LACKIEREN UND KLEBEN MIT CO 2 -SCHNEESTRAHLEN
|
|
|
- Edith Schräder
- vor 6 Jahren
- Abrufe
Transkript



1 AUTOMATISIERTES VORBEHANDELN VOR DEM LACKIEREN UND KLEBEN MIT CO 2 -SCHNEESTRAHLEN 14. Industriearbeitskreis Trockeneisstrahlen Martin Bilz





2 AUTOMATISIERTES VORBEHANDELN VOR DEM LACKIEREN UND KLEBEN MIT CO 2 -SCHNEESTRAHLEN Ausgangssituation Vorstellung Projekt Schneelack Strömungssimulation Kommissionierung des Strahlmittels Parameterstudien Wirtschaftlichkeit Stärken-Schwächen-Analyse Aerosol-Verfahren Automatisierung Zusammenfassung
3 Ausgangssituation Vorbehandeln von Kunststoffen Qualitative Anforderung an Bauteile durch Beschichtung Beschichtungen haben optische oder funktionelle Gründe Reinigung/Vorbehandlung von Kunststoffen vor der Beschichtung notwendig Gängige Technik Powerwash Trocknung erforderlich Hoher Platzbedarf Energie- und kostenintensive Aufbereitung der Bäder Migrieren von Additiven, Weichmachern und Monomeren durch Erwärmung beim Trocknen Basislack (Farbton) Klarlack (Schutz)
 Nicht brennbar, nicht giftig, g, farblos,")
: - 78,5")


4 Ausgangssituation Strahlmittel Kohlendioxid Ungefährlicher Stoff (GefStoffV) Nicht brennbar, nicht giftig, g, farblos, geruchlos (MAK-Wert 5000 ppm), nicht elektrisch leitend, bakteriostatisch, chemisch inert Temperatur (1 bar): - 78,5 C; Dampfdruck (20 C): 57,3 bar Bei Umgebungsdruck nur fest oder gasförmig Direkter Übergang von fest nach gasförmig (Sublimation) Keine Nässe Trockeneis Wirkmechanismen i beim CO 2 -Strahlen Thermischer-, Mechanischer-, Sublimationseffekt



5 Ausgangssituation CO 2 -Strahlverfahren CO 2 Strahlverfahren Strahlen aus der festen Phase Strahlen aus der flüssigen Phase Schleuderradstrahlen Trockeneis- Strahlen Agglomerationskammer Zweistoffringdüse Snow-Jet- Cleaning





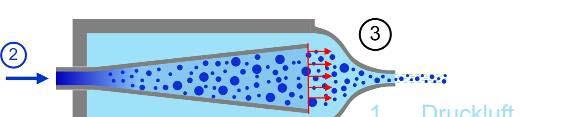
6 Ausgangssituation CO 2 -Strahlen Anlagentechnik Zweistoffringdüse Transport von flüssigem CO 2 zur Strahldüse Beschleunigung des CO 2 durch Druckluft-Ringströmung Entspannung des CO 2 in Umgebungsdruck am Austritt der Düse Entstehung von CO 2 -Schnee außerhalb der Düse Düssen-Array (Fa. acp)







7 Ausgangssituation CO 2 -Strahlen Anlagentechnik Agglomerationskammer Transport von flüssigem CO 2 zu einer in der Düse integrierten Agglomerationskammer Entspannung des CO 2 in den Kammerdruck Agglomeration / Anbackungen einzelner CO 2 -Schneepartikel zu größeren Partikeln innerhalb der Kammer


8 Vorstellung Projekt SchneeLack InnoNet-Projekt SchneeLack Automatisiertes Vorbehandeln vor dem Lackieren und Kleben mit CO 2 -Schneestrahlen hl Projektkonsortium aus 11 Industriepartnern und 3 Forschungseinrichtungen g Projektlaufzeit von bis Projektziele: Substitution herkömmlicher Vorbehandlungsverfahren Optimierung und Automatisierung der Schneestrahltechnologie Parameterstudien zum Erreichen besserer Lackhaftung Analyse der Wirtschaftlichkeit


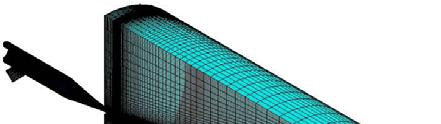
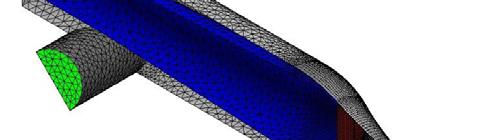
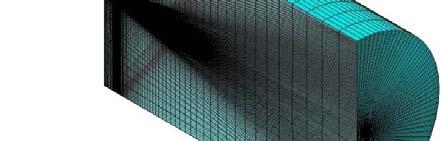
9 Strömungssimulation Düsentechnologie Flach- und Runddüse Entspannung von flüssigem CO 2 in Strahldruck Laval-Prinzip Variable Luftzufuhr durch verstellbaren Entspannungsraum Vernetzung der gesamten Strahlvorrichtung CFDC CFDC
10 Strömungssimulation Vereinfachungen Stationäre Rechnung Keine CO 2 -Partikelentstehung bzw. Agglomeration Vorgabe homogener Partikelverteilung am Austritt des Entspannungsraums 3 separate Partikeldurchmesser Keine Partikelstöße untereinander Keine Sublimation der Partikel Luft-CO 2 -Medium als ideales Gas 2 Turbulenzmodellierung



11 Strömungssimulation Strömung innerhalb der Runddüse Rückstromgebiet hinter Entspannungsraum Gleichmäßige Randströmung CFDC Runddüse: Gleichmäßige Strömung CFDC



12 Strömungssimulation Strömung innerhalb der Flachdüse Schwächeres-Rückströmfeld hinter Entspannungsraum Längswirbel in Düse CFDC Flachdüse: Turbulentere Strömung CFDC






13 Strömungssimulation Strömung außerhalb der Düse bei 7 bar v max = 560 m/s v max = 576 m/s CFDC CFDC

14 Strömungssimulation Strömung außerhalb der Düse Halbierung des Strahldrucks Senkung von v max um ca. 60 m/s max Rund- und Flachdüse etwa gleichgroßes Geschwindigkeitsmaximum Schnellerer Geschwindigkeitsabfall bei Flachdüse als bei Runddüse Validierung: Gute Übereinstimmung der Geschwindigkeit am Düsenaustritt mit analytischer Lösung CFDC

15 Strömungssimulation Berücksichtigung partikelbeladene Strömungen Vorgabe von Partikeln am Entspannungsraumaustritt Messergebnisse: Partikelgeschwindigkeit 8 m/s Partikeldurchmesserverteilung: 25, 50, 75 μm d P = 25 μm d P = 50 μm d P = 75 μm CFDC


16 Strömungssimulation Abschätzung der Flächenleistung Abschätzung der Flächenleistung über kinetische Energie der Partikel Bestimmung der Orte, an denen die meisten Partikel auftreffen für verschiedene Abstände Bestimmung der Partikelgeschwindigkeiten Bestimmung der kinetischen Energie der Partikel hinter der Düse CFDC
17 Strömungssimulation Zusammenfassung Runddüse weist stärkeres Rückströmgebiet als Flachdüse auf Große Partikel bestimmen im Wesentlichen die Abtragsleistung Strahldruckänderung bei Runddüse kaum Auswirkung auf Größe der Abtragfläche, wohl aber auf Abtragsgeschwindigkeit g g Flachdüse verteilt Energie deutlich breiter Höhere Flächenleistung zu erwarten Validierung der Korrekturfunktion Validierung der Partikelgeschwindigkeiten und Abtragsbreite
18 Kommissionierung des Strahlmittels Versorgung Kommissionierung des Strahlmittels Realisierung der Niederdrucktankversorgung für das CO 2 -Schneestrahlen Bisher häufig Mitteldrucktankversorgung (Steigrohrflasche) üblich Bessere CO 2 -Schneeausbeute durch Niederdrucktank
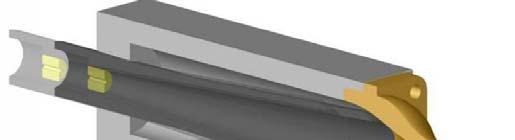
19 Kommissionierung des Strahlmittels Versorgung Flüssiges CO 2 -Lagerung in Niederdrucktanks (20 bar, -20 C) Förderung des flüssigen CO 2 in Ring Strahldüse in Ringleitungssystem integriert Gute Automatisierbarkeit (1-3) Druckluftversorgungund Aufbereitung (4) Strahlsystem (5-8) Handhabung und Peripherie (9-12) Strahlmittelversorgung l





20 Kommissionierung des Strahlmittels Versorgung Anfertigung einer Halterung zur Fixierung der Ringleitung am Düsenarray Anfertigung einer Düsenhalterung für Roboter Redundantes Ringsystem DN 10 für CS4-Large und Düsen-Array 2-Wege Ventilsystem zwischen Pumpenausgang und Überströmventil
21 Kommissionierung des Strahlmittels Allgemein Messung der Stoffeigenschaften beim Strahlen Konventionelle Methode Wiegen des Versorgungsbehälters Möglich für Steigrohrflaschen Für NDT-Versorgung technisch aufwendig Kostenintensiv Geringe Messauflösung von Plattenwaagen Verbleib von Medium in den Leitungen
22 Kommissionierung des Strahlmittels Beschaffung eines Durchflussmessgerätes Messeinrichtungen und prinzipien Ungeeignet da: Kaloriemetrisch i Temperatur, Phasenwechsel h Ultraschall Flügelräder, Messklappen, Rotameter Magnetisch induktive Sensoren Leitungsdimension Druck, Temperatur Leitfähigkeit Weitere Probleme bereiten: die Zweiphasenexistenz, geringe Durchsätze und Prozessanschlüsse von DN6 bis DN10


23 Kommissionierung des Strahlmittels Beschaffung eines Durchflussmessgerätes Messgerät Promass 83A, Fa. Endress+Hauser Corioliskräfte erzeugt durch bewegte Masse Anregung des Messrohrs am Ein- und Ausgang Aufnahme der Schwingungen durch elektrokinetische Sensoren Auswertung der Phasenverschiebung Umrechnung auf Dichte und damit auf Massendurchsatz [kg/h] Messung der Temperatur ebenfalls möglich


 Größerer")



24 Kommissionierung des Strahlmittels Vorversuche Vorversuch zum Abtrag auf OBO -Blöcken mit NDT- Versorgung Strahlversuche auf drei unterschiedlichen Kunstoffen Auswahl des sensitivsten Werkstoffs (obomodulan 210; Dichte 200 kg/m³; Shore D-Härte 25 ) Größerer spezifischer Strahlgutabtrag stellt bestes Spektrum für Bewertung der Parametereinflussnahme dar Variation des Tankdruckes Verschlechterung des spezifischen Strahlgutabtrages mit steigendem Tankdruck Erhöhung des Massendurchsatzes kein erkennbarer Einfluss sichtbar Kältelagerung (-78 C) des Versuchswerkstoffs Erhöhung des Abtrags
25 Kommissionierung des Strahlmittels Hauptversuche Versuche mit variierendem Tankdruck und konstantem Ringdruck Bedingt durch Sumpfentnahme war min. ein Tankdruck von 12 bar erforderlich Statischer Tankdruck bzw. kinetische Strömungsenergie für Druckerhöhungspumpe nicht ausreichend Keine vollständig gefüllte Ringleitung Inkompressibler Zustand des Mediums nicht gegeben Frühzeitige Entspannung im Leitungssystem
26 Kommissionierung des Strahlmittels Hauptversuche Erreichte Temperaturdifferenz von ca. 4 K für Tankdruck von 18 auf 14 bar Keine Abtragssteigerung für kälteres Strahlmittel Vorversuche konnten nicht bestätigt werden Sinkende Abtragsleistung mit steigendem Massendurchsatz schnellere Entspannung führt zu kleineren Agglomeraten Versuche mit variierendem Ringdruck und konstantem Tankdruck Temperaturzunahme des flüssigen Kohlendioxid mit steigendem Ringdruck Steigender Wärmeeintrag durch höhere mech. Pumpenarbeit Gemäß Energieerhaltungssatz g steigender Strahlmitteldurchsatz mit Ringdruckerhöhung
27 Kommissionierung des Strahlmittels Hauptversuche Es bestätigt sich die Steigerung des Abtrags mit fallendem Massenstrom höchster Abtrag für P Tank = P Ring trotz pulsierendem Strahlbild Leistungsgrenze bzw. max. Förderstrom der Druckerhöhungspumpe bei P Ring = 65 bar Sinkender Massenstrom mit P Ring > 65 bar Druckabnahme im Tank über längere Strahlzeiten Entnahme von flüssiger Phase größer als Nachdampfrate Entfernung des Systems vom Gleichgewichtspunkt Massendurchsatz gelegentlich diskontinuierlich bedingt durch Phasenwechsel des Mediums
28 Kommissionierung des Strahlmittels Bestätigungsversuch Unabhängiger Versuch bestätigt Hauptversuch Keine Abtragssteigerung g g für kälteres Strahlmittel Hauptversuche konnten erneut nicht bestätigt werden Sinkende Abtragsleistung mit steigendem Massendurchsatz
29 Kommissionierung des Strahlmittels Schlussfolgerungen Verwendung eines Niederdrucktankes mit ausreichendem Fassungsvermögen g und Pumpe-Ringleitungssystem g Konstante Prozessbedingungen beim Strahlen im Vergleich zur Steigrohrflasche Geringerer Einfluss des Joule-Thomson-Effekt Behälter mit Kühl- und Heizmantel (Regelung) P & T des CO 2 über Strahlzeit nahezu konstant t Verwendung einer Ladepumpe liefert Druckerhöhungspumpe Medium mit konstantem Energiepotenzial




30 Absaugung - Partikelfluganalyse Versuchskasten mit Reinraum-Klebematten Test der Klebefähigkeit der Matten Probe verunreinigt mit Standardverun. C1 Reinigung mit CS4 large und Flachdüse Aussage über Partikelflug beim Strahlen
31 Absaugung Partikelfluganalyse Strahlen mit Flachdüse Substrat wurde vollständig & mittig gestrahlt Partikel bewegen sich mit Vorschubrichtung Wenige Ablagerungen seitlich und keine an den Wänden

32 Absaugung Konzepte Versuche zu Absaugkonzepten durchgeführt Absaugung mit einseitiger Absaugdüse nicht zufriedenstellend (siehe Bild 1) Gute Absaugergebnisse mit Absaugglocke (siehe Bild 2) Ef Erforderlichkeit lihk it einer Absaugung ist it zu prüfen In Lackieranlagen stetige, gewollte Luftzirkulation Bauteile können von oben nach unten vorbehandelt werden ohne Querkontamination Bild 1: Einseitige Absaugung Bild 2: Absaugglocke
33 Parameterstudie Kontaminationsarten Innere Kontaminationen bezeichnet Störsubstanzen die bei Überschreiten der Erweichungstemperatur aus der Bauteiloberfläche heraustreten Äußere Kontaminationen entstehen meist im Fertigungsprozess und beschreiben die Einbringung von Fremdstoffen von Außen Innere Kontamination Äußere Kontamination Additive Öl & Fett (Transportkette, tt Spritzwerkzeug) Weichmacher Fingerabdrücke Spaltprodukte Staub Formtrennmittel: Interne (Bestandteil der Kunststoffrezeptur) t t Externe (aufsprühen oder einstreichen der Form)
34 Parameterstudie Vorgehen 7 Kunststoffe, 3 Zustände, 10 Verunreinigungen,2 Strahlsysteme Untersuchung von drei unterschiedlichen h Zuständen der Kunststoffe Für Innere Kontaminationen : Additive, Weichmacher, Spaltprodukte, Gestresst: mit höheren Temperaturen, geringerer Einspritzzeit, it it höherem Staudruck Wärmegelagert: zusätzliche künstliche Alterung (Temperierung bei ca. 90 C über einen begrenzten Zeitraum Normal: nach Angaben der Hersteller Bezeichnung Anwendung PP1** Stoßfänger PC/ABS Motorraum, Interieur PA* Motorraum, Interieur PP2 Stoßfänger TPE Airbagkappen TPO* Airbagkappen PC Schaltersysteme * zusätzlich Atmosphärendruck-Plasma ** zusätzlich Beflammung
35 Parameterstudie Vorgehen Für Äußere Kontaminationen : Öle, Fette, Fingerabdrücke, PP normal mit 4 Kontamination verunreinigt Abreinigung nach Versuchsplan Auf verbleibende Kunststoffe je eine Kontamination ti Abreinigung mit Top Parametern aus gestresst & wärmegelagert Durch statistische Versuchsplanung satt Versuche Beschreibung schnellflüchtiger Allzweckreiniger temporärer Korrosionsschutz Kriech- und Feinöl Korrosionsschutzmittel (Werkzeug & Formen) Hochleistungsmehrzweckfett Universalreiniger Trennmittel silikonfreies Formentrennspray Korrosionsschutzmittel auf Fettbasis Fingerabdruck gelöst (Fettfilm) Auf Versuchswerkstoff PC/ABS PP1 TPO TPE PP1 PC PP1 PA PP2 PP1
36 Parameterstudie Ergebnisse Ermittlung der Inneren Kontaminationen mittels XPS Beispiele PA, PP1 & TPE keine Änderung durch Fertigungsprozess g Wärmegelagertes PP2 ausschwitzen geringer Mengen Silizium TPO ist Zinkstearat kontaminiert Ausgewählte Substrate Na Zn O N C Cl S Si PP2 standard ,0 10,2 79, PP2 gestresst - - 9,8 9,8 80, PP2 wärmegelagert ,0 9,9 78, ,6 TPO standard , TPO gestresst - 0,3 0,5-99,0 0,2 - - TPO wärmegelagert - 6,2 12,7 2,1 75, ,6


 GT 5: sehr")


37 Parameterstudie Ergebnisse Zusätzlich zur Gitterschnittprüfung: vollständige Abprüfung nach DBL (Daimler Benz Liefervorschrift) 7384 bei ausgewählten Kunststoffen Prüfung der Qualität der Lackfestigkeit k it von Beschichtungen (Lacke) GT 0: sehr gute Haftfestigkeit (ideal für Lackierprozess) GT 5: sehr schlechte Haftfestigkeit Einige der gestressten Proben hatten vor der Vorbehandlung bereits GT = 1 Einige ließen sich nicht vorbehandeln GT = 5 Gitterschnittprüfung nach DIN EN ISO 2409 GT 5 (PP, Verunreinigung FC) GT 0 (PP, Verunreinigung Fingerprint)
38 Parameterstudie Ergebnisse Ergebnisse der Probenreihe gestresst Gitterschnittwerte vor der Vorbehandlung zwischen GT 1 und GT 5 Vorbehandlung (Steigerung auf GT < 1) nur bei einigen Kunststoffen möglich Tabelle 1: Beste Parametereinstellungen für PP1, wärmegelagert Theoretisch et beste Parameter a Strahlsystem I Strahlsystem II Strahldruck 6 bar 7 bar Vorschubgeschwindigkeit 0,1 m/s 0,5 m/s Strahlwinkel 70 oder oder 90 GT Gesamtmittelwert nach Vorbehandlung 0,30 0,26 GT Referenzmittelwert 2 GT Bestätigungsversuch 0 0,67
39 Parameterstudie Ergebnisse Ergebnisse der Probenreihe gestresst Einige Kunststoffe weisen ohne Vorbehandlung bereits einen GT = 1 auf Wert ist u. U. bereits zufriedenstellend Steigerung der Lackhaftung (GT < 1) bei allen Kunststoffen erreicht Tabelle 2: Beste Parametereinstellungen für PP1, gestresst Theoretisch et beste Parameter a Strahlsystem I Strahlsystem II Strahldruck 5 bar 5 bar Vorschubgeschwindigkeit 0,1 m/s 0,5 m/s Strahlwinkel 50 oder GT Gesamtmittelwert nach Vorbehandlung 0,41 0,31 GT Referenzmittelwert 2 GT Bestätigungsversuch 0,33 0
40 Parameterstudie Ergebnisse Ergebnisse der Probenreihe normal Substrat: PP1 unter Standardbedingungen hergestellt Vier verschiedenen Verunreinigungen Lackhaftung überwiegend von GT 5 auf GT 1 oder GT 0 gesteigert Substrate: PC/ABS, TPO, TPE, PC, PA, PP2 Jedes Substrat mit je einer Verunreinigungen kontaminiert Steigerung von GT 5 auf GT < 1 bei allen Substraten t Tabelle 3: Beste Parametereinstellungen für TPE, normal, mit PSACS (Korrosionsschutz) Theoretisch beste Parameter Strahlsystem I Strahlsystem II Strahldruck 7 bar 5 bar Vorschubgeschwindigkeit 0,5 m/s 0,1 m/s Strahlwinkel GT Gesamtmittelwert nach Vorbehandlung 0 0 GT Referenzmittelwert 2
41 Wirtschaftlichkeit Vergleich beider Strahlsysteme Kostenvergleichsrechnung auf Basis der optimalen Parameter Kosten inklusive und exklusive Peripherie Peripherie: Automatisierung, Druckluft- und CO 2-Versorgung Inklusive Peripherie erfordert genaue Kenntnisse über Einsatzort Großer Einfluss von Substratzustand und Verunreinigung Vergleichbar mit anderen Verfahren
42 Wirtschaftlichkeit Verfahrenskosten der Strahlsysteme für PA, gestresst Strahlsystem II Strahlsystem I Verfahrenskosten [ /m²] 0,18 0,22 Verfahrensleistung [m²/h] 72,00 135,00 Verfahrenskosten der Strahlsysteme für TPO, wärmegelagert Strahlsystem II Strahlsystem I Verfahrenskosten [ /m²] 0,95 0,23 Verfahrensleistung [m²/h] 14,40 135,00 Verfahrenskosten der Strahlsysteme für PP1, normal, Kontamination FP Strahlsystem II Strahlsystem I Verfahrenskosten [ /m²] 0,18 0,21 Verfahrensleistung [m²/h] 72,00 135,00
43 Stärken-Schwächen Analyse CO 2 vs. Powerwash Kriterien Beurteilung (IPK/Rehau) schlecht gut Platzbedarf Umweltbelastung Investitionskosten Betriebmittel Reinigungszeit Prozesssicherheit Energieeinsatz CO 2 -Schneestrahlen Powerwash Bewertung: CO 2 -Schnee: 6,7 Pkt., Powerwash: 4,9 Pkt. Stärken CO 2 : Platzbedarf, Reinigungszeit (keine Trocknung), effizienter Energieeinsatz Schwächen CO 2 : Menge an benötigtem Reinigungsmittel (CO 2 ) Stärken Powerwash: Menge an Reinigungsmittel, i i Prozesssicherheit h i Schwächen Powerwash: Platzbedarf, Trocknung, Umweltbelastung Dreidimensionales Bauteil im Vergleich: CO 2 -Schneestrahlen 0,46 /m 2 Powerwash 0,64 /m 2 ( 39 % höhere Kosten)
44 Aerosol-Verfahren Qualifizierung des Aerosol-Verfahrens zur Erfassung von Benetzungseigenschaften g Überprüfung der unsichtbaren Oberflächenvorbehandlung Inline-fähig, vollflächig und automatisierbar Kontami- nation CO 2 -Schnee Aerosolauftrag Bilderfassung Auswertung Lackauftrag kontinuierlicher Prozess



45 Automatisierung Nachstellung der Prozesskette Automatisierbarkeit der CO 2 -Schneestrahltechnologie gegeben Anlagentechnik lässt sich in Lackierkabine integrieren Verwendung derselben Manipulatoren Sehr kurze Transportwege
46 Zusammenfassung Bisher Powerwash-Verfahren, Trocknung nötig, kostenintensiv Vorbehandlung von Kunststoffen mittels CO 2 -Schneestrahlen verifiziert Erfolgreiche Simulation partikelbeladener Strömung Kommissionierung des Strahlmittels sowohl aus MDT und NDT Eine Absaugung ist nur in Einzelfällen erforderlich Geforderte Lackhaftung wird erreicht Gute Lackhaftung auch bei fehlerhaften Substraten Kosten beim CO 2 -Strahlen geringer gegenüber bei Powerwash Inline-fähiges Messverfahren qualifiziert Strahlanlagen sind in Lackieranlage integrierbar
 Pascalstraße 8 9 10587")
 30 / 3 90 06-147 Fax: +49 (0) 30 / 3 91 10")

47 Kontakt Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik (IPK) Pascalstraße Berlin Dipl.-Ing. (FH) Martin Bilz M. Sc. Tel.: +49 (0) 30 / Fax: +49 (0) 30 / martin.bilz@ipk.fraunhofer.de web:
Trockeneis- und CO 2 -Schneestrahlen. - Prinzip und Anwendungsmöglichkeiten -
 Trockeneis- und CO 2 -Schneestrahlen - Prinzip und Anwendungsmöglichkeiten - Agenda Fraunhofer IPK CO 2 -Strahlen Allgemeines Anlagentechnik Anwendung Vergleich Trockeneis- und CO 2 -Schneestrahlen Kosten
Trockeneis- und CO 2 -Schneestrahlen - Prinzip und Anwendungsmöglichkeiten - Agenda Fraunhofer IPK CO 2 -Strahlen Allgemeines Anlagentechnik Anwendung Vergleich Trockeneis- und CO 2 -Schneestrahlen Kosten
Simulation von CO 2 -Schneestrahldüsen
 Simulation von CO 2 -Schneestrahldüsen Clemens Buske Dr. Volker Kassera CFD Consultants GmbH Sprollstraße 10/1 D-72108 Rottenburg Tel.: 07472 988688-18 www.cfdconsultants.de - Folie 1 / 33 - Überblick
Simulation von CO 2 -Schneestrahldüsen Clemens Buske Dr. Volker Kassera CFD Consultants GmbH Sprollstraße 10/1 D-72108 Rottenburg Tel.: 07472 988688-18 www.cfdconsultants.de - Folie 1 / 33 - Überblick
Bericht über Forschungsprojekt der Robert Bosch GmbH mit dem Fraunhofer IPK
 Bericht über Forschungsprojekt der Robert Bosch GmbH mit dem Fraunhofer IPK 1 Gliederung Reinigungsaufgabe Anforderungen & Zielsetzung Vorteile Anlagentechnik Voruntersuchungen am IPK Hauptuntersuchung
Bericht über Forschungsprojekt der Robert Bosch GmbH mit dem Fraunhofer IPK 1 Gliederung Reinigungsaufgabe Anforderungen & Zielsetzung Vorteile Anlagentechnik Voruntersuchungen am IPK Hauptuntersuchung
Energieeffiziente Reinigung und Vorbehandlung durch Schleuderstrahlen mit nicht beständigen Strahlmitteln
 Energieeffiziente Reinigung und Vorbehandlung durch Schleuderstrahlen mit nicht beständigen Strahlmitteln Robert Hollan Prof. Eckart Uhlmann Überblick Einleitung Herausforderung, Ansatz, Ziel Trockeneisstrahlen
Energieeffiziente Reinigung und Vorbehandlung durch Schleuderstrahlen mit nicht beständigen Strahlmitteln Robert Hollan Prof. Eckart Uhlmann Überblick Einleitung Herausforderung, Ansatz, Ziel Trockeneisstrahlen
Möglichkeiten zur Bestimmung der Wirkmechanismen beim Trockeneisstrahlen
 1 Möglichkeiten zur Bestimmung der Wirkmechanismen beim Trockeneisstrahlen Seite 1 / 23 Gliederung Stand der Technik Motivation und Zielsetzung Mechanischer Effekt Thermischer Effekt Sublimationseffekt
1 Möglichkeiten zur Bestimmung der Wirkmechanismen beim Trockeneisstrahlen Seite 1 / 23 Gliederung Stand der Technik Motivation und Zielsetzung Mechanischer Effekt Thermischer Effekt Sublimationseffekt
CO2-Schneestrahlen für eine hochwertige Oberfläche
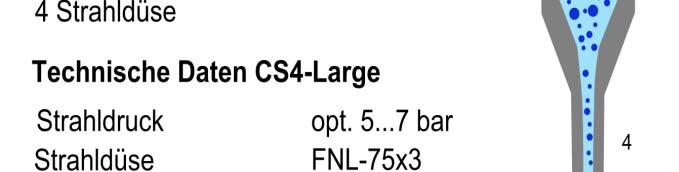
 Surface Technology Forum - Hannover Messe - 14.04.2015 1 / 24 Reinigen und Vorbehandeln mit CO2-Schneestrahlen für eine hochwertige Oberfläche Felix Elbing CryoSnow GmbH Technologie 2 / 24 Verfahrensbeschreibung
Surface Technology Forum - Hannover Messe - 14.04.2015 1 / 24 Reinigen und Vorbehandeln mit CO2-Schneestrahlen für eine hochwertige Oberfläche Felix Elbing CryoSnow GmbH Technologie 2 / 24 Verfahrensbeschreibung
Analyse der Parameter beim CO 2 -Strahlen
 Analyse der Parameter beim CO 2 -Strahlen Anke Opitz Gliederung Ausgangssituation Zielsetzung Vorgehensweise Ergebnisse Zusammenfassung Ausblick Ausgangssituation Prozessparameter Ausgangssituation Pelletparameter
Analyse der Parameter beim CO 2 -Strahlen Anke Opitz Gliederung Ausgangssituation Zielsetzung Vorgehensweise Ergebnisse Zusammenfassung Ausblick Ausgangssituation Prozessparameter Ausgangssituation Pelletparameter
Funktionsweise Trockeneisstrahlen
 Funktionsweise Trockeneisstrahlen Das Trockeneisstrahlen ist ein Druckluftstrahlverfahren, bei dem als Strahlmittel festes Kohlenstoffdioxid, sogenanntes Trockeneis, mit einer Temperatur von -78,9 C eingesetzt
Funktionsweise Trockeneisstrahlen Das Trockeneisstrahlen ist ein Druckluftstrahlverfahren, bei dem als Strahlmittel festes Kohlenstoffdioxid, sogenanntes Trockeneis, mit einer Temperatur von -78,9 C eingesetzt
CO2-Schneestrahlen Vorstellung aktueller Projekte
 14. IAK Trockeneisstrahlen - 12.10.200910 2009-1 Berlin /22 CO2-Schneestrahlen Vorstellung aktueller Projekte Felix Elbing CryoSnow GmbH Inhalt 2 /22 CO2-Schneestrahlen - Vorstellung aktueller Projekte
14. IAK Trockeneisstrahlen - 12.10.200910 2009-1 Berlin /22 CO2-Schneestrahlen Vorstellung aktueller Projekte Felix Elbing CryoSnow GmbH Inhalt 2 /22 CO2-Schneestrahlen - Vorstellung aktueller Projekte
Reinigen von Formnestern
 1 Agenda Einführung Stand der Technik Reinigungsverfahren Zusammenfassung / Gegenüberstellung Ausblick Seite 2 / 44 2 Agenda Einführung Spritzgusswerkzeuge Kunststoffe Verunreinigungen Folgen von Verunreinigungen
1 Agenda Einführung Stand der Technik Reinigungsverfahren Zusammenfassung / Gegenüberstellung Ausblick Seite 2 / 44 2 Agenda Einführung Spritzgusswerkzeuge Kunststoffe Verunreinigungen Folgen von Verunreinigungen
Reinigungstechnologien für die Medizintechnik
 Johannes Mankiewicz Reinigungstechnologien für die Medizintechnik Agenda Kohlendioxid Grundlagen CO 2 -Strahltechnologien Feinreinigung mit flüssigem CO 2 CO 2 -Grundlagen CO 2 -Grundlagen CO 2 -Grundlagen
Johannes Mankiewicz Reinigungstechnologien für die Medizintechnik Agenda Kohlendioxid Grundlagen CO 2 -Strahltechnologien Feinreinigung mit flüssigem CO 2 CO 2 -Grundlagen CO 2 -Grundlagen CO 2 -Grundlagen
Abtragen mit dem Trockeneisstrahl: theoretische Grundlagen, Erweiterung des Einsatzbereiches und Anwendungen
 Abtragen mit dem Trockeneisstrahl: theoretische Grundlagen, Erweiterung des Einsatbereiches und Anwendungen 8. November 003 Dipl.-Ing. P. Brüggemann Dr.-Ing. C. Redeker Dr.-Ing. R. Versemann Prof. Dr.-Ing.
Abtragen mit dem Trockeneisstrahl: theoretische Grundlagen, Erweiterung des Einsatbereiches und Anwendungen 8. November 003 Dipl.-Ing. P. Brüggemann Dr.-Ing. C. Redeker Dr.-Ing. R. Versemann Prof. Dr.-Ing.
Institut für Werkzeugmaschinen und Fabrikbetrieb. Prof. E. Uhlmann
 1. Treffen Industriearbeitskreis Trockeneneisstrahlen am 29. November 2002 in Rohrinnenreinigung mit Trockeneisstrahlen C. Schwarzwälder M. Krieg Prof. Dr.-Ing. Eckart Uhlmann 1. Treffen Industriearbeitskreis
1. Treffen Industriearbeitskreis Trockeneneisstrahlen am 29. November 2002 in Rohrinnenreinigung mit Trockeneisstrahlen C. Schwarzwälder M. Krieg Prof. Dr.-Ing. Eckart Uhlmann 1. Treffen Industriearbeitskreis
Kältetechnik und Dienstleistungs GmbH
 Kältetechnik und Dienstleistungs GmbH 2 LKY Kältetechnik und Dienstleistungs GmbH Historie Die LKY Kältetechnik und Dienstleistungs GmbH ist seit 1996 als eigenständige Unternehmung im Bereich der Trockeneisreinigung
Kältetechnik und Dienstleistungs GmbH 2 LKY Kältetechnik und Dienstleistungs GmbH Historie Die LKY Kältetechnik und Dienstleistungs GmbH ist seit 1996 als eigenständige Unternehmung im Bereich der Trockeneisreinigung
Reinigen von spannungsführenden Anlagen. Robert Veit. Institut für Werkzeugmaschinen und Fabrikbetrieb. Technische Universität Berlin.
 Reinigen von spannungsführenden Anlagen Seite 1 Robert Veit Das Produktionstechnische Zentrum Berlin (PTZ) Institut für Werkzeugmaschinen und Fabrikbetrieb Technische Universität Berlin Reinigen von spannungsführenden
Reinigen von spannungsführenden Anlagen Seite 1 Robert Veit Das Produktionstechnische Zentrum Berlin (PTZ) Institut für Werkzeugmaschinen und Fabrikbetrieb Technische Universität Berlin Reinigen von spannungsführenden
Effektive, flächige Reinigung mit CO2-Schnee
 Effektive, flächige Reinigung mit CO2-Schnee Berlin, 15. November 2007 Christoph Lengerer acp advanced clean production GmbH Röntgenstr. 30, 73730 Esslingen www.acp-micron.com Verfahrenstechnologien und
Effektive, flächige Reinigung mit CO2-Schnee Berlin, 15. November 2007 Christoph Lengerer acp advanced clean production GmbH Röntgenstr. 30, 73730 Esslingen www.acp-micron.com Verfahrenstechnologien und
Mechanischer Durchfluss-Schalter für zwei-punkt-regelung
 Mechanischer Durchfluss-Schalter für zwei-punkt-regelung Kostengünstige Integration in Rohrsysteme ohne zusätzliche Verrohrung Magnetische Messprinzip Einfache Einstellung der Schaltpunkte durch Stellschraube
Mechanischer Durchfluss-Schalter für zwei-punkt-regelung Kostengünstige Integration in Rohrsysteme ohne zusätzliche Verrohrung Magnetische Messprinzip Einfache Einstellung der Schaltpunkte durch Stellschraube
Der CO 2. -Injektor Reinigungslösungen für
 FRAUNHOFER-INSTITUT FÜR Produktionstechnik und Automatisierung IPA Der CO 2 -Injektor Reinigungslösungen für Bohr- und Sacklöcher 1 Ausgangssituation Der Trend zu immer höheren Produktreinheiten ist seit
FRAUNHOFER-INSTITUT FÜR Produktionstechnik und Automatisierung IPA Der CO 2 -Injektor Reinigungslösungen für Bohr- und Sacklöcher 1 Ausgangssituation Der Trend zu immer höheren Produktreinheiten ist seit
Reinigen und Kühlen von Schleifkörpern mit Trockeneis und CO 2 -Schnee
 Reinigen und Kühlen von Schleifkörpern mit Trockeneis und CO 2 -Schnee Durchführung einer Machbarkeitsstudie in bilateraler Auftragsforschung Dipl.-Ing. Jan-Marc Lischka, Dipl.-Ing. Mark Krieg 2. Treffen
Reinigen und Kühlen von Schleifkörpern mit Trockeneis und CO 2 -Schnee Durchführung einer Machbarkeitsstudie in bilateraler Auftragsforschung Dipl.-Ing. Jan-Marc Lischka, Dipl.-Ing. Mark Krieg 2. Treffen
O. Sternal, V. Hankele. 5. Thermodynamik
 5. Thermodynamik 5. Thermodynamik 5.1 Temperatur und Wärme Systeme aus vielen Teilchen Quelle: Wikimedia Commons Datei: Translational_motion.gif Versuch: Beschreibe 1 m 3 Luft mit Newton-Mechanik Beschreibe
5. Thermodynamik 5. Thermodynamik 5.1 Temperatur und Wärme Systeme aus vielen Teilchen Quelle: Wikimedia Commons Datei: Translational_motion.gif Versuch: Beschreibe 1 m 3 Luft mit Newton-Mechanik Beschreibe
Integrierte CO2- Reinigungstechnologien. umweltfreundlich und chemikalienfrei. Reinigen mit CO 2 -Schneestrahl
 www.acp-micron.com Integrierte CO2- Reinigungstechnologien Reinigen mit CO 2 -Schneestrahl Definierte Sauberkeit für anspruchsvolle Flächen umweltfreundlich und chemikalienfrei Das Unternehmen Die acp
www.acp-micron.com Integrierte CO2- Reinigungstechnologien Reinigen mit CO 2 -Schneestrahl Definierte Sauberkeit für anspruchsvolle Flächen umweltfreundlich und chemikalienfrei Das Unternehmen Die acp
CRYOCLEAN Strahlreinigen mit Kohlendioxid. Silvia Henke, Jörg Hilker Halle (Saale), 19.03.2014
, 19.03.2014") CRYOCLEAN Strahlreinigen mit Kohlendioxid Silvia Henke, Jörg Hilker Halle (Saale), 19.03.2014 Inhalt CRYOCLEAN Strahlreinigen mit Kohlendioxid 1 Persönliche Vorstellung 2 The Linde Group weltweit 3 Kohlendioxid
CRYOCLEAN Strahlreinigen mit Kohlendioxid Silvia Henke, Jörg Hilker Halle (Saale), 19.03.2014 Inhalt CRYOCLEAN Strahlreinigen mit Kohlendioxid 1 Persönliche Vorstellung 2 The Linde Group weltweit 3 Kohlendioxid
OBERFLÄCHENVORBEHANDLUNG
 OBERFLÄCHENVORBEHANDLUNG 1. Allgemeines Die Behandlung von Oberflächen zur Beeinflussung der Haftfestigkeit von Klebstoffen, Beschichtungen und Druckmedien mittels Beflammung ist ein seit Jahren etabliertes
OBERFLÄCHENVORBEHANDLUNG 1. Allgemeines Die Behandlung von Oberflächen zur Beeinflussung der Haftfestigkeit von Klebstoffen, Beschichtungen und Druckmedien mittels Beflammung ist ein seit Jahren etabliertes
CRYOCLEAN CryoAdd Max Trockeneisstrahlen mit Additiven
 CRYOCLEAN CryoAdd Max Trockeneisstrahlen mit Additiven Martin Blanke, Unterschleissheim IAK-Berlin, 09. Mai 2008 Inhalt Einleitung und Grundlagen (Seite 3-5) Additive (Seite 6-7) Versorgung mit Trockeneis
CRYOCLEAN CryoAdd Max Trockeneisstrahlen mit Additiven Martin Blanke, Unterschleissheim IAK-Berlin, 09. Mai 2008 Inhalt Einleitung und Grundlagen (Seite 3-5) Additive (Seite 6-7) Versorgung mit Trockeneis
Motor Summit 2017 Switzerland. Messtechnik für Druckluft und Gase CS Instruments (Schweiz) GmbH, Tai Moser
 GmbH, Tai Moser") Motor Summit 2017 Switzerland Messtechnik für Druckluft und Gase CS Instruments (Schweiz) GmbH, Tai Moser 1 Verbrauchs- und Durchflussmessung If you cannot measure it, you cannot improve it Lord Kelvin,
Motor Summit 2017 Switzerland Messtechnik für Druckluft und Gase CS Instruments (Schweiz) GmbH, Tai Moser 1 Verbrauchs- und Durchflussmessung If you cannot measure it, you cannot improve it Lord Kelvin,
Sicherheitsdatenblatt gemäß Verordnung (EG) 1907/2006 (REACH)
 1907/2006 (REACH)") Seite 1 von 1 1. Stoff / Zubereitungs- und Firmenbezeichnung Produktname: Verwendung: Firma: Thermoplastisches Kantenband für die Möbelindustrie MKT Gebrüder Eschbach GmbH Herrenhöfer Landstraße 2 D-99885
Seite 1 von 1 1. Stoff / Zubereitungs- und Firmenbezeichnung Produktname: Verwendung: Firma: Thermoplastisches Kantenband für die Möbelindustrie MKT Gebrüder Eschbach GmbH Herrenhöfer Landstraße 2 D-99885
Wasser unter lautloser Kraft Kontaktultraschallunterstütze Konvektionstrocknung. B. Eng. Christoph Püning
 Wasser unter lautloser Kraft B. Eng. Betreuer KIT: Betreuer Hochschule Trier: Dipl.-Ing. Johannes Schanz Prof. Dr.-Ing. Marc Regier Agenda Einleitung Grundlagen Versuchsaufbau Die Trocknung von Äpfel Die
Wasser unter lautloser Kraft B. Eng. Betreuer KIT: Betreuer Hochschule Trier: Dipl.-Ing. Johannes Schanz Prof. Dr.-Ing. Marc Regier Agenda Einleitung Grundlagen Versuchsaufbau Die Trocknung von Äpfel Die
Direktanzeigende Messgeräte - Theorie und Praxis -
 Direktanzeigende Messgeräte - Theorie und Praxis - BG BAU, Einsatz von direktanzeigenden Messgeräten - Überwachung Anwendung durch die Mitgliedsbetriebe - Ermittlung des zeitlichen Verlaufs Relativbestimmung,
Direktanzeigende Messgeräte - Theorie und Praxis - BG BAU, Einsatz von direktanzeigenden Messgeräten - Überwachung Anwendung durch die Mitgliedsbetriebe - Ermittlung des zeitlichen Verlaufs Relativbestimmung,
Spezifikation Beschichtung Absperrklappe Quadax
 Absperrklappe Quadax Stand Juli 2011 müller co-ax ag Gottfried-Müller-Str. 1 74670 Forchtenberg Germany Tel. +49 7947 828-0 Fax +49 7947 828-11 E-Mail info@co-ax.com Internet www.co-ax.com Inhaltsverzeichnis
Absperrklappe Quadax Stand Juli 2011 müller co-ax ag Gottfried-Müller-Str. 1 74670 Forchtenberg Germany Tel. +49 7947 828-0 Fax +49 7947 828-11 E-Mail info@co-ax.com Internet www.co-ax.com Inhaltsverzeichnis
Klausur. Strömungsmechanik
 Strömungsmechanik Klausur Strömungsmechanik. Juli 007 Name, Vorname: Matrikelnummer: Fachrichtung: Unterschrift: Bewertung: Aufgabe : Aufgabe : Aufgabe 3: Aufgabe 4: Gesamtpunktzahl: Klausur Strömungsmechanik
Strömungsmechanik Klausur Strömungsmechanik. Juli 007 Name, Vorname: Matrikelnummer: Fachrichtung: Unterschrift: Bewertung: Aufgabe : Aufgabe : Aufgabe 3: Aufgabe 4: Gesamtpunktzahl: Klausur Strömungsmechanik
Umweltaspekte der Vakuumerzeugung
 Umweltaspekte der Vakuumerzeugung Zusammenfassung Bei vielen Arbeiten im Labor ist der Einsatz von Vakuum notwendig. Zur Erzeugung des Vakuums können im Labor zum einen Wasserstrahlpumpen, zum anderen
Umweltaspekte der Vakuumerzeugung Zusammenfassung Bei vielen Arbeiten im Labor ist der Einsatz von Vakuum notwendig. Zur Erzeugung des Vakuums können im Labor zum einen Wasserstrahlpumpen, zum anderen
Experimentelle Grundlagen zur Faserbildung im Meltblown-Verfahren
 Institut für Textil- und Verfahrenstechnik Experimentelle Grundlagen zur Faserbildung im Meltblown-Verfahren Batt T., Dauner M., Planck H. Inhalt NaBlo-Projekt und Konsortium Grundsätzliches Vorgehen Anlagentechnik
Institut für Textil- und Verfahrenstechnik Experimentelle Grundlagen zur Faserbildung im Meltblown-Verfahren Batt T., Dauner M., Planck H. Inhalt NaBlo-Projekt und Konsortium Grundsätzliches Vorgehen Anlagentechnik
