WELCOME TO THE HOME OF 3D PRINTING. Spritzgießen mit gedruckten Formen. Schorndorf, / 43 ALPHACAM.DE UNTERNEHMENSPRÄSENTATION
|
|
|
- Klemens Bayer
- vor 6 Jahren
- Abrufe
Transkript


1 WELCOME TO THE HOME OF 3D PRINTING Spritzgießen mit gedruckten Formen Schorndorf, / 43 ALPHACAM.DE

2 SPRITZGIEßEN MIT GEDRUCKTEN FORMEN 2 / 43 ALPHACAM.DE





3 GEDRUCKTE FORMEN ALS WERKZEUG FÜR DIE FERTIGUNG Blasformen Spritzguss Vakuumguss Verpackung für CNC-Fräser Steckergehäuse aus PVC Lautsprechergehäuse 3 / 43 ALPHACAM.DE

 Silikon Guss -")
 Sandguss")
")




4 3D-DRUCK IN DER FORMGEBUNG FDM PolyJet - Spritzguss möglich (Oberflächenfinish erforderlich) Silikon Guss - Vakuumguss Vakuum Tiefziehen (Thermoforming) Sandguss Sheet Metal Forming (Hydroforming, Umformen) Paper-Pulp Papierzellstoff-Formen (Eierschachteln) Laminier-Formen (GFK, Carbon..) Soluble Core Molding (wasserlösliche Kerne Carbon Composit Formen) Feinguss Vakuum Tiefziehen (Thermoforming) Sandguss - - Laminier-Formen - Feinguss 4 / 43 ALPHACAM.DE
")






5 THERMOFORMING (VAKUUM-TIEFZIEHEN) Hauptsächlich für Verpackungen sowohl mit FDM als auch mit PolyJet möglich; mit FDM Nutzen der Sparse -Funktion PolyJet wenn glatte Oberflächen erforderlich sind für kleine als auch große Stückzahlen in Abhängigkeit der Folien (Bsp. Zeckenzange > 3000 Teile gezogen) 5 / 43 ALPHACAM.DE



6 KUNSTSTOFFSPRITZGUSS MIT POLYJET-FORMEN Drucken von Kunststoff-Spritzgussformen im 3D-Drucker mit dem PolyJet-Verfahren schnelles und kostengünstiges Herstellen von Prototypen im Serienmaterial kleine Stückzahlen (5-50 Bauteile) im Bereich Prototypenbau oder Kleinserie keine Massenfertigung 6 / 43 ALPHACAM.DE
 Solver (Russland)")
7 WER MACHT ES BEREITS? Berker, Adidas, Element 22, Braun & Henkel, BMW, Canto, Wieland Werke, (Deutschland) Solver (Russland) Nokia (Finnland) Análisis y Simulación S.L (Spanien) Superfos (Dänemark) 7 / 43 ALPHACAM.DE




8 MÖGLICHE ANWENDER Ideale Voraussetzungen: Werkzeugkonstruktion Werkzeugbau im Haus PolyJet-System Spritzgussmaschine im Haus (50-80 t) Konstruktion Werkzeugbau Spritzguss 8 / 43 ALPHACAM.DE


9 WARUM MACHEN FORMEN AUS DEM 3D-DRUCKER SINN? Vorteile Prototyp aus Zielwerkstoff homogenes Bauteil (Festigkeit) Kostenreduktion Durchlaufzeit-Verkürzung frühe Überprüfung von Design Material Funktion 9 / 43 ALPHACAM.DE


10 KUNSTSTOFFSPRITZGUSS Anwendung für thermoplastische Teile dünnwandige, komplexe Teile große Stückzahlen Warum Formen aus dem PolyJet-Drucker? kleine Stückzahlen in kurzer Zeit funktionale Tests Kleinserien Prototypen aus echtem Zielwerkstoff 10 / 43 ALPHACAM.DE
11 PROPELLER-VIDEO Beispiel Kunststoffspritzguss 11 / 43 ALPHACAM.DE
12 FORMEN AUS DEM 3D-DRUCKER Kurzübersicht Die Prozesskette Konstruktionsempfehlungen Anguss Entformung Kühlung und Auswerfer Montage und Finishing PolyJet-Materialien und -Systeme Druckempfehlungen Zusammenbau und Finish der Form Spritzprozess Parameter wie Druck, Temperatur, Haltezeit usw. Fazit Beispiele 12 / 43 ALPHACAM.DE
 PE, PP, PS, ABS, TPE (B) PA, POM, PC-ABS Kunststoffe mit gut fließenden Eigenschaften (geringe Viskosität) Schmelztemperaturen < 300 C keine gefüllten Materialien")
13 KURZÜBERSICHT: WAS IST MACHBAR? Zielwerkstoffe Thermoplaste wie (A) PE, PP, PS, ABS, TPE (B) PA, POM, PC-ABS Kunststoffe mit gut fließenden Eigenschaften (geringe Viskosität) Schmelztemperaturen < 300 C keine gefüllten Materialien keine transparenten (klaren) Materialien je höher Verarbeitungstemperatur, desto kürzer Standzeit der Form Formmerkmale komplexe Formen möglich u.a. Biegescharniere, Bohrungen, dicke und dünne Wänden, Winkelstücke, Rippen, Presspassungen, Schnapphaken und Schriftzüge 13 / 43 ALPHACAM.DE
14 KURZÜBERSICHT: WAS IST MACHBAR? Bauteilgröße besonders für kleine Bauteile geeignet < 165 cm 3 maximale Formgröße durch Bauraumgröße des jeweiligen PolyJet-Systems begrenzt Werkzeug-Genauigkeit 0,02-0,085 mm für Bauteilelemente unter 50 mm 0,1-0,2 mm für das gesamte Bauteil abhängig von Geometrie, Bauparametern und Bauteilausrichtung Werkzeug-Standzeit bis zu 100 Schuss abhängig von Komplexität der Form, Zielwerkstoff, verwendetem PolyJet-Material Mehrfachkavitäten-Werkzeuge erhöhen Stückzahl je Schuss 14 / 43 ALPHACAM.DE











15 DER PROZESS - VON DER KONSTRUKTION ZUM SPRITZTEIL STANDARD STAHL- ODER ALU-FORM Bauteil- Überprüfung Projekt- Initialisierung Projekt Vorlagen Form CSYS Bauteil + Layout Bereichs- Definition Trennung + Tuschierfl. Kern/Kavität/ Bereichstrennung Projektinitialisierung / Management Kern + Kavitätskonstruktion Entwurfserstellung (optionaler Ablauf) Formplatten + Komponenten Auskoffern Kollisionsprüfung Zeichnungen + Stücklisten Tools für Änderungen Formaufbau Überprüfung Dokumentation Änderung Elektrodendefinition Fertigung Bohrungen 15 / 43 ALPHACAM.DE



























16 DER PROZESS - VON DER KONSTRUKTION ZUM SPRITZTEIL Part Design Reverse Engineering Data Import Data Healing Teile Konstruktion DFM Validation Preliminary Design Design Change $ Cost Estimation Tool Design Drucker kann für andere Aufgaben genutzt werden: - Vorrichtungen und Lehren RFQ - Produktionshilfen Quoting - Teile fürs Marketing - Pass, Form- und Funktionstests Werkzeug - Konstruktion 3D-Druck Core / Cavity Electrode Design Konstruktionsbewertung und -überprüfung - Festlegen des Spritzform-Aufbaus Form Finish Mold Base & Systems Tool Validation Drawings Montage PMI Machining Machine Simulation Shop Docs Spritzen von echten Thermoplastik-Teilen - ohne Erodieren - reduzierte CNC Arbeit Plant - reduziert mechanische Arbeit (Werkbank) Spritzen Human Prototype / 1 st Production Run 16 / 43 ALPHACAM.DE




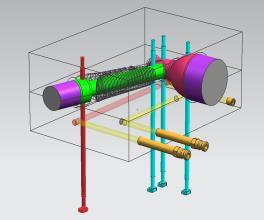
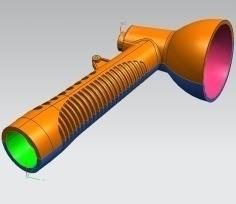
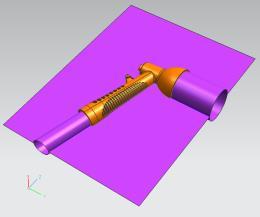
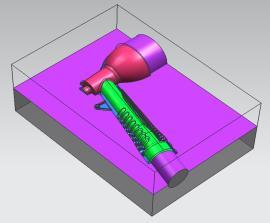
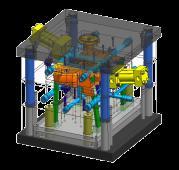
17 DER PROZESS - VON DER KONSTRUKTION ZUM SPRITZTEIL 1. CAD-Modell des Bauteils 2. CAD-Modell der Form 3. gedruckte PolyJet-Form 4. Spritzteil 17 / 43 ALPHACAM.DE




18 WIESO FUNKTIONIERT ES? 18 / 43 ALPHACAM.DE



19 GEEIGNETE POLYJET-MATERIALIEN/ -SYSTEME RGD720 verfügbar auf Objet30 Prime, Eden-, Connex- und Connex3-Systemen 0,016 mm Schichtstärke Digital ABS nur auf Connex- und Connex3-Systemen verfügbar temperaturbeständiger, härter und robuster als RGD720 höhere Standzeit der Form bei komplexen Geometrien 0,030 mm Schichtstärke Vero Clear/ Vero-Familie verfügbar auf allen Systemen keine Verwendung von High Temperatur RGD525 -Material 19 / 43 ALPHACAM.DE


20 FORMENKONSTRUKTION DER ANGUSS bevorzugte Angusstypen Stangenanguss Eckenanguss Filmanguss möglichst großen Querschnitt wählen Schmelzstrahl sollte nicht direkt auf empfindliche Stellen der Form treffen (dünne Wände, Rippen) zu vermeidende Angusstypen Tunnelanguss Cashew-Anguss Banana-Anguss Punktanguss 20 / 43 ALPHACAM.DE

21 FORMENKONSTRUKTION ENTFORMUNGSSCHRÄGE UND DICHTFLÄCHEN möglichst große Entformungsschräge wählen > 1.5 für eine gute Entformung um die Belastung auf die Form beim Entformen zu reduzieren für eine höhere Standzeit der Form Dichtflächen PolyJet-Toleranzen beachten 0,05 bis 0,1 mm nur für Flächen > 6 mm parallel zur Auszugsrichtung 21 / 43 ALPHACAM.DE


22 FORMENKONSTRUKTION ENTFORMUNGSSCHRÄGE UND DICHTFLÄCHEN 22 / 43 ALPHACAM.DE

23 FORMENKONSTRUKTION Scharfe Kanten/Radien sehr feine Features und kleine Radien darstellbar kleine und dünnwandige oder zu große Features können Standzeit der Form verkürzen zu kleine Radien wirken wie Einkerbungen; können Ausgangspunkt für Risse sein, was Standzeit der Form verkürzt falls möglich größere Radien, um scharfe Kanten zu vermeiden 23 / 43 ALPHACAM.DE



24 FORMENKONSTRUKTION Kühlung + Auswerfer Kühlung eigentlich nutzlos, da Wärmeleitfähigkeit von Kunststoff gegen 0 strebt theoretisch machbar, da Teile druck- und wasserdicht (konventionelle Kühlung) mind mm unter der Formoberfläche Auswerfer runde Metallauswerfer verwenden Auswerfer-Öffnungen mit Untermaß 0,2-0,3 mm konstruieren und aufreiben Auswerfer sollen saugend aber leicht laufen 24 / 43 ALPHACAM.DE


25 MONTAGE UND FINISHING Aufbohren der Auswerferöffnungen Anpassen Einsätze, Schieber etc. Überfräsen der Flächen wenn erforderlich Einsätze und Schieber in Taschen Taschen für Einsätze sollten max. 0,2 mm überstehen (Taschentiefe -0,2 mm) Klemmstücke und Schieber anpassen 25 / 43 ALPHACAM.DE
 Oberflächen, die sich in der Auszugsrichtung erheben")
 alle Oberflächen Körnung 180/220 anschließend 320/400 26 /")
26 MONTAGE UND FINISHING Glatte Oberflächen für besseres Entformen (optional) Oberflächen, die sich in der Auszugsrichtung erheben Leichtes Schleifen mit Sandpapier Körnung 180/220 für bessere Optik (optional) alle Oberflächen Körnung 180/220 anschließend 320/ / 43 ALPHACAM.DE

27 THERMISCHE NACHBEHANDLUNG VON DIGITAL ABS FORMEN Tempering mit programmierbarem Ofen Temperaturbeständigkeit kann von 65 C auf 95 C erhöht werden erhöht Standzeit der Form 27 / 43 ALPHACAM.DE
28 MÖGLICHE FORMAUFBAUTEN Als Formplatten zwischen Aufspannplatte und Auswerfer-Paket Als Einsatz in Stammform Vorteil schneller Formwechsel keine Auswerfer erforderlich Vorteil höhere Stabilität höhere Standzeit der Form Schieber und Auswerfer möglich 28 / 43 ALPHACAM.DE
29 MÖGLICHE FORMAUFBAUTEN 1. Formaufbau traditionell (empfohlen) höchste Kosten erhöhte Bauteilkomplexität verbesserte Bauteilqualität 2.Stahlplatten mit Auswerfer-Paket mittlere Kosten erhöhte Bauteilkomplexität 3. Stahlplatten ohne Auswerfer geringste Kosten schneller Werkzeugwechsel einfache Handhabung Angussbuchse aus Metall (empfohlen) 29 / 43 ALPHACAM.DE

 gedruckt werden bis zu 30 % höhere Stabilität bessere Oberflächenqualität 30 / 43")
30 DRUCKEMPFEHLUNGEN Orientierung der Form im Bauraum Drucklinien der einzelnen Düsen können den Schmelzfluss beeinflussen Form so im Bauraum des PolyJet-Systems platzieren, dass die Hauptströmungsrichtung der Form mit der X-Achse verläuft Oberflächen Finish Y Z X PolyJet-Formen sollten (falls möglich) immer im Glossy Modus (Glanzmodus) gedruckt werden bis zu 30 % höhere Stabilität bessere Oberflächenqualität 30 / 43 ALPHACAM.DE

31 SPRITZPROZESS Grundregel: mit niedrigem Spritzdruck und niedriger Spritztemperatur beginnen nach und nach Werte anpassen konservative Einstellungen führen zu erhöhter Werkzeug Standzeit 31 / 43 ALPHACAM.DE
32 SPRITZPROZESS ANFAHREN MIT Einspritzzeit: 20 Sekunden Nachdruck und Haltephase: 0 kpa (0 psi) und 0 Sekunden Einspritzvolumen: % vom Bauteil-Volumen Zylinder Temperatur: untere Temperatur laut Herstellerangaben 32 / 43 ALPHACAM.DE

33 SPRITZPROZESS ANFAHREN MIT Spannkraft 10 kn Spritzgeschwindigkeit kleinster Wert laut Material-Empfehlung 10% bis 20% vom Maximum der Schneckengeschwindigkeit Nachkühlungsphase kleine dünnwandige Teile: 40 Sekunden größere und dickwandige Teile: 90 Sekunden 33 / 43 ALPHACAM.DE
 Haltedruck (bar) 1 POM 195 C 200 200 2 ABS 210 C")
34 BEISPIEL-WERTE Bild Nr. Material Spritztemperatur Druck (bar) Haltedruck (bar) 1 POM 195 C ABS 210 C PP 220 C HPDE 185 C / 43 ALPHACAM.DE



35 SPRITZPROZESS - OPTIMIEREN Spritzvolumen erhöhen 90 % vom Zielvolumen Anpassen des Nachdrucks % vom Spritzdruck Erhöhung der Haltezeit wenn sich Einfallstellen bilden Anpassen der Zylindertemperatur Anpassen der Spritzgeschwindigkeit Aufpassen, dass Teil nicht zu kalt wird; Teil sollte nicht auf Form schrumpfen, kann sonst Form beim Entformen beschädigen 35 / 43 ALPHACAM.DE


36 SPRITZPROZESS - FORMTEMPERATUR Temperatur der Form wird ansteigen Wichtig: Form sollte nach jedem Schuss auf C heruntergekühlt werden sonst verkürzte Standzeit der Form = weniger Teile Kühlmedium Pressluft Kühlung mit Pressluft 36 / 43 ALPHACAM.DE
 hier kommen die Formplatten")
37 FAZIT geringe Bauzeit der Form von der Idee zum Spritzteil über Nacht einfacher Formaufbau möglich geringe Kapazitätenbindung schneller Formwechsel einfaches und schnelles Abändern der Form schneller in der Serienform kleine Stückzahlen realisierbar Zielwerkstoff mit homogenen Eigenschaften des Endprodukts Auswerfer Seite Düsenseite Anguss/Düse Auswerfer (optional) hier kommen die Formplatten (gedruckte Form) dazwischen 37 / 43 ALPHACAM.DE

38 BEISPIELE 38 / 43 ALPHACAM.DE

39 BEISPIELE 39 / 43 ALPHACAM.DE

40 BEISPIELE 40 / 43 ALPHACAM.DE


41 BEISPIELE 41 / 43 ALPHACAM.DE

42 SPRITZGIESSEN MIT GEDRUCKTEN FORMEN Fragen und Möglichkeiten? 42 / 43 ALPHACAM.DE
43 VIELEN DANK FÜR IHRE AUFMERKSAMKEIT! 43 / 43 ALPHACAM.DE
Markus Brandl encee CAD/CAM Systeme GmbH
 Markus Brandl encee CAD/CAM Systeme GmbH Über encee Systems encee CAD/CAM Systeme GmbH Gründung: 1995 Hauptsitz: Kümmersbruck ( Oberpfalz ) Geschäftsführer: Wolfram Becker Mitarbeiter: 15 Mitarbeiter Produkt
Markus Brandl encee CAD/CAM Systeme GmbH Über encee Systems encee CAD/CAM Systeme GmbH Gründung: 1995 Hauptsitz: Kümmersbruck ( Oberpfalz ) Geschäftsführer: Wolfram Becker Mitarbeiter: 15 Mitarbeiter Produkt
alphacam GmbH Erlenwiesen 16 D-73614 Schorndorf Tel. +49 (0)7181-9222-0 www.alphacam.de
7181-9222-0 www.alphacam.de") alphacam GmbH Erlenwiesen 16 D-73614 Schorndorf Tel. +49 (0)7181-9222-0 www.alphacam.de alphacam austria GmbH Handelskai 92 Gate 1 / 2. OG / Top A A-1200 Wien Tel. +43 (0) 1 3619 600-0 www.alphacam.at
alphacam GmbH Erlenwiesen 16 D-73614 Schorndorf Tel. +49 (0)7181-9222-0 www.alphacam.de alphacam austria GmbH Handelskai 92 Gate 1 / 2. OG / Top A A-1200 Wien Tel. +43 (0) 1 3619 600-0 www.alphacam.at
3D-Druck Chancen für die Spritzgussindustrie
 3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
3D-Druck Chancen für die Spritzgussindustrie MEDTECH-Anwendungen und Potenziale Das Freiamt - eine innovative Wirtschaftsregion 1 3D-Druck: Was bisher geschah Vom Rapid Prototyping zu additiver Fertigung:
Besonderheiten 2K Spritzguss: Werkzeug
 Verbund-, Umsetz-, Dreh- oder Schiebertechnik im Werkzeug sind die wohl wichtigsten und am häufigsten anzutreffenden Varianten. Bei der Wahl der Werkzeugtechnik spielen, ebenso wie bei der Maschinenkonfiguration,
Verbund-, Umsetz-, Dreh- oder Schiebertechnik im Werkzeug sind die wohl wichtigsten und am häufigsten anzutreffenden Varianten. Bei der Wahl der Werkzeugtechnik spielen, ebenso wie bei der Maschinenkonfiguration,
WELCOME TO THE HOME OF 3D PRINTING NEUE LÖSUNGEN IN DER ADDITIVEN FERTIGUNG MIT KUNSTSTOFFEN VON STRATASYS
 WELCOME TO THE HOME OF 3D PRINTING NEUE LÖSUNGEN IN DER ADDITIVEN FERTIGUNG MIT KUNSTSTOFFEN VON STRATASYS Professional 3D-Printing Forum auf der Prodex/Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
WELCOME TO THE HOME OF 3D PRINTING NEUE LÖSUNGEN IN DER ADDITIVEN FERTIGUNG MIT KUNSTSTOFFEN VON STRATASYS Professional 3D-Printing Forum auf der Prodex/Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
WELCOME TO THE HOME OF 3D PRINTING. Neue Lösungen in der additiven Fertigung mit Kunststoffen von Stratasys
 WELCOME TO THE HOME OF 3D PRINTING Neue Lösungen in der additiven Fertigung mit Kunststoffen von Stratasys Professional 3D-Printing Forum auf der Prodex/ Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
WELCOME TO THE HOME OF 3D PRINTING Neue Lösungen in der additiven Fertigung mit Kunststoffen von Stratasys Professional 3D-Printing Forum auf der Prodex/ Swisstech 1 ALPHACAM.CH ÜBERSICHT NEUE LÖSUNGEN
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer. Eberhard Lutz / Bereichsleiter freeformer
 Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Aktuelle Entwicklung des 3D Drucks mit dem offenen System Freeformer Eberhard Lutz / Bereichsleiter freeformer Das Familienunternehmen Zahlen, Daten, Fakten Zentrale Produktion in Loßburg (Deutschland)
Vorlesung Kunststofftechnik
 Vorlesung Kunststofftechnik 1 Einführung 2 1.1 Kriterien für den Einsatz von Faserverbundwerkstoffen (FVW) 2 1.2 Faserverstärkung 2 1.3 Herstellung der Verstärkungsfaser 2 1.4 Auswahl der Faser 3 2 Faserausrichtungen
Vorlesung Kunststofftechnik 1 Einführung 2 1.1 Kriterien für den Einsatz von Faserverbundwerkstoffen (FVW) 2 1.2 Faserverstärkung 2 1.3 Herstellung der Verstärkungsfaser 2 1.4 Auswahl der Faser 3 2 Faserausrichtungen
3D-Druck, die innovative Neuerung für den Maschinenbau
 3D Druck 3D-Druck, die innovative Neuerung für den Maschinenbau unkomplizierter, schneller und kostengünstiger 3D Druck von Alphatec Maschinenbau Unsere neueste Anschaffung ist ein 3D Drucker zur Unterstützung
3D Druck 3D-Druck, die innovative Neuerung für den Maschinenbau unkomplizierter, schneller und kostengünstiger 3D Druck von Alphatec Maschinenbau Unsere neueste Anschaffung ist ein 3D Drucker zur Unterstützung
3 D-Druck für industrielle Anwendungen
 3 D-Druck für industrielle Anwendungen Die Technik entwickelt sich immer mehr vom Primitiven über das Komplizierte zum Einfachen. Antoine de Saint-Exupéry 1 StaeGi Engineering Entwicklung Handel Fokus
3 D-Druck für industrielle Anwendungen Die Technik entwickelt sich immer mehr vom Primitiven über das Komplizierte zum Einfachen. Antoine de Saint-Exupéry 1 StaeGi Engineering Entwicklung Handel Fokus
Materialdaten Richtwerte
 Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
Materialdaten Richtwerte Technologie Material Dichte g/cm Härte, Shore ABS Ein ABS-Prototyp hat bis zu ca. 80 % der Stärke eines Spritzguss-ABS, was bedeutet, dass er besonders gut für funktionelle Anwendungen
rapid-tooling Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11
 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11") Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus
 teileweit voraus mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus teilew mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 Rapid Tooling Prototypen-Spritzguss
teileweit voraus mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus teilew mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 Rapid Tooling Prototypen-Spritzguss
Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing)
") Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing) Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering + Design erstellen kosteneffizient Musterteile ab 3D CAD oder 3D Scan
Rapid Prototyping im FDM Verfahren (Additive Fertigung/3D- Printing) Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering + Design erstellen kosteneffizient Musterteile ab 3D CAD oder 3D Scan
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Formen aus Stahl,Bauteile aus Titan und Stahl
 Formen aus Stahl,Bauteile aus Titan und Stahl Direkt erstellt im Rapid Prototyping Verfahren von Arcam mit dem Elektronenstrahl Ulf Lindhe, Arcam AB Hans-Joachim Hesse, RTC 2004 Ulf Lindhe; Lizenznehmer
Formen aus Stahl,Bauteile aus Titan und Stahl Direkt erstellt im Rapid Prototyping Verfahren von Arcam mit dem Elektronenstrahl Ulf Lindhe, Arcam AB Hans-Joachim Hesse, RTC 2004 Ulf Lindhe; Lizenznehmer
Entwicklung und Optimierung von AM Bauteilen für die Verfahrenstechnik
 Entwicklung und Optimierung von AM Bauteilen für die Verfahrenstechnik Sebastian Mathias Schillo, Felix Volkmann 1 Additive Manufacturing (AM) 3-D Druck EmPad - 2016 THALETEC GmbH 2 Additive Manufacturing
Entwicklung und Optimierung von AM Bauteilen für die Verfahrenstechnik Sebastian Mathias Schillo, Felix Volkmann 1 Additive Manufacturing (AM) 3-D Druck EmPad - 2016 THALETEC GmbH 2 Additive Manufacturing
Metallguss für Entwicklung und Miniserien
 Metallguss für Entwicklung und Miniserien Kunden-Lieferanten-Workshop & Erfahrungsaustausch "Bauteilbeschaffung vom Erstmuster bis zur Serie" Donnerstag, 23. Juli 2015 Jochen Eichert, Leotech GmbH Leotech
Metallguss für Entwicklung und Miniserien Kunden-Lieferanten-Workshop & Erfahrungsaustausch "Bauteilbeschaffung vom Erstmuster bis zur Serie" Donnerstag, 23. Juli 2015 Jochen Eichert, Leotech GmbH Leotech
HILZEN HILZEN -3D- CAD DESIGN. 3D Druck. ...und aus Ihrer Idee wird Realität
 Idee HILZEN S A U E R CAD DESIGN HILZEN S A U E R -3D- P R I N T Idee 3D Druck...und aus Ihrer Idee wird Realität Inkjet (MJM Multijet Modelling) Ideal für passgenaue und bewegliche Baugruppen Mit dem
Idee HILZEN S A U E R CAD DESIGN HILZEN S A U E R -3D- P R I N T Idee 3D Druck...und aus Ihrer Idee wird Realität Inkjet (MJM Multijet Modelling) Ideal für passgenaue und bewegliche Baugruppen Mit dem
3. Konstruktionselemente in Kunststoff. 3.1.Kunststofftypische Elemente Designelemente, Flächen
 3. Konstruktionselemente in Kunststoff 3.1.Kunststofftypische Elemente 3.1.1 Designelemente, Flächen Die vorhandenen Formgebungsverfahren für Kunststoffe erlauben die kostengünstige Herstellung von designerisch
3. Konstruktionselemente in Kunststoff 3.1.Kunststofftypische Elemente 3.1.1 Designelemente, Flächen Die vorhandenen Formgebungsverfahren für Kunststoffe erlauben die kostengünstige Herstellung von designerisch
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht!
 Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Ihr zuverlässiger Partner, wenn es um die fachmännische Umsetzung Ihrer Ideen geht! Das Unternehmen Rapid 3D Service ist ein innovatives Unternehmen auf dem Markt der additiven Fertigung, insbesondere
Entwicklung eines Spritzgießwerkzeugs
 http://www.plexpert.de 1 Entwicklung eines Spritzgießwerkzeugs zur Herstellung eines dreidimensionalen Schaltungsträgers aus Kunststoff SMT 2013, Nürnberg http://www.plexpert.de 2 Thomas Mann Dipl. Ing.
http://www.plexpert.de 1 Entwicklung eines Spritzgießwerkzeugs zur Herstellung eines dreidimensionalen Schaltungsträgers aus Kunststoff SMT 2013, Nürnberg http://www.plexpert.de 2 Thomas Mann Dipl. Ing.
Rapid Prototyping mit 3D- Printer Service für Musterteile / Additive Fertigung
 Rapid Prototyping mit 3D- Printer Service für Musterteile / Additive Fertigung Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering+Design erstellen kosteneffizient Musterteile ab 3D CAD oder
Rapid Prototyping mit 3D- Printer Service für Musterteile / Additive Fertigung Professionelle Stratasys FDM 3D-Drucker der Sauter Engineering+Design erstellen kosteneffizient Musterteile ab 3D CAD oder
PARAT. Plastic Competence.
 PLASTIC competence PARAT. Plastic Competence. PARAT verfügt über ein breites Spektrum an Technologien und kann so auf die unterschiedlichsten Kundenbedürfnisse eingehen. Von Composite-Technologie faserverstärken
PLASTIC competence PARAT. Plastic Competence. PARAT verfügt über ein breites Spektrum an Technologien und kann so auf die unterschiedlichsten Kundenbedürfnisse eingehen. Von Composite-Technologie faserverstärken
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Vorwort. 1 Druckgusslegierungen und ihre Eigenschaften 3. 1.1 Aluminiumdruckgusslegierungen 4. 1.2 Magnesiumdruckgusslegierungen 8
 Inhaltsverzeichnis IX Inhaltsverzeichnis Vorwort Einleitung V XXIII 1 Druckgusslegierungen und ihre Eigenschaften 3 1.1 Aluminiumdruckgusslegierungen 4 1.2 Magnesiumdruckgusslegierungen 8 1.3 Kupferdruckgusslegierungen
Inhaltsverzeichnis IX Inhaltsverzeichnis Vorwort Einleitung V XXIII 1 Druckgusslegierungen und ihre Eigenschaften 3 1.1 Aluminiumdruckgusslegierungen 4 1.2 Magnesiumdruckgusslegierungen 8 1.3 Kupferdruckgusslegierungen
Herstellung von hochwertigen Kunststoffteilen
 Ihre Laser-Sinter-Boutique für Herstellung von hochwertigen Kunststoffteilen Referent: Alain Stebler, Geschäftsführer Rapid Manufacturing Die aktuell verfügbaren additiven Fertigungstechnologien für Kunststoff
Ihre Laser-Sinter-Boutique für Herstellung von hochwertigen Kunststoffteilen Referent: Alain Stebler, Geschäftsführer Rapid Manufacturing Die aktuell verfügbaren additiven Fertigungstechnologien für Kunststoff
Roman Hofer & Dipl.-Ing. Uwe Kolshorn, , in Chemnitz. Neue Möglichkeiten für den Leichtbau mit dem MuCell -Verfahren
 Roman Hofer & Dipl.-Ing. Uwe Kolshorn, 27.09.2016, in Chemnitz Neue Möglichkeiten für den Leichtbau mit dem MuCell -Verfahren Zwei Hauptmerkmale beschreiben den MuCell Prozess 1. Kontrolliertes Zuführen
Roman Hofer & Dipl.-Ing. Uwe Kolshorn, 27.09.2016, in Chemnitz Neue Möglichkeiten für den Leichtbau mit dem MuCell -Verfahren Zwei Hauptmerkmale beschreiben den MuCell Prozess 1. Kontrolliertes Zuführen
Ultramid B High Speed
 Ultramid B Polyamid 6 mit verbesserten Fließeigenschaften Ultramid im Internet: www.ultramid.de Ultramid B spart Kosten beim Spritzgießen Ultramid B spart Kosten beim Spritzgießen Ein thermoplastischer
Ultramid B Polyamid 6 mit verbesserten Fließeigenschaften Ultramid im Internet: www.ultramid.de Ultramid B spart Kosten beim Spritzgießen Ultramid B spart Kosten beim Spritzgießen Ein thermoplastischer
High-Speed für Ihre Ideen. CNC ein starker Partner von Anfang an, der Ihnen überzeugend schnelle Lösungen bietet. www.cnc-ag.de
 CNC Speedform AG Dammstraße 54-56 33824 Werther Germany CNC Speedform AG P.O.Box 72 7580 AB Losser Netherlands High-Speed für Ihre Ideen fon +49(0)5203-9748-0 fax +49(0)5203-9748-20 mail sales@cnc-ag.de
CNC Speedform AG Dammstraße 54-56 33824 Werther Germany CNC Speedform AG P.O.Box 72 7580 AB Losser Netherlands High-Speed für Ihre Ideen fon +49(0)5203-9748-0 fax +49(0)5203-9748-20 mail sales@cnc-ag.de
Kunststoffsonderteile. Kunststoff-Spritzguss TPE-Spritzguss Sonderprofile
 Kunststoffsonderteile Kunststoff-Spritzguss TPE-Spritzguss Sonderprofile Kunststoffsonderteile: Spritzgussteile Wir liefern thermoplastische Kunststoff-Spritzgussteile aus neu anzufertigenden Formen/ Werkzeugen
Kunststoffsonderteile Kunststoff-Spritzguss TPE-Spritzguss Sonderprofile Kunststoffsonderteile: Spritzgussteile Wir liefern thermoplastische Kunststoff-Spritzgussteile aus neu anzufertigenden Formen/ Werkzeugen
PRÄZISIONS-PROTOTYPING DIE ROLLE VON 3D-GEDRUCKTEN FORMEN IN DER SPRITZGUSSBRANCHE
 PRÄZISIONS-PROTOTYPING DIE ROLLE VON 3D-GEDRUCKTEN FORMEN IN DER SPRITZGUSSBRANCHE von lior Zonder & nadav Sella einführung Beim Spritzgussverfahren wird Kunststoff in eine Form eingespritzt, in der dieser
PRÄZISIONS-PROTOTYPING DIE ROLLE VON 3D-GEDRUCKTEN FORMEN IN DER SPRITZGUSSBRANCHE von lior Zonder & nadav Sella einführung Beim Spritzgussverfahren wird Kunststoff in eine Form eingespritzt, in der dieser
2.2 Was bringt Keramik in Form Die keramische Prozesskette
 Vortragsblock 1 2.2 Was bringt Keramik in Form Die keramische Prozesskette Dr. Stephan Ahne, Dr. Ilka Lenke Carmen Hesch CeramTec AG Plochingen Die Folien finden Sie ab Seite 76. 2.2.1. Einleitung: Vielfalt
Vortragsblock 1 2.2 Was bringt Keramik in Form Die keramische Prozesskette Dr. Stephan Ahne, Dr. Ilka Lenke Carmen Hesch CeramTec AG Plochingen Die Folien finden Sie ab Seite 76. 2.2.1. Einleitung: Vielfalt
Thema: Kunststoffspritzgiessen, Beispiel Lego Stein Herstellung
 MIES-VAN-DER-ROHE-SCHULE BERUFSKOLLEG FÜR TECHNIK DER STADT AACHEN Fachschule für Technik / Maschinentechnik Thema: Kunststoffspritzgiessen, Beispiel Lego Stein Herstellung Klasse: T2V1 Fach: Fertigungsverfahren
MIES-VAN-DER-ROHE-SCHULE BERUFSKOLLEG FÜR TECHNIK DER STADT AACHEN Fachschule für Technik / Maschinentechnik Thema: Kunststoffspritzgiessen, Beispiel Lego Stein Herstellung Klasse: T2V1 Fach: Fertigungsverfahren
3D-Laser im Überblick
 3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
Additive Manufacturing im Produktionsalltag Entwicklung, Fertigung und Einsatz im Alltag. SLS-Technologie Beispiele für Kunststoff
 Additive Manufacturing im Produktionsalltag Entwicklung, Fertigung und Einsatz im Alltag Welche Rolle spielt AM für den Maschinenbauer SLS-Technologie Beispiele für Kunststoff 1 Was ist Prototyping? Herstellung
Additive Manufacturing im Produktionsalltag Entwicklung, Fertigung und Einsatz im Alltag Welche Rolle spielt AM für den Maschinenbauer SLS-Technologie Beispiele für Kunststoff 1 Was ist Prototyping? Herstellung
Kunststoffschäumen bei Pollmann
 Kunststoffschäumen bei Pollmann Geschäumter Kunststoff: Querschnitt - kompakte Randschicht - Kern mit zahlreichen mikroskopisch kleinen Bläschen 2 Chemisches und physikalisches Schäumen Es gibt 2 Schäumverfahren:
Kunststoffschäumen bei Pollmann Geschäumter Kunststoff: Querschnitt - kompakte Randschicht - Kern mit zahlreichen mikroskopisch kleinen Bläschen 2 Chemisches und physikalisches Schäumen Es gibt 2 Schäumverfahren:
Pulverspritzguss MIM/CIM
 Pulverspritzguss MIM/CIM Einleitung Abmessungen/Toleranzen Technologie Einsatzkriterien Markt Wettbewerbsverfahren Werkstoffe Zusammenfassung Verfahren MIM/CIM bei Prontoplast Einleitung Pulverspritzguss
Pulverspritzguss MIM/CIM Einleitung Abmessungen/Toleranzen Technologie Einsatzkriterien Markt Wettbewerbsverfahren Werkstoffe Zusammenfassung Verfahren MIM/CIM bei Prontoplast Einleitung Pulverspritzguss
Technische Revolution CPC
 Compact Industries GmbH Unternehmensbereich Kunsstofffertigung Neue Produktionstechnologie (Compact Processing Composites) Neue Produktionstechnologie (Compact Processing Composites) Technische Revolution
Compact Industries GmbH Unternehmensbereich Kunsstofffertigung Neue Produktionstechnologie (Compact Processing Composites) Neue Produktionstechnologie (Compact Processing Composites) Technische Revolution
Hot Lithography Materialrevolution im Kunststoff 3D-Druck
 Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
Hot Lithography Materialrevolution im Kunststoff 3D-Druck Dr. Markus Pfaffinger Zwick/Roell TestXpo, Ulm, 18.10.2017 www.cubicure.com Additive Fertigung 3D-Modell Zerlegen in Schichten Aufbau im Drucker
Seit Qualität. in Höchstform. Formen- und Modellbau Thermoforming Faserverbund Sondermaschinenbau
 Seit 1896 Qualität in Höchstform Formen- und Modellbau Thermoforming Faserverbund Sondermaschinenbau Firmenportrait Formen- und Modellbau Thermoforming Faserverbund Sondermaschinenbau Jede Form eine Lösung
Seit 1896 Qualität in Höchstform Formen- und Modellbau Thermoforming Faserverbund Sondermaschinenbau Firmenportrait Formen- und Modellbau Thermoforming Faserverbund Sondermaschinenbau Jede Form eine Lösung
-WERK- KUNSTSTOFF ZEUGBAU
 -WERK- KUNSTSTOFF ZEUGBAU Dynamisch und zuverlässig Die Marcel Bützer AG ist ein dynamisches und zuverlässiges Unternehmen der Zulieferindustrie. Hier entstehen hochwertige und technisch aufwendige Kunststoffteile
-WERK- KUNSTSTOFF ZEUGBAU Dynamisch und zuverlässig Die Marcel Bützer AG ist ein dynamisches und zuverlässiges Unternehmen der Zulieferindustrie. Hier entstehen hochwertige und technisch aufwendige Kunststoffteile
Textil-Kunststoffverbunde für optische Verkleidungsteile
 Textil-Kunststoffverbunde für optische Verkleidungsteile Agenda Metall-Textil Kombinationen Quellflussprägen und Hinterspritzen als Substitut zum Kaschieren Entwicklungsprojekte Varysoft Beheizbare Dekore
Textil-Kunststoffverbunde für optische Verkleidungsteile Agenda Metall-Textil Kombinationen Quellflussprägen und Hinterspritzen als Substitut zum Kaschieren Entwicklungsprojekte Varysoft Beheizbare Dekore
Simulation für CFK Komponenten effizient einsetzen - ein durchgängiger Entwicklungsprozess für HD-RTM Bauteile
 Simulation für CFK Komponenten effizient einsetzen - ein durchgängiger Entwicklungsprozess für HD-RTM Bauteile Konzept Technologie Engineering Entwicklungsprozess Schlosscover GT Serienproduktion Materialcharakterisierung
Simulation für CFK Komponenten effizient einsetzen - ein durchgängiger Entwicklungsprozess für HD-RTM Bauteile Konzept Technologie Engineering Entwicklungsprozess Schlosscover GT Serienproduktion Materialcharakterisierung
Faszination Rapid Prototyping schnell, präzise, zielgenau!
 TIS-Workshop Rapid Prototyping Faszination Rapid Prototyping schnell, präzise, zielgenau! Reinhard Raffl 1zu1 Prototypen GmbH & Co KG 6850 Dornbirn 1zu1 Prototypen GmbH & Co KG Gründung : 1996 Mitarbeiter
TIS-Workshop Rapid Prototyping Faszination Rapid Prototyping schnell, präzise, zielgenau! Reinhard Raffl 1zu1 Prototypen GmbH & Co KG 6850 Dornbirn 1zu1 Prototypen GmbH & Co KG Gründung : 1996 Mitarbeiter
CTE. Immer eine Idee besser. Über CTE Unternehmensbereiche Standorte
 CTE Immer eine Idee besser. Osnabrück Braunschweig Bielefeld Schwerte Kassel Böblingen München Über CTE Unternehmensbereiche Standorte Immer eine Idee besser. Unter diesem Motto hat sich CTE als ein anerkannter
CTE Immer eine Idee besser. Osnabrück Braunschweig Bielefeld Schwerte Kassel Böblingen München Über CTE Unternehmensbereiche Standorte Immer eine Idee besser. Unter diesem Motto hat sich CTE als ein anerkannter
Der 3D-Druck. Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick
 Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
Der 3D-Druck Die wichtigsten Verfahren mit Ihren Vor- & Nachteile im Überblick von Patrick Kilb Was Sie erwartet Der folgende Artikel stellt die wichtigsten 3D-Druck-Verfahren für die Fertigung von technischen
EINSATZ ADDITIVER FERTIGUNGSVERFAHREN JENSEITS DES 3D-DRUCKS
 EINSATZ ADDITIVER FERTIGUNGSVERFAHREN JENSEITS DES 3D-DRUCKS Transferinitiative RLP, März 2017 Frank Schäflein, Expert Technical Consultant Stratasys GmbH 1 STRATASYS / DAS UNTERNEHMEN FÜR 3D-DRUCK-LÖSUNGEN
EINSATZ ADDITIVER FERTIGUNGSVERFAHREN JENSEITS DES 3D-DRUCKS Transferinitiative RLP, März 2017 Frank Schäflein, Expert Technical Consultant Stratasys GmbH 1 STRATASYS / DAS UNTERNEHMEN FÜR 3D-DRUCK-LÖSUNGEN
Vom Prototyping zum E-Manufacturing SLS-Technologie Beispiele in Metall und Kunststoff Ronald Hopp, Initial
 Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Sprechstunde LEICHTBAU weniger ist mehr, additive Fertigung Vom Prototyping zum E-Manufacturing Beispiele in Metall und Kunststoff Ronald Hopp, Initial Sprechstunde Leichtbau 06.05.2015 Vom Prototyping
Werkzeug- und Formenbau Willy Sutter GmbH
 Werkzeug- und Formenbau Willy Sutter GmbH Für manche reine Formsache, für uns Perfektion aus Leidenschaft Wer sind wir? europaweit tätiges Unternehmen drei Standorte in Deutschland 46 erfahrene Mitarbeiter
Werkzeug- und Formenbau Willy Sutter GmbH Für manche reine Formsache, für uns Perfektion aus Leidenschaft Wer sind wir? europaweit tätiges Unternehmen drei Standorte in Deutschland 46 erfahrene Mitarbeiter
