Institut für Fertigungstechnik und Hochleistungslasertechnik o.univ.prof.dr. D. Schuöcker. Spanende. Fertigungstechnik. Univ.Prof.Dr. F.
|
|
|
- Fritz Fertig
- vor 7 Jahren
- Abrufe
Transkript


1 Technische Universität Wien Institut für Fertigungstechnik und Hochleistungslasertechnik Seite 1 Organigramm des Institutes Institut für Fertigungstechnik und Hochleistungslasertechnik o.univ.prof.dr. D. Schuöcker Spanende Fertigungstechnik Univ.Prof.Dr. F. Bleicher Laser und Umformtechnik o.univ.prof. Dr. D. Schuöcker Administration/ Lehre Labor für Fertigungstechnik Dr. R. Mertz Rechnerintegrierte Fertigung ao.univ.prof.dr. B. Kittl Produktionsmesstechnik ao.univ.prof.dr. N. Durakbasa Produktionstechnik Univ.Prof.Dr. F. Bleicher Intelligent Manufacturing Systems ao.univ.prof. Dr. B. Katalinic Messlabor ao.univ.prof.dr. N. Durakbasa Labor für Produktionstechnik Univ.Prof.Dr. F. Bleicher Seite 2

2 Arbeitsgebiete Spanende Fertigungstechnik Spanende Fertigungstechnik ao.univ.prof.dr. F. Bleicher Prod.-automatisierung Steuerungskonzepte Systemoptimierung Simulation NC-Programmierung, CAM Softwareentwicklung Roboterprogrammierung Produktionsmesstechnik Statische, dynamische und thermische Untersuchung von Werkzeugmaschinen Prozess/Technologie Zerspanung Umformtechnik Montage-, Fügetechnik Grundlagenuntersuchungen Prozessentwicklung Verschleißuntersuchung Kühlschmiertechnik Messtechnische Analyse Simulation Werkzeugmaschinen Entwicklung von neuen Maschinenkonzepten Berechnung und Konstruktion (CAD-FEM) Messtechnische Analyse Optimierung von Komponenten Simulation (FEM) Erprobung Messtechnik Seite 3 Schneidstoffe Technologische Trends Schneidstoff Beschichtung Werkzeuggeometrie: Möglichkeiten der Zerspanungsoptimierung Univ.Prof. DI Dr. F. Bleicher 17. September 2009 Institut für Fertigungstechnik Labor und Hochleistungslasertechnik für Produktionstechnik
3 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 5 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 6












4 Innovative Produkte als Prozesstreiber Innovative Produkte bringen neue Anforderungen an Fertigungsverfahren und Maschinen, die schneller, genauer, billiger, sicherer, platzsparender und ressourcenschonender eingesetzt werden sollen. Größe Komplexität Auswirkung auf Prozess Ganzheitliche Betrachtung Produkt Trends Präzision Werkstoff Ökologie/Nachhaltigkeit Maschine Innovationen Gesamtprozess Kosten Losgröße/Flexibilität WZ- Systeme Seite 7 Größe - Mikrobearbeitung Seite 8








5 Größe - Makrobearbeitung Quelle: Dörries Scharmann Achsen Z-Achse 670 mm A-/B-Achse, Raumkegel ±40 Geschwindigkeiten Z-Achse 50 m/min A-/B-Achse, voller Raumkegel < 1s/80 Beschleunigung alle Achsen 9,81 m/s² Seite 9 Komplexität - Integralbauteile KFZ Rahmenlehre Dimensionen Länge: ~ mm Breite: ~ mm Höhe: ~ 850 mm Material: Al Zerspanvolumen: 93% Anteil 5X-Bearbeitung: 70% Gewicht Fertigteil: 200 kg Quellen: EADS Ausgsburg, MTU Aero Engines, ALIMEX Dimensionen Länge: 1.920mm Breite: mm Höhe: 116 mm Material: Al Zerspanvolumen: 95% Anzahl Taschen: 104 Min. Wandstärke: 2,0 mm Anteil 5X-Bearbeitung: 80% Gewicht Fertigteil: 17,4 kg Seite 10

 Seite 11")

6 Steigerung der Produktivität, Nachhaltigkeit Ansätze zur Reduzierung von Fertigungskosten durch HPC Quelle: Garant Handbuch Zerspanung Ziel der Hochleistungszerspanung Reduzierung der Fertigungskosten um 10 30% Steigerung des Zeitspanvolumens um % HPC High Performance Cutting Steigerung von a e und a p HSC High Speed Cutting Steigerung von n (v c ), Reduktion von f z Trockenbohren Al-Guss Fräsen einer Al-Knetlegierung unter Einsatz der MMS KSS 150l/Tag MMS 1l/Tag (20ml/h) Seite 11 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 12

 Makrogeometrie")


7 Skalierung des Zerspanungsprozesses Zeitmaßstab Betrachtung einzelner Gitterdefekte Betrachtung von Versetzungsstrukturen, Subkörnern und einkristallinem Werkstoffverhalten Makroebene Mesoebene Mikroebene Mikrostruktur (Gefüge) Makrogeometrie Nanoebene Längenmaßstab Seite 13 Grunglagen der Zerspanungslehre 1 - Makro Victor-Kienzle-Gleichung F = k b h K K K K k c c γ v ver sch c k = h c1.1 mc A f κ a p h b Werkstück Werkzeug v c ferritischer St austenitischer St, Al Quelle: nach Tönshoff Seite 14
 k = c f 2 sin φ 3 1 τ max = k f Gestaltänderungsenergiehypothese ( εε& T) kf,, sin 2φ Fc = b h 2 3 sin φ 3 Seite 15 Reale Beanspruchung 100 mm 10 4 1/s 10 5 1/s")
8 Grunglagen der Zerspanungslehre 2 - Meso Victor-Kienzle-Gleichung F = k b h K K K K c c γ v ver sch nach Ernst/Merchant F = F sin 2φ c z F z ( ) τ φ = cos φ+ρ γ sin φ bh bh FT φ =τmax sin 2φ k sin φ c = τ 2 sin φ max sin 2φ k (,, ε ε& T) k = c f 2 sin φ 3 1 τ max = k f Gestaltänderungsenergiehypothese ( εε& T) kf,, sin 2φ Fc = b h 2 3 sin φ 3 Seite 15 Reale Beanspruchung 100 mm /s /s /s 60km/min 600km/min 6000km/min Probe Seite 16



![[%] Beschreibung über konventionelle konstitutive](/docs-images/60/44399923/images/9-3.png "Gleichungen möglich Technische Spannung σ [MPa] 2000 RT,")
 1+ ln 1 ε& 0 TS TR Zerilli-Armstrong-Modell")
![ferritischer St austenitischer St, Al Umformgrad φ [-]](/docs-images/60/44399923/images/9-5.png "krz 500 ( ln &) ( ln &) σ=δσ + exp G B β +β ε T + K ε")


9 Konstitutives Werkstoffverhalten Fließ- und Verfestigungsverhalten von C45E Fließspannung k f [MPa] Ø1x1, 10-3 s -1 Ø2x2, 10-3 s -1 Ø4x4, 10-3 s Ø6x6, 10-3 s -1 Ø1x1, 10 2 s Ø2x2, 10 2 s -1 Ø4x4, 10 2 s -1 Ø6x6, 10 2 s ,0 0,1 0,2 0,3 0,4 0,5 0, Plastische Stauchung ε p [%] Beschreibung über konventionelle konstitutive Gleichungen möglich Technische Spannung σ [MPa] 2000 RT, 10 2 s Johnson-Cook-Modell m n ε& T T R σ= ( A+ Bε ) 1+ ln 1 ε& 0 TS TR Zerilli-Armstrong-Modell ferritischer St austenitischer St, Al Umformgrad φ [-] krz 500 ( ln &) ( ln &) σ=δσ + exp G B β +β ε T + K ε kfz 1/2 σ=δσ G + B1ε exp β 0 +β1 ε T n C, 10 2 s C, 10 2 s C, 10 2 s C, 10 2 s -1 A 574 Δσ G 288 B 2339 B C 0,0474 β 0 0,0132 n 0,533 β 1 0,00088 m 0,201 K n 0,348 Seite 17 FEM-Simulation - Versagensmodell Seite 18




10 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 19 Optimieren der Werkzeuggeometrie Schnittkraftverhältnis bei profilierten Werkzeugen Quelle: Fraisa Seite 20




 Schneidkante gefast und")
 Alu, hochwarmfeste Leg.")
, Stahlbearbeitung")
11 Genauigkeit - Hochpräzision an der Schneide Spandickenverteilung optimieren Prinzip Wiper-Geometrie Quelle: SECO Tools GmbH Seite 21 Schneidkantenausführung an Werkzeugen Werkzeugschneiden-Modifikationen Schneidkante scharf Schneidkante gefast Schneidkante verrundet (Radius) Schneidkante gefast und verrundet Schneidkante verrundet (Wasserfall) Alu, hochwarmfeste Leg., Titan Gußbearb. (CBN), Stahlbearbeitung Gußbearbeitung (HM-K) Stahlbearbeitung (HM-P) Schwerzerspanung (Cermets) Seite 22


12 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 23 Entwicklung der Schneidstoffe Seite 24
, Titan (Ti), Tantal (Ta), Niob (Nb), und Molybdän (Mo) als den Trägern der Härte und Verschleißfestigkeit sowie den niedrigschmelzenden Bindemetallen")

13 Schneidstoffe und Abkürzung nach ISO 513 Quelle: WALTER Seite 25 Eigenschaften von Schneidstoffen Hartmetalle - pulvermetallurgisch hergestellt (cemented carbide) bestehen aus den sehr harten und hochschmelzenden Karbiden der Metalle Wolfram (W), Titan (Ti), Tantal (Ta), Niob (Nb), und Molybdän (Mo) als den Trägern der Härte und Verschleißfestigkeit sowie den niedrigschmelzenden Bindemetallen der Eisengruppe, vor allem Kobalt (Co), mit der Aufgabe, die relativ spröden Karbide zu einem festen Körper zu verbinden. Diese hochschmelzenden Karbide geben der Hartmetallegierung ihre große Härte und Verschleißfestigkeit. Zähigkeit durch prozentualen Anteil von Kobalt als Bindemetall bestimmt Hauptpartikel differieren in Größen zwischen 0,5-5 μm zwischen 80 und 95% des Gesamtvolumens vom Schneidstoff Seite 26
 - hohe Härte und geringe Diffusionsneigung.")
 - erhöht die Diffussionsbeständigkeit, wenn auch nicht in gleichem Maße wie TiC. TaC beeinträchtigt die innere Bindefestigkeit des Gefüges nicht.")
 - Der Kobaltanteil bestimmt im wesentlichen die Zähigkeit.")
14 Pulvermetallurgische Herstellung von HM Einfluß der Legierungselemente Wolframkarbid (WC) - hohe Härte und Verschleißfestigkeit. Die Löslichkeit von WC in Kobalt bei Sintertemperatur bewirkt einen guten Zusammenhalt und ein porenfreies Gefüge. Titankarbid (TiC) - hohe Härte und geringe Diffusionsneigung. TiC erhöht die Diffusionsbeständigkeit und damit die Kolkverschleißfestigkeit, jedoch wird die innere Bindefestigkeit und damit die Zähigkeit des Schneidstoffes verringert. Tantalkarbid (TaC) - erhöht die Diffussionsbeständigkeit, wenn auch nicht in gleichem Maße wie TiC. TaC beeinträchtigt die innere Bindefestigkeit des Gefüges nicht. Zähigkeit, Verschleißfestigkeit und Temperaturfestigkeit werden verbessert. TaC wird häufig auch als Kornwachstumshemmer in Feinkornsorten verwendet. Kobalt (Co) - Der Kobaltanteil bestimmt im wesentlichen die Zähigkeit. Verschleißfestigkeit durch die Härte die Hochtemperaturfestigkeit, die Diffusionsfestigkeit und die Oxidationsbeständigkeit bestimmt. Zähigkeit schließt die Widerstandsfähigkeit gegen Schlag- und Stoßbeanspruchung ein und wird durch die Biegebruchfestigkeit und die Rissfestigkeit mitbestimmt. Die Zähigkeit nimmt mit steigendem Kobalt (Co) - Gehalt zu. Anwendungshauptgruppe P durch Zulegieren von TiC und TaC entstehende Hartmetalle halten dem Verschleißangriff durch Kolkung aufgrund ihrer Diffusionsträgheit wesentlich besser stand und werden daher für die Bearbeitung von Stahlwerkstoffen eingesetzt. Die Anwendungshauptgruppe M ist ähnlich der Gruppe P, jedoch differieren die beiden Gruppen in TiC- und TaC- Gehalten. Bei P überwiegt der TiC - Anteil, bei M der TaC Anteil; Mehrbereichshartmetalle z.b. P15 / M20. Seite 27 Klassifizierung von HM nach DIN ISO 513 Seite 28


15 Herstellung von Hartmetall - 1 Seite 29 Herstellung von Hartmetall - 2 Seite 30


16 Herstellung von Hartmetall - 3 Seite 31 Hartmetalle und Cermets Cermets Unter dem Begriff Cermet werden Hartmetalle zusammengefaßt, die auf der Basis von TiC und TiN als Hartphase und Ni und Co als Bindephase bestehen. Cermets besitzen eine hohe Verschleißfestigkeit und eine geringe Adhäsionsneigung gegenüber Stahlwerkstoffen. Aufgrund ihrer charaktaristischen Eigenschaften sind Cermets speziell geeignet für die Fein- und Schlichtbearbeitung. Cermets finden Anwendung, wo stabile Verhältnisse sind und keine unterbrochenen Schnitte und keine zu großen Schnitttiefen auftreten. Seite 32


 (graue Farbe) neben")
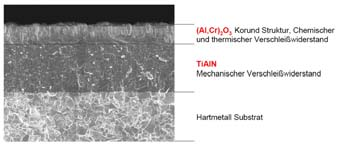
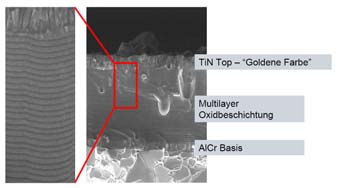
17 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 33 Beschichtung Das Substrat bestimmt Zähigkeit und Festigkeit, die Beschichtung prägt die Verschleißfestigkeit und chemische Beständigkeit. Als Schichtsysteme werden Titankarbid (TiC), Titannitrid (TiN), Titankarbonnitrid (TiCN), Aluminiumoxid (Al203) teilweise unter Zugabe von weiteren Elementen eingesetzt. Hartstoffbeschichtungen mit mehrlagigem Aufbau haben sich gegenüber einlagigen Schichten durchgesetzt. Titankarbid (TiC) - ausgesprochen harte Verbindung Aluminiumoxid (Al2O3) (schwarze Farbe) chemische Barriere und Hitzebarriere zwischen Werkzeug und Span Titannitrid (TiN) (gelbe Farbe) nicht ganz so hart, besitzt aber einen niedrigeren Reibungskoeffizienten, auf Spanfläche größere Kolkverschleißfestigkeit auszeichnet; für niedrigere Schnittemperaturen Titancarbonitrid (TiCN) (graue Farbe) neben Verschleißfestigkeit ausgezeichnete Bindungseigenschaften; oftmals erste Schicht auf dem Substrat für verbesserte Schichthaftung Viellagenschichten - positive Eigenschaften verschiedener Hartstoffschichten kombinieren; bestehen aus Kombinationen von Titannitrid (TiN), Titancarbonnitrid (TiCN) und Aluminiumoxid (Al2O3). Seite 34



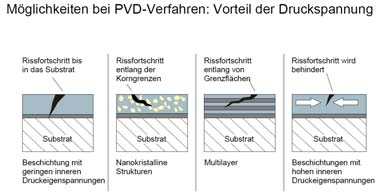
18 CVD-Beschichtung Seite 35 PVD-Beschichtung Ca. 500 C PVD-Verfahren - Möglichkeit, sehr scharfe Schneidkanten zu beschichten; PVDbeschichtete Hartmetalle günstig für unterbrochenen Schnitt, Anwendung oft in multifunktionaler Mehrlagenschicht Seite 36




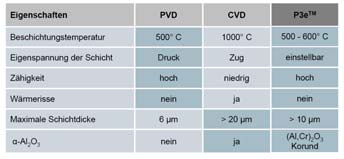
19 Vergleich CVD/PVD, Al 2 O 3 -Beschichtung Quelle: WALTER Seite 37 Entwicklung der CVD/PVD-Beschichtung Quelle: Oerlikon Balzers Seite 38






20 Schneidstoffeigenschaften Oberflächen unpoliert und poliert Quelle: IFW Hannover, Ceratizit, Kennametal Seite 39 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 40




21 Schneidkeramik Schneidkeramik auf Siliziumnitridbasis - nichtoxidischen Keramiken, Siliziumnitride (Si3N4) und der Sialone (Mischung aus Si3N4 und Al2O3, Si - Al - O - N) Entwicklung aus geeigneten hochtemperaturfesten Materialien für den Triebwerks- und Motorenbau Siliziumkeramiken besitzen die größten Bruchzähigkeiten unter den Keramiken Siliziumnitrid - Nadeln sind in eine hochzähe, temperaturfeste Korngrenzenphase eingebettet Nadeln liegen ungerichtet im Raum und sind teilweise miteinander verhakt. Nadeln bewirken Rissablenkung und Rissverzweigung, wodurch die Bruchzähigkeit gegenüber anderen Keramiken stark erhöht wird. Temperaturfestigkeit wird von der Korngrenzenphase bestimmt Siliziumnitridkeramiken werden auch beschichtet - erweitert das Einsatzgebiet auf GGG- Werkstoffe Einsatzgebiete liegen gleich der Oxidkeramik Bearbeitung von Gusseisen im Triebwerksbau von Nickelbasislegierungen Schruppen von Gusseisenwerkstoffen auch unter ungünstigen Schnittbedingungen wie stark unterbrochener Schnitt und schwankendem Aufmaß Seite 41 CBN und PKD Kubisch kristallines Bornitrid (CBN) - CBN-Werkzeugschneiden bestehen aus einer ca. 0,8 bis 1 mm dicken Schicht aus kubischem Bornitrid, die durch Presssintern fast untrennbar auf eine Hartmetall-Unterschicht aufgebracht ist. CBN ist nach dem Diamant der zweithärteste Schneidstoff Hartzerspanung Arbeitsschritt schleifen eingespart werden soll Langandauernde Maßhaltigkeit und somit hohe Standzeiten sehr gute Oberfläche für Schlichten von perlitischem Grauguß (Ferritgehalt < 5%) eingesetzt Schneiden der CBN - Werkzeuge sind mit relativ großen Radien versehen, um die vorgenannten Ansprüche zu erfüllen Bearbeitungsfälle, wo der Diamant durch seine Kohlenstoffbeschaffenheit nicht einsetzbar ist Polykristalline (synthetische) Diamanten (PKD) PKD-Werkzeugschneiden bestehen aus einer Schicht von Diamantkristallen, die durch Presssintern auf eine Hartmetall-Unterschicht aufgebracht wurden. Diamantschicht beträgt ca. 0,5 bis 0,7 mm unregelmäßige Orientierung der Diamantkristalle (im Vergleich zum Naturdiamant) bedeutet eine einheitlich hohe Härte und Verschleißfestigkeit in allen Richtungen Kristallverklebung der Diamantschicht führt zu einer wesentlich verminderten Gefahr der Splitterung infolge von Stoßwirkung durch den HM-Unterträger erfährt die Diamantschicht eine feste Unterstützung Erhöhung der Stoßfestigkeit Einsatz wird durch die maximale Einsatztemperatur von 600 C limitiert Einsatzgebiete sind Bearbeitung aller NE-Metalle, Holz, Kunststoff, Gestein usw. speziell im Automobil- und Motorenbau bei der Bearbeitung von Aluminium mit Siliziumgehalten größer 12% Seite 42
 1300 (PKD 1300) 1600 (PKD 1600) CTB 025 (PKD 025) CTB 010 (PKD 010) CTB 002 (PKD 002) CTC 002 (PKD 002C) 25 5 2 25 10 2 2 CTC 002 CTC 002 (PKD 002C)")
22 PKD- und CBN-Werkzeugausführung Möglichkeiten der Werkzeugausführungen Quelle: Kieninger Seite 43 PKD - Schneidstoffe PKD - Schneidstoffe (mittlere Korngrößen) Schneidstoff-Hersteller: Compax Compax General Compax Electric De Beers 1500 (PKD 1500) 1300 (PKD 1300) 1600 (PKD 1600) CTB 025 (PKD 025) CTB 010 (PKD 010) CTB 002 (PKD 002) CTC 002 (PKD 002C) CTC 002 CTC 002 (PKD 002C) Zunahme der Verschleißfestigkeit CTB 002 CTB (PKD 002) 002 (abrasive Werkstoffe), CTB 010 CTB (PKD 010) 010 Schneidkantenschartigkeit CTB 025 CTB (PKD 025) Compax Compax 1600 (PKD 1600) Zunahme der Verschleißfestigkeit Compax Compax 1300 (PKD 1300) (abrasive Werkstoffe), Schneidkantenschart. Compax Compax 1500 (PKD 1500) CBN-Bezeichnung PKD-Bezeichnung Hersteller (Hersteller) (Kieninger) PKD-Schneidstoffe Binder-Phase / -Typ metallisch (Co >) metallisch (Co) metallisch (Co) metallisch (Co) metallisch (Co) metallisch (Co) metallisch (Co) mittlere Korngröße [µm] [µm] Quelle: Kieninger Seite 44
23 CBN - Schneidstoffe CBN - Schneidstoffe (mittlere Korngrößen) BZN 6000 BZN 8100 BZN 7000 S DBC 50 DBC 80 Amborite (CBN (CBN 6000) (CBN 8100) (CBN 7000) (CBN 50) (CBN 80) Amborite) Amborite (CBN 2 2 AMB Amborite) 90 GE-Alternative CBN DBC 80 DBA (CBN 80) GE-Alternative CBN 6000 DBC 50 DBC (CBN 50) GE-Alternative CBN 8100 BZN 7000 BZN S (CBN ) S BZN 8100 BZN (CBN 8100) BZN 6000 BZN (CBN 6000) CBN-Bezeichnung Hersteller (Kieninger) (Hersteller) CBN-Schneidstoffe Schneidstoff-Hersteller: General Electric De Beers Zunahme der Verschleißfestigkeit, (abrasive Werkstoffe) Zunahme der Verschleißfestigkeit (abrasive Werkstoffe) mittlere Korngröße [µm] [µm] Quelle: Kieninger Seite 45 CBN - Schneidstoffe CBN - Schneidstoffe (CBN-Anteile [%]) Schneidstoff-Hersteller: General Electric De Beers BZN 6000 BZN 8100 BZN 7000 S DBC 50 DBC 80 Amborite (CBN (CBN 6000) (CBN 8100) (CBN 7000) (CBN 50) (CBN 80) Amborite) Amborite (CBN Amborite) CBN-Bezeichnung Hersteller (Kieninger) (Hersteller) AMB 90 DBA 80 DBC 50 BZN 7000 S BZN 8100 BZN 6000 DBC 80 (CBN 80) DBC 50 (CBN 50) BZN 7000 S (CBN 7000) BZN 8100 (CBN 8100) BZN 6000 (CBN 6000) CBN-Schneidstoffe Binder-Phase / -Typ keramisch (Al) keramisch (Ti/Al) keramisch (TiC) keramisch (TiC) keramisch (TiC) metallisch (Co) CBN Anteil [%] CBN-Anteil [%] (Gewichts-Anteil) Quelle: Kieninger Seite 46
 BZN 6000")



