Materialcharakterisierung mittels Ultraschall bei der additiven Fertigung
|
|
|
- Clara Maier
- vor 6 Jahren
- Abrufe
Transkript
1 Materialcharakterisierung mittels Ultraschall bei der additiven Fertigung DACH-Tagung Salzburg, Mai 2015 Hans Rieder*, Martin Spies* Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren IZFP, Campus E3 1, Saarbrücken Joachim Bamberg, Benjamin Henkel, Simon Müller MTU Aero Engines AG, Dachauer Strasse 665, München *Teile der vorgestellten Ergebnisse entstanden am Fraunhofer ITWM, Kaiserslautern
2 Materialcharakterisierung mittels Ultraschall bei der additiven Fertigung Hintergrund - MTU Selective Laser Melting Werkstoffe Ti-6-4 und IN718 Ultraschall-Monitoring an ausgewählten Testkörpern Untersuchung der Gefügestruktur Ausblick: Smart SLM-Testblock
 für die Herstellung metallischer Bauteile: seit")
3 Additive Manufacturing Rapid Prototyping: seit etwa 25 Jahren in Forschung und Entwicklung Additive Manufacturing (AM) für die Herstellung metallischer Bauteile: seit ca. 10 Jahren


4 MTU Aero Engines - größter Lieferant von Sub-Systemen für Triebwerke High-Pressure Compressor Low-Pressure Turbine

5 Herausforderungen Treibstoffreduktion Gewichtsreduktion Kostenreduktion


6 Herangehensweise Innovatives Design Fast rotating turbine Innovatives Material TiAl-Schaufeln Innovative Produktion Additive Manufacturing

7 Boroskop-Auge - erstes MTU-Serienbauteil Plattform mit 16 Boroskop-Augen und Zugproben
8 Additive Manufacturing AM Verfahren und Qualitätssicherung

9 Additive Manufacturing 3D-Drucken Pulverbett-Schweißen ist die am häufigsten eingesetzte Methode für den 3D-Druck metallischer Objekte Selective Laser Melting (SLM)
10 Additive Manufacturing Selective Laser Melting SLM Prinzip 3D-CAD-Modell Metallpulverbett Schicht-für-Schicht-Schmelzen mittels Laser Quelle: Fraunhofer ILT, Aachen

11 Selective Laser Melting typische Parameter EOS M280 SLM Laser-Leistung Scan-Geschwindigkeit Linienabstand Streifenbreite Streifenüberlappung 295 W 960 mm/s 0.09 mm 5.0 mm 0.12 mm Quelle: Fraunhofer ILT, Aachen Schichtdicke 40 µm


12 Selective Laser Melting Aufbau komplexer Bauteile Bauteil auf der Plattform


13 Qualitätssicherung der kompletten Prozesskette vorher Pulver Maschine während Prozessparameter Ultraschall-Monitoring Optische Tomographie nachher Metrologie Röntgen & FPI Materialprüfung
14 Ultraschall-Monitoring
15 Monitoring-Ansatz Ultraschall-Monitoring während des Herstellungsprozesses Einschallung von der Unterseite der Bauplattform Ziele: Beobachtung/Kontrolle/Detektion der Dynamik des Schichtaufbaus der Interface-Anbindung der lokalen Materialeigenschaften von Eigenspannungen von Porosität nur on-line während des Prozesses möglich!



16 Bauteil-Herstellung mittels Selective Laser Melting SLM Vorbereitung des Bau-Jobs z.b. Aufheizen des Bauraums auf 80 C in inerter Gas-Atmosphere Laser-Schweißprozess Aufbau eines Zylinders


17 Monitoring Set-Up Problem: restriktive Randbedingungen für die Installation zusätzlicher Komponenten im Bauraum, spezifische Umwelt Schematischer Aufbau Versiegelte Installation der HF- und Kontrollkabbel unterhalb der Bauplattform Prüfkopf ist an der Unterseite der Bauplattform fixiert 10 MHz, ¼ Inch, unfokussiert Koppelmittel Sensor angeklebt


18 Ultraschall-Monitoring-System Integration und Test offener Bauraum: Vorbereitungen für den Baujob MTU Aero Engines: Integration und Test des Prüfsystems
19 Demo: Baujob und Ultraschallsignale
 Baujob: 40 µm Schichtdicke 250 Schichten 90 Minuten")
20 Aufgebauter Testkörper Zylinder mit innenliegendem Fehler: 20 mm Durchmesser 10 mm Höhe Pore (sphärisch, 2 mm Ø) Baujob: 40 µm Schichtdicke 250 Schichten 90 Minuten Bauzeit

21 Ergebnisse Auflösung der einzelnen Schweißlage, Aufbau wird kontinuierlich aufgezeichnet Ermittlung der lokalen Schallgeschwindigkeit Laufzeit Schallgeschwindigkeit Bauzeit Bauhöhe 40 µm Echtzeit-Detektion künstlicher Fehler Time
22 A-Scan-Darstellung A*-Scan = Mittelung aller A-Scans des Baujobs - Rauschreduktion - nur statische Objekte werden sichtbar (Interface-Echo, Defekte) - Rückwandechos mittel sich weg - Pore im A-Scan schlecht sichtbar wg. Ausrichtung des Prüfkopfes IE Pore 2. IE

23 Off-line Validierung nach Ende des Baujobs Immersionsprüfung: C-Scan 10 MHz, 3 Inch Fokus Fehlerabbildung keine weiteren Anzeigen

24 Metallographie Pore

25 Metallographie Halbkugel - Kreisscheibenreflektor
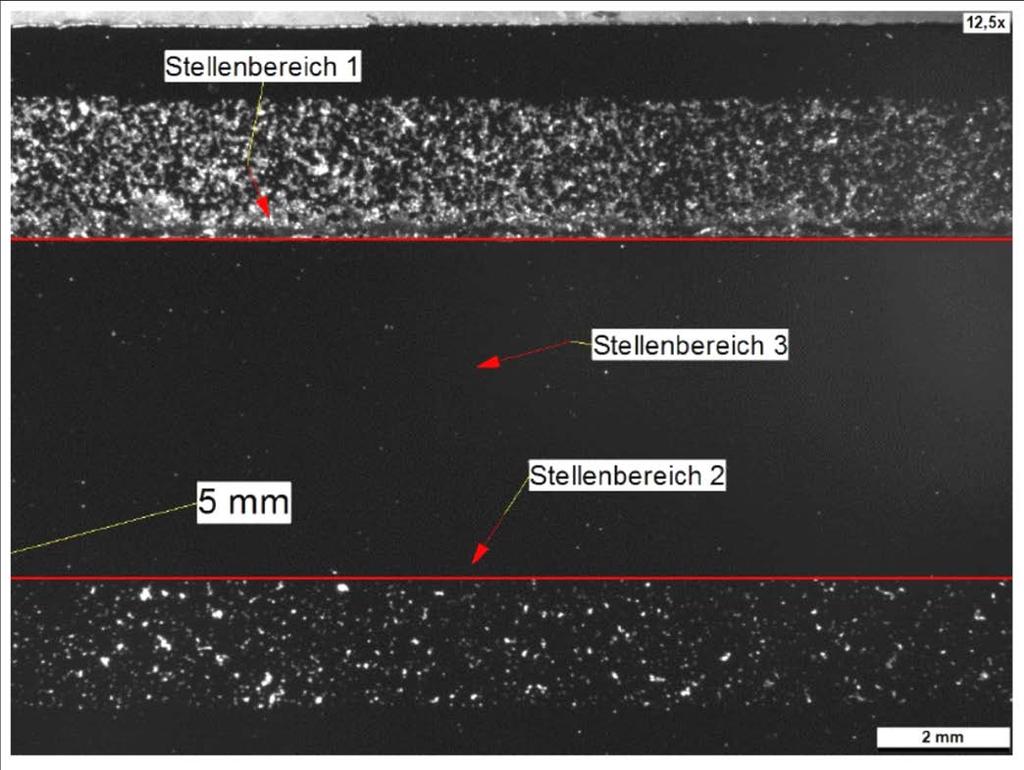
26 Untersuchung des Einflusses der Laser-Leistung auf die Ausbildung der Mikrostruktur
 5 mm 7 mm")
 2 mm 5 mm 2 mm Aufbaurichtung 5 mm")
27 Testkörper Variation der Laser-Leistung Bauhöhe Laser-Leistung 0 mm 5 mm 285 W (100%) 5 mm 7 mm 150 W (50%) 7 mm 12 mm 285 W (100%) 12 mm 14 mm 75 W (25%) 2 mm 5 mm 2 mm Aufbaurichtung 5 mm



