsfreie Prüfung und die Zustandsüberwachung von Eisenbahnradsätzen mit Ultraschall Thomas HECKEL 1, Jens PRAGER 2, Rainer BOEHM
Normung der Ausrüstung für die Ultraschallprüfung
 For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 09 Normung der Ausrüstung für die Ultraschallprüfung
For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 09 Normung der Ausrüstung für die Ultraschallprüfung
Aufgabe 1 ( 3 Punkte)
") Elektromagnetische Felder und Wellen: Klausur 2016-2 1 Aufgabe 1 ( 3 Punkte) Welche elektrische Feldstärke benötigt man, um ein Elektron (Masse m e, Ladung q = e) im Schwerefeld der Erde schweben zu lassen?
Elektromagnetische Felder und Wellen: Klausur 2016-2 1 Aufgabe 1 ( 3 Punkte) Welche elektrische Feldstärke benötigt man, um ein Elektron (Masse m e, Ladung q = e) im Schwerefeld der Erde schweben zu lassen?
Zerstörungsfreie Prüfungen an Radsätzen
 Anerkannte Prüfstelle für die Zerstörungsfreie Prüfung im Industriesektor Eisenbahninstandhaltung gemäß DIN 27 201-7 DB-52-AB-298-0-14 MBQ Qualitätssicherung Mittelstraße 14a 06333 Hettstedt-Walbeck Telefon:
Anerkannte Prüfstelle für die Zerstörungsfreie Prüfung im Industriesektor Eisenbahninstandhaltung gemäß DIN 27 201-7 DB-52-AB-298-0-14 MBQ Qualitätssicherung Mittelstraße 14a 06333 Hettstedt-Walbeck Telefon:
VIKING. Werkzeugstahl für das Schneiden und Umformen von stärkerem Schnittgut
 Werkzeugstahl für das Schneiden und Umformen von stärkerem Schnittgut Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere
Werkzeugstahl für das Schneiden und Umformen von stärkerem Schnittgut Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine Informationen über unsere
Ausbildung und Training
 Ausbildung und Training Personalzertifizierung nach DIN EN 473 Personalzertifizierung nach DIN EN 473 3 stufiges Qualifikationssystem Stufe 1: führt ZfP Arbeiten nach einer Prüfanweisung unter Aufsicht
Ausbildung und Training Personalzertifizierung nach DIN EN 473 Personalzertifizierung nach DIN EN 473 3 stufiges Qualifikationssystem Stufe 1: führt ZfP Arbeiten nach einer Prüfanweisung unter Aufsicht
Kundenevent Qualitech Innotec, , Technorama Winterthur
 Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Verfahrens- und Personalqualifikation Qualifizierung von Schweissverfahren und Schweisspersonal unter Berücksichtigung aktueller Normen Verfahrens- und Personalqualifikation Agenda Einleitung Qualifizierung
Lehrplan Durchstrahlungsprüfung (RT)
") Lehrplan Durchstrahlungsprüfung (RT) Inhalt: 1. Zweck und Geltungsbereich... 2 2. Begriffe... 2 3. RT 1... 3 4. RT 2... 5 5. RT 3... 7 Name: M. Zwanzig Name: A. Bachmann Seite: Seite 1 von 8 1. Zweck und
Lehrplan Durchstrahlungsprüfung (RT) Inhalt: 1. Zweck und Geltungsbereich... 2 2. Begriffe... 2 3. RT 1... 3 4. RT 2... 5 5. RT 3... 7 Name: M. Zwanzig Name: A. Bachmann Seite: Seite 1 von 8 1. Zweck und
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11153-06-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 02.06.2015 bis 01.06.2020 Ausstellungsdatum: 02.06.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11153-06-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 02.06.2015 bis 01.06.2020 Ausstellungsdatum: 02.06.2015 Urkundeninhaber:
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber: