Erfolgreich Fräsen im Werkzeugbau
|
|
|
- Jasper Geiger
- vor 6 Jahren
- Abrufe
Transkript

1 Erfolgreich Fräsen im Werkzeugbau 2018 Wolfgang Boos Kristian Arntz Lars Johannsen Marcel Prümmer Rainer Horstkotte Philipp Ganser Tommy Venek Vincent Gerretz
2 WBA Aachener Werkzeugbau Akademie Die WBA Aachener Werkzeugbau Akademie erarbeitet in einem Netzwerk aus führenden Unternehmen des Werkzeugbaus branchenspezifische Lösungen für die nachhaltige Wettbewerbsfähigkeit der Branche Werkzeugbau. Im Mittelpunkt der Aktivitäten stehen die Schwerpunkte Industrieberatung, Weiterbildung, Branchenlösungen sowie Forschung und Entwicklung. Durch einen eigenen Demonstrationswerkzeugbau hat die WBA die Möglichkeit, innovative Lösungsansätze in einer Laborumgebung zu pilotieren und schnell für ihre Partnerunternehmen zugänglich zu machen. Zusätzlich werden Schwerpunktthemen in aktuellen Studien vertieft. Diese geben Auskunft über Trends und Entwicklungen von Markt und Wettbewerb. Fraunhofer-Institut für Produktionstechnologie IPT Aufgabe des Fraunhofer IPT ist die Umsetzung wissenschaftlicher Erkenntnisse in wirtschaftlich nutzbare, einzigartige Innovationen auf dem Gebiet der Produktion. Das Fraunhofer IPT fördert und betreibt anwendungsorientierte Forschung, Umsetzung von Forschungsergebnissen und Beratung mit Relevanz und Wirkung zum unmittelbaren Nutzen für die Industrie und leistet dadurch einen signifikanten Beitrag zu deren Wettbewerbsfähigkeit. Das Geschäftsfeld»Werkzeugbau«des Fraunhofer IPT bietet Unternehmen, Zulieferern und Kunden des Werkzeug- und Formenbaus ganzheitliche Lösungen, damit diese die vielfältigen Herausforderungen ihrer Branche erfolgreich bewältigen. Impressum Erfolgreich Fräsen im Werkzeugbau Studie Fraunhofer IPT Copyright 2018 Autoren: Prof. Dr. Wolfgang Boos, Dr. Kristian Arntz, Lars Johannsen, Marcel Prümmer, Rainer Horstkotte, Philipp Ganser, Tommy Venek, Vincent Gerretz Gestaltung: Karlla Giol ISBN: Druck: printclub, 1. Edition Fraunhofer-Institut für Produktionstechnologie IPT Steinbachstraße Aachen WBA Aachener Werkzeugbau Akademie GmbH Campus-Boulevard Aachen Die Ergebnisse der maschinenintegrierten Oberflächennachbearbeitung wurden in Zusammenarbeit mit der Mössner GmbH und der Zecha Hartmetall-Werkzeugfabrikation GmbH erzielt. Der gefertigte Demonstrator wurde von der Firma Fraisa SA zur Verfügung gestellt.
3 Erfolgreich Fräsen im Werkzeugbau 2018 Wolfgang Boos Kristian Arntz Lars Johannsen Marcel Prümmer Rainer Horstkotte Philipp Ganser Tommy Venek Vincent Gerretz
4 Spotlight Die Branche des Werkzeug- und Formenbaus steht vor einer Vielzahl an Herausforderungen. Technologische Trends, Globalisierung sowie steigende Qualitätsansprüche erfordern von den Werkzeugbauunternehmen zunehmend eine flexible Werkzeuggestaltung und effiziente Prozesse. Der optimale Einsatz vorhandener sowie die Integration innovativer Fertigungstechnologien in bestehende Prozessketten sind daher von entscheidender Bedeutung. Erfolgreich Fräsen im Werkzeugbau Die Studie Erfolgreich Fräsen im Werkzeugbau zeigt den derzeitigen Status quo der Frästechnologie in der Branche des Werkzeug- und Formenbaus in Deutschland auf. Darüber hinaus werden aktuelle Trends und technologische Entwicklungen beschrieben. Abschließend wird ein Vorgehen zur Auslegung der optimalen Bearbeitungsstrategie beim Fräsen vorgestellt. Das Fräsen ist eine Schlüsseltechnologie des Werkzeug- und Formenbaus und aufgrund der hohen Flexibilität gut in Prozessketten integrier bar. Hinsichtlich einer effizienten und stabilen Prozessauslegung sind jedoch verschiedene Einflussfaktoren wie beispielsweise Fräswerkzeug, Bauteilwerkstoff und Bearbeitungsstrategie zu berück sichtigen.
5 22,1 h 71 % beträgt die durchschnittliche Bearbeitungszeit eines Werkstücks beim Schlichten der Unternehmen setzen eine Kollisionskontrolle während der CAM-Programmierung ein 54 % 50 % beträgt das durch die Umfrageteilnehmer erwartete Wachstum an 5-Achs-Prozessen im Schlichten in 5 bis 10 Jahren der befragten Unternehmen setzen eine Online-Überwachung des Fräsprozesses ein 35 % 450 Fräswerkzeugtypen werden maximal eingesetzt der Unternehmen gehen in 5 bis 10 Jahren von geforderten Oberflächengüten (Rz) von weniger als 1 µm aus

6 Erfolgreich Fräsen im Werkzeugbau 6

7 Executive Summary Eine vollständige Nutzung der technologischen Potentiale der Frästechnologie findet im Werkzeug- und Formenbau derzeit nicht statt. Der Werkzeug- und Formenbau in Deutschland und anderen Hochlohnländern unterliegt zahlreichen Herausforderungen. Die Kunden, in Form des produzierenden Gewerbes, erwarten kontinuierlich höhere Werkzeugqualitäten bei zunehmend schwierig zu bearbeitenden Werkstoffen. Darüber hinaus erfordern zunehmend komplexe Produktdesigns sowie eine wachsende Variantenvielfalt eine steigende Flexibilität des Fräsens. [1] Die Globalisierung der Wirtschaft führt dazu, dass neue Wettbewerber auf den Markt des Werkzeug- und Formenbaus drängen, die sich durch niedrige Lohnkosten auszeichnen. [2] Hierdurch werden etablierte Werkzeugbauunternehmen einem hohen Kostendruck ausgesetzt. Aus diesem Grund dürfen sich Unternehmen des Werkzeug- und Formenbaus nicht vor neuen Technologietrends, wie der additiven Fertigung oder Industrie 4.0 verschließen, um konkurrenzfähige Werkzeuge und Dienstleistungen am Markt anbieten zu können. [3] Die Branche begegnet den genannten Herausforderungen mit einem fundamentalen Wandel der Organisationsstrukturen. Ausgehend von einem Fertigungsverständnis als handwerkli che Manufaktur mit langen Durchlaufzeiten, geringer Termintreue und hohen Beständen ist ein industrieller Werkzeugbau anzustre ben. Dieser ist durch standardisierte Werkzeuge und Prozessabfolgen, kurze Durchlaufzeiten mit hoher Termintreue sowie eine zuneh mende Flussorientierung charakterisiert. Zur Realisierung dieses Fertigungswandels sind stabile und flexible Prozesse essentiell für den Erfolg eines Unternehmens. Im Werkzeug- und Formenbau ist die Technologie des Fräsens mit einem Fertigungsanteil von 47 % eine der Kerntechnologien. Die zugrunde liegende Studie zeigt, dass die technologischen Möglichkeiten des Fräsens nicht vollständig ausgeschöpft werden. Insbesondere der Einsatz innovativer Fräswerkzeugkonzepte oder der Einsatz einer Prozessdatenerfassung besitzen hohes Potenzial. Um den beschriebenen Wandel auch auf fertigungstechnsicher Ebene umsetzen zu können, werden in dieser Studie aktuelle technologische Innovationen speziell im Bereich der Frästechnologie vorgestellt. Im Bereich der Prozessplanung werden alternative Schruppfrässtrategien, wie etwa das Tauch- oder Trochoidalfräsen, diskutiert. Im Bereich des Schlichtfräsens werden neuartige Bearbeitungsstrategien in Verbindung mit innovativen Werkzeugkonzepten, wie etwa der Einsatz von Tonnen- bzw. Kreissegmentfräsern, näher betrachtet. Des Weiteren werden innovative Werkzeugkonzepte zur maschinenintegrierten Oberflächennachbearbeitung vorgestellt. Durch die Integration der vorgestellten Werkzeugkonzepte können bereits auf der Fräsmaschine eine hohe Oberflächengüte erzielt und dadurch nachfolgende Prozessschritte verkürzt werden bzw. gänzlich entfallen. Schließlich werden die Potentiale der Prozessdatenerfassung aufgezeigt. Hierzu werden anhand des gewählten Demonstrators exemplarisch die Prozessschritte Datenerfassung, -verarbeitung und -visualisierung zur Bewertung der Bauteilqualität vorgestellt. Abschließend wird ein Vorgehen erläutert, das den Unternehmen ermöglicht, mit einem Demonstrator die optimale Bearbeitungsstrategie für einen Fräsprozess festzulegen, um somit den in dieser Studie beschriebenen Herausforderungen und Anforderungen entgegenzutreten. 47 % beträgt der durchschnittliche Fertigungsanteil des Fräsens 7

8 Erfolgreich Fräsen im Werkzeugbau 8
9 Studiendesign Umfragen mit bis zu 237 beteiligten Unternehmen bilden die Datengrundlage dieser Studie. In Zusammenarbeit mit dem Lehrstuhl für Produktionssystematik des Werkzeugmaschinenlabors WZL der RWTH Aachen und dem Fraunhofer-Institut für Produktionstechnologie IPT fokussiert die WBA Aachener Werkzeugbau Akademie ihre Tätigkeiten auf die Bewertung von Werkzeugbaubetrieben und Marktanalysen der Branche. Über die Jahre wurde so eine Datenbank mit mehr als Benchmarkingdatensätzen deutscher und internationaler Werkzeugbaubetriebe erstellt. Da die Daten nicht älter als fünf Jahre sind, sind ganzheitliche Aussagen hinsichtlich der Leistungs- und Wettbewerbsfähigkeit der Werkzeugbaubetriebe sowie zur zukünftigen Entwicklung möglich. Die vorliegende Studie Erfolgreich Fräsen im Werkzeug bau entstand in Zusammenarbeit zwischen der Gruppe Technologieorganisation und der Abteilung Hochleistungszerspanung des Fraunho fer-instituts für Produktionstechnologie IPT. Ziel der Studie ist es, einen Überblick über den derzeitigen Stand der Frästechnologie im deutschsprachigen Werkzeug- und Formenbau sowie aktuelle technologische Innovationen im Fräsen zu geben. Die Grundlage der Studie bilden zwei Umfragen. Einerseits wurde zur ganzheitlichen Erfassung des Status quo der Werkzeugbaubranche eine weitgefächerte Umfrage mit 237 Umfrageteilnehmern und 30 zu beantwortenden Fragen durchgeführt. Andererseits wurde innerhalb einer Gruppe von 14 Unternehmen ein direkter Vergleich der CAM-Programmierung und Fräsbearbeitung mit einem Demonstrator durchgeführt, um eine Analyse der eingesetzten Frässtrategien sowie deren Leistungsfähigkeit zu ermöglichen. Umfrage zum Status quo Im Rahmen der Befragung zum Status quo gaben 237 Umfrageteilnehmer Auskunft zu allgemeinen Fragen der Werkzeugbaubranche, dem Stand der Technik und zukünftigen technologischen Trends. Aufgrund der hohen Anzahl an Unternehmen sind die Branchen der adressierten Kunden heterogen verteilt, wobei mit 44 % die Automobilindustrie dominiert. Eine Betrachtung des Werkzeugspektrums zeigt zudem, dass die hergestellten Werkzeuge mit 62,6 % überwiegend Spritzgusswerkzeuge sind, gefolgt von allgemeinen Vorrichtungen mit 48,8 %. Der Marktzugang ist mit einem Anteil von ca. zwei Dritteln extern und zu einem Drittel intern. Umfrage zu Frässtrategien Die Datenerhebung zur Analyse der eingesetzten Frässtrategien stützt sich auf ein Konsortium von 14 Unternehmen. Ähnlich wie die Umfrage zum Status quo ist eine heterogene Verteilung der adressierten Kundenbranchen festzustellen, wobei mit 78 % ebenfalls die Automobilbranche dominiert. Im Vergleich zeigt sich jedoch ein anderes Werkstückspektrum. So dominieren mit 51 % ebenfalls die Spritzgusswerkzeuge, jedoch zählen trotz des hohen Anteils der Automobilindustrie die Blechverarbeitungswerkzeuge mit 21 % nicht zu den häufigsten Werkzeugen. Struktur der Studie Der Aufbau der Studie ist so strukturiert, dass zunächst der aktuelle Stand der Technik der Frästechnologie beleuchtet wird. Hieraus werden technologische Handlungspotentiale abgeleitet, für die im weiteren Verlauf der Studie innovative Lösungen vorgestellt werden. Zur Bewertung der aufgezeigten Lösungsmöglichkeiten wird ein Vorgehen mit einem Demonstrator vorgestellt, mit dem Unternehmen befähigt werden, Fräsprozesse systematisch zu bewerten. Referenzgruppe: Allgemeiner Status quo [Mehrfachnennung möglich] n = % Automobilindustrie Referenzgruppe: Konsortium Frässtrategie [Mehrfachnennung möglich] n = % Automobilindustrie 63 % Spritzgussformen 51 % Spritzgussformen 39 % Kunststoffindustrie Kunststoffindustrie Vorrichtungen 29 % 29 % Top 3 Branchen Top 3 Werkzeuge 49 % Vorrichtungen 37 % 34 % Metallverarbeitende Industrie Metallverarbeitende Industrie Blechverarbeitungswerkzeuge Top 3 Branchen Top 3 Werkzeuge 28 % 21 % Massivumformwerkzeuge 9

10 10 Erfolgreich Fräsen im Werkzeugbau
11 Erfolgreich Fräsen im Werkzeugbau Erfolgreich Fräsen im Werkzeugbau Den Stand der Technik des Fräsens zu beherrschen, ist die Pflicht, die Innovation zu meistern die Kür. Eine der Kerntechnologien des Werkzeugund Formenbaus ist das Fräsen, welches branchenunabhängig mit bis zu 50 % den größten Fertigungsanteil aufweist. Bedingt durch die charakteristische Unikatfertigung ist eine Beherrschung der Prozessstellgrößen im Hinblick auf die Herstellung eines den Kundenanforderungen entsprechenden Werkzeugs bei minimalen Kosten essentiell. Das Ziel der Optimierung eines Fräsprozesses ist demnach weniger die Ausreizung der technologischen Grenzen, sondern vielmehr eine hohe Prozesssicherheit bei gleichzeitig hoher Effizienz. Eine Betrachtung der zentralen Herausforderungen der befragten Unternehmen zeigt, dass diese ausgehend vom technolo gischen Standpunkt vielfältig sind. Die steigenden Kundenanforderungen erfordern von den Unternehmen die Festlegung einer geeigneten Bearbeitungsstrategie. Hierbei müssen verschiedene Aspekte wie eine geeignete Wahl des Schneidstoffes oder Parameter wie Spindeldrehzahl und Vorschubgeschwindigkeit berücksichtigt werden. Insbesondere die Integration einer innovativen Datenverarbeitung stellt derzeit viele Unternehmen vor Probleme, sodass nicht alle Potentiale genutzt werden. Die Befragung der Werkzeugbauunternehmen zeigt, dass sich erfolgreiche Frässtrategien durch drei Aspekte charakterisieren: Prozessoptimierung, Integration in die Prozesskette und eine intelligente Datenverarbeitung. Bei der Prozessoptimierung stehen vor allem die Steigerung der Maschinenlaufzeit, der optimierte Werkzeugnutzen sowie ein reduzierter Werkzeugverschleiß, während bei der Prozesskettenintegration die Gesamtbearbeitungsdauer im Vordergrund steht. Schließlich ist ein Merkmal einer modernen Datenverarbeitung die Aufnahme von prozessrelevanten Maschinendaten. Im Folgenden werden moderne Fräswerkzeugtypen vorgestellt, die aufgrund des großen Konturradius eine Produktivitätssteigerung von 80 % versprechen. Darüber hinaus werden zwei aktuelle Bearbeitungsstrategien in Form des Trochoidal- und Tauchfräsens beschrieben, mit denen einerseits eine höhere Zerspanrate und somit eine verbesserte Produktivität zu erreichen ist und andererseits ein positiver Einfluss auf die Stabilität ausgeübt werden kann. Die für den Werkzeug- und Formenbau kennzeichnenden hohen Anforderungen an die Oberflächencharakteristik können durch eine maschinenintegrierte Oberflächennachbearbeitung erreicht werden. Mit dem Einsatz von Diamantdrück- und Hartmetall-Kugelkopfwerkzeugen kann die Oberflächenrauheit um 50 % reduziert werden, wobei sich die Aufwände für den zusätzlichen Prozessschritt in Grenzen halten. Schließlich wird mit dem Digitalen Zwilling eine Methode der Datenverarbeitung vorgestellt, die einen Vergleich des Soll- und Ist-Werkzeugpfads ermöglicht, sodass die Genauigkeit der Werkzeugmaschine eingeschätzt werden kann. Zusätzlich zu der Vorstellung von aktuellen technologischen Entwicklungen vermittelt die Studie ein Vorgehen zur Bewertung der optimalen Bearbeitungsstrategie. Mit diesem Leitfaden ist es möglich, unternehmensspezifisch optimale Prozessparameter und Prozessketten für die Fertigung von Werkzeugen abzuleiten. Erfolgsfaktoren für erfolgreiche Frässtrategien Produktivität Flexibilität Datenverarbeitung 11