Moderne Oberflächentechnologie im Jahr 1900
 Moderne Oberflächentechnologie im Jahr 1900 Was ist PLASMA? Jeder kennt Plasma von: Kerzenflammen Blitze beim Gewitter Unsere Sonne Xenon Autoscheinwerfer Was ist PLASMA? Ionisiertes Gas mit den Bestandteilen:
Moderne Oberflächentechnologie im Jahr 1900 Was ist PLASMA? Jeder kennt Plasma von: Kerzenflammen Blitze beim Gewitter Unsere Sonne Xenon Autoscheinwerfer Was ist PLASMA? Ionisiertes Gas mit den Bestandteilen:
Technologischer Vergleich zwischen Trockeneis und anderen festen Strahlmitteln
 1. Industriearbeitskreis Trockeneisstrahlen 29. November 22, Technologischer Vergleich zwischen Trockeneis und anderen festen Strahlmitteln Adil El Mernissi Prof. Dr.-Ing. Eckart Uhlmann 1. Industriearbeitskreis
1. Industriearbeitskreis Trockeneisstrahlen 29. November 22, Technologischer Vergleich zwischen Trockeneis und anderen festen Strahlmitteln Adil El Mernissi Prof. Dr.-Ing. Eckart Uhlmann 1. Industriearbeitskreis
Druckluft- und Gasnetze
 Druckluft- und Gasnetze Sichere Auslegung von Gasnetzen Minimierung der Betriebs- und Instandhaltungskosten Vergleichmäßigung des Betriebsdruckes Simulation und Berechnung von Gasströmungen in Rohrleitungsnetzen
Druckluft- und Gasnetze Sichere Auslegung von Gasnetzen Minimierung der Betriebs- und Instandhaltungskosten Vergleichmäßigung des Betriebsdruckes Simulation und Berechnung von Gasströmungen in Rohrleitungsnetzen
Trockeneis-Strahlverfahren Das Funktionsprinzip
 Trockeneis-Strahlverfahren Das Funktionsprinzip Trockeneis-Pellets werden mit Hilfe von White Lion Trockeneis-Strahlanlagen und Druckluft auf etwa 1000 Km/h beschleunigt (ca. Schallgeschwindigkeit) und
Trockeneis-Strahlverfahren Das Funktionsprinzip Trockeneis-Pellets werden mit Hilfe von White Lion Trockeneis-Strahlanlagen und Druckluft auf etwa 1000 Km/h beschleunigt (ca. Schallgeschwindigkeit) und
Kohlenstoffverbindungen und Gleichgewichtsreaktionen (EF)
") Kohlenstoffverbindungen und Gleichgewichtsreaktionen (EF)... interpretieren den zeitlichen Ablauf chemischer Reaktionen in Abhängigkeit von verschiedenen Parametern (u.a. Oberfläche, Konzentration, Temperatur)
Kohlenstoffverbindungen und Gleichgewichtsreaktionen (EF)... interpretieren den zeitlichen Ablauf chemischer Reaktionen in Abhängigkeit von verschiedenen Parametern (u.a. Oberfläche, Konzentration, Temperatur)
Analyse Auftriebs KKKraftwerk Fa Gaja 1 Erstellt am e.r.
 Analyse Auftriebs KKKraftwerk Fa Gaja 1 Funktionsprinzip des Auftriebskraftwerks In einem mit Wasser gefüllten Tank befinden sich Behälter in Form eines halbierten Zylinders, die mit einem Kettentrieb
Analyse Auftriebs KKKraftwerk Fa Gaja 1 Funktionsprinzip des Auftriebskraftwerks In einem mit Wasser gefüllten Tank befinden sich Behälter in Form eines halbierten Zylinders, die mit einem Kettentrieb
Ortung einer Leckage mit dem Ultra-Schnüffler-Testgasverfahren für das Fusionsexperiment Wendelstein 7-X (W7-X)
") Ortung einer Leckage mit dem Ultra-Schnüffler-Testgasverfahren für das Fusionsexperiment Wendelstein 7-X (W7-X) DGZfP-Jahrestagung 2014 Dipl.-Ing. (FH) Robert Brockmann 1 Deutschlands größtes Fusionsexperiment,
Ortung einer Leckage mit dem Ultra-Schnüffler-Testgasverfahren für das Fusionsexperiment Wendelstein 7-X (W7-X) DGZfP-Jahrestagung 2014 Dipl.-Ing. (FH) Robert Brockmann 1 Deutschlands größtes Fusionsexperiment,
Härter kurz, standardmäßig, lang, extra lang Verdünner für Acrylerzeugnisse standard, kurz, lang, extra lang
 Klarlack mit erhöhter Kratzfestigkeit (Scratch Resistant SR) Spectral H 6115 Spectral SOLV 855 Spectral PLAST 775 Spectral S-D10 Spectral EXTRA 835 Spectral EXTRA 895 VERWANDTE PRODUKTE Klarlack SR Härter
Klarlack mit erhöhter Kratzfestigkeit (Scratch Resistant SR) Spectral H 6115 Spectral SOLV 855 Spectral PLAST 775 Spectral S-D10 Spectral EXTRA 835 Spectral EXTRA 895 VERWANDTE PRODUKTE Klarlack SR Härter
2. Fluide Phasen. 2.1 Die thermischen Zustandsgrößen Masse m [m] = kg
![2. Fluide Phasen. 2.1 Die thermischen Zustandsgrößen Masse m [m] = kg](/thumbs/75/72774995.jpg "2. Fluide Phasen. 2.1 Die thermischen Zustandsgrößen Masse m [m] = kg") 2. Fluide Phasen 2.1 Die thermischen Zustandsgrößen 2.1.1 Masse m [m] = kg bestimmbar aus: Newtonscher Bewegungsgleichung (träge Masse): Kraft = träge Masse x Beschleunigung oder (schwere Masse) Gewichtskraft
2. Fluide Phasen 2.1 Die thermischen Zustandsgrößen 2.1.1 Masse m [m] = kg bestimmbar aus: Newtonscher Bewegungsgleichung (träge Masse): Kraft = träge Masse x Beschleunigung oder (schwere Masse) Gewichtskraft
PHYSIKALISCHE GRENZEN BEI DER BESTIMMUNG DER TECHNISCHEN SAUBERKEIT. Prof. Dr. Juliane König-Birk 1
 PHYSIKALISCHE GRENZEN BEI DER BESTIMMUNG DER TECHNISCHEN SAUBERKEIT Prof. Dr. Juliane König-Birk 1 Übersicht Probennahme, Probenaufbereitung Messmethoden für Filmische Verunreinigungen Partikuläre Verunreinigungen
PHYSIKALISCHE GRENZEN BEI DER BESTIMMUNG DER TECHNISCHEN SAUBERKEIT Prof. Dr. Juliane König-Birk 1 Übersicht Probennahme, Probenaufbereitung Messmethoden für Filmische Verunreinigungen Partikuläre Verunreinigungen
Schmidt. Hintergrundwissen. - Strahldüsen - Strahlmittel und -verbrauch - Schonstrahl- bzw. TPT-Strahlkopf DIE TECHNIK FÜR PROFIS
 Schmidt Sandstrahltechnik GmbH DIE TECHNIK FÜR PROFIS Hintergrundwissen - Strahldüsen - Strahlmittel und -verbrauch - Schonstrahl- bzw. TPT-Strahlkopf (Anwendung/ Verbrauch/ Flächenleistung) www.schmidt-sandstrahltechnik.de
Schmidt Sandstrahltechnik GmbH DIE TECHNIK FÜR PROFIS Hintergrundwissen - Strahldüsen - Strahlmittel und -verbrauch - Schonstrahl- bzw. TPT-Strahlkopf (Anwendung/ Verbrauch/ Flächenleistung) www.schmidt-sandstrahltechnik.de
Versuch 2. Physik für (Zahn-)Mediziner. c Claus Pegel 13. November 2007
Mediziner. c Claus Pegel 13. November 2007") Versuch 2 Physik für (Zahn-)Mediziner c Claus Pegel 13. November 2007 1 Wärmemenge 1 Wärme oder Wärmemenge ist eine makroskopische Größe zur Beschreibung der ungeordneten Bewegung von Molekülen ( Schwingungen,
Versuch 2 Physik für (Zahn-)Mediziner c Claus Pegel 13. November 2007 1 Wärmemenge 1 Wärme oder Wärmemenge ist eine makroskopische Größe zur Beschreibung der ungeordneten Bewegung von Molekülen ( Schwingungen,
Reinigen und Entgraten. Willkommen bei der OKS GmbH
 Reinigen und Entgraten Gründungs-Mitglied Trockeneis (CO 2 ) Stickstoff Granulat CNC Ultraschall Willkommen bei der OKS GmbH Ihr zuverlässiger Partner für hochwertige Dienstleistungen Entgraten, Reinigen,
Reinigen und Entgraten Gründungs-Mitglied Trockeneis (CO 2 ) Stickstoff Granulat CNC Ultraschall Willkommen bei der OKS GmbH Ihr zuverlässiger Partner für hochwertige Dienstleistungen Entgraten, Reinigen,
1 Schadens-, Bruch- und Verschleißanalysen k-labor setzt REM-/EDX-Analysen ein bei Oft geht ein Teil zu Schadens-, Bruch-, Verschleißanalysen Bruch, w
 MATERIAL TESTING plastics metals nonmetals P R Ü F L A B O R Kunststoffe Metalle Nichtmetalle Die Spezialisten für Schadensanalysen Mikroskopie / REM - EDX- Untersuchungen 1 Schadens-, Bruch- und Verschleißanalysen
MATERIAL TESTING plastics metals nonmetals P R Ü F L A B O R Kunststoffe Metalle Nichtmetalle Die Spezialisten für Schadensanalysen Mikroskopie / REM - EDX- Untersuchungen 1 Schadens-, Bruch- und Verschleißanalysen
Grundlagen der statistischen Physik und Thermodynamik
 Grundlagen der statistischen Physik und Thermodynamik "Feuer und Eis" von Guy Respaud 6/14/2013 S.Alexandrova FDIBA 1 Grundlagen der statistischen Physik und Thermodynamik Die statistische Physik und die
Grundlagen der statistischen Physik und Thermodynamik "Feuer und Eis" von Guy Respaud 6/14/2013 S.Alexandrova FDIBA 1 Grundlagen der statistischen Physik und Thermodynamik Die statistische Physik und die
Sehr geehrte Leserinnen und Leser,
 FAR Newsletter Sehr geehrte Leserinnen und Leser, Sie erhalten hiermit den ersten Newsletter der Fraunhofer-Allianz Reinigungstechnik (FAR) im Jahr 2007. Diese Ausgabe enthält eine Vorschau auf diverse
FAR Newsletter Sehr geehrte Leserinnen und Leser, Sie erhalten hiermit den ersten Newsletter der Fraunhofer-Allianz Reinigungstechnik (FAR) im Jahr 2007. Diese Ausgabe enthält eine Vorschau auf diverse
CFD-Simulation von Störkörpern