3D-Druck. Aktueller Stand der Technik. Anforderungen. Umsetzung
 3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
3D-Druck Aktueller Stand der Technik Anforderungen Umsetzung Additive Fertigungstechnologien entfalten Ihr Potenzial erst, wenn alle Bereiche der Industrie diese antizipieren. Geschichte des 3D-Drucks
BMW Boxermotoren Gussanwendungen gestern, heute und morgen.
 Seite 1 BMW Boxermotoren Gussanwendungen gestern, heute und morgen. 2014 Ségaud, Wagener, Bauer Seite 2 Die Anfänge. 2 1923: Formenbau in der BMW Gießerei Kardangehäuse der BMW R32 Seite 3 Die Weiterentwicklung.
Seite 1 BMW Boxermotoren Gussanwendungen gestern, heute und morgen. 2014 Ségaud, Wagener, Bauer Seite 2 Die Anfänge. 2 1923: Formenbau in der BMW Gießerei Kardangehäuse der BMW R32 Seite 3 Die Weiterentwicklung.
3. TechnologieDialog Südwestfalen
 3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
3. TechnologieDialog Südwestfalen 3D Druck, wohin geht die Reise? Lüdenscheid 23.03.2015 Praxisbeispiele der Fa. Canto Ing. GmbH Lüdenscheid Hagen Tschorn I Geschäftsführer Kurzvorstellung der Firma Canto
Die einzelnen Radpid- Prototyping-Verfahren im Detail
 Was ist? bedeutet übersetzt: schneller Modellbau und ist ein Überbegriff für die verschiedenen Technischen Verfahren, welche zur schnellen Fertigung von Bauteilen verwendet werden. Der Ausgangspunkt sind
Was ist? bedeutet übersetzt: schneller Modellbau und ist ein Überbegriff für die verschiedenen Technischen Verfahren, welche zur schnellen Fertigung von Bauteilen verwendet werden. Der Ausgangspunkt sind
Unvollständiges Füllen der Form Oberflächenfehler im Einspritzbereich Oberflächenrauhes Extrudat. Einsackstellen Fließlinien Ungleichmäßige Querfläche
 PROBLEMLÖSUNG INHALT ALLGEMEINES SPRITZGIESSEN EXTRUDIEREN Unvollständiges Füllen der Form Oberflächenfehler im Einspritzbereich Oberflächenrauhes Extrudat Einsackstellen Fließlinien Ungleichmäßige Querfläche
PROBLEMLÖSUNG INHALT ALLGEMEINES SPRITZGIESSEN EXTRUDIEREN Unvollständiges Füllen der Form Oberflächenfehler im Einspritzbereich Oberflächenrauhes Extrudat Einsackstellen Fließlinien Ungleichmäßige Querfläche
Hohe mechanische Widerstandsfähigkeit. Vielfältige Oberflächen sind realisierbar
 Acrylglas. Sonnenstrahlen brechen sich in Spektralfarben. Lichtspiele auf perfekten Oberflächen. Räumliche Präsenz trotz höchster Transparenz. Faszination eines vollendeten Werkstoffes. Die von M.S.B.
Acrylglas. Sonnenstrahlen brechen sich in Spektralfarben. Lichtspiele auf perfekten Oberflächen. Räumliche Präsenz trotz höchster Transparenz. Faszination eines vollendeten Werkstoffes. Die von M.S.B.
11. Coachulting Forum. 11. März 2015 Quadrium, Wernau. Mit dem Arburg Freeformer auf dem Weg zur Kleinserie. Andreas Kleinfeld
 11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
3D-Druck im Amateurfunk
 1 Inhalt Grundlagen CAD Modell mit FreeCAD erstellen Slicen des Modells mit Cura Drucken des Modells Fragen Links 2 Grundlagen Druckverfahren: Selektive Laserschmelzen und das Elektronenstrahlschmelzen
1 Inhalt Grundlagen CAD Modell mit FreeCAD erstellen Slicen des Modells mit Cura Drucken des Modells Fragen Links 2 Grundlagen Druckverfahren: Selektive Laserschmelzen und das Elektronenstrahlschmelzen
Selektive Lasersinter Drucker. Thermoplastische Produktionsteile gefertigt mit den ProX und spro SLS Druckern
 Selektive Lasersinter Drucker Thermoplastische Produktionsteile gefertigt mit den ProX und spro SLS Druckern Grenzenlose Möglichkeiten durch werkzeuglose Fertigung ZEIT- UND KOSTENINTENSIVE WERKZEUGERSTELLUNG
Selektive Lasersinter Drucker Thermoplastische Produktionsteile gefertigt mit den ProX und spro SLS Druckern Grenzenlose Möglichkeiten durch werkzeuglose Fertigung ZEIT- UND KOSTENINTENSIVE WERKZEUGERSTELLUNG
TPE VERARBEITUNGS- HINWEISE 2K
 TPE VERARBEITUNGS- HINWEISE 2K INHALT ALLEGEMEINES ZWEIKOMPONENTENSPRITZGIESSEN EINSTELLPARAMETER WEITERE MASSNAHMEN ZUR VERBESSERUNG DER HAFTUNG ZWEIKOMPONENTENEXTRUSION EINSTELLPARAMETER KONTAKT ALLGEMEINES
TPE VERARBEITUNGS- HINWEISE 2K INHALT ALLEGEMEINES ZWEIKOMPONENTENSPRITZGIESSEN EINSTELLPARAMETER WEITERE MASSNAHMEN ZUR VERBESSERUNG DER HAFTUNG ZWEIKOMPONENTENEXTRUSION EINSTELLPARAMETER KONTAKT ALLGEMEINES
Holzfasergefüllte Compounds: vielseitige Anwendungen
 Holzfasergefüllte Compounds: vielseitige Anwendungen Linotech GmbH&Co.KG Euloer Str. 242 03149 Forst www. linotech. de / info@linotech.de Tel: 03562-6985730 Cord Grashorn Linotech: kundenangepasste Compounds
Holzfasergefüllte Compounds: vielseitige Anwendungen Linotech GmbH&Co.KG Euloer Str. 242 03149 Forst www. linotech. de / info@linotech.de Tel: 03562-6985730 Cord Grashorn Linotech: kundenangepasste Compounds
Tribo 3D-Druck. ..plastics
 iglidur.....plastics Vorteile Individuelle Artikel selbst drucken Material: I15 Ohne beheiztes Druckbett verarbeitbar Abriebfestigkeit: +++ Seite 624 Material: I18 +26 C, weiß Seite 6 Material: I18-BL
iglidur.....plastics Vorteile Individuelle Artikel selbst drucken Material: I15 Ohne beheiztes Druckbett verarbeitbar Abriebfestigkeit: +++ Seite 624 Material: I18 +26 C, weiß Seite 6 Material: I18-BL
AKF. ARBURG Kunststoff-Freiformen.
 AKF ARBURG Kunststoff-Freiformen www.arburg.com AKF industrielle additive Fertigung Der Blick auf die industrielle additive Fertigung aus der Sicht eines Maschinenbauers: Das bedeutet Praxisorientierung,
AKF ARBURG Kunststoff-Freiformen www.arburg.com AKF industrielle additive Fertigung Der Blick auf die industrielle additive Fertigung aus der Sicht eines Maschinenbauers: Das bedeutet Praxisorientierung,
Gummikissen-Umformtechnologie
 Your partner in creative sheet metal Gummikissen-Umformtechnologie Verfahren zur Herstellung von Blechteilen mit fließenden Geometrien mit Stückzahlen von 1 bis 5000 / Jahr Phoenix 3D Metaal, Fijenhof
Your partner in creative sheet metal Gummikissen-Umformtechnologie Verfahren zur Herstellung von Blechteilen mit fließenden Geometrien mit Stückzahlen von 1 bis 5000 / Jahr Phoenix 3D Metaal, Fijenhof
Entwicklung der additiven Fertigung von 2004 bis 2015
 Generative Fertigung von Werkzeugeinsätze Entwicklung der additiven Fertigung von 2004 bis 2015 Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Stand 2014 Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117
Generative Fertigung von Werkzeugeinsätze Entwicklung der additiven Fertigung von 2004 bis 2015 Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Stand 2014 Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117
Full-Service Engineering. www.hofmann-innovation.com
 Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
Full-Service Engineering Referent: Peter Mischke Geboren 1981 Studium Maschinenbau an der TU Ilmenau bis 2007 Vertiefung Technische Optik, Lichttechnik und Feinwerktechnik Quality Systems Manager der DGQ
7) Hier nagt nicht der Zahn der Zeit
 Hier nagt nicht der Zahn der Zeit") 7) Hier nagt nicht der Zahn der Zeit A) Verbindungstechnik bei Verschleißschutzanwendungen Jürgen Spätling, TeCe Technical Ceramics GmbH & Co. KG, Selb Die Folien finden Sie ab Seite 290. Gliederung Einleitung