24 CBN - Schneidstoffe Gefüge von CBN-Schneidstoffen (am Beispiel von GE Superabrasives - Schneidstoffen) BZN 6000 BZN 8100 BZN Vol% CBN 65 Vol% CBN Metall-Bindung TiN-Bindung 2 µm mittlere Korngröße 2 µm mittlere Korngröße Zunahme der Verschleißfestigkeit 82 Vol% CBN Keramik-Bindung 15 µm mittlere Korngröße Quelle: Kieninger Seite 47 Anwendungsrichtlinien von PKD am Beispiel von GE Superabrasives - PKD-Schneidstoffen (Compax) Quelle: Kieninger Seite 48
")



25 Anwendungsrichtlinien von CBN am Beispiel von GE Superabrasives - CBN-Schneidstoffen (BZN) Quelle: Kieninger Seite 49 Werkstoff-Leichtbau und warmfeste Materialien TiAl6V4 Inconel In718 In100 Titan Nickel Neue Werkstoffe und Bauweisen Titan-Aluminide PMC: Polymer Matrix Composites MMC: Metal Matrix Composites CMC: Cermic Metal Composites Quelle: Airbus, MTU Aero Engines Seite 50


26 Wärmephysikalische Eigenschaften von WZ Steigerung der Schnittgeschwindigkeit durch den Einsatz harter Schneidstoffe mit hoher Warmverschleißfestigkeit - Bearbeitung von In718 Quelle: WZL Aachen Seite 51 Inhaltsübersicht 1 Trends in der Zerspanungstechnik 2 Zerspanungsprozess als System 3 Einfluss der Werkzeuggeometrie 4 Überblick zu Schneidstoffen 5 Überblick zu Beschichtungen 6 Moderne Schneidstoffe Keramik/CBN/PKD 7 Alternative Bearbeitungsstrategien Seite 52








27 Alternative Bearbeitungsstrategien Verfahrensalternativen zum konventionellen Fräsen Bohrzirkularfräsen/ Orbitalbohren Trochoides Fräsen Tauchfräsen Zirkulare Zustellung in Z- Richtung Herstellung unterschiedlicher Bohrungsdurchmesser möglich Fräswerkzeug rotiert zentrisch um seine Achse Überlagerung einer Kreisbewegung mit einer Linearbewegung Deutlich reduzierter Umschlingungswinkel Zustellung in axialer Richtung nur axiale Belastung des Fräsers Vermeidung der Durchbiegung von lange auskragenden Fräswerkzeugen Ramping ohne ramping Quelle: Seco Tools, Kennametal, Greenleaf Seite 53 Kryogene Kühlung - Faserverbund-Wkst. Einsatz von einfach-genuteten Fräsern mit negativem Drallwinkel Verhinderung von Delamination durch Einsatz der CO 2 -Kühlung Schnittgeschwindigkeit v c = 113 m/min Vorschub f = 250 mm/min neg. Drallwinkel Seite 54



28 Innovation liegt in der Detaillösung Seite 55 Schneidstoffe Technologische Trends Schneidstoff Beschichtung Werkzeuggeometrie: Möglichkeiten der Zerspanungsoptimierung Univ.Prof. DI Dr. F. Bleicher 17. September 2009 Institut für Fertigungstechnik Labor und Hochleistungslasertechnik für Produktionstechnik
HPC-Bearbeitung. Leistungssteigerung im ELB-Tieflochbohren. Institut für Fertigungstechnik. Labor für Produktionstechnik
 HPC-Bearbeitung Leistungssteigerung im ELB-Tieflochbohren ao.univ.prof. DI Dr. Fritz Bleicher DI Johannes Bernreiter 12.November 2008 Institut für Fertigungstechnik Seite 1 Inhaltsübersicht 1 Grundlagen
HPC-Bearbeitung Leistungssteigerung im ELB-Tieflochbohren ao.univ.prof. DI Dr. Fritz Bleicher DI Johannes Bernreiter 12.November 2008 Institut für Fertigungstechnik Seite 1 Inhaltsübersicht 1 Grundlagen
Intelligente Produktion Trends in der Fertigungstechnik
 Intelligente Produktion Trends in der Fertigungstechnik Univ.Prof.DI.Dr. F. Bleicher 01. Juni 2011 Seite 1 Übergreifende Transformationsprozesse Transformationsprozesse beruhen auf einer seit Jahrzehnten
Intelligente Produktion Trends in der Fertigungstechnik Univ.Prof.DI.Dr. F. Bleicher 01. Juni 2011 Seite 1 Übergreifende Transformationsprozesse Transformationsprozesse beruhen auf einer seit Jahrzehnten
Intelligente Produktion Trends in der Fertigungstechnik
 Intelligente Produktion Trends in der Fertigungstechnik Univ.Prof.DI.Dr. F. Bleicher 01. Juni 2011 Seite 1 Übergreifende Transformationsprozesse Transformationsprozesse beruhen auf einer seit Jahrzehnten
Intelligente Produktion Trends in der Fertigungstechnik Univ.Prof.DI.Dr. F. Bleicher 01. Juni 2011 Seite 1 Übergreifende Transformationsprozesse Transformationsprozesse beruhen auf einer seit Jahrzehnten
Drehen -Schneidstoffe
 Drehen - Schneidstoffe Das Seco Programm enthält beschichtete (CVD und PVD) und unbeschichtete Hartmetallsorten sowie CBN und PCD. Im Diagramm nach links nehmen Verschleißfestigkeit und Schnittgeschwindigkeit
Drehen - Schneidstoffe Das Seco Programm enthält beschichtete (CVD und PVD) und unbeschichtete Hartmetallsorten sowie CBN und PCD. Im Diagramm nach links nehmen Verschleißfestigkeit und Schnittgeschwindigkeit
3. Nach welchen drei Kriterien richtet sich die Auswahl des Schneidstoffes? Fertigungsverfahren Dem zu zerspanenden Werkstoff. Wirtschaftlichkeit
 1 Schneidstoffe 1. Was wird als Schneidstoff bezeichnet? Werkstoffe, die den Schneidkeil bilden. 2. Welche notwendigen Eigenschaften sollten Schneidstoffe besitzen, damit sie eine möglichst große Standzeit
1 Schneidstoffe 1. Was wird als Schneidstoff bezeichnet? Werkstoffe, die den Schneidkeil bilden. 2. Welche notwendigen Eigenschaften sollten Schneidstoffe besitzen, damit sie eine möglichst große Standzeit
Anwendungsbereiche. Hubraum. Motorgröße Quelle: Fotolia
 Quelle: HORN 1 Anwendungsbereiche Hubraum Motorgröße Quelle: Fotolia 2 Einsatz, Anwendung und Bearbeitung von hochwarmfesten Legierungen und Nickel-Basis-Legierungen Hartmetall-Werkzeugfabrik Paul Horn
Quelle: HORN 1 Anwendungsbereiche Hubraum Motorgröße Quelle: Fotolia 2 Einsatz, Anwendung und Bearbeitung von hochwarmfesten Legierungen und Nickel-Basis-Legierungen Hartmetall-Werkzeugfabrik Paul Horn
ES GIBT WERKZEUGE, DIE SIND EINZIGARTIG
 ES GIBT WERKZEUGE, DIE SIND EINZIGARTIG DIAMANTWERKZEUGE GEHÖREN DAZU. Planfräswerkzeuge sind lieferbar in: Speziell für die Hochgeschwindigkeitsbearbeitung sind unsere Planfräsmesserköpfe (PF) und Plan-Eckfräsmesserköpfe
ES GIBT WERKZEUGE, DIE SIND EINZIGARTIG DIAMANTWERKZEUGE GEHÖREN DAZU. Planfräswerkzeuge sind lieferbar in: Speziell für die Hochgeschwindigkeitsbearbeitung sind unsere Planfräsmesserköpfe (PF) und Plan-Eckfräsmesserköpfe
Schneidstoffübersicht
 Schneidstoffübersicht Schneidstoff Schneidstoffbezeichnung Schichtzusammensetzung Schichtfarbe Fräsen Drehen Aufbohren Reiben Empfohlene Anwendung Cermet CVD beschichtet CC111 Al 2 O 3 Schwarz Feinstkorn-Cermetsorte
Schneidstoffübersicht Schneidstoff Schneidstoffbezeichnung Schichtzusammensetzung Schichtfarbe Fräsen Drehen Aufbohren Reiben Empfohlene Anwendung Cermet CVD beschichtet CC111 Al 2 O 3 Schwarz Feinstkorn-Cermetsorte
Gewindetechnik WENDESCHNEIDPLATTEN NEU ARNO AH NFS // 33
 AUSZUG 1/01 WEDESCHEIDPLATTE EU ARO AH05 Die neue ARO -Werkzeuge Hartmetallsorte speziell zur Bearbeitung von gehärteten Stählen bis 5 HRC. In Verbindung mit der FS Spanleitstufe wird der Spanbruch verbessert
AUSZUG 1/01 WEDESCHEIDPLATTE EU ARO AH05 Die neue ARO -Werkzeuge Hartmetallsorte speziell zur Bearbeitung von gehärteten Stählen bis 5 HRC. In Verbindung mit der FS Spanleitstufe wird der Spanbruch verbessert
Sor ten www. w tu t ng u a ng loy lo. y dceom TG-000-A002_Grades-D.indd :13
 www.tungaloy.de www.tungaloy.com CVD Beschichtete A002 PVD Beschichtete A00 Keramik A005 Cermet A005 CBN A006 PKD A007 Unbeschichtetes Hartmetall A007 Tungaloy CVD - Beschichtete Bestandteile Dicke / µm
www.tungaloy.de www.tungaloy.com CVD Beschichtete A002 PVD Beschichtete A00 Keramik A005 Cermet A005 CBN A006 PKD A007 Unbeschichtetes Hartmetall A007 Tungaloy CVD - Beschichtete Bestandteile Dicke / µm
Keramik. Für die smarte, produktive Zerspanung von Superlegierungen
 Keramik Für die smarte, produktive Zerspanung von Superlegierungen Zerspanung mit Keramik Anwendungen Keramiksorten kommen bei unterschiedlichsten Werkstoffen und Anwendungen zum Einsatz. Sie werden vor
Keramik Für die smarte, produktive Zerspanung von Superlegierungen Zerspanung mit Keramik Anwendungen Keramiksorten kommen bei unterschiedlichsten Werkstoffen und Anwendungen zum Einsatz. Sie werden vor
Jongen UNI-MILL VHC-Fräser
 Jongen Werkzeugtechnik Jongen UNI-MILL VHC-Fräser Trochoidales Fräsen auf höchstem Niveau Jongen UNI-MILL VHC-Fräser Statisches sowie dynamisches "trochoidales Fräsen", ist eine Kombination aus Zirkular-
Jongen Werkzeugtechnik Jongen UNI-MILL VHC-Fräser Trochoidales Fräsen auf höchstem Niveau Jongen UNI-MILL VHC-Fräser Statisches sowie dynamisches "trochoidales Fräsen", ist eine Kombination aus Zirkular-
6 KORLOY EUROPE GmbH TECH-NEWS. Die neue universelle CVD-Beschichtung. H&S Technischer Handel Tel / Fax: / 88228
 Tel. 06432 / 88239 Fax: 06432 / 88228 TECH-NEWS Die neue universelle CVD-Beschichtung 6 KORLOY EUROPE GmbH Tel. 06432 / 88239 Fax: 06432 / 88228 WE CREATE YOUR TOMORROwl Neueste PVD-Beschichtungstechnologie
Tel. 06432 / 88239 Fax: 06432 / 88228 TECH-NEWS Die neue universelle CVD-Beschichtung 6 KORLOY EUROPE GmbH Tel. 06432 / 88239 Fax: 06432 / 88228 WE CREATE YOUR TOMORROwl Neueste PVD-Beschichtungstechnologie
PKD und CBN-Werkzeuge
 PKD und CBN-Werkzeuge Polykristalline Schneidplatten für anspruchsvolle Bearbeitungsprobleme Drehen Bohren Fräsen PKD und CBN: Hochwertige Schneidstoffe für anspruchsvolle Bearbeitungsprobleme Jedes Bearbeitungsproblem
PKD und CBN-Werkzeuge Polykristalline Schneidplatten für anspruchsvolle Bearbeitungsprobleme Drehen Bohren Fräsen PKD und CBN: Hochwertige Schneidstoffe für anspruchsvolle Bearbeitungsprobleme Jedes Bearbeitungsproblem
Kosten. Umwelt. Flexibilität. Vorteile der Hartbearbeitung im Vergleich zum Schleifen. geringere Anlagekosten minimierte Fertigungskosten
 Hartdrehen Vorteile der Hartbearbeitung im Vergleich zum Schleifen Kosten Flexibilität geringere Anlagekosten minimierte Fertigungskosten Späneentsorgung oft ohne Kühlschmierstoff Konturbearbeitung kurze
Hartdrehen Vorteile der Hartbearbeitung im Vergleich zum Schleifen Kosten Flexibilität geringere Anlagekosten minimierte Fertigungskosten Späneentsorgung oft ohne Kühlschmierstoff Konturbearbeitung kurze
FTMT. Zerspanen 1. Schneidstoffe. Anforderungen: Hn
 Schneidstoffe Anforderungen: Hn 0909 1 HSS Hochleistungs-Schnellarbeitsstahl Normbezeichnung: z.b. HS6-5-2-5 Vorteile: Anwendung Sonderformen Hn 0909 2 Hartmetall WC, TiC, TaC u. Co (NbC) Normbezeichnung:
Schneidstoffe Anforderungen: Hn 0909 1 HSS Hochleistungs-Schnellarbeitsstahl Normbezeichnung: z.b. HS6-5-2-5 Vorteile: Anwendung Sonderformen Hn 0909 2 Hartmetall WC, TiC, TaC u. Co (NbC) Normbezeichnung:
ISF INSTITUT FÜR SPANENDE FERTIGUNG
 CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
InnovatIon EInSEItIGE ISo-WEnDESCHnEIDPLattEn DE
 Innovation EINSEITIGE ISO-WENDESCHNEIDPLATTEN DE 2 erfolgsmerkmale Erfolgsmerkmale Hohe Vorschübe kürzere Bearbeitungszeiten höhere Produktivität Stabile Schneidkantenausführung Prozesssicherheit auch
Innovation EINSEITIGE ISO-WENDESCHNEIDPLATTEN DE 2 erfolgsmerkmale Erfolgsmerkmale Hohe Vorschübe kürzere Bearbeitungszeiten höhere Produktivität Stabile Schneidkantenausführung Prozesssicherheit auch
CVD beschichtete Hartmetallqualität für die Gussbearbeitung AC410K. Höhere Standzeiten Sichere Bearbeitung Höhere Produktivität
 TOOLING NEWS D-67 CVD beschichtete Hartmetallqualität für die Gussbearbeitung Neu Super FF Beschichtung für effiziente Bearbeitung Höhere Standzeiten Sichere Bearbeitung Höhere Produktivität ACE-Coat Hochleistungsschneidstoff
TOOLING NEWS D-67 CVD beschichtete Hartmetallqualität für die Gussbearbeitung Neu Super FF Beschichtung für effiziente Bearbeitung Höhere Standzeiten Sichere Bearbeitung Höhere Produktivität ACE-Coat Hochleistungsschneidstoff
Einsatz von Diamantwerkzeugen Nicht eisenhaltige Werkstoffe und betroffene Industriezweige
 Zusammenfassung Einführung Einsatz von Diamantwerkzeugen Nicht eisenhaltige Werkstoffe und betroffene Industriezweige PKD und CVD Werkzeuge Unterschiede zwischen PKD und CVD Herstellung von PKD und CVD
Zusammenfassung Einführung Einsatz von Diamantwerkzeugen Nicht eisenhaltige Werkstoffe und betroffene Industriezweige PKD und CVD Werkzeuge Unterschiede zwischen PKD und CVD Herstellung von PKD und CVD
GSN100. Werkzeugtechnologie. WTG Zerspanungs- und Verschleißtechnik GmbH. Siemensstraße Leingarten Telefon 07131/ Fax 07131/
 Werkzeugtechnologie WTG Zerspanungs- und Verschleißtechnik GmbH GSN100 Siemensstraße 2 74211 Leingarten Telefon 07131/642847-0 Fax 07131/64284720 info@wtg-gmbh.de www.wtg-gmbh.de GSN100 Greenleaf s GSN100,
Werkzeugtechnologie WTG Zerspanungs- und Verschleißtechnik GmbH GSN100 Siemensstraße 2 74211 Leingarten Telefon 07131/642847-0 Fax 07131/64284720 info@wtg-gmbh.de www.wtg-gmbh.de GSN100 Greenleaf s GSN100,
Grosse Evolutionsschritte der Schaftfräser:
 Grosse Evolutionsschritte der Schaftfräser: Einführung der PVD Hartstoff-Beschichtungen auf HSS Fräsern Neuer Schneidstoff: Hartmetall Wechsel zu " komplexeren " Beschichtungen Einführung von «Feinheiten
Grosse Evolutionsschritte der Schaftfräser: Einführung der PVD Hartstoff-Beschichtungen auf HSS Fräsern Neuer Schneidstoff: Hartmetall Wechsel zu " komplexeren " Beschichtungen Einführung von «Feinheiten
MFK MFK. Doppelseitige Wendeschneidplatte für geringe Schnittkräfte. Mehrschneidiger Fräser für die Gussbearbeitung
 Mehrschneidiger Fräser für die Gussbearbeitung Doppelseitige Wendeschneidplatte für geringe Schnittkräfte 1 nutzbare Schneidkanten pro Wendeschneidplatte. Stabile Schneidkantenausführung für geringe Schnittkräfte.
Mehrschneidiger Fräser für die Gussbearbeitung Doppelseitige Wendeschneidplatte für geringe Schnittkräfte 1 nutzbare Schneidkanten pro Wendeschneidplatte. Stabile Schneidkantenausführung für geringe Schnittkräfte.
Jongen Werkzeugtechnik. Das Frässystem. Type 75
 Jongen Werkzeugtechnik Das Frässystem Type 75 Das Werkzeug > Eckfräsprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Eigenschaften Multifunktionales Eck-, Nuten-
Jongen Werkzeugtechnik Das Frässystem Type 75 Das Werkzeug > Eckfräsprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Eigenschaften Multifunktionales Eck-, Nuten-
passion for precision Sphero-CVD Hochleistungsfräsen von Hartmetall mit Fräswerkzeugen aus Diamant
 passion for precision Sphero- Hochleistungsfräsen von Hartmetall mit Fräswerkzeugen aus Diamant Wirtschaftliches Fräsen von Hartmetall mit Werkzeugen aus reinem Diamant [ 2 ] Als Einsatzmaterial bei industriellen
passion for precision Sphero- Hochleistungsfräsen von Hartmetall mit Fräswerkzeugen aus Diamant Wirtschaftliches Fräsen von Hartmetall mit Werkzeugen aus reinem Diamant [ 2 ] Als Einsatzmaterial bei industriellen
Trends und Innovationen in der Produktionstechnik: Von der Idee bis zur Umsetzung
 Institut für Fertigungstechnik ao.univ.prof.dr. F. Bleicher Trends und Innovationen in der Produktionstechnik: Von der Idee bis zur Umsetzung Technologieplattform MANUFUTURE: ein Beitrag zum 7. EU-Rahmenprogramm
Institut für Fertigungstechnik ao.univ.prof.dr. F. Bleicher Trends und Innovationen in der Produktionstechnik: Von der Idee bis zur Umsetzung Technologieplattform MANUFUTURE: ein Beitrag zum 7. EU-Rahmenprogramm
EINFÜHRUNG. Vertrauen Sie HSS
 EINFÜHRUNG Vertrauen Sie HSS 1 INHALT METALLURGIE 2 Ausgezeichnete Festigkeit 3 Eine wirklich scharfe Schneide 4 Sichere und zuverlässige Werkzeuge Legierungs-Bestandteile 6 Der Einfluss der Legierungs-Bestandteile
EINFÜHRUNG Vertrauen Sie HSS 1 INHALT METALLURGIE 2 Ausgezeichnete Festigkeit 3 Eine wirklich scharfe Schneide 4 Sichere und zuverlässige Werkzeuge Legierungs-Bestandteile 6 Der Einfluss der Legierungs-Bestandteile
Steigern Sie Ihre Produktivität. High-Feed Fräsen
 Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
Steigern Sie Ihre Produktivität High-Feed Fräsen Ideal für 3D Bearbeitung und Tauchfräsen. Für Schruppen von Werkzeugen im Formenbau. Polyvalentes Schruppwerkzeug 1 Zusammenfassung Problematik Vergleich
KBN10M/KBN25MKBN25M. Neue CBN Kyocera TZG00026
 KBN0M/ KBN0C/K B N 5 C KBN5C MEGACOAT CBN Neue CBN Kyocera TZG0006 MEGACOAT CBN Vier neue Schichtmaterialien, die durch PVD erzeugt werden und überlegene Eigenschaften im Vergleich zur populären KBN-Serie
KBN0M/ KBN0C/K B N 5 C KBN5C MEGACOAT CBN Neue CBN Kyocera TZG0006 MEGACOAT CBN Vier neue Schichtmaterialien, die durch PVD erzeugt werden und überlegene Eigenschaften im Vergleich zur populären KBN-Serie
Schruppfräser Toro-X. passion for precision
 Schruppfräser Toro-X passion for precision Toro-X Spezialisiert auf 3D-Fräsprozesse mit HSC-Strategie [ 2 ] Die Fräswerkzeuge Toro-X wurden für 3D-Fräsprozesse entwickelt, bei denen die HSC-Strategie zum
Schruppfräser Toro-X passion for precision Toro-X Spezialisiert auf 3D-Fräsprozesse mit HSC-Strategie [ 2 ] Die Fräswerkzeuge Toro-X wurden für 3D-Fräsprozesse entwickelt, bei denen die HSC-Strategie zum
maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN!
 maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN! Das Werkzeug Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Einsatzgebiete sind
maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN! Das Werkzeug Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Einsatzgebiete sind
421/422. Die Werkzeuge für die Kopierfräsbearbeitung
 Die Werkzeuge für die Kopierfräsbearbeitung 421/422 Jongen Werkzeugtechnik GmbH & Co. KG Siemensring 11 D-47877 Willich Telefon: 0 21 54 / 92 85-0 Fax: 0 21 54 / 91 19 76 Free Fax: 00 800 566 436 33 www.jongen.de
Die Werkzeuge für die Kopierfräsbearbeitung 421/422 Jongen Werkzeugtechnik GmbH & Co. KG Siemensring 11 D-47877 Willich Telefon: 0 21 54 / 92 85-0 Fax: 0 21 54 / 91 19 76 Free Fax: 00 800 566 436 33 www.jongen.de
Übersicht und Bezeichnung
 Richtlinien für die Auswahl der Wendeschneidplatten Alle angegebenen asse sind nach der gültigen Vorschrift toleranzbehaftet. Auswahl panwinkel Einsatzempfehlungen für Wendeschneidplatten mit geschliffenen
Richtlinien für die Auswahl der Wendeschneidplatten Alle angegebenen asse sind nach der gültigen Vorschrift toleranzbehaftet. Auswahl panwinkel Einsatzempfehlungen für Wendeschneidplatten mit geschliffenen
P M K N S H TOOLING NEWS D-108. SSEH - Serie. Schaftfräser mit Eckenradius für exotische Materialien
 TOOLING NEWS D-8 P M K N S H SSEH - Serie Schaftfräser mit Eckenradius für exotische Materialien SSEH - Serie Eigenschaften - Schaftfräser für exotische Materialien - bessere Bearbeitung von Ti-Legierungen,
TOOLING NEWS D-8 P M K N S H SSEH - Serie Schaftfräser mit Eckenradius für exotische Materialien SSEH - Serie Eigenschaften - Schaftfräser für exotische Materialien - bessere Bearbeitung von Ti-Legierungen,
Finishbearbeitung auftraggeschweißter Bauteiloberflächen
 Finishbearbeitung auftraggeschweißter Bauteiloberflächen Frank Barthelmä, Mario Schiffler, Steffen Reich, Heiko Frank GFE Gesellschaft für Fertigungstechnologie und Entwicklung Schmalkalden e.v. Kontakt:
Finishbearbeitung auftraggeschweißter Bauteiloberflächen Frank Barthelmä, Mario Schiffler, Steffen Reich, Heiko Frank GFE Gesellschaft für Fertigungstechnologie und Entwicklung Schmalkalden e.v. Kontakt:
BALINIT DIAMOND MICRO & BALINIT DIAMOND NANO
 BALINIT DIAMOND MICRO & BALINIT DIAMOND NANO Brilliante Oberflächenlösungen nach Maß Cutting Tools BALINIT DIAMOND MICRO und BALINIT DIAMOND NANO Genau zugeschnitten auf Ihre Anwendung und Werkzeugtyp
BALINIT DIAMOND MICRO & BALINIT DIAMOND NANO Brilliante Oberflächenlösungen nach Maß Cutting Tools BALINIT DIAMOND MICRO und BALINIT DIAMOND NANO Genau zugeschnitten auf Ihre Anwendung und Werkzeugtyp
2 Spanbildung Vorgänge an der Schneide Aufbauschneiden Scheinspanbildung 18 Schrifttum 20
 Inhaltsübersicht 1 Einführung 1 1.1 Geschichtliche Entwicklung 1 1.2 Stand der spanenden Aluminiumbearbeitung 6 1.3 Kinematik der Spanungsprozesse und Schneidkeilgeometrie 10 Schrifttum 12 2 Spanbildung
Inhaltsübersicht 1 Einführung 1 1.1 Geschichtliche Entwicklung 1 1.2 Stand der spanenden Aluminiumbearbeitung 6 1.3 Kinematik der Spanungsprozesse und Schneidkeilgeometrie 10 Schrifttum 12 2 Spanbildung
HARTDREHEN VIER PROFIS FÜR NEUE HERAUSFORDERUNGEN
 HARTDREHEN VIER PROFIS FÜR NEUE HERAUSFORDERUNGEN CH0550 - SCHNELL Glatter Schnitt in gehärteten Stählen < 67 HRC Massive Schneidplatten und gelötete Schneidkanten Geeignet ür hochpräzises Schlichten Ideal
HARTDREHEN VIER PROFIS FÜR NEUE HERAUSFORDERUNGEN CH0550 - SCHNELL Glatter Schnitt in gehärteten Stählen < 67 HRC Massive Schneidplatten und gelötete Schneidkanten Geeignet ür hochpräzises Schlichten Ideal
Neue Produkte. z.b. VHM-FrÄser. ab 6,57Å
 Neue Produkte z.b. VHM-FrÄser ab 6,57Å Angegebene Preise sind Nettopreise in zzgl MwSt. gültig bis zum 31.12.2011. Wir erheben kein LZ auf unsere Werkzeuge. Sortimensänderungen, iechnische Weiterentwicklung
Neue Produkte z.b. VHM-FrÄser ab 6,57Å Angegebene Preise sind Nettopreise in zzgl MwSt. gültig bis zum 31.12.2011. Wir erheben kein LZ auf unsere Werkzeuge. Sortimensänderungen, iechnische Weiterentwicklung
Anwendungstechnik: Wilfried Geis
 Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Sie wollen Genauigkeit? Vertrauen Sie HSS REIBEN
 Sie wollen Genauigkeit? Vertrauen Sie HSS REIBEN INHALT REIBWERKZEUGE 2 Reibwerkzeuge im Detail 3 Welcher Schnellstahl für maximale Leistung? 4 PVD-Beschichtungen für höchste Leistungen 5 Bezeichnungen
Sie wollen Genauigkeit? Vertrauen Sie HSS REIBEN INHALT REIBWERKZEUGE 2 Reibwerkzeuge im Detail 3 Welcher Schnellstahl für maximale Leistung? 4 PVD-Beschichtungen für höchste Leistungen 5 Bezeichnungen
Moderne Pulvermetallurgieund Prozesstechniken für innovative Zerspanungsprodukte. Dr. R. Barbist
 Moderne Pulvermetallurgieund Prozesstechniken für innovative Zerspanungsprodukte Gruppenportfolio und industrielle Logik Wolframpulver 100% 100% Molybdänpulver Produkte aus Molybdän 15% 50% Produkte aus
Moderne Pulvermetallurgieund Prozesstechniken für innovative Zerspanungsprodukte Gruppenportfolio und industrielle Logik Wolframpulver 100% 100% Molybdänpulver Produkte aus Molybdän 15% 50% Produkte aus
TOOLING NEWS D-104. Die neue SumiDrill Power-Serie. SDP-Typ. Der Allrounder zum Bohren
 TOOLING NEWS D-104 P M K N S H Die neue SumiDrill Power-Serie Der Allrounder zum Bohren - Hoch produktives Bohren in großen Anwendungsbereichen - Universeller Einsatz - Maximale Leistung durch höchste
TOOLING NEWS D-104 P M K N S H Die neue SumiDrill Power-Serie Der Allrounder zum Bohren - Hoch produktives Bohren in großen Anwendungsbereichen - Universeller Einsatz - Maximale Leistung durch höchste
HM-Sorten für Ein- und Abstechen Carbide grades for grooving and parting off
 HM-Sorten für Ein- und Abstechen Carbide grades for grooving and parting off HM-Sorten/Carbide grades unbeschichtet uncoated beschichtet coated Cermets P H Steel P Zähigkeit / Toughness Vorschub / Feed
HM-Sorten für Ein- und Abstechen Carbide grades for grooving and parting off HM-Sorten/Carbide grades unbeschichtet uncoated beschichtet coated Cermets P H Steel P Zähigkeit / Toughness Vorschub / Feed
FP 723. eff. 6 Schneiden. ap max. 12,0mm. Eckfräsen. Jongen Werkzeugtechnik GmbH
 Eckfräsen FP 723 ap max. 12,0mm eff. 6 Schneiden Jongen Werkzeugtechnik GmbH Siemensring 11 47877 Willich Tel: 02154 9285 0 Fax: 02154 9285 9 2000 Fax kostenlos: 00 800 56 64 36 33 www.jongen.de email:
Eckfräsen FP 723 ap max. 12,0mm eff. 6 Schneiden Jongen Werkzeugtechnik GmbH Siemensring 11 47877 Willich Tel: 02154 9285 0 Fax: 02154 9285 9 2000 Fax kostenlos: 00 800 56 64 36 33 www.jongen.de email:
Jongen Werkzeugtechnik GmbH & Co. KG. Das Eckfrässystem FP 49. Zustellung bis. ap = 17mm möglich!
 Jongen Werkzeugtechnik GmbH & Co. KG Das Eckfrässystem FP 49 Zustellung bis ap = 17mm möglich! Das Werkzeug F Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und
Jongen Werkzeugtechnik GmbH & Co. KG Das Eckfrässystem FP 49 Zustellung bis ap = 17mm möglich! Das Werkzeug F Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und
MEGA-Spike-Drill Programm erweitert
 Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2016 2 MILLER Neuheiten 2016 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
Die Werkzeug-Spezialisten für den Handel. Vollhartmetall-Bohrer und -Fräser Neuheiten 2016 2 MILLER Neuheiten 2016 Die Kunst, perfekte Produkte und Leistungen für Ihren Erfolg unter einem Dach zu vereinen...
3 Schneidstoffe. 3.1 Anforderungen an Schneidstoffe
 Seite 18 3 Schneidstoffe Schneidstoffe sind die Werkstoffe der Werkzeuge. Wurden für eine spanende Bearbeitung im Jahre 1900 noch 100 Minuten benötigt, waren es im Jahre 2000 weniger als 1 Minute. Die
Seite 18 3 Schneidstoffe Schneidstoffe sind die Werkstoffe der Werkzeuge. Wurden für eine spanende Bearbeitung im Jahre 1900 noch 100 Minuten benötigt, waren es im Jahre 2000 weniger als 1 Minute. Die
AluSpeed VHM-Schaftfräser
 Preise gültig bis einschließlich 30. 09. 008 AluSpeed -Schaftfräser Präzisionsfinish für bis zu 40% Produktivitätssteigerung Bis 18:00 Uhr bestellt Versand noch am selben Tag! Nettopreise inkl. Legierungszuschlag
Preise gültig bis einschließlich 30. 09. 008 AluSpeed -Schaftfräser Präzisionsfinish für bis zu 40% Produktivitätssteigerung Bis 18:00 Uhr bestellt Versand noch am selben Tag! Nettopreise inkl. Legierungszuschlag
BALINIT HELICA Für den optimalen Dreh beim Bohren. September 2006
 BALINIT HELICA Für den optimalen Dreh beim Bohren September 2006 BALINIT HELICA die zweite Schicht der Generation G6 Verschleißfestigkeit Warmhärte Oxidationswiderstand AlCr-Basis BALINIT HELICA BALINIT
BALINIT HELICA Für den optimalen Dreh beim Bohren September 2006 BALINIT HELICA die zweite Schicht der Generation G6 Verschleißfestigkeit Warmhärte Oxidationswiderstand AlCr-Basis BALINIT HELICA BALINIT
Wavemill WFX Typ / WFX-E Typ
 Tooling News D -98 Hochpräziser 90 Eckfräser Wavemill WFX Typ / WFX-E Typ 1 4-schneidiger Eckfräser WFX (F) 1 0 RS Allgemeine Merkmale Der Wavemill Eckfräser WFX nutzt 4-schneidige Wendeplatten, die mit
Tooling News D -98 Hochpräziser 90 Eckfräser Wavemill WFX Typ / WFX-E Typ 1 4-schneidiger Eckfräser WFX (F) 1 0 RS Allgemeine Merkmale Der Wavemill Eckfräser WFX nutzt 4-schneidige Wendeplatten, die mit
Effizienz im HSS-Bereich
 New Juni 2017 Neue Produkte für den Zerspanungstechniker Effizienz im HSS-Bereich Der neue HSS-E-PM UNI Bohrer schließt die Lücke zwischen HSS und VHM TOTAL TOOLING=QUALITÄT x SERVICE 2 WNT Deutschland
New Juni 2017 Neue Produkte für den Zerspanungstechniker Effizienz im HSS-Bereich Der neue HSS-E-PM UNI Bohrer schließt die Lücke zwischen HSS und VHM TOTAL TOOLING=QUALITÄT x SERVICE 2 WNT Deutschland
Jongen Werkzeugtechnik. Planfräser
 Jongen Werkzeugtechnik Planfräser 538 Das Werkzeug Besonders ökonomisches Planfräswerkzeug für die Schrupp- und Schlichtbearbeitung Zustellung axial max. 3,0 mm bei effektiv 16 Schneiden Die Werkzeuge
Jongen Werkzeugtechnik Planfräser 538 Das Werkzeug Besonders ökonomisches Planfräswerkzeug für die Schrupp- und Schlichtbearbeitung Zustellung axial max. 3,0 mm bei effektiv 16 Schneiden Die Werkzeuge
Sumi Dual Mill TSX-Serie
 TOOLING NEWS D-145 Hocheffizienter und hochpräziser Tangential-Schulterfräser Sumi Dual Mill TSX-Serie M K N S H Sumi Dual Mill Serie TSX-Typ l l l Allgemeine Eigenschaften Hocheffizienter und hochpräziser
TOOLING NEWS D-145 Hocheffizienter und hochpräziser Tangential-Schulterfräser Sumi Dual Mill TSX-Serie M K N S H Sumi Dual Mill Serie TSX-Typ l l l Allgemeine Eigenschaften Hocheffizienter und hochpräziser
Die Evolution im Trochoidalfräsen
 New Juli 2016 Neue Produkte für den Zerspanungstechniker Die Evolution im Trochoidalfräsen CircularLine Schaftfräser verkürzen Bearbeitungszeiten und verlängern Standzeiten TOTAL TOOLING=QUALITÄT x SERVICE
New Juli 2016 Neue Produkte für den Zerspanungstechniker Die Evolution im Trochoidalfräsen CircularLine Schaftfräser verkürzen Bearbeitungszeiten und verlängern Standzeiten TOTAL TOOLING=QUALITÄT x SERVICE
ES GIBT WERKZEUGE, DIE SIND EINZIGARTIG
 ES GIBT WERKZEUGE, DIE SIND EINZIGARTIG DIAMANTWERKZEUGE GEHÖREN DAZU. Wendeschneidplatten INHALT: Einleitung 3 Unsere Rohmaterialien 4 Bezeichnungssystem für Wendeschneidplatten nach ISO 6 Bestückungsmöglichkeiten
ES GIBT WERKZEUGE, DIE SIND EINZIGARTIG DIAMANTWERKZEUGE GEHÖREN DAZU. Wendeschneidplatten INHALT: Einleitung 3 Unsere Rohmaterialien 4 Bezeichnungssystem für Wendeschneidplatten nach ISO 6 Bestückungsmöglichkeiten
CBN - WENDEPLATTEN. Für kompromisslose Drehbearbeitung. Vielfalt vereint.
 2015 CBN - WENDEPLATTEN Vielfalt vereint Für kompromisslose Drehbearbeitung www.kempf-tools.de Inhaltsverzeichnis Form C ISO eckenbestückt längsbestückt vollflächig bestückt massiv CCGW Seite 8 Seite 8
2015 CBN - WENDEPLATTEN Vielfalt vereint Für kompromisslose Drehbearbeitung www.kempf-tools.de Inhaltsverzeichnis Form C ISO eckenbestückt längsbestückt vollflächig bestückt massiv CCGW Seite 8 Seite 8
NC-Werkzeuge Bernd-Reinhold Kwauka Buchrainweg Offenbach Tel Fax Mob
 Greenleaf Corporation Seit 1945 werden von der Greenleaf Corporation/USA Schneidwerkzeuge und Schneidstoffe entwickelt, hergestellt und kontinuierlich den Markterfordernissen angepasst. Die Greenleaf Corporation
Greenleaf Corporation Seit 1945 werden von der Greenleaf Corporation/USA Schneidwerkzeuge und Schneidstoffe entwickelt, hergestellt und kontinuierlich den Markterfordernissen angepasst. Die Greenleaf Corporation
Schlichtfräser Multicut XF. passion for precision
 Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
Schlichtfräser Multicut XF passion for precision Multicut XF Finish EXtreme [ 2 ] Der neue Multicut XF wird überall dort eingesetzt werden, wo erhöhte Anforderungen an die Form- und Lagetoleranzen, die
NPA. IC882 und IC5820. Die neuen Schneidstoffsorten zum Fräsen von Titan, hoch hitzebeständigen Legierungen und rostbeständigem Stahl
 NPA Produktinformation Seite 1 /11 und Die neuen n zum Fräsen von Titan, hoch hitzebeständigen Legierungen und rostbeständigem Stahl Seite 2 / 11 Da heutzutage immer mehr Titankomponenten in modernen Flugzeugen
NPA Produktinformation Seite 1 /11 und Die neuen n zum Fräsen von Titan, hoch hitzebeständigen Legierungen und rostbeständigem Stahl Seite 2 / 11 Da heutzutage immer mehr Titankomponenten in modernen Flugzeugen
FRÄSWERKZEUGE AUS VOLLHARTMETALL
 DE Precision Cutting Tools FRÄSWERKZEUGE AUS VOLLRTMETALL + NEUES KOMPLETTPROGRAMM 2017 SCHNYDER + MINDER AG Tel. 031 832 77 00 Fax. 031 832 77 05 info@smtools.ch ISO-Code P M K N S H Stahl, hochlegierter
DE Precision Cutting Tools FRÄSWERKZEUGE AUS VOLLRTMETALL + NEUES KOMPLETTPROGRAMM 2017 SCHNYDER + MINDER AG Tel. 031 832 77 00 Fax. 031 832 77 05 info@smtools.ch ISO-Code P M K N S H Stahl, hochlegierter
passion for precision Hochleistungs-Fräser NB-RPS SupraCarb
 passion for precision Hochleistungs-Fräser NB-RS SupraCarb HC-Fräsen in einer neuen Leistungsdimension! roduktivitätssprung in der HC-Schruppbearbeitung durch NB-RS SupraCarb -Fräser [ 2 ] Der neue NB-RS
passion for precision Hochleistungs-Fräser NB-RS SupraCarb HC-Fräsen in einer neuen Leistungsdimension! roduktivitätssprung in der HC-Schruppbearbeitung durch NB-RS SupraCarb -Fräser [ 2 ] Der neue NB-RS
Inhaltsverzeichnis. Werner Degner, Hans Lutze, Erhard Smejkal. Spanende Formung. Theorie, Berechnung, Richtwerte ISBN:
 Inhaltsverzeichnis Werner Degner, Hans Lutze, Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte ISBN: 978-3-446-41713-7 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41713-7
Inhaltsverzeichnis Werner Degner, Hans Lutze, Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte ISBN: 978-3-446-41713-7 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41713-7
RIW-MILL Hochleistungsfräser
 2012 RIW-ILL Hochleistungsfräser Know-how und Vorsprung mit RIWAG Hochleistungswerkzeugen dank räzision, Innovation und Flexibilität. reisliste ETTO 2012. reisauszug, verlangen Sie unverbindlich unsere
2012 RIW-ILL Hochleistungsfräser Know-how und Vorsprung mit RIWAG Hochleistungswerkzeugen dank räzision, Innovation und Flexibilität. reisliste ETTO 2012. reisauszug, verlangen Sie unverbindlich unsere
Jongen Werkzeugtechnik GmbH & Co. KG FP 558. Planfräsen
 Jongen Werkzeugtechnik GmbH & Co. KG FP 558 Planfräsen Das Werkzeug Besonders ökonomisches Planfräswerkzeug für die Schruppbearbeitung Zustellung axial max. 5 mm bei effektiv 16 Schneiden Die Werkzeuge
Jongen Werkzeugtechnik GmbH & Co. KG FP 558 Planfräsen Das Werkzeug Besonders ökonomisches Planfräswerkzeug für die Schruppbearbeitung Zustellung axial max. 5 mm bei effektiv 16 Schneiden Die Werkzeuge
Seite 1 / 7 FRÄSEN MAI 2012 METRISCH. Page 1/7. Produktinformation. Erweiterung der HELI2000-Linie
 em e nt unc An no uct Pro d Ne w FRÄSEN Seite 1 / 7 Page 1/7 Erweiterung der HELI2000-Linie Seite 2 / 7 ISCAR erweitert die HELI2000-Produktlinie durch folgende Wendeschneidplatten: HM90 ADCT 1505..R-T
em e nt unc An no uct Pro d Ne w FRÄSEN Seite 1 / 7 Page 1/7 Erweiterung der HELI2000-Linie Seite 2 / 7 ISCAR erweitert die HELI2000-Produktlinie durch folgende Wendeschneidplatten: HM90 ADCT 1505..R-T
New Product Announcement ABSTECHEN JAN 2013 METRISCH. Produktinformation
 New Product Announcement Page 1/7 Seite 1 / 12 TANG-GRIP- und DO-GRIP-Schneideinsätze zum Abstechen mit neuen Spanformern in der Schneidstoffsorte für die Bearbeitung von rostbeständigem Stahl Seite 2
New Product Announcement Page 1/7 Seite 1 / 12 TANG-GRIP- und DO-GRIP-Schneideinsätze zum Abstechen mit neuen Spanformern in der Schneidstoffsorte für die Bearbeitung von rostbeständigem Stahl Seite 2
NVS der neue Standard in der Universalbearbeitung. passion for precision
 NVS der neue Standard in der Universalbearbeitung passion for precision Zylindrische Fräser NB-NVS Der neue Standard in der Universalbearbeitung [ 2 ] Mit NB-NVS lanciert Fraisa einen neuen Standard in
NVS der neue Standard in der Universalbearbeitung passion for precision Zylindrische Fräser NB-NVS Der neue Standard in der Universalbearbeitung [ 2 ] Mit NB-NVS lanciert Fraisa einen neuen Standard in
Erste Wahl zum Drehen von Guss bei hohen Geschwindigkeiten. Einsatzbereich: f = 0,1-0,7 mm/u, a p = 0,2-7,0 mm.
 -FF1 Geometrie für negative Wendeplatten. Zur Erzielung sehr hoher Oberflächengüte bei der Bearbeitung von Stahl und Rostfrei. Einsatzbereich: f = 0,08-0,30 mm/u, a p = 0,2-3,0 mm. -FF2 Geometrie für negative
-FF1 Geometrie für negative Wendeplatten. Zur Erzielung sehr hoher Oberflächengüte bei der Bearbeitung von Stahl und Rostfrei. Einsatzbereich: f = 0,08-0,30 mm/u, a p = 0,2-3,0 mm. -FF2 Geometrie für negative
Institut für Fertigungstechnik und Hochleistungslasertechnik
 Institut für Fertigungstechnik und Hochleistungslasertechnik Institutsprofil Vorstand Univ.Prof.DI.Dr. F. Bleicher Mai 2010 Seite 1 Organisation und Forschungsbereiche Institut für Fertigungstechnik und
Institut für Fertigungstechnik und Hochleistungslasertechnik Institutsprofil Vorstand Univ.Prof.DI.Dr. F. Bleicher Mai 2010 Seite 1 Organisation und Forschungsbereiche Institut für Fertigungstechnik und
PRÄZISION. Katalog Catalogue. Präzisionswerkzeuge in Vollhartmetall und Diamant zum Fräsen Precision milling tools in solid carbide and diamond
 PRÄZISION Katalog Catalogue Präzisionswerkzeuge in Vollhartmetall und Diamant zum Fräsen Precision milling tools in solid carbide and diamond 2010/11 M Schaftfräser Vollhartmetall-Hochleistungsfräser für
PRÄZISION Katalog Catalogue Präzisionswerkzeuge in Vollhartmetall und Diamant zum Fräsen Precision milling tools in solid carbide and diamond 2010/11 M Schaftfräser Vollhartmetall-Hochleistungsfräser für
Spiralbohrer Supradrill U. passion for precision
 passion for precision für die Bohrbearbeitung von Stählen [ 2 ] Spiralbohrer des Typs Supradrill U sind Vollhartmetallbohrer, die speziell für die universelle Bearbeitung von Stahlwerkstoffen entwickelt
passion for precision für die Bohrbearbeitung von Stählen [ 2 ] Spiralbohrer des Typs Supradrill U sind Vollhartmetallbohrer, die speziell für die universelle Bearbeitung von Stahlwerkstoffen entwickelt
Neue Serie beschichteter Sorten Multi-Corner Einwegplatten Schnell Kostengünstig
 TOOLING NEWS D-69 Neue beschichtete -Sorten für das Hartdrehen / / / Neu Neu Neue Serie beschichteter Sorten Multi-Corner Einwegplatten Schnell Kostengünstig Werkzeuge SUMIBORON Serie Zweite Generation
TOOLING NEWS D-69 Neue beschichtete -Sorten für das Hartdrehen / / / Neu Neu Neue Serie beschichteter Sorten Multi-Corner Einwegplatten Schnell Kostengünstig Werkzeuge SUMIBORON Serie Zweite Generation
Die neuen Werkzeuge für die Alu-Bearbeitung FP 85. Jongen Werkzeugtechnik
 Die neuen Werkzeuge für die Alu-Bearbeitung FP 85 Jongen Werkzeugtechnik 1.) Leistungsmerkmale und Ausführung Kurze Bearbeitungszeiten durch extrem hohe Einsatzparameter Hohe Standzeiten durch optimale
Die neuen Werkzeuge für die Alu-Bearbeitung FP 85 Jongen Werkzeugtechnik 1.) Leistungsmerkmale und Ausführung Kurze Bearbeitungszeiten durch extrem hohe Einsatzparameter Hohe Standzeiten durch optimale
präsentiert für HSC-/HPC-Aluminium-Zerspanung»Cool Injection-Plus« eine perfekte Innovation...
 präsentiert für HSC-/HPC-Aluminium-Zerspanung»Cool Injection-Plus«eine perfekte Innovation... »Cool Injection«(Pat.) Kühlung direkt High Speed Cutting (HSC) durch maximale Zähnezahl Perfekte Späneabfuhr
präsentiert für HSC-/HPC-Aluminium-Zerspanung»Cool Injection-Plus«eine perfekte Innovation... »Cool Injection«(Pat.) Kühlung direkt High Speed Cutting (HSC) durch maximale Zähnezahl Perfekte Späneabfuhr
Einsatz der Thermoanalytik in der Löttechnik
 Einsatz der Thermoanalytik in der Löttechnik S. Puidokas K. Bobzin, N. Bagcivan, N. Kopp Sitzung des AK-Thermophysik in der GEFTA am 24. und 25. März 2011 in Berlin Grundlagen des Lötens Löten: thermisches
Einsatz der Thermoanalytik in der Löttechnik S. Puidokas K. Bobzin, N. Bagcivan, N. Kopp Sitzung des AK-Thermophysik in der GEFTA am 24. und 25. März 2011 in Berlin Grundlagen des Lötens Löten: thermisches
» THERMISCHE SPRITZBESCHICHTUNGEN Effektiver gegen den Verschleiß.
 » THERMISCHE SPRITZBESCHICHTUNGEN Effektiver gegen den Verschleiß. » Unsere Beschichtungen schützen effektiv vor Verschleiß und bieten beste Performance. REDUZIERUNG von» Abrasion» Erosion» Reibung ERHÖHUNG
» THERMISCHE SPRITZBESCHICHTUNGEN Effektiver gegen den Verschleiß. » Unsere Beschichtungen schützen effektiv vor Verschleiß und bieten beste Performance. REDUZIERUNG von» Abrasion» Erosion» Reibung ERHÖHUNG
Institut für Fertigungstechnik u. Hochleistungslasertechnik
 Institut für Fertigungstechnik u. Hochleistungslasertechnik Präzisionsbearbeitung im Maschinenbau Univ.Prof.DI.Dr. F. Bleicher 25. Mai 2011 Seite 1 Organisation und Forschungsbereiche Institut für Fertigungstechnik
Institut für Fertigungstechnik u. Hochleistungslasertechnik Präzisionsbearbeitung im Maschinenbau Univ.Prof.DI.Dr. F. Bleicher 25. Mai 2011 Seite 1 Organisation und Forschungsbereiche Institut für Fertigungstechnik
Werkstoffe und Fertigung I
 Werkstoffe und Fertigung I Materialwahl: Fräsen Prof. Dr. K. Wegener 1/14 Einleitung Zur Bearbeitung von Werkstücken nach dem Ur- und Umformen 2/14 Einleitung Zur Bearbeitung von Werkstücken nach dem Ur-
Werkstoffe und Fertigung I Materialwahl: Fräsen Prof. Dr. K. Wegener 1/14 Einleitung Zur Bearbeitung von Werkstücken nach dem Ur- und Umformen 2/14 Einleitung Zur Bearbeitung von Werkstücken nach dem Ur-
JX1 JP2. Die neue Zerspanungsinnovation für hochwarmfeste Superlegierungen. Schruppen in der Zwischenbearbeitung sowie Halbschlichten und Schlichten
 Die neue Zerspanungsinnovation für hochwarmfeste Superlegierungen Schruppen in der Zwischenbearbeitung sowie Halbschlichten und Schlichten en bis Vc 500 m/min deutlich höhere Standzeiten als sehr gute
Die neue Zerspanungsinnovation für hochwarmfeste Superlegierungen Schruppen in der Zwischenbearbeitung sowie Halbschlichten und Schlichten en bis Vc 500 m/min deutlich höhere Standzeiten als sehr gute
März 2012 Händlerinformation 07/2012
 Mit den EXN6 Schaftfräsern und TXN6 Aufsteckfräsern erweitert Tungaloy die Dofeed Fräser Serie. Diese innovative Generation von Hochvorschubfräsern ist so auch für tlere bis große Bearbeitungszentren geeignet.
Mit den EXN6 Schaftfräsern und TXN6 Aufsteckfräsern erweitert Tungaloy die Dofeed Fräser Serie. Diese innovative Generation von Hochvorschubfräsern ist so auch für tlere bis große Bearbeitungszentren geeignet.
VHM.46W & VHM.47W VHM.48W & VHM.49W
 Jongen Werkzeugtechnik VHM.46W & VHM.47W VHM.48W & VHM.49W die Hochleistungsschrupper VHM.48W &.49W Das Werkzeug Die Jongen UNI-MILL Vollhartmetall-Schruppfräser wurden speziell für die Schruppbearbeitung
Jongen Werkzeugtechnik VHM.46W & VHM.47W VHM.48W & VHM.49W die Hochleistungsschrupper VHM.48W &.49W Das Werkzeug Die Jongen UNI-MILL Vollhartmetall-Schruppfräser wurden speziell für die Schruppbearbeitung
Ressourceneffiziente Formgebungsverfahren für Titan und hochwarmfeste Legierungen
 und hochwarmfeste Legierungen V.Güther, GfE Metalle und Materialien Nürnberg St. Erxleben, LASCO Umformtechnik Coburg P. Janschek, LEISTRITZ Turbinenkomponenten Remscheid H. Fellmann, Märkisches Werk Halver
und hochwarmfeste Legierungen V.Güther, GfE Metalle und Materialien Nürnberg St. Erxleben, LASCO Umformtechnik Coburg P. Janschek, LEISTRITZ Turbinenkomponenten Remscheid H. Fellmann, Märkisches Werk Halver
Haupteigenschaften und Einsatzmerkmale
 Unsere Produktreihe umfasst Schneidstoffe aus polykristallinem kubischen Bornitrid (CBN), die speziell für die Zerspanung harter Eisenwerkstoffe unter Bedingungen sowohl der Grob- als auch der Mittel-
Unsere Produktreihe umfasst Schneidstoffe aus polykristallinem kubischen Bornitrid (CBN), die speziell für die Zerspanung harter Eisenwerkstoffe unter Bedingungen sowohl der Grob- als auch der Mittel-
PR005S/PR015S. Stabile und konstante Leistung bei der Bearbeitung hitzebeständiger Legierungen
 Zur Bearbeitung hitzebeständiger Legierungen PR05S /PR05S Stabile und konstante Leistung bei der Bearbeitung hitzebeständiger Legierungen Verbesserte thermische Eigenschaften helfen plötzliche Brüche zu
Zur Bearbeitung hitzebeständiger Legierungen PR05S /PR05S Stabile und konstante Leistung bei der Bearbeitung hitzebeständiger Legierungen Verbesserte thermische Eigenschaften helfen plötzliche Brüche zu
CoroMill 245 Hochproduktive Planfräser
 CoroMill 245 Hochproduktive Planfräser Höchste Zerspanungsraten und spiegelglatte Oberflächen beim Planfräsen. Durchm. 50 250 mm Enge Teilung (M) Weite Teilung (L) Extra enge Teilung (H) Dauerhafte Präzision
CoroMill 245 Hochproduktive Planfräser Höchste Zerspanungsraten und spiegelglatte Oberflächen beim Planfräsen. Durchm. 50 250 mm Enge Teilung (M) Weite Teilung (L) Extra enge Teilung (H) Dauerhafte Präzision
Spanende Formung. Theorie, Berechnung, Richtwerte HANSER. Werner Degner/Hans Lutze/Erhard Smejkal. 15., neu bearbeitete Auflage
 Werner Degner/Hans Lutze/Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte 15., neu bearbeitete Auflage Mit 193 Bildern, 140 Tafeln sowie einer CD-ROM HANSER Inhaltsverzeichnis Einleitung
Werner Degner/Hans Lutze/Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte 15., neu bearbeitete Auflage Mit 193 Bildern, 140 Tafeln sowie einer CD-ROM HANSER Inhaltsverzeichnis Einleitung
FRÄSEN. Einteilung der Fräsverfahren (DIN 8589, Teil 3)
") FRÄSEN ~ ist ein spanendes Fertigungsverfahren, das mit meist mehrzahnigen WZ bei kreisförmiger Schnittbewegung und senkrecht oder auch schräg zur Drehachse gerichteter Vorschubbewegung nahezu beliebig
FRÄSEN ~ ist ein spanendes Fertigungsverfahren, das mit meist mehrzahnigen WZ bei kreisförmiger Schnittbewegung und senkrecht oder auch schräg zur Drehachse gerichteter Vorschubbewegung nahezu beliebig
Fertigungsverfahren 1
 Fritz Klocke Wilfried König Fertigungsverfahren 1 Drehen, Fräsen, Bohren Achte Auflage 4y Springer Inhaltsverzeichnis 1 Einleitung 1 2 Fertigungsmesstechnik und Werkstückqualität 3 2.1 Fertigungsstörungen
Fritz Klocke Wilfried König Fertigungsverfahren 1 Drehen, Fräsen, Bohren Achte Auflage 4y Springer Inhaltsverzeichnis 1 Einleitung 1 2 Fertigungsmesstechnik und Werkstückqualität 3 2.1 Fertigungsstörungen
Erweichung, Kühlung. Temperatur, Martin Wyrsch, ALESA AG. Freiflächen-Kühlung = optimale Temperatur und Spankontrolle
 Temperatur, Freiflächen-Kühlung = optimale Temperatur und Spankontrolle Erweichung, Kühlung Martin Wyrsch, ALESA AG 1 Themen: Freiflächen-Kühlung = optimale Temperatur und Spankontrolle Schwierige Werkstoffe
Temperatur, Freiflächen-Kühlung = optimale Temperatur und Spankontrolle Erweichung, Kühlung Martin Wyrsch, ALESA AG 1 Themen: Freiflächen-Kühlung = optimale Temperatur und Spankontrolle Schwierige Werkstoffe
Inhaltsverzeichnis. 1 Einleitung... 1
 Inhaltsverzeichnis 1 Einleitung... 1 2 Fertigungsmesstechnik und Werkstückqualität... 3 2.1 Fertigungsstörungen und Fertigungshistorie... 3 2.2 Messen und Prüfen... 9 2.2.1 Messfehler... 10 2.2.2 Makro-
Inhaltsverzeichnis 1 Einleitung... 1 2 Fertigungsmesstechnik und Werkstückqualität... 3 2.1 Fertigungsstörungen und Fertigungshistorie... 3 2.2 Messen und Prüfen... 9 2.2.1 Messfehler... 10 2.2.2 Makro-
Sortenspezifikation / Sortenempfehlung / Anwendungsbereiche Seite 4. Klassifizierung WC-Kristallite / Werkstoffe / Sortenempfehlung Seite 5
 Inhaltsverzeichnis ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Inhaltsverzeichnis ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Ein Hochleistungsfräser für schwerzerspanbare Werkstoffe. Ihr Logo
 Ein Hochleistungsfräser für schwerzerspanbare Werkstoffe 1 Rostfrei, Titan und Superlegierungen eine Herausforderung! Schwer zerspanbaren Werkstoffe Hohe Spankräfte Hohes Werkzeugverschleiss Unbefriedigende
Ein Hochleistungsfräser für schwerzerspanbare Werkstoffe 1 Rostfrei, Titan und Superlegierungen eine Herausforderung! Schwer zerspanbaren Werkstoffe Hohe Spankräfte Hohes Werkzeugverschleiss Unbefriedigende
RF 100 A. Der Spezialist für Aluminium und Alu-Knetlegierungen
 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A Der Spezialist für Aluminium und Alu-Knetlegierungen GÜHRING
- ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A Der Spezialist für Aluminium und Alu-Knetlegierungen GÜHRING
Univ.Prof. DI Dr. F. Bleicher
 Forum Stanztechnik Funktionalisieren von Werkzeug-Oberflächen durch die Technologie des Schlagverdichtens Univ.Prof. DI Dr. F. Bleicher 08.11. 2011 Labor für Produktionstechnik Seite 1 Organisation und
Forum Stanztechnik Funktionalisieren von Werkzeug-Oberflächen durch die Technologie des Schlagverdichtens Univ.Prof. DI Dr. F. Bleicher 08.11. 2011 Labor für Produktionstechnik Seite 1 Organisation und
passion for precision Kugelkopffräser Sphero-XR / Sphero-XF 3D-Frästechnik in Perfektion
 passion for precision Kugelkopffräser Sphero-R / Sphero-F 3D-Frästechnik in Perfektion Perfekte 3D-Frästechnik mit Sphero- Fräsern [ 2 ] Die Kugelkopffräser der Generation Sphero- wurden für die Vorbearbeitung
passion for precision Kugelkopffräser Sphero-R / Sphero-F 3D-Frästechnik in Perfektion Perfekte 3D-Frästechnik mit Sphero- Fräsern [ 2 ] Die Kugelkopffräser der Generation Sphero- wurden für die Vorbearbeitung
passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 HRC
 passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 Sphero-X Schlichten und Schruppen von 40 bis 70 [ 2 ] Sphero-X markiert die neue Hochleistungsklasse bei der effizienten Bearbeitung
passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 Sphero-X Schlichten und Schruppen von 40 bis 70 [ 2 ] Sphero-X markiert die neue Hochleistungsklasse bei der effizienten Bearbeitung
RF 100 A. NEU: Preise in CHF! Rabatte generell: 40 % Der Spezialist für Aluminium und Alu-Knetlegierungen. Ausgabe 2014
 Ausgabe 2014 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A NEU: Preise in CHF! Rabatte generell: 40 %
Ausgabe 2014 - ausgezeichnete Oberflächengüte beim Schlichten - bis zu 80 % höhere Vorschübe dank nanopolierter Schneiden - neuartiger Kreuzanschliff RF 100 A NEU: Preise in CHF! Rabatte generell: 40 %
NPA. Neue Spanformer R3M, M3M und F3M zum Drehen rostbeständiger Stähle. Produktneuheiten R3M M3M F3M. Schruppen. Mittlere Bearbeitung.
 NPA Produktneuheiten METRISCH 18-2015 Seite 1 / 26 R3M M3M Rostbeständiger Stahl Schruppen F3M Mittlere Bearbeitung Schlichten Neue Spanformer R3M, M3M und F3M zum Drehen rostbeständiger Stähle Seite
NPA Produktneuheiten METRISCH 18-2015 Seite 1 / 26 R3M M3M Rostbeständiger Stahl Schruppen F3M Mittlere Bearbeitung Schlichten Neue Spanformer R3M, M3M und F3M zum Drehen rostbeständiger Stähle Seite
Für exzellente Oberflächen und verlängerte Standzeiten.
 PVD-beschichtetes Cermet für Stahl B194D Für exzellente Oberflächen und verlängerte Standzeiten. PVD-beschichtete Sorte für Stahl Bessere Standzeit beim Drehen kleiner Werkstücke. Durch die verbesserte
PVD-beschichtetes Cermet für Stahl B194D Für exzellente Oberflächen und verlängerte Standzeiten. PVD-beschichtete Sorte für Stahl Bessere Standzeit beim Drehen kleiner Werkstücke. Durch die verbesserte