28 B-Bild und Ereignis-Korrelation 100 A-Scans/s * 60 Sekunden * 90 Minuten = A-Scans Bauhöhe Aufbaurichtung Bauzeit Laser-Leistung B-Bild
29 Variation der Laser-Leistung Signal-Entwicklung verschiedene A-scans, Amplitude auf die Rückwand normiert Rückwand 1. Schicht = Bauplattform Rückwand 100. Schicht Rückwand 250. Schicht Interface zur Schicht mit 50 % Laser-Leistung Anfang und Ende der Schicht sichtbar


30 Validierung Metallographie Röntgen-CT Untersuchte Proben nach Abtrennung von der Plattform
 100% B-Bild")

31 Validierung II 25% starke Porosität (30%) 100% 50% geringe Porosität (3%) 100% B-Bild Laser-Leistung Röntgen-CT-Bild Ultraschall-Online-Detektion von geringer Porosität (< 3%) ist möglich
32 Metallographie - ungeätzt


33 Metallographie - ungeätzt


34 Metallographie - ungeätzt
35 Metallographie - ungeätzt

36 Bruch - mangelnde Anbindung und Eigenspannungen
: < 3 % Porosität (Rö-CT): < 100 µm axiale Auflösung in")
37 Validierung III Bezug zu metallographischen und Röntgen-CT Untersuchungsergebnissen Künstliche Fehler: < 3 mm² Porosität (metallo): < 3 % Porosität (Rö-CT): < 100 µm axiale Auflösung in Aufbaurichtung
38 Textur und E-Modul
39 Schallgeschwindigkeitsmessungen an Oktogon-Proben Schallgeschwindigkeit [m/s] ϑ = 0 Schallgeschwindigkeit in Abhängigkeit vom Elevations- und Azimutwinkel ϑ = 90 ϑ = 45 Bauplattform 5650 Einschallung unter verschiedenen Elevationswinkeln 5600 Azimutw inkel φ=0 y ϕ = 0 ϕ = 45 Azimutw inkel φ=45 ϕ = 85 Azimutw inkel φ=85 Positionierung der Oktagons im Bauraum (Draufsicht) x ϑ Elevationswinkel [ ]
![Schallgeschwindigkeitsmessungen an Oktogon-Proben Schallgeschwindigkeit in der x-z-ebene 6020 Schallgeschwindigkeit [m/s] 5980 5940 5900 5860 5820 5780 5740 5700 ϑ=33,75 5660 ϑ=22,5 5620 ϑ=11,25 5580](/docs-images/66/54563244/images/40-1.jpg "ϑ=0 0,00 11,25 22,50 33,75 45,00 56,25 67,50 78,75 90,00 101,25 112,50 123,75 135,00 146,25 157,50 168,75 Versuchskörper zur Ermittlung der Schallgeschwindigkeit in der x-z-ebene Elevationswinkel [ ]")
40 Schallgeschwindigkeitsmessungen an Oktogon-Proben Schallgeschwindigkeit in der x-z-ebene 6020 Schallgeschwindigkeit [m/s] ϑ=33, ϑ=22, ϑ=11, ϑ=0 0,00 11,25 22,50 33,75 45,00 56,25 67,50 78,75 90,00 101,25 112,50 123,75 135,00 146,25 157,50 168,75 Versuchskörper zur Ermittlung der Schallgeschwindigkeit in der x-z-ebene Elevationswinkel [ ]
41 E-Modul-Bestimmung an Zugproben z Elastizitätsmodul y Elastizitätmodul [MPa] Azimutw inkel φ=0 Azimutw inkel φ=45 Azimutw inkel φ=85 x Baurahmen in dem die 7 Zugproben liegen Anordnung der Zugproben in Anordnung der Zugproben in Elevationsw inkel [ ] der Seitenansicht (x-z-ebene) der Draufsicht (x-y-ebene) x
42 Zusammenfassung Online-Monitoring mit Ultraschall durch die Bauplattform ist machbar Beobachtung der Oberflächendynamik während des Aufbaus ist möglich Quantitative Aussagen hinsichtlich der Porosität Herstellung von Testreflektoren (KSR) Ausblick Ultraschall-Monitoring als Kontroll- und Referenzmethode Charakterisierung der Materialeigenschaften Überwachung mittels Kontrollkörpern Bauraumkontrolle!
43 SLM-Testkörper mit Halbkugel-Reflektoren Aufbaurichtung Prüfkopf
44 Smart SLM-Testblock Online-Prüfung permante Messung der Schallgeschwindigkeit /Ermittlung der inkrementellen Schallgeschwindigkeit Rückschlüsse auf lokale Mikroporosität Messung der Ersatzreflektor-Amplituden (Selbstreferenzierung an aktueller Rückwand!) Rückschlüsse auf Homogenität des Gefüges Offline-Prüfung (mit Linear-Array) Sektorscan -> Rückschlüsse auf Anisotropie und Textur Erweiterung: zweiachsiger Testblock -> Rückschlüsse auf volle 3D-Textur
Innovative Ultraschallprüfung komplexer Bauteile vom Guss bis zur additiven Fertigung
 Seminar des FA Ultraschallprüfung Vortrag 15 Innovative Ultraschallprüfung komplexer Bauteile vom Guss bis zur additiven Fertigung Hans RIEDER 1, Martin SPIES 1, Joachim BAMBERG 2 1 Fraunhofer-Institut
Seminar des FA Ultraschallprüfung Vortrag 15 Innovative Ultraschallprüfung komplexer Bauteile vom Guss bis zur additiven Fertigung Hans RIEDER 1, Martin SPIES 1, Joachim BAMBERG 2 1 Fraunhofer-Institut
Online-Prozessüberwachung mittels Ultraschall bei der generativen Fertigung
 DGZfP-Jahrestagung 2014 Mo.3.A.1 More Info at Open Access Database www.ndt.net/?id=17356 Online-Prozessüberwachung mittels Ultraschall bei der generativen Fertigung Joachim BAMBERG 1, Alexander DILLHÖFER
DGZfP-Jahrestagung 2014 Mo.3.A.1 More Info at Open Access Database www.ndt.net/?id=17356 Online-Prozessüberwachung mittels Ultraschall bei der generativen Fertigung Joachim BAMBERG 1, Alexander DILLHÖFER
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
PROTOKOLL Thema: ZERSTÖRUNGSFREIE PRÜFUNGEN
 Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Hochschule für Angewandte Wissenschaften Hamburg Fakultät TI, Department Maschinenbau und Produktion Institut für Werkstoffkunde und Schweißtechnik IWS Semester:... Semestergruppe:... Teilnehmer: 1....
Innovation und Nachhaltigkeit durch e-manufacturing
 Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Innovation und Nachhaltigkeit durch e-manufacturing Nicola Knoch, EOS GmbH, Krailling EOS wurde 1989 gegründet - Seit 2002 Weltmarktführer für High-End Laser-Sintersysteme EOS Geschichte 1989 Gründung
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt
 Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Grundlagen und Anwendungsbeispiele von Selective Laser Melting in der Luft- und Raumfahrt E-Day 2015 Wien, 05.03.2015 Dr. Markus Hatzenbichler FOTEC Forschungs- und Technologietransfer GmbH Inhalt Einleitung
Möglichkeiten und Chancen. Möglichkeiten und Chancen additiver Fertigungsverfahren. Dr.-Ing. Eric Klemp. 5. Ostwestfälischer Innovationskongress
 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp 5. Ostwestfälischer Innovationskongress Dr. Eric Klemp - 30.10.2013 1 Agenda Die Entstehung des DMRC Die Technologie Forschung
Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp 5. Ostwestfälischer Innovationskongress Dr. Eric Klemp - 30.10.2013 1 Agenda Die Entstehung des DMRC Die Technologie Forschung
Additive Fertigung mit (316L): Prozess- und Charakterisierungsergebnisse
: Prozess- und Charakterisierungsergebnisse") Fachapéro Fachgruppe Mechanik & Industrie ETH Zürich 30. September 2014 Additive Fertigung mit 1.4404 (316L): Prozess- und Charakterisierungsergebnisse Zentrum für Produkt- und Prozessentwicklung (www.zhaw.ch/zpp
Fachapéro Fachgruppe Mechanik & Industrie ETH Zürich 30. September 2014 Additive Fertigung mit 1.4404 (316L): Prozess- und Charakterisierungsergebnisse Zentrum für Produkt- und Prozessentwicklung (www.zhaw.ch/zpp
EMUS- Prüfsystem für Pipelineprüfungen während Reparaturarbeiten
