FORMGEBUNG KOMPLEXER BAUTEILGEOMETRIEN TEIL 1, SPRITZGUSS
|
|
|
- Dörte Geiger
- vor 6 Jahren
- Abrufe
Transkript


1 FORMGEBUNG KOMPLEXER BAUTEILGEOMETRIEN TEIL 1, SPRITZGUSS Dr. Tassilo Moritz
 - bei geringen Abständen zwischen den Teilchen Quelle: IKTS Keramik wird pulvertechnologisch")
2 Formgebung Keramik entsteht beim Sintern durch Materialtransportprozesse, die in einer Pulverpackung initiiert werden - durch hohe Temperatur - durch geringe Teilchengrößen (Sinteraktivität) - bei geringen Abständen zwischen den Teilchen Quelle: IKTS Keramik wird pulvertechnologisch hergestellt

3 Formgebung Pulvertechnologie Quelle: IKTS
4 Formgebung Formgebung keramischer Bauteile Werkstoffliche Vielfalt Quelle: IKTS Geometrie, Bauteilgröße und Stückzahl... sind technologische Herausforderungen
5 Formgebung Prozesskette der Pulvertechnologie Aufbereitung Formgebung Mahlen, Homogenisieren, Granulieren Pressen, Plastische und Gießformgebung Sintern Bearbeitung Ausheizen, Sintern, Infiltrieren Grünbearbeitung (z.b. Fräsen, Drehen) Endbearbeitung (Schleifen, Polieren)

6 Formgebung Formgebung keramischer Bauteile Wie bringe ich die Keramik in Form? Es werden sehr feine Ausgangspulver verwendet. Die Ausgangspulver liegen als undefinierte Agglomerate vor. Quelle: IKTS Es müssen dichte und homogene Pulverpackungen erreicht werden. Dicht: damit Sintern überhaupt möglich ist. Homogen: damit keine Eigenschaft schwächenden Defekte im Gefüge auftreten. Um Nachbearbeitungsaufwand bei der Keramik zu begrenzen muss die Formgebung endformnah sein.
7 Formgebung Pressformgebung (trockene Formgebung) (Thermo-)plastische Formgebung Gießformgebung (nasse Formgebung) Uniaxiales Pressen Isostatisches Pressen Einformen, Überformen Extrudieren Niederdruckspritzguss Hochdruckspritzguss Schlickergießen Foliengießen Gelcasting Direct Coagulation Casting Elektrophorese Zentrifugalgießen Druckgießen Additive Fertigung Pulverbasierte Verfahren SLS Selective Laser Sintering 3D-Pulverbettdruck LOM Laminated Object Manufacturing Suspensionsbasierte Verfahren LCM Lithography Based Ceramic Manufacturing 3DTP - Thermoplast-basierter 3D- Druck FDM Fused Deposition Modelling
8 Formgebung Pressformgebung (trockene Formgebung) (Thermo-)plastische Formgebung Gießformgebung (nasse Formgebung) Dispersionsmittel Kraft



9 Formgebung? Quelle:





10 Thermoplastische Formgebung für komplex geformte Bauteile mittlere bis hohe Stückzahlen Bohrungen Hinterschneidungen Gewinde dünne Wandstärken feinkörnige Pulver kleinste Abmessungen Source: IKTS

11 Seit wann gibt es den Keramikspritzguss? Der Pulverspritzguss ist dem Kunststoffspritzguss entlehnt. U.S. Patent von Karl Schwartzwalder, 1938 a refractory body and method of making same Quelle: Deutsches Patent von Klinger, 1940 a method of producing spark plugs by injecting a ceramic compound with addition of organic binders into a mould by application of pressure











12 Prozesskette Pulverspritzguss Powder + Binder Mixing Kneading Feedstock Rheological Measurements Injection Moulding Weighing Computed tomography Extraktion Catalytic Debinding Thermal Debinding Computed tomography Sintering Weighing Computed tomography Finishing Visual inspection
 CIM Ceramic Injection Moulding (keram.")
13 Definitionen Feedstock spritzgießfähiges oder extrudierfähiges keramisches Granulat (Pulver-Binder-Compound) Binder thermoplastisches System, das dem anorganischen Pulver plastische Eigenschaften verleiht PIM Powder Injection Moulding (Pulverspritzgießen) CIM Ceramic Injection Moulding (keram. Spritzgießen) MIM Metal Injection Moulding (Metallspritzgießen) Entbindern Entfernung der thermoplastischen Organik aus dem Bauteil Grünling Braunling gespritztes Bauteil entbindertes Bauteil Rohling gesintertes Bauteil Quelle:
14 Definitionen Agglomerate Ansammlung von Pulverpartikeln im Submikronbereich, müssen bei der Aufbereitung zerteilt werden. Die Agglomerate sind eine Folge der Reduktion der Oberfläche der Pulverpartikel durch Aneinanderhaften. Basis für das Zusammenhalten der Pulverpartikel sind van der Waalskräfte etc. Thermoplaste Thermoplaste sind Kunststoffe, die sich unter Temperatureintrag reversibel verformen lassen. Sie bestehen aus organischen Kohlenstoffketten, Beispiele sind Polyethylen oder Polypropylen


15 Feedstockherstellung Pulver + Binder Homogenisierung Feedstock Vorgehensweise: applikationsbezogene Auswahl des Basis-Pulvers: Oxid, Nitrid, Carbid... Auswahl von Art und Menge der Binderkomponenten: maßgeschneidert auf das Pulver Homogenisierung und Dispergierung der einzelnen Komponenten Einstellung eines Feststoffgehalts von ca Vol.-%
16 Feedstockherstellung Anforderungen an das Bindersystem Ermöglichung der Plastifizierung unplastischer, nicht bildsamer Materialien für den Spritzguss Gewährleistung einer Verspritzbarkeit durch spezielle rheologische Eigenschaften Gewährleistung der Entformbarkeit und Handhabbarkeit der gespritzen Bauteile Wirkung: thermoplastisches Erweichungs- und Erstarrungsverhalten Beispiele: PE, PP, PS, PE-VA, PE-A, PP-A, PBMA-E-VA, Paraffin, Carnaubawachs, Bienenwachs, Naphtalen, Acetanilin, Antipyrin, Öle, Stearin, Olein, Esther, Phtalinester, Polyoxymethylen (POM), Epoxidharz, Furanharz, Wachse
 Binder und Additive können in unterschiedlichsten Mischungsverhältnissen mit dem Pulver compoundiert werden, je nach Anforderung hinsichtlich der Eigenschaften des Feedstocks")
17 Beispiel: INMATEC Basisbindersystem Licomont der Firma embe Products & Service GmbH Binder bestehend aus: Polyolefinwachsen mit Zugabe von Additiven (Änderung der Fließeigenschaften, Erhöhung der Grünfestigkeit, ) Binder und Additive können in unterschiedlichsten Mischungsverhältnissen mit dem Pulver compoundiert werden, je nach Anforderung hinsichtlich der Eigenschaften des Feedstocks Entbinderung wässrig und thermisch Quelle:

18 Feedstockherstellung Anforderungen an das Bindersystem Beispiel BASF SE: BASF Catamold (kommerziell erhältlich) Bei der BASF SE fertig hergestellter Feedstock Metall- und Keramikfeedstocks erhältlich Spezialbinder mit eigenem Entbinderungsverfahren: Bei C im Entbinderungsofen mithilfe eines Katalysators Thermische Entbinderung in salpetersäurehaltiger Atmosphäre spezielle Entbinderungs-Ausstattung erforderlich
, keine Plättchen frei von Organik (sonst evtl.")
19 Feedstockherstellung Anforderungen an das keramische Pulver Rohstoffauswahl: Abhängig von den Anforderungen an die Verarbeitbarkeit des Feedstocks, den geforderten Werkstoffeigenschaften, dem Einsatzzweck und Ort des Bauteils, dessen Beanspruchungen,... Idealfall: Partikelgröße zwischen Submikron bis 40 µm abgerundete Partikelform (nassgemahlen), keine Plättchen frei von Organik (sonst evtl. Wechselwirkungen) mehrmodulare Verteilung

20 Feedstockherstellung Anforderungen an das keramische Pulver
21 Feedstockherstellung Kneter Diskontinuierliches Verfahren Durch Drehzahl vorgegebene Friktion an Schaufeloberflächen oder Knettroginnenseite, sehr geringer Eintrag an Scherenergie Entleerung manuell oder durch Austragsschnecke (ungenaue Granulierung, hoher Verschleiß) Geringer Durchsatz Schlechter Temperatureintrag Ergebnis: schlecht homogenisierter Feedstock mit schlechter Dosierbarkeit



22 Feedstockherstellung Doppelschneckenextruder Kontinuierliche Feedstockherstellung Reproduzierbare Qualität des Feedstocks Sehr gut in Spritzgießmaschine zu dosierendes Granulat Hoher Abrieb im Vergleich zu anderen Aufbereitungsaggregaten Schonender Eintrag von Fasern möglich

23 Feedstockherstellung Doppelschneckenextruder - Prinzip


24 Feedstockherstellung Scherwalzenextruder Kontinuierlicher Prozess Homogenisierung durch Scherwirkung im Knet über dem Walzenspalt Scherung von Produkt gegen Produkt minimaler Abrieb Reproduzierbare Qualität des Feedstocks Sehr gut zu dosierendes Granulat für die Spritzgießmaschine


25 Feedstockherstellung
26 Vergleich Kneter- und Scherwalzenfeedstock Für diesen Vergleich wurden zwei chemisch identische Pulver-Binder- Mischungen auf Basis von Aluminiumoxid verwendet. Einer wurde mittels Kneter, der andere mittels Scherwalzenextruder aufbereitet. Ergebnis: Vergleich Kneter- und Scherwalzen-Feedstock Umschaltspritzdruck Massetemperatur Pressure (bar) Numbers of Shots Temperature ( C) Pressure at the sw itching point - Kneader-Feedstock Pressure at the sw itching point - Shear roll-feedstock Number of shots Kneader-Feedstock Shear roll -Feedstock
27 Kneter-Feedstock Nicht aufgebrochene Agglomerate Inhomogenitäten Entstehung von Friktionswärme, Überhitzen des Werkzeuges beim Einspritzen Scherwalzen-Feedstock Vollständig ummantelte Partikel Besseres Fließverhalten Reproduzierbarkeit Bei gleichem Bindergehalt!