 CFD-Simulation von Störkörpern Arbeitsgruppe 7.52 Neue Verfahren der Wärmemengenmessung Fachgebiet Fluidsystemdynamik - Strömungstechnik in Maschinen und Anlagen Vor-Ort-Kalibrierung von Durchflussmessgeräten
CFD-Simulation von Störkörpern Arbeitsgruppe 7.52 Neue Verfahren der Wärmemengenmessung Fachgebiet Fluidsystemdynamik - Strömungstechnik in Maschinen und Anlagen Vor-Ort-Kalibrierung von Durchflussmessgeräten
Forschung & Entwicklung
 Forschung & Entwicklung Kraft-Wärme-Kälte-Kopplung im Leistungsbereich von 10 kw mit periodisch arbeitender Sorptionsmaschine gefördert vom Bundesministerium für Bildung und Forschung im FH 3 -Programm
Forschung & Entwicklung Kraft-Wärme-Kälte-Kopplung im Leistungsbereich von 10 kw mit periodisch arbeitender Sorptionsmaschine gefördert vom Bundesministerium für Bildung und Forschung im FH 3 -Programm
Die richtige Analysemethode für filmische und partikuläre Verunreinigungen finden. Prof. Dr. Juliane König-Birk
 Die richtige Analysemethode für filmische und partikuläre Verunreinigungen finden Prof. Dr. Juliane König-Birk Ziele Grenzen und Einsatzgebiete verschiedener Analysemethoden kennenlernen Probleme bei der
Die richtige Analysemethode für filmische und partikuläre Verunreinigungen finden Prof. Dr. Juliane König-Birk Ziele Grenzen und Einsatzgebiete verschiedener Analysemethoden kennenlernen Probleme bei der
Numerische Untersuchung des Einflusses der Spaltströmung und des Radseitenraumes auf das Kennfeld von Kreiselpumpen
 Numerische Untersuchung des Einflusses der Spaltströmung und des Radseitenraumes auf das Kennfeld von Kreiselpumpen Dipl.- Ing. Otmar Promper, Wojtaszek Clemens Institut für Wasserkraftmaschinen und Pumpen
Numerische Untersuchung des Einflusses der Spaltströmung und des Radseitenraumes auf das Kennfeld von Kreiselpumpen Dipl.- Ing. Otmar Promper, Wojtaszek Clemens Institut für Wasserkraftmaschinen und Pumpen
Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie
 Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie Prof. Dr.-Ing. Klaus Dröder DLR Wissenschaftstag Braunschweig, 02.10.2014 Integrierte Fertigungsprozessketten
Integrierte Fertigungsprozessketten für funktionalen Hybrid-Leichtbau in der automobilen Großserie Prof. Dr.-Ing. Klaus Dröder DLR Wissenschaftstag Braunschweig, 02.10.2014 Integrierte Fertigungsprozessketten
*DE A *
 (19) *DE102015009266A120170119* (10) DE 10 2015 009 266 A1 2017.01.19 (12) Offenlegungsschrift (21) Aktenzeichen: 10 2015 009 266.9 (22) Anmeldetag: 15.07.2015 (43) Offenlegungstag: 19.01.2017 (71) Anmelder:
(19) *DE102015009266A120170119* (10) DE 10 2015 009 266 A1 2017.01.19 (12) Offenlegungsschrift (21) Aktenzeichen: 10 2015 009 266.9 (22) Anmeldetag: 15.07.2015 (43) Offenlegungstag: 19.01.2017 (71) Anmelder:
Power to Gas: Direkte Methanisierung von Biogas im Werdhölzli
 Power to Gas: Direkte Methanisierung von Biogas im Werdhölzli HSR Expertengespräche 12.01.2017 Andreas Kunz: Energie 360 ; Leiter Projektrealisierung Tilman Schildhauer: PSI; Senior Scientist, Labor für
Power to Gas: Direkte Methanisierung von Biogas im Werdhölzli HSR Expertengespräche 12.01.2017 Andreas Kunz: Energie 360 ; Leiter Projektrealisierung Tilman Schildhauer: PSI; Senior Scientist, Labor für
P R Ü F B E R I C H T
 ilf Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbh Fichtestraße 29 D-39112 Magdeburg P R Ü F B E R I C H T Prüfbericht Nr.: 120554-2 Auftraggeber: Vertragsnummer/Datum: -/04.09.12 Angebot
ilf Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbh Fichtestraße 29 D-39112 Magdeburg P R Ü F B E R I C H T Prüfbericht Nr.: 120554-2 Auftraggeber: Vertragsnummer/Datum: -/04.09.12 Angebot
Projektabschlussworkshop KES Messungen zur Wärmeleitfähigkeit von Speicher-Dämmstoffen
 Projektabschlussworkshop KES 23.11.2011 Messungen zur Wärmeleitfähigkeit von Speicher-Dämmstoffen F. Giovannetti, ISFH Inhalt Motivation und Ziele Untersuchte Proben Messverfahren und -apparatur Probepräparation
Projektabschlussworkshop KES 23.11.2011 Messungen zur Wärmeleitfähigkeit von Speicher-Dämmstoffen F. Giovannetti, ISFH Inhalt Motivation und Ziele Untersuchte Proben Messverfahren und -apparatur Probepräparation
Eiskalt gegen Schmutz sanft zu Oberflächen.
 Eiskalt gegen Schmutz sanft zu Oberflächen. Viele Teile und Maschinen sind schwierig zu reinigen. Gussformen, Extruder, Verarbeitungsmaschinen in der Lebensmittelund Kunststoffindustrie. Immer wenn Wasser
Eiskalt gegen Schmutz sanft zu Oberflächen. Viele Teile und Maschinen sind schwierig zu reinigen. Gussformen, Extruder, Verarbeitungsmaschinen in der Lebensmittelund Kunststoffindustrie. Immer wenn Wasser
Thermodynamik I. Sommersemester 2012 Kapitel 2, Teil 1. Prof. Dr. Ing. Heinz Pitsch
 Thermodynamik I Sommersemester 2012 Kapitel 2, Teil 1 Prof. Dr. Ing. Heinz Pitsch Kapitel 2, Teil 1: Übersicht 2 Zustandsgrößen 2.1 Thermische Zustandsgrößen 2.1.1 Masse und Molzahl 2.1.2 Spezifisches
Thermodynamik I Sommersemester 2012 Kapitel 2, Teil 1 Prof. Dr. Ing. Heinz Pitsch Kapitel 2, Teil 1: Übersicht 2 Zustandsgrößen 2.1 Thermische Zustandsgrößen 2.1.1 Masse und Molzahl 2.1.2 Spezifisches
Qualifizierung der medizinischen Druckluft (aer medicinalis) nach GMP, DIN-EN, ISO & VDI
 nach GMP, DIN-EN, ISO & VDI") Qualifizierung der medizinischen Druckluft (aer medicinalis) nach GMP, DIN-EN, ISO & VDI 23. Osnabrücker Steritreff Vortrag: Qualifizierung der medizinischen Druckluft (aber medicinalis) nach GMP, DIN-EN,
Qualifizierung der medizinischen Druckluft (aer medicinalis) nach GMP, DIN-EN, ISO & VDI 23. Osnabrücker Steritreff Vortrag: Qualifizierung der medizinischen Druckluft (aber medicinalis) nach GMP, DIN-EN,
V o r s t e l l u n g
 V o r s t e l l u n g Raumgewinn für Mensch und Technik Dipl. Ing. Ralf Nerling - Generalbevollmächtigter Firmengruppe Nerling Mitglied im Ausschuss Revision der VDA19 beim Fraunhofer-IPA Stuttgart Benzstr.
V o r s t e l l u n g Raumgewinn für Mensch und Technik Dipl. Ing. Ralf Nerling - Generalbevollmächtigter Firmengruppe Nerling Mitglied im Ausschuss Revision der VDA19 beim Fraunhofer-IPA Stuttgart Benzstr.
Automatisch rein. CO 2 -Strahlreinigung mit CRYOCLEAN snow.
 Automatisch rein. CO 2 -Strahlreinigung mit CRYOCLEAN snow. 02 CO 2 -Strahlreinigung mit CRYOCLEAN snow Schneezauber mit CRYOCLEAN snow. Vollautomatisierte Oberflächenreinigung. Die CO 2 -Strahlreinigung
Automatisch rein. CO 2 -Strahlreinigung mit CRYOCLEAN snow. 02 CO 2 -Strahlreinigung mit CRYOCLEAN snow Schneezauber mit CRYOCLEAN snow. Vollautomatisierte Oberflächenreinigung. Die CO 2 -Strahlreinigung
Puls-Reflex-Füllstandmessgeräte PulsFox PMG 10, geführte Mikrowelle
 e PulsFox PMG 10, geführte Mikrowelle messung unabhängig von εr, Druck-, Temperatur- und Dichteänderungen Stabile, präzise Messung auch bei Schaum, Dampf, Staub oder unruhiger Oberfläche des Mediums Robustes
e PulsFox PMG 10, geführte Mikrowelle messung unabhängig von εr, Druck-, Temperatur- und Dichteänderungen Stabile, präzise Messung auch bei Schaum, Dampf, Staub oder unruhiger Oberfläche des Mediums Robustes
Qualitätssicherung für numerische Berechnungen Beispiel Wärmeübertrager
 Qualitätssicherung für numerische Berechnungen Beispiel Wärmeübertrager Veröffentlichung der Tintschl BioEnergie und Strömungstechnik AG Christoph Lodes Serhat Samar Dr.-Ing. Rolf Sieber Februar 2016 Kurzfassung
Qualitätssicherung für numerische Berechnungen Beispiel Wärmeübertrager Veröffentlichung der Tintschl BioEnergie und Strömungstechnik AG Christoph Lodes Serhat Samar Dr.-Ing. Rolf Sieber Februar 2016 Kurzfassung
EXNER PROCESS EQUIPMENT
 EXNER PROCESS EQUIPMENT EXDIP 910/920 Taucharmatur Technische Information Alle Marken- und Produktnamen sind Warenzeichen der Exner Process Equipment GmbH Impressum Herausgeber: EXNER PROCESS EQUIPMENT
EXNER PROCESS EQUIPMENT EXDIP 910/920 Taucharmatur Technische Information Alle Marken- und Produktnamen sind Warenzeichen der Exner Process Equipment GmbH Impressum Herausgeber: EXNER PROCESS EQUIPMENT
Das Schüttgut-Technikum bei KREISEL. Unkonventionelle Beispiele aus Förderung und Entstaubung
 KREISEL GmbH & Co. KG Mühlenstraße 38 02957 Krauschwitz GERMANY Das Schüttgut-Technikum bei KREISEL Unkonventionelle Beispiele aus Förderung und Entstaubung Referent: Dr.-Ing. Stefan Lechner Gliederung