 DGZfP-Jahrestagung 2007 - Poster 45 EMUS- Prüfsystem für Pipelineprüfungen während Reparaturarbeiten Nina SURKOVA, Frank NIESE, Michael KRÖNING, IZFP, Saarbrücken Nikolay ALJOSCHIN, Michail SYRKIN, Forschungs-
DGZfP-Jahrestagung 2007 - Poster 45 EMUS- Prüfsystem für Pipelineprüfungen während Reparaturarbeiten Nina SURKOVA, Frank NIESE, Michael KRÖNING, IZFP, Saarbrücken Nikolay ALJOSCHIN, Michail SYRKIN, Forschungs-
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren
 Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Konstruktionsgrundlagen für das Laser-Sinter-Verfahren Nützliche Links zu EOS Maschinen, Werkstoffe und deren Eigenschaften EOS Maschinen http://www.eos.info/produkte/systeme-zubehoer.html EOS Werkstoffe
Simulation und Optimierung der Ultraschallprüfung von Composite-Bauteilen Ein Anwendungsbeispiel. Martin Spies
 Simulation und Optimierung der Ultraschallprüfung von Composite-Bauteilen Ein Anwendungsbeispiel +composites SAAR Saarbrücken, 6. Mai 2014 Martin Spies Ultraschall-Imaging Abteilung Bildverarbeitung Fraunhofer-Institut
Simulation und Optimierung der Ultraschallprüfung von Composite-Bauteilen Ein Anwendungsbeispiel +composites SAAR Saarbrücken, 6. Mai 2014 Martin Spies Ultraschall-Imaging Abteilung Bildverarbeitung Fraunhofer-Institut
SLM: Generative Fertigung individueller Implantate
 Kamilla Urban SLM: Generative Fertigung individueller Implantate Agenda Selective Laser Melting (SLM) Implantatfertigung mittels SLM Selective Laser Melting (SLM) Selective Laser Melting Maschinentechnik
Kamilla Urban SLM: Generative Fertigung individueller Implantate Agenda Selective Laser Melting (SLM) Implantatfertigung mittels SLM Selective Laser Melting (SLM) Selective Laser Melting Maschinentechnik
Stand der Technik und Eigenschaften typischer SLM-Materialien
 Medical Cluster @ irpd - 15. April 2010 Stand der Technik und Eigenschaften typischer SLM-Materialien M.Sc. ETH A. B. Spierings Inspire AG - Institute for Rapid Product Development (irpd) St. Gallen, Switzerland
Medical Cluster @ irpd - 15. April 2010 Stand der Technik und Eigenschaften typischer SLM-Materialien M.Sc. ETH A. B. Spierings Inspire AG - Institute for Rapid Product Development (irpd) St. Gallen, Switzerland
Full-Service Engineering. www.hofmann-innovation.com
 Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Qualität 4.0 am Beispiel Katapult Quality Science Lab
 Qualität 4.0 am Beispiel Katapult Quality Science Lab Prof. Dr.-Ing. Roland Jochem 1, 2, Dipl.-Phys. Klaus Seiffert 1, M.Sc. Patrick Drange 2 1 Technische Universität Berlin, Fachgebiet Qualitätswissenschaft
Qualität 4.0 am Beispiel Katapult Quality Science Lab Prof. Dr.-Ing. Roland Jochem 1, 2, Dipl.-Phys. Klaus Seiffert 1, M.Sc. Patrick Drange 2 1 Technische Universität Berlin, Fachgebiet Qualitätswissenschaft
AM Technologien und deren Potentiale für den Maschinenbau. Dr.-Ing. Eric Klemp 1
 AM Technologien und deren Potentiale für den Maschinenbau Dr.-Ing. Eric Klemp 1 Agenda Kurzvorstellung DMRC Technologie Lasersintering Selective Laser Melting Fused Deposition Modelling Potentiale und
AM Technologien und deren Potentiale für den Maschinenbau Dr.-Ing. Eric Klemp 1 Agenda Kurzvorstellung DMRC Technologie Lasersintering Selective Laser Melting Fused Deposition Modelling Potentiale und
Charakterisierung der Schallausbreitungsparameter verschiedener Materialien mit Ultraschall. Dr. Grit Oblonczek, GAMPT mbh
 Charakterisierung der Schallausbreitungsparameter verschiedener Materialien mit Ultraschall Dr. Grit Oblonczek, GAMPT mbh kurzer Firmenüberblick gegründet 1998 an der Universität Halle mehr als 10 Jahre
Charakterisierung der Schallausbreitungsparameter verschiedener Materialien mit Ultraschall Dr. Grit Oblonczek, GAMPT mbh kurzer Firmenüberblick gegründet 1998 an der Universität Halle mehr als 10 Jahre
Von der Phased Array zur Sampling Phased Array Prüftechnik von Rohrnähten
 Von der Phased Array zur Sampling Phased Array Prüftechnik von Rohrnähten Dr. Andrey Bulavinov 1, Jörg Schenkel 2, Dr. Roman Pinchuk 1, Hans Christian Schröder 2 1 I-Deal Technologies GmbH, Fraunhofer
Von der Phased Array zur Sampling Phased Array Prüftechnik von Rohrnähten Dr. Andrey Bulavinov 1, Jörg Schenkel 2, Dr. Roman Pinchuk 1, Hans Christian Schröder 2 1 I-Deal Technologies GmbH, Fraunhofer
Herstellung von Prototypen aus Metallen und Kunststoffen
 Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Das Forschungsunternehmen der Herstellung von Prototypen aus Metallen und Kunststoffen Kooperationsforum Industrie und Forschung 22. November 2012 Dr. Rolf Seemann FOTEC Forschungs- und Technologietransfer
Automatic Phased Array Rotor Inspection APARI
 DACH-Jahrestagung 2008 in St.Gallen - Mi.1.B.2 Automatic Phased Array Rotor Inspection APARI Dr. D. Tscharntke 30/04/2008 Alstom Power Service Berlin: Dr. V. Munikoti, A. Roesch, Dr. D. Tscharntke Alstom
DACH-Jahrestagung 2008 in St.Gallen - Mi.1.B.2 Automatic Phased Array Rotor Inspection APARI Dr. D. Tscharntke 30/04/2008 Alstom Power Service Berlin: Dr. V. Munikoti, A. Roesch, Dr. D. Tscharntke Alstom
GIUM ein unkonventionelles Verfahren der Mikrostrukturabbildung mit Ultraschallanregung und laservibrometrischer Abtastung
 Seminar des Fachausschusses Ultraschallprüfung Vortrag 9 GIUM ein unkonventionelles Verfahren der Mikrostrukturabbildung mit Ultraschallanregung und laservibrometrischer Abtastung Bernd KÖHLER *, Martin
Seminar des Fachausschusses Ultraschallprüfung Vortrag 9 GIUM ein unkonventionelles Verfahren der Mikrostrukturabbildung mit Ultraschallanregung und laservibrometrischer Abtastung Bernd KÖHLER *, Martin
Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren
 Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren Wenn heute der Begriff 3D-Druck fällt denken die meisten Leute an Plastikmodelle. Dabei gibt es noch eine Reihe anderer Werkstoffe,
Rapid Prototyping: Praxisbeispiel 3D-Druck im ColorJetPrinting-Verfahren Wenn heute der Begriff 3D-Druck fällt denken die meisten Leute an Plastikmodelle. Dabei gibt es noch eine Reihe anderer Werkstoffe,
Experimentelle Untersuchung von Polypropylen-Schaum als Basis für die numerische Simulation
 Experimentelle Untersuchung von Polypropylen-Schaum als Basis für die numerische Simulation Ulrich Huber, Martin Maier Institut für Verbundwerkstoffe GmbH Erwin-Schrödinger-Str. 58 67663 Kaiserslautern
Experimentelle Untersuchung von Polypropylen-Schaum als Basis für die numerische Simulation Ulrich Huber, Martin Maier Institut für Verbundwerkstoffe GmbH Erwin-Schrödinger-Str. 58 67663 Kaiserslautern
Motivation u. Trends in der Fertigungstechnik
 Lehrstuhl für Umformtechnik Department Product Engineering Selektives Laserschmelzen Potentiale und Herausforderungen Bruno Buchmayr we are forming the FUTURE... Montanuniversität Leoben Bruno.Buchmayr@unileoben.ac.at