28 Feedstockcharakterisierung Drehmomentrheometer


29 Feedstockcharakterisierung Hochdruckkapillarviskosimeter
30 Feedstockcharakterisierung Beta-Calutherm_LD650_5_47Vol% Beta-Calutherm_LD650_5_50Vol% Beta-Calutherm_LD650_1_47Vol% Scherviskosität [Pa*s] optimaler Verarbeitungsbereich korrigierte Scherrate [s^-1] Scherviskositäten der Feedstocks mit unterschiedlichen Feststoffgehalt und Zusammensetzung


31 Keramikspritzguss - CIM Feedstockcharakterisierung Aufschluss über das Spritzverhalten gibt der Test auf der Spritzgießmaschine in Form von Formfüllstudien

32 Spritzgießen Zuhaltekraft: Schussgewicht: 80t (12-300t) ca. 0,018g 800g Zylindergarnitur verschleißfest Typische Spritzgießmaschine der Firma Arburg
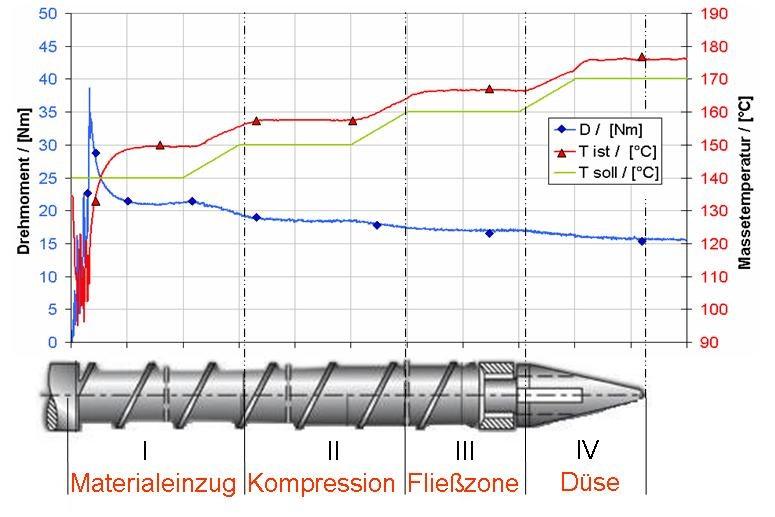
33 Spritzgießen - Prozessschema Granulat einfüllen Einzug Schnecke Kompression Dosierung Stufenweise Temperaturerhöhung Masse einspritzen Masse abkühlen Restkühlzeit s Werkzeug Werkzeug öffnen Bauteil auswerfen Handling Bauteil entnehmen




34 Spritzgießen Werkzeugbau Auswerferseite 3-Platten-Werkzeug Düsenseite Backen-Werkzeug

35 Entbinderung Prinzip: Beim Entbindern werden die thermoplastischen organischen Bestandteile aus dem Bauteil entfernt wässrig und/oder thermisch oder katalytisch. Nutzung spezieller Entbinderungsöfen: Ein Sinterofen kann im unteren Temperaturbereich nicht so genau steuern/regeln, wie ein spezieller Entbinderungsofen. Außerdem würde die austretende Organik die Heizelemente des Sinterofens schädigen. Schwierigkeit der Entbinderung dickwandiger Teile oder Teile aus sehr feinteiligen Pulvern mit engen Porenkanälen Knieendoprothese grün und gesintert
 Wasserlösliche Bestandteile werden herausgelöst Lösen von außen nach innen Kanalporen zur Oberfläche werden")

36 Entbinderung 1. Wässriges Entbindern oder Extraktionsentbinderung (CO 2, org. LM) Wasserlösliche Bestandteile werden herausgelöst Lösen von außen nach innen Kanalporen zur Oberfläche werden gebildet ( notwendig für den nachfolgenden thermischen Entbinderschritt) Dauer abhängig von Korngrößenverteilung, Feststoffanteil und Wandstärke des Bauteils Durchschnittliche Dauer: 24 Stunden bis zu 3 Tage Durchführung im zirkulierenden Wasserbad Temperiertes bewegtes Leitungswasser

37 Entbinderung Extraktionsentbinderung in überkritischem CO 2 Überkritische Flüssigkeiten besitzen hohes Lösevermögen Herauslösen organischer Binderbestandteile möglich

38 Entbinderung 2. Thermisches Entbindern Im Anschluss an das wässrige Entbindern Austreiben der Organik von innen nach außen Besonders genaue Temperatursteuerung erforderlich Sehr langsame Aufheizraten Dauer bauteilabhängig (12h bis 55h möglich) Thermischer Entbinderungs- Zyklus Von C auf C mit K / h Trocknen 4 Stdn mit 80 C Halten 4 Stdn bei 160 C Halten 2 Stdn bei 300 C

39 Entbinderung Entbinderungsverhalten Licomont




40 Entbinderung 100 C 150 C 200 C 250 C
41 Entbinderung Ergebnis Es bleiben ca. 1,5 Gew.-% des Binders im Bauteil zurück. Gewährleistet eine handhabbare Stabilität des Bauteils, die das Umsetzen in den Sinterofen ermöglicht Ohne Restbinderanteil: nur das Pulvergerüst würde zurückbleiben, Bauteil würde zusammenfallen Abhilfe: Ansinterung während Entbinderung

42 Entbinderung Konz. HNO3

43 Entbinderungsfehler Überfahren der exothermen Reaktionen Aufheizen der Ofenatmosphäre Risse in den Bauteilen Sprengung der Bauteile Langsamer Entbindern Zu schnelles Entbindern dickwandiger Bauteile ebenfalls Entstehung von Rissen Wasserlösliche Binderkomponenten werden nicht bis ins Bauteilinnere gelöst keine Kanalporen, die das Austreten der Gase beim thermischen Entbindern ermöglichen Langsamer Entbindern Verwendung eines ungeeigneten Ofens mit ungenügender Ventilation und ungenauer Steuerung

44 Sinterung Entbindern Sintern MKS Kunststoffspritzguss GmbH
45 Spritzgussbauteile Handyoberschalen Geschirr: Arburg-Tasse, Quelle: Arburg
46 Spritzgussbauteile LEDs für Autos, transparente Keramik, Quelle: Internet Quelle:


47 Spritzgussbauteile Fadenführer, Textilindustrie, Quelle: Uhrengehäuse, Schmuckindustrie, Quelle: Emil Bröll GmbH


48 Haupttrends im CIM Miniaturisierung Multifunktionalisierung Mehrkomponenten CIM Kombination MIM-CIM Inmould labeling Quelle: Fraunhofer IKTS Quelle: Fraunhofer IKTS Quelle: Fraunhofer IKTS


49 Multifunktionalisierung Kombination unterschiedlicher Eigenschaften in einem Bauteil, z. B.: hart / duktil elektrisch leitfähig / elektrisch isolierend magnetisch / nicht magnetisch porös / dicht Wärme leitend / hitzebeständig preiswert / teuer transparent / opak Quelle: Fraunhofer IKTS Quelle: Fraunhofer IKTS


50 Spritzguss Verfahrensvarianten Mehrkomponentenspritzgießen Materialien mit annähernd gleichem thermischen Ausdehnungskoeffizienten vergleichbare Bindersysteme Sinterfähigkeit der Pulver unter denselben Bedingungen (Gasatmosphäre, Temperatur, Druck) vergleichbares Schwindungsverhalten der Pulver vergleichbare Volumenbeladung der Feedstocks für genauen Abgleich der Schwindung Komplexität des Spritzgießens wird mehr als verdoppelt!
 Drehtellerwerkzeug Kernzugwerkzeug")
 Eckardt H.")
51 Spritzguss Verfahrensvarianten Mehrkomponentenspritzgießen Option 1: Drehteller additive Methode alternativ: Indexplatte, Kernzug Option 2: Intervalleinheit sequentielle Methode (entweder simultan oder seriell) Drehtellerwerkzeug Kernzugwerkzeug Mehrkomponentenspritzgießen Vielfältige Verfahren zur Herstellung komplexer Spritzteile, Anwendungsinformation Arburg GmbH&Co.KG, 1-28 (2008) Eckardt H. (1990): Mehrkomponentenspritzgießen, Neue Werkstoffe und Verfahren beim Spritzgießen, VDI-Verlag



