Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung
|
|
|
- Artur Schumacher
- vor 5 Jahren
- Abrufe
Transkript
1 Vortrag zur Dissertation Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung Dipl.- Ing. Johannes Staeves Technische Universität Darmstadt Fachbereich Maschinenbau Institut für Produktionstechnik und Umformmaschinen
2 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung
3 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung

4 Aufbau eines Tiefziehwerkzeugs Stempel Niederhalter Blech Matrize
5 Flächenpressung unter Niederhalter [N/mm²] Arbeitsdiagramm eines Tiefziehteils 1,8 1,85 1,9 1,95 2 relatives Ziehverhältnis (Maß für die Größe des Bleches)
6 Flächenpressung unter Niederhalter [N/mm²] Arbeitsdiagramm eines Tiefziehteils 1,8 1,85 1,9 1,95 2 relatives Ziehverhältnis (Maß für die Größe des Bleches)
7 Flächenpressung unter Niederhalter [N/mm²] Arbeitsdiagramm eines Tiefziehteils Viskosität des Schmierstoffs 1,8 1,85 1,9 1,95 2 relatives Ziehverhältnis (Maß für die Größe des Bleches)
8 Flächenpressung unter Niederhalter [N/mm²] Arbeitsdiagramm eines Tiefziehteils Viskosität des Schmierstoffs 1,8 1,85 1,9 1,95 2 relatives Ziehverhältnis (Maß für die Größe des Bleches)
9 Flächenpressung unter Niederhalter [N/mm²] Arbeitsdiagramm eines Tiefziehteils Viskosität des Schmierstoffs 1,8 1,85 1,9 1,95 2 relatives Ziehverhältnis (Maß für die Größe des Bleches)



10 Flächenpressung unter Niederhalter [N/mm²] Arbeitsdiagramm eines Tiefziehteils Viskosität des Schmierstoffs 1,8 1,85 1,9 1,95 2 relatives Ziehverhältnis (Maß für die Größe des Bleches)

11 Einflußfaktoren auf das Ziehergebnis Topografie Material Blechbeschichtung Blech Werkzeug Schmierstoff Umgebung Tribologie Mechanische Eigenschaften Werkzeuggeometrie Umformverfahren Gutteil / Ausschuß

")

12 Shot blast texturing (SBT)



13 Electrical discharge texturing (EDT)



14 Laser texturing (LT)

")

15 Electron beam texturing (EBT)


16 Preussag texturing (Pretex)
17 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung
18 Berechnung des arithmetischen Mittenrauhwertes R a z x L 1 R = a z( x) L o dx
19 Berechnung der Anzahl der Spitzen PC Spitzenzahl, PC = 2 0,5 µm 0,5 µm
20 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung
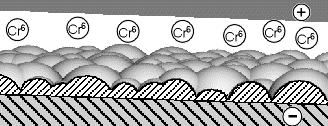
21 Wirkmechanismen der Topografie hydrostatisch wirkende Schmierstofftaschen F hydrodynamisch wirkende Flanken F U elasto-/plastohydrodynamisch wirkende Stufen F U Quetschströmung. F,h Werkzeug Blech P P P P






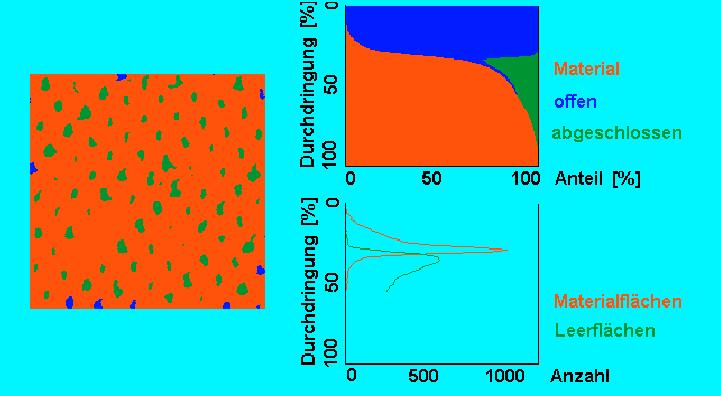
22 Klassifizierung geometrischer Merkmale Leere (Materialanteil) Abgeschlossenheit Dichte leer offen weit voll geschlossen dicht
23 Funktionsrelevante Oberflächenkenngrößen Leere Hohe Spitzen S pk, S pk * Schmale Spitzen Flacher Kernbereich Mindestvolumen Abgeschlossenheit S r1 S k S pm, S vk hohe Anteile geschlossener Leerflächen - hoch abgeschlossene Topografie - Feinheit (Dichte) viele Spitzen (PC, S ds ) viele Täler -????
24 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung
25 Berechnung von 3D-Oberflächenkenngrößen
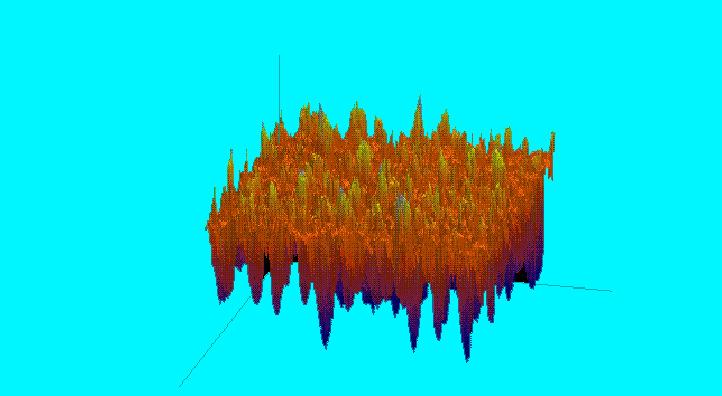
26 Berechnung von 3D-Oberflächenkenngrößen
27 Berechnung von 3D-Oberflächenkenngrößen
28 Berechnung von 3D-Oberflächenkenngrößen
29 Berechnung von 3D-Oberflächenkenngrößen
30 Berechnung von 3D-Oberflächenkenngrößen
31 Berechnung von 3D-Oberflächenkenngrößen
32 Berechnung von 3D-Oberflächenkenngrößen
33 Berechnung von 3D-Oberflächenkenngrößen
34 Berechnung von 3D-Oberflächenkenngrößen

35 Berechnung von 3D-Oberflächenkenngrößen
36 Berechnung von 3D-Oberflächenkenngrößen
37 Berechnung von 3D-Oberflächenkenngrößen
38 Berechnung von 3D-Oberflächenkenngrößen
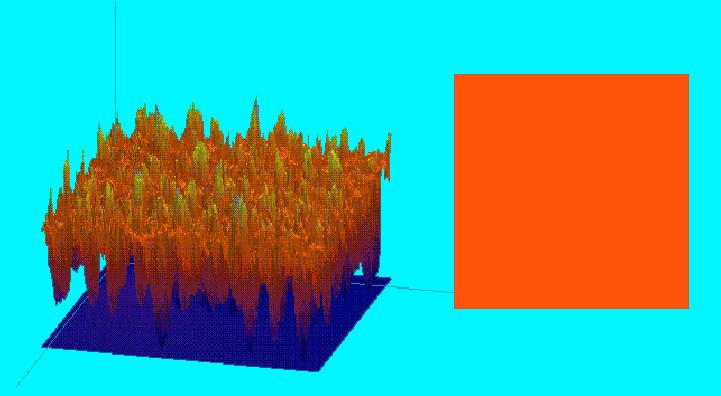
39 Berechnung von 3D-Oberflächenkenngrößen

40 Berechnung von 3D-Oberflächenkenngrößen
41 Berechnung von 3D-Oberflächenkenngrößen
42 Berechnung von 3D-Oberflächenkenngrößen
43 Berechnung von 3D-Oberflächenkenngrößen
44 Berechnung von 3D-Oberflächenkenngrößen
45 Berechnung von 3D-Oberflächenkenngrößen
46 Berechnung von 3D-Oberflächenkenngrößen
47 Berechnung von 3D-Oberflächenkenngrößen
48 Berechnung von 3D-Oberflächenkenngrößen
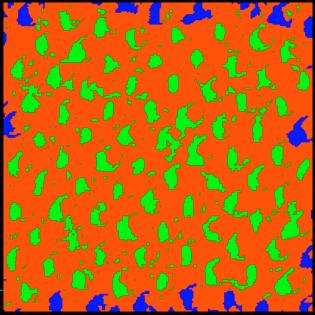

49 Berechnung von 3D-Oberflächenkenngrößen Maximum der geschlossenen Leerflächenanteile α clm
50 Berechnung von 3D-Oberflächenkenngrößen
51 Berechnung von 3D-Oberflächenkenngrößen
52 Berechnung von 3D-Oberflächenkenngrößen
53 Berechnung von 3D-Oberflächenkenngrößen
54 Berechnung von 3D-Oberflächenkenngrößen
55 Berechnung von 3D-Oberflächenkenngrößen
56 Berechnung von 3D-Oberflächenkenngrößen
57 Berechnung von 3D-Oberflächenkenngrößen
58 Berechnung von 3D-Oberflächenkenngrößen
59 Funktionsrelevante Oberflächenkenngrößen Leere Hohe Spitzen S pk, S pk * schmale Spitzen Flacher Kernbereich Mindestvolumen Abgeschlossenheit hohe Anteile geschlossener Leerflächen hoch abgeschlossene Topografie Feinheit (Dichte) viele Spitzen viele Täler S r1 S k S pm, S vk α clm c clm, p N ma N vo
60 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung

61 Notwendigkeit der Filterung der Meßdaten

62 Notwendigkeit der Filterung der Meßdaten
63 Notwendigkeit der Filterung der Meßdaten
64 Notwendigkeit der Filterung der Meßdaten

65 Der modifizierte Kugelfilter
66 Der modifizierte Kugelfilter
67 Der modifizierte Kugelfilter
68 Der modifizierte Kugelfilter
69 Der modifizierte Kugelfilter
70 Der modifizierte Kugelfilter
71 Der modifizierte Kugelfilter
72 Der modifizierte Kugelfilter

73 Der modifizierte Kugelfilter
74 Der modifizierte Kugelfilter
75 Der modifizierte Kugelfilter

76 Der modifizierte Kugelfilter
77 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung
78 Fragen Lassen sich die Annahmen über die Wirkungsweise der Topografie experimentell bestätigen? Sind andere Kenngrößen ebenfalls (besser) geeignet? Welche Filter und Filterparameter sind zu wählen? Zu welchen tribologischen Kenngrößen bestehen Zusammenhänge? 78 Oberflächenkenngrößen 104 Filter 21 tribologische Kenngrößen Diagramme
79 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen 1 Bestimmtheit R² 0,8 0,6 0,4 0,2 0 S t S z S z2 S a S sk S ku S pk S k S vk S pk * S vk * S r1 S r2 S rk V v gemittelte maximale Kontaktnormalspannung Standardabweichung der max. Kontaktnormalspannung gemittelte maximale Kontaktnormalspannung Standardabweichung der maximalen Kontaktnormalspannung gemittelte Reibungszahl Standardabweichung der Reibungszahl Standardabweichung der Reibungszahl
80 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen 12 Materialanteil an der Basis der Spitzen [%] S r1 8 [µm] ,01 0,02 0,03 0,04 Standardabweichung der Standardabweichung Reibungszahl der Reibungszahl ( Maß für die Abnahme der Reibungszahl mit zunehmender Gleitgeschwindigkeit )
81 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen 4 Kernrauhtiefe S k [µm] max. Kontaktnormalspannung, gemittelt [N/mm²]
82 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen Kernrauhtiefe 4 S k [µm] max. Kontaktnormalspannung, gemittelt [N/mm²]
83 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen Maximum des geschlossenen Leerflächenanteils α clm [%] Maximum des geschlossenen Leerflächenanteils clm [%] gemittelte maximale Kontaktnormalspannung [N/mm²] gemittelte maximale Kontaktnormalspannung [N/mm²]
84 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen 2D- Spitzenzahl PC R²=0,28 0 0,01 0,02 0,03 0,04 Standardabweichung Standardabweichung der der Reibungszahl Reibungszahl
85 Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen 3D- Spitzenzahl N ma (k) R²=0,77 0 0,01 0,02 0,03 0,04 Standardabweichung der Reibungszahl
86 Auswahl der Filterparameter Anzahl eindringender Punkte 1/250 10/250 20/250 50/ / / / / Kugelradius [mm] Bestimmtheit R² 0,8-0,9 0,7-0,8 0,6-0,7 0,5-0,6 0,4-0,5 0,3-0,4 0,2-0,3 0,1-0,2 0-0,1
87 Auswahl der Filterparameter Anzahl eindringender Punkte 1/250 10/250 20/250 50/ / / / / Kugelradius [mm] Bestimmtheit R² 0,8-0,9 0,7-0,8 0,6-0,7 0,5-0,6 0,4-0,5 0,3-0,4 0,2-0,3 0,1-0,2 0-0,1
88 1 0,8 0,6 0,4 0,2 0 Auswahl der Filter bestes konventionelles Filter bestes Kugelfilter S r1 S pk S rk S k N ma (k) N vo (p) α clm höchste erreichte Bestimmtheit R² Höchste erreichte Bestimmtheit R²

89 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung 1. Einleitung Inhalt Topografien in der Blechumformung 2D-Oberflächenkenngrößen 2. Entwicklung neuer Oberflächenkenngrößen Tribologisch relevante Eigenschaften 3D-Oberflächenkenngrößen Filter 3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten 4. Zusammenfassung
90 Zusammenfassung 1. Untersuchung der Wirkmechanismen der Topografie Definition eindeutiger Begriffe als Diskussionsgrundlage Verbessertes Verständnis über die Wirkungsweise 2. Entwicklung neuer Berechnungsmethoden Echte 3D-Oberflächenkenngrößen Funktionsorientierte Filterung Möglichkeit zur funktionsorientierten Auswahl und Interpretation von 2D- und 3D-Kenngrößen
91 Anwendung von Oberflächenkenngrößen in der Blechumformung Oberflächenkenngrößen Rauheit der Walzen Rauheit der Bleche Verschleiß der Walzen Tribologie Lackglanz Schmierstoffmenge Kleb- / Schweißbarkeit Blechhersteller Spezifikation Blechverarbeitende Industrie
Tribologie, Schmierung und Topografie in der Prozesskette Rohkarosserie.
 Seite 1 Tribologie, Schmierung und. Dr.-Ing. J. Staeves Technologie lackierte Karosserie Seite 2 Tribologie,. Inhalt. Tribologische Systeme der Karosserieumformung Karosseriewerkstoffe Blechbeschichtungen
Seite 1 Tribologie, Schmierung und. Dr.-Ing. J. Staeves Technologie lackierte Karosserie Seite 2 Tribologie,. Inhalt. Tribologische Systeme der Karosserieumformung Karosseriewerkstoffe Blechbeschichtungen
Beurteilung der Topografie von Blechen. im Hinblick auf die Reibung bei der Umformung. Dipl.-Ing. Johannes Staeves
 Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung Vom Fachbereich Maschinenbau an der Technischen Universität Darmstadt zur Erlangung des Grades eines Doktor-Ingenieurs
Beurteilung der Topografie von Blechen im Hinblick auf die Reibung bei der Umformung Vom Fachbereich Maschinenbau an der Technischen Universität Darmstadt zur Erlangung des Grades eines Doktor-Ingenieurs
Ausbildung und Weiterbildung im Fachgebiet TRIBOLOGIE UND SCHMIERUNGSTECHNIK. Stufe 3: Fachausbildung für Ingenieure (Fachhochschule)
") Ausbildung und Weiterbildung im Fachgebiet TRIBOLOGIE UND SCHMIERUNGSTECHNIK Stufe 3: Fachausbildung für Ingenieure (Fachhochschule) Ziele und Inhalte: Vermittlung von Kenntnissen zur Anwendungen von Schmierstoffen
Ausbildung und Weiterbildung im Fachgebiet TRIBOLOGIE UND SCHMIERUNGSTECHNIK Stufe 3: Fachausbildung für Ingenieure (Fachhochschule) Ziele und Inhalte: Vermittlung von Kenntnissen zur Anwendungen von Schmierstoffen
Prof. Dr.-Ing. Dr. h. c. Wilfried J. Bartz. Einführung in die Tribologie und Schmierungstechnik. Tribologie - Schmierstoffe -Anwendungen
 Prof. Dr.-Ing. Dr. h. c. Wilfried J. Bartz Einführung in die Tribologie und Schmierungstechnik Tribologie - Schmierstoffe -Anwendungen Mit 294 Bildern und 142 Tabellen experttyilverlag Inhaltsverzeichnis
Prof. Dr.-Ing. Dr. h. c. Wilfried J. Bartz Einführung in die Tribologie und Schmierungstechnik Tribologie - Schmierstoffe -Anwendungen Mit 294 Bildern und 142 Tabellen experttyilverlag Inhaltsverzeichnis
Werkstoffwoche Surface Engineering
 Werkstoffwoche Surface Engineering Verschleißverhalten maßgeschneiderter Oberflächen in der Umformtechnik Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche, M.Sc. Manuel Steitz, M.Sc. Matthias Christiany
Werkstoffwoche Surface Engineering Verschleißverhalten maßgeschneiderter Oberflächen in der Umformtechnik Prof. Dr.-Ing. Dipl.-Wirtsch.-Ing. Peter Groche, M.Sc. Manuel Steitz, M.Sc. Matthias Christiany
Oberflächen und Kanten
 Oberflächen und Kanten Die Vorlesung erfolgt nach dem Lehrbuch Hoischen in der jeweils gültigen Ausgabe. Bitte den Hoischen unbedingt mitbringen! Für weitere Detail- und Hintergrundinformationen sind nachfolgend
Oberflächen und Kanten Die Vorlesung erfolgt nach dem Lehrbuch Hoischen in der jeweils gültigen Ausgabe. Bitte den Hoischen unbedingt mitbringen! Für weitere Detail- und Hintergrundinformationen sind nachfolgend
Handbuch Umformtechnik
 Eckart Doege Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen Mit 756 Abbildungen und 55 Tabellen Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung
Eckart Doege Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen Mit 756 Abbildungen und 55 Tabellen Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung
Numerische Abbildung und Validierung von Beanspruchungsgrößen in Rollprofilierprozessen
 Numerische Abbildung und Validierung von Beanspruchungsgrößen in Rollprofilierprozessen Dem Fachbereich Maschinenbau an der Technischen Universität Darmstadt zur Erlangung des Grades eines Doktor-Ingenieurs
Numerische Abbildung und Validierung von Beanspruchungsgrößen in Rollprofilierprozessen Dem Fachbereich Maschinenbau an der Technischen Universität Darmstadt zur Erlangung des Grades eines Doktor-Ingenieurs
Tribologie, Schmierung und Topografie in der Prozesskette Rohkarosserie
 07.01.03 Tribologie, Schmierung und Topografie in der Prozesskette Rohkarosserie Staeves, J. 1 Einleitung Die Entwicklung der letzten Jahre hat gezeigt, dass die Reduzierung der Herstellungskosten eines
07.01.03 Tribologie, Schmierung und Topografie in der Prozesskette Rohkarosserie Staeves, J. 1 Einleitung Die Entwicklung der letzten Jahre hat gezeigt, dass die Reduzierung der Herstellungskosten eines
Tribologie. Einführung und Grundlagen
 Tribologie Einführung und Grundlagen Langenthal, 21. Januar 2013 Tribologie Transport 7m hohe Alabasterstatue eines Pharaos um 2000 v. Ch. BUCHER AG LANGENTHAL MOTOREX-Schmiertechnik 20.12.2013 / Arnold
Tribologie Einführung und Grundlagen Langenthal, 21. Januar 2013 Tribologie Transport 7m hohe Alabasterstatue eines Pharaos um 2000 v. Ch. BUCHER AG LANGENTHAL MOTOREX-Schmiertechnik 20.12.2013 / Arnold
Handbuch Umformtechnik
 Eckart Doege 1 Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen 2., bearbeitete Auflage ' fyj Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung der
Eckart Doege 1 Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen 2., bearbeitete Auflage ' fyj Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung der
Perthometer Oberflächen-Kenngrößen Neue Normen DIN EN ISO / ASME
 Perthometer Oberflächen-Kenngrößen Neue Normen DIN EN ISO / ASME Inhalt Allgemeines Geometrische Produktspezifikation Definitionen Profilfilter P t Profiltiefe Wahl der Grenzwellenlänge W t Wellentiefe
Perthometer Oberflächen-Kenngrößen Neue Normen DIN EN ISO / ASME Inhalt Allgemeines Geometrische Produktspezifikation Definitionen Profilfilter P t Profiltiefe Wahl der Grenzwellenlänge W t Wellentiefe
Umformtechnik. Harald Kugler. Umformen metallischer Konstruktionswerkstoffe. mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD
 Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Folienfreie Umformung von Edelstahlblechen. strukturierten Werkzeugoberflächen. GfT - Tribologie Fachtagung 2013
 Folienfreie Umformung von Edelstahlblechen mit durch Festklopfen strukturierten Werkzeugoberflächen GfT - Tribologie Fachtagung 2013 F. Klocke, D. Trauth, M. Terhorst, P. Mattfeld Lehrstuhl für Technologie
Folienfreie Umformung von Edelstahlblechen mit durch Festklopfen strukturierten Werkzeugoberflächen GfT - Tribologie Fachtagung 2013 F. Klocke, D. Trauth, M. Terhorst, P. Mattfeld Lehrstuhl für Technologie
Simulation des Tribokontakts zwischen Kette und Variatorscheibe im CVT-Getriebe. Dissertation zur Erlangung des Grades eines Doktor-Ingenieurs
 Simulation des Tribokontakts zwischen Kette und Variatorscheibe im CVT-Getriebe Dissertation zur Erlangung des Grades eines Doktor-Ingenieurs vorgelegt von Dipl.-Ing. Joachim Rohde aus Bergisch-Gladbach
Simulation des Tribokontakts zwischen Kette und Variatorscheibe im CVT-Getriebe Dissertation zur Erlangung des Grades eines Doktor-Ingenieurs vorgelegt von Dipl.-Ing. Joachim Rohde aus Bergisch-Gladbach
Experimentell-numerische Analyse eines geschmierten Reibkontakts mit festgeklopften Werkzeugoberflächen für die Blechumformung
 Experimentell-numerische Analyse eines geschmierten Reibkontakts mit festgeklopften Werkzeugoberflächen für die Blechumformung Workshop Machine Hammer Peening Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr.
Experimentell-numerische Analyse eines geschmierten Reibkontakts mit festgeklopften Werkzeugoberflächen für die Blechumformung Workshop Machine Hammer Peening Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr.

Forschung und Entwicklung im Bereich der generativen Fertigung an der FH OÖ
 Forschung und Entwicklung im Bereich der generativen Fertigung an der FH OÖ FH-Prof. Dr.-Ing. Aziz Huskic Wels, 02.10.2014 Inhalt 1. F&E Schwerpunkte WELS 2. Problemstellung und Zielsetzung 3. Verarbeitung
Forschung und Entwicklung im Bereich der generativen Fertigung an der FH OÖ FH-Prof. Dr.-Ing. Aziz Huskic Wels, 02.10.2014 Inhalt 1. F&E Schwerpunkte WELS 2. Problemstellung und Zielsetzung 3. Verarbeitung
Praktikum Fertigungstechnik. Umformtechnik I
 Praktikum Fertigungstechnik Umformtechnik I Theoretische Grundlagen Umformmechanismus gezielte Änderung der Form, der Öberfläche und der Werkstoffeigenschaften unter Beibehaltung der Masse und Stoffzusammenhalt.
Praktikum Fertigungstechnik Umformtechnik I Theoretische Grundlagen Umformmechanismus gezielte Änderung der Form, der Öberfläche und der Werkstoffeigenschaften unter Beibehaltung der Masse und Stoffzusammenhalt.
Gleitverschleißverhalten von Hartlegierungen mit Laves Hartphase bei hoher Normalbelastung und Temperaturen bis 800 C
 Gleitverschleißverhalten von Hartlegierungen mit Laves Hartphase bei hoher Normalbelastung und Temperaturen bis 800 C Dr.-Ing. Jürgen Röthig, IRAtec GmbH, Magdeburg Dr.-Ing. Alexander Reiser, Deloro Wear
Gleitverschleißverhalten von Hartlegierungen mit Laves Hartphase bei hoher Normalbelastung und Temperaturen bis 800 C Dr.-Ing. Jürgen Röthig, IRAtec GmbH, Magdeburg Dr.-Ing. Alexander Reiser, Deloro Wear
Tiefziehverfahren. für die Werkmeister-Schule. 2. Semester2015. vorgelegt von. Gottfried Fercher
 Tiefziehverfahren für die Werkmeister-Schule 2. Semester2015 vorgelegt von Gottfried Fercher am 17.Juni 2015 Erstprüfer/in: Zweitprüfer/in: Gottfried Fercher MALAUN STEPHAN Tiefziehen 2 Kurzfassung In
Tiefziehverfahren für die Werkmeister-Schule 2. Semester2015 vorgelegt von Gottfried Fercher am 17.Juni 2015 Erstprüfer/in: Zweitprüfer/in: Gottfried Fercher MALAUN STEPHAN Tiefziehen 2 Kurzfassung In
Rauheit, Oberflächenmechanik und Reibung im Hinblick auf Rückfederung
 Dierk Raabe Max-Planck-Institut für Eisenforschung GmbH Max-Planck-Institut, Max-Planck-Str.1 40237 Düsseldorf, Germany, raabe@mpie.de http://www.mpg.de http://www.mpie.de http://edoc.mpg.de Rauheit, Oberflächenmechanik
Dierk Raabe Max-Planck-Institut für Eisenforschung GmbH Max-Planck-Institut, Max-Planck-Str.1 40237 Düsseldorf, Germany, raabe@mpie.de http://www.mpg.de http://www.mpie.de http://edoc.mpg.de Rauheit, Oberflächenmechanik
MAX-PLANCK PROJECT REPORT
 EINFLUß DER RAUHEIT METALLISCHER OBER- FLÄCHEN AUF REIBUNG UND RÜCKFEDERUNG MAX-PLANCK PROJECT REPORT Professor Dr. Dierk Raabe Max-Planck-Institut für Eisenforschung Max-Planck-Str. 1 40237 Düsseldorf
EINFLUß DER RAUHEIT METALLISCHER OBER- FLÄCHEN AUF REIBUNG UND RÜCKFEDERUNG MAX-PLANCK PROJECT REPORT Professor Dr. Dierk Raabe Max-Planck-Institut für Eisenforschung Max-Planck-Str. 1 40237 Düsseldorf
Umformtechnisch hergestellte Getriebewelle
 Ziel à Gezielte Einstellung der Prozessparameter (Werkzeug, Werkstoff, Reibung, Stufenabfolge) und Ausnutzung der lokalen Kaltverfestigung zur Einsparung von Gewicht oder Substitution von Wärmebehandlungen
Ziel à Gezielte Einstellung der Prozessparameter (Werkzeug, Werkstoff, Reibung, Stufenabfolge) und Ausnutzung der lokalen Kaltverfestigung zur Einsparung von Gewicht oder Substitution von Wärmebehandlungen
Kontaktmechanik und Reibung
 V. L. Popov Kontaktmechanik und Reibung Ein Lehr- und Anwendungsbuch von der Nanotribologie bis zur numerischen Simulation < J Springer Inhaltsverzeichnis 1 Einführung 1 1.1 Kontakt- und Reibungsphänomene
V. L. Popov Kontaktmechanik und Reibung Ein Lehr- und Anwendungsbuch von der Nanotribologie bis zur numerischen Simulation < J Springer Inhaltsverzeichnis 1 Einführung 1 1.1 Kontakt- und Reibungsphänomene
Modulbeschreibung Maschinenbau Fakultät Maschinenbau und Verfahrenstechnik. Inhaltsverzeichnis. Badstr Offenburg
 Badstr. 24 77652 Offenburg Fakultät Maschinenbau und Verfahrenstechnik Seite 1 von 5 Inhaltsverzeichnis MA-10 Technologie 2 2040 Werkstofftechnik II mit Labor 5 2070 Grundlagen Fertigungsverfahren 5 3030
Badstr. 24 77652 Offenburg Fakultät Maschinenbau und Verfahrenstechnik Seite 1 von 5 Inhaltsverzeichnis MA-10 Technologie 2 2040 Werkstofftechnik II mit Labor 5 2070 Grundlagen Fertigungsverfahren 5 3030
2 Toleranzen und Passungen
 2 2 Toleranzen und Passungen Formelzeichen Einheit Benennung D min ; D max mm Grenzwerte des Nennmaßbereiches EI, ES mm unteres und oberes Abmaß der Innenpassfläche (Bohrung) ei, es mm unteres und oberes
2 2 Toleranzen und Passungen Formelzeichen Einheit Benennung D min ; D max mm Grenzwerte des Nennmaßbereiches EI, ES mm unteres und oberes Abmaß der Innenpassfläche (Bohrung) ei, es mm unteres und oberes
Forschungsbericht F 869
 INSTITUT FÜR BAUFORSCHUNG AACHEN Forschungsbericht F 869 Entwicklung von Selbstverdichtenden Betonen des Stabilisierertyps zum speziellen Einsatz im Wohnungsbau FORSCHUNG. ENTWICKLUNG ÜBERWACHUNG PRÜFUNG.
INSTITUT FÜR BAUFORSCHUNG AACHEN Forschungsbericht F 869 Entwicklung von Selbstverdichtenden Betonen des Stabilisierertyps zum speziellen Einsatz im Wohnungsbau FORSCHUNG. ENTWICKLUNG ÜBERWACHUNG PRÜFUNG.
h E b E h S h B h G b G β s
 Schnittgratfreies Scherschneiden mittels Konterschneiden M. Liewald, J. Kappes, R. Hank Dieser Beitrag beschäftigt sich mit dem seit langem bekannten, jedoch wenig eingesetzten, Sonderverfahren des konventionellen
Schnittgratfreies Scherschneiden mittels Konterschneiden M. Liewald, J. Kappes, R. Hank Dieser Beitrag beschäftigt sich mit dem seit langem bekannten, jedoch wenig eingesetzten, Sonderverfahren des konventionellen
Sensitivitäts- und Robustheitsanalyse beim Clinchen dicker Stahlbleche
 Sensitivitäts- und Robustheitsanalyse beim Clinchen dicker Stahlbleche Von der Fakultät für Maschinenbau der Technischen Universität Chemnitz genehmigte Dissertation zur Erlangung des akademischen Grades
Sensitivitäts- und Robustheitsanalyse beim Clinchen dicker Stahlbleche Von der Fakultät für Maschinenbau der Technischen Universität Chemnitz genehmigte Dissertation zur Erlangung des akademischen Grades
Juli 2012 Dortmund. Einfluss der Prozessparameter beim spritzgießtechnischen Umformen von Blechen Muhammad Masood Hussain A. E.
 4. + 5. Juli 2012 Dortmund Einfluss der Prozessparameter beim spritzgießtechnischen Umformen von Blechen Muhammad Masood Hussain A. E. Tekkaya Übersicht Einleitung Ziel und Vorgehensweise Experimenteller
4. + 5. Juli 2012 Dortmund Einfluss der Prozessparameter beim spritzgießtechnischen Umformen von Blechen Muhammad Masood Hussain A. E. Tekkaya Übersicht Einleitung Ziel und Vorgehensweise Experimenteller
MDA-Forum bei HMI 2011
 MDA-Forum bei HMI 2011 Tribologie von beschichteten Kolbenstangenoberflächen Thomas Papatheodorou Parker Hannifin GmbH Prädifa Packing Division Arnold-Jäger-Strasse 1 74321 Bietigheim-Bissingen Germany
MDA-Forum bei HMI 2011 Tribologie von beschichteten Kolbenstangenoberflächen Thomas Papatheodorou Parker Hannifin GmbH Prädifa Packing Division Arnold-Jäger-Strasse 1 74321 Bietigheim-Bissingen Germany
Gerollte Gleitlager HRM10 - Zylinderbuchsen
 Die Abmessungen der Buchsen entsprechen der ISO 3547 33Z010001200100 10 / 12 x 10 mm 10 12 10 33Z010001200150 10 / 12 x 15 mm 10 12 15 33Z010001200200 10 / 12 x 20 mm 10 12 20 33Z012001400100 12 / 14 x
Die Abmessungen der Buchsen entsprechen der ISO 3547 33Z010001200100 10 / 12 x 10 mm 10 12 10 33Z010001200150 10 / 12 x 15 mm 10 12 15 33Z010001200200 10 / 12 x 20 mm 10 12 20 33Z012001400100 12 / 14 x
Viele Einflussfaktoren erfordern Expertenwissen
 Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
Die 7 grössten Fehler in der Blechumformung beim Tiefziehen Viele Einflussfaktoren erfordern Expertenwissen Werkzeug Blechwerkstoff Stadien Umform Verhalten Pressen Zuordnung Dehnung Körnung Geometrie
Name. Vorname. Legi-Nr.
 Dimensionieren Prof. Dr. K. Wegener Name Vorname Legi-Nr. Übung 7: Hydrodynamisches Radialgleitlager Voraussetzungen: Lagerungen Problemstellung Für ein hydrodynamisches Radialgleitlager analog zu den
Dimensionieren Prof. Dr. K. Wegener Name Vorname Legi-Nr. Übung 7: Hydrodynamisches Radialgleitlager Voraussetzungen: Lagerungen Problemstellung Für ein hydrodynamisches Radialgleitlager analog zu den
Einführung in die Umformtechnik
 TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung, Verschleiß und Schmierung Elektrotechnik, Elektronik und
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung, Verschleiß und Schmierung Elektrotechnik, Elektronik und
Roloff/Matek Maschinenelemente Formelsammlung
 Roloff/Matek Maschinenelemente Formelsammlung Bearbeitet von Herbert Wittel, Dieter Jannasch, Joachim Voßiek 13., überarbeitete Auflage 2016. Buch. VII, 311 S. Softcover ISBN 978 3 658 13814 1 Format (B
Roloff/Matek Maschinenelemente Formelsammlung Bearbeitet von Herbert Wittel, Dieter Jannasch, Joachim Voßiek 13., überarbeitete Auflage 2016. Buch. VII, 311 S. Softcover ISBN 978 3 658 13814 1 Format (B
Teil I: Umform- und Trennverfahren... 1
 Inhaltsverzeichnis Teil I: Umform- und Trennverfahren... 1 1 Einteilung der Fertigungsverfahren... 3 2 Begriffe und Kenngrößen der Umformtechnik... 5 2.1 Plastische (bleibende) Verformung... 5 2.2 Fließspannung
Inhaltsverzeichnis Teil I: Umform- und Trennverfahren... 1 1 Einteilung der Fertigungsverfahren... 3 2 Begriffe und Kenngrößen der Umformtechnik... 5 2.1 Plastische (bleibende) Verformung... 5 2.2 Fließspannung
Neue Materialien = größeres Prozessrisiko?
 EDAG-orum Karosserie ulda, 23.Juni 25 EDAG-orum Karosserie Leichtbau: Material und ertigungstechnik Prozessrisiko: Grenzformänderung und Prozessfenster Einflussgrößen auf die Prozesssicherheit olie 2 Leichtbau:
EDAG-orum Karosserie ulda, 23.Juni 25 EDAG-orum Karosserie Leichtbau: Material und ertigungstechnik Prozessrisiko: Grenzformänderung und Prozessfenster Einflussgrößen auf die Prozesssicherheit olie 2 Leichtbau:
Biostatistik, Winter 2011/12
 Biostatistik, Winter 2011/12 Wahrscheinlichkeitstheorie:, Kenngrößen Prof. Dr. Achim Klenke http://www.aklenke.de 7. Vorlesung: 09.12.2011 1/58 Inhalt 1 2 Kenngrößen von Lagemaße 2/58 mit Dichte Normalverteilung
Biostatistik, Winter 2011/12 Wahrscheinlichkeitstheorie:, Kenngrößen Prof. Dr. Achim Klenke http://www.aklenke.de 7. Vorlesung: 09.12.2011 1/58 Inhalt 1 2 Kenngrößen von Lagemaße 2/58 mit Dichte Normalverteilung
Stefan Schildhauer. Untersuchung von Aluminiumtragelementen unter den Aspekten der Metallurgie, Herstellung und Bemessung nach europäischer Normung
 Stefan Schildhauer Untersuchung von Aluminiumtragelementen unter den Aspekten der Metallurgie, Herstellung und Bemessung nach europäischer Normung eingereicht als Diplomarbeit an der Hochschule Mittweida
Stefan Schildhauer Untersuchung von Aluminiumtragelementen unter den Aspekten der Metallurgie, Herstellung und Bemessung nach europäischer Normung eingereicht als Diplomarbeit an der Hochschule Mittweida
Dimensionieren 2 Prof. Dr. K. Wegener Prof. Dr. M. Meier
 Dimensionieren Prof. Dr. K. Wegener Prof. Dr. M. Meier Name Vorname Legi-Nr. Engineering-Case: Hydrodynamisches Radialgleitlager Voraussetzungen: Lagerungen Problemstellung Für ein hydrodynamisches Radialgleitlager
Dimensionieren Prof. Dr. K. Wegener Prof. Dr. M. Meier Name Vorname Legi-Nr. Engineering-Case: Hydrodynamisches Radialgleitlager Voraussetzungen: Lagerungen Problemstellung Für ein hydrodynamisches Radialgleitlager
Biobasierte Polymere Kunststoffe der Zukunft
 Biobasierte Polymere Kunststoffe der Zukunft Dipl.-Ing. (FH) Andreas Malberg Geschäftsfeld Biogene Rohstoffe Fraunhofer Institut für Verfahrenstechnik und Verpackung Giggenhauserstr. 35 85354 Freising
Biobasierte Polymere Kunststoffe der Zukunft Dipl.-Ing. (FH) Andreas Malberg Geschäftsfeld Biogene Rohstoffe Fraunhofer Institut für Verfahrenstechnik und Verpackung Giggenhauserstr. 35 85354 Freising
Koordinatenmeßtechnik
 2008 AGI-Information Management Consultants May be used for personal purporses only or by libraries associated to dandelon.com network. Albert Weckenmann Bernd Gawande Koordinatenmeßtechnik Flexible Meßstrategien
2008 AGI-Information Management Consultants May be used for personal purporses only or by libraries associated to dandelon.com network. Albert Weckenmann Bernd Gawande Koordinatenmeßtechnik Flexible Meßstrategien
WÄSSRIGE BIOPOLYMERE ALS KÜHLSCHMIERSTOFFE
 WÄSSRIGE BIOPOLYMERE ALS KÜHLSCHMIERSTOFFE Dr.-Ing. Thomas Herfellner Fraunhofer Institut für Verfahrenstechnik und Verpackung (IVV) Bioschmierstoff-Kongress 2014 Hagen, 12./13. November 2014 Quelle: Carl
WÄSSRIGE BIOPOLYMERE ALS KÜHLSCHMIERSTOFFE Dr.-Ing. Thomas Herfellner Fraunhofer Institut für Verfahrenstechnik und Verpackung (IVV) Bioschmierstoff-Kongress 2014 Hagen, 12./13. November 2014 Quelle: Carl
Tribologie. Referat im Fach Entwicklung&Konstruktion. Benjamin Kanzari
 Tribologie Referat im Fach Entwicklung&Konstruktion Benjamin Kanzari Agenda: -Was ist Tribologie? -Ziel der Tribologie -Anwendungen -Aufgaben -Tribologisches System -Funktion und Wirkung -Reibungszahlen/Reibungsarten
Tribologie Referat im Fach Entwicklung&Konstruktion Benjamin Kanzari Agenda: -Was ist Tribologie? -Ziel der Tribologie -Anwendungen -Aufgaben -Tribologisches System -Funktion und Wirkung -Reibungszahlen/Reibungsarten
Prof. Dr.-Ing. Chr. Glockner Klausur Fachbereich Maschinenbau CAM-Werkzeugmaschinen Fachhochschule Wiesbaden WS 2004/05 Seite 1. Name...
 Fachhochschule Wiesbaden WS 2004/05 Seite 1 Name... Laborübungen durchgeführt Matrikelnr... Punkte Note Bitte die Klausur sofort nach Erhalt mit Namen versehen. Die Seiten sind zusammengeheftet zu lassen.
Fachhochschule Wiesbaden WS 2004/05 Seite 1 Name... Laborübungen durchgeführt Matrikelnr... Punkte Note Bitte die Klausur sofort nach Erhalt mit Namen versehen. Die Seiten sind zusammengeheftet zu lassen.
Leopold-Franzens-Universität Innsbruck Technische Versuchs- und Forschungsanstalt TVFA
 Technologische Eigenschaften von Gebirgsholz Leopold-Franzens-Universität Innsbruck Technische Versuchs- und Forschungsanstalt TVFA Gebirgsholz vs. Tieflagenholz Ein großer Unterschied? Inhalt - Gewinnung
Technologische Eigenschaften von Gebirgsholz Leopold-Franzens-Universität Innsbruck Technische Versuchs- und Forschungsanstalt TVFA Gebirgsholz vs. Tieflagenholz Ein großer Unterschied? Inhalt - Gewinnung
H2 1862 mm. H1 1861 mm
 1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
Viskositätsmessung mit dem Rotationsviskosimeter
 Versuch: 1 Versuchsziel und Anwendung Viskositätsmessung mit dem Rotationsviskosimeter Die Aufgabe besteht darin, ein Schmieröl auf sein Viskositätsverhalten in Abhängigkeit von der Temperatur zu untersuchen.
Versuch: 1 Versuchsziel und Anwendung Viskositätsmessung mit dem Rotationsviskosimeter Die Aufgabe besteht darin, ein Schmieröl auf sein Viskositätsverhalten in Abhängigkeit von der Temperatur zu untersuchen.
Abgeschlossenes Projekt: Thermo-Tribologie. ZIM-Kooperationsprojekt Laufzeit:
 Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Forschungsansätze im Anlagen- und Maschinenbau. Getriebe. Folie 1. Dipl.-Ing. Marco Pech
 Forschungsansätze im Anlagen- und Maschinenbau Getriebe Folie 1 Gliederung Einleitung Aktuelle Forschungsansätze Wälzlager Großgetriebeverzahnungen Planetengetriebe Entwicklungskonzepte für Windkraftgetriebe
Forschungsansätze im Anlagen- und Maschinenbau Getriebe Folie 1 Gliederung Einleitung Aktuelle Forschungsansätze Wälzlager Großgetriebeverzahnungen Planetengetriebe Entwicklungskonzepte für Windkraftgetriebe
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen
 Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 15. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht Anforderungen der Automobilindustrie Neue Materialien
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 15. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht Anforderungen der Automobilindustrie Neue Materialien
Funktionsweise von Dichtungen Berechnung und Simulation
 Funktionsweise von Dichtungen Berechnung und Simulation Prof. Dr.-Ing. Roland Kral Fachhochschule Lübeck Fachbereich Maschinenbau und Wirtschaft 9. Lübecker Werkstofftag 2.November 2017 Inhalt Einteilung
Funktionsweise von Dichtungen Berechnung und Simulation Prof. Dr.-Ing. Roland Kral Fachhochschule Lübeck Fachbereich Maschinenbau und Wirtschaft 9. Lübecker Werkstofftag 2.November 2017 Inhalt Einteilung
expertlip vertag Tribologie keramischer Werkstoffe Grundlagen -Werkstoffneuentwicklungen - Industrielle Anwendungsbeispiele Dr.
 Tribologie keramischer Werkstoffe Grundlagen -Werkstoffneuentwicklungen - Industrielle Anwendungsbeispiele Dr. Mathias Woydt Gerard Barbezat Dipl.-Ing. Holger Rabe M. W. Cook Josef Ressle Dr. Ute Effner
Tribologie keramischer Werkstoffe Grundlagen -Werkstoffneuentwicklungen - Industrielle Anwendungsbeispiele Dr. Mathias Woydt Gerard Barbezat Dipl.-Ing. Holger Rabe M. W. Cook Josef Ressle Dr. Ute Effner
Wahlfach Fertigungstechnik Musterlösung zur Übung L Trennen
 Wahlfach Fertigungstechnik Musterlösung zur Übung L Trennen Prof. Konrad Wegener Thomas Lorenzer SS 2008 1. Offener Schnitt Sie möchten Halbkreise gemäss Abbildung 1 aus Blech stanzen. Der Stempel hat
Wahlfach Fertigungstechnik Musterlösung zur Übung L Trennen Prof. Konrad Wegener Thomas Lorenzer SS 2008 1. Offener Schnitt Sie möchten Halbkreise gemäss Abbildung 1 aus Blech stanzen. Der Stempel hat
Vektorräume und Rang einer Matrix
 Universität Basel Wirtschaftswissenschaftliches Zentrum Vektorräume und Rang einer Matrix Dr. Thomas Zehrt Inhalt:. Lineare Unabhängigkeit 2. Vektorräume und Basen 3. Basen von R n 4. Der Rang und Rangbestimmung
Universität Basel Wirtschaftswissenschaftliches Zentrum Vektorräume und Rang einer Matrix Dr. Thomas Zehrt Inhalt:. Lineare Unabhängigkeit 2. Vektorräume und Basen 3. Basen von R n 4. Der Rang und Rangbestimmung
EyeScan AT 3D. Technische Daten. Bis zu Hz (je nach Modell) Bis zu 4096 Punkte / Profile (je nach Modell)
 Bis zu 4096 Punkte / Profile (je nach Modell)") EyeScan 3D Sensoren 2 3 EyeScan AT 3D Technische Daten Profile Speed Bis zu 25000 Hz (je nach Modell) Profile Resolution Bis zu 4096 Punkte / Profile (je nach Modell) Schnittstelle GigE Vision / GenICam
EyeScan 3D Sensoren 2 3 EyeScan AT 3D Technische Daten Profile Speed Bis zu 25000 Hz (je nach Modell) Profile Resolution Bis zu 4096 Punkte / Profile (je nach Modell) Schnittstelle GigE Vision / GenICam
DIESE PRÄSENTATION SOLL HELFEN SICH IN DIE BERECHNUNG VON GLEITLAGERN BEI HYDRODYNAMISCHER SCHMIERUNG ZURECHTZUFINDEN UND SIE SCHNELL ZU ERLERNEN.
 DIESE PRÄSENTATION SOLL HELFEN SICH IN DIE BERECHNUNG VON GLEITLAGERN BEI HYDRODYNAMISCHER SCHMIERUNG ZURECHTZUFINDEN UND SIE SCHNELL ZU ERLERNEN. Ausgearbeitet von Ansgar Preuss Fsmt 2005 Für das Wiki
DIESE PRÄSENTATION SOLL HELFEN SICH IN DIE BERECHNUNG VON GLEITLAGERN BEI HYDRODYNAMISCHER SCHMIERUNG ZURECHTZUFINDEN UND SIE SCHNELL ZU ERLERNEN. Ausgearbeitet von Ansgar Preuss Fsmt 2005 Für das Wiki
Zukunft Bau SWD Entwicklung von Verbundtafeln aus innovativem Dünnglas und Polycarbonat
 Auskunft: M.Sc. Sebastián Andrés López Hölderlinstraße 3 57076 Siegen Telefon +49 271 740-4995 Telefax +49 271 740-12891 andres-lopez@architektur.uni-siegen.de www.architektur.uni-siegen.de/tragkonstruktion
Auskunft: M.Sc. Sebastián Andrés López Hölderlinstraße 3 57076 Siegen Telefon +49 271 740-4995 Telefax +49 271 740-12891 andres-lopez@architektur.uni-siegen.de www.architektur.uni-siegen.de/tragkonstruktion
Technische Information
 Technische Information 53245 FEM Analyse einer Flanschverbindung DN100 PN100 mit Dichtlinse nach DIN 2696 aus Weicheisen 1. Ziel der FEM Analyse Durch die FEM Analyse sollen die in der Praxis angewendeten
Technische Information 53245 FEM Analyse einer Flanschverbindung DN100 PN100 mit Dichtlinse nach DIN 2696 aus Weicheisen 1. Ziel der FEM Analyse Durch die FEM Analyse sollen die in der Praxis angewendeten
Rauheitsmesssysteme von Jenoptik Oberflächenkenngrößen in der Praxis
 Rauheitsmesssysteme von Jenoptik Oberflächenkenngrößen in der Praxis Oberflächenmessung Oberflächenmessung mit Jenoptik Die Oberflächenbeschaffenheit eines Werkstücks spielt überall dort eine Rolle, wo
Rauheitsmesssysteme von Jenoptik Oberflächenkenngrößen in der Praxis Oberflächenmessung Oberflächenmessung mit Jenoptik Die Oberflächenbeschaffenheit eines Werkstücks spielt überall dort eine Rolle, wo
WÄLZLAGER- UND GETRIEBESCHMIERUNG
 VSS lubes Ausbildungskursus WÄLZLAGER- UND GETRIEBESCHMIERUNG Prof. Dr.-Ing. Wilfried J. Bartz 2004 1 Inhalt Tribologie: Reibung, Verschleiss und Schmierung Grundöle: Mineralöle, Syntheseöle, Bioöle und
VSS lubes Ausbildungskursus WÄLZLAGER- UND GETRIEBESCHMIERUNG Prof. Dr.-Ing. Wilfried J. Bartz 2004 1 Inhalt Tribologie: Reibung, Verschleiss und Schmierung Grundöle: Mineralöle, Syntheseöle, Bioöle und
Untersuchungen zum Tragverhalten hybrider Verbundkonstruktionen aus Polymerbeton, faserverstärkten Kunststoffen und Holz
 Untersuchungen zum Tragverhalten hybrider Verbundkonstruktionen aus Polymerbeton, faserverstärkten Kunststoffen und Holz Dissertation zur Erlangung des akademischen Grades Doktor-Ingenieur (Dr.-Ing.) an
Untersuchungen zum Tragverhalten hybrider Verbundkonstruktionen aus Polymerbeton, faserverstärkten Kunststoffen und Holz Dissertation zur Erlangung des akademischen Grades Doktor-Ingenieur (Dr.-Ing.) an
Empirische Verteilungsfunktion
 Empirische Verteilungsfunktion H(x) := Anzahl der Werte x ist. Deskriptive
Empirische Verteilungsfunktion H(x) := Anzahl der Werte x ist. Deskriptive
Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! in Zusammenarbeit mit. und Gesellschaft für Tribologie (GfT)
") TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! in Zusammenarbeit mit und Gesellschaft für Tribologie (GfT) Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung,
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! in Zusammenarbeit mit und Gesellschaft für Tribologie (GfT) Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung,
Auf einen Blick. Über den Autor... 7 Einleitung... 19
 Auf einen Blick Über den Autor.... 7 Einleitung.... 19 Teil I: Was Maschinenelemente können.... 23 Kapitel 1: Maschinen und Maschinenelemente... 25 Kapitel 2: Aufgabenteilung macht stark: Die funktionale
Auf einen Blick Über den Autor.... 7 Einleitung.... 19 Teil I: Was Maschinenelemente können.... 23 Kapitel 1: Maschinen und Maschinenelemente... 25 Kapitel 2: Aufgabenteilung macht stark: Die funktionale
Steinbeis-Analysezentrum
 Steinbeis-Analysezentrum www.steinbeis-analysezentrum.com Makrogeometrie Bewegungsenergie Mikrogeometrie Hertzsche Kontaktpressungen Ventilsitzverschlei ß Mikrogeometrie Ventilkörper: Kugel Ventilsitz:
Steinbeis-Analysezentrum www.steinbeis-analysezentrum.com Makrogeometrie Bewegungsenergie Mikrogeometrie Hertzsche Kontaktpressungen Ventilsitzverschlei ß Mikrogeometrie Ventilkörper: Kugel Ventilsitz:
Pneumatisches Kaltschmiedesystem. FORGEfix (Air) Seite 1 3S-engineering GmbH FORGEfix (Air)
 Seite 1 3S-engineering GmbH FORGEfix (Air)") Pneumatisches Kaltschmiedesystem FORGEfix (Air) Seite 1 3S-engineering GmbH www.3s-e.de FORGEfix (Air) Inhaltsverzeichnis 1. Was ist FORGEfix 2. Wie entstand FORGEfix 3. Wie arbeitet FORGEfix 4. Wofür
Pneumatisches Kaltschmiedesystem FORGEfix (Air) Seite 1 3S-engineering GmbH www.3s-e.de FORGEfix (Air) Inhaltsverzeichnis 1. Was ist FORGEfix 2. Wie entstand FORGEfix 3. Wie arbeitet FORGEfix 4. Wofür
Handbuch Umformtechnik
 Eckart Doege' Bernd-Arno Behrens Handbuch Umformtechnik Grundlagcn, Technologien, Maschinen 2., bcarbcitctc Auflagc Inhalt Kinlcitung 1 1.1 Entwieklung und wirtschaftliche Bedeutung dor Umformtechnik 1
Eckart Doege' Bernd-Arno Behrens Handbuch Umformtechnik Grundlagcn, Technologien, Maschinen 2., bcarbcitctc Auflagc Inhalt Kinlcitung 1 1.1 Entwieklung und wirtschaftliche Bedeutung dor Umformtechnik 1
1 Getriebewirkungsgrad Versuchsaufbau Prüfgetriebe Drehmomentmessung... 3
 MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Praktikum - Konstruktion 4 Labor für Maschinenelemente und Tribologie S 17 Prof. Dr.-Ing. Jan Holländer Dipl.-Ing.
MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Praktikum - Konstruktion 4 Labor für Maschinenelemente und Tribologie S 17 Prof. Dr.-Ing. Jan Holländer Dipl.-Ing.
POLYMERS DACH. Tribologisch optimierte Compounds.
 POLYMERS DACH Tribologisch optimierte Compounds www.brenntag.de 2 Inhaltsverzeichnis TRIBOFORCE... 5 Physikalische, mechanische und tribologische Eigenschaften... 6 Dauereinsatztemperatur und chemische
POLYMERS DACH Tribologisch optimierte Compounds www.brenntag.de 2 Inhaltsverzeichnis TRIBOFORCE... 5 Physikalische, mechanische und tribologische Eigenschaften... 6 Dauereinsatztemperatur und chemische
Automobilbau. Dr.-Ing. J. Staeves, Innovationssteuerung Lackierte Karosserie Dr.-Ing. M. Pfestorf System Karosseriestruktur
 Seite 1 Einsatz. Dr.-Ing. J. Staeves, Innovationssteuerung Lackierte Karosserie Dr.-Ing. M. Pfestorf System Karosseriestruktur Seite 2 Einsatz. Inhalt. Gewichtsentwicklung des Karosseriegerippes Stahlwerkstoffe
Seite 1 Einsatz. Dr.-Ing. J. Staeves, Innovationssteuerung Lackierte Karosserie Dr.-Ing. M. Pfestorf System Karosseriestruktur Seite 2 Einsatz. Inhalt. Gewichtsentwicklung des Karosseriegerippes Stahlwerkstoffe
Prof. Dr. rer. nat. Jens Braband Prof. Dr.-Ing. Jörn Pachl
 i Konstruktion eines Verfahrens zur Signifikanzbewertung von Änderungen im europäischen Eisenbahnwesen Von der Fakultät Architektur, Bauingenieurwesen und Umweltwissenschaften der Technischen Universität
i Konstruktion eines Verfahrens zur Signifikanzbewertung von Änderungen im europäischen Eisenbahnwesen Von der Fakultät Architektur, Bauingenieurwesen und Umweltwissenschaften der Technischen Universität
Neue Stähle und Verfahren für innovative Produkte
 Innovationsdrehscheibe Bergisches Land Knipex C. Gustav Putsch KG, 13.11.2014 Neue Stähle und Verfahren für innovative Produkte Prof. Dr.-Ing. Sebastian Weber Fachbereich D, Abteilung Maschinenbau Lehrstuhl
Innovationsdrehscheibe Bergisches Land Knipex C. Gustav Putsch KG, 13.11.2014 Neue Stähle und Verfahren für innovative Produkte Prof. Dr.-Ing. Sebastian Weber Fachbereich D, Abteilung Maschinenbau Lehrstuhl
Biostatistik, Sommer 2017
 1/51 Biostatistik, Sommer 2017 Wahrscheinlichkeitstheorie: Verteilungen, Kenngrößen Prof. Dr. Achim Klenke http://www.aklenke.de 8. Vorlesung: 09.06.2017 2/51 Inhalt 1 Verteilungen Normalverteilung Normalapproximation
1/51 Biostatistik, Sommer 2017 Wahrscheinlichkeitstheorie: Verteilungen, Kenngrößen Prof. Dr. Achim Klenke http://www.aklenke.de 8. Vorlesung: 09.06.2017 2/51 Inhalt 1 Verteilungen Normalverteilung Normalapproximation
Materialbeschreibung,
 Materialbeschreibung, Prüf- und Berechnungsmethoden Dr.-Ing. R. Steinheimer R. S. 1 Inhalte Grundlagen einachsiger Zugversuch Fließkurvenbeschreibungen Einfluss der Probengeometrie thermische Einflüsse
Materialbeschreibung, Prüf- und Berechnungsmethoden Dr.-Ing. R. Steinheimer R. S. 1 Inhalte Grundlagen einachsiger Zugversuch Fließkurvenbeschreibungen Einfluss der Probengeometrie thermische Einflüsse
Inhaltsverzeichnis. u> о
 Inhaltsverzeichnis 1 Einführung... 1 1.1 Kontakt- und Reibungsphänomene und ihre Anwendung... 2 1.2 Zur Geschichte der Kontaktmechanik und Reibungsphysik... 3 1.3 Aufbau des Buches... 8 2 Qualitative Behandlung
Inhaltsverzeichnis 1 Einführung... 1 1.1 Kontakt- und Reibungsphänomene und ihre Anwendung... 2 1.2 Zur Geschichte der Kontaktmechanik und Reibungsphysik... 3 1.3 Aufbau des Buches... 8 2 Qualitative Behandlung
Toleranzen und Passungen Form- und Lagetoleranzen Oberflächenzeichen
 Konstruktionslehre Toleranzen und Passungen Form- und Lagetoleranzen Oberflächenzeichen Das Skript ist nicht vollständig und ist ausschließlich für den Gebrauch in Vorlesungen und Übungen bestimmt. Für
Konstruktionslehre Toleranzen und Passungen Form- und Lagetoleranzen Oberflächenzeichen Das Skript ist nicht vollständig und ist ausschließlich für den Gebrauch in Vorlesungen und Übungen bestimmt. Für
Alberino Lösungen. Ein Einzelfaser Terminal für hohe Modularität
 Alberino Lösungen Ein Einzelfaser Terminal für hohe Modularität Zusammenfassung Produkte und Konzept Alberino Standard Alberino Fusion & Zeus D50 Fusion Feldkonfektions- Ausrüstung Alberino HE Fusion &
Alberino Lösungen Ein Einzelfaser Terminal für hohe Modularität Zusammenfassung Produkte und Konzept Alberino Standard Alberino Fusion & Zeus D50 Fusion Feldkonfektions- Ausrüstung Alberino HE Fusion &
Verfahren für metrische Variable
 Verfahren für metrische Variable Grafische Methoden Histogramm Mittelwertsplot Boxplot Lagemaße Mittelwert, Median, Quantile Streuungsmaße Standardabweichung, Interquartilsabstand Lagemaße und Streumaße
Verfahren für metrische Variable Grafische Methoden Histogramm Mittelwertsplot Boxplot Lagemaße Mittelwert, Median, Quantile Streuungsmaße Standardabweichung, Interquartilsabstand Lagemaße und Streumaße
Leichtbau durch die Kaltmassivumformung
 (IFU), WERKSTOFFWOCHE 2015 Dresden Dr.-Ing. Alexander Felde Univ.-Prof. Dr.-Ing. Dr. h.c. Mathias Liewald MBA Agenda Einleitung / Motivation Kaltfließpressen von langen hohlen Halbzeugen Erzeugung von
(IFU), WERKSTOFFWOCHE 2015 Dresden Dr.-Ing. Alexander Felde Univ.-Prof. Dr.-Ing. Dr. h.c. Mathias Liewald MBA Agenda Einleitung / Motivation Kaltfließpressen von langen hohlen Halbzeugen Erzeugung von
Aufgabe: Punkte: Ist der Einsatzstahl 16MnCr5 im einsatzgehärteten Zustand schweißgeeignet? (kurze Begründung!)
") FH München Fachbereich 03 Diplom-Vorprüfung Maschinenelemente SS 2005 15. Juli 2005 Prof. Dr.-Ing. H. Löw Prof. Dr.-Ing. G. Knauer Dipl.-Ing. W. Wieser Name: Vorname:.. Semester:. Verwendetes Buch:. Auflage:..
FH München Fachbereich 03 Diplom-Vorprüfung Maschinenelemente SS 2005 15. Juli 2005 Prof. Dr.-Ing. H. Löw Prof. Dr.-Ing. G. Knauer Dipl.-Ing. W. Wieser Name: Vorname:.. Semester:. Verwendetes Buch:. Auflage:..
EcoPaperLoop Bewertung der Rezyklierbarkeit von Verpackungsprodukten