Lehrstuhl für Umformtechnik Department Product Engineering Selektives Laserschmelzen Potentiale und Herausforderungen Bruno Buchmayr we are forming the FUTURE... Montanuniversität Leoben Bruno.Buchmayr@unileoben.ac.at
Alternatives Impuls-Echo-Verfahren mit aktivem Ultraschallreflektoren
 Alternatives Impuls-Echo-Verfahren mit aktivem Ultraschallreflektoren Ziel des Entwicklungsvorhabens ist es, die Möglichkeiten der Ultraschallentfernungsmessung zur Ermittlung des Abstandes eines oder
Alternatives Impuls-Echo-Verfahren mit aktivem Ultraschallreflektoren Ziel des Entwicklungsvorhabens ist es, die Möglichkeiten der Ultraschallentfernungsmessung zur Ermittlung des Abstandes eines oder
Innovative Untersuchungsmethode für Tankböden. München, 2006
 Innovative Untersuchungsmethode für Tankböden München, 2006 Prüfobjekt 2 Kooperation + = Definition Prüfaufgabe und technische Randbedingungen = Konzepterstellung und Realisierung Remote Operated Vehicle
Innovative Untersuchungsmethode für Tankböden München, 2006 Prüfobjekt 2 Kooperation + = Definition Prüfaufgabe und technische Randbedingungen = Konzepterstellung und Realisierung Remote Operated Vehicle
Ultraschallprüftechnik zur Porositätsbestimmung in CFK-Bauteilen
 DGZfP- Jahrestagung 2002, Weimar, 6.-8. Mai, Berichtsband 80-CD, DGZfP 2002 Ultraschallprüftechnik zur Porositätsbestimmung in CFK-Bauteilen Wolfgang Hillger, DLR und Ing. Büro Dr. Hillger, Braunschweig;
DGZfP- Jahrestagung 2002, Weimar, 6.-8. Mai, Berichtsband 80-CD, DGZfP 2002 Ultraschallprüftechnik zur Porositätsbestimmung in CFK-Bauteilen Wolfgang Hillger, DLR und Ing. Büro Dr. Hillger, Braunschweig;
How far can you imagine?
 How far can you imagine? www.dmrc.de Dr. Eric Klemp - 03.12.2013 1 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp FORUM ZUKUNFTSVISION 3D-DRUCK Dr. Eric Klemp - 03.12.2013
How far can you imagine? www.dmrc.de Dr. Eric Klemp - 03.12.2013 1 Möglichkeiten und Chancen additiver Fertigungsverfahren Dr.-Ing. Eric Klemp FORUM ZUKUNFTSVISION 3D-DRUCK Dr. Eric Klemp - 03.12.2013
High-Speed-Mikroskopie für die automatisierte Qualitätssicherung von Elektronik-Komponenten
 High-Speed-Mikroskopie für die automatisierte Qualitätssicherung von Elektronik-Komponenten Fraunhofer-Institut für Produktionstechnologie IPT Aachen, Deutschland Die Aufgabe: Mikroskopie im industriellen
High-Speed-Mikroskopie für die automatisierte Qualitätssicherung von Elektronik-Komponenten Fraunhofer-Institut für Produktionstechnologie IPT Aachen, Deutschland Die Aufgabe: Mikroskopie im industriellen
Kunststoffteile additiv gefertigt Die Wahrheit!
 Kunststoffteile additiv gefertigt Die Wahrheit! Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck Additive Manufacturing Rapid Prototyping Hoferbad 12 9050 Appenzell
Kunststoffteile additiv gefertigt Die Wahrheit! Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck Additive Manufacturing Rapid Prototyping Hoferbad 12 9050 Appenzell
Vom Prototyping zum E-Manufacturing SLS-Technologie Beispiele in Metall und Kunststoff Ronald Hopp, Initial
 Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Zerstörungsfreie Prüfung metallischer Rumpfsegmente Möglichkeiten und Potenziale bildgebender Verfahren
 Zerstörungsfreie Prüfung metallischer Rumpfsegmente Möglichkeiten und Potenziale bildgebender Verfahren Ulrike Dreßler DLR Köln, Institut für Werkstoff-Forschung Thomas Ullmann und Raouf Jemmali DLR Stuttgart,
Zerstörungsfreie Prüfung metallischer Rumpfsegmente Möglichkeiten und Potenziale bildgebender Verfahren Ulrike Dreßler DLR Köln, Institut für Werkstoff-Forschung Thomas Ullmann und Raouf Jemmali DLR Stuttgart,
Materialdatenblatt - FlexLine. EOS StainlessSteel 17-4PH. Beschreibung
 EOS StainlessSteel 17-4PH EOS StainlessSteel 17-4PH ist eine auf Eisen basierende Legierung, die speziell für die Verarbeitung auf EOS DMLS Systemen entwickelt wurde. Dieses Dokument enthält Informationen
EOS StainlessSteel 17-4PH EOS StainlessSteel 17-4PH ist eine auf Eisen basierende Legierung, die speziell für die Verarbeitung auf EOS DMLS Systemen entwickelt wurde. Dieses Dokument enthält Informationen
Fibre Bragg Grating Sensors
 Smart Technologies Fibre Bragg Grating Sensors Sensor principle Bragg grating Bragg-wavelength refractive index modulation fiber core Applications: continuous monitoring of internal strain load vibration
Smart Technologies Fibre Bragg Grating Sensors Sensor principle Bragg grating Bragg-wavelength refractive index modulation fiber core Applications: continuous monitoring of internal strain load vibration
Selective Laser Melting Visionen werden Gestalt
 Selective Laser Melting Visionen werden Gestalt 2 Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid Prototyping gehörten sie international
Selective Laser Melting Visionen werden Gestalt 2 Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid Prototyping gehörten sie international
Andreas. Neben. Eisenbahnräder. Neugefertigte. welche neuen. ion erlauben. Thermografie. hat dass. angeregte. werden
 8. Fachtagung ZfP im Eisenbahnwesen Vortrag 32 More info about this article: http://www.ndt.net/?id=15953 Automatisierte Oberflächenrissprüfung an Neurädern mitt induktiv angeregter Thermografie Andreas
8. Fachtagung ZfP im Eisenbahnwesen Vortrag 32 More info about this article: http://www.ndt.net/?id=15953 Automatisierte Oberflächenrissprüfung an Neurädern mitt induktiv angeregter Thermografie Andreas
3D Printing Technologie Metalle
 3D Printing Technologie Metalle FOTEC Forschungs- und Technologietransfer GmbH Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Laser Beam Melting Electro Optical Systems
3D Printing Technologie Metalle FOTEC Forschungs- und Technologietransfer GmbH Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Laser Beam Melting Electro Optical Systems
Kompetenzzentrum Additive Fertigungsverfahren
 Quelle: http://imageshack.us/photo/my-images/167/44borstenstylefj7.jpg/ Kompetenzzentrum Additive Fertigungsverfahren Stéphanie Baumann 9. Kunden-Erfahrungsaustausch, 20. September 2012 Additive Fertigungsverfahren
Quelle: http://imageshack.us/photo/my-images/167/44borstenstylefj7.jpg/ Kompetenzzentrum Additive Fertigungsverfahren Stéphanie Baumann 9. Kunden-Erfahrungsaustausch, 20. September 2012 Additive Fertigungsverfahren
3D-Druck Impulsreferat
 Impulsreferat Lehrstuhl für Wirtschaftsinformatik und Systementwicklung Julius-Maximilians-Universität Würzburg Netzwerktreffen Würzburg, 26. Januar 2015 Wird die Welt verändern? Quelle: The Economist
Impulsreferat Lehrstuhl für Wirtschaftsinformatik und Systementwicklung Julius-Maximilians-Universität Würzburg Netzwerktreffen Würzburg, 26. Januar 2015 Wird die Welt verändern? Quelle: The Economist
Die Festigkeit in Abhängigkeit von Scanstrategien & -optionen beim Lasersintern vom Kunststoff