52 Design: Robert Bosch GmbH Quelle: Fraunhofer IKTS
![2-11,2 shrinkage [%] 0-2 -4-6 -8-10 -12 Al2O3 ZTA ATZ contraction [%] -11,4-11,6-11,8-12,0-12,2-12,4-12,6-12,8-13,0 Al 2](/docs-images/80/80587847/images/53-0.jpg "O 3 ZTA ATZ 0 200 400 600 800 1000 1200 1400 1600 temperature [ C] 0 200 400 600 800 1000 1200 1400 1600 temperature [")
53 2-11,2 shrinkage [%] Al2O3 ZTA ATZ contraction [%] -11,4-11,6-11,8-12,0-12,2-12,4-12,6-12,8-13,0 Al 2 O 3 ZTA ATZ temperature [ C] temperature [ C]




54 Keramische Glühkerze (2K-Niederdruckspritzguss) Spannung[V] Erreichte Temperatur [ C] Ansprechzeit: 3 s Quelle: Fraunhofer IKTS
 Vergleichbare Feststoffbeladung der Feedstocks zur präzisen")
55 Kombination MIM-CIM Stahl 17-4 PH und Partially Stabilized Zirconia Materialien mit vergleichbarem thermischem Ausdehnungskoeffizienten Vergleichbare Bindersysteme(TEC, Entbinderungsverhalten) Sinterfähigkeit der Pulver unter derselben Gasatmosphäre und Temperatur Vergleichbares Schwindungsverhalten (Schwindungsbeginn und -rate) Vergleichbare Feststoffbeladung der Feedstocks zur präzisen Abstimmung der Gesamtschwindung Bindemechanismen in Metall-Keramik-Werkstoffverbundbauteilen Mechanische Verklammerung oder Mikroverzahnung Formschluss Stoffschluss über chemische Bindung


56 Kombination MIM-CIM Quelle: Fraunhofer IKTS


57 Inmould-Labeling Herstellung und Strukturierung von metallischen und keramischen Grünfolien Functionally Graded Materials (FGM) Bauteilverbunde Fadenführer, Textilindustrie, Quelle: Fa. Rauschert





58 Inmould-Labeling IML-Werkzeug Schließen + Eins pritze n Öffnen + Auswerfen Metall oder Keramik Film µ-strukturierter Form eins atz PIM-Feedstock enthält Pulver 1 Ehemaliger Film enthält Pulver 2



59 Inmould-Labeling mikrostrukturierte Folie Folie Quelle: KIT Keramik- Feedstock Grünling, ZrO2-gefüllte Folien und Feedstocks Quelle: KIT Folie ehemalige Trennlinie Feedstock

60 Spritzguss Bauteilfehler häufige Spritzgießfehler Bindenähte Lufteinschlüsse Vakuolen Einfallstellen Risse Binderseparationen Freistrahl Überspritzungen Bauteilgewicht unscharfe Ecken kalte Pfropfen Kaltverschiebungen Parameter zur Beeinflussung von Fehlern Einspritzgeschwindigkeit Umschaltpunkt Nachdruck Zuhaltekraft Werkzeugtemperatur Zylindertemperatur Kühlzeit Dosiergeschwindigkeit



61 Spritzguss Bauteilfehler Freistrahlbildung: Schlangenförmige Abbildung auf der Bauteiloberfläche Massestrang füllt ohne vollständige Wandhaftung in einem undefinierten Füllvorgang die Kavität Abkühlen der Oberfläche des Massestranges Restliche Schmelze kann keine homogene Verbindung mehr eingehen Einspritzgeschwindigkeit senken, Massetemperatur erhöhen Einfallstellen Einfallstellen

62 Danke für die Aufmerksamkeit
INMATEC Technologies GmbH
 Möglichkeiten der Feedstock-Herstellung mit ZrO 2 - und Al 2 O 3 -Rohstoffen für den keramischen Spritzgießprozess Dr. Moritz v. Witzleben INMATEC Technologies GmbH Heerstraßenbenden 10 53359 Rheinbach
Möglichkeiten der Feedstock-Herstellung mit ZrO 2 - und Al 2 O 3 -Rohstoffen für den keramischen Spritzgießprozess Dr. Moritz v. Witzleben INMATEC Technologies GmbH Heerstraßenbenden 10 53359 Rheinbach
Bedeutung organischer Additive in der Formmassenentwicklung für das Pulverspritzgießen
 Bedeutung organischer Additive in der Formmassenentwicklung für das Pulverspritzgießen Oxana Weber, Thomas Hanemann Institut für Angewandte Materialien - Werkstoffprozesstechnik des Karlsruher Institut
Bedeutung organischer Additive in der Formmassenentwicklung für das Pulverspritzgießen Oxana Weber, Thomas Hanemann Institut für Angewandte Materialien - Werkstoffprozesstechnik des Karlsruher Institut
Umweltfreundliche Bindersysteme für das Mikropulverspritzgießen
 Umweltfreundliche Bindersysteme für das Mikropulverspritzgießen Thomas Hanemann, Oxana Weber Institute for Applied Materials & Department of Microsystems Engineering (IMTEK) at University of Freiburg KIT
Umweltfreundliche Bindersysteme für das Mikropulverspritzgießen Thomas Hanemann, Oxana Weber Institute for Applied Materials & Department of Microsystems Engineering (IMTEK) at University of Freiburg KIT
Pulverspritzguss MIM/CIM
 Pulverspritzguss MIM/CIM Einleitung Abmessungen/Toleranzen Technologie Einsatzkriterien Markt Wettbewerbsverfahren Werkstoffe Zusammenfassung Verfahren MIM/CIM bei Prontoplast Einleitung Pulverspritzguss
Pulverspritzguss MIM/CIM Einleitung Abmessungen/Toleranzen Technologie Einsatzkriterien Markt Wettbewerbsverfahren Werkstoffe Zusammenfassung Verfahren MIM/CIM bei Prontoplast Einleitung Pulverspritzguss
2.2 Was bringt Keramik in Form Die keramische Prozesskette
 Vortragsblock 1 2.2 Was bringt Keramik in Form Die keramische Prozesskette Dr. Stephan Ahne, Dr. Ilka Lenke Carmen Hesch CeramTec AG Plochingen Die Folien finden Sie ab Seite 76. 2.2.1. Einleitung: Vielfalt
Vortragsblock 1 2.2 Was bringt Keramik in Form Die keramische Prozesskette Dr. Stephan Ahne, Dr. Ilka Lenke Carmen Hesch CeramTec AG Plochingen Die Folien finden Sie ab Seite 76. 2.2.1. Einleitung: Vielfalt
Kunststoffschäumen bei Pollmann
 Kunststoffschäumen bei Pollmann Geschäumter Kunststoff: Querschnitt - kompakte Randschicht - Kern mit zahlreichen mikroskopisch kleinen Bläschen 2 Chemisches und physikalisches Schäumen Es gibt 2 Schäumverfahren:
Kunststoffschäumen bei Pollmann Geschäumter Kunststoff: Querschnitt - kompakte Randschicht - Kern mit zahlreichen mikroskopisch kleinen Bläschen 2 Chemisches und physikalisches Schäumen Es gibt 2 Schäumverfahren:
FORMGEBUNG KOMPLEXER BAUTEILGEOMETRIEN TEIL 2, ADDITIVE FERTIGUNG
 FORMGEBUNG KOMPLEXER BAUTEILGEOMETRIEN TEIL 2, ADDITIVE FERTIGUNG Dr. Tassilo Moritz Formgebung Formgebung Pressformgebung (trockene Formgebung) (Thermo-)plastische Formgebung Gießformgebung (nasse Formgebung)
FORMGEBUNG KOMPLEXER BAUTEILGEOMETRIEN TEIL 2, ADDITIVE FERTIGUNG Dr. Tassilo Moritz Formgebung Formgebung Pressformgebung (trockene Formgebung) (Thermo-)plastische Formgebung Gießformgebung (nasse Formgebung)
Catamold Freiraum für Ihre Ideen.
 Catamold Freiraum für Ihre Ideen. Metall- und Keramikbauteile leicht gemacht [ Catamold Inject your ideas ] BASF innovative Lösungen für den Pulverspritzguss Entdecken Sie erstaunliche Möglichkeiten zur
Catamold Freiraum für Ihre Ideen. Metall- und Keramikbauteile leicht gemacht [ Catamold Inject your ideas ] BASF innovative Lösungen für den Pulverspritzguss Entdecken Sie erstaunliche Möglichkeiten zur
Metal Injection Moulding (MIM) Pulverspritzguss. MIM-Expertenkreis
 Pulverspritzguss. MIM-Expertenkreis") Metal Injection Moulding (MIM) Pulverspritzguss MIM-Expertenkreis MIM = Metal Injection Moulding Die serielle Herstellung präziser, hochstabiler Bauteile im Spritzgussverfahren mit Metallpulver bietet
Metal Injection Moulding (MIM) Pulverspritzguss MIM-Expertenkreis MIM = Metal Injection Moulding Die serielle Herstellung präziser, hochstabiler Bauteile im Spritzgussverfahren mit Metallpulver bietet
Metallpulverspritzgussteile und deren Veredelung in Luxury- Anwendungen
 Metallpulverspritzgussteile und deren Veredelung in Luxury- Anwendungen Prof. Carlo Burkhardt, Ph.D. Managing Director OBE Ohnmacht & Baumgärtner GmbH & Co. KG cburkhardt@obe.de 1 Geschichte Gegründet
Metallpulverspritzgussteile und deren Veredelung in Luxury- Anwendungen Prof. Carlo Burkhardt, Ph.D. Managing Director OBE Ohnmacht & Baumgärtner GmbH & Co. KG cburkhardt@obe.de 1 Geschichte Gegründet
MicroPIM im Fokus. 3mm. 2,932mm. K. Plewa, E. Honza, T. Müller, V. Piotter.
 MicroPIM im Fokus K. Plewa, E. Honza, T. Müller, V. Piotter Institut für Angewandter Materialien W erkstoffprozesstechnik (IAM W PT) 3mm 2,932mm KIT University of the State of Baden-Wuerttemberg and National
MicroPIM im Fokus K. Plewa, E. Honza, T. Müller, V. Piotter Institut für Angewandter Materialien W erkstoffprozesstechnik (IAM W PT) 3mm 2,932mm KIT University of the State of Baden-Wuerttemberg and National
Der 3D-Druck. Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick
 Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Laser zur Darstellung von. Struktur- und Funktionskeramiken
 Laser zur Darstellung von Struktur- und Funktionskeramiken S. Engler, J. Günster, J.G. Heinrich Technische Universität Clausthal The Lase wde Inhalt: Folie 1 Selektives Lasersintern im Pulverbett Lagenweise
Laser zur Darstellung von Struktur- und Funktionskeramiken S. Engler, J. Günster, J.G. Heinrich Technische Universität Clausthal The Lase wde Inhalt: Folie 1 Selektives Lasersintern im Pulverbett Lagenweise
Spritzgießen mit 3D - gedruckten Werkzeugeinsätzen
 Spritzgießen mit 3D - gedruckten Werkzeugeinsätzen Warum? Schnellster Weg zu einem Werkzeugeinsatz Geringste Zeit zu einem Produkt mit seriennahen Eigenschaften Fertigungszeit für einen Einsatz Reinigung
Spritzgießen mit 3D - gedruckten Werkzeugeinsätzen Warum? Schnellster Weg zu einem Werkzeugeinsatz Geringste Zeit zu einem Produkt mit seriennahen Eigenschaften Fertigungszeit für einen Einsatz Reinigung
Fertigung von Strahldüsen beliebiger Geometrie mit dem selektiven Laser Sinter Verfahren
 Fertigung von Strahldüsen beliebiger Geometrie mit dem selektiven Laser Sinter Verfahren Seite 1 Klassifizierung der Verfahren Werkstoffe für generative Verfahren fest flüssig gasförmig Draht Pulver Folie
Fertigung von Strahldüsen beliebiger Geometrie mit dem selektiven Laser Sinter Verfahren Seite 1 Klassifizierung der Verfahren Werkstoffe für generative Verfahren fest flüssig gasförmig Draht Pulver Folie
Funktionalisierte Werkstoffe in der Extrusion
 SwissPlastics Innovationsforum Funktionalisierte Werkstoffe in der Extrusion Prof. Daniel Schwendemann Institutspartner / Fachbereichsleiter Compoundierung / Extrusion Luzern, 21. Januar 2014 Vortragsinhalt
SwissPlastics Innovationsforum Funktionalisierte Werkstoffe in der Extrusion Prof. Daniel Schwendemann Institutspartner / Fachbereichsleiter Compoundierung / Extrusion Luzern, 21. Januar 2014 Vortragsinhalt
Keramische Werkstoffe 06 Fertigungsverfahren Teil 1
 1 Unter Urformen versteht man nach DIN 8580 Fertigungsverfahren, bei denen aus formlosen Stoffen feste Körper hergestellt werden. 2 PM = Pulver Materialurgie 3 Matrixpulver ( + Additive) Herstellung von
1 Unter Urformen versteht man nach DIN 8580 Fertigungsverfahren, bei denen aus formlosen Stoffen feste Körper hergestellt werden. 2 PM = Pulver Materialurgie 3 Matrixpulver ( + Additive) Herstellung von
Hochleistungs-Keramik für die Luxusuhrenindustrie
 Hochleistungs-Keramik für die Luxusuhrenindustrie Marc Bangerter, CEO Bangerter Microtechnik AG 3270 Aarberg Keramik für die Luxusuhrenindustrie / Bangerter Microtechnik AG 17. Oktober 2014 1 Inhalt 1.
Hochleistungs-Keramik für die Luxusuhrenindustrie Marc Bangerter, CEO Bangerter Microtechnik AG 3270 Aarberg Keramik für die Luxusuhrenindustrie / Bangerter Microtechnik AG 17. Oktober 2014 1 Inhalt 1.
15. Werkstoff-Forum der Hannover Messe. 14. April Dr. Dieter Nikolay WZR ceramic solutions GmbH
 PT-Keramik : Neue Wege zum keramischen Bauteil 15. Werkstoff-Forum der Hannover Messe 14. April 2015 Dr. Dieter Nikolay WZR ceramic solutions GmbH 15. Werkstoff-Forum der Hannover Messe 2015 Folie 1 Gliederung
PT-Keramik : Neue Wege zum keramischen Bauteil 15. Werkstoff-Forum der Hannover Messe 14. April 2015 Dr. Dieter Nikolay WZR ceramic solutions GmbH 15. Werkstoff-Forum der Hannover Messe 2015 Folie 1 Gliederung
auch Bauteile gemäß Kundenspezifikation an.
 in Sexau bei Freiburg i.br. ist Teil der maxon motor AG, dem weltweit führenden Anbieter von hochpräzisen Antriebssystemen aus der Schweiz. maxon ceramic verfügt über ein umfangreiches Know-how und über
in Sexau bei Freiburg i.br. ist Teil der maxon motor AG, dem weltweit führenden Anbieter von hochpräzisen Antriebssystemen aus der Schweiz. maxon ceramic verfügt über ein umfangreiches Know-how und über
Formfüllsimulation in 3D (SIGMAsoft) für PIM Materialien
 für PIM Materialien") Formfüllsimulation in 3D (SIGMAsoft) für PIM Materialien Simulation für MIM / PIM Die Auswirkungen von PIM Feedstock auf das Formfüllverhalten und die Nachdruckphase werden nachfolgend anhand eines relativ
Formfüllsimulation in 3D (SIGMAsoft) für PIM Materialien Simulation für MIM / PIM Die Auswirkungen von PIM Feedstock auf das Formfüllverhalten und die Nachdruckphase werden nachfolgend anhand eines relativ
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Thema: Kunststoffspritzgiessen, Beispiel Lego Stein Herstellung
 MIES-VAN-DER-ROHE-SCHULE BERUFSKOLLEG FÜR TECHNIK DER STADT AACHEN Fachschule für Technik / Maschinentechnik Thema: Kunststoffspritzgiessen, Beispiel Lego Stein Herstellung Klasse: T2V1 Fach: Fertigungsverfahren
MIES-VAN-DER-ROHE-SCHULE BERUFSKOLLEG FÜR TECHNIK DER STADT AACHEN Fachschule für Technik / Maschinentechnik Thema: Kunststoffspritzgiessen, Beispiel Lego Stein Herstellung Klasse: T2V1 Fach: Fertigungsverfahren
INSIDE. Elastische Spiralfeder aus ZrO2. hergestellt im CIM-Verfahren
 Elastische Spiralfeder aus ZrO2 hergestellt im CIM-Verfahren --- Laut Wikipedia ist eine Feder ein in der Regel metallisches technisches Bauteil, das sich im praktischen Gebrauch ausreichend elastisch
Elastische Spiralfeder aus ZrO2 hergestellt im CIM-Verfahren --- Laut Wikipedia ist eine Feder ein in der Regel metallisches technisches Bauteil, das sich im praktischen Gebrauch ausreichend elastisch
LCM-VERFAHREN MATERIALÜBERSICHT OFFENES SYSTEM FÜR ALLE MATERIALIEN
 www.lithoz.com LCM-VERFAHREN MATERIALÜBERSICHT OFFENES SYSTEM FÜR ALLE MATERIALIEN DE MATERIALIEN FÜR DAS LCM-VERFAHREN Lithoz bietet seinen Kunden verschiedenste Materialien für die generative Fertigung
www.lithoz.com LCM-VERFAHREN MATERIALÜBERSICHT OFFENES SYSTEM FÜR ALLE MATERIALIEN DE MATERIALIEN FÜR DAS LCM-VERFAHREN Lithoz bietet seinen Kunden verschiedenste Materialien für die generative Fertigung
Zur Erinnerung: Kategorisierung der industriellen Formgebungsverfahren
 Zur Erinnerung: Kategorisierung der industriellen Formgebungsverfahren klassische Einteilung: Gießen Bildsame Formgebung Pressen Schlickergießen Druckschlickergießen Hochdruckgießen (bis 4 MPa) Mitteldruckgießen
Zur Erinnerung: Kategorisierung der industriellen Formgebungsverfahren klassische Einteilung: Gießen Bildsame Formgebung Pressen Schlickergießen Druckschlickergießen Hochdruckgießen (bis 4 MPa) Mitteldruckgießen
3D-Druck von Prototypen- und Großserienteilen Christian Koenen GmbH HighTech Stencils
 3D-Druck von Prototypen- und Großserienteilen Prozess Paste Layout Sieb / Schablone Druck Green Part Sintern Wärmetauscher Geplantes Bauteil >> Zerlegung in Ebenen 2D-Layout Fotoplot zur Siebproduktion
3D-Druck von Prototypen- und Großserienteilen Prozess Paste Layout Sieb / Schablone Druck Green Part Sintern Wärmetauscher Geplantes Bauteil >> Zerlegung in Ebenen 2D-Layout Fotoplot zur Siebproduktion
Überzeugende Aktivitäten von
 Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Formteile aus Metallpulverspritzguss Mischen von Metallpulver + Binder MIM-Verfahren für hochgenaue Präzisionsteile Beste Wirtschaftlichkeit bei hohen Stückzahlen Besonders geeignet für komplizierte Geometrien
Keramische Materialien in ANDRE BLEISE
 Keramische Materialien in Lichtquellen 08.06.2009 ANDRE BLEISE Inhalt Was sind Keramiken? Einsatzbereiche in Lichtquellen Keramiken als Bauteile Beispiele & Herstellung Keramiken als Emitter Beispiele
Keramische Materialien in Lichtquellen 08.06.2009 ANDRE BLEISE Inhalt Was sind Keramiken? Einsatzbereiche in Lichtquellen Keramiken als Bauteile Beispiele & Herstellung Keramiken als Emitter Beispiele
GENERATIVE FERTIGUNG EIN GESAMTÜBERBLICK
 GENERATIVE FERTIGUNG EIN GESAMTÜBERBLICK Prof. Dr. Alexander Sauer MBE, Dipl.-Ing. Steve Rommel www.ipa.fraunhofer.de 0 1 0 1 0 1 0 1 0 1 Ressourceneffizienz- und Kreislaufwirtschaftskongress Baden-Württemberg
GENERATIVE FERTIGUNG EIN GESAMTÜBERBLICK Prof. Dr. Alexander Sauer MBE, Dipl.-Ing. Steve Rommel www.ipa.fraunhofer.de 0 1 0 1 0 1 0 1 0 1 Ressourceneffizienz- und Kreislaufwirtschaftskongress Baden-Württemberg
ENITEC Ein Förderprojekt des BMBF
 ENITEC Ein Förderprojekt des BMBF Projekt ENITEC und die Partner Keramische Prozesskette Energierelevante Prozesse Konkrete Beispiele und Fakten einiger Prozesse Lösungsansätze und Strategien Ausblick
ENITEC Ein Förderprojekt des BMBF Projekt ENITEC und die Partner Keramische Prozesskette Energierelevante Prozesse Konkrete Beispiele und Fakten einiger Prozesse Lösungsansätze und Strategien Ausblick
6 Fehlerbehebung Troubleshooting
 6 Fehlerbehebung Troubleshooting 6.1 Troubleshooting Tabelle In der folgenden Tabelle sind die am häufigsten bei der Verarbeitung auftretenden Probleme aufgelistet, so wie mögliche Fehlerursachen und Abhilfe
6 Fehlerbehebung Troubleshooting 6.1 Troubleshooting Tabelle In der folgenden Tabelle sind die am häufigsten bei der Verarbeitung auftretenden Probleme aufgelistet, so wie mögliche Fehlerursachen und Abhilfe
Advanced Compounding Rudolstadt GmbH
 Advanced Compounding Rudolstadt GmbH Prof.-Hermann-Klare-Str. 13 07407 Rudolstadt Tel.: 03672 3145954 Mail: info@advanced-compounding.de Ansprechpartner: Dr.-Ing. Eduard Kern Überblick Produktion von naturfaserverstärkten
Advanced Compounding Rudolstadt GmbH Prof.-Hermann-Klare-Str. 13 07407 Rudolstadt Tel.: 03672 3145954 Mail: info@advanced-compounding.de Ansprechpartner: Dr.-Ing. Eduard Kern Überblick Produktion von naturfaserverstärkten
Leichtbau. Innovative Ideen mit ganzheitlichem Know-how realisieren.
 Leichtbau Innovative Ideen mit ganzheitlichem Know-how realisieren www.arburg.com Leichtbau Umdenken in Design und Entwicklung Materialauswahl Bauteildesign Funktionsintegration Know-how Entwicklung &
Leichtbau Innovative Ideen mit ganzheitlichem Know-how realisieren www.arburg.com Leichtbau Umdenken in Design und Entwicklung Materialauswahl Bauteildesign Funktionsintegration Know-how Entwicklung &
3D-Druck Chancen für die Spritzgussindustrie
 3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
Hot Lithography Materialrevolution im Kunststoff 3D-Druck
 Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
Forschungsbeitrag zur Nanotechnologie
 Forschungsbeitrag zur Nanotechnologie Von 1999 bis 2005 studierte Andreas Burghardt Werkstoffwissenschaft an der TU Berlin mit Studienaufenthalten in den USA und Neuseeland. Danach folgte seine Industriepromotion
Forschungsbeitrag zur Nanotechnologie Von 1999 bis 2005 studierte Andreas Burghardt Werkstoffwissenschaft an der TU Berlin mit Studienaufenthalten in den USA und Neuseeland. Danach folgte seine Industriepromotion
LCM-VERFAHREN MATERIALÜBERSICHT OFFENES SYSTEM FÜR ALLE MATERIALIEN
 www.lithoz.com LCM-VERFAHREN MATERIALÜBERSICHT OFFENES SYSTEM FÜR ALLE MATERIALIEN DE MATERIALIEN FÜR DAS LCM-VERFAHREN Lithoz bietet seinen Kunden verschiedenste Materialien für die generative Fertigung
www.lithoz.com LCM-VERFAHREN MATERIALÜBERSICHT OFFENES SYSTEM FÜR ALLE MATERIALIEN DE MATERIALIEN FÜR DAS LCM-VERFAHREN Lithoz bietet seinen Kunden verschiedenste Materialien für die generative Fertigung
Fachtagung der Industrieplattform 3D-Druck am 22.1.2014 beim VDMA Additive Fertigungsverfahren
 Fachtagung der Industrieplattform 3D-Druck am 22.1.2014 beim VDMA Additive Fertigungsverfahren Quelle: Hannes Grobe/AWI Dr.Markus Rainer Gebhardt, Heering, VDMA VDMA 3D-Druck im VDMA 3D-Druck ist Maschinenbau-Thema