KREISEL GmbH & Co. KG Mühlenstraße 38 02957 Krauschwitz GERMANY Das Schüttgut-Technikum bei KREISEL Unkonventionelle Beispiele aus Förderung und Entstaubung Referent: Dr.-Ing. Stefan Lechner Gliederung
Abriebprüfung von modifizierten Pulverlack-Systemen
 Abriebprüfung von modifizierten Pulverlack-Systemen Autor: David Ziltener, Tribotron AG Hintergrund Pulverlacke Pulverlacke sind organische, meist duroplastische Beschichtungspulver mit einem Festkörperanteil
Abriebprüfung von modifizierten Pulverlack-Systemen Autor: David Ziltener, Tribotron AG Hintergrund Pulverlacke Pulverlacke sind organische, meist duroplastische Beschichtungspulver mit einem Festkörperanteil
Materie ist die Gesamtheit aller Stoffe: Energie bei chemischen Reaktionen:
 A.1.1 1 Stoffbegriff / Materie / Energie Materie ist die Gesamtheit aller Stoffe: Jeder Stoff füllt einen Raum V (Einheit: m³) aus Jeder Stoff besitzt eine Masse m (Einheit: kg) Dichte = Masse / Volumen
A.1.1 1 Stoffbegriff / Materie / Energie Materie ist die Gesamtheit aller Stoffe: Jeder Stoff füllt einen Raum V (Einheit: m³) aus Jeder Stoff besitzt eine Masse m (Einheit: kg) Dichte = Masse / Volumen
Eberhard-Finckh-Straße D-89075 Ulm (Donau) Germany
 Germany") Eberhard-Finckh-Straße 39 D-89075 Ulm (Donau) Germany Handelsname: S-U-ISOSOFT EG - Sicherheitsdatenblatt, 5-seitig (gemäß 91/155/EWG) Nr. 8102 Druckdatum: 06/96 letztmalige Überarbeitung am: 01. Stoff-/Zubereitungs-
Eberhard-Finckh-Straße 39 D-89075 Ulm (Donau) Germany Handelsname: S-U-ISOSOFT EG - Sicherheitsdatenblatt, 5-seitig (gemäß 91/155/EWG) Nr. 8102 Druckdatum: 06/96 letztmalige Überarbeitung am: 01. Stoff-/Zubereitungs-
Thermodynamik (Wärmelehre) III kinetische Gastheorie
 III kinetische Gastheorie") Physik A VL6 (07.1.01) Thermodynamik (Wärmelehre) III kinetische Gastheorie Thermische Bewegung Die kinetische Gastheorie Mikroskopische Betrachtung des Druckes Mawell sche Geschwindigkeitserteilung gdes
Physik A VL6 (07.1.01) Thermodynamik (Wärmelehre) III kinetische Gastheorie Thermische Bewegung Die kinetische Gastheorie Mikroskopische Betrachtung des Druckes Mawell sche Geschwindigkeitserteilung gdes
Formelzeichen Bedeutung Wert / SI-Einheit
 CHEMISCHE THERMODYNAMI SYMBOLE UND ONSTANTEN PROF. DR. WOLFGANG CHRISTEN Formelzeichen Bedeutung Wert / SI-Einheit AA Fläche m 2 AA Freie Energie, Helmholtz-Energie Nm = aa Beschleunigung m aa ii CC pp
CHEMISCHE THERMODYNAMI SYMBOLE UND ONSTANTEN PROF. DR. WOLFGANG CHRISTEN Formelzeichen Bedeutung Wert / SI-Einheit AA Fläche m 2 AA Freie Energie, Helmholtz-Energie Nm = aa Beschleunigung m aa ii CC pp
P R Ü F B E R I C H T
 ilf Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbh Fichtestraße 29 D-39112 Magdeburg P R Ü F B E R I C H T Prüfbericht Nr.: 120554-4 Auftraggeber: Vertragsnummer/Datum: -/04.09.12 Angebot
ilf Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbh Fichtestraße 29 D-39112 Magdeburg P R Ü F B E R I C H T Prüfbericht Nr.: 120554-4 Auftraggeber: Vertragsnummer/Datum: -/04.09.12 Angebot
Molzahl: n = N/N A [n] = mol N ist die Anzahl der Atome oder Moleküle des Stoffes. Molmasse oder Molekularmasse: M [M ]= kg/kmol
![Molzahl: n = N/N A [n] = mol N ist die Anzahl der Atome oder Moleküle des Stoffes. Molmasse oder Molekularmasse: M [M ]= kg/kmol](/thumbs/50/26795947.jpg "Molzahl: n = N/N A [n] = mol N ist die Anzahl der Atome oder Moleküle des Stoffes. Molmasse oder Molekularmasse: M [M ]= kg/kmol") 2. Zustandsgrößen 2.1 Die thermischen Zustandsgrößen 2.1.1. Masse und Molzahl Reine Stoffe: Ein Mol eines reinen Stoffes enthält N A = 6,02214. 10 23 Atome oder Moleküle, N A heißt Avogadro-Zahl. Molzahl:
2. Zustandsgrößen 2.1 Die thermischen Zustandsgrößen 2.1.1. Masse und Molzahl Reine Stoffe: Ein Mol eines reinen Stoffes enthält N A = 6,02214. 10 23 Atome oder Moleküle, N A heißt Avogadro-Zahl. Molzahl:
Thermodynamik I. Sommersemester 2012 Kapitel 2, Teil 2. Prof. Dr. Ing. Heinz Pitsch
 Thermodynamik I Sommersemester 2012 Kapitel 2, Teil 2 Prof. Dr. Ing. Heinz Pitsch Kapitel 2, Teil 2: Übersicht 2 Zustandsgrößen 2.3 Bestimmung von Zustandsgrößen 2.3.1 Bestimmung der Phase 2.3.2 Der Sättigungszustand
Thermodynamik I Sommersemester 2012 Kapitel 2, Teil 2 Prof. Dr. Ing. Heinz Pitsch Kapitel 2, Teil 2: Übersicht 2 Zustandsgrößen 2.3 Bestimmung von Zustandsgrößen 2.3.1 Bestimmung der Phase 2.3.2 Der Sättigungszustand
Puls-Refl ex-füllstandmessgeräte PulsFox PMG 10, geführte Mikrowelle
 e PulsFox PMG 0, geführte Mikrowelle Füllstandmessung unabhängig von εr, Druck-, Temperatur- und Dichteänderungen Stabile, präzise Messung auch bei Schaum, Dampf, Staub oder unruhiger Oberfläche des Mediums
e PulsFox PMG 0, geführte Mikrowelle Füllstandmessung unabhängig von εr, Druck-, Temperatur- und Dichteänderungen Stabile, präzise Messung auch bei Schaum, Dampf, Staub oder unruhiger Oberfläche des Mediums
Partikel-Dampf-Gemische am Arbeitsplatz - Grundlagen zur Messung -
 Partikel-Dampf-Gemische am Arbeitsplatz - Grundlagen zur Messung - 3. Symposium Gefahrstoffe am Arbeitsplatz, Dr. Dietmar Breuer, IFA Dortmund, 25. 09. 2012 Die einfache Welt der Dampf oder Aerosolprobenahme
Partikel-Dampf-Gemische am Arbeitsplatz - Grundlagen zur Messung - 3. Symposium Gefahrstoffe am Arbeitsplatz, Dr. Dietmar Breuer, IFA Dortmund, 25. 09. 2012 Die einfache Welt der Dampf oder Aerosolprobenahme
Einfache DOC- und TOC-Bestimmung im Abwasser
 Vollzug Umwelt MITTEILUNGEN ZUM GEWÄSSERSCHUTZ NR. 28 Einfache DOC- und TOC-Bestimmung im Abwasser Bundesamt für Umwelt, Wald und Landschaft BUWAL Herausgeber Bundesamt für Umwelt, Wald und Landschaft
Vollzug Umwelt MITTEILUNGEN ZUM GEWÄSSERSCHUTZ NR. 28 Einfache DOC- und TOC-Bestimmung im Abwasser Bundesamt für Umwelt, Wald und Landschaft BUWAL Herausgeber Bundesamt für Umwelt, Wald und Landschaft
Ableitung thermischer Randbedingungen für lineare Antriebseinheiten
 Ableitung thermischer Randbedingungen für lineare Antriebseinheiten Dipl.-Ing. Matthias Ulmer, Prof. Dr.-Ing. Wolfgang Schinköthe Universität Stuttgart, Institut für Konstruktion und Fertigung in der Feinwerktechnik
Ableitung thermischer Randbedingungen für lineare Antriebseinheiten Dipl.-Ing. Matthias Ulmer, Prof. Dr.-Ing. Wolfgang Schinköthe Universität Stuttgart, Institut für Konstruktion und Fertigung in der Feinwerktechnik
1. Stoff / Zubereitungs- und Firmenbezeichnung. Fräsrohlinge zur Herstellung von Zahnersatz
 1. Stoff / Zubereitungs- und Firmenbezeichnung Beschreibung: Handelsnamen: Hersteller: Verwendung: Fräsrohlinge zur Herstellung von Zahnersatz nt-trading GmbH & Co. KG Esso Straße 16 D-76187 Karlsruhe
1. Stoff / Zubereitungs- und Firmenbezeichnung Beschreibung: Handelsnamen: Hersteller: Verwendung: Fräsrohlinge zur Herstellung von Zahnersatz nt-trading GmbH & Co. KG Esso Straße 16 D-76187 Karlsruhe
Bedeutung der Vor-Ort-Messung von Grundwasser- Milieukennwerten Probleme und Lösungen
 Bedeutung der Vor-Ort-Messung von Grundwasser- Milieukennwerten Probleme und Lösungen C. Nitsche BGD Boden- und Grundwasserlabor GmbH Tiergartenstraße 48 01219 Dresden cnitsche@bgd-gmbh.de Grundwassermonitoring
Bedeutung der Vor-Ort-Messung von Grundwasser- Milieukennwerten Probleme und Lösungen C. Nitsche BGD Boden- und Grundwasserlabor GmbH Tiergartenstraße 48 01219 Dresden cnitsche@bgd-gmbh.de Grundwassermonitoring
Wärmeübertrager ein Exkurs in zwei Welten
 Wärmeübertrager ein Exkurs in zwei Welten Dipl.-Ing. Roland Kühn Eine Einführung in die Wärmeübertragung und was den konventionellen Wärmeübertrager von einem thermoelektrischen unterscheidet Roland Kühn
Wärmeübertrager ein Exkurs in zwei Welten Dipl.-Ing. Roland Kühn Eine Einführung in die Wärmeübertragung und was den konventionellen Wärmeübertrager von einem thermoelektrischen unterscheidet Roland Kühn
Saubere Schweißbrenner - Gute Schweißnahtqualität Von Dr.-Ing. Jürgen v. d. Ohe
 Saubere Schweißbrenner - Gute Schweißnahtqualität Von Dr.-Ing. Jürgen v. d. Ohe Eine saubere Gas- und Stromdüse ist eine Voraussetzung für die exakte Einhaltung der Schweißparameter und für eine gute Qualität
Saubere Schweißbrenner - Gute Schweißnahtqualität Von Dr.-Ing. Jürgen v. d. Ohe Eine saubere Gas- und Stromdüse ist eine Voraussetzung für die exakte Einhaltung der Schweißparameter und für eine gute Qualität
Luftdüsen. Ab- und Ausblasen Erwärmung Kühlung Luftvorhänge Reinigung Transportieren Trocknung und vieles mehr...