 Die Festigkeit in Abhängigkeit von Scanstrategien & -optionen beim Lasersintern vom Kunststoff Kaddar, Wesam; Witt, Gerd; Universität Duisburg-Essen 2010 Gerd Witt; Lizenznehmer RTejournal, weitere Informationen
Die Festigkeit in Abhängigkeit von Scanstrategien & -optionen beim Lasersintern vom Kunststoff Kaddar, Wesam; Witt, Gerd; Universität Duisburg-Essen 2010 Gerd Witt; Lizenznehmer RTejournal, weitere Informationen
Von der Idee zum Produkt
 Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Von der Idee zum Produkt Mit der Schaffung der Hochschule für Schwermaschinenbau wurde 1953 die Grundlage für die heutige Universität gelegt. Ihr Namenspatrons Otto von Guericke begründete mit seinen Versuchen
Prüfung der Gussproduktion bei Volkswagen mit Hilfe der atline Computer Tomographie (atline CT)
") 16. Seminar Aktuelle Fragen der Durchstrahlungsprüfung und des Strahlenschutzes Vortrag 3 Prüfung der Gussproduktion bei Volkswagen mit Hilfe der atline Computer Tomographie (atline CT) Raimund RÖSCH *,
16. Seminar Aktuelle Fragen der Durchstrahlungsprüfung und des Strahlenschutzes Vortrag 3 Prüfung der Gussproduktion bei Volkswagen mit Hilfe der atline Computer Tomographie (atline CT) Raimund RÖSCH *,
Zerstörungsfreie Prüfmethoden - Überblick und Vergleich - Giovanni Schober 26. September 2013
 Zerstörungsfreie Prüfmethoden - Überblick und Vergleich - Giovanni Schober 26. September 2013 Übersicht über ZfP-Verfahren Sonderverfahren: Shearografie Wirbelstromprüfung 2 Röntgenverfahren Durchstrahlungsprüfung
Zerstörungsfreie Prüfmethoden - Überblick und Vergleich - Giovanni Schober 26. September 2013 Übersicht über ZfP-Verfahren Sonderverfahren: Shearografie Wirbelstromprüfung 2 Röntgenverfahren Durchstrahlungsprüfung
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung
 Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
Die weitergehende Analyse Mehr Informationen über Schadenspotential und Herkunft von Partikeln
 Die weitergehende Analyse Mehr Informationen über Schadenspotential und Herkunft von Partikeln Die VDA 19 VDA 19 (2004): Zu wenig praxisorientiert Zu wenig Parameter Zu unkonkret Mehr Beispiele und Bilder
Die weitergehende Analyse Mehr Informationen über Schadenspotential und Herkunft von Partikeln Die VDA 19 VDA 19 (2004): Zu wenig praxisorientiert Zu wenig Parameter Zu unkonkret Mehr Beispiele und Bilder
Industrie 4.0. Flexibilität. Kommunikation. Innovation. Konfiguration. Einladung nach Hannover zur MuM Industry Vision
 Kommunikation Einladung nach Hannover zur MuM Industry Vision Industrie 4.0 Innovation Konfiguration Flexibilität Donnerstag, 20. Oktober 2016 Landhaus am See Seeweg 27 29 30827 Garbsen www.mumvision.de
Kommunikation Einladung nach Hannover zur MuM Industry Vision Industrie 4.0 Innovation Konfiguration Flexibilität Donnerstag, 20. Oktober 2016 Landhaus am See Seeweg 27 29 30827 Garbsen www.mumvision.de
Terahertz-Puls-Systeme. für den Einsatz in industriellem Umfeld
 1. Fachseminar Mikrowellen- und Terahertz-Prüftechnik in der Praxis - Vortrag 9 Terahertz-Puls-Systeme für den Einsatz in industriellem Umfeld Bernd Sartorius, Helmut Roehle, Roman Dietz, Björn Globisch,
1. Fachseminar Mikrowellen- und Terahertz-Prüftechnik in der Praxis - Vortrag 9 Terahertz-Puls-Systeme für den Einsatz in industriellem Umfeld Bernd Sartorius, Helmut Roehle, Roman Dietz, Björn Globisch,
Nachhaltig prozesssichere Fertigung durch Inline-Computertomographie
 Nachhaltig prozesssichere Fertigung durch Inline-Computertomographie Dr.-Ing. Lutz Hagner Dr.-Ing. Dietrich Kahn, Nemak Wernigerode Dr. rer. nat Gregor Bett, Siemens AG Erlangen Inhalt Inline als Trend
Nachhaltig prozesssichere Fertigung durch Inline-Computertomographie Dr.-Ing. Lutz Hagner Dr.-Ing. Dietrich Kahn, Nemak Wernigerode Dr. rer. nat Gregor Bett, Siemens AG Erlangen Inhalt Inline als Trend
Versuchsanleitung: Fortgeschrittenenpraktikum der Physik für Biophysiker. Versuch: Optische Kohärenz-Tomographie (OCT)
") Versuchsanleitung: Fortgeschrittenenpraktikum der Physik für Biophysiker Versuch: Optische Kohärenz-Tomographie (OCT) Grundlagen der Optischen Kohärenz-Tomographie (OCT) Bei der Optischen Kohärenz-Tomographie
Versuchsanleitung: Fortgeschrittenenpraktikum der Physik für Biophysiker Versuch: Optische Kohärenz-Tomographie (OCT) Grundlagen der Optischen Kohärenz-Tomographie (OCT) Bei der Optischen Kohärenz-Tomographie
Generative Fertigungsverfahren in der Elektronik
 Generative Fertigungsverfahren in der Elektronik Technologieforum 13./14. März 2013 Fraunhofer Institut Zuverlässigkeit und Mikrointegration Standort Oberpfaffenhofen Argelsrieder Feld 6, D-82234 Oberpfaffenhofen
Generative Fertigungsverfahren in der Elektronik Technologieforum 13./14. März 2013 Fraunhofer Institut Zuverlässigkeit und Mikrointegration Standort Oberpfaffenhofen Argelsrieder Feld 6, D-82234 Oberpfaffenhofen
Wirtschaftliche Fertigung mit Rapid-Technologien
 Wirtschaftliche Fertigung mit Rapid-Technologien Michael F. Zäh Anwender-Leitfaden zur Auswahl geeigneter Verfahren ISBN 3-446-22854-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22854-3
Wirtschaftliche Fertigung mit Rapid-Technologien Michael F. Zäh Anwender-Leitfaden zur Auswahl geeigneter Verfahren ISBN 3-446-22854-3 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22854-3
DMRC. 3D-Druck in Entwicklung & Konstruktion. 22. Januar Dr.-Ing. Eric Klemp 1
 DMRC 3D-Druck in Entwicklung & Konstruktion 22. Januar 2014 Dr.-Ing. Eric Klemp 1 Agenda Das DMRC Technologie Selective Laser Melting Lasersintering Fused Deposition Modelling Anwendungen in Entwicklung
DMRC 3D-Druck in Entwicklung & Konstruktion 22. Januar 2014 Dr.-Ing. Eric Klemp 1 Agenda Das DMRC Technologie Selective Laser Melting Lasersintering Fused Deposition Modelling Anwendungen in Entwicklung
3D Drucken und 3D Scannen Herausforderungen und Chancen für die Mess- und Prüftechnik neuer Materialien im Leichtbau
 WILLKOMMEN phoenix GmbH & Co. KG 3D Drucken und 3D Scannen Herausforderungen und Chancen für die Mess- und Prüftechnik neuer Materialien im Leichtbau Volker Junior Control, Stuttgart, Mai 2014 AGENDA phoenix
WILLKOMMEN phoenix GmbH & Co. KG 3D Drucken und 3D Scannen Herausforderungen und Chancen für die Mess- und Prüftechnik neuer Materialien im Leichtbau Volker Junior Control, Stuttgart, Mai 2014 AGENDA phoenix
Additive Fertigung von Metallbauteilen:
 Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Additive Fertigung von Metallbauteilen: Prozesskette und Herausforderungen aus Sicht eines Dienstleisters 27.11.2014 - EUROMOLD 2014 27.11.2014 3D-LASERDRUCK - PHILIPP ALBRECHT & SVEN SKERBIS 1 Gliederung
Think Big große, aber dennoch splicefreie FML- Strukturen dank Friction Stir Welding
 DLR.de Folie 1 Think Big große, aber dennoch splicefreie FML- Strukturen dank Friction Stir Welding M. Besel ( * ), F. Landgraf ( ** ), U. Alfaro Mercado, U. Dreßler ( * ) michael.besel@dlr.de ( ** ) Aleris
DLR.de Folie 1 Think Big große, aber dennoch splicefreie FML- Strukturen dank Friction Stir Welding M. Besel ( * ), F. Landgraf ( ** ), U. Alfaro Mercado, U. Dreßler ( * ) michael.besel@dlr.de ( ** ) Aleris
3D-Druck Chancen für die Spritzgussindustrie
 3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
Normung der Ausrüstung für die Ultraschallprüfung
 For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 09 Normung der Ausrüstung für die Ultraschallprüfung
For more papers of this publication click: www.ndt.net/search/docs.php3?mainsource=62 3. Fachseminar Verfahrens- und Produktnormen in der ZfP - Vortrag 09 Normung der Ausrüstung für die Ultraschallprüfung
MIT-SCAN-T3. Präzise und zerstörungsfreie Bestimmung der Schichtdicke in Asphalt und Beton nach TP D-StB 12 THE SMART PRECISION
 MIT-SCAN-T3 Präzise und zerstörungsfreie Bestimmung der Schichtdicke in Asphalt und Beton nach TP D-StB 12 THE SMART PRECISION MIT-SCAN-T3 Präzise und zerstörungsfreie Bestimmung der Schichtdicke in Asphalt
MIT-SCAN-T3 Präzise und zerstörungsfreie Bestimmung der Schichtdicke in Asphalt und Beton nach TP D-StB 12 THE SMART PRECISION MIT-SCAN-T3 Präzise und zerstörungsfreie Bestimmung der Schichtdicke in Asphalt
Zustandsüberwachung mit Monitorstrukturen
 Zustandsüberwachung mit Monitorstrukturen Fraunhofer IZM, Berlin olaf.bochow-ness@izm.fraunhofer.de +49 30 464 03 218 Seite 1 Motivation zur Zustandsüberwachung Beurteilung des Zustands / der Zuverlässigkeit
Zustandsüberwachung mit Monitorstrukturen Fraunhofer IZM, Berlin olaf.bochow-ness@izm.fraunhofer.de +49 30 464 03 218 Seite 1 Motivation zur Zustandsüberwachung Beurteilung des Zustands / der Zuverlässigkeit
1. Einleitung 2. GLARE
 Trockene Ultraschallprüfung zum Rissnachweis an Lap Joints von Flugzeugkomponenten Erste Erfahrungen zur Anwendung geführter SH-Wellen und EMUS-Prüfköpfen an GLARE -Komponenten 1. Einleitung Gerhard Hübschen,
Trockene Ultraschallprüfung zum Rissnachweis an Lap Joints von Flugzeugkomponenten Erste Erfahrungen zur Anwendung geführter SH-Wellen und EMUS-Prüfköpfen an GLARE -Komponenten 1. Einleitung Gerhard Hübschen,
Variation der Verspannung optischer dünner Schichten abgeschieden mit DIBD
 Variation der Verspannung optischer dünner Schichten abgeschieden mit DIBD I.-M. Eichentopf, C. Bundesmann, S. Mändl, H. Neumann e.v., Permoserstraße15, Leipzig, D-04318, Germany 1 Gliederung Motivation
Variation der Verspannung optischer dünner Schichten abgeschieden mit DIBD I.-M. Eichentopf, C. Bundesmann, S. Mändl, H. Neumann e.v., Permoserstraße15, Leipzig, D-04318, Germany 1 Gliederung Motivation
Workshop. Neues aus der Mikrosystemtechnik in Thüringen und Sachsen Jena 2006
 Workshop MST Thüringen-Sachsen 2006 CiS IMS ggmbh, Konrad-Zuse-Str.14, D-99099 Erfurt1 Workshop Neues aus der Mikrosystemtechnik in Thüringen und Sachsen Jena 2006 MORES*- eine technologische Plattform
Workshop MST Thüringen-Sachsen 2006 CiS IMS ggmbh, Konrad-Zuse-Str.14, D-99099 Erfurt1 Workshop Neues aus der Mikrosystemtechnik in Thüringen und Sachsen Jena 2006 MORES*- eine technologische Plattform
CONday Hochfrequenz-Technologie Einfluss von Prozess- und Materialtoleranzen auf das Hochfrequenz-PCB-Design
 CONday Hochfrequenz-Technologie Einfluss von Prozess- und Materialtoleranzen auf das Hochfrequenz-PCB-Design Berlin, 13. Mai 2014 Christian Tschoban (TU Berlin) & Christian Ranzinger (Contag AG) Design
CONday Hochfrequenz-Technologie Einfluss von Prozess- und Materialtoleranzen auf das Hochfrequenz-PCB-Design Berlin, 13. Mai 2014 Christian Tschoban (TU Berlin) & Christian Ranzinger (Contag AG) Design
Entwicklung spezieller Lösungen für die Messtechnik. Schallgeschwindigkeits-, Viskositäts- und Leitfähigkeitsmessungen an Polymer - Dispersionen
 Mess - und Analysentechnik Dr. Dinger Entwicklung spezieller Lösungen für die Messtechnik Applikationsberatung und technische Untersuchungen MAT Dr. Dinger Ludwig-Erhard-Strasse 12 34131 Kassel Vertrieb
Mess - und Analysentechnik Dr. Dinger Entwicklung spezieller Lösungen für die Messtechnik Applikationsberatung und technische Untersuchungen MAT Dr. Dinger Ludwig-Erhard-Strasse 12 34131 Kassel Vertrieb
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie
 Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
Hylight Innovative Hybrid-Leichtbautechnologie für die Automobilindustrie Hochschule trifft Mittelstand 13. Juli 2011 IKV, Campus Melaten, Aachen Dipl.-Ing. Klaus Küsters Gliederung Anwendung von Hybridbauteilen
3D Printing: von der Entwicklung bis zur Produktion i-net Technology Event an der FHNW Brugg-Windisch
 3D Printing: von der Entwicklung bis zur Produktion i-net Technology Event an der FHNW Brugg-Windisch Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing www.fhnw.ch/ima ralf.schumacher@fhnw.ch
3D Printing: von der Entwicklung bis zur Produktion i-net Technology Event an der FHNW Brugg-Windisch Ralf Schumacher Leiter der Gruppe für Medical Additive Manufacturing www.fhnw.ch/ima ralf.schumacher@fhnw.ch
Schnelle und automatisierte Inspektion von Turbinenschaufeln mittels Fan Beam CT und eines neuen Zeilendetektorkonzepts
 DGZfP-Jahrestagung 2013 Mo.3.A.4 Schnelle und automatisierte Inspektion von Turbinenschaufeln mittels Fan Beam CT und eines neuen Zeilendetektorkonzepts Eberhard NEUSER* (eberhard.neuser@ge.com), Oliver
DGZfP-Jahrestagung 2013 Mo.3.A.4 Schnelle und automatisierte Inspektion von Turbinenschaufeln mittels Fan Beam CT und eines neuen Zeilendetektorkonzepts Eberhard NEUSER* (eberhard.neuser@ge.com), Oliver
UD-Prepreg mit Winkelabweichung: Herstellung, Zugversuch und Simulation
 UD-Prepreg mit Winkelabweichung: Herstellung, Zugversuch und Simulation 2. Augsburger Technologie Transfer Kongress, 05.03.2013 Prof. Dr.-Ing. André Baeten Hochschule Augsburg 2. Augsburger Technologie
UD-Prepreg mit Winkelabweichung: Herstellung, Zugversuch und Simulation 2. Augsburger Technologie Transfer Kongress, 05.03.2013 Prof. Dr.-Ing. André Baeten Hochschule Augsburg 2. Augsburger Technologie
Vorstellung des Fraunhofer-Zentrums für Hochtemperatur-Leichtbau HTL
 Universität Bayreuth 23.01.2015 Vorstellung des Fraunhofer-Zentrums für Hochtemperatur-Leichtbau HTL Hohe Temperaturen - Effiziente Lösungen Fraunhofer-Zentrum für Hochtemperatur-Leichtbau HTL Standorte:
Universität Bayreuth 23.01.2015 Vorstellung des Fraunhofer-Zentrums für Hochtemperatur-Leichtbau HTL Hohe Temperaturen - Effiziente Lösungen Fraunhofer-Zentrum für Hochtemperatur-Leichtbau HTL Standorte:
Generative Fertigung von Endprodukten
 Fachvortrag im Rahmen des 4. Lübecker Werkstofftages, IHK zu Lübeck Generative Fertigung von Endprodukten Institut für CIM-Technologietransfer der Fachhochschule Kiel email: thomas.abraham@fh-kiel.de homepage:
Fachvortrag im Rahmen des 4. Lübecker Werkstofftages, IHK zu Lübeck Generative Fertigung von Endprodukten Institut für CIM-Technologietransfer der Fachhochschule Kiel email: thomas.abraham@fh-kiel.de homepage:
Röntgenkameras für den industriellen Einsatz
 Röntgenkameras für den industriellen Einsatz Dr. Peter Schmitt, Rolf Behrendt Fraunhofer Institut für Integrierte Schaltungen Am Wolfsmantel 33, 91058 Erlangen Dr. Norman Uhlmann Fraunhofer Entwicklungszentrum
Röntgenkameras für den industriellen Einsatz Dr. Peter Schmitt, Rolf Behrendt Fraunhofer Institut für Integrierte Schaltungen Am Wolfsmantel 33, 91058 Erlangen Dr. Norman Uhlmann Fraunhofer Entwicklungszentrum
Regeneration von Verdichterschaufeln aus Titan
 Regeneration von Verdichterschaufeln aus Titan Der Lichtbogen als Reparatur-Werkzeug D. Langen, T. Hassel 05.04.2016 Titan in Flugzeugbau Quelle: Norsk Titanium Seite 2 Workshop Lichtbogenphysik 05.04.2016
Regeneration von Verdichterschaufeln aus Titan Der Lichtbogen als Reparatur-Werkzeug D. Langen, T. Hassel 05.04.2016 Titan in Flugzeugbau Quelle: Norsk Titanium Seite 2 Workshop Lichtbogenphysik 05.04.2016
Selektives Laserschmelzen von konventionellen und intermetallischen Titanlegierungen Eigenschaften und Optimierung
 Selektives Laserschmelzen von konventionellen und intermetallischen Titanlegierungen Eigenschaften und Optimierung Dr. G. Kasperovich 1, H. Gherekhloo 1, Dr. J. Gussone 1, Dr. J. Hausmann 1, Dr. Y.-Ch.
Selektives Laserschmelzen von konventionellen und intermetallischen Titanlegierungen Eigenschaften und Optimierung Dr. G. Kasperovich 1, H. Gherekhloo 1, Dr. J. Gussone 1, Dr. J. Hausmann 1, Dr. Y.-Ch.
Bachelor Thesis. Experimentelle Untersuchung der mechanischen Festigkeit. von lasergenerativ hergestellten Stützstrukturen aus Edelstahl
 Bachelor Thesis Experimentelle Untersuchung der mechanischen Festigkeit von lasergenerativ hergestellten Stützstrukturen aus Edelstahl von Nestorius Wiegandt Matrikelnummer 1881886 mit freundlicher Unterstützung
Bachelor Thesis Experimentelle Untersuchung der mechanischen Festigkeit von lasergenerativ hergestellten Stützstrukturen aus Edelstahl von Nestorius Wiegandt Matrikelnummer 1881886 mit freundlicher Unterstützung
ZfP Normenliste INB NK 180 (Update Juni 2016)
") ZfP Normenliste INB NK 180 (Update Juni 2016) Update Dokument Jahr Titel Allgemein 15-04 EN 1330-1 2014 EN 1330-2 1998 12-12 15-03 EN ISO 9712 Beiblatt 1 2012 2014 11-03 CEN/TS 15053 2005 14-04 CEN/TR
ZfP Normenliste INB NK 180 (Update Juni 2016) Update Dokument Jahr Titel Allgemein 15-04 EN 1330-1 2014 EN 1330-2 1998 12-12 15-03 EN ISO 9712 Beiblatt 1 2012 2014 11-03 CEN/TS 15053 2005 14-04 CEN/TR
Simulation Bauteilhandling innerhalb von Pressenstraßen
 Simulation Bauteilhandling innerhalb von Pressenstraßen 5. Norddeutsches Simulationsforum am 26.01.2011 Dr.-Ing. Philipp Weigert Dr.-Ing. Hansjörg Kurz Dr.-Ing. Martin Goede Volkswagen AG, Wolfsburg Seite
Simulation Bauteilhandling innerhalb von Pressenstraßen 5. Norddeutsches Simulationsforum am 26.01.2011 Dr.-Ing. Philipp Weigert Dr.-Ing. Hansjörg Kurz Dr.-Ing. Martin Goede Volkswagen AG, Wolfsburg Seite
Additive Fertigung von Aluminiumbauteilen Einsatz im Entwicklungsprozess und in der Serienfertigung. Gerald Galert, Coachulting Forum, 2.
 Additive Fertigung von Aluminiumbauteilen Einsatz im Entwicklungsprozess und in der Serienfertigung Agenda citim GmbH Leistungsspektrum Additive Fertigung von Aluminium-Bauteilen Additive Fertigung von
Additive Fertigung von Aluminiumbauteilen Einsatz im Entwicklungsprozess und in der Serienfertigung Agenda citim GmbH Leistungsspektrum Additive Fertigung von Aluminium-Bauteilen Additive Fertigung von
Additive Manufacturing - Verfahren und Anwendungen
 Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Additive Manufacturing - Verfahren und Anwendungen Funktionsweisen verschiedener Additive Manufacturing Verfahren (Begriffe, Prozesskette, Verfahren, Anwendungsbereiche) Prof. Dr.-Ing. Dirk Hennigs / Abb.1:
Studienprojekt ISW-Slicer
 Studienprojekt Stuttgart, den 13. Juli 2015 Mechatronische Systeme Institut für Steuerungstechnik der Werkzeugmaschinen und Fertigungseinrichtungen ISW - Universität Stuttgart Seidenstraße 36 70174 Stuttgart
Studienprojekt Stuttgart, den 13. Juli 2015 Mechatronische Systeme Institut für Steuerungstechnik der Werkzeugmaschinen und Fertigungseinrichtungen ISW - Universität Stuttgart Seidenstraße 36 70174 Stuttgart
15. CADFEM FORUM SIMULATION & ADDITIVE FERTIGUNG
 15. CADFEM FORUM SIMULATION & ADDITIVE FERTIGUNG IM RAHMEN DER CADFEM ANSYS SIMULATION CONFERENCE 2016 Mit Impulsvorträgen u. a. von Liebherr-Aerospace, SCHUNK, DLR, Airbus, Karl Leibinger Medizintechnik
15. CADFEM FORUM SIMULATION & ADDITIVE FERTIGUNG IM RAHMEN DER CADFEM ANSYS SIMULATION CONFERENCE 2016 Mit Impulsvorträgen u. a. von Liebherr-Aerospace, SCHUNK, DLR, Airbus, Karl Leibinger Medizintechnik
Porosität, Defekten und Faserorientierung
 3D-Analysemethoden zur Bestimmung von Porosität, Defekten und Faserorientierung in Faserverbundkunststoffen auf Basis von Computertomographie CONTROL 2014 QUALITÄTSSICHERUNG FÜR DEN LEICHTBAU: MESSEN UND
3D-Analysemethoden zur Bestimmung von Porosität, Defekten und Faserorientierung in Faserverbundkunststoffen auf Basis von Computertomographie CONTROL 2014 QUALITÄTSSICHERUNG FÜR DEN LEICHTBAU: MESSEN UND
Varianten zur Bilderzeugung aus Phased Array Messdaten Praktische Beispiele an Kupfer, CFK und anderen Materialien
 Seminar des Fachausschusses Ultraschallprüfung Vortrag 8 Varianten zur Bilderzeugung aus Phased Array Messdaten Praktische Beispiele an Kupfer, CFK und anderen Materialien Rainer BOEHM *, Daniel BRACKROCK
Seminar des Fachausschusses Ultraschallprüfung Vortrag 8 Varianten zur Bilderzeugung aus Phased Array Messdaten Praktische Beispiele an Kupfer, CFK und anderen Materialien Rainer BOEHM *, Daniel BRACKROCK
ASD-Cx / ASD-H25 luftgelagerte Industrie-Motorspindeln. ASD-H25A mit axialer Anschlußoption
 Levicron GmbH Sauerwiesen 6 D-67661 Kaiserslautern Tel.: +49 (0) 6301 718 57 25 Fax: +49 (0) 6301 718 57 56 info@levicron.com www.levicron.com ASD-Cx / ASD-H25 luftgelagerte Industrie-Motorspindeln Merkmale
Levicron GmbH Sauerwiesen 6 D-67661 Kaiserslautern Tel.: +49 (0) 6301 718 57 25 Fax: +49 (0) 6301 718 57 56 info@levicron.com www.levicron.com ASD-Cx / ASD-H25 luftgelagerte Industrie-Motorspindeln Merkmale
Photogrammetrie Seminarvortrag
 Photogrammetrie Seminarvortrag Laser Tracker T3 Bochum, im November 2008 & Omnitrac Vorgetragen durch: API Lasertracker und Omnitrac Überblick Was ist ein Lasertracker? Funktionsweise Aufbau Einsatzgebiete
Photogrammetrie Seminarvortrag Laser Tracker T3 Bochum, im November 2008 & Omnitrac Vorgetragen durch: API Lasertracker und Omnitrac Überblick Was ist ein Lasertracker? Funktionsweise Aufbau Einsatzgebiete
Konstruktionsregeln für Additive Fertigungsverfahren
 für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
für Additive Fertigungsverfahren Eine Grundlage für die Ausbildung und Lehre OptoNet-Workshop 6. November 2013 Dipl.-Ing. Guido Adam 1 Agenda Motivation Konstruktionsregeln Ausbildung und Lehre Hinweis
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK
 ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
ADDITIVE FERTIGUNG: NEUE WEGE IN DER MEDIZINTECHNIK Dipl.-Ing. Matthias Gieseke Laser Zentrum Hannover, Germany Technologietag Laserlicht für die Medizintechnik Hamburg,14. Februar 2013 AGENDA Additive
Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken
 Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken Dr.-Ing. Sascha FEISTKORN (Sascha.Feistkorn@SVTI.ch; Tel.: 044 8776 246) SVTI Schweizerischer
Zerstörungsfreie Prüfung im Bauwesen und Probabilistik am Beispiel der statischen Nachrechnung von Ingenieurbauwerken Dr.-Ing. Sascha FEISTKORN (Sascha.Feistkorn@SVTI.ch; Tel.: 044 8776 246) SVTI Schweizerischer
Die elastischen Eigenschaften von Flüssigkeits-Gas-Gemischen Die Ausbreitungsgeschwindigkeit elastischer Wellen in Gesteinen ex-
 Inhaltsverzeichnis Symbolverzeichnis 12 1. Petrophysik Aufgaben, Gegenstand und Methoden 15 1.1. Petrophysikalische Untersuchungen Bestandteil geowissenschaftlicher Arbeiten 15 1.2. Klassifizierung und
Inhaltsverzeichnis Symbolverzeichnis 12 1. Petrophysik Aufgaben, Gegenstand und Methoden 15 1.1. Petrophysikalische Untersuchungen Bestandteil geowissenschaftlicher Arbeiten 15 1.2. Klassifizierung und
Entwicklung eines Qualitätssicherungssystems für das Metall-3D-Drucken
 Entwicklung eines Qualitätssicherungssystems für das Metall-3D-Drucken Christoph Ackerl, BSc a,b, Rene Gangl a,b, DI Dr. Johannes Gumpinger b, DI Wolfgang Wöber a, DI Dr. Thomas Grünberger c a Fachhochschule
Entwicklung eines Qualitätssicherungssystems für das Metall-3D-Drucken Christoph Ackerl, BSc a,b, Rene Gangl a,b, DI Dr. Johannes Gumpinger b, DI Wolfgang Wöber a, DI Dr. Thomas Grünberger c a Fachhochschule
Optische Inspektion von supraleitenden HFResonatoren bei DESY. Sebastian Aderhold Frühjahrstagung der DPG Bonn,
 Optische Inspektion von supraleitenden HFResonatoren bei DESY Sebastian Aderhold Frühjahrstagung der DPG Bonn, 15.3.2010 Motivation > Linearbeschleuniger brauchen hohe Gradienten XFEL Design-Gradient:
Optische Inspektion von supraleitenden HFResonatoren bei DESY Sebastian Aderhold Frühjahrstagung der DPG Bonn, 15.3.2010 Motivation > Linearbeschleuniger brauchen hohe Gradienten XFEL Design-Gradient:
Begrüßung. Experiment zum Nachweis der Dispersion von Lambwellen für das Physikpraktikum
 Begrüßung Georg Dietrich, GAMPT mbh Experiment zum Nachweis der Dispersion von Lambwellen für das Physikpraktikum 31. PLT 011 TU Chemnitz www.gampt.de Firmenvorstellung GAMPT mbh = Gesellschaft für angewandte
Begrüßung Georg Dietrich, GAMPT mbh Experiment zum Nachweis der Dispersion von Lambwellen für das Physikpraktikum 31. PLT 011 TU Chemnitz www.gampt.de Firmenvorstellung GAMPT mbh = Gesellschaft für angewandte
Spektrale Messungen kohärenter Synchrotronstrahlung bei FLASH
 Spektrale Messungen kohärenter Synchrotronstrahlung bei FLASH Christopher Behrens, Stephan Wesch und Bernhard Schmidt Deutsches Elektronen-Synchrotron (DESY), Uni Hamburg (UHH) DPG Frühjahrstagung München,
Spektrale Messungen kohärenter Synchrotronstrahlung bei FLASH Christopher Behrens, Stephan Wesch und Bernhard Schmidt Deutsches Elektronen-Synchrotron (DESY), Uni Hamburg (UHH) DPG Frühjahrstagung München,
3D-Druck im XXL-Format
 voxeljet technology GmbH 3D-Druck im XXL-Format Folie 1 voxeljet technology GmbH systems services 15 10 2009 Folie 2 3D-Druck Druckkopf Druckstreifen aus Binder Bauteil Bauplattform Ungebundenes Pulver
voxeljet technology GmbH 3D-Druck im XXL-Format Folie 1 voxeljet technology GmbH systems services 15 10 2009 Folie 2 3D-Druck Druckkopf Druckstreifen aus Binder Bauteil Bauplattform Ungebundenes Pulver
ADDITIVE MANUFACTURING
 TRUMPF Laser- und Systemtechnik GmbH ADDITIVE MANUFACTURING Laser Technologietage 26.-28. Januar 2016 Lichtenstein Daniel Additive Manufacturing Ditzingen ADDITIVE MANUFACTURING 1. ÜBERBLICK LASER METAL
TRUMPF Laser- und Systemtechnik GmbH ADDITIVE MANUFACTURING Laser Technologietage 26.-28. Januar 2016 Lichtenstein Daniel Additive Manufacturing Ditzingen ADDITIVE MANUFACTURING 1. ÜBERBLICK LASER METAL
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
» THERMISCHE SPRITZBESCHICHTUNGEN Effektiver gegen den Verschleiß.
 » THERMISCHE SPRITZBESCHICHTUNGEN Effektiver gegen den Verschleiß. » Unsere Beschichtungen schützen effektiv vor Verschleiß und bieten beste Performance. REDUZIERUNG von» Abrasion» Erosion» Reibung ERHÖHUNG
» THERMISCHE SPRITZBESCHICHTUNGEN Effektiver gegen den Verschleiß. » Unsere Beschichtungen schützen effektiv vor Verschleiß und bieten beste Performance. REDUZIERUNG von» Abrasion» Erosion» Reibung ERHÖHUNG
3D Printing Technologie Verfahrensüberblick
 3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
Selective Laser Melting Visionen werden Gestalt
 Selective Laser Melting Visionen werden Gestalt 2 3 Innovation und Partnerschaft Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid
Selective Laser Melting Visionen werden Gestalt 2 3 Innovation und Partnerschaft Im Jahr 1990 gründeten die Physiker Dr. Matthias Fockele und Dr. Dieter Schwarze das Unternehmen F&S. Als Pioniere des Rapid
Contex 3D-Drucker. Der einfache Weg zur Erstellung von greifbaren 3D-Modellen
 Contex 3D-Drucker Der einfache Weg zur Erstellung von greifbaren 3D-Modellen Contex 3D-Drucker drucken in wenigen Stunden hochaufgelöste 3D-Vollfarbmodelle und Musterteile auf der Basis von 3D-Daten. KISTERS
Contex 3D-Drucker Der einfache Weg zur Erstellung von greifbaren 3D-Modellen Contex 3D-Drucker drucken in wenigen Stunden hochaufgelöste 3D-Vollfarbmodelle und Musterteile auf der Basis von 3D-Daten. KISTERS
RPT. a) Nennen Sie die verschiedenen Arten von Modelltypen und ihr Abstraktions- und Detaillierungsgrad, sowie die Funktionalitäten.
 Nennen Sie die verschiedenen Arten von Modelltypen und ihr Abstraktions- und Detaillierungsgrad, sowie die Funktionalitäten.") Kapitel 1 Aufgabe 1 a) Nennen Sie die verschiedenen Arten von Modelltypen und ihr Abstraktions- und Detaillierungsgrad, sowie die Funktionalitäten. b) In welchem Stadium der Produktentwicklung wird welcher
Kapitel 1 Aufgabe 1 a) Nennen Sie die verschiedenen Arten von Modelltypen und ihr Abstraktions- und Detaillierungsgrad, sowie die Funktionalitäten. b) In welchem Stadium der Produktentwicklung wird welcher