Fachtagung der Industrieplattform 3D-Druck am 22.1.2014 beim VDMA Additive Fertigungsverfahren Quelle: Hannes Grobe/AWI Dr.Markus Rainer Gebhardt, Heering, VDMA VDMA 3D-Druck im VDMA 3D-Druck ist Maschinenbau-Thema
Werkstoffwoche / Symposium K2 Keramische Verbundwerkstoffe
 Werkstoffwoche / Symposium K2 Keramische Verbundwerkstoffe Mullitische Matrices basierend auf templathaltigen Solen für die Herstellung oxidkeramischer Faserverbundwerkstoffe Arne Rüdinger Fraunhofer-Institut
Werkstoffwoche / Symposium K2 Keramische Verbundwerkstoffe Mullitische Matrices basierend auf templathaltigen Solen für die Herstellung oxidkeramischer Faserverbundwerkstoffe Arne Rüdinger Fraunhofer-Institut
Der Trend geht zum Werkstoffmix
 Der Trend geht zum Werkstoffmix Hybridbauteile verbinden die Stärken der Werkstoffgruppen Kunststoff Metall - Keramik Dipl.-Ing Friedrich Moeller Rauschert Steinbach GmbH Hybridica 2010 in München Der
Der Trend geht zum Werkstoffmix Hybridbauteile verbinden die Stärken der Werkstoffgruppen Kunststoff Metall - Keramik Dipl.-Ing Friedrich Moeller Rauschert Steinbach GmbH Hybridica 2010 in München Der
3D-Druck. Aktueller Stand der Technik. Anforderungen. Umsetzung
 3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung
 Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
6.3 Verbindungen von Keramik mit anderen Werkstoffen. Die Folien finden Sie ab Seite 547.
 6.3 Verbindungen von Keramik mit anderen Werkstoffen Friedrich Moeller Rauschert GmbH Pressig Die Folien finden Sie ab Seite 547. Werkstoffverbund Keramik-Metall und Keramik-Kunststoff Ein interessantes
6.3 Verbindungen von Keramik mit anderen Werkstoffen Friedrich Moeller Rauschert GmbH Pressig Die Folien finden Sie ab Seite 547. Werkstoffverbund Keramik-Metall und Keramik-Kunststoff Ein interessantes
Materialdatenblatt. EOS StainlessSteel PH1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
Spritzgießen von Faserverbundbauteilen
 Spritzgießen von Faserverbundbauteilen Dr. Ing. S. Widmayer KraussMaffei Technologies GmbH VDI Bodensee Faserverbundwerkstoffe; 12.11.2013 Markdorf 4 Leichtbau Thermoplatischer Faserverbund Viele Wege
Spritzgießen von Faserverbundbauteilen Dr. Ing. S. Widmayer KraussMaffei Technologies GmbH VDI Bodensee Faserverbundwerkstoffe; 12.11.2013 Markdorf 4 Leichtbau Thermoplatischer Faserverbund Viele Wege
3 Vorträge Gefügedesign Gefügeeinflüsse auf Werkstoffeigenschaften. Dr. Ilka Lenke CeramTec AG Plochingen. und
 3 Vorträge 2 3.1 Gefügedesign Gefügeeinflüsse auf Werkstoffeigenschaften und Dr. Ilka Lenke CeramTec AG Plochingen Elke Vitzthum CeramTec AG Lauf a. d. Pegnitz Die Folien finden Sie ab Seite 177. 3.1.1.
3 Vorträge 2 3.1 Gefügedesign Gefügeeinflüsse auf Werkstoffeigenschaften und Dr. Ilka Lenke CeramTec AG Plochingen Elke Vitzthum CeramTec AG Lauf a. d. Pegnitz Die Folien finden Sie ab Seite 177. 3.1.1.
OF FE NE S SYST EM FÜ R AL MATE RI AL IEN LCM-VERFAHREN MATERIALÜBERSICHT
 www.lithoz.com OF FE NE S SYST EM FÜ R AL LE MATE RI AL IEN LCM-VERFAHREN MATERIALÜBERSICHT DE MATERIALIEN FÜR DAS LCM-VERFAHREN Lithoz bietet seinen Kunden verschiedenste Materialien für die generative
www.lithoz.com OF FE NE S SYST EM FÜ R AL LE MATE RI AL IEN LCM-VERFAHREN MATERIALÜBERSICHT DE MATERIALIEN FÜR DAS LCM-VERFAHREN Lithoz bietet seinen Kunden verschiedenste Materialien für die generative
Nano Surface & Interface Science, , Wissenschaftszentrum Kiel
 Nano Surface & Interface Science, 06.10.2016, Wissenschaftszentrum Kiel Fraunhofer Institut für Fertigungstechnik und angewandte Materialforschung IFAM Dr. Sebastian Hein Wiener Str. 12 28359 Bremen Tel:
Nano Surface & Interface Science, 06.10.2016, Wissenschaftszentrum Kiel Fraunhofer Institut für Fertigungstechnik und angewandte Materialforschung IFAM Dr. Sebastian Hein Wiener Str. 12 28359 Bremen Tel:
Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie
 Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie Prof. Dr.-Ing. Klaus Dröder DLR Wissenschaftstag Braunschweig, 02.10.2014 Integrierte Fertigungsprozessketten
Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie Prof. Dr.-Ing. Klaus Dröder DLR Wissenschaftstag Braunschweig, 02.10.2014 Integrierte Fertigungsprozessketten
Materialdatenblatt. EOS StainlessSteel PH1 für EOS M 290. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
Vorlesung Kunststofftechnik
 Vorlesung Kunststofftechnik 1 Einführung 2 1.1 Kriterien für den Einsatz von Faserverbundwerkstoffen (FVW) 2 1.2 Faserverstärkung 2 1.3 Herstellung der Verstärkungsfaser 2 1.4 Auswahl der Faser 3 2 Faserausrichtungen
Vorlesung Kunststofftechnik 1 Einführung 2 1.1 Kriterien für den Einsatz von Faserverbundwerkstoffen (FVW) 2 1.2 Faserverstärkung 2 1.3 Herstellung der Verstärkungsfaser 2 1.4 Auswahl der Faser 3 2 Faserausrichtungen
Mehrkomponenten - Kunststoffverarbeitung
 Mehrkomponenten - Übung 1 Grundlagen der Dipl.-Ing. Michael Schreiter 18.10.2017 Inhalt Spritzgießprozess Rheologie von Kunststoffschmelzen Formfüllverhalten Bindenähte, Schwindung und Verzug Bauteilgestaltung
Mehrkomponenten - Übung 1 Grundlagen der Dipl.-Ing. Michael Schreiter 18.10.2017 Inhalt Spritzgießprozess Rheologie von Kunststoffschmelzen Formfüllverhalten Bindenähte, Schwindung und Verzug Bauteilgestaltung
Entwicklung und Optimierung von AM Bauteilen für die Verfahrenstechnik
 Entwicklung und Optimierung von AM Bauteilen für die Verfahrenstechnik Sebastian Mathias Schillo, Felix Volkmann 1 Additive Manufacturing (AM) 3-D Druck EmPad - 2016 THALETEC GmbH 2 Additive Manufacturing
Entwicklung und Optimierung von AM Bauteilen für die Verfahrenstechnik Sebastian Mathias Schillo, Felix Volkmann 1 Additive Manufacturing (AM) 3-D Druck EmPad - 2016 THALETEC GmbH 2 Additive Manufacturing
Titan auf neue Art in Form gebracht
 Medizintechnologie.de Element 22 GmbH Titan auf neue Art in Form gebracht 09.08.2016 Die Element 22 GmbH ist ein junges Unternehmen, das sich voll und ganz dem Metall Titan verschrieben hat. Vor fünf Jahren
Medizintechnologie.de Element 22 GmbH Titan auf neue Art in Form gebracht 09.08.2016 Die Element 22 GmbH ist ein junges Unternehmen, das sich voll und ganz dem Metall Titan verschrieben hat. Vor fünf Jahren
Leistungsnachweis "Metallische Werkstoffe" der Studienrichtung "Metallische Werkstoffe" und "Prozesse" am 21. Oktober 2008 (Nicht-Eisenwerkstoffe)
") RHEINISCH- WESTFÄLISCHE TECHNISCHE HOCHSCHULE AACHEN Institut für Eisenhüttenkunde Leistungsnachweis "Metallische Werkstoffe" der Studienrichtung "Metallische Werkstoffe" und "Prozesse" am 21. Oktober
RHEINISCH- WESTFÄLISCHE TECHNISCHE HOCHSCHULE AACHEN Institut für Eisenhüttenkunde Leistungsnachweis "Metallische Werkstoffe" der Studienrichtung "Metallische Werkstoffe" und "Prozesse" am 21. Oktober
Halogenmetalldampflampe Alexander Bonk
 Keramische Lichtquellen Halogenmetalldampflampe 13.05.2011 Alexander Bonk 1 Inhalt Definition: Keramik Historisches Halogenmetalldampflampen Allgemeines Betriebsphasen Quarz vs. Keramik Eigenschaften von
Keramische Lichtquellen Halogenmetalldampflampe 13.05.2011 Alexander Bonk 1 Inhalt Definition: Keramik Historisches Halogenmetalldampflampen Allgemeines Betriebsphasen Quarz vs. Keramik Eigenschaften von
2) Werkstoffe, Eigenschaften und Anwendungen
 Werkstoffe, Eigenschaften und Anwendungen") 2) Werkstoffe, Eigenschaften und Anwendungen A) Einleitung Elke Vitzthum, CeramTec AG, Lauf a. d. Pegnitz Die Folien finden Sie ab Seite 24. Einleitung und Definition von Keramik Technischer Fortschritt
2) Werkstoffe, Eigenschaften und Anwendungen A) Einleitung Elke Vitzthum, CeramTec AG, Lauf a. d. Pegnitz Die Folien finden Sie ab Seite 24. Einleitung und Definition von Keramik Technischer Fortschritt
Unvollständiges Füllen der Form Oberflächenfehler im Einspritzbereich Oberflächenrauhes Extrudat. Einsackstellen Fließlinien Ungleichmäßige Querfläche
 PROBLEMLÖSUNG INHALT ALLGEMEINES SPRITZGIESSEN EXTRUDIEREN Unvollständiges Füllen der Form Oberflächenfehler im Einspritzbereich Oberflächenrauhes Extrudat Einsackstellen Fließlinien Ungleichmäßige Querfläche
PROBLEMLÖSUNG INHALT ALLGEMEINES SPRITZGIESSEN EXTRUDIEREN Unvollständiges Füllen der Form Oberflächenfehler im Einspritzbereich Oberflächenrauhes Extrudat Einsackstellen Fließlinien Ungleichmäßige Querfläche
3D-Druck für Ersatzteile im Vergleich zu konventionellen Fertigungsverfahren