7) Hier nagt nicht der Zahn der Zeit A) Verbindungstechnik bei Verschleißschutzanwendungen Jürgen Spätling, TeCe Technical Ceramics GmbH & Co. KG, Selb Die Folien finden Sie ab Seite 290. Gliederung Einleitung
Entformung und Kühlung Die Neuentwicklung von CUMSA
 Entformung und Kühlung Die Neuentwicklung von CUMSA - Entformung von Hinterschneidungen - Zweistufenauswerfer - Vakuumtechnik Nuno Ferreira CUMSA Vertrieb deutschland@cumsa.com Über CUMSA Entwicklung,
Entformung und Kühlung Die Neuentwicklung von CUMSA - Entformung von Hinterschneidungen - Zweistufenauswerfer - Vakuumtechnik Nuno Ferreira CUMSA Vertrieb deutschland@cumsa.com Über CUMSA Entwicklung,
Unternehmen und Organisation. Unser Anspruch. Technische Ausstattung. Leistungsspektrum. Referenzen. Inhaltsverzeichnis
 Willkommen Inhaltsverzeichnis Unternehmen und Organisation Unser Anspruch Technische Ausstattung Leistungsspektrum Referenzen Unternehmen - Anspruch - Ausstattung - Leistungen - Referenzen Gründung 1994
Willkommen Inhaltsverzeichnis Unternehmen und Organisation Unser Anspruch Technische Ausstattung Leistungsspektrum Referenzen Unternehmen - Anspruch - Ausstattung - Leistungen - Referenzen Gründung 1994
3D Printing Technologie Verfahrensüberblick
 3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
3D Printing Technologie Verfahrensüberblick FOTEC Forschungs- und Technologietransfer GmbH Dr. Markus Hatzenbichler Engineering Technologies (TEC) Group Wiener Neustadt, 23.09.2015 Persönlicher Hintergrund
Nicht mehr lieferbar 3D-Druck als Alternative?
 Mitglied der Maintenance and Facility Management Society of Austria Mitglied in der Light Alliance des Laserzentrums Nord Mitglied Forum Vision Instandhaltung Mitglied der COG (Component Obsolescence Group)
Mitglied der Maintenance and Facility Management Society of Austria Mitglied in der Light Alliance des Laserzentrums Nord Mitglied Forum Vision Instandhaltung Mitglied der COG (Component Obsolescence Group)
Schleifstütze SVD-110
 Schleifstütze SVD-110 SCHABER Mit runder Schneide Mit gerader Schneide Mit abgerundete Seitenschneide FASSSCHABER UND ZUGMESSER ZIEHKLINGEN KLINGEN FÜR HOHLDREHWERKZEUGE SCHRAUBENDREHER Aufstellen der
Schleifstütze SVD-110 SCHABER Mit runder Schneide Mit gerader Schneide Mit abgerundete Seitenschneide FASSSCHABER UND ZUGMESSER ZIEHKLINGEN KLINGEN FÜR HOHLDREHWERKZEUGE SCHRAUBENDREHER Aufstellen der
Werkzeugbau. Formenbau. Kunststo?echnik. Entwicklung. Produktdesign QUALITÄT LEISTUNG KOMPETENZ
 Werkzeugbau Formenbau Kunststo?echnik Entwicklung Produktdesign Frank und Hagen Präzision GmbH Kolmergasse 30 91171 Obermässing FRANK Formenbau GmbH 01 / 1988 Gründung als Einzelunternehmen 02 / 1992 Beurkundung
Werkzeugbau Formenbau Kunststo?echnik Entwicklung Produktdesign Frank und Hagen Präzision GmbH Kolmergasse 30 91171 Obermässing FRANK Formenbau GmbH 01 / 1988 Gründung als Einzelunternehmen 02 / 1992 Beurkundung
Dr. Boy GmbH & Co. KG Neschener Straße 6 D Neustadt - Fernthal. Wirtschaftliche Lösungen für das Spritzgießen
 Dr. Boy GmbH & Co. KG Neschener Straße 6 D 53577 Neustadt - Fernthal Wirtschaftliche Lösungen für das Spritzgießen Die Dr. Boy GmbH & Co. KG Hersteller von Spritzgießmaschinen seit 1968 Inhaber - geführtes
Dr. Boy GmbH & Co. KG Neschener Straße 6 D 53577 Neustadt - Fernthal Wirtschaftliche Lösungen für das Spritzgießen Die Dr. Boy GmbH & Co. KG Hersteller von Spritzgießmaschinen seit 1968 Inhaber - geführtes
Die verbindung von kunststoff und technik
 Die verbindung von kunststoff und technik Kunststoff formen, Menschen begeistern. Die Firma TSG ist ein mittelständisches Unternehmen mit über 20-jähriger Erfahrung in der Herstellung von technischen Kunststoffteilen.
Die verbindung von kunststoff und technik Kunststoff formen, Menschen begeistern. Die Firma TSG ist ein mittelständisches Unternehmen mit über 20-jähriger Erfahrung in der Herstellung von technischen Kunststoffteilen.
Ideen sehen Qualität begreifen! Serienfertigung
 Ideen sehen Qualität begreifen! Produktmanagement Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Serienfertigung Partner Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Partner Serienfertigung
Ideen sehen Qualität begreifen! Produktmanagement Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Serienfertigung Partner Konstruktion Formen- und Werkzeugbau Muster- und Modellbau Partner Serienfertigung
Wir bringen Kunststoff in Form KMT. Schläuche Profile Entwicklung
 Wir bringen Kunststoff in Form Wir bringen Kunststoff in Form Unser Profil e.k. Ihr zuverlässiger Lieferant von Schläuchen und Profilen für viele Industriebereiche. Als Spezialist mit 20-jähriger Erfahrung
Wir bringen Kunststoff in Form Wir bringen Kunststoff in Form Unser Profil e.k. Ihr zuverlässiger Lieferant von Schläuchen und Profilen für viele Industriebereiche. Als Spezialist mit 20-jähriger Erfahrung
Blister. Spule. Zwei-Komponenten. Spritzguss. Entwicklung. Kunststoff. Design. Verbundwerkstoffe. Die Firma Parnet ist seit vielen Jahren
 www.parnet.fr Spule Spritzguss Blister Zwei-Komponenten Kunststoff Verbundwerkstoffe Entwicklung Design Die Firma Parnet ist seit vielen Jahren als führender Hersteller von Spulen und Blistern bekannt.
www.parnet.fr Spule Spritzguss Blister Zwei-Komponenten Kunststoff Verbundwerkstoffe Entwicklung Design Die Firma Parnet ist seit vielen Jahren als führender Hersteller von Spulen und Blistern bekannt.
Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik
 Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik Werkzeugbau Prototypenbau Kompetenz und Präzision Partner von der Idee bis zum serienreifen
Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik Werkzeugbau Prototypenbau Kompetenz und Präzision Partner von der Idee bis zum serienreifen
Bedeutung organischer Additive in der Formmassenentwicklung für das Pulverspritzgießen
 Bedeutung organischer Additive in der Formmassenentwicklung für das Pulverspritzgießen Oxana Weber, Thomas Hanemann Institut für Angewandte Materialien - Werkstoffprozesstechnik des Karlsruher Institut
Bedeutung organischer Additive in der Formmassenentwicklung für das Pulverspritzgießen Oxana Weber, Thomas Hanemann Institut für Angewandte Materialien - Werkstoffprozesstechnik des Karlsruher Institut
Formfüllsimulation in 3D (SIGMAsoft) für PIM Materialien
 für PIM Materialien") Formfüllsimulation in 3D (SIGMAsoft) für PIM Materialien Simulation für MIM / PIM Die Auswirkungen von PIM Feedstock auf das Formfüllverhalten und die Nachdruckphase werden nachfolgend anhand eines relativ
Formfüllsimulation in 3D (SIGMAsoft) für PIM Materialien Simulation für MIM / PIM Die Auswirkungen von PIM Feedstock auf das Formfüllverhalten und die Nachdruckphase werden nachfolgend anhand eines relativ
SWISS QUALITY. Spritzgussformen. Druckgussformen. Entgratungs- und Stanzwerkzeuge. Lohnfertigung WILLI FREHNER AG. Formen- und Werkzeugbau
 SWISS QUALITY Spritzgussformen Druckgussformen Entgratungs- und Stanzwerkzeuge Lohnfertigung WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich
SWISS QUALITY Spritzgussformen Druckgussformen Entgratungs- und Stanzwerkzeuge Lohnfertigung WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich
Stärke durch Know-how:
 Stärke durch Know-how: Eigene Konstruktion Kompetenz bei der Materialauswahl Präzise Fertigung Einzelteile, Ersatzteile, Kleinserien Komplette Baugruppen Stärke durch Know-how Seit 25 Jahren gilt ROLF
Stärke durch Know-how: Eigene Konstruktion Kompetenz bei der Materialauswahl Präzise Fertigung Einzelteile, Ersatzteile, Kleinserien Komplette Baugruppen Stärke durch Know-how Seit 25 Jahren gilt ROLF
J750 Applikationen. STEFAN ZOLLER Benchmark Production Engineer EMEA Stratasys GmbH
 J750 Applikationen STEFAN ZOLLER Benchmark Production Engineer EMEA Stratasys GmbH AGENDA Abschnitt 1 Abschnitt 2 Abschnitt 3 Workflow Software Applikationen WORKFLOW Arbeitsablauf für Erstellung der Modelle
J750 Applikationen STEFAN ZOLLER Benchmark Production Engineer EMEA Stratasys GmbH AGENDA Abschnitt 1 Abschnitt 2 Abschnitt 3 Workflow Software Applikationen WORKFLOW Arbeitsablauf für Erstellung der Modelle
KTG Direktverschraubungen
 KTG-Schrauben für thermoplastische Kunststoffe Thermoplastische Materialien stellen aufgrund ihrer Härte und Sprödigkeit besondere Ansprüche an die Direktverschraubung. Die KTG-Schrauben sind gewindeformende
KTG-Schrauben für thermoplastische Kunststoffe Thermoplastische Materialien stellen aufgrund ihrer Härte und Sprödigkeit besondere Ansprüche an die Direktverschraubung. Die KTG-Schrauben sind gewindeformende
6 Fehlerbehebung Troubleshooting
 6 Fehlerbehebung Troubleshooting 6.1 Troubleshooting Tabelle In der folgenden Tabelle sind die am häufigsten bei der Verarbeitung auftretenden Probleme aufgelistet, so wie mögliche Fehlerursachen und Abhilfe
6 Fehlerbehebung Troubleshooting 6.1 Troubleshooting Tabelle In der folgenden Tabelle sind die am häufigsten bei der Verarbeitung auftretenden Probleme aufgelistet, so wie mögliche Fehlerursachen und Abhilfe
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
GLEITLEISTEN UND PROFILE
 GLEITLEISTEN UND PROFILE INHALT Konstruktionsinfos Gleitleisten U-Profile Aufsteckprofile Gleitleiste, Bandmaterial selbstklebend 6, 7 8 9 DIE PERFEKTE ERGÄNZUNG FÜR KUNSTSTOFF-MODULBÄNDER. HYGIENISCHE
GLEITLEISTEN UND PROFILE INHALT Konstruktionsinfos Gleitleisten U-Profile Aufsteckprofile Gleitleiste, Bandmaterial selbstklebend 6, 7 8 9 DIE PERFEKTE ERGÄNZUNG FÜR KUNSTSTOFF-MODULBÄNDER. HYGIENISCHE
Werkstoffe nach anwendungsbezogenen Kriterien auswählen
 LERNFELD 1 1 Werkstoffe nach anwendungsbezogenen Kriterien auswählen Chemische Grundlagen 2 Bindungskräfte in Polymeren 3 Einteilung der Werkstoffe 4 Einteilung der Kunststoffe 5 Bildung von Makromolekülen
LERNFELD 1 1 Werkstoffe nach anwendungsbezogenen Kriterien auswählen Chemische Grundlagen 2 Bindungskräfte in Polymeren 3 Einteilung der Werkstoffe 4 Einteilung der Kunststoffe 5 Bildung von Makromolekülen
Gussteile mittels 3D-gedruckter Sandformen
 Technische Informationen Nr. 5 Giessen Technik I n n o vat i o n Gussteile mittels 3D-gedruckter Sandformen Höherer Kundennutzen dank 3D-Technologie: Ob kosteneffiziente Herstellung von Prototypen und
Technische Informationen Nr. 5 Giessen Technik I n n o vat i o n Gussteile mittels 3D-gedruckter Sandformen Höherer Kundennutzen dank 3D-Technologie: Ob kosteneffiziente Herstellung von Prototypen und
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung
 Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
Additive Kunststoffteilefertigung in der Praxis mit Blick auf Qualitätsmanagement und Selbstzertifizierung Ralf Schindel, Geschäftsführer ralf.schindel@prodartis.ch prodartis AG Industrieller 3D-Druck
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH
 RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
RP und RT in Metall an der FH-OÖ, Campus Wels FH-Prof. Dipl.-Ing., Dr. techn. Reinhard BUSCH Seite 2 Rapid-Prototyping (RP) und -Tooling (RT) am Campus Wels Labor für Produktentwicklung 3D-Digitalisierer-System
Verstärken von Kunststoffen
 Institut für Werkstofftechnik Kunststofftechnik Prof. Dr.-Ing. Hans-Peter Heim Verstärken von Kunststoffen Kapitel 4: Urformverfahren 4.4 Herstellung von Verbundwerkstoffen 4.4.1 Übersicht über Anwendungsfälle
Institut für Werkstofftechnik Kunststofftechnik Prof. Dr.-Ing. Hans-Peter Heim Verstärken von Kunststoffen Kapitel 4: Urformverfahren 4.4 Herstellung von Verbundwerkstoffen 4.4.1 Übersicht über Anwendungsfälle
Warum nicht gleich das Richtige testen?
 Kunststoff ist Zukunft... ist flexibel KUNSTSTOFFTECHNIK Warum nicht gleich das Richtige testen?... Prototypen in 10 Tagen aus gehärteten Stahlwerkzeugen. SWISS MADE BY SAMAPLAST AG www.samaplast.ch MÄRZ
Kunststoff ist Zukunft... ist flexibel KUNSTSTOFFTECHNIK Warum nicht gleich das Richtige testen?... Prototypen in 10 Tagen aus gehärteten Stahlwerkzeugen. SWISS MADE BY SAMAPLAST AG www.samaplast.ch MÄRZ
Empire Cycles generativ gefertigter Fahrradrahmen
 Empire Cycles generativ gefertigter Fahrradrahmen 3/3/2014 Slide 1 Projekt Partner Seite 2 Empire cycles Hintergrundinformationen Empire cycles ist ein kleiner, britischer Fertigungsbetrieb für Fahrräder.
Empire Cycles generativ gefertigter Fahrradrahmen 3/3/2014 Slide 1 Projekt Partner Seite 2 Empire cycles Hintergrundinformationen Empire cycles ist ein kleiner, britischer Fertigungsbetrieb für Fahrräder.
Mehrkomponenten - Kunststoffverarbeitung
 Mehrkomponenten - Übung 1 Grundlagen der Dipl.-Ing. Michael Schreiter 18.10.2017 Inhalt Spritzgießprozess Rheologie von Kunststoffschmelzen Formfüllverhalten Bindenähte, Schwindung und Verzug Bauteilgestaltung
Mehrkomponenten - Übung 1 Grundlagen der Dipl.-Ing. Michael Schreiter 18.10.2017 Inhalt Spritzgießprozess Rheologie von Kunststoffschmelzen Formfüllverhalten Bindenähte, Schwindung und Verzug Bauteilgestaltung
Das Unternehmen mit Visionen für die Zukunft
 Über 60 Jahre Erfahrung im Modell-, Formen - und Werkzeugbau Das Unternehmen mit Visionen für die Zukunft Kompetenz Zielstrebigkeit Individualität Zuverlässigkeit Schnelligkeit Leistung Erfahrung Gründer
Über 60 Jahre Erfahrung im Modell-, Formen - und Werkzeugbau Das Unternehmen mit Visionen für die Zukunft Kompetenz Zielstrebigkeit Individualität Zuverlässigkeit Schnelligkeit Leistung Erfahrung Gründer
Ihr Traumpartner... für Kunststoffteile. schnell flexibel innovativ. Wir stellen uns vor.
 Ihr Traumpartner...... für Kunststoffteile schnell flexibel innovativ Wir stellen uns vor. Daten und Fakten im Überblick Die WWS Technik in Form und Kunststoff GmbH ist ein deutsches, Inhaber geführtes
Ihr Traumpartner...... für Kunststoffteile schnell flexibel innovativ Wir stellen uns vor. Daten und Fakten im Überblick Die WWS Technik in Form und Kunststoff GmbH ist ein deutsches, Inhaber geführtes
Lassen Sie uns miteinander reden!
 Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Kurzvorstellung Messmöglichkeiten mit 4a impetus P. Reithofer, M. Rollant, A. Fertschej (4a engineering GmbH)
") Kurzvorstellung Messmöglichkeiten mit 4a impetus P. Reithofer, M. Rollant, A. Fertschej (4a engineering GmbH) Workshop Kunststoffe, Filderstadt 24. September 2013 1 Inhalt Einleitung Messtechnik Software
Kurzvorstellung Messmöglichkeiten mit 4a impetus P. Reithofer, M. Rollant, A. Fertschej (4a engineering GmbH) Workshop Kunststoffe, Filderstadt 24. September 2013 1 Inhalt Einleitung Messtechnik Software