12 12 Erfolgreich Fräsen im Werkzeugbau
13 Fräsen im Werkzeugbau Status quo Klassische Bearbeitungsstrategien sowie konventionelle Fräswerkzeugkonzepte dominieren den Werkzeug- und Formenbau. Die Schlüsselstellung des Werkzeug- und Formenbaus in der industriellen Wertschöpfungskette produzierender Unternehmen und das branchenübergreifende Produktspektrum stellen hohe Anforderungen an die eingesetzten Fertigungstechnologien zur kundengerechten Herstellung der Werkzeuge. Die richtige Wahl der Bearbeitungsstrategie ist die Grundlage für einen optimalen Kompromiss aus geringen Fertigungskosten, hoher Flexibilität sowie geforderter Qualität. Neben der Bearbeitungsstrategie sind dabei die wichtigsten Einflussgrößen das Werkstück, die Fräswerkzeugtypen sowie die Werkzeugmaschine. Im Folgenden wird eine Übersicht über den aktuellen Stand der Technik der verschiedenen Einflussfaktoren beim Fräsen aufgezeigt. Werkstücke Die Umfrage zeigt, dass mit 47,1 % überwiegend kleinere Werkzeuge mit Abmessungen kleiner als 250 mm x 250 mm gefertigt werden. Mit zunehmender Werkzeuggröße ist eine Abnahme des prozentualen gefertigten Anteils zu verzeichnen, wobei lediglich 5 % der Werkzeuge größer als 1000 mm x 1000 mm sind. Der am häufigsten verwendete Werkstoff ist der Warmarbeitsstahl Ein branchenspezifischer Vergleich der eingesetzten Werkstoffe zeigt, dass 43 % der befragten Werkzeugbauunternehmen mit Fokus auf Spritzgusswerkzeugen den Warmarbeitsstahl verwenden, wohingegen Werkzeuge zur Blechverarbeitung mit 44 % am häufigsten aus dem Kaltarbeitsstahl gefertigt werden. Des Weiteren sind die Werkstücke durch eine Härte von 52,7 HRC gekennzeichnet. Zudem gibt ein Großteil der befragten Unternehmen (75 %) an, dass bei den zu erzeugenden Werkstückoberflächen durchschnittlich Oberflächengüten (Rz) von 1 bis 10 µm gefordert werden. Ein kleiner Teil der Werkzeugbaubetriebe (7 %) gibt sogar an, dass durchschnittlich Oberflächengüten (Rz) von weniger als 0,5 µm von den Kunden gefordert werden. Fräswerkzeuge Im Rahmen der Fräsbearbeitung von Werkzeugen setzen die befragten Unternehmen eine große Variation an verschiedenen Fräswerkzeugtypen ein. Dabei kommen bis zu 450 verschiedene Fräswerkzeugtypen zum Einsatz. Zur Erreichung einer wirtschaftlichen Betriebsmittelorganisation ist eine möglichst geringe Anzahl verschiedener Fräswerkzeuge anzustreben. Diese Standardisierung führt auch zu einer höheren Prozessstabilität. Eine Betrachtung der verschiedenen Werkzeugtypen, exemplarisch für den Schlichtprozess, zeigt, dass überwiegend konventionelle Werkzeuge wie Schaft- (86 %), Torus- (93 %), Kugelkopf- (93 %) und Wendeplattenfräswerkzeuge (50 %) verwendet werden. Innovative Werkzeugtypen wie Kreissegmentfräser werden dagegen nur zu 21 % verwendet. Dem zugrunde liegen die komplexen Werkzeuggeometrien und die daraus resultierenden Herausforderungen bei der CAM-Programmierung. Verteilung der Werkzeuggrößen 47 % < 250 mm x 250 mm 23 % < 500 mm x 500 mm 10 % < mm x mm 4 % 2 % < mm x mm > mm x mm 13
14 Die häufigsten Achskonfigurationen beim Schruppen 49 % Fräsen, 3-achsig 18 % Fräsen, 3+2-achsig 7 % Fräsen, 5-achsig Die häufigsten Achskonfigurationen beim Schlichten 44 % Fräsen, 3-achsig 20 % Fräsen, 3+2-achsig 13 % Fräsen, 5-achsig Fräsmaschine Die Leistungsfähigkeit der Werkzeugmaschine hat einen direkten Einfluss auf die Produktivität, Flexibilität und Qualität des Fertigungsprozesses. Beispielsweise führt eine Ausstattung mit aktueller Peripherie in Form von Werkzeug- und Werkstückwechslern zu einer Steigerung der mannlosen Fertigung und somit zu einer Steigerung der Produktivität. Im Vergleich zu anderen Fertigungstechnologien, so das Ergebnis der Studie Erfolgreich Automatisieren im Werkzeugbau, ist der Automatisierungsgrad beim Fräsen mit 62 % am höchsten. Moderne Werkzeugmesssysteme führen zudem zu einer Verringerung der Rüst- und Nebenzeiten und haben somit ebenfalls einen positiven Einfluss auf die Produktivität. Bei der Qualität wirken sich bspw. Prozessüberwachungssysteme und eine leistungsfähige Schwingungsdämpfung auf die Genauigkeit und Oberflächengüte aus. Hinsichtlich der Flexibilität sind vor allem der Arbeitsraum und die Anzahl der Achsen von Bedeutung. Bei den 237 befragten Unternehmen zeigt sich, dass mit knapp 50 % die dominierende Achskonfiguration die 3-Achs-Konfiguration ist, wohingegen die 3+2-Achs-Konfiguration zu knapp 20 % und die 5-Achs-Konfiguration zu ungefähr 10 % verwendet werden. Für die geringe Verbreitung der 5-Achs-Konfiguration lassen sich zwei Gründe benennen. So erfordern eine Vielzahl der hergestellten Werkstücke nicht zwingend eine simultane 5-Achs-Bearbeitung. Daher wird zur Sicherstellung einer hohen Prozessstabilität der Fokus auf die etablierte 3-Achs-Bearbeitung gelegt. Des Weiteren ist die geringe Verbreitung der 5-Achs-Bearbeitung damit zu begründen, dass die befragten Unternehmen vor Herausforderungen, vor allem in der Programmierung, gestellt werden. Frässtrategien Abhängig vom aktuellen Bearbeitungsstand des Werkstücks ist zwischen zwei grundsätzlichen Bearbeitungsschritten zu entscheiden: Schrupp- und Schlichtbearbeitung. Das Ziel der Schruppbearbeitung ist das Erzielen eines maximalen Zeitspanvolumens. Der Zerspanprozess wird aufgrund einer möglichst hohen Produktivität an der mechanischen Belastungsgrenze betrieben. Dabei kommen große Fräswerkzeugdurchmesser mit belastbaren Schneidstoffen zum Einsatz. Die durchschnittliche Bearbeitungsdauer pro Werkstück beträgt bei den befragten Werkzeugbauunternehmen 7 h. Der Prozessschritt des Schlichtens dagegen hat das Ziel, eine maximale Zeitspanfläche zu erreichen, sodass das bearbeitete Werkstück eine möglichst hohe Oberflächenqualität aufweist. Demnach ist die Bearbeitung durch geringe Zustellungen sowie Vorschübe gekennzeichnet. Daraus resultieren hohe dynamische und thermische Belastungen sowie aufgrund der im Werkzeugbau vorherrschenden komplexen Geometrien ein hoher Programmieraufwand. Die Schlichtbearbeitung dominiert mit einer durchschnittlich aufgewendeten Bearbeitungszeit von 22 h pro Werkstück. 14
15 Vor- und Nachteile der Achskonfigurationen Konstante Prozessparameter in allen Bereichen 3-achsig 3+2-achsig 5-achsig Einsatz kurzer und damit stabiler Werkzeuge Vermeidung von Mehrfachaufspannungen Große Zeilenbreite durch den Einsatz von Torus- oder Tonnenfräswerkzeugen Geringe Bearbeitungszeiten Geometrische Flexibilität Kollisionsgefahr Verringerte Genauigkeit durch hohe Anzahl an Maschinenachsen Programmieraufwand sehr gut gut durchschnittlich schlecht sehr schlecht Welche Werkzeugformen setzen Sie beim Schruppen / Schlichten standardmäßig ein? [Mehrfachnennung möglich] Schruppbearbeitung Schlichtbearbeitung 93 % 93 % 100 % 86 % 86 % 64 % 50 % 50 % 21 % 14 %14 % 21 % 14 % 14 % 0 % 0 % 7 % 7 % Schaftfräser Torusfräser Kugelkopffräser Lollipop-Fräser Kreissegmentfräser Multifräser Nutenfräser Wendelplatten- Fräswerkzeuge Sonstige 15
16 86 % Es werden parametrische Systeme (CAD) eingesetzt Fähigkeiten CAD/CAM-Systeme [Mehrfachnennung möglich] 43 % Es werden assoziative Systeme eingesetzt 29 % Die Systeme sind assoziativ in Richtung CAD ->CAM 15 verschiedene CAM-Systeme sind insgesamt bei dem befragten Konsortium von 14 Unternehmen im Einsatz 14 % Assoziative Systeme sind nicht bekannt 7 % Die Systeme sind assoziativ in beide Richtungen CAD <->CAM Die Systeme sind assoziativ in Richtung CAM ->CAD 0 % 0 % Parametrische CAD-Systeme sind nicht bekannt Computer-Aided Manufacturing In der Produktionstechnik steht die Abkürzung CAM für Computer-Aided Manufacturing und beschreibt die computergestützte Steuerung von Produktionsanlagen und angeschlossener Peripherie. [4] Am Markt existiert derzeit eine Vielzahl an verschiedenen CAM-Systemen, deren Schwerpunkte technologisch und branchenspezifisch variieren. Von den 14 an der Umfrage zu eingesetzten Bearbeitungsstrategien beteiligten Unternehmen werden insgesamt 15 verschiedene CAM-Software-Produkte eingesetzt. Die Gründe hierfür sind vor allem die branchenabhängige Eignung unterschiedlicher CAM-Software-Produkte für die jeweiligen Programmieraufgaben, sowie eine oftmals historisch gewachsene Festlegung auf einen bestimmten Software-Typ. Werden die Eigenschaften der CAM-Systeme im Detail betrachtet, so fällt auf, dass die Funktion der automatischen Feature-Erkennung nicht bei allen Unternehmen genutzt wird. 57,1 % der befragten Werkzeugbaubetriebe setzen CAM-Systeme ein, die eine automatische Geometrieerkennung von einfachen Formen wie Bohrungen oder Taschen ermöglichen. Ein weiteres signifikantes Leistungsmerkmal eines CAM-Systems sind die Schnittstellen zu anderen Softwaresystemen in der CAD/CAM Datenkette. Von besonderer Bedeutung ist hierbei die Schnittstelle zwischen CAM-System und CAD-System (Computer-Aided Design). Oftmals wünscht der Kunde des Werkzeug- und Formenbaus auch kurzfristig Änderungen an den bereits übermittelten Konstruktionsdaten. Oftmals verursachen diese Änderungen signifikante Mehraufwände in der Prozessplanung und Fertigung, da die angepasste Geometrie vom CAD-System erneut an das CAM-System übergeben werden und an dieser Stelle eine Neuprogrammierung erfolgen muss. Eine effiziente Verkettung zwischen CAD und CAM ist daher vorteilhaft. 86 % der befragten Unternehmen setzen zur schnellen Umsetzung von Änderungen der Konstruktionsdatei parametrische Systeme ein. 43 % der Unternehmen geben an, das eine Assoziativität zwischen CAD- und CAM-System besteht. Des Weiteren muss zwischen der Richtung der Verknüpfung bei assoziativen Programmen unterschieden werden. Je nach System ist eine Verknüpfung von CAD zu CAM möglich, von CAM zu CAD sowie in beide Richtungen. Der Prozess der CAM-Bahnplanung kann durch die Anbindung unterstützender Systeme weiter optimiert werden. Hierzu zählt beispielsweise die Anbindung von Technologiedatenbanken zur schnellen Auswahl geeigneter Schnittdaten. Ein hoher Anteil von 57 % der befragten Unternehmen nutzt bereits derartige Datenbanken. Eine weitere Möglichkeit zur Optimierung des Planungsund Fertigungsprozesses ist die Nutzung von Product Manufacturing Information, sogennanten PMI. Durch die Verwendung von PMI werden zusätzliche Fertigungsinformationen wie Toleranzen und Oberflächengüten mit der 3D-Datei des Werkstücks übermittelt, so dass auf klassische Werkstückzeichnungen verzichtet werden kann. PMI werden von knapp 29 % der befragten Unternehmen eingesetzt. Die in der eigentlichen Fräsbearbeitung erzielte Bauteilqualität wird aktuell durch zeit- und kostenintensive Messprozeduren im Anschluss an den Fräsprozess ermittelt. An dieser Stelle kann die digitale Maschinendatenerfassung und Visualisierung mit Hilfe des Digitalen Zwillings Prüfaufwände reduzieren und Messdaten allgemeinverständlich darstellen. Aus der zugrunde liegenden Studie geht allerdings hervor, dass der Innovationstreiber Digitaler Zwilling von keinem der befragten Unternehmen zum heutigen Zeitpunkt eingesetzt wird. 16
17 Simulationen in der Fertigung Der Begriff Simulation beschreibt das möglichst realitätsnahe Abbilden eines Systems mit dynamischen Prozessen in einem experimentierbaren Modell. [5] Im Rahmen des Werkzeugbaus bzw. in der Produktion allgemein werden die Abläufe von Fertigungsprozessen mit unterschiedlichen Schwerpunkten simuliert. Neben bereits etablierten Simulationen, wie etwa der Maschinensimulation bzw. Kollisionskontrolle in der CAM-Programmierung, sind im Bereich des Fräsens Abbildungen der Eingriffsbedingungen des Fräswerkzeugs oder eine Überprüfung und Optimierung der NC-Bahnen von Bedeutung. Letzteres wird im Folgenden näher beschrieben. Die Vorgehensweise der NC-Bahn Simulation gliedert sich in mehrere Schritte. Zunächst muss die Maschinenkinematik aufgenommen und in der Simulationsumgebung abgebildet werden. Daraufhin kann der im CAM-System festgelegte Werkzeugweg analysiert werden, sodass ungünstige Werkzeugwege identifiziert werden können. Basierend auf der Maschinenkinematik können darüber hinaus die aus dem Werkzeugpfad resultierenden Achsbewegungen, Geschwindigkeit, Beschleunigung und Ruck berechnet, analysiert und durch eine Anpassung der NC-Bahn oder Aufspannposition optimiert werden. Auch charakteristische Fehlerquellen wie etwa die Lage von Achsumkehrpunkten auf der Bauteiloberfläche können identifiziert und deren Einfluss auf das Fertigungsergebnis minimiert werden. Das Ziel dieses Vorgehens ist demnach ein harmonisierter Werkzeugweg mit einem an die Maschine angepassten Bewegungsprofil. Die durch das Fraunhofer IPT entwickelte und vertriebene Software NC-Profiler ermöglicht es Unternehmen, die beschriebenen Analyse- und Optimierungsaufgaben schnell und effizient innerhalb des eigenen Betriebsablaufs durchzuführen. Die dargestellte Unterstützung der Prozessplanung durch geeignete Simulationssoftware ermöglicht es, Fehler in der Programmierung bereits vor dem eigentlichen Fräsen zu identifizieren und zu beheben. Aufwändige und kostenintensive Einfahrprozesse sowie Stillstandszeiten werden vermieden. Eine Reduktion der Fertigungskosten ist die Folge. Vor dem Hintergrund der genannten Vorteile setzt mit 71 % ein großer Teil der befragten Unternehmen bereits Materialabtrags- und Kollisionskontrollen in der CAM-Planung ein. In der Kollisionskontrolle wird von nahezu allen Unternehmen nicht nur das Werkstück und das Fräswerkzeug, sondern die gesamte Maschinenperipherie inkl. etwa Aufspannmitteln, Rundtischen und Linearachsen berücksichtigt. Demgegenüber führt keines der befragten Unternehmen eine Simulation hinsichtlich NC-Datenqualität oder der Eingriffssituation und dem daraus resultierenden Werkzeugverschleiß durch. Aktuelle Entwicklungen des Fraunhofer IPT in Form von industriell anwendbaren Software-Tools zur simulationsgestützten Prozessplanung haben das Ziel, das hiermit verbundene Potential für Industrieunternehmen zugänglich zu machen. Eingesetzte Simulationswerkzeuge zur Analyse und Optimierung der CAM-Bahnplanung [Mehrfachnennung möglich] 71 % 64 % 64 % Reine Kollisionskontrolle Abtragssimulation Maschinensimulation inkl. Peripherie 7 % Keine 7 % Sonstige 0 % NC-Datenoptimierung CAD-System CAM-System Postprozessor Maschine Komponente Maschinenunabhängiger NC-Code NC-Programm für spezifische Maschine NC-Profiler 17

18 Erfolgreich Fräsen im Werkzeugbau 18
19 Strategien, Fräswerkzeuge und CAM-Software Moderne Software zur Prozessplanung ermöglicht die Verwendung innovativer Bearbeitungsstrategien sowie Werkzeugtechnologien zur Erzielung einer optimalen Bauteilqualität und Wirtschaftlichkeit. Die Bearbeitung geometrisch komplexer Bauteile aus anspruchsvollen Werkstoffen basiert heutzutage auf dem intensiven Einsatz mehrachsiger Fräsprozesse, gestützt durch sogenannte Computer-Aided Manufacturing Software (CAM). Unter Berücksichtigung einer geeigneten Prozessauslegung zeichnet sich die Technologie des Fräsens durch die Erzielung einer hohen Bauteilqualität und Wirtschaftlichkeit aus. Insbesondere der Auswahl geeigneter Bearbeitungsstrategien, in Verbindung mit moderner Werkzeug- sowie Maschinentechnologie, kommt hierbei besondere Bedeutung zu. Stand der Technik Die der Studie zugrunde liegenden, aktuellen Umfrageergebnisse zeigen, dass heutige Fräsprozesse größtenteils auf 3- bzw. 3+2-achsigen Operationen beruhen. Insbesondere im Bereich des Schruppens beträgt der Anteil 3-achsiger Prozesse 49 %, der Anteil 3+2-achsiger Prozesse liegt bei 18 % und auf 5-achsige Fräsprozesse entfallen lediglich 7 %. Es kommen hauptsächlich die Bahnstrategien Z-Konstant und Restmaterial zum Einsatz. Laut Aussage der beteiligten Unternehmen liegt die intensive Nutzung 3-achsiger Schruppprozesse insbesondere in der vergleichsweise einfachen Bahnplanung und der hohen Prozesssicherheit begründet. In Folge können Schruppprozesse schneller auf der Bearbeitungsmaschine umgesetzt werden und darüber hinaus automatisiert ablaufen. Im Bereich des Schlichtens ist eine ähnliche Verteilung der genutzten Achskonfigurationen wie beim Schruppen erkennbar. In erster Linie kommt ebenfalls eine 3-achsige Prozessfühung zum Einsatz. Hauptsächlich kommen Bahnführungsstrategien wie Z-Konstant, konstante Rautiefe oder Restmaterial zur Anwendung. Die 3-achsige Schlichtbearbeitung zumeist komplex geformter Bauteiloberflächen bringt zahlreiche Vor- und Nachteile mit sich. So ermöglicht die 3-achsige Prozessführung beim Schlichten ähnlich dem Schruppen eine einfachere Bahnplanung und Kollisionskontrolle. Dem gegenüber stehen jedoch schwankende Eingriffsverhältnisse am Fräswerkzeug, welche oftmals in variierenden Schnittgeschwindigkeiten, Verschleißverteilungen und Oberflächengüten resultieren. 3+2-achsige bzw. simultan 5-achsige Prozesse werden heute meist nur dort eingesetzt, wo aufgrund geometrischer Gegebenheiten wie etwa Hinterschnitten eine höhere geometrische Flexibilität notwendig ist oder eine angepasste Bahnführung aus technologischen Gründen nicht vermieden werden kann. Trends in der Schruppbearbeitung Das Ziel im Schruppfräsen liegt hauptsächlich in einer Maximierung des Zeitspanvolumens bei gleichzeitiger Erhöhung der Werkzeugstandzeit. Während die simultan 5-achsige Prozessführung im Schruppen nur in speziellen Fällen sinnvoll ist, kann durch die Verwendung einer 3+2-achsigen Prozessführung bereits eine Optimierung beispielsweise der Restmaterialsituation erreicht werden. Dieser Trend bestätigt sich ebenfalls unter den Umfrageteilnehmern. 48 % der Teilnehmer gehen davon aus, dass zukünftig 3+2-achsige Prozesse im Schruppen vorherrschen werden, 33 % der Teilnehmer gehen zukünftig von einer überwiegend 5-achsigen Prozessführung aus. Eine innovative Bahnführungs- bzw. Schruppstrategie, welche in den letzten Jahren vor dem Hintergrund leistungsfähiger CAM-Systeme und zunehmend dynamischer Werkzeugmaschinen wachsende Bedeutung gewonnen hat, ist das sogenannte Trochoidalfräsen. Ziel des Trochoidalfräsens ist die Erhöhung von Zeitspanvolumen und Werkzeugstandzeit durch die Schruppbearbeitung unter Eingriffsbedingungen, welche denen des Schlichtfräsens ähneln. Hierzu wird das Fräswerkzeug soweit axial zugestellt, dass eine möglichst große effektive Schneidenlänge genutzt wird. Welche Achskonfiguration herrscht Ihrer Meinung nach aktuell bzw. in 5-10 Jahren im Schruppen vor? 86 % Z-Konstant 49 % Fräsen, 3-achsig Adaptiv 19 % 18 % 21 % 14 % Parallel Fräsen, 3+2-achsig 86 % Restmaterial 48 % 13 % Tauchfräsen 7 % heute zukünftig Fräsen, 5-achsig 29 % Trochoidalfräsen 33 % Welche Strategien setzen Sie aktuell hauptsächlich zum Schruppen ein? [Mehrfachnennung möglich] 13 % Sonstige 19
 29 % Parallel 44 % Fräsen, 3-achsig Z-Konstant 5 % 79 % 28 % 20 % 13 % 50 % Konst.")
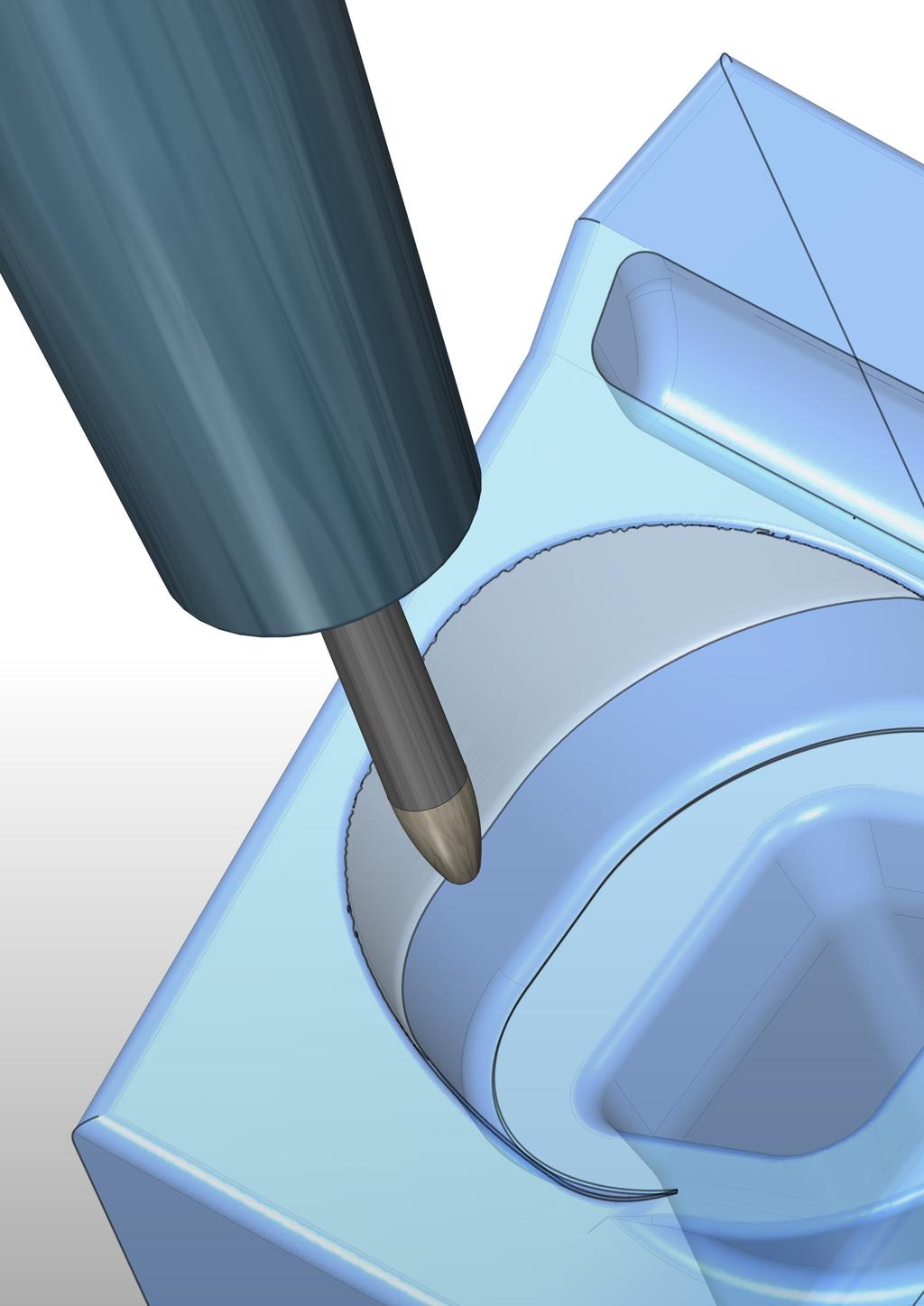
20 Welche Achskonfiguration herrscht Ihrer Meinung nach aktuell bzw. in 5-10 Jahren im Schlichten vor? Bahnplanung einer Schlichtfräsoperation mittels Kreissegment- bzw. Tonnenfräser (Bahnabstand: 0,5 mm) 29 % Parallel 44 % Fräsen, 3-achsig Z-Konstant 5 % 79 % 28 % 20 % 13 % 50 % Konst. Rautiefe Fräsen, 3+2-achsig Welche Strategien setzen Sie aktuell hauptsächlich zum Schlichten ein? [Mehrfachnennung möglich] 7 % Pencil 79 % Restmaterial heute zukünftig Fräsen, 5-achsig 14 % Sonstige 67 % Im Anschluss wird eine kreisförmige Bewegung des Fräswerkzeugs mit einer linearen Vorschubbewegung überlagert und so eine trochoidale Werkzeugbahn erzeugt. Das Fräswerkzeug hinterlässt in Folge eine Nut, welche deutlich größer als der Werkzeugdurchmesser ist. Der Fräser selbst ist hierbei in jeder Schnittbewegung nur einer geringen seitlichen Zustellung bzw. einem niedrigen Umschlingungswinkel ausgesetzt und wird im Idealfall auf der gesamten Schneidenlänge genutzt. Durch eine Optimierung der Fräswerkzeugbahn, beispielsweise durch speziell angepasste Bewegungen entlang von Spline-Kurven oder Vorschubanpassungen, können die Eingriffsverhältnisse weiter optimiert werden. Sind Steuerung und Maschine in der Lage, die notwendigen dynamischen Achsbewegungen sicher auszuführen, können ein hohes Zeitspanvolumen, eine geringe Zerspankraft und eine hohe Wirtschaftlichkeit erreicht werden. Eine weitere Alternative zu herkömmlichen Schruppprozessen stellt das sogenannte Tauchfräsen dar. Die Strategie des Tauchfräsens findet überwiegend dort Anwendung, wo die Stabilität des Fräsprozesses der limitierende Faktor in der Bearbeitung ist. Dies kann beispielsweise bei tiefen Kavitäten bzw. lang auskragenden Werkzeugen, sowie hochfesten Werkstoffen der Fall sein. Im Tauchfräsen erfolgt die Zustellung des Fräsers durch einen Versatz des Werkzeugs in der X-Y-Ebene, die anschließende Vorschubbewegung erfolgt durch das axiale Verfahren des Werkzeugs in Z-Richtung. Hierdurch können die wirkenden Kräfte hauptsächlich in axialer Richtung in Werkzeug und Spindel eingeleitet werden, was oftmals zu einer Erhöhung der Prozessstabilität führt. Nachteil des Verfahrens sind die vergleichsweise geringe Zerspanrate, sowie die starke lokale Belastung des Fräswerkzeugs im Bereich des stirnseitigen Eckenradius. Maßgeblich für die Optimierung der Eingriffsverhältnisse im Tauchfräsen, und damit des Zeitspanvolumens sowie des Werkzeugverschleißes, ist die Nutzung angepasster Zustellbewegungen des Fräswerkzeugs. So können beispielsweise springende Versatzbewegungen in der X-Y-Ebene zur Optimierung der Eingriffsverhältnisse genutzt werden. Trends in der Schlichtbearbeitung Ziel der Entwicklungen im Bereich des Schlichtfräsens ist hauptsächlich die Sicherstellung einer optimalen Oberflächengüte sowie Maßhaltigkeit am Werkstück. Gleichzeitig kann die geometrische Flexibilität durch eine 5-achsige Prozessführung deutlich erhöht werden. Entsprechend der Umfrageergebnisse ist auch unter den Umfrageteilnehmern ein deutlicher Trend in Richtung der simultan 5-achsigen Prozessführung erkennbar. So gehen 67 % der Umfrageteilnehmer davon aus, dass zukünftig eine 5-achsige Prozessführung im Schlichten vorherrschen wird. Aufgrund der hohen geforderten Oberflächengüten werden für das Schlichtfräsen gekrümmter Oberflächen heutzutage fast ausschließlich sogenannte Kugelkopffräser eingesetzt. Die Bearbeitung erfolgt hierbei zeilenweise, wobei meist geringe Bahnabstände eingehalten werden müssen. Eine Möglichkeit den Bahnabstand und somit die Produktivität deutlich zu erhöhen, stellen sogenannte Tonnen- bzw. Kreissegmentfräser dar. Aufgrund des seitlich angeschliffenen, großen Werkzeugradius von bis zu 1000 mm kann der Bahnabstand bei gleicher kinematischer Rautiefe um mehrere Größenordnungen erhöht werden. Lange Zeit haben sich die mathematische Verrechnung, die Prozessführung und die Herstellung dieser Werkzeuge als schwierig erwiesen. Vor dem Hintergrund aktueller Entwicklungen hält die Werkzeugform jedoch zunehmend Einzug in bestehende CAM-Software Lösungen und kann mit einer Reihe von Bearbeitungsstrategien kombiniert werden. Der Fokus liegt im Werkzeug- und Formenbau beispielsweise auf der hochproduktiven Schlichtbearbeitung von Ebenen und Wandbereichen. Oftmals sind hier durch die Umstellung von Kugelkopf- auf Kreissegmentfräser Zeiteinsparungen von bis zu 80 % bei gleichbleibender Oberflächengüte realisierbar. 20
21 21

22 22 Erfolgreich Fräsen im Werkzeugbau
23 Maschinenintegrierte Oberflächennachbearbeitung Innovative Werkzeugtechnologien für die maschinenintegrierte Nachbearbeitung gefräster Oberflächen. Die Anforderungen seitens des Werkzeugund Formenbaus liegen, neben einer hohen Bauteilqualität und schnellen Reaktionsfähigkeiten, vor allem in sehr hohen Oberflächenqualitäten. Aktuelle Zahlen belegen, dass polierte Oberflächen im Werkzeugund Formenbau am häufigsten gefordert werden. Gerade bei Spritzgusswerkzeugen sind diese von besonderer Bedeutung. Die geforderte Qualität der Oberfläche wird durch den Abformprozess bedingt, wobei die Oberflächenstruktur der Werkzeugform auf das Kunststoffbauteil übertragen wird. Der aktuelle Trend liegt bei Rz-Werten kleiner 0,5 µm. Diese geforderte Oberflächenrauheit kann nicht ausschließlich durch einen Fräsoder Erodierprozess erzeugt werden, sodass ein nachgelagerter Prozessschritt erforderlich ist. Derzeit werden für die Oberflächennachbearbeitung Fertigungsverfahren, wie beispielsweise das manuelle Polieren oder das maschinelle Oberflächenhämmern, angewendet. Diese Fertigungsverfahren weisen jedoch Nachteile hinsichtlich ihrer Wirtschaftlichkeit auf: Der manuelle Aufwand beim Polieren erzeugt lange Bearbeitungszeiten und somit einen zeitintensiven Nachbearbeitungsprozess. Für Sonderverfahren wie beispielsweise das Oberflächenhämmern werden zusätzliche Maschinenaggregate benötigt, das führt zu einem kostenintensiven Nachbearbeitungsprozess. Die im folgenden vorgestellten Werkzeugkonzepte sollen eine Alternative zur Nachbearbeitung von gefrästen Bauteiloberflächen darstellen. Im Fokus stehen dabei einerseits ein Diamantdrückwerkzeug und andererseits ein Hartmetall-Kugelkopfwerkzeug mit stark verrundeter Schneidkante. Durch den Kontakt des jeweiligen Werkzeugs mit der Bauteiloberfläche werden die Rauheitsspitzen, welche prozessbedingt nach der Fräsbearbeitung vorliegen, eingeebnet. Bei dem betrachteten Diamantwerkzeug drückt dabei eine Diamantkugel auf die Bauteiloberfläche. Derzeit werden bereits ähnliche Werkzeugsysteme für rotationssymmetrische Bearbeitungen verwendet. Bei dem Hartmetallwerkzeug wirkt die große Verrundung der Schneidkante wie ein Drücksteg. Durch den großen Schneidkantenradius kommt es beim Kontakt zwischen Werkzeug und Werkstück zu keiner Spanabnahme. Stattdessen drückt die verrundete Schneidkante auf die Werkstückoberfläche und ebnet die Rauheitsspitzen ein. Beide Werkzeugkonzepte können dabei automatisiert auf konventionellen 3- oder 5-Achs-Bearbeitungszentren, ohne zusätzliche Maschinenaggregate, eingesetzt werden. Des Weiteren basiert die Programmierung der notwendigen Werkzeugbahnen auf der Fräsbearbeitung und erfordert nur geringe zusätzliche Aufwände bei der Arbeitsvorbereitung. Das vorrangige Ziel beider Werkzeugkonzepte ist es dabei nicht das Polieren vollständig zu ersetzen. Stattdessen soll durch einen zusätz lichen Bearbeitungsschritt die Oberflächenrauheit nach der Fräsbearbeitung reduziert werden, sodass die nachgelagerte zeitintensive Polierbearbeitung verringert wird. Zudem werden durch den Drückprozess Druckeigenspannungen in die Oberflächenrandzone des Bauteils eingebracht, was die Verschleißfestigkeit der bearbeiteten Werkzeugform im Einsatz erhöht. Bewertungskriterien Investitionskosten Arbeitsvorbereitung Flexibilität Bearbeitungszeit Oberflächenrauheit Druckeigenspannungen Härte Manuelles Polieren Was ist die geforderte Oberflächencharakteristik? [Mehrfachnennung möglich] 66 % Oberflächenhämmern Diamantdrückwerkzeug Hartmetallwerkzeug Legende sehr hoch hoch durchschnittlich gering sehr gering gefräst 75 % 75 % erodiert Quelle: EIP 2017 geschliffen 93 % poliert 59 % hochglanz 23

24 Innovative Prozesskette Fräsbearbeitung Maschinenintegrierte Nachbearbeitung Polieren Erste Untersuchungen wurden an dem Warmarbeitsstahl bereits durchgeführt. Dabei konnte die Oberflächenrauheit sowohl in Vorschubrichtung, als auch quer zur Vorschubrichtung, im Vergleich zur Fräsbearbeitung um mehr als 50 % reduziert werden. Die Oberflächenrauheit quer zur Vorschubrichtung bei der Anwendung der innovativen Werkzeugkonzepte hängt maßgeblich, wie bei der Fräsbearbeitung, von dem gewählten Bahnabstand ab. Durch eine Verringerung des Bahnabstandes kann somit die Oberflächenrauheit signifikant reduziert werden. Zusätzlich muss der Bahnabstand sowie der Werkzeugdurchmesser der vorhergehenden Fräsbearbeitung berücksichtigt werden. Aktuelle Untersuchungen zielen darauf ab, das optimale Verhältnis aus Bahnabstand bei der Fräsbearbeitung sowie der Oberflächennachbearbeitung zu ermitteln, um die gewünschte Oberflächenrauheit einzustellen. Dabei gilt es, die maximal möglichen Bahnabstände zu ermitteln, um die Bearbeitungszeiten sowohl bei der vorgelagerten Fräsbearbeitung als auch bei der Oberflächennachbearbeitung zu minimieren. Zudem wird auch durch die Steigerung der axialen Zustellung die resultierende Oberflächenrauheit reduziert. Damit einhergehend werden auch die resultierenden Druckeigenspannungen in der Oberflächenrandzone weiter gesteigert. Durch die optimale Einstellung der genannten Prozessstellgrößen ist es somit möglich, einerseits die Oberflächenrauheit als auch anderseits die resultierenden Druckeigenspannungen hinsichtlich der spezifischen Anwendung gezielt einzustellen. Im Vergleich zu einer polierten Oberfläche zeigen sich dennoch erhebliche Unterschiede bei der Rauheit, aufgrund der Welligkeit nach der Bearbeitung. Dennoch ist davon auszugehen, dass durch eine anschließende Oberflächennachbearbeitung mittels einer der hier vorgestellten Werkzeugkonzepte eine signifikante Reduzierung des Polieraufwands erzielt werden kann. In zukünftigen Prozessketten im Werkzeug- und Formenbau könnte somit im Anschluss an die Schlichtfräsbearbeitung auf dem gleichen Bearbeitungszentrum eines der beiden Werkzeugkonzepte angewendet werden. Dabei müssen lediglich der Bahnabstand sowie die axiale Zustellung bei der bestehenden CAM-Bahnplanung angepasst werden, was minimale Mehraufwände verursacht. Die hier vorgestellten innovativen Werkzeugkonzepte bieten somit die Möglichkeit zur Reduzierung hoher Polieraufwände bei gleichzeitig geringen Investitionskosten und Rüstaufwänden. Fräswerkzeug Polierwerkzeug Diamantdrückwerkzeug Hartmetallwerkzeug Bahnabstand Bahnabstand Bahnabstand a e =0,05 mm a e =0,05 mm a e =0,05 mm Fräswerkzeug Polierwerkzeug Diamantdrückwerkzeug Hartmetallwerkzeug 2,00 1,60 1,50 Rz [µm] 1,00 0,50 0,00 0,75 0,31 0,39 0,48 0,19 0,01 0,01 Vorschubrichtung Quer zur Vorschubrichtung Werkstoff: (54 HRC) Bahnabstand Ausgangsoberfläche: a e =0,2 mm Werkzeugdurchmesser: D = 4 mm 24

25 25

26 Erfolgreich Fräsen im Werkzeugbau 26
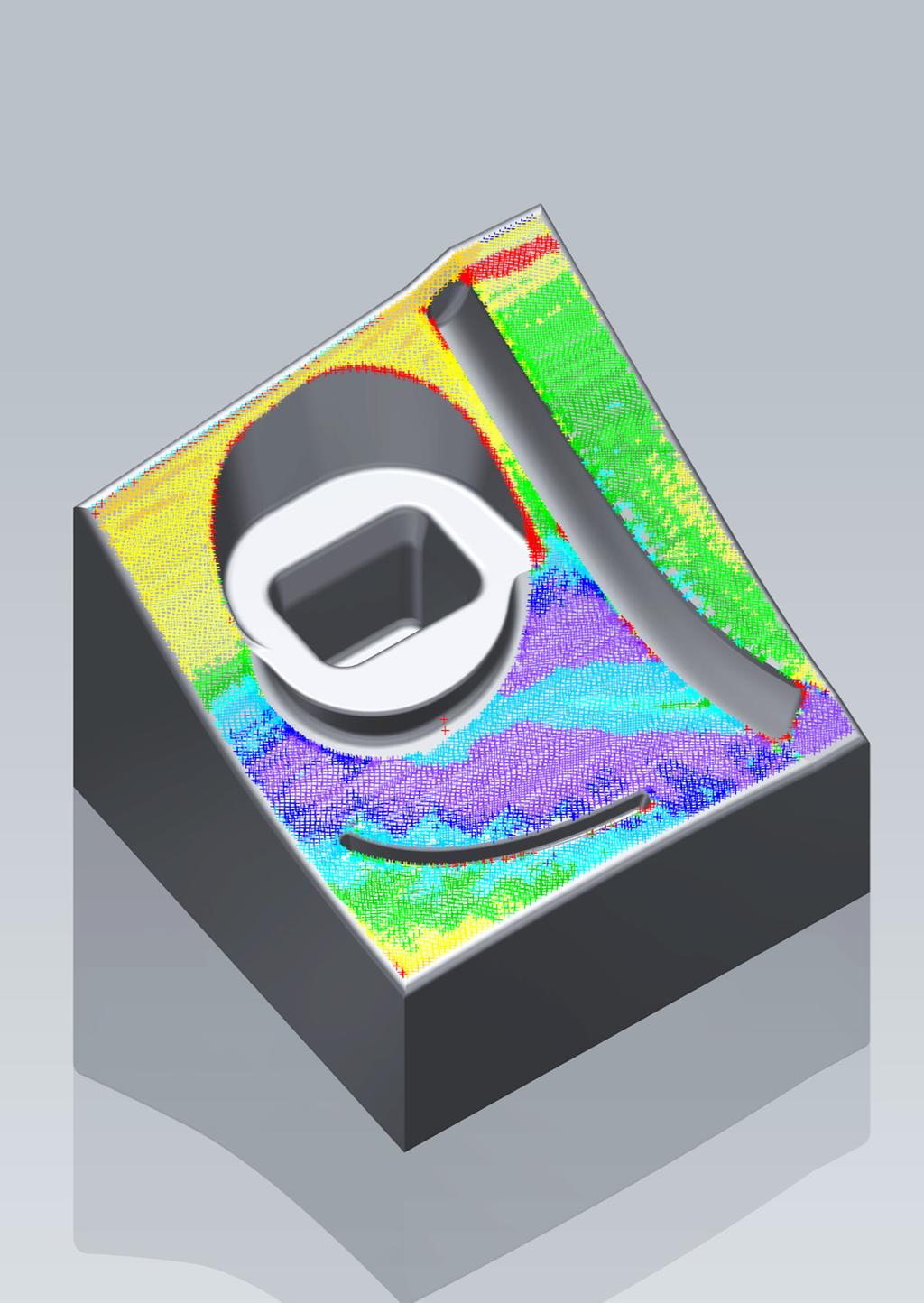
27 Potential des Digitalen Zwillings im Werkzeugbau Die ortsaufgelöste Visualisierung von Maschinendaten ermöglicht die einfache Beurteilung der erzielten Bauteilqualität und eine Reduktion von Prüfaufwänden. Im Zuge des Megatrends Industrie 4.0 erfolgt eine fortschreitende Digitalisierung industrieller Prozesse. Während in der Branche des Werkzeug- und Formenbaus die Potentiale der Digitalisierung vor allem zur Optimierung der Fertigungslogistik und zur Steigerung des Automatisierungsgrads erschlossen werden, bleiben wertschöpfende Bearbeitungsprozesse wie das Fräsen bisher unberührt von der neuen industriellen Revolution. Neben dem Trend der Industrie 4.0 wird gleichzeitig ein starker Trend hin zu komplexer werdenden simultanen 5-Achs Fräsprozessen, sowie hin zum Einsatz schwer zerspanbarer Werkstoffe für Werkzeuge und Formen beobachtet. Um zukünftig trotz der gegebenen Herausforderungen und unter Einhaltung der geforderten Qua lität wirtschaftlich fertigen zu können, müssen die Potentiale digitalisierter Produktion durch Prozessda tenerfassung und -analyse genutzt werden. Ergebnisse der Umfrage Die der Studie zugrunde liegende Umfrage zeigt, dass ca. 50 % aller beteiligten Unternehmen eine Online-Überwachung der Fertigungsprozesse durchführt. Demzufolge werden in zahlreichen Unternehmen keine Daten zu den Fertigungsprozessen erhoben und gespeichert. Treten Fehler wie Maßabweichungen auf, wird eine anschließende Ursachenfindung durch die mangelnde Prozessdatenbasis erschwert. Die Umfrage zeigt des Weiteren, dass die Prozessüberwachung hauptsächlich zur Erkennung des Werkzeug- und des Spindelzustands durchgeführt wird. 36 % der an der Umfrage beteiligten Unternehmen betreiben eine Werkzeugverschleißüberwachung und 43 % eine Werkzeugbrucherkennung. Zudem überwachen 43 % der Unternehmen den Spindelzustand der Werkzeugmaschine. Keines der an der Umfrage beteiligten Unternehmen erfasst gezielt Daten aus der Maschinensteuerung, um z.b. die Antriebsströme der Achsen oder der Achspositionen zur Auswertung und Analyse der Fertigungsprozesse heranzuziehen. Die Studie zeigt, dass bisherige Entwicklungen im Bereich des Digitalen Zwillings nicht berücksichtigt werden. Der Digitale Zwilling ist ein digitales Abbild des tatsächlich gefertigten Bauteils, welches durch die Anreicherung von erfassten Rohdaten mit Prozesswissen und modellbasierter Analyse geschaffen wird. Der Digitale Zwilling enthält demzufolge nicht nur Prozesszustandsdaten, sondern Bauteilzustandsdaten. Dass bisher keine Digitalen Zwillinge durch Prozessdatenerfassung und -analyse erschaffen werden, führt dazu, dass Fertigungprozesse noch immer eine Black-Box sind. Inwiefern das gefertigte Werkstück die Anforderungen an Oberflächengüte sowie Form und Maßtreue erfüllt, kann demzufolge nur durch eine abschließende, zeitaufwändige Qualitätsprüfung bestimmt werden. Maschinendatenerfassung Das komplexe Zusammenspiel vieler Einflussgrößen, wie z.b. lokaler Werkzeugverschleiß, Positionierfehler der Maschine, Formfehler des Fräswerkzeugs und nicht zuletzt die dynamische Zerspankraft beim Fräsen komplexer Werkzeuge und Formen, entscheidet über die Qualität des Werkstücks. Damit diese Einflussgrößen durch eine Datenverarbeitung berechnet werden können, müssen im ersten Schritt relevante Rohdaten erfasst werden. Dazu gehören z.b. Achspositionen, Antriebs- und Spindelströme, welche aus der Maschinensteuerung ausgelesen werden können. Je nach Steuerungshersteller sind verschiedene Systeme erhältlich, welche mit spezifischen Schnittstellen der Steuerung kommunizieren und Abtastraten von bis zu 500 Hz ermöglichen. Diese Systeme liefern zumeist auch Software zur Verarbeitung und Analyse der ausgelesenen Daten. Hauptsächlich können mithilfe dieser Software-Systeme Grenz- und Schwellwerte definiert werden, bei deren Überschreiten z.b. der Wechsel eines verschlissenen Werkzeugs initiiert werden kann. Einsatz der Online-Prozessüberwachung [Mehrfachnennung möglich] 43 % 43 % 36 % Werkzeugverschleißüberwachung Werkzeugbruchüberwachung Spindelüberwachung 0 % 0 % 0 % 0 % Motorstromüberwachung Achsdatenrückführung Augmented Reality Sonstige Zusätzliche Daten für die CAM-Prozessplanung [Mehrfachnennung möglich] 29 % PMI Technologiedatenbanken 57 % 21 % Werkzeugkonfigurator 0 % Digitaler Zwilling 14 % Sonstige 50 % Keine 27
28 r K Werkzeugmittelpunkt Werkzeugkontaktpunkt Werkzeugabdrängung Schneidkantenversatz F Verschleiß Digitaler Zwilling In den erfassten Rohdaten sind in den meisten Fällen noch nicht die benötigten Informationen zu erkennen. Zum einen liegen alle Daten zunächst nur als Zeitreihe vor, die nur schwer zu interpretieren ist. Wird eine Zustandsgröße wie z.b. die Zerspankraft zu einem bestimmten Zeitpunkt erfasst, ist zunächst unklar, wo genau am Bauteil diese gewirkt hat. Zum anderen besteht stets die Herausforderung, dass Daten nicht direkt die gewünschte Information enthalten und diese erst extrahiert werden muss. Damit aus den erfassten Rohdaten wie z.b. den Positionswerten der Maschinen, Informationen über den Bauteilzustand wie z.b Maßabweichungen gewonnen werden können, müssen Daten deshalb gezielt weiterverarbeitet werden. Damit ein Ortsbezug der erfassten Maschinendaten hergestellt werden kann, werden die Achspositionen erfasst. Zur Verarbeitung der Achsposition wird die genaue Achskonfiguration der Werkzeugmaschine sowie die Fräswerkzeuglänge berücksichtigt, wodurch die Position des Fräswerkzeugs im Werkstückkoordinatensystem auch bei der simultanen 5-Achs Fräsbearbeitung erfasst werden kann. Hierzu werden die Achskoordinaten mittels Translation und Rotation miteinander verrechnet. Das Ergebnis der Berechnungen ist der Werkzeugpfad, wie er tatsächlich von der Maschine abgefahren wurde. Anhand des gewonnenen Werkzeugpfads können bereits erste Vergleiche zwischen Soll-Bahn und Ist- Bahn durchgeführt werden, welche eine Einschätzung der Maschinengenauigkeit ermöglichen. Ist der durch das CAM-System berechnete Pfad fehlerhaft, können dadurch verursachte Fehler jedoch nicht identifiziert und im Digitalen Zwilling berücksichtigt werden. Damit die Geometrie des gefertigten Bauteils jedoch genau bestimmt werden kann, muss mit Hilfe einer geeigneten Methode zur Radiuskompensation der Kontaktpunkt zwischen Fräser und Werkstück berechnet werden. Mithilfe dieser Methoden wird der oberflächenerzeugende Bereich eines Kugelkopffräswerkzeugs und damit der Kontaktpunkt Fräswerkzeug-Werkstück sehr genau bestimmt. Durch die Berechnung der Abweichung des ermitteln Kontaktpunkts zum nominalen CAD-Modell, kann nun die Maßabweichung des Bauteils bestimmt werden. Mit Kenntnis des Kontaktpunkts von Werkzeug und Werkstück, kann darüber hinaus der Eingriffsbereich des Fräswerkzeugs bestimmt werden. Die hierdurch gewonnene Information ermöglicht abzuschätzen, an welcher Stelle des Fräsers Verschleiß auftritt und die Verteilung des Werkzeugverschleißes entlang der Schneide modellbasiert zu berechnen. Eine auf der Verschleißverteilung basierende Verrechnung der verschleißbedingten lokalen Reduktion des Werkzeugdurchmessers sowie der durch den Verschleiß verstärkten Fräserabdrängung kann mit in die Geometrieberechnung einfließen, womit die Genauigkeit der Geometriebestimmung signifikant erhöht wird. Auf Basis des hier vorgestellten Vorgehens zur Datenauswertung wird mit im Prozess akquirierten Maschinendaten die Geometrie des Bauteils berechnet. Die Genauigkeit der datenbasierten Geometrieberechnung beträgt in Abhängigkeit der verwendeten Werkzeugmaschine bis zu 10 µm. Fazit Der Digitale Zwilling hat seinen Weg noch nicht in die industrielle Anwendung gefunden. Bisher sind noch keine Systeme zur gezielten Datenverarbeitung verfügbar und neue Ansätze werden nach heutigem Stand erst im Forschungsbereich untersucht. Welche Potentiale durch den Digitalen Zwilling realisiert werden können, wurde in der vorliegenden Studie gezeigt. Hierbei wurde die prozessdatenbasierte Geometrieerfassung fokussiert. Durch die modellbasierte Verarbeitung von Prozessdaten kann ein digitales Abbild des gefertigten Bauteils mit einer Genauigkeit von bis zu 10 µm erstellt werden. Dies ermöglicht die Einsparung von Prüfaufwänden und Try-out Zyklen von fehlerhaft gefertigten Bauteilen. 28
29 29

30 30 Erfolgreich Fräsen im Werkzeugbau
31 Vergleich der Leistungsfähigkeit des Fräsens anhand eines Demonstrators Ein repräsentativer Demonstrator bildet die Grundlage für den Vergleich verschiedener Bearbeitungsstrategien unter Berücksichtigung zahlreicher Einflussfaktoren. Die technologische Leistungsfähigkeit beschreibt die Bewertung von Prozessen hinsichtlich ihrer Produktivität, Qualität und Flexibilität. Im Kontext des Fräsprozesses sind daher eine Vielzahl an Einflussfaktoren sowie deren Zusammenwirken bei der Bearbeitung des Werkstücks zu berücksichtigen. So sind neben den charakteristischen Kenngrößen wie Bearbeitungszeit und erzielter Oberflächen- und Formgenauigkeit auch der Verschleiß der Fräswerkzeuge und der daraus resultierende Einfluss auf die Kosten von Bedeutung. Zur Identifizierung eines effizienten und produktiven Fräsprozesses bietet sich daher an, einen Vergleich verschiedener Bearbeitungsstrategien mittels eines repräsentativen Demonstrators durchzuführen. Dieser ist durch die Berücksichtigung aktueller geometrischer Anforderungen des Werkzeug- und Formenbaus sowie entsprechend geringe Toleranzen gekennzeichnet. Im Rahmen der durchgeführten Studie wurden vier aufeinander aufbauende Schritte zur Bewertung der Bearbeitungsstrategien durchgeführt. Zunächst muss ein geeigneter Demonstrator definiert werden, sodass er die durchschnittlichen Anforderungen des Unternehmens repräsentiert. Anschließend müssen Bewertungskriterien festgelegt werden, mit denen eine ganzheitliche Beschreibung der technologischen Leistungsfähigkeit gewährleistet ist. Schließlich müssen die Demonstratoren mit verschiedenen Bearbeitungsstrategien gefertigt werden, sodass abschließend ein Vergleich der Werkstücke hinsichtlich Qualität und benötigter Fertigungszeit möglich ist. Im Folgenden werden die einzelnen Schritte detailliert beschrieben. Definition eines Demonstrators Für eine den Anforderungen entsprechende Festlegung des Demonstrators müssen zunächst die allgemeinen Rahmenbedingungen aus dem Werkstückspektrum abgeleitet werden. Zunächst sollte der Fokus dabei hauptsächlich auf der zu fertigenden Werkstückgröße und dem Werkstoff liegen. Anschließend kann eine an die Produktanwendungen des Unternehmens angepasste Geometrie abgeleitet werden. Der Demonstrator sollte dabei repräsentative Elemente des Werkzeug- und Formenbaus enthalten, wie etwa: 3D-Formflächen Rippengeometrien Enge Kavitäten Hinterschnitte Bohrungen Tiefe Taschen Kleine Ecken Bei der Festlegung der geometrischen Form des Demonstrators spielen die Komplexität und die Dimensionen der einzelnen Geometriefeatures, wie bspw. Radien und Stege eine Rolle. Bei der durchgeführten Studie des Fraunhofer IPT wurde ein Demonstrator in Zusammenarbeit mit Unternehmen aus unterschiedlichen Branchen des Werkzeug- und Formenbaus entwickelt. Der Demonstrator beinhaltete geometrische Elemente, die verschiedenen Anwendungsfällen zugeordnet werden können, wie auf folgender Doppelseite zu sehen ist Definition eines Demonstrators Festlegung von Bewertungskriterien Fertigung des Demonstrators Bewertung der Ergebnisse Optimale Bearbeitungsstrategie 31
32 Hohes Werkzeugvolumen Filigrane Konturen und scharfe Kanten Hoher Anteil an manueller Nacharbeit Blechverarbeitungswerkzeuge Warmmassivumformwerkzeuge Anspruchsvolle geforderte Form- und Lagetoleranzen Hohe Formkomplexität Schlechte Zugänglichkeit Thermische Beanspruchung 32

33 Spritzgusswerkzeuge Anspruchsvolle geforderte Form- und Lagetoleranzen Hohe Formkomplexität Hohe Oberflächengüte Druckgusswerkzeuge Anspruchsvolle Form- und Lagetoleranzen Hohe Formkomplexität Hohe Materialbeanspruchung Kaltmassivumformwerkzeuge Anspruchsvolle Form- und Lagetoleranzen Hohe Formkomplexität Schlechte Zugänglichkeit 33
34 Grundzeit Hauptzeit Nebenzeit Festlegung von Bewertungskriterien Bei den Bewertungskriterien müssen verschiedene Aspekte der spanenden Bearbeitung berücksichtigt werden. So ist neben der Produktivität vor allem die erzielte Werkstückqualität von hoher Bedeutung. Im Folgenden werden Beispiele für Bewertungskriterien genannt, die individuell an den jeweiligen Anwendungsfall anzupassen und zu gewichten sind. Bereits die gewählte Prozessabfolge aus Schruppen, Vorschlichten, Schlichten sowie der Wärmebehandlung hat einen maßgeblichen Einfluss auf die erzielte Wirtschaftlichkeit und Bauteilqualität. Darüber hinaus spielen die gewählten Bearbeitungsstrategien, Werkzeuge und Technologiedaten innerhalb der einzelnen Prozessschritte eine maßgebliche Rolle. Schließlich wirken sich der gewählte Maschinentyp sowie die Achskonfiguration, Spannmittel und Referenziervorgänge auf die Qualität des Fräsprozesses aus. Bei der Produktivität und Wirtschaftlichkeit ist die absolute Bearbeitungszeit relevant. Des Weiteren ist das Verhältnis von Nebenund Hauptzeit von Bedeutung. Während unter der Hauptzeit laut Definition ein direkter Fortschritt in Bezug auf das Fertigungsergebnis erzielt werden muss, beschreibt die Nebenzeit alle mittelbaren Vorgänge, wie Spannen, Messen und Ausrichten und ist somit nicht als produktive Zeit zu werten. [6] Eine gute Bearbeitungsstrategie zeichnet sich hierbei durch einen hohen Hauptzeitanteil aus, wobei der absolute Wert der Hauptzeit möglichst gering sein sollte. Fertigung des Demonstrators Bei der Fertigung der Demonstratoren ist darauf zu achten, dass diese unter regulären Fertigungsbedingungen stattfindet, um eine größtmögliche Aussagekraft und Vergleichbarkeit der Ergebnisse gewährleisten zu können. Von einer gesonderten Fertigungsumgebung ist daher abzusehen. Zudem sollte eine standardisierte Protokollierung des Fertigungsablaufs sowie eine einheitliche Datenerfassung erfolgen. Im durchgeführten Projekt zum Vergleich der verschiedenen Bearbeitungsstrategien zeigte sich, dass die teilnehmenden Unternehmen auf verschiedene Bearbeitungsstrategien setzten. So wurden beispielsweise verschiedenste Schrupp- und Schlichtstrategien in der CAM-Bahnplanung verwendet. In Folge kamen auch deutlich unterschiedliche Fräswerkzeugtypen zum Einsatz. Dementsprechend unterschiedlich waren die Ergebnisse, die im Folgenden beschrieben werden. Bei der Bauteil- und Prozessqualität lassen sich als Vergleichsgrößen auf qualitativer Ebene die Prozessstabilität nennen und auf quantitativer Ebene einzelne zu messende Kenngrößen wie die Oberflächenrauheit, sowie die erzielten Maß-, Form- und Lagetoleranzen. Während von den Unternehmen eine hohe Prozesssicherheit anzustreben ist, müssen die quantitativen Vergleichsgrößen entsprechend des Werkstückspektrums und den daraus resultierenden Anforderungen festgelegt werden. 34
35 Bewertung der Ergebnisse Im Rahmen der durchgeführten Studie zeigte sich, dass die Bearbeitungszeit stark variierte. Die Gründe hierfür lagen in unterschiedlichen CAM-Bahnplanungen und gewählten Prozessparametern. Einen maßgeblichen Einfluss stellte in diesem Zusammenhang auch die individuelle Erfahrung des CAM-Programmierers und des Maschinenbedieners dar. Eine effiziente Bahnplanung ist hinsichtlich Produktivität und Qualität essentiell. Ein Vergleich der realen Bearbeitungszeit mit der simulierten Bearbeitungszeit des CAM-Programms zeigte eine große Abweichung. Bei der Bearbeitung eines Werkstoffs mit einer Härte von 50 HRC erzielten die CAM-Programmierer der teilnehmenden Unternehmen eine durchschnittliche Bearbeitungszeit von 389 Minuten. In Realität zeigte sich jedoch, dass die Bearbeitung 44 Minuten länger dauerte, sodass eine Abweichung zwischen Plan- und Realzeit von 13 % zu verzeichnen war. Bei der Bearbeitung eines Werkstoffs mit einem Härtewert von 60 HRC zeigte sich eine vergleichbare Tendenz. Die prognostizierte Bearbeitungszeit lag bei durchschnittlich 380 Minuten, wohingegen die reale Bearbeitungsdauer bei 460 Minuten lag. Die Zeitdifferenz von 80 Minuten entspricht somit einer Abweichung von 21 %. Neben den prognostizierten und realen Bearbeitungszeiten ist zudem eine Betrachtung der Kosten von Interesse. Die Kosten für die eingesetzten Fräswerkzeuge variierten bei den an dem Projekt teilnehmenden Unternehmen in einem Bereich von knapp 100 Euro bis hin zu 600 Euro. Hierbei ist jedoch zu beachten, dass die Unternehmen unterschiedliche Verrechnungsarten verwendeten, sodass eine anteilige Werkzeugkostenbetrachtung nicht zwingend gegeben war und dass manche der eingesetzten Werkzeuge noch weiterverwendet werden konnten. Neben dem maßgeblichen Aspekt des Werkzeugverschleißes spielten zusätzlich die gewählten Fräswerkzeuglieferanten sowie die jeweiligen Kostenstrukturen des Unternehmens eine Rolle. Auch hinsichtlich der Bauteilqualität waren deutliche Unterschiede zwischen den gefertigten Demonstratoren erkennbar. So bewegte sich die Oberflächenrauheit in einem Bereich von 0,8 bis 5,2 μm. Die durchschnittliche Oberflächenrauheit hatte einen Wert von 2,7 µm. Bei den geometrischen Formabweichungen lag der Minimalwert bei 0,01 mm wohingegen der Maximalwert bei 0,23 mm lag. Dies zeigt ebenfalls, dass die eingesetzten Be triebsmittel sowie die Werkzeugmaschine neben Kosten und Bearbeitungsdauer auch Einfluss auf die zu erreichende Qualität haben. Neben der Beurteilung der Produktivität, Wirtschaftlichkeit und Qualität der Fräsbearbeitung gaben die Studienteilnehmer zusätzliche Herausforderungen in der Prozessplanung und -durchführung an. Hierzu zählten beispielsweise die Empfindlichkeit der Prozessplanung gegenüber der Qualität der CAD-Daten oder das notwendige Nacharbeiten fehlerhafter Bauteile. Die Auswertung der Studienergebnisse ermöglichte die Identifikation von Best-Practice Bearbeitungsstrategien basierend auf dem durch die Unternehmen verwendeten Stand der Technik. Hieraus ließ sich jedoch auch in Teilaspekten deutlicher Bedarf zur Integration der in dieser Studie beschriebenen, innovativen Frästechnologien erkennen. Auf diese Weise können Produktivität, Wirtschaftlichkeit und Bauteilqualität zukünftig weiter gesteigert werden. 21 % beträgt die Abweichung der realen von der prognostizierten Bearbeitungszeit 35

36 Erfolgreich Fräsen im Werkzeugbau 36
37 Ausblick Die Anforderungen an den Werkzeug- und Formenbau werden in Zukunft weiterhin steigen. Eine technologische Weiterentwicklung ist daher essentiell. Die Branche des Werkzeug- und Formenbaus unterliegt einem strukturellen Wandel. Ausgehend von einer durch Handarbeit geprägten Fertigung ist eine verkettete Fertigung verschiedenster Technologien anzustreben. Zwar entwickeln sich neue Fertigungstechnologien, wie bspw. die additive Fertigung, zunehmend und erreichen auch einen fortschreitenden industriellen Reifegrad, jedoch wird der Prozess des Fräsens aufgrund seiner Produktivität, Flexibilität und Qualität stets eine dominierende Rolle im Werkzeugbau besitzen. Belegt wird die Aussage durch den höchsten Fertigungsanteil im Werkzeugbau. Für erfolgreich agierende Unternehmen ist daher ein produktiver und effizienter Fräsprozess essentiell. Besonders in naher Zukunft ist das Zusammenspiel der verschiedenen Komponenten in Form des Werkzeugs, des Werkstücks und schließlich der Werkzeugmaschine mit optimierter Bahnplanung von Bedeutung, da die Anforderungen an die herzustellenden Werkstücke steigen werden. So prognostizieren die 237 befragten Unternehmen, dass die verarbeiteten Werkstoffhärten zunehmen werden. Während derzeit zu einem Anteil von 51 % Härten im Bereich von 45 bis 55 HRC bearbeitet werden, werden in fünf bis zehn Jahren voraussichtlich Härten von 55 bis 65 HRC mit einem Anteil von 67 % dominieren. Zusätzlich zum Anstieg der Härte sind höhere Oberflächengüten zu erwarten. In fünf bis zehn Jahren werden laut den befragten Unternehmen Oberflächengüten mit einem Rz-Wert kleiner als 0,2 µm mit einem Anteil von 8,6 % gefordert. Oberflächengüten mit einem Rz-Wert kleiner als 0,5 µm werden voraussichtlich mit einem Anteil von 12 % gefordert. Trotz einer Zunahme der maximalen geforderten Oberflächengüte ist lediglich ein leicht geringerer Anteil der minimalen Oberflächengüte zu verzeichnen. Der Anteil der geforderten Oberflächengüte mit einem Rz- Wert größer bzw. kleiner als 10 µm liegt bei 3,6 % bzw. 17,3 %. Dies legt nahe, dass die Werkzeugbauunternehmen zukünftig eine striktere Differenzierung bezüglich der Oberflächengüte anstreben. Zudem erfordern die höheren Oberflächengüten entsprechendes Equipment und Strategien, sodass die hohen Anforderungen erfüllt werden können. In den vorherigen Kapiteln wurde gezeigt, dass zusätzlich zur Ausstattung der Maschine die Herangehensweise der Bearbeitung und der Einsatz von entsprechender Software und Simulationen maßgeblichen Einfluss auf das Prozessergebnis haben. Um demnach langfristig einen erfolgreichen Fräsprozess zu etablieren, müssen die Mitarbeiter befähigt werden, die vorhandene Ausstattung entsprechend einzusetzen. Des Weiteren gehen die Unternehmen von zunehmend komplexeren Geometrien aus, da sich die Anteile der Achskonfigurationen entsprechend von der derzeit vorherrschenden 3-Achs-Konfiguration zur 5-Achs-Konfiguration entwickeln. Besonders in der Schlichtbearbeitung ist dieser Trend zu erkennen. Der Anteil des 3-achsigen-Fräsens soll sich von einem Anteil von 44 % auf 5 % verringern, währenddessen der Anteil des 5-achsigen Fräsens von 13 % auf 67 % zunehmen soll. Dies setzt auch eine entsprechende Aufbereitung der NC-Daten voraus, um das Potential der 5-Achs-Bearbeitung in Form von konstanten Prozessparametern und geometrischer Flexibilität ganzheitlich ausschöpfen zu können. Im Zeitalter von Industrie 4.0 und der vernetzten, adaptiven Produktion werden aufgenommene Prozessdaten zunehmend mit Simulationsmodellen verknüpft, sodass datengetriebene Vorhersagen möglich sind und gewinnbringend in den Prozess integriert werden können. Als Beispiel für den Fräsprozess ist die Kraftregelung zur Steigerung der Prozesssicherheit und Bauteilqualität zu nennen. Wohin wird sich Ihrer Meinung nach zukünftig die durchschnittlich Werkstoffhärte (HRC) in der Hartbearbeitung mittels Fräsen entwickeln? 5,5 % > 65 HRC 34,9 % HRC 12,2 % < 0,5 µm 25,2 % < 2 µm 26,7 % HRC Wohin wird sich Ihrer Meinung nach zukünftig die durchschnittlich geforderte Oberflächengüte (Rz) in der Fräsebearbeitung entwickeln? 8,6 % < 0,2 µm 14,4 % < 1 µm 0,7 % < 45 HRC 3,6 % > 10 µm 32,2 % HRC 18,7 % < 5 µm 17,3 % < 10 µm 37

38 38 Erfolgreich Fräsen im Werkzeugbau
39 Zusammenfassung und Fazit Der Werkzeug- und Formenbau in Deutschland steht vor mehreren zentralen Herausforderungen. Neben dem zunehmenden Kostendruck aufgrund der Globalisierung und den daraus resultierenden neuen Konkurrenten auf dem Markt erwarten die Kunden eine flexible und einfach anzupassende Werkzeuggestaltung. Darüber hinaus wird von den Werkzeugbauunternehmen erwartet, neue Technologietrends zu erkennen und neue Fertigungsverfahren, wie bspw. die additive Fertigung, einzusetzen. Oftmals werden dabei jedoch etablierte Technologien aus dem Fokus gerückt. Die Studie Erfolgreich Fräsen im Werkzeugbau hat sich daher zum Ziel gesetzt, einen Überblick über den aktuellen Stand der Technik in der Technologie des Fräsens zu vermitteln und Möglichkeiten sowie Potentiale des Fräsens aufzuzeigen So kann in der Branche des Werkzeug- und Formenbaus die Frästechnologie aufgrund ihrer Eigenschaften hinsichtlich Produktivität, Qualität und Flexibilität als die wichtigste Technologie angesehen werden. Unabhängig von dem Verwendungszweck des Werkzeugs findet in nahezu jeder Prozesskette mindestens eine spanende Bearbeitung mittels Fräsen statt. Dies führt zu dem in dieser Studie aufgezeigten hohen Fertigungsanteil. Das heutige Produktspektrum von Werkzeugbauunternehmen ist sehr vielfältig und durch hohe geometrische Komplexität geprägt. Dementsprechend ist es nicht verwunderlich, dass bei der spanenden Bearbeitung mit Fräswerkzeugen bei den befragten Unternehmen verschiedene Herangehensweisen existieren. Wie in dieser Studie gezeigt wurde, ist aufgrund zunehmender Werkstoffhärten und geforderter Oberflächengüten von steigenden Anforderungen an die Fertigungstechnologie auszugehen. Daher wurden in dieser Studie, basierend auf den im Status quo identifizierten Handlungspotentialen, technologische Verbesserungspotentiale hinsichtlich Produktivität, Qualität und Wirtschaftlichkeit für die Frästechnologie aufgezeigt. So ist mit der Integration von neuartigen Bearbeitungsstrategien in Form des Trochoidal- und Tauchfräsens und dem Einsatz von modernen Fräswerkzeugtypen eine gezielte Verbesserung der Produktivität und Qualität möglich. Zur Verbesserung der im Werkzeugbau entscheidenden Oberflächenqualität wurden zwei Werkzeugkonzepte vorgestellt, mit denen eine maschinenintegrierte Oberflächenbearbeitung möglich ist. Mit geringem Aufwand in Form von Anpassung des Bahnabstands und der axialen Zustellung können diese Werkzeugtypen integriert im 5-Achs-Bearbeitungszentrum eingesetzt werden und ermöglichen eine Verbesserung der Oberflächenrauheit nach der Fräsbearbeitung um bis zu 50 %. Die ortsaufgelöste Visualisierung von Maschinendaten ermöglicht schließlich eine genaue Prozessanalyse und erweitert das Verständnis von Fertigungsprozessen. Die zahlreichen Möglichkeiten der Prozessgestaltung wirken sich unterschiedlich auf das Prozessergebnis aus, sodass Werkzeugbauunternehmen vor die Herausforderung der geeigneten Strategiewahl gestellt werden. Im Rahmen dieser Studie wurden mittels eines Demonstrators verschiedene Bearbeitungsstrategien betrachtet, um diese unter bauteilspezifischen und wirtschaftlichen Aspekten zu bewerten. Mit Blick auf die Studienergebnisse lässt sich zusammenfassen, dass die Technologie des Fräsens auch langfristig nicht an Stellenwert für den Werkzeug- und Formenbau verlieren wird. Die vorgestellte Studie weist Möglichkeiten auf, das Potential des Fräsens weiter zu steigern. Beispielhaft wurden in diesem Zusammenhang die Themen innovative CAM-Strategien, maschinenintegrierte Oberflächennachbearbeitung sowie Digitalisierung thematisiert. Die dargestellten Aspekte ermöglichen es den deutschen Unternehmen des Werkzeug- und Formenbaus auch zukünftig unter Verwendung einer bereits etablierten Fertigungstechnologie zukunftsfähig zu produzieren. Kundenanforderungen Optimierter Fräsprozess Kosten Qualität 39








40 Autoren Prof. Dr. Wolfgang Boos Geschäftsführer WBA Aachener Werkzeugbau Akademie GmbH Dr. Kristian Arntz Abteilungsleiter Nichtkonventionelle Fertigungsverfahren und Technologieintegration Fraunhofer-Institut für Produktionstechnologie IPT Lars Johannsen Gruppenleiter Technologieorganisation Fraunhofer-Institut für Produktionstechnologie IPT Marcel Prümmer Wissenschaftlicher Mitarbeiter Technologieorganisation Fraunhofer-Institut für Produktionstechnologie IPT Rainer Horstkotte Wissenschaftlicher Mitarbeiter Technologieorganisation Fraunhofer-Institut für Produktionstechnologie IPT Philipp Ganser Gruppenleiter Grundlagen und Technologieentwicklung in der Hochleistungszerspanung Fraunhofer-Institut für Produktionstechnologie IPT Tommy Venek Wissenschaftlicher Mitarbeiter Grundlagen und Technologieentwicklung in der Hochleistungszerspanung Fraunhofer-Institut für Produktionstechnologie IPT Vincent Gerretz Wissenschaftlicher Mitarbeiter Grundlagen und Technologieentwicklung in der Hochleistungszerspanung Fraunhofer-Institut für Produktionstechnologie IPT 40
41 Literaturverzeichnis [1] Boos, W.: Methodik zur Gestaltung und Bewertung von modularen Werkzeugen, Dissertation, 2008 [2] Wohlers Associates, Inc.: Wohlers Report D Printing and Additve Manufacturing State of the Industry Annual Worldwide Progress Report, 2017 [3] Form+Werkzeug: Der Werkzeugbau ist Wegbereiter neuer Technologien, Beitrag auf Internetseite, 2016 [4] Wagner, S.: Verfahren zur schnellen Erstellung und Bewertung von Konzeptmethoden für Blechbauteile, Dissertation, 2012 [5] Verein Deutsch Ingenieure: VDI-Richtlinie 3633: Simulation von Logistik-, Materialfluss- und Produktionssystemen Begriffe, 2013 [6] Verein Deutscher Ingenieure: VDI-Richtlinie 3321: Schnittwertoptimierung Grundlagen und Anwendung,
42 Unsere Studien Strategische Entwicklung Corporate Tooling Agile Tool Development 2017 Corporate Tooling Flexible Tooling Organization 2017 Corporate Tooling Intelligent Tool Manufacturing 2017 Smart Tooling 2016 Fast Forward Tooling 2015 F3 Fast Forward Factory

43 Wolfgang Boos Kristian Arntz Lars Johannsen Marcel Prümmer Rainer Horstkotte Philipp Ganser Tommy Venek Vincent Gerretz 2018 Erfolgreich Fräsen im Werkzeugbau Unsere Studien Erfolgreich... Erfolgreich Fräsen im Werkzeugbau Erfolgreich Fräsen 2018 Erfolgreich Automatisieren 2017 Erfolgreich Restrukturieren 2017 Erfolgreich Performance Messen 2017 Erfolgreich Fertigungstechnologien Einsetzen 2017 Erfolgreich Finanzieren 2016 Erfolgreich Digital Vernetzen 2016 Erfolgreich Mitarbeiter Motivieren 2016 Erfolgreich Kalkulieren 2015 Erfolgreich Planen

44 Unsere Studien Tooling in... World of Tooling 2015 Tooling in Germany 2018 Tooling in China 2016 Tooling in Turkey 2016 Tooling in Germany 2016 Tooling in China 2015 Tooling in South Africa
45 45

46 Herausgeber Fraunhofer-Institut IPT Steinbachstraße Aachen WBA Aachener Werkzeugbau Akademie GmbH Campus-Boulevard Aachen
Neues in NX 12 für die Fertigung
 Neues in NX 12 für die Fertigung Die Neuerungen in Kürze Realize innovation. Werkzeug- und Formenbau mit NX CAM Hochwertige Formen 60% schneller Page 2 Werkzeug- und Formenbau Adaptives Fräsen Neue High-Speed
Neues in NX 12 für die Fertigung Die Neuerungen in Kürze Realize innovation. Werkzeug- und Formenbau mit NX CAM Hochwertige Formen 60% schneller Page 2 Werkzeug- und Formenbau Adaptives Fräsen Neue High-Speed
Grosse Evolutionsschritte der Schaftfräser:
 Grosse Evolutionsschritte der Schaftfräser: Einführung der PVD Hartstoff-Beschichtungen auf HSS Fräsern Neuer Schneidstoff: Hartmetall Wechsel zu " komplexeren " Beschichtungen Einführung von «Feinheiten
Grosse Evolutionsschritte der Schaftfräser: Einführung der PVD Hartstoff-Beschichtungen auf HSS Fräsern Neuer Schneidstoff: Hartmetall Wechsel zu " komplexeren " Beschichtungen Einführung von «Feinheiten
LASERUNTERSTÜTZTE BEARBEITUNG
 FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT LASERUNTERSTÜTZTE BEARBEITUNG Unser Partner LASERUNTERSTÜTZTE ZERSPANUNG Steigende Anforderungen an technische Produkte führen in unterschiedlichen industriellen
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT LASERUNTERSTÜTZTE BEARBEITUNG Unser Partner LASERUNTERSTÜTZTE ZERSPANUNG Steigende Anforderungen an technische Produkte führen in unterschiedlichen industriellen
Schruppfräser Toro-X. passion for precision
 Schruppfräser Toro-X passion for precision Toro-X Spezialisiert auf 3D-Fräsprozesse mit HSC-Strategie [ 2 ] Die Fräswerkzeuge Toro-X wurden für 3D-Fräsprozesse entwickelt, bei denen die HSC-Strategie zum
Schruppfräser Toro-X passion for precision Toro-X Spezialisiert auf 3D-Fräsprozesse mit HSC-Strategie [ 2 ] Die Fräswerkzeuge Toro-X wurden für 3D-Fräsprozesse entwickelt, bei denen die HSC-Strategie zum
Jongen UNI-MILL VHC-Fräser
 Jongen Werkzeugtechnik Jongen UNI-MILL VHC-Fräser Trochoidales Fräsen auf höchstem Niveau Jongen UNI-MILL VHC-Fräser Statisches sowie dynamisches "trochoidales Fräsen", ist eine Kombination aus Zirkular-
Jongen Werkzeugtechnik Jongen UNI-MILL VHC-Fräser Trochoidales Fräsen auf höchstem Niveau Jongen UNI-MILL VHC-Fräser Statisches sowie dynamisches "trochoidales Fräsen", ist eine Kombination aus Zirkular-
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT GAMMA HSC ADAPTIVE TONNENFRÄSWERKZEUGE AUF DEM WEG ZUR MARKTREIFE
 FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT GAMMA HSC ADAPTIVE TONNENFRÄSWERKZEUGE AUF DEM WEG ZUR MARKTREIFE TONNENFRÄSWERKZEUGE BESCHLEUNIGEN DIE FRÄSBEARBEITUNG In den vergangenen Jahren wurden
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT GAMMA HSC ADAPTIVE TONNENFRÄSWERKZEUGE AUF DEM WEG ZUR MARKTREIFE TONNENFRÄSWERKZEUGE BESCHLEUNIGEN DIE FRÄSBEARBEITUNG In den vergangenen Jahren wurden
passion for precision Sphero-CVD Hochleistungsfräsen von Hartmetall mit Fräswerkzeugen aus Diamant
 passion for precision Sphero- Hochleistungsfräsen von Hartmetall mit Fräswerkzeugen aus Diamant Wirtschaftliches Fräsen von Hartmetall mit Werkzeugen aus reinem Diamant [ 2 ] Als Einsatzmaterial bei industriellen
passion for precision Sphero- Hochleistungsfräsen von Hartmetall mit Fräswerkzeugen aus Diamant Wirtschaftliches Fräsen von Hartmetall mit Werkzeugen aus reinem Diamant [ 2 ] Als Einsatzmaterial bei industriellen
F R A U N H O F E R - I n s T I T U T f ü r P r o d u k T I O N s t e c H N O l o g i e I P T. Automatisierte Feinbearbeitung
 F R A U N H O F E R - I n s T I T U T f ü r P r o d u k T I O N s t e c H N O l o g i e I P T Automatisierte Feinbearbeitung Automatisierte Feinbearbeitung im Werkzeug- und Formenbau Das Fraunhofer IPT
F R A U N H O F E R - I n s T I T U T f ü r P r o d u k T I O N s t e c H N O l o g i e I P T Automatisierte Feinbearbeitung Automatisierte Feinbearbeitung im Werkzeug- und Formenbau Das Fraunhofer IPT
Die Herstellung von Nuten auf rotationssymetrischen Teilen am Beispiel eines Kundenauftrages
 Die Herstellung von Nuten auf rotationssymetrischen Teilen am Beispiel eines Kundenauftrages Dipl.-Ing. Christiane Rehm 1 Problemstellung Während bei der Produktkonstruktion die Umstellung von der rechnergestützten
Die Herstellung von Nuten auf rotationssymetrischen Teilen am Beispiel eines Kundenauftrages Dipl.-Ing. Christiane Rehm 1 Problemstellung Während bei der Produktkonstruktion die Umstellung von der rechnergestützten
SolidCAM ist die führende, integrierte CAM-Software
 SolidCAM ist die führende, integrierte CAM-Software Erstellen Sie Ihre CNC-Programme direkt in SOLIDWORKS EXPERIENCE DAY 2016 30.09.2016 Jörg Falkenecker, Tobias Schneider Agenda 1. Vorstellung SolidCAM
SolidCAM ist die führende, integrierte CAM-Software Erstellen Sie Ihre CNC-Programme direkt in SOLIDWORKS EXPERIENCE DAY 2016 30.09.2016 Jörg Falkenecker, Tobias Schneider Agenda 1. Vorstellung SolidCAM
Der digitale Zwilling der Fertigung mit CNC-Werkzeugmaschinen
 Der digitale Zwilling der Fertigung mit CNC-Werkzeugmaschinen Mehr Produktivität für die Fertigung siemens.com/sinumerik Die Fertigung im Umbruch - neue Herausforderungen für Anwender von Werkzeugmaschinen
Der digitale Zwilling der Fertigung mit CNC-Werkzeugmaschinen Mehr Produktivität für die Fertigung siemens.com/sinumerik Die Fertigung im Umbruch - neue Herausforderungen für Anwender von Werkzeugmaschinen
passion for precision Sphero-XP mit Radiustoleranz +/ Feinstbearbeitung in gehärteten Stählen mit der neuen Superpräzisionskugel
 passion for precision Sphero-XP mit Radiustoleranz +/ 0.003 Feinstbearbeitung in gehärteten Stählen mit der neuen Superpräzisionskugel Sphero-XP Schlichtfräsen in gehärteten Stählen mit der neuen Superpräzisionskugel
passion for precision Sphero-XP mit Radiustoleranz +/ 0.003 Feinstbearbeitung in gehärteten Stählen mit der neuen Superpräzisionskugel Sphero-XP Schlichtfräsen in gehärteten Stählen mit der neuen Superpräzisionskugel
Neuer 3D-Werkzeugweg für bessere optische Oberflächengüte
 Mastercam 2019 ab September in Deutschland erhältlich Die neue deutsche Version des weltweit führenden CAM-Systems verspricht eine optimierte Benutzeroberfläche, anwenderfreundliche Bedienbarkeit und viele
Mastercam 2019 ab September in Deutschland erhältlich Die neue deutsche Version des weltweit führenden CAM-Systems verspricht eine optimierte Benutzeroberfläche, anwenderfreundliche Bedienbarkeit und viele
MASSGESCHNEIDERTE CAM SOFTWARELÖSUNGEN
 FRÄSEN DREHEN DRAHTERODIEREN Eine Entwicklung von MASSGESCHNEIDERTE CAM SOFTWARELÖSUNGEN Komplette High-end CAM Lösungen GO2cam, die CAM Lösung, für die Herausforderungen Ihrer speziellen und täglichen
FRÄSEN DREHEN DRAHTERODIEREN Eine Entwicklung von MASSGESCHNEIDERTE CAM SOFTWARELÖSUNGEN Komplette High-end CAM Lösungen GO2cam, die CAM Lösung, für die Herausforderungen Ihrer speziellen und täglichen
IHK-Prüfungsantrag Zusatzqualifikation Digitale Fertigungsprozesse
 IHK-Prüfungsantrag Zusatzqualifikation Digitale Fertigungsprozesse Submission Date Name Adresse E-Mail Telefonnummer Mobilnummer Ausbildungsunternehmen Ausbildungsberuf Ausbildungsjahr Projektarbeit (I)
IHK-Prüfungsantrag Zusatzqualifikation Digitale Fertigungsprozesse Submission Date Name Adresse E-Mail Telefonnummer Mobilnummer Ausbildungsunternehmen Ausbildungsberuf Ausbildungsjahr Projektarbeit (I)
ZECHA:VDMA Technologieforum. Branchenlösung Werkzeugbau Erodieren Sie noch oder Fräsen Sie schon? Andreas Weck, Stuttgart AMB,
 ZECHA:VDMA Technologieforum Branchenlösung Werkzeugbau Erodieren Sie noch oder Fräsen Sie schon? Andreas Weck, Stuttgart AMB, 20.09.2018 ZECHA Hartmetall-Werkzeugfabrikation GmbH Firmensitz: Gründung:
ZECHA:VDMA Technologieforum Branchenlösung Werkzeugbau Erodieren Sie noch oder Fräsen Sie schon? Andreas Weck, Stuttgart AMB, 20.09.2018 ZECHA Hartmetall-Werkzeugfabrikation GmbH Firmensitz: Gründung:
Wave-Bearbeitung als Schruppstrategie
 Wave-Bearbeitung als HSC-Schruppstrategie Die Wave-Bearbeitung ist eine Hochgeschwindigkeits-Schruppen Strategie, welche sich dadurch auszeichnet, dass sie die Last auf das Werkzeug konstant hält, indem
Wave-Bearbeitung als HSC-Schruppstrategie Die Wave-Bearbeitung ist eine Hochgeschwindigkeits-Schruppen Strategie, welche sich dadurch auszeichnet, dass sie die Last auf das Werkzeug konstant hält, indem
GARANT PPC Die neue strategie für
 INNOVATION reise zzgl. MwSt., gültig bis. 07. 08 GARANT C Die neue strategie für Höchste roduktivität. Die neu entwickelten GARANT VHM Tonnenfräser verringern rozesszeiten und erhöhen die Oberflächengüten.
INNOVATION reise zzgl. MwSt., gültig bis. 07. 08 GARANT C Die neue strategie für Höchste roduktivität. Die neu entwickelten GARANT VHM Tonnenfräser verringern rozesszeiten und erhöhen die Oberflächengüten.
High Feed Cutting HFC XFeed und XFeed-R. passion for precision
 High Feed Cutting HFC XFeed und XFeed-R passion for precision XFeed und XFeed-R Spezialisten für die Hochvorschub-Bearbeitung [ 2 ] Die Hochvorschub-Fräser XFeed und XFeed-R sind für die perfekte Umsetzung
High Feed Cutting HFC XFeed und XFeed-R passion for precision XFeed und XFeed-R Spezialisten für die Hochvorschub-Bearbeitung [ 2 ] Die Hochvorschub-Fräser XFeed und XFeed-R sind für die perfekte Umsetzung
Unikate in Serie. WBA Aachener Werkzeugbau Akademie. Führender Partner des Werkzeugbaus
 Unikate in Serie WBA Aachener Werkzeugbau Akademie Führender Partner des Werkzeugbaus Werkzeugbau-Community Kernstück der WBA bildet ihre Community mit rund 80 Mitgliedsunternehmen aus dem Bereich Werkzeugbau.
Unikate in Serie WBA Aachener Werkzeugbau Akademie Führender Partner des Werkzeugbaus Werkzeugbau-Community Kernstück der WBA bildet ihre Community mit rund 80 Mitgliedsunternehmen aus dem Bereich Werkzeugbau.
Werkstattaufträge vom 3D-Modell zum Bauteil CAM Praxiskurses Produktentwicklung
 Werkstattaufträge vom 3D-Modell zum Bauteil CAM Praxiskurses Produktentwicklung Dario Fenner, Prof. Dr. Mirko Meboldt pd z Product Development Group Zürich Ausblick Teil 2. Fertigung Werkstatt Vortrag
Werkstattaufträge vom 3D-Modell zum Bauteil CAM Praxiskurses Produktentwicklung Dario Fenner, Prof. Dr. Mirko Meboldt pd z Product Development Group Zürich Ausblick Teil 2. Fertigung Werkstatt Vortrag
Schlichtfräser Multicut XF. passion for precision
 Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 HRC
 passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 Sphero-X Schlichten und Schruppen von 40 bis 70 [ 2 ] Sphero-X markiert die neue Hochleistungsklasse bei der effizienten Bearbeitung
passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 Sphero-X Schlichten und Schruppen von 40 bis 70 [ 2 ] Sphero-X markiert die neue Hochleistungsklasse bei der effizienten Bearbeitung
Modularisierungs-Audit im Werkzeugbau
 Modularisierungs-Audit im Werkzeugbau Angebot des aachener werkzeug- und formenbaus Aachen, im März 2010 Geschäftsfeld aachener werkzeug- und formenbau - Unsere Themen - Produktionsmaschinen Prozesstechnologie
Modularisierungs-Audit im Werkzeugbau Angebot des aachener werkzeug- und formenbaus Aachen, im März 2010 Geschäftsfeld aachener werkzeug- und formenbau - Unsere Themen - Produktionsmaschinen Prozesstechnologie
Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen
 Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen Generative Fertigungsverfahren bei der MonaLab GmbH UNTERNEHMENSPROFIL MonaLab
Fallstudie Einteiliges Werkzeug für technische Schläuche Strömungsoptimiertes Bauteil zur Extrusion von technischen Schläuchen Generative Fertigungsverfahren bei der MonaLab GmbH UNTERNEHMENSPROFIL MonaLab
Die mannlose Fertigung absichern und gleichzeitig beschleunigen
 Das Produkt Die Firma Die mannlose Fertigung absichern und gleichzeitig beschleunigen Dirk Weiß ÜberCGTech Privatunternehmen 1988 gegründet > 150 Mitarbeiter 63 Mitarbeiteram Stammsitz in Irvine 12 Mitarbeiter
Das Produkt Die Firma Die mannlose Fertigung absichern und gleichzeitig beschleunigen Dirk Weiß ÜberCGTech Privatunternehmen 1988 gegründet > 150 Mitarbeiter 63 Mitarbeiteram Stammsitz in Irvine 12 Mitarbeiter
Fit für den industriellen Werkzeugbau
 Fit für den industriellen Werkzeugbau Weiterbildungsprogramm 2019 2 Erfolgsfaktor Qualifikation Sehr geehrte Damen und Herren, dynamische technologische und organisatorische Entwicklungen hin zum industriellen
Fit für den industriellen Werkzeugbau Weiterbildungsprogramm 2019 2 Erfolgsfaktor Qualifikation Sehr geehrte Damen und Herren, dynamische technologische und organisatorische Entwicklungen hin zum industriellen
LASERUNTERSTÜTZTES FRÄSEN MÜNCHEN, LEARNSHOPS METALL MÜNCHEN 2013 ROBERT WIEDENMANN
 LASERUNTERSTÜTZTES FRÄSEN MÜNCHEN, 06.03.2013 LEARNSHOPS METALL MÜNCHEN 2013 ROBERT WIEDENMANN Gliederung des Vortrags 1. Vorstellung des iwb 2. Situation in der spanenden Bearbeitung 3. Prozessmodell
LASERUNTERSTÜTZTES FRÄSEN MÜNCHEN, 06.03.2013 LEARNSHOPS METALL MÜNCHEN 2013 ROBERT WIEDENMANN Gliederung des Vortrags 1. Vorstellung des iwb 2. Situation in der spanenden Bearbeitung 3. Prozessmodell
HFC Fräswendeplatten NEU
 HFC Fräswendeplatten NEU Hochleistungsschruppen mit HFC Fräswendeplatten [ 2 ] Hauptapplikation des HFC Frässystems ist die Hochleistungs-Schruppbearbeitung. Die Werkstoffspektren, die mit dem HFC Sortiment
HFC Fräswendeplatten NEU Hochleistungsschruppen mit HFC Fräswendeplatten [ 2 ] Hauptapplikation des HFC Frässystems ist die Hochleistungs-Schruppbearbeitung. Die Werkstoffspektren, die mit dem HFC Sortiment
Online-Seminar Neue Fertigungsverfahren Roboter in NX CAM
 Online-Seminar Neue Fertigungsverfahren Roboter in NX CAM Bernd Scherner, Ralf Huber Unrestricted @ Siemens AG 2018 Agenda Industrieroboter aktuelle Trends und Anwendungsszenarien Die Siemens Strategie
Online-Seminar Neue Fertigungsverfahren Roboter in NX CAM Bernd Scherner, Ralf Huber Unrestricted @ Siemens AG 2018 Agenda Industrieroboter aktuelle Trends und Anwendungsszenarien Die Siemens Strategie
Stephan Klingner, Stephanie Pravemann, Michael Becker ERGEBNISSE DER STUDIE «PRODUKTIVITÄT BEI DIENSTLEISTUNGEN»
 Stephan Klingner, Stephanie Pravemann, Michael Becker ERGEBNISSE DER STUDIE «PRODUKTIVITÄT BEI DIENSTLEISTUNGEN» ergebnisse der Studie «Produktivität bei Dienstleistungen» Das Thema Produktivität ist bei
Stephan Klingner, Stephanie Pravemann, Michael Becker ERGEBNISSE DER STUDIE «PRODUKTIVITÄT BEI DIENSTLEISTUNGEN» ergebnisse der Studie «Produktivität bei Dienstleistungen» Das Thema Produktivität ist bei
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNIK UND AUTOMATISIERUNG IPA LÖSUNGEN FÜR DIE SÄGEBRANCHE
 FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNIK UND AUTOMATISIERUNG IPA LÖSUNGEN FÜR DIE SÄGEBRANCHE 1 Sägeverfahren sind Bestandteil nahezu jeder Fertigungskette. Kaum ein anderes Verfahren hat eine vergleichbare
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNIK UND AUTOMATISIERUNG IPA LÖSUNGEN FÜR DIE SÄGEBRANCHE 1 Sägeverfahren sind Bestandteil nahezu jeder Fertigungskette. Kaum ein anderes Verfahren hat eine vergleichbare
Anwendungstechnik: Wilfried Geis
 Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Zerspanung im stetigen Wandel
 Headline, einzeilig. single spaced Headline, zweizeilig. double spaced www.gildemeister.com DMG innovative technologies Andreas Rossberger Produktmanager HSC 1 Einflussfaktoren auf die Zerspanung Bauteil
Headline, einzeilig. single spaced Headline, zweizeilig. double spaced www.gildemeister.com DMG innovative technologies Andreas Rossberger Produktmanager HSC 1 Einflussfaktoren auf die Zerspanung Bauteil
Pneumatisches Kaltschmiedesystem. FORGEfix (Air) Seite 1 3S-engineering GmbH FORGEfix (Air)
 Seite 1 3S-engineering GmbH FORGEfix (Air)") Pneumatisches Kaltschmiedesystem FORGEfix (Air) Seite 1 3S-engineering GmbH www.3s-e.de FORGEfix (Air) Inhaltsverzeichnis 1. Was ist FORGEfix 2. Wie entstand FORGEfix 3. Wie arbeitet FORGEfix 4. Wofür
Pneumatisches Kaltschmiedesystem FORGEfix (Air) Seite 1 3S-engineering GmbH www.3s-e.de FORGEfix (Air) Inhaltsverzeichnis 1. Was ist FORGEfix 2. Wie entstand FORGEfix 3. Wie arbeitet FORGEfix 4. Wofür
PR O D U KTIVI R S PA R N I S KREISRADIUS-FRÄSER FRÄSWERKZEUGE ZUR 5-ACHS-SCHLICHTBEARBEITUNG. PROSPEKT NR. 18 KREISRADIUS-FRÄSER
 FRÄSWERKZEUGE ZUR 5-ACHS-SCHLICHTBEARBEITUNG. PROSPEKT NR. KREISRADIUS-FRÄSER R S PA R N I S ZE T TÄ KREISRADIUS-FRÄSER ITE PR O D U KTIVI SS TE IGER UNG DU RC H 0 VOHA-TOSEC VORTEILE UND VORAUSSETZUNGEN
FRÄSWERKZEUGE ZUR 5-ACHS-SCHLICHTBEARBEITUNG. PROSPEKT NR. KREISRADIUS-FRÄSER R S PA R N I S ZE T TÄ KREISRADIUS-FRÄSER ITE PR O D U KTIVI SS TE IGER UNG DU RC H 0 VOHA-TOSEC VORTEILE UND VORAUSSETZUNGEN
Dr. Sven Holsten. Arbeiten im Werkzeugbau 4.0
 Dr. Sven Holsten Arbeiten im Werkzeugbau 4.0 TSP Das Wichtigste in Zahlen 4 Standorte (Deutschland, Polen, China, Indien) 285 Mitarbeiter 400 Spritzgießwerkzeuge pro Jahr Globaler Ersatzteilservice erfordert
Dr. Sven Holsten Arbeiten im Werkzeugbau 4.0 TSP Das Wichtigste in Zahlen 4 Standorte (Deutschland, Polen, China, Indien) 285 Mitarbeiter 400 Spritzgießwerkzeuge pro Jahr Globaler Ersatzteilservice erfordert
Hochvolumenzerspanung von Titan Herausforderungen, Technologien und Lösungen. Rorschacherberg,
 Hochvolumenzerspanung von Titan Herausforderungen, Technologien und Lösungen Rorschacherberg, 10.12.2014 Produkte und Dienstleistungen Bearbeitungszentren Engineering Lösungen Service Lösungen Zentrale
Hochvolumenzerspanung von Titan Herausforderungen, Technologien und Lösungen Rorschacherberg, 10.12.2014 Produkte und Dienstleistungen Bearbeitungszentren Engineering Lösungen Service Lösungen Zentrale
Zukunftsorientierte Technologien. Nahtlos integriert. cad-integration
 Zukunftsorientierte Technologien. Nahtlos integriert. cad-integration hypermill die wohl umfassendste Palette an CAM-Strategien unter einer Bedienoberfläche hypermill ist ein von SolidWorks zertifiziertes
Zukunftsorientierte Technologien. Nahtlos integriert. cad-integration hypermill die wohl umfassendste Palette an CAM-Strategien unter einer Bedienoberfläche hypermill ist ein von SolidWorks zertifiziertes
SINUMERIK live: Dynamische 5-Achsbearbeitung direkt programmieren in SINUMERIK Operate
 SINUMERIK live: Dynamische 5-Achsbearbeitung direkt programmieren in SINUMERIK Operate Grundlagen, Möglichkeiten und Grenzen siemens.de/cnc4you Dynamische 5-Achsbearbeitung direkt programmieren in SINUMERIK
SINUMERIK live: Dynamische 5-Achsbearbeitung direkt programmieren in SINUMERIK Operate Grundlagen, Möglichkeiten und Grenzen siemens.de/cnc4you Dynamische 5-Achsbearbeitung direkt programmieren in SINUMERIK
Das einzigartige CAM-System für Ihre gesamte Fertigung
 Das einzigartige CAM-System für Ihre gesamte Fertigung www.edgecam.com Edgecam Das einzigartige CAM-System Edgecam ist ein marktführendes CAM-System für die NC- Programmerstellung. Mit seiner unverwechselbar
Das einzigartige CAM-System für Ihre gesamte Fertigung www.edgecam.com Edgecam Das einzigartige CAM-System Edgecam ist ein marktführendes CAM-System für die NC- Programmerstellung. Mit seiner unverwechselbar
VISI HM Rippenbearbeitung. Release: VISI 19 Autor: Sebastian Krause Datum:
 VISI Release: VISI 19 Autor: Sebastian Krause Datum: 07.10.2011 Einführung: Die neue Strategie wurde speziell zur Bearbeitung dünner Wände entwickelt. Werkstücke mit dünnen Wänden sollen oft aus speziellen
VISI Release: VISI 19 Autor: Sebastian Krause Datum: 07.10.2011 Einführung: Die neue Strategie wurde speziell zur Bearbeitung dünner Wände entwickelt. Werkstücke mit dünnen Wänden sollen oft aus speziellen
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT PROCARBIMILL INNOVATIVE PROZESSTECHNOLOGIE FÜR DAS FRÄSEN VON HARTMETALLEN
 FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT PROCARBIMILL INNOVATIVE PROZESSTECHNOLOGIE FÜR DAS FRÄSEN VON HARTMETALLEN Der deutsche Werkzeug- und Formenbau und die Herstellung von Präzisionswerkzeugen
FRAUNHOFER-INSTITUT FÜR PRODUKTIONSTECHNOLOGIE IPT PROCARBIMILL INNOVATIVE PROZESSTECHNOLOGIE FÜR DAS FRÄSEN VON HARTMETALLEN Der deutsche Werkzeug- und Formenbau und die Herstellung von Präzisionswerkzeugen
Ihr Partner für CAD/CAM und CNC-Programmierung
 Ihr Partner für CAD/CAM und CNC-Programmierung HSC Fräsen (High Speed Cutting) mit vectorcam HSC-Fräsen Ziel: - Effiziente Fräsbearbeitung - Optimale Werkzeugbahnen - Schnellere Bearbeitungszeit - Höhere
Ihr Partner für CAD/CAM und CNC-Programmierung HSC Fräsen (High Speed Cutting) mit vectorcam HSC-Fräsen Ziel: - Effiziente Fräsbearbeitung - Optimale Werkzeugbahnen - Schnellere Bearbeitungszeit - Höhere
Agenda. 1. Kurzvorstellung MHT GmbH + Kernkompetenz. 2. Megathema Industrie MHT GmbH und Industrie Prozesssicherheit Mediumverteiler
 Agenda 1. Kurzvorstellung MHT GmbH + Kernkompetenz 2. Megathema Industrie 4.0 3. MHT GmbH und Industrie 4.0 4. Prozesssicherheit Mediumverteiler 5. Automatisation Praxis Industrie 4.0 6. Fazit 1. Kurzvorstellung
Agenda 1. Kurzvorstellung MHT GmbH + Kernkompetenz 2. Megathema Industrie 4.0 3. MHT GmbH und Industrie 4.0 4. Prozesssicherheit Mediumverteiler 5. Automatisation Praxis Industrie 4.0 6. Fazit 1. Kurzvorstellung
SWISS QUALITY. Fräsen. Drehen. Senk- und Drahterodieren. Rund- und Flachschleifen WILLI FREHNER AG. Formen- und Werkzeugbau
 SWISS QUALITY Fräsen Drehen Senk- und Drahterodieren Rund- und Flachschleifen WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich Formen- und
SWISS QUALITY Fräsen Drehen Senk- und Drahterodieren Rund- und Flachschleifen WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich Formen- und
Mehr Effizienz beim Drehen
 Mehr Effizienz beim Drehen Hocheffizientes Drehen Drehen so schnell wie nie! Mit dem innovativen rollfeed -Upgrade-Kit von Vandurit für Drehmaschinen und der perfekt angepassten hypermill rollfeed Turning-Strategie
Mehr Effizienz beim Drehen Hocheffizientes Drehen Drehen so schnell wie nie! Mit dem innovativen rollfeed -Upgrade-Kit von Vandurit für Drehmaschinen und der perfekt angepassten hypermill rollfeed Turning-Strategie
NCSIMUL HIGH SPEED 3D NC SIMULATION DIGITALE CNC FERTIGUNG: INTERAKTIV & LEISTUNGSSTARK MACHINE FRÄSEN DREHEN DREH-FRÄSEN MEHRKANAL KOMPLEX
 NCSIMUL MACHINE HIGH SPEED 3D NC SIMULATION FRÄSEN DREHEN DREH-FRÄSEN MEHRKANAL KOMPLEX DIGITALE CNC FERTIGUNG: INTERAKTIV & LEISTUNGSSTARK REDUZIEREN SIE IHRE KOSTEN STEIGERN SIE DIE EFFIZIENZ IHRES SHOPFLOORS
NCSIMUL MACHINE HIGH SPEED 3D NC SIMULATION FRÄSEN DREHEN DREH-FRÄSEN MEHRKANAL KOMPLEX DIGITALE CNC FERTIGUNG: INTERAKTIV & LEISTUNGSSTARK REDUZIEREN SIE IHRE KOSTEN STEIGERN SIE DIE EFFIZIENZ IHRES SHOPFLOORS
thinkline CAD - CAM - PLM SOLUTIONS we optimize your process hypermill
 thinkline CAD - CAM - PLM SOLUTIONS we optimize your process hypermill 2D, 3D bis 5-Achsen indexiert und simultan - CAM-Programmierung ohne Grenzen hypermill mit der umfassendsten Palette an CAM-Strategien
thinkline CAD - CAM - PLM SOLUTIONS we optimize your process hypermill 2D, 3D bis 5-Achsen indexiert und simultan - CAM-Programmierung ohne Grenzen hypermill mit der umfassendsten Palette an CAM-Strategien
ZW3D CAM Strategien. 2-Achsen Fräs Strategien. diese Pakete beinhalteten diese Funktionen: 2X Machinist, 3X Machinist, Premium
 ZW3D CAM Strategien 2-Achsen Fräs Strategien diese Pakete beinhalteten diese Funktionen: 2X Machinist, 3X Machinist, Premium Fräsen von Anplanungen und Taschen mit Hilfe der intelligenten Flächenerkennung
ZW3D CAM Strategien 2-Achsen Fräs Strategien diese Pakete beinhalteten diese Funktionen: 2X Machinist, 3X Machinist, Premium Fräsen von Anplanungen und Taschen mit Hilfe der intelligenten Flächenerkennung
NPA. Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie. Produktneuheiten NEU NEU 2XD 3XD 4XD 6XD. Seite 1 / 8
 NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
NCSIMUL HIGH SPEED 3D NC SIMULATION DIGITALE CNC FERTIGUNG: INTERAKTIV & LEISTUNGSSTARK
 NCSIMUL MAC H I N E HIGH SPEED 3D NC SIMULATION FRÄSEN DREHEN DREH-FRÄSEN MEHRKANAL KOMPLEX DIGITALE CNC FERTIGUNG: INTERAKTIV & LEISTUNGSSTARK REDUZIEREN SIE IHRE KOSTEN STEIGERN SIE DIE EFFIZIENZ IHRES
NCSIMUL MAC H I N E HIGH SPEED 3D NC SIMULATION FRÄSEN DREHEN DREH-FRÄSEN MEHRKANAL KOMPLEX DIGITALE CNC FERTIGUNG: INTERAKTIV & LEISTUNGSSTARK REDUZIEREN SIE IHRE KOSTEN STEIGERN SIE DIE EFFIZIENZ IHRES
passion for precision SpheroCarb diamantbeschichteter Kugelkopffräser für die Hartmetallbearbeitung
 passion for precision SpheroCarb diamantbeschichteter Kugelkopffräser für die Hartmetallbearbeitung Diamantbeschichteter Kugelkopffräser für die universelle Bearbeitung von Hartmetall und technischer Keramik
passion for precision SpheroCarb diamantbeschichteter Kugelkopffräser für die Hartmetallbearbeitung Diamantbeschichteter Kugelkopffräser für die universelle Bearbeitung von Hartmetall und technischer Keramik
HPC HDM für schwer zerspanbares Material. VHM-Fräser für hohe Werkzeugstandzeiten bei bester Prozesssicherheit
 für schwer zerspanbares Material VHM-Fräser für hohe Werkzeugstandzeiten bei bester Prozesssicherheit Hpc high performance cutting high dynamic milling Stellen Sie einfach die Formel um Und dann Ihre Maschinen.
für schwer zerspanbares Material VHM-Fräser für hohe Werkzeugstandzeiten bei bester Prozesssicherheit Hpc high performance cutting high dynamic milling Stellen Sie einfach die Formel um Und dann Ihre Maschinen.
AgieCharmilles GmbH. Begrüßung. Benjamin Sendler Leiter Anwendungstechnik Fräsen. GF AgieCharmilles
 AgieCharmilles GmbH Begrüßung Benjamin Sendler Leiter Anwendungstechnik Fräsen Georg Fischer Konzern ACD B. Sendler Eine Marke: Senken Drahterosion Fräsen Laser 1996 1983 2000 ACD B. Sendler Jeder Kunde
AgieCharmilles GmbH Begrüßung Benjamin Sendler Leiter Anwendungstechnik Fräsen Georg Fischer Konzern ACD B. Sendler Eine Marke: Senken Drahterosion Fräsen Laser 1996 1983 2000 ACD B. Sendler Jeder Kunde
COMPOSITE CUTTING RESONANTE ULTRASCHALLSYSTEME ZUM EFFIZIENTEN ZERSPANEN, SCHNEIDEN UND SÄGEN VON LEICHTBAUWERKSTOFFEN WEBER-ULTRASONICS.
 COMPOSITE CUTTING RESONANTE ULTRASCHALLSYSTEME ZUM EFFIZIENTEN ZERSPANEN, SCHNEIDEN UND SÄGEN VON LEICHTBAUWERKSTOFFEN WEBER-ULTRASONICS.COM HÖHERE PRODUKTIVITÄT, FLEXIBILITÄT UND EFFIZIENZ RESONANTE WERKZEUGSYSTEME
COMPOSITE CUTTING RESONANTE ULTRASCHALLSYSTEME ZUM EFFIZIENTEN ZERSPANEN, SCHNEIDEN UND SÄGEN VON LEICHTBAUWERKSTOFFEN WEBER-ULTRASONICS.COM HÖHERE PRODUKTIVITÄT, FLEXIBILITÄT UND EFFIZIENZ RESONANTE WERKZEUGSYSTEME
Hochleistungsfräser NX-NVD. passion for precision
 Hochleistungsfräser NX-NVD passion for precision Universelle Höchstleistung mit Doppelnut und Variodrall [ 2 ] Die Hochleistungsfräser des Typs NX-NVD mit der patentierten Doppelnut-Geometrie und Variodrall
Hochleistungsfräser NX-NVD passion for precision Universelle Höchstleistung mit Doppelnut und Variodrall [ 2 ] Die Hochleistungsfräser des Typs NX-NVD mit der patentierten Doppelnut-Geometrie und Variodrall
NPA. Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie. Produktneuheiten NEU NEU 2XD 3XD 4XD 6XD. Seite 1 / 8
 NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
NPA Produktneuheiten AUGUST 201 26-201 Seite 1 / 8 2XD 3XD 4XD 6XD Neue Vollhartmetall-Schaftfräser in der CHATTERFREE-Linie AUGUST 201 26-201 Seite 2 /8 Ergänzend zu 2xD- und 4xD-VHM-Schaftfräsern stellt
Pictures by PC Neue Funktionen im CAM Rev. 3.6
 3.60.20.0431 29.01.2014 Beim Tieflochbohren mit Entspänen kann ein Absenkabstand und Absenkvorschub angegeben werden. Bohrzyklen müssen im Postprozessor ggf. noch angepasst werden. Die Verweilzeit oben
3.60.20.0431 29.01.2014 Beim Tieflochbohren mit Entspänen kann ein Absenkabstand und Absenkvorschub angegeben werden. Bohrzyklen müssen im Postprozessor ggf. noch angepasst werden. Die Verweilzeit oben
Beam Shaping Excellence
 Beam Shaping Excellence 300 Patente 200 Mitarbeiter 13 Länder 2 Jedes Photon, zu jeder Zeit, am richtigen Ort. LIMO: World of Beam Shaping Ob zur Materialbearbeitung, Beleuchtung oder Messtechnik Licht-
Beam Shaping Excellence 300 Patente 200 Mitarbeiter 13 Länder 2 Jedes Photon, zu jeder Zeit, am richtigen Ort. LIMO: World of Beam Shaping Ob zur Materialbearbeitung, Beleuchtung oder Messtechnik Licht-
HX-NVS: 10-mal schnelleres Eintauchen in hochharte Stähle bei der HPC- und HDC-Bearbeitung
 passion passion for precision for precision X-NVS: -mal schnelleres Eintauchen in hochharte Stähle bei der PC- und DC-Bearbeitung Schruppfräsen in harten und hochharten Werkstoffen [ 2 ] Sie wollen hochharte
passion passion for precision for precision X-NVS: -mal schnelleres Eintauchen in hochharte Stähle bei der PC- und DC-Bearbeitung Schruppfräsen in harten und hochharten Werkstoffen [ 2 ] Sie wollen hochharte
Finishbearbeitung auftraggeschweißter Bauteiloberflächen
 Finishbearbeitung auftraggeschweißter Bauteiloberflächen Frank Barthelmä, Mario Schiffler, Steffen Reich, Heiko Frank GFE Gesellschaft für Fertigungstechnologie und Entwicklung Schmalkalden e.v. Kontakt:
Finishbearbeitung auftraggeschweißter Bauteiloberflächen Frank Barthelmä, Mario Schiffler, Steffen Reich, Heiko Frank GFE Gesellschaft für Fertigungstechnologie und Entwicklung Schmalkalden e.v. Kontakt:
PRESSEINFORMATION. Forschungscluster Optische Technologien auf dem RWTH Aachen Campus
 Forschungscluster Optische Technologien auf dem RWTH Aachen Campus Förderinitiative BMBF Forschungscampus Digital Photonic Production des Bundesministeriums für Bildung und Forschung (BMBF) ist Bestandteil
Forschungscluster Optische Technologien auf dem RWTH Aachen Campus Förderinitiative BMBF Forschungscampus Digital Photonic Production des Bundesministeriums für Bildung und Forschung (BMBF) ist Bestandteil
Wirtschaftlichkeit beim Stahl polieren erhöhen
 SEITE 1 Ötigheim, Juni 2017 Kontakt menzerna polishing compounds GmbH & Co. KG Industriestraße 25 D-76470 Ötigheim Tel: +49 (0)7222 9157-0 Mail: industry@menzerna.com www.menzerna.com Wirtschaftlichkeit
SEITE 1 Ötigheim, Juni 2017 Kontakt menzerna polishing compounds GmbH & Co. KG Industriestraße 25 D-76470 Ötigheim Tel: +49 (0)7222 9157-0 Mail: industry@menzerna.com www.menzerna.com Wirtschaftlichkeit
Schlichtfräser Multicut XF Surface Master new!
 passion for precision Schlichtfräser Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo hohe Anforderungen an die Form- und
passion for precision Schlichtfräser Multicut XF Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo hohe Anforderungen an die Form- und
HELLER & KOMET. Einstechen Verschleiß-Kompensation. Konturdrehen Plandrehen. Die maschinenintegrierte Planzuglösung alles aus einer Hand.
 HELLER & KOMET Konturdrehen Plandrehen Einstechen Verschleiß-Kompensation Die maschinenintegrierte Planzuglösung alles aus einer Hand. Einwechselbare NC-Achsen für Bearbeitungszentren Die frei programmierbaren,
HELLER & KOMET Konturdrehen Plandrehen Einstechen Verschleiß-Kompensation Die maschinenintegrierte Planzuglösung alles aus einer Hand. Einwechselbare NC-Achsen für Bearbeitungszentren Die frei programmierbaren,
5-ACHS-BEARBEITUNGSZENTREN VON RECKERMANN
 5-ACHS-BEARBEITUNGSZENTREN VON RECKERMANN Eine Maschine für jede Lage In der richtigen Bearbeitungsebene, reduzieren sich auch komplexe Bauteile auf eine 2D-Bewegung. FÜR KOMPLEXE BAUTEILE MIT HOHER PRÄZISION
5-ACHS-BEARBEITUNGSZENTREN VON RECKERMANN Eine Maschine für jede Lage In der richtigen Bearbeitungsebene, reduzieren sich auch komplexe Bauteile auf eine 2D-Bewegung. FÜR KOMPLEXE BAUTEILE MIT HOHER PRÄZISION
Innovation und Nachhaltigkeit durch e-manufacturing
 Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Sescoi - Vero Software Limited
 Sescoi - Vero Software Limited 50 Bld General de Gaulle, Sancé, CS50609, 71009 MACON CEDEX, FRANCE Page 1 Vier notwendige Komponenten Scanner Abdruckscanner oder intra-oral CAD Software wird benötigt um
Sescoi - Vero Software Limited 50 Bld General de Gaulle, Sancé, CS50609, 71009 MACON CEDEX, FRANCE Page 1 Vier notwendige Komponenten Scanner Abdruckscanner oder intra-oral CAD Software wird benötigt um
Daniel Fischer. ISI 2000, Best Student Paper Award
 Untersuchung von Synergieeffekten von Datenstruktur- und n zur Prozessoptimierung anhand des Projektes TDS der Firma Adtranz (Abstract) Daniel Fischer ISI 2000, Best Student Paper Award e rücken vor allem
Untersuchung von Synergieeffekten von Datenstruktur- und n zur Prozessoptimierung anhand des Projektes TDS der Firma Adtranz (Abstract) Daniel Fischer ISI 2000, Best Student Paper Award e rücken vor allem
Vernetzung von CAM und Maschine:
 Dr. Josef Koch CTO OPENMIND Technologies AG Vernetzung von CAM und Maschine: Neue Dimensionen hinsichtlich Prozesssicherheit und Produktivität hypermill Virtual Machining Center Motivationen für eine neue
Dr. Josef Koch CTO OPENMIND Technologies AG Vernetzung von CAM und Maschine: Neue Dimensionen hinsichtlich Prozesssicherheit und Produktivität hypermill Virtual Machining Center Motivationen für eine neue
Wie man als Mittelständler im Werkzeug-und Formenbau wettbewerbsfähig bleibt. Dr. h.c. Wolfgang Leonhardt
 Wie man als Mittelständler im Werkzeug-und Formenbau wettbewerbsfähig bleibt Dr. h.c. Wolfgang Leonhardt mav Expertentreff Reduzierung manueller Nacharbeit Handlungsfelder Innovation Fertigungs- Organisation
Wie man als Mittelständler im Werkzeug-und Formenbau wettbewerbsfähig bleibt Dr. h.c. Wolfgang Leonhardt mav Expertentreff Reduzierung manueller Nacharbeit Handlungsfelder Innovation Fertigungs- Organisation
Herzlich Willkommen VOLL WILD Tage VDWF VOLL WILD XXL TAGE VDWF DECKEL MAHO PFRONTEN
 Herzlich Willkommen VOLL WILD Tage VDWF 1 DMG MORI WELTWEITE PRÄSENZ IN 79 LÄNDERN 2 DMG MORI FOKUSTHEMEN 3 DMG MORI SEGMENTE 4 DMG MORI TECHNOLOGY EXCELLENCE 5 DECKEL MAHO PFRONTEN DER STANDORT + Über
Herzlich Willkommen VOLL WILD Tage VDWF 1 DMG MORI WELTWEITE PRÄSENZ IN 79 LÄNDERN 2 DMG MORI FOKUSTHEMEN 3 DMG MORI SEGMENTE 4 DMG MORI TECHNOLOGY EXCELLENCE 5 DECKEL MAHO PFRONTEN DER STANDORT + Über
Sicher und wertschöpfend Cloud-basierte Services
 Sicher und wertschöpfend Cloud-basierte Services Die Verarbeitung großer Datenmengen spielt gerade in vernetzten Unternehmen mit softwarebasierter Fertigung, dem Digital Enterprise, eine große Rolle. Mit
Sicher und wertschöpfend Cloud-basierte Services Die Verarbeitung großer Datenmengen spielt gerade in vernetzten Unternehmen mit softwarebasierter Fertigung, dem Digital Enterprise, eine große Rolle. Mit
On the way to Industrie 4.0 Digitalization in Machine Tool Manufacturing
 On the way to Industrie 4.0 Digitalization in Machine Tool Manufacturing Joachim Zoll Head of Machine Tools Systems Siemens AG siemens.com/emo Die größten Herausforderungen und Impulse im industriellen
On the way to Industrie 4.0 Digitalization in Machine Tool Manufacturing Joachim Zoll Head of Machine Tools Systems Siemens AG siemens.com/emo Die größten Herausforderungen und Impulse im industriellen
»Excellence in ProductionWerkzeugbau des Jahres 2016«
 »Excellence in ProductionWerkzeugbau des Jahres 2016«Individuelle Auswertung Alle Angaben in diesem Report sind Beispielwerte! Sie erhalten die realen swerte durch die Teilnahme am Wettbewerb! Veranstalter
»Excellence in ProductionWerkzeugbau des Jahres 2016«Individuelle Auswertung Alle Angaben in diesem Report sind Beispielwerte! Sie erhalten die realen swerte durch die Teilnahme am Wettbewerb! Veranstalter
Optimierung der Gesamtprozesskette von der Konstruktion zur Werkzeugmaschine Thomas Mücke
 Optimierung der Gesamtprozesskette von der Konstruktion zur Werkzeugmaschine 20.10.2016 Thomas Mücke thomas.muecke@tdmsystems.com Agenda 1.) Vorstellung TDM Systems GmbH 2.) Grundlagen von Industrie 4.0
Optimierung der Gesamtprozesskette von der Konstruktion zur Werkzeugmaschine 20.10.2016 Thomas Mücke thomas.muecke@tdmsystems.com Agenda 1.) Vorstellung TDM Systems GmbH 2.) Grundlagen von Industrie 4.0
Ziele optimal erreichen...
 Prozessabläufe mit frischen Ideen und langen Erfahrungen optimieren Reseller for Prozessoptimierung - Automatisierung Vorhandene Ressourcen optimal nutzen, Arbeitsabläufe strukturieren und firmeneigene
Prozessabläufe mit frischen Ideen und langen Erfahrungen optimieren Reseller for Prozessoptimierung - Automatisierung Vorhandene Ressourcen optimal nutzen, Arbeitsabläufe strukturieren und firmeneigene
1 Inhalte der Funktion Informationsmanagement
 1 1 Inhalte der Funktion Informationsmanagement Darstellung der Inhalte der Funktion Informationsmanagement und deren Bedeutung sowohl für handelnde Personen als auch in einem Unternehmen / einer Organisation.
1 1 Inhalte der Funktion Informationsmanagement Darstellung der Inhalte der Funktion Informationsmanagement und deren Bedeutung sowohl für handelnde Personen als auch in einem Unternehmen / einer Organisation.
Risiken für die deutsche Lebensmittelindustrie sowie den -handel bezüglich der Lebensmittelsicherheit beim Rohstoffbezug aus China
 Risiken für die deutsche Lebensmittelindustrie sowie den -handel bezüglich der Lebensmittelsicherheit beim Rohstoffbezug aus China Fallstudie am Beispiel des Imports von Obst und Gemüse Charakterisierung
Risiken für die deutsche Lebensmittelindustrie sowie den -handel bezüglich der Lebensmittelsicherheit beim Rohstoffbezug aus China Fallstudie am Beispiel des Imports von Obst und Gemüse Charakterisierung
Sorte GC1130 zum Fräsen von Stahl
 Sorte GC1130 zum Fräsen von Stahl Die Entwicklung beim Fräsen von Stahl geht voran Zertivo GC1130 - der Maßstab für eine neue Wendeplattengeneration Kurze Standzeiten und instabile Produktionsprozesse
Sorte GC1130 zum Fräsen von Stahl Die Entwicklung beim Fräsen von Stahl geht voran Zertivo GC1130 - der Maßstab für eine neue Wendeplattengeneration Kurze Standzeiten und instabile Produktionsprozesse
Die CAD/CAM Lösung für höchste Präzision
 Die CAD/CAM Lösung für höchste Präzision Für den Einsatz auf Multi Task und Universalfräsmaschinen für die wirtschaftliche Bearbeitung von Zahnrädern aus Sonderwerkstoffen kleinen Losgrößen Ersatzzahnrädern
Die CAD/CAM Lösung für höchste Präzision Für den Einsatz auf Multi Task und Universalfräsmaschinen für die wirtschaftliche Bearbeitung von Zahnrädern aus Sonderwerkstoffen kleinen Losgrößen Ersatzzahnrädern
Effiziente Fertigung durch integrierte Prozessregelung DR. RAINER KRUG INDUSTRIAL METROLOGY SALES & BUSINESS DEVELOPMENT DIRECTOR
 Effiziente Fertigung durch integrierte Prozessregelung DR. RAINER KRUG INDUSTRIAL METROLOGY SALES & BUSINESS DEVELOPMENT DIRECTOR UNSERE PRODUKTE Industrielle Messtechnik Berührungslose Messsysteme Generative
Effiziente Fertigung durch integrierte Prozessregelung DR. RAINER KRUG INDUSTRIAL METROLOGY SALES & BUSINESS DEVELOPMENT DIRECTOR UNSERE PRODUKTE Industrielle Messtechnik Berührungslose Messsysteme Generative
1.9 2D imachining Job: Außenkontur fräsen
 44 1 Vorgehensweise mit InventorCAM Wählen Sie die Solid Verify Simulation und klicken Sie auf den Start-Button. Der Planfräsen-Job wird in der Solid Verify Simulation simuliert. Schließen Sie das Simulationsfenster
44 1 Vorgehensweise mit InventorCAM Wählen Sie die Solid Verify Simulation und klicken Sie auf den Start-Button. Der Planfräsen-Job wird in der Solid Verify Simulation simuliert. Schließen Sie das Simulationsfenster
SINUMERIK MDynamics. Fräskompetenz im Paket für perfekte Oberflächen. Siemens AG Alle Rechte vorbehalten.
 SINUMERIK MDynamics Fräskompetenz im Paket für perfekte Oberflächen SINUMERIK MDynamics Fräspakete SINUMERIK MDynamics Bewegungsführung Advanced Surface Funktionen SINUMERIK MDynamics CAD-CAM-CNC Prozesskette
SINUMERIK MDynamics Fräskompetenz im Paket für perfekte Oberflächen SINUMERIK MDynamics Fräspakete SINUMERIK MDynamics Bewegungsführung Advanced Surface Funktionen SINUMERIK MDynamics CAD-CAM-CNC Prozesskette
SPIKE Profit. Erhöhung der Produktivität und Prozess Sicherheit durch produktionsbegleitende Zerspankraftmessung mit SPIKE direkt am Werkzeughalter
 SPIKE Profit Erhöhung der Produktivität und Prozess Sicherheit durch produktionsbegleitende Zerspankraftmessung mit SPIKE direkt am Werkzeughalter 17/09/16 pro-micron TOOL Control Wie funktioniert die
SPIKE Profit Erhöhung der Produktivität und Prozess Sicherheit durch produktionsbegleitende Zerspankraftmessung mit SPIKE direkt am Werkzeughalter 17/09/16 pro-micron TOOL Control Wie funktioniert die
for Autodesk Inventor cad-integration
 hypermill for Autodesk Inventor cad-integration Effizienter und sicherer fertigen hypermill zählt weltweit zu den leistungsfähigsten CAM-Lösungen für die maschinen- und steuerungsunabhängige Programmierung.
hypermill for Autodesk Inventor cad-integration Effizienter und sicherer fertigen hypermill zählt weltweit zu den leistungsfähigsten CAM-Lösungen für die maschinen- und steuerungsunabhängige Programmierung.
Autodesk Inventor HSM 3D Fräsen CAD/CAM der nächsten Generation
 Autodesk Inventor HSM 3D Fräsen CAD/CAM der nächsten Generation Thomas Schuster Geschäftsführer HSMTEC GmbH Join the conversation #AU2015 HSMTEC GmbH Fokusiert auf Autodesk CAM Integrierte CAM-Lösung Autodesk
Autodesk Inventor HSM 3D Fräsen CAD/CAM der nächsten Generation Thomas Schuster Geschäftsführer HSMTEC GmbH Join the conversation #AU2015 HSMTEC GmbH Fokusiert auf Autodesk CAM Integrierte CAM-Lösung Autodesk
for Autodesk Inventor cad-integration
 hypermill for Autodesk Inventor cad-integration Effizienter und sicherer fertigen hypermill zählt weltweit zu den leistungsfähigsten CAM-Lösungen für die maschinen- und steuerungsunabhängige Programmierung.
hypermill for Autodesk Inventor cad-integration Effizienter und sicherer fertigen hypermill zählt weltweit zu den leistungsfähigsten CAM-Lösungen für die maschinen- und steuerungsunabhängige Programmierung.
MicroHX neue Leistungshorizonte für das Fräsen von hochharten Formen
 passion for precision MicroHX neue Leistungshorizonte für das Fräsen von hochharten Formen Schnittdatenrechner ToolExpert 2.0 MicroHX die beste Wahl für hochharten Stahl FRAISA bietet mit dem erfolgreichen
passion for precision MicroHX neue Leistungshorizonte für das Fräsen von hochharten Formen Schnittdatenrechner ToolExpert 2.0 MicroHX die beste Wahl für hochharten Stahl FRAISA bietet mit dem erfolgreichen
Schneller, sauberer, effizienter HPC-Fräser von Hollfelder-Gühring! Der rasend schnelle HPC-Fräser, ein Evolutionssprung in der PKD-Frästechnologie
 Schneller, sauberer, effizienter HPC-Fräser von Hollfelder-Gühring! Der rasend schnelle HPC-Fräser, ein Evolutionssprung in der PKD-Frästechnologie Der neue Hollfelder-Gühring HPC-Fräser ist mit Vorschubgeschwindigkeiten
Schneller, sauberer, effizienter HPC-Fräser von Hollfelder-Gühring! Der rasend schnelle HPC-Fräser, ein Evolutionssprung in der PKD-Frästechnologie Der neue Hollfelder-Gühring HPC-Fräser ist mit Vorschubgeschwindigkeiten
Fallstudie Generativ gefertigtes PKW-Schwenklager Erfolg in der generativen Fertigung auf Basis durchgängiger Prozessketten
 Fallstudie Generativ gefertigtes PKW-Schwenklager Erfolg in der generativen Fertigung auf Basis durchgängiger Prozessketten Innovative Lösungen mittels 3D-Druck bei der Hirschvogel Tech Solutions UNTERNEHMENSPROFIL
Fallstudie Generativ gefertigtes PKW-Schwenklager Erfolg in der generativen Fertigung auf Basis durchgängiger Prozessketten Innovative Lösungen mittels 3D-Druck bei der Hirschvogel Tech Solutions UNTERNEHMENSPROFIL
Spiralbohrer Supradrill U. passion for precision
 passion for precision für die Bohrbearbeitung von Stählen [ 2 ] Spiralbohrer des Typs Supradrill U sind Vollhartmetallbohrer, die speziell für die universelle Bearbeitung von Stahlwerkstoffen entwickelt
passion for precision für die Bohrbearbeitung von Stählen [ 2 ] Spiralbohrer des Typs Supradrill U sind Vollhartmetallbohrer, die speziell für die universelle Bearbeitung von Stahlwerkstoffen entwickelt
PRESSEINFORMATION. Perfekte Kombi für Strukturbauteile schneller, besser, weniger Schnittkräfte
 Perfekte Kombi für Strukturbauteile schneller, besser, weniger Schnittkräfte Die optimale Bearbeitungsmaschine + das optimale Werkzeug = die perfekte Kombination. So werden wirtschaftliche Prozesse und
Perfekte Kombi für Strukturbauteile schneller, besser, weniger Schnittkräfte Die optimale Bearbeitungsmaschine + das optimale Werkzeug = die perfekte Kombination. So werden wirtschaftliche Prozesse und
F R A U N H O F E R - I n s T I T U T f ü r P r o d u k T I O N s t e c H N O l o g i e I P T KOMPLEXE FRÄSPROZESSE BEHERRSCHEN
 F R A U N H O F E R - I n s T I T U T f ü r P r o d u k T I O N s t e c H N O l o g i e I P T KOMPLEXE FRÄSPROZESSE BEHERRSCHEN VON DER PROZESSENTWICKLUNG ÜBER DIE OPTIMIERUNG ZUM PROTOTYPENBAU Wachsender
F R A U N H O F E R - I n s T I T U T f ü r P r o d u k T I O N s t e c H N O l o g i e I P T KOMPLEXE FRÄSPROZESSE BEHERRSCHEN VON DER PROZESSENTWICKLUNG ÜBER DIE OPTIMIERUNG ZUM PROTOTYPENBAU Wachsender
... successful composite solutions
 ... successful composite solutions Unternehmensportrait Seit mehr als 0 Jahren fertigen engagierte Mitarbeiter komplexe faserverstärkte Kunststoffformteile in den Technologien Heißpressen und Spritzgießen.
... successful composite solutions Unternehmensportrait Seit mehr als 0 Jahren fertigen engagierte Mitarbeiter komplexe faserverstärkte Kunststoffformteile in den Technologien Heißpressen und Spritzgießen.