 3D-Druck für Ersatzteile im Vergleich zu konventionellen Fertigungsverfahren Volker Sonntag Vertriebsverantwortlicher GMP German Machine Parts GmbH & Co. KG We bring your machines back to work GMP German
3D-Druck für Ersatzteile im Vergleich zu konventionellen Fertigungsverfahren Volker Sonntag Vertriebsverantwortlicher GMP German Machine Parts GmbH & Co. KG We bring your machines back to work GMP German
HANDOUT. Vorlesung: Keramik-Grundlagen. Gefüge, Keramographie und Methoden der Strukturuntersuchung
 Materialwissenschaft und Werkstofftechnik an der Universität des Saarlandes HANDOUT Vorlesung: Keramik-Grundlagen Gefüge, Keramographie und Methoden der Strukturuntersuchung Leitsatz: 10.12.2015 "Die Art
Materialwissenschaft und Werkstofftechnik an der Universität des Saarlandes HANDOUT Vorlesung: Keramik-Grundlagen Gefüge, Keramographie und Methoden der Strukturuntersuchung Leitsatz: 10.12.2015 "Die Art
Herstellung von hochwertigen Kunststoffteilen
 Ihre Laser-Sinter-Boutique für Herstellung von hochwertigen Kunststoffteilen Referent: Alain Stebler, Geschäftsführer Rapid Manufacturing Die aktuell verfügbaren additiven Fertigungstechnologien für Kunststoff
Ihre Laser-Sinter-Boutique für Herstellung von hochwertigen Kunststoffteilen Referent: Alain Stebler, Geschäftsführer Rapid Manufacturing Die aktuell verfügbaren additiven Fertigungstechnologien für Kunststoff
HYBRIDE MIM TECHNOLOGIE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE
 HYBRIDE MIM TECHNOLOGIE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE MIM TECHNOLOGIE HYBRIDE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE FASZINATION KUNSTSTOFF Kunststoff ist für uns ein
HYBRIDE MIM TECHNOLOGIE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE MIM TECHNOLOGIE HYBRIDE THERMOPLASTISCHE ELASTOMERE VERSTÄRKTE KUNSTSTOFFE FASZINATION KUNSTSTOFF Kunststoff ist für uns ein
TPE VERARBEITUNGS- HINWEISE 2K
 TPE VERARBEITUNGS- HINWEISE 2K INHALT ALLEGEMEINES ZWEIKOMPONENTENSPRITZGIESSEN EINSTELLPARAMETER WEITERE MASSNAHMEN ZUR VERBESSERUNG DER HAFTUNG ZWEIKOMPONENTENEXTRUSION EINSTELLPARAMETER KONTAKT ALLGEMEINES
TPE VERARBEITUNGS- HINWEISE 2K INHALT ALLEGEMEINES ZWEIKOMPONENTENSPRITZGIESSEN EINSTELLPARAMETER WEITERE MASSNAHMEN ZUR VERBESSERUNG DER HAFTUNG ZWEIKOMPONENTENEXTRUSION EINSTELLPARAMETER KONTAKT ALLGEMEINES
Hygienische Probleme bei der Verwendung von Polymerwerkstoffen
 KuK Kunststoff-Kompetenzzentrum O. Jacobs: Hygienische Probleme bei der Verwendung von Polymerwerkstoffen KuK - Kunststoff-Kompetenzzentrum c/o Fachhochschule Lübeck Mönkhofer Weg 239, 23562 Lübeck www.kuk-sh.de
KuK Kunststoff-Kompetenzzentrum O. Jacobs: Hygienische Probleme bei der Verwendung von Polymerwerkstoffen KuK - Kunststoff-Kompetenzzentrum c/o Fachhochschule Lübeck Mönkhofer Weg 239, 23562 Lübeck www.kuk-sh.de
KOMPETENZ IN KERAMIK
 KOMPETENZ IN KERAMIK MATERIALIEN ZrO 2 Zirkonoxid ZrO 2 ist der Hochleistungswerkstoff unter den Oxidkeramiken. ZrO 2 findet aufgrund seiner exzellenten Festigkeit und Bruchzähigkeit vorwiegend als technische
KOMPETENZ IN KERAMIK MATERIALIEN ZrO 2 Zirkonoxid ZrO 2 ist der Hochleistungswerkstoff unter den Oxidkeramiken. ZrO 2 findet aufgrund seiner exzellenten Festigkeit und Bruchzähigkeit vorwiegend als technische
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer. Eberhard Lutz / Bereichsleiter freeformer
 Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
AMILON. Amilon 3 FDA-konform für Lebensmittelindustrie Anwendungen: Pumpen, Kompressoren, Isolatoren
 AMILON Da wir unsere eigenen PTFE Compounds herstellen, Sintern und Bearbeiten, sind wir in der Lage PTFE Formen oder Komponenten exakt auf Ihre Anforderungen mit Füllstoffen wie Graphit, Bronze, Glas,
AMILON Da wir unsere eigenen PTFE Compounds herstellen, Sintern und Bearbeiten, sind wir in der Lage PTFE Formen oder Komponenten exakt auf Ihre Anforderungen mit Füllstoffen wie Graphit, Bronze, Glas,
Accuracy Examinations in Powder Injection Compression Moulding
 Accuracy Examinations in Powder Injection Compression Moulding V. Piotter, A. Klein, T. Mueller, K. Plewa INSTITUTE FOR APPLIED MATERIALS - (IAM WK) KIT Universität des Landes Baden-Württemberg und nationales
Accuracy Examinations in Powder Injection Compression Moulding V. Piotter, A. Klein, T. Mueller, K. Plewa INSTITUTE FOR APPLIED MATERIALS - (IAM WK) KIT Universität des Landes Baden-Württemberg und nationales
AMILON. AMILON 3 FDA-konform für Lebensmittelindustrie Anwendungen: Pumpen, Kompressoren, Isolatoren
 AMILON Da wir unsere eigenen PTFE Compounds herstellen, Sintern und Bearbeiten, sind wir in der Lage PTFE Formen oder Komponenten exakt auf Ihre Anforderungen mit Füllstoffen wie Graphit, Bronze, Glas,
AMILON Da wir unsere eigenen PTFE Compounds herstellen, Sintern und Bearbeiten, sind wir in der Lage PTFE Formen oder Komponenten exakt auf Ihre Anforderungen mit Füllstoffen wie Graphit, Bronze, Glas,
Taschenbuch der Logistik
 Taschenbuch der Logistik Reinhard Koether ISBN 3-446-40670-0 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-40670-0 sowie im Buchhandel 2.1 Gießen 37 Bild 2.19: Betriebsteile
Taschenbuch der Logistik Reinhard Koether ISBN 3-446-40670-0 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-40670-0 sowie im Buchhandel 2.1 Gießen 37 Bild 2.19: Betriebsteile
Preisliste Metallografie
 Preisliste Metallografie gültig ab 01.12.2016 Kalteinbettmittel Drucktopf Lichthärtende Einbettmittel Heißeinbettmaterial Zubehör Einbettmittel Einbettformen Diamanttrennscheiben Diamantschleifscheiben
Preisliste Metallografie gültig ab 01.12.2016 Kalteinbettmittel Drucktopf Lichthärtende Einbettmittel Heißeinbettmaterial Zubehör Einbettmittel Einbettformen Diamanttrennscheiben Diamantschleifscheiben
Innovation mit Additive Manufacturing in der Halbleiter Industrie
 FIT FOR ADDITIVE MANUFACTURING Innovation mit Additive Manufacturing in der Halbleiter Industrie Ruedi Grüter Dipl. Ing. FH BESI AG: Mechanic Expert BESSERE PRODUKTE MIT ADDITIVER FERTIGUNG Inhalt: BESI
FIT FOR ADDITIVE MANUFACTURING Innovation mit Additive Manufacturing in der Halbleiter Industrie Ruedi Grüter Dipl. Ing. FH BESI AG: Mechanic Expert BESSERE PRODUKTE MIT ADDITIVER FERTIGUNG Inhalt: BESI
Andreas Gebhardt. Rapid Prototyping. Werkzeug für die schnelle Produktentwicklung. Mit 166 Bildern und 37 Tabellen. Carl Hanser Verlag München Wien
 Andreas Gebhardt Rapid Prototyping Werkzeug für die schnelle Produktentwicklung Mit 166 Bildern und 37 Tabellen Carl Hanser Verlag München Wien Inhalt Vorwort 1 Definition 3 1 Von der Produktentwicklung
Andreas Gebhardt Rapid Prototyping Werkzeug für die schnelle Produktentwicklung Mit 166 Bildern und 37 Tabellen Carl Hanser Verlag München Wien Inhalt Vorwort 1 Definition 3 1 Von der Produktentwicklung
Ceramics in Precision HOCHLEISTUNGSKERAMIK
 HOCHLEISTUNGSKERAMIK Ceramics in Precision WERKSTOFFENTWICKLUNG 3D-CAD/CAM 3D-KERAMIKDRUCK CNC-GRÜNBEARBREITUNG PROTOTYPING HOCHDRUCKSPRITZGUSS CNC-HARTBEARBEITUNG QUALITÄTSMANAGEMENT KLEINE TEILE FÜR
HOCHLEISTUNGSKERAMIK Ceramics in Precision WERKSTOFFENTWICKLUNG 3D-CAD/CAM 3D-KERAMIKDRUCK CNC-GRÜNBEARBREITUNG PROTOTYPING HOCHDRUCKSPRITZGUSS CNC-HARTBEARBEITUNG QUALITÄTSMANAGEMENT KLEINE TEILE FÜR
Ausgangstoffe. CNT + Metallpulver. kissenartige Haufwerke. vorpelletiert. Institutsteil Dresden Folie 2
 Flüssigdispergierung als Schlüsseltechnologie zur Herstellung von Metall/CNT Verbundwerkstoffen (CarboMetal) Thomas Hutsch Inno.CNT Annual Conference on CNT Bayreuth, 30. Januar - 01. Februar 2012 Ausgangstoffe
Flüssigdispergierung als Schlüsseltechnologie zur Herstellung von Metall/CNT Verbundwerkstoffen (CarboMetal) Thomas Hutsch Inno.CNT Annual Conference on CNT Bayreuth, 30. Januar - 01. Februar 2012 Ausgangstoffe
Materialdaten Richtwerte
 Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
Einführung in die Kunststoffverarbeitung
 Einführung in die Kunststoffverarbeitung von Walter Michaeli unter Mitwirkung von Mitarbeitern des Instituts für Kunststoffverarbeitung (IKV) an der RWTH Aachen und Mitarbeitern des Süddeutschen Kunststoff-Zentrums
Einführung in die Kunststoffverarbeitung von Walter Michaeli unter Mitwirkung von Mitarbeitern des Instituts für Kunststoffverarbeitung (IKV) an der RWTH Aachen und Mitarbeitern des Süddeutschen Kunststoff-Zentrums
Erfahrungen zum Einsatz von niedrigviskosen Bindersystemen beim Spritzgießen von keramischen Mikrobauteilen