 Luftdüsen Ab- und Ausblasen Erwärmung Kühlung Luftvorhänge Reinigung Transportieren Trocknung und vieles mehr Luftdüsen Grundsätzlich können Sie jede Flachstrahl- oder Vollstrahl - düse auch mit Luft betreiben
Luftdüsen Ab- und Ausblasen Erwärmung Kühlung Luftvorhänge Reinigung Transportieren Trocknung und vieles mehr Luftdüsen Grundsätzlich können Sie jede Flachstrahl- oder Vollstrahl - düse auch mit Luft betreiben
KORASILON Öle der TT-Reihe
 Kurzbeschreibung Niedrigviskose, lineare Polydimethylsiloxane, die schwerpunktmäßig für den Einsatz als umweltfreundliche Kälteträgermedien geeignet sind. Produkteigenschaften Bei den KORASILON Ölen der
Kurzbeschreibung Niedrigviskose, lineare Polydimethylsiloxane, die schwerpunktmäßig für den Einsatz als umweltfreundliche Kälteträgermedien geeignet sind. Produkteigenschaften Bei den KORASILON Ölen der
Klausurfragen zur Prüfung am im Modul "Allgemeine Prozesstechnik" Veranstaltungsteil Mischen und Trennen Veranstaltungsteil Prof.
 Klausurfragen zur Prüfung am 22.02.2013 im Modul "Allgemeine Prozesstechnik" Veranstaltungsteil Mischen und Trennen Veranstaltungsteil Prof. Senk Name: Vorname: Matrikelnummer: Unterschrift: Aufgabe Punkte
Klausurfragen zur Prüfung am 22.02.2013 im Modul "Allgemeine Prozesstechnik" Veranstaltungsteil Mischen und Trennen Veranstaltungsteil Prof. Senk Name: Vorname: Matrikelnummer: Unterschrift: Aufgabe Punkte
intec Applikationssysteme Klebstoffapplikation und Vorbehandlung BIELENBERG GmbH & Co. KG
 intec Applikationssysteme Klebstoffapplikation und Vorbehandlung Allgemeine Informationen intec Bielenberg Gründung: 1972 Beteiligung von EISENMANN, Böblingen im November 2010 Mitarbeiter: 80 in Erftstadt
intec Applikationssysteme Klebstoffapplikation und Vorbehandlung Allgemeine Informationen intec Bielenberg Gründung: 1972 Beteiligung von EISENMANN, Böblingen im November 2010 Mitarbeiter: 80 in Erftstadt
SolaRück-Abschlussworkshop
 SolaRück-Abschlussworkshop Entwicklung eines Rückkühlers auf Basis von Kapillarrohrmatten aus Kunststoff André Große Björn Nienborg, Hannes Fugmann (Fraunhofer ISE) Dresden, 18.11.2015 1. MOTIVATION EINSATZ
SolaRück-Abschlussworkshop Entwicklung eines Rückkühlers auf Basis von Kapillarrohrmatten aus Kunststoff André Große Björn Nienborg, Hannes Fugmann (Fraunhofer ISE) Dresden, 18.11.2015 1. MOTIVATION EINSATZ
TiK - Technologie in Kunststoff
 TiK - Prüfspektrum mit Randbedingungen TiK- GmbH e-mail: info@tik-center.com Internet: www.tik-center.com Durchfluss- / Druckverlustprüfungen z.b. Kunststoffteile im Kühlkreislauf, Druckgehäuse, Behälter
TiK - Prüfspektrum mit Randbedingungen TiK- GmbH e-mail: info@tik-center.com Internet: www.tik-center.com Durchfluss- / Druckverlustprüfungen z.b. Kunststoffteile im Kühlkreislauf, Druckgehäuse, Behälter
Integrierte CO2- Reinigungstechnologien. umweltfreundlich und chemikalienfrei. Reinigen mit CO 2 -Schneestrahl vor dem Lackieren
 www.acp-micron.com Integrierte CO2- Reinigungstechnologien Reinigen mit CO 2 -Schneestrahl vor dem Lackieren Definierte Sauberkeit für anspruchsvolle Flächen umweltfreundlich und chemikalienfrei Das Unternehmen
www.acp-micron.com Integrierte CO2- Reinigungstechnologien Reinigen mit CO 2 -Schneestrahl vor dem Lackieren Definierte Sauberkeit für anspruchsvolle Flächen umweltfreundlich und chemikalienfrei Das Unternehmen
Thermodynamik 1 Klausur 01. März Alle Unterlagen zu Vorlesung und Übung sowie Lehrbücher und Taschenrechner sind als Hilfsmittel zugelassen.
 Institut für Energie- und Verfahrenstechnik Thermodynamik und Energietechnik Prof. Dr.-Ing. habil. Jadran Vrabec ThEt Thermodynamik 1 Klausur 01. März 2013 Bearbeitungszeit: 120 Minuten Umfang der Aufgabenstellung:
Institut für Energie- und Verfahrenstechnik Thermodynamik und Energietechnik Prof. Dr.-Ing. habil. Jadran Vrabec ThEt Thermodynamik 1 Klausur 01. März 2013 Bearbeitungszeit: 120 Minuten Umfang der Aufgabenstellung:
Prozesse absichern mit effizienten Prüfabläufen bei der Kunststoffteilelackierung
 Karosserielackierung intensiv 2014 Prozesse absichern mit effizienten Prüfabläufen bei der Kunststoffteilelackierung Ulrich Hoffmann Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA,
Karosserielackierung intensiv 2014 Prozesse absichern mit effizienten Prüfabläufen bei der Kunststoffteilelackierung Ulrich Hoffmann Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA,
RICHTLINIEN FUER DAS STRAHLEN Maximale Leistung mit Granatsand Bengal Bay Garnet
 RICHTLINIEN FUER DAS STRAHLEN Maximale Leistung mit Granatsand Bengal Bay Garnet HÄUFIGE FEHLER BEI DER VERWENDUNG VON GRANATSAND: STRAHLMITTELDOSIERVENTIL ZU WEIT EINGESTELLT Granatsand ist ein sehr dichtes
RICHTLINIEN FUER DAS STRAHLEN Maximale Leistung mit Granatsand Bengal Bay Garnet HÄUFIGE FEHLER BEI DER VERWENDUNG VON GRANATSAND: STRAHLMITTELDOSIERVENTIL ZU WEIT EINGESTELLT Granatsand ist ein sehr dichtes
Praktische Beispiele aus der Klebtechnik DELO Industrie Klebstoffe Dipl.-Ing. (FH) Helge Jürgensen
 Helge Jürgensen") Praktische Beispiele aus der Klebtechnik DELO Industrie Klebstoffe Dipl.-Ing. (FH) Helge Jürgensen Inhalt Vorteile des Klebens Geländerbau Duschkabinenscharniere Befestigungselemente im Schiffsbau Spülwanne
Praktische Beispiele aus der Klebtechnik DELO Industrie Klebstoffe Dipl.-Ing. (FH) Helge Jürgensen Inhalt Vorteile des Klebens Geländerbau Duschkabinenscharniere Befestigungselemente im Schiffsbau Spülwanne
Die 4 Phasen des Carnot-Prozesses
 Die 4 Phasen des Carnot-Prozesses isotherme Expansion: A B V V T k N Q ln 1 1 isotherme Kompression: adiabatische Kompression: adiabatische Expansion: 0 Q Q 0 C D V V T k N Q ln 2 2 S Q 1 1 /T1 T 1 T 2
Die 4 Phasen des Carnot-Prozesses isotherme Expansion: A B V V T k N Q ln 1 1 isotherme Kompression: adiabatische Kompression: adiabatische Expansion: 0 Q Q 0 C D V V T k N Q ln 2 2 S Q 1 1 /T1 T 1 T 2
Herstellung und Untersuchung der mechanischen Eigenschaften von Silikonstreifen (Bachelorarbeit)
") Herstellung und Untersuchung der mechanischen Eigenschaften von Silikonstreifen (Bachelorarbeit) Betreuer: Dr. med. Dipl.-Ing. Harald von Hanstein, Raum 1.78 Harald.von.Hanstein@fau.de, 09131/85-27734
Herstellung und Untersuchung der mechanischen Eigenschaften von Silikonstreifen (Bachelorarbeit) Betreuer: Dr. med. Dipl.-Ing. Harald von Hanstein, Raum 1.78 Harald.von.Hanstein@fau.de, 09131/85-27734
Numerische Untersuchung kavitierender Herschel Venturi-Rohre im Hinblick auf die Durchflussmessung von Flüssigkeiten
 Numerische Untersuchung kavitierender Herschel Venturi-Rohre im Hinblick auf die Durchflussmessung von Flüssigkeiten Sven Brinkhorst Dipl.-Ing. Sven Brinkhorst 1 Einführung Untersuchung initiiert durch
Numerische Untersuchung kavitierender Herschel Venturi-Rohre im Hinblick auf die Durchflussmessung von Flüssigkeiten Sven Brinkhorst Dipl.-Ing. Sven Brinkhorst 1 Einführung Untersuchung initiiert durch
Wärmebedarfsprognose für Einfamilienhaushalte auf Basis von Künstlichen Neuronalen Netzen
 Wärmebedarfsprognose für Einfamilienhaushalte auf Basis von Künstlichen Neuronalen Netzen Internationale Energiewirtschaftstagung Wien - 12.02.2015 Maike Hasselmann, Simon Döing Einführung Wärmeversorgungsanlagen
Wärmebedarfsprognose für Einfamilienhaushalte auf Basis von Künstlichen Neuronalen Netzen Internationale Energiewirtschaftstagung Wien - 12.02.2015 Maike Hasselmann, Simon Döing Einführung Wärmeversorgungsanlagen
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11140-02-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 12.10.2015 bis 27.04.2016 Ausstellungsdatum: 12.10.2015 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11140-02-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 12.10.2015 bis 27.04.2016 Ausstellungsdatum: 12.10.2015 Urkundeninhaber:
Messtechnik. Rainer Parthier
 Rainer Parthier Messtechnik Grundlagen und Anwendungen der elektrischen Messtechnik für alle technischen Fachrichtungen und Wirtschaftsingenieure 6., überarbeitete und erweiterte Auflage Mit 136 Abbildungen
Rainer Parthier Messtechnik Grundlagen und Anwendungen der elektrischen Messtechnik für alle technischen Fachrichtungen und Wirtschaftsingenieure 6., überarbeitete und erweiterte Auflage Mit 136 Abbildungen