 EcoPaperLoop Bewertung der Rezyklierbarkeit von Verpackungsprodukten Dipl.-Ing. S. Runte, Dr.-Ing. H.-J. Putz, Prof. Dr.-Ing. S. Schabel EcoPaperLoop-Seminar, München, 9. Oktober 2014 Agenda EcoPaperLoop
EcoPaperLoop Bewertung der Rezyklierbarkeit von Verpackungsprodukten Dipl.-Ing. S. Runte, Dr.-Ing. H.-J. Putz, Prof. Dr.-Ing. S. Schabel EcoPaperLoop-Seminar, München, 9. Oktober 2014 Agenda EcoPaperLoop
Zahnformen in mechanischen Kleinuhren
 Fakultät Maschinenwesen, Institut für Maschinenelemente und Maschinenkonstruktion, Lehrstuhl Maschinenelemente Berechnung, Optimierung und Messung geometrischer und kinematischer Eigenschaften Feinwerktechnische
Fakultät Maschinenwesen, Institut für Maschinenelemente und Maschinenkonstruktion, Lehrstuhl Maschinenelemente Berechnung, Optimierung und Messung geometrischer und kinematischer Eigenschaften Feinwerktechnische
Kontakt / Ansprechpartner
 2013 Kontakt / Ansprechpartner Caspar Gleitlager GmbH Fischeräcker 6 D-74223 Flein Tel. +49 (0)7131 / 27712-0 Fax +49 (0)7131 / 27712-50 Amtsgericht Stuttgart HRB Nr. 103384 USt.Id.Nr. DE 145 767 353 info@caspar-gleitlager.de
2013 Kontakt / Ansprechpartner Caspar Gleitlager GmbH Fischeräcker 6 D-74223 Flein Tel. +49 (0)7131 / 27712-0 Fax +49 (0)7131 / 27712-50 Amtsgericht Stuttgart HRB Nr. 103384 USt.Id.Nr. DE 145 767 353 info@caspar-gleitlager.de
Lieferprogramm Sinterlager
 Lieferprogramm Sinterlager Hoher Qualitätsstandard Für unterschiedlichen industriellen Einsatz Standard-Abmessungen ständig ab Lager Fertigung nach Kundenspezifikationen Gleitlager aus / Sintereisen Ölgetränkt,
Lieferprogramm Sinterlager Hoher Qualitätsstandard Für unterschiedlichen industriellen Einsatz Standard-Abmessungen ständig ab Lager Fertigung nach Kundenspezifikationen Gleitlager aus / Sintereisen Ölgetränkt,
Verschleißprognose für Gleitlager Einfluss der Oberflächentopographie auf Gleitlager im Mischreibungsgebiet
 Verschleißprognose für Gleitlager Einfluss der Oberflächentopographie auf Gleitlager im Mischreibungsgebiet, Dr.-Ing. Christopher Sous, Prof. Dr.-Ing. Georg Jacobs AVL German Simulation Conference 2018
Verschleißprognose für Gleitlager Einfluss der Oberflächentopographie auf Gleitlager im Mischreibungsgebiet, Dr.-Ing. Christopher Sous, Prof. Dr.-Ing. Georg Jacobs AVL German Simulation Conference 2018
Nichtwassermischbare Kühlschmierstoffe auf Basis nachwachsender Rohstoffe
 2008 AGI-Information Management Consultants May be used for personal purporses only or by libraries associated to dandelon.com network. Nichtwassermischbare Kühlschmierstoffe auf Basis nachwachsender Rohstoffe
2008 AGI-Information Management Consultants May be used for personal purporses only or by libraries associated to dandelon.com network. Nichtwassermischbare Kühlschmierstoffe auf Basis nachwachsender Rohstoffe
Der Einfluss der Ölalterung auf das Verschleißverhalten der Tribosysteme im Verbrennungsmotor
 Der Einfluss der Ölalterung auf das Verschleißverhalten der Tribosysteme im Verbrennungsmotor Dissertation zur Erlangung des Grades eines Doktor-Ingenieurs vorgelegt von Dipl.-Ing. Marcus Wolf aus Jever
Der Einfluss der Ölalterung auf das Verschleißverhalten der Tribosysteme im Verbrennungsmotor Dissertation zur Erlangung des Grades eines Doktor-Ingenieurs vorgelegt von Dipl.-Ing. Marcus Wolf aus Jever
iglidur D: Low-Cost-Werkstoff mit Silikon
 iglidur : Low-Cost-Werkstoff mit Silikon niedrige Reibwerte bei hohen Geschwindigkeiten für niedrige Belastungen sehr kostengünstig schwingungsdämpfend sehr geringe Feuchtigkeitsaufnahme 259 iglidur Low-Cost-Werkstoff
iglidur : Low-Cost-Werkstoff mit Silikon niedrige Reibwerte bei hohen Geschwindigkeiten für niedrige Belastungen sehr kostengünstig schwingungsdämpfend sehr geringe Feuchtigkeitsaufnahme 259 iglidur Low-Cost-Werkstoff
iglidur D: Low-Cost-Werkstoff mit Silikon
 iglidur : Low-Cost-Werkstoff mit Silikon niedrige Reibwerte bei hohen Geschwindigkeiten für niedrige Belastungen sehr kostengünstig schwingungsdämpfend sehr geringe Feuchtigkeitsaufnahme 249 iglidur Low-Cost-Werkstoff
iglidur : Low-Cost-Werkstoff mit Silikon niedrige Reibwerte bei hohen Geschwindigkeiten für niedrige Belastungen sehr kostengünstig schwingungsdämpfend sehr geringe Feuchtigkeitsaufnahme 249 iglidur Low-Cost-Werkstoff
Was haben Polyamid-Gusstypen und Color-Rado gemeinsam?
 Was haben Polyamid-Gusstypen und Color-Rado gemeinsam? fotolia.de Ganz klar: Ihre Vielfalt! Polyamide zeichnen sich grundsätzlich durch hohe Festigkeit, gute Dimensionsstabilität und geringe Wasseraufnahme
Was haben Polyamid-Gusstypen und Color-Rado gemeinsam? fotolia.de Ganz klar: Ihre Vielfalt! Polyamide zeichnen sich grundsätzlich durch hohe Festigkeit, gute Dimensionsstabilität und geringe Wasseraufnahme
Versuch E05: Reibungsuntersuchungen am Kugel-Scheibe-Tribometer
 MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Labor für Maschinenelemente und Tribologie S 11 Dipl.-Ing. Snezhana Kolarova Dipl.-Ing. Niels Eiben Dipl.-Ing. Thomas
MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Labor für Maschinenelemente und Tribologie S 11 Dipl.-Ing. Snezhana Kolarova Dipl.-Ing. Niels Eiben Dipl.-Ing. Thomas
Frischbetondruck bei Verwendung von Selbstverdichtendem Beton
 Frischbetondruck bei Verwendung von Selbstverdichtendem Beton Ein wirklichkeitsnahes Modell zur Bestimmung der Einwirkungen auf Schalung und Rüstung Vom Fachbereich Bauingenieurwesen und Geodäsie der Technischen
Frischbetondruck bei Verwendung von Selbstverdichtendem Beton Ein wirklichkeitsnahes Modell zur Bestimmung der Einwirkungen auf Schalung und Rüstung Vom Fachbereich Bauingenieurwesen und Geodäsie der Technischen
DIN. Rauheitsmessung - Theorie und Praxis. Raimund Volk. Beuth Verlag GmbH Berlin Wien Zürich. 1. Auflage 2005
 DIN Raimund Volk Rauheitsmessung - Theorie und Praxis 1. Auflage 2005 Herausgeber: DIN Deutsches Institut für Normung e.v. Beuth Verlag GmbH Berlin Wien Zürich Inhalt Vorwort Zum Geleit IX XI Einführung
DIN Raimund Volk Rauheitsmessung - Theorie und Praxis 1. Auflage 2005 Herausgeber: DIN Deutsches Institut für Normung e.v. Beuth Verlag GmbH Berlin Wien Zürich Inhalt Vorwort Zum Geleit IX XI Einführung
«Oberfläche 4.0» Lasertechnologie
 «Oberfläche 4.0» Lasertechnologie «Das besondere Etwas: Optik, Haptik und Funktionalität.» Mit modernster Lasertechnologie ist es möglich fast beliebige Oberflächendesigns umzusetzen. Texturen können in
«Oberfläche 4.0» Lasertechnologie «Das besondere Etwas: Optik, Haptik und Funktionalität.» Mit modernster Lasertechnologie ist es möglich fast beliebige Oberflächendesigns umzusetzen. Texturen können in
Entwicklung und Evaluierung. mukoadhäsiver Filme als Träger für Wirkstoffe. mit präferentieller Absorption aus dem Duodenum
 03 Entwicklung und Evaluierung mukoadhäsiver Filme als Träger für Wirkstoffe mit präferentieller Absorption aus dem Duodenum Dissertation zur Erlangung des Doktorgrades der Naturwissenschaften vorgelegt
03 Entwicklung und Evaluierung mukoadhäsiver Filme als Träger für Wirkstoffe mit präferentieller Absorption aus dem Duodenum Dissertation zur Erlangung des Doktorgrades der Naturwissenschaften vorgelegt
Vollgewindeschrauben als Querzugverstärkung
 Vorspannen mit Vollgewindeschrauben 90 Jahre Versuchsanstalt für Stahl, Holz und Steine Festkolloquium am 29. und 30. September 2011 KIT Universität des Landes Baden-Württemberg und nationales Forschungszentrum
Vorspannen mit Vollgewindeschrauben 90 Jahre Versuchsanstalt für Stahl, Holz und Steine Festkolloquium am 29. und 30. September 2011 KIT Universität des Landes Baden-Württemberg und nationales Forschungszentrum