 Erfahrungen zum Einsatz von niedrigviskosen Bindersystemen beim Spritzgießen von keramischen Mikrobauteilen Werner Bauer, Thomas Hanemann, Richard Heldele, Marcus Müller Forschungszentrum Karlsruhe GmbH
Erfahrungen zum Einsatz von niedrigviskosen Bindersystemen beim Spritzgießen von keramischen Mikrobauteilen Werner Bauer, Thomas Hanemann, Richard Heldele, Marcus Müller Forschungszentrum Karlsruhe GmbH
4.2 Heißgießen: Anwendungen, Bauteilgeometrien und Automatisierung
 4.2 Heißgießen: Anwendungen, Bauteilgeometrien und Automatisierung Roland Schreiber MicroCeram GmbH Meißen Aaron Makrlik MicroCeram GmbH Meißen Die Folien finden Sie ab Seite 334. 4.2.1. Aufgabenstellungen
4.2 Heißgießen: Anwendungen, Bauteilgeometrien und Automatisierung Roland Schreiber MicroCeram GmbH Meißen Aaron Makrlik MicroCeram GmbH Meißen Die Folien finden Sie ab Seite 334. 4.2.1. Aufgabenstellungen
1 EINLEITUNG 1 2 TECHNOLOGIE 23
 IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
IX INHALT 1 EINLEITUNG 1 1.1 Zielsetzung für das Buch 2 1.2 Industrielle Produktion im Wandel 4 1.3 Umgang mit neu aufkommenden Technologien 9 1.4 Begriffe der generativen Fertigungsverfahren 11 1.5 Einordnung
Herzlich Willkommen (Arial Schriftgröße 24 fett) Entdecken, was dahinter steckt (Arial Schriftgröße 20 kursiv, fett)
 Entdecken, was dahinter steckt (Arial Schriftgröße 20 kursiv, fett)") Herzlich Willkommen (Arial Schriftgröße 24 fett) Entdecken, was dahinter steckt (Arial Schriftgröße 20 kursiv, fett) HORN Technologietage 2015 Fachvortrag: Verschleißteile - Kostenreduzierung durch leistungsstarke
Herzlich Willkommen (Arial Schriftgröße 24 fett) Entdecken, was dahinter steckt (Arial Schriftgröße 20 kursiv, fett) HORN Technologietage 2015 Fachvortrag: Verschleißteile - Kostenreduzierung durch leistungsstarke
Materialdatenblatt. EOS StainlessSteel PH1. Beschreibung, Anwendung
 EOS StainlessSteel PH1 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung über
EOS StainlessSteel PH1 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung über
Selektives Lasersintern von porösen Entlüftungsstrukturen am Beispiel des Formenbaus
 IMW - Institutsmitteilung Nr. 32 (2007) 65 Selektives Lasersintern von porösen Entlüftungsstrukturen am Beispiel des Formenbaus Siemann, E. Der industrielle Einsatz des Lasersinterns von Metallen richtet
IMW - Institutsmitteilung Nr. 32 (2007) 65 Selektives Lasersintern von porösen Entlüftungsstrukturen am Beispiel des Formenbaus Siemann, E. Der industrielle Einsatz des Lasersinterns von Metallen richtet
Herstellung von Prototypen aus Metallen und Kunststoffen
 Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
MAXITHEN SCR. zur Verbesserung der Kratzfestigkeit von. Polypropylen-Produkten
 MAXITHEN SCR zur Verbesserung der Kratzfestigkeit von Polypropylen-Produkten Auf Grund der guten mechanischen Eigenschaften ist Polypropylen (PP) heutzutage einer der am häufigsten eingesetzten Kunststoffe.
MAXITHEN SCR zur Verbesserung der Kratzfestigkeit von Polypropylen-Produkten Auf Grund der guten mechanischen Eigenschaften ist Polypropylen (PP) heutzutage einer der am häufigsten eingesetzten Kunststoffe.
www.arburg.com ARBURG Kunststoff-Freiformen
 www.arburg.com ARBURG Kunststoff-Freiformen Einführung Marktanforderungen verändern sich Wunsch nach individuellen Produkten Zunehmende Variantenvielfalt Kurze Produktlebenszyklen Rasante technische Entwicklung
www.arburg.com ARBURG Kunststoff-Freiformen Einführung Marktanforderungen verändern sich Wunsch nach individuellen Produkten Zunehmende Variantenvielfalt Kurze Produktlebenszyklen Rasante technische Entwicklung
Unternehmensvorstellung
 Unternehmensvorstellung Spezialprodukte auf höchstem Niveau. Kronowetter Kunstoff- und Metalltechnik GmbH Gewerbestrasse 32 83404 Mitterfelden Unternehmen Deutsches Familienunternehmen mit 20 hochqualifizierten
Unternehmensvorstellung Spezialprodukte auf höchstem Niveau. Kronowetter Kunstoff- und Metalltechnik GmbH Gewerbestrasse 32 83404 Mitterfelden Unternehmen Deutsches Familienunternehmen mit 20 hochqualifizierten
Wärmeleitfähige Polyamide
 VDI- Arbeitskreis Kunststofftechnik Bodensee Rorschach 08.05.2014 Dr. Georg Stöppelmann, Research & Development EMS-Chemie AG Business Unit EMS-GRIVORY, Europe + 41 81 632 6558 georg.stoeppelmann@emsgrivory.com
VDI- Arbeitskreis Kunststofftechnik Bodensee Rorschach 08.05.2014 Dr. Georg Stöppelmann, Research & Development EMS-Chemie AG Business Unit EMS-GRIVORY, Europe + 41 81 632 6558 georg.stoeppelmann@emsgrivory.com
Entwicklung eines Spritzgießwerkzeugs
 http://www.plexpert.de 1 Entwicklung eines Spritzgießwerkzeugs zur Herstellung eines dreidimensionalen Schaltungsträgers aus Kunststoff SMT 2013, Nürnberg http://www.plexpert.de 2 Thomas Mann Dipl. Ing.
http://www.plexpert.de 1 Entwicklung eines Spritzgießwerkzeugs zur Herstellung eines dreidimensionalen Schaltungsträgers aus Kunststoff SMT 2013, Nürnberg http://www.plexpert.de 2 Thomas Mann Dipl. Ing.
3. TechnologieDialog Südwestfalen
 3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
Keramische Werkstoffe
 CERAMDIS Ihr kompetenter Anbieter massgeschneiderter Lösungen in Hochleistungskeramik. Keramische Werkstoffe Siliciumnitrid Siliciumcarbid Oxidkeramik Thermo-forming Prozess für kundenspezifische Bauteile
CERAMDIS Ihr kompetenter Anbieter massgeschneiderter Lösungen in Hochleistungskeramik. Keramische Werkstoffe Siliciumnitrid Siliciumcarbid Oxidkeramik Thermo-forming Prozess für kundenspezifische Bauteile
... successful composite solutions
 ... successful composite solutions Unternehmensportrait Seit mehr als 0 Jahren fertigen engagierte Mitarbeiter komplexe faserverstärkte Kunststoffformteile in den Technologien Heißpressen und Spritzgießen.
... successful composite solutions Unternehmensportrait Seit mehr als 0 Jahren fertigen engagierte Mitarbeiter komplexe faserverstärkte Kunststoffformteile in den Technologien Heißpressen und Spritzgießen.
Blister. Spule. Zwei-Komponenten. Spritzguss. Entwicklung. Kunststoff. Design. Verbundwerkstoffe. Die Firma Parnet ist seit vielen Jahren
 www.parnet.fr Spule Spritzguss Blister Zwei-Komponenten Kunststoff Verbundwerkstoffe Entwicklung Design Die Firma Parnet ist seit vielen Jahren als führender Hersteller von Spulen und Blistern bekannt.
www.parnet.fr Spule Spritzguss Blister Zwei-Komponenten Kunststoff Verbundwerkstoffe Entwicklung Design Die Firma Parnet ist seit vielen Jahren als führender Hersteller von Spulen und Blistern bekannt.
Härter als Stahl. Innovative Hightech-Keramikkomponenten. axon ceramic.
 Härter als Stahl. Innovative Hightech-Keramikkomponenten. axon ceramic www.maxonceramic.com Leichtgängig und verschleissfest. Keramische Präzisionsspindeln. Belastbar und langlebig. Keramische Achsen für
Härter als Stahl. Innovative Hightech-Keramikkomponenten. axon ceramic www.maxonceramic.com Leichtgängig und verschleissfest. Keramische Präzisionsspindeln. Belastbar und langlebig. Keramische Achsen für
UNTERNEHMENSPRÄSENTATION PARARE GMBH MAYBACHSTRASSE FFRICKENHAUSEN T: 07022/
 UNTERNEHMENSPRÄSENTATION PARARE GMBH MAYBACHSTRASSE 7 72636 FFRICKENHAUSEN WWW.PARARE.DE T: 07022/ 20981-0 INFO@PARARE.DE 1 FORTSCHRITT DURCH TECHNOLOGIE DIE PARARE GMBH Die PARARE GmbH ist Dienstleister
UNTERNEHMENSPRÄSENTATION PARARE GMBH MAYBACHSTRASSE 7 72636 FFRICKENHAUSEN WWW.PARARE.DE T: 07022/ 20981-0 INFO@PARARE.DE 1 FORTSCHRITT DURCH TECHNOLOGIE DIE PARARE GMBH Die PARARE GmbH ist Dienstleister
Materialeffizienz: Leichtbau mit thermoplastischem Schaum
 Effizienz in der Kunststoffverarbeitung Materialeffizienz: Leichtbau mit thermoplastischem Schaum Institut für Dipl.-Ing. Stefan Jarka Universität Kassel - Institut für - Mönchebergstr. 3-34109 Kassel
Effizienz in der Kunststoffverarbeitung Materialeffizienz: Leichtbau mit thermoplastischem Schaum Institut für Dipl.-Ing. Stefan Jarka Universität Kassel - Institut für - Mönchebergstr. 3-34109 Kassel
 (19) *DE102014018081A120160609* (10) DE 10 2014 018 081 A1 2016.06.09 (12) Offenlegungsschrift (21) Aktenzeichen: 10 2014 018 081.6 (22) Anmeldetag: 06.12.2014 (43) Offenlegungstag: 09.06.2016 (71) Anmelder:
(19) *DE102014018081A120160609* (10) DE 10 2014 018 081 A1 2016.06.09 (12) Offenlegungsschrift (21) Aktenzeichen: 10 2014 018 081.6 (22) Anmeldetag: 06.12.2014 (43) Offenlegungstag: 09.06.2016 (71) Anmelder: