Maschinelles Oberflächenfinish von Umformwerkzeugen durch Festklopfbearbeitung
|
|
|
- Jörg Kaufman
- vor 6 Jahren
- Abrufe
Transkript
1 Maschinelles Oberflächenfinish von Umformwerkzeugen durch Festklopfbearbeitung European Press-shop Meeting,10. Oktober 2013 Johannes Wied, Daimler AG 1

2 Das Mercedes-Benz Werk Sindelfingen Mitarbeiter: Produktpalette: ca am Standort Sindelfingen C-, E-, S-, CL-, CLS-Klasse, Maybach, Montage SLS AMG, B-Klasse Brennstoffzelle Volumen: Fläche: ca Fahrzeuge/Tag ca. 3km² Luftaufnahme Mercedes-Benz Werk Sindelfingen 2

3 Das Center Betriebsmittel Konstruktion und Beschaffung von Umformwerkzeugen, Rohbau- und Montageanlagen Anfertigung und Einführung von Umformwerkzeugen vornehmlich für Außenhautteile Beschaffung aller weiteren Umformwerkzeugen für die eigenen Presswerke ca Mitarbeiter Maschinenpark des Center Betriebsmittel 3











4 Produktspektrum des Werkzeugbaus Eigenfertigung Werkzeuge Werkzeuge für Außenhautteile Werkzeuge für die zugehörigen Innenteile Fremdbeschaffung Werkzeuge Alle Werkzeuge, die nicht im Haus gefertigt werden und in den Mercedes-Benz Presswerken zum Einsatz kommen, werden extern beschafft, z. B.: Werkzeuge für Innen- und Strukturteile Werkzeuge für Strukturteile zur Kapazitätsauslastung Werkzeuge für Klein-und Stanzteile 4









5 Die Prozesskette der Werkzeuganfertigung Strategie- Phase Produkt- Konzeption Fahrzeugphase Serie Methode Pressteilplanung Fahrzeugentwicklung Werkzeug- konstruktion Werkzeug- anfertigung Montage & Tryout Presswerk Verantwortungsbereich Werkzeugbau BM Konzeptabsicherung Ziehanlage CAD-Bauteilgeometrie Umformsimulation Werkzeugengineering und Konstruktion NC-Fertigung Werkzeugmontage und Tryout Fertigung im Presswerk 5



6 Reduzierung der Durchlaufzeit durch Festklopfen Konventioneller Prozess Wareneingang Grund- und 5-Seitenbearbeitung Werkzeugmontage Formbearbeitung Manuelles Oberflächenfinish Durchlaufzeitreduzierung durch Festklopfbearbeitung t Wareneingang Grund- und 5-Seitenbearbeitung Formbearbeitung Werkzeugmontage Festklopfbearbeitung 6

7 Funktionsprinzip der Festklopfbearbeitung Verfahren zur mechanischen Oberflächenbehandlung Hämmerndes Werkzeug wird von Bearbeitungsmaschine oder Roboter nach NC-Daten über die Werkstückoberfläche geführt Effekte Einglättung bzw. Strukturierung Randschichtverfestigung Erzeugung oberflächennaher Druckeigenspannungen hohe Effizienz und Reproduzierbarkeit Festklopfbearbeitung eines Ziehstempels für Fahrertüren 7
8 Funktionsprinzip der Festklopfbearbeitung Video Festklopfbearbeitung 8


9 Umsetzung der Festklopfbearbeitung Inbetriebnahme der 1. Roboterklopfzelle: Mai 2011 Inbetriebnahme der 2. Roboterklopfzelle: September 2013 Layout Roboterklopfzelle Festklopfbearbeitung eines Ziehwerkzeugs Hochgeschwindigkeits-Frässpindel Kombination von Festklopfen und spanender Bearbeitung 9

10 Umsetzung der Festklopfbearbeitung Verwendung von Industrierobotern als Träger des Festklopfsystems Vorteile geringe Investitionskosten hohe Flexibilität Nachteile geringe Genauigkeit geringe Steifigkeit hohe Zugänglichkeit geringe Auswirkung von Kollisionen Klopfroboter in Robotmaster In dem vorgestellten Anwendungsgebiet überwiegen die Vorteile von Industrierobotern gegenüber Werkzeugmaschinen. 10

11 Das pneumatische Festklopfsystem Eigenentwicklung von Daimler Vertrieb in Lizenznahme Eingangsdruck: 4 8 Bar Frequenzspektrum: 150Hz - 300Hz Kugeldurchmesser: 8mm 28mm Für alle gängigen Werkzeugaufnahmen und Werkzeugwechselsystem geeignet Pneumatisches Festklopfsystem 11
12 Hohe Produktqualität in den Vorprozessen Oberflächennah lunkerfreier Guss notwendig zur Vermeidung von Unebenheiten auf der Formoberfläche durch das Eindrücken von Lunkern. Hohe Schlichtqualität notwendig, da Fräsfehler nur bedingt durch die Festklopfbearbeitung behoben werden können. Profilausschnitt einer geschlichteten Werkzeugoberfläche 12

13 Erzielte Effekte der Festklopfbearbeitung Reduzierung der Oberflächenrauheit kugelgefräster Werkstücke: Gefräste Oberfläche Ra =1,5 µm Geklopfte Oberfläche Ra =0,6 µm 13


14 Erzielte Effekte der Festklopfbearbeitung vor der Festklopfbearbeitung Festklopfbearbeitung eines Zamak-Ziehstempels nach der Festklopfbearbeitung 14

15 Erzielte Effekte der Festklopfbearbeitung Steigerung der Randschichthärte Kugelgraphitguss GGG70L: 27-31HRC -> 36-39HRC Zinklegierung Zamak: HV -> HV 15
16 Erzielte Effekte der Festklopfbearbeitung Erzeugung von oberflächennahen Druckeigenspannungen Eigenspannungsverlauf (erste Hauptspannung) einer GGG70L-Probe in verschiedenen Bearbeitungszuständen 16


17 Erzielte Effekte der Festklopfbearbeitung Gemeinsame Untersuchungen mit Oerlikon Balzers zur Nitrierbarkeit festgeklopfter Umformwerkzeug anhand von Tankmuldenstempeln Ergebnis: keine Auffälligkeiten bei der Nitrierung und nach Hub im Presswerk Quelle: Oerlikon Balzers 17


18 Erzielte Effekte der Festklopfbearbeitung Schädigungsverhalten von Schichten anhand Scratchtest 5x 40N Quelle: Fraunhofer IST, PtU Darmstadt 18

19 Erzielte Effekte der Festklopfbearbeitung Zusammenfassung der Effekte durch Anwendung der Festklopfbearbeitung: Reduzierung des Oberflächenfinishs auf 1/3 der Kosten und der Prozessdauer über 80% mannlose Bearbeitung kein Materialabtrag und hohe Reproduzierbarkeit zusätzliche Verfestigung der Oberfläche keine Einschränkungen bezüglich Nitrier- und Beschichtbarkeit 19
20 Aktuelle Entwicklungsschwerpunkte Einfluss der Festklopfbearbeitung auf die Oberflächen- und Randschichteigenschaften z.b. Zustellwinkel Fräsbahn zu Klopfbahn Maßnahme: 1. Physikalische Herleitung 2. FEM-Simulation (LSDyna) 3. Experimentelle Untersuchung z.b. Zusammenhang zwischen Musterungen und Reibwerten Maßnahme: Streifenziehversuch, Keilziehversuch, Einfluss der Oberflächen- und Randschichteigenschaften auf das tribologische System und die Verschleiß- eigenschaften z.b. Einfallstellen Bereich Tankmulde Maßnahme: Gezielte Materialflusssteuerung durch das Einbringen lokal verschiedener Rauheitswerte Einfluss des tribologischen Systems und der Verschleißeigenschaften auf den Umformprozess 20
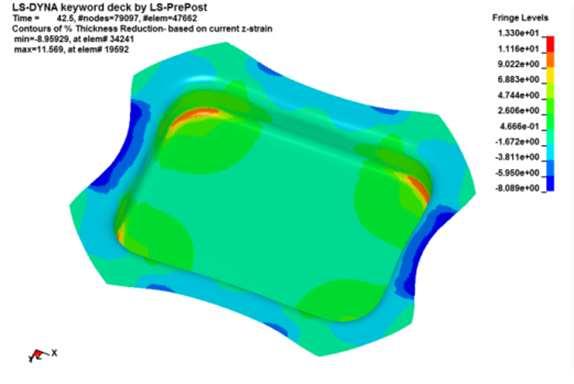
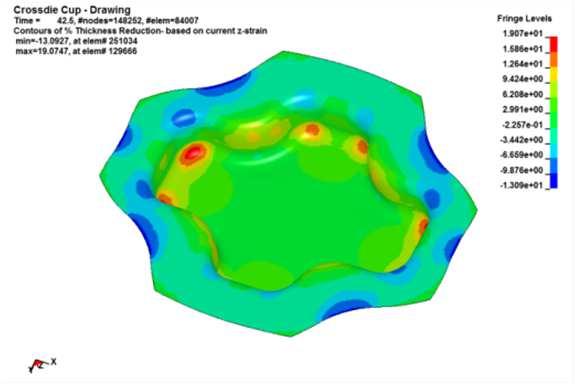
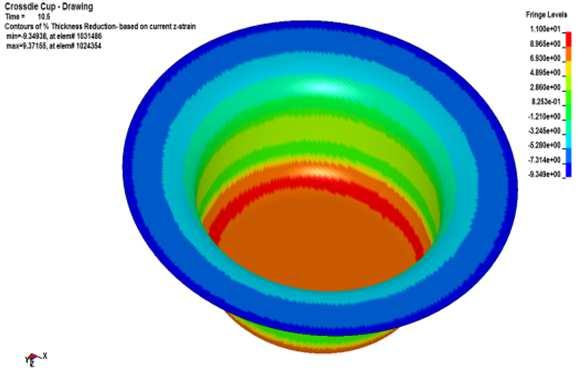
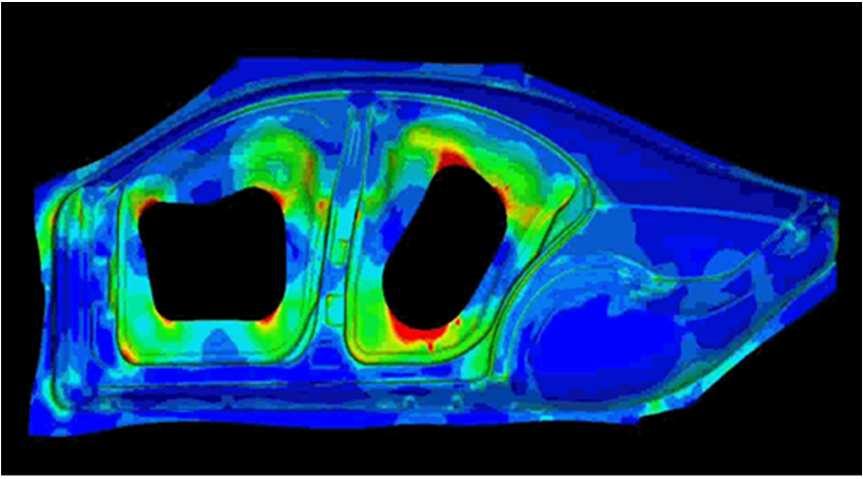
21 Aktuelle Entwicklungsschwerpunkte Analyse des Umformprozesses unter Einbringung lokal unterschiedlicher Reibwerte Rundnapf Rechtecknapf Kreuznapf Reales Bauteil 21

22 Aktuelle Entwicklungsschwerpunkte Analyse der Beständigkeit der Oberflächenstrukturen im Serienprozess Gegenüberstellung des Verschleißes der Oberflächenstrukturen eines händisch gefinishten und eines geklopft, strukturierten Werkzeuges Messvorrichtung: NanoFocusµSurf (optisches Oberflächenmessgerät) Kuka Roboter 22
23 23 Vielen Dank für ihre Aufmerksamkeit!
SWISS QUALITY. Spritzgussformen. Druckgussformen. Entgratungs- und Stanzwerkzeuge. Lohnfertigung WILLI FREHNER AG. Formen- und Werkzeugbau
 SWISS QUALITY Spritzgussformen Druckgussformen Entgratungs- und Stanzwerkzeuge Lohnfertigung WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich
SWISS QUALITY Spritzgussformen Druckgussformen Entgratungs- und Stanzwerkzeuge Lohnfertigung WILLI FREHNER AG Formen- und Werkzeugbau Unser Profil Die Willi Frehner AG ist Ihr kompetenter Partner im Bereich
Ihr Spezialist für Sonderbearbeitung. Sondergestelle und Sonderplattenbearbeitung
 Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck
 Geschäftsführer Oliver Wagner, Axel Wendt 3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck Telefon 07023 7459316 Fax 07023 7433480 Mobil 0151 19682093 E-Mail info@3-d-laser.de Internet www.3-d-laser.de
Geschäftsführer Oliver Wagner, Axel Wendt 3D-Laser GbR Kalixtenbergstraße 60/1 73235 Weilheim an der Teck Telefon 07023 7459316 Fax 07023 7433480 Mobil 0151 19682093 E-Mail info@3-d-laser.de Internet www.3-d-laser.de
Werkzeug- und Umformtechnologien
 Werkzeug- und Umformtechnologien Werkzeug- und Umformtechnologien von Schuler. Den entscheidenden Schritt voraus. Stufenwerkzeug zur Herstellung von Lamellenträgern. Den entscheidenden Schritt voraus /
Werkzeug- und Umformtechnologien Werkzeug- und Umformtechnologien von Schuler. Den entscheidenden Schritt voraus. Stufenwerkzeug zur Herstellung von Lamellenträgern. Den entscheidenden Schritt voraus /
Wolfsburg. Sindelfingen. Burgau
 Wolfsburg Sindelfingen Burgau Mit Werkzeugbau hat bei uns alles angefangen, das habe ich selbst noch miterlebt. Er ist das Herz unseres Unternehmens. Erwin Weschta, Meister Werkzeugbau BEI UNS SERIENMÄSSIG:
Wolfsburg Sindelfingen Burgau Mit Werkzeugbau hat bei uns alles angefangen, das habe ich selbst noch miterlebt. Er ist das Herz unseres Unternehmens. Erwin Weschta, Meister Werkzeugbau BEI UNS SERIENMÄSSIG:
Der Automobil-Zulieferer
 Der Automobil-Zulieferer Alles vom Werkzeugbau bis zur Serienfertigung www.muhr-metalltechnik.de Wir über uns Wir bieten... Erfahrung und Flexibilität Als familiengeführte mittelständische Unternehmensgruppe
Der Automobil-Zulieferer Alles vom Werkzeugbau bis zur Serienfertigung www.muhr-metalltechnik.de Wir über uns Wir bieten... Erfahrung und Flexibilität Als familiengeführte mittelständische Unternehmensgruppe
BMW Boxermotoren Gussanwendungen gestern, heute und morgen.
 Seite 1 BMW Boxermotoren Gussanwendungen gestern, heute und morgen. 2014 Ségaud, Wagener, Bauer Seite 2 Die Anfänge. 2 1923: Formenbau in der BMW Gießerei Kardangehäuse der BMW R32 Seite 3 Die Weiterentwicklung.
Seite 1 BMW Boxermotoren Gussanwendungen gestern, heute und morgen. 2014 Ségaud, Wagener, Bauer Seite 2 Die Anfänge. 2 1923: Formenbau in der BMW Gießerei Kardangehäuse der BMW R32 Seite 3 Die Weiterentwicklung.
3D-Laser im Überblick
 3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
3D-Laser Wielandstr. 19 73230 Kirchheim unter Teck 3D-Laser im Überblick 3D-Laser Niederlassung Süd Fürst-Max-Willibald-Str. 26 88364 Wolfegg info@3-d-laser.de www.3-d-laser.de 1 1. Kurzvorstellung 2.
Feinmechanische Bauteile
 ENTWICKLUNG KONSTRUKTION FERTIGUNG Feinmechanische Bauteile Höchste Präzision für Laseroptik, Messtechnik, Luft- und Raumfahrt. www.n-ft.de > Das Unternehmen Das Unternehmen Seit 1996 bietet Nägele Feinwerktechnik
ENTWICKLUNG KONSTRUKTION FERTIGUNG Feinmechanische Bauteile Höchste Präzision für Laseroptik, Messtechnik, Luft- und Raumfahrt. www.n-ft.de > Das Unternehmen Das Unternehmen Seit 1996 bietet Nägele Feinwerktechnik
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
Presseinformation. einer Fräsmaschine von Makino und MARLIN-Fräsern von Zecha.
 MPK Special Tools GmbH Hangendeinbacher Str. 4 D 73527 Schwäbis c h Gmü nd Tel. +49 (0) 71 71 / 9 25 24-0 F ax +49 (0) 71 71 / 9 25 24-299 w ww.mpk - specialtools.de info@ mpk - specialtools.de Presseinformation
MPK Special Tools GmbH Hangendeinbacher Str. 4 D 73527 Schwäbis c h Gmü nd Tel. +49 (0) 71 71 / 9 25 24-0 F ax +49 (0) 71 71 / 9 25 24-299 w ww.mpk - specialtools.de info@ mpk - specialtools.de Presseinformation
Funktionale Oberflächenstruktur durch Lasertechnik
 Funktionale Oberflächenstruktur durch Lasertechnik Vorstellung des BMBF-Projekts SmartSurf Effizienzfabrik-Treff Ressourceneffiziente Oberflächentechnik 15.11. 2011, VDMA, Frankfurt Stephan Eifel, Fraunhofer
Funktionale Oberflächenstruktur durch Lasertechnik Vorstellung des BMBF-Projekts SmartSurf Effizienzfabrik-Treff Ressourceneffiziente Oberflächentechnik 15.11. 2011, VDMA, Frankfurt Stephan Eifel, Fraunhofer
Oberflächenbehandlung von Umformwerkzeugen durch Festklopfen
 Oberflächenbehandlung von Umformwerkzeugen durch Festklopfen Vom Fachbereich Maschinenbau an der Technischen Universität Darmstadt zur Erlangung des Grades eines Doktor-Ingenieurs (Dr.-Ing.) genehmigte
Oberflächenbehandlung von Umformwerkzeugen durch Festklopfen Vom Fachbereich Maschinenbau an der Technischen Universität Darmstadt zur Erlangung des Grades eines Doktor-Ingenieurs (Dr.-Ing.) genehmigte
Modifikation der Oberflächenrauheit von Edelstahl mittels Faserlaser
 Modifikation der Oberflächenrauheit von Edelstahl mittels Faserlaser Definierte Variation der Oberflächenrauheit M. Baumeister, T. Pohle, K. Dickmann Laserzentrum FH Münster www.lfm-online.de In verschiedensten
Modifikation der Oberflächenrauheit von Edelstahl mittels Faserlaser Definierte Variation der Oberflächenrauheit M. Baumeister, T. Pohle, K. Dickmann Laserzentrum FH Münster www.lfm-online.de In verschiedensten

UNTERNEHMENSVORSTELLUNG
 Lohnfertigung auf Kundenwunsch UNTERNEHMENSVORSTELLUNG GESCHICHTE seit 1884 Im Jahre 1884 wurde Armătura SA in Cluj-Napoca, Rumänien, gegründet. Schon das damalige Produktportfolio bestand aus Armaturen
Lohnfertigung auf Kundenwunsch UNTERNEHMENSVORSTELLUNG GESCHICHTE seit 1884 Im Jahre 1884 wurde Armătura SA in Cluj-Napoca, Rumänien, gegründet. Schon das damalige Produktportfolio bestand aus Armaturen
11. Coachulting Forum. 11. März 2015 Quadrium, Wernau. Mit dem Arburg Freeformer auf dem Weg zur Kleinserie. Andreas Kleinfeld
 11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
11. Coachulting Forum 11. März 2015 Quadrium, Wernau Mit dem Arburg Freeformer auf dem Weg zur Kleinserie Andreas Kleinfeld - Vorstellung Unternehmen Fa. Hachtel - Additive Fertigung im Hause Hachtel -
Innovative Werkzeugvermessung und Werkzeugorganisation Voraussetzungen für eine wettbewerbsfähige Fertigung. Markus Röttgen, 07.03.
 Innovative Werkzeugvermessung und Werkzeugorganisation Voraussetzungen für eine wettbewerbsfähige Fertigung Markus Röttgen, 07.03.2013 Die Zukunft des Messens Mit der dritten Generation in die Zukunft
Innovative Werkzeugvermessung und Werkzeugorganisation Voraussetzungen für eine wettbewerbsfähige Fertigung Markus Röttgen, 07.03.2013 Die Zukunft des Messens Mit der dritten Generation in die Zukunft
Inhaltsverzeichnis 1 Die Anforderungen an die moderne Fertigung Häufige Schwachstellen in der Fertigung... 13
 Inhaltsverzeichnis 1 Die Anforderungen an die moderne Fertigung... 1 1.1 Eigenschaften von Prozessen... 2 1.2 Von der Planung zur Regelung... 4 1.3 Funktionsebenen... 6 1.4 Vertikale und horizontale Integration...
Inhaltsverzeichnis 1 Die Anforderungen an die moderne Fertigung... 1 1.1 Eigenschaften von Prozessen... 2 1.2 Von der Planung zur Regelung... 4 1.3 Funktionsebenen... 6 1.4 Vertikale und horizontale Integration...
microwaterjet Micropräzision mit Wasserstrahl Zukunftsweisende Bearbeitung von Hightechmaterialien
 Micropräzision mit Wasserstrahl Zukunftsweisende Bearbeitung von Hightechmaterialien Beat Trösch, MDC Max Daetwyler AG, CH-3368 Bleienbach 11. April 2013 Gliederung des Vortrages 1. Einführung 2. Schneidprozess
Micropräzision mit Wasserstrahl Zukunftsweisende Bearbeitung von Hightechmaterialien Beat Trösch, MDC Max Daetwyler AG, CH-3368 Bleienbach 11. April 2013 Gliederung des Vortrages 1. Einführung 2. Schneidprozess
ADDITIVE TEILEFERTIGUNG. LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen
 ADDITIVE TEILEFERTIGUNG LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117 981 1573 E-Mail info@lbc-engineering.de Internet www.lbc-engineering.de
ADDITIVE TEILEFERTIGUNG LBC Engineering c/o Renishaw GmbH Karl Benz Str. 10 DE-72124 Pliezhausen Tel +49 (0) 7127 981 1700 Fax +49 (0) 7117 981 1573 E-Mail info@lbc-engineering.de Internet www.lbc-engineering.de
Hannover Messe 2014 Werkstoff-Forum CT in der Kunststofftechnik
 Hannover Messe 2014 Werkstoff-Forum 09.04.2014 Prüfung von Kunststoffen mittels 3D-Computertomografie aus Sicht eines Kunststoff Verarbeiters und Anwender Andreas Kleinfeld 1 Firma Hachtel ist ein mittelständischer
Hannover Messe 2014 Werkstoff-Forum 09.04.2014 Prüfung von Kunststoffen mittels 3D-Computertomografie aus Sicht eines Kunststoff Verarbeiters und Anwender Andreas Kleinfeld 1 Firma Hachtel ist ein mittelständischer
3. Konstruktionselemente in Kunststoff. 3.1.Kunststofftypische Elemente Designelemente, Flächen
 3. Konstruktionselemente in Kunststoff 3.1.Kunststofftypische Elemente 3.1.1 Designelemente, Flächen Die vorhandenen Formgebungsverfahren für Kunststoffe erlauben die kostengünstige Herstellung von designerisch
3. Konstruktionselemente in Kunststoff 3.1.Kunststofftypische Elemente 3.1.1 Designelemente, Flächen Die vorhandenen Formgebungsverfahren für Kunststoffe erlauben die kostengünstige Herstellung von designerisch
von der Idee zur Serie. Innovativ. Kompetent. Prozessorientiert. Zertifiziert nach ISO 9001 : 2008
 von der Idee zur Serie. Innovativ. Kompetent. Prozessorientiert. Zertifiziert nach ISO 9001 : 2008 2 GZE toolsystems GmbH Firmenhauptsitz: Gründung: Übernahme: Umfirmierung: Flein bei Heilbronn, Deutschland
von der Idee zur Serie. Innovativ. Kompetent. Prozessorientiert. Zertifiziert nach ISO 9001 : 2008 2 GZE toolsystems GmbH Firmenhauptsitz: Gründung: Übernahme: Umfirmierung: Flein bei Heilbronn, Deutschland
Abgeschlossenes Projekt: Thermo-Tribologie. ZIM-Kooperationsprojekt Laufzeit:
 Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Abgeschlossenes Projekt: Thermo-Tribologie Entwicklung einer innovativen Auslegungsmethodik und computergestützter Analyse-Tools zur thermisch-tribologisch gekoppelten Analyse und Optimierung von temperaturabhängigen
Umformtechnik. Harald Kugler. Umformen metallischer Konstruktionswerkstoffe. mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD
 Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
rapid-tooling Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11
 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11") Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
Solidtec GmbH Groß-Umstädter-Str. 28 A D-64807 Dieburg phone: + 49 (0) 60 71 / 92 29-0 fax: + 49 (0) 60 71 / 92 29-11 mailto: info@solidtec.de rapid-tooling PROTOTYPEN-SPRITZGUSS KLEINSERIEN VORSERIEN
PROGRAMMÜBERSICHT Elemente und Systeme für die Fertigungstechnik
 PROGRAMMÜBERSICHT Elemente und Systeme für die Fertigungstechnik Spanntechnik Hydraulikzylinder Hydraulik-Druckerzeuger Spann- und Industrieaggregate Montage- und Handhabungstechnik Linear- und Antriebstechnik
PROGRAMMÜBERSICHT Elemente und Systeme für die Fertigungstechnik Spanntechnik Hydraulikzylinder Hydraulik-Druckerzeuger Spann- und Industrieaggregate Montage- und Handhabungstechnik Linear- und Antriebstechnik
WOP 7 Entdecke neue Welten
 woodwop 7 Entdecke neue Welten woodwop Herzlich Willkommen Mit der neuen woodwop Version 7 läutet die HOMAG Group AG ein neues Zeitalter in der maschinennahen Programmierung ein. Neben vielen neuen Funktionen
woodwop 7 Entdecke neue Welten woodwop Herzlich Willkommen Mit der neuen woodwop Version 7 läutet die HOMAG Group AG ein neues Zeitalter in der maschinennahen Programmierung ein. Neben vielen neuen Funktionen
Durch die virtuelle Optimierung von Werkzeugen am Computer lässt sich die reale Produktivität von Servopressen erhöhen
 PRESSEINFORMATION Simulation erhöht Ausbringung Durch die virtuelle Optimierung von Werkzeugen am Computer lässt sich die reale Produktivität von Servopressen erhöhen Göppingen, 04.09.2012 Pressen von
PRESSEINFORMATION Simulation erhöht Ausbringung Durch die virtuelle Optimierung von Werkzeugen am Computer lässt sich die reale Produktivität von Servopressen erhöhen Göppingen, 04.09.2012 Pressen von
Bauteilbeschaffung vom Erstmuster zur Serie Kleinserienfertigung und 3D CT
 Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Bauteilbeschaffung vom Erstmuster zur Serie 23.7.2015 Kleinserienfertigung und 3D CT Dipl.-Ing. Steffen Hachtel geschäftsführender Gesellschafter Rapid Prototyping Rapid Tooling Additive Manufacturing
Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik
 Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik Werkzeugbau Prototypenbau Kompetenz und Präzision Partner von der Idee bis zum serienreifen
Werkzeugbau Prototypenbau Stanztechnik Tiefziehen Spritzgießtechnik Wärmebehandlung Oberflächenbehandlung Galvanik Werkzeugbau Prototypenbau Kompetenz und Präzision Partner von der Idee bis zum serienreifen
ISF INSTITUT FÜR SPANENDE FERTIGUNG
 CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
Vorrichtungsbau Maschinenbau Werkzeugbau Brennschneidtechnik
 ZEIT IST WERTVOLL. Vorrichtungsbau Maschinenbau Werkzeugbau Brennschneidtechnik RAHMENBEDINGUNGEN. KNOW-HOW. Technologie, Service und Performance. Von der Planung über die Konstruktion bis zur Herstellung.
ZEIT IST WERTVOLL. Vorrichtungsbau Maschinenbau Werkzeugbau Brennschneidtechnik RAHMENBEDINGUNGEN. KNOW-HOW. Technologie, Service und Performance. Von der Planung über die Konstruktion bis zur Herstellung.
Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen
 Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen Daniel Nierhoff, ThyssenKrupp Steel Europe AG Einführung Verfahren, die auf nachfolgende Randbeschnitt-Operationen verzichten,
Methode zur Bestimmung des Blechzuschnittes für Umformverfahren mit Formplatinen Daniel Nierhoff, ThyssenKrupp Steel Europe AG Einführung Verfahren, die auf nachfolgende Randbeschnitt-Operationen verzichten,
ELHA-MASCHINENBAU Liemke KG
 ELHA-MASCHINENBAU Liemke KG DAS UNTERNEHMEN ELHA-MASCHINENBAU Liemke KG Familiengeführter Betrieb in der dritten Generation Ihr Partner für anspruchsvolle Zerspanungssaufgaben 240 Mitarbeiter entwickeln,
ELHA-MASCHINENBAU Liemke KG DAS UNTERNEHMEN ELHA-MASCHINENBAU Liemke KG Familiengeführter Betrieb in der dritten Generation Ihr Partner für anspruchsvolle Zerspanungssaufgaben 240 Mitarbeiter entwickeln,
Innovation in der spanenden Fertigung 09-2015. Special Innovative Werkzeuglösungen
 Innovation in der spanenden Fertigung www.mav-online.de 18,- 09-2015 Trend Flexible Automationslösungen sind im Kommen Seite 26 Maschinen 5-achsig zur optimalen Werkzeug-Anstellung Seite 92 Werkzeuge Industrie
Innovation in der spanenden Fertigung www.mav-online.de 18,- 09-2015 Trend Flexible Automationslösungen sind im Kommen Seite 26 Maschinen 5-achsig zur optimalen Werkzeug-Anstellung Seite 92 Werkzeuge Industrie
Fenster- und Türtechnologie. Roto Lean Die Beratung für effiziente Fensterfertigung
 Fenster- und Türtechnologie Roto Lean Die Beratung für effiziente Fensterfertigung Fertigungs- Optimierungs- Team Roto Lean Arbeitsplatzgestaltung Fertigung im Fluss Lager- und Logistikorganisation Mitarbeiter-Organisation
Fenster- und Türtechnologie Roto Lean Die Beratung für effiziente Fensterfertigung Fertigungs- Optimierungs- Team Roto Lean Arbeitsplatzgestaltung Fertigung im Fluss Lager- und Logistikorganisation Mitarbeiter-Organisation
Wir finden immer neue Wege, mehr für Sie herauszuholen. Sie. Chancen eröffnen. wollen nicht alles anders machen. Aber vieles besser.
 Sie wollen nicht alles anders machen. Aber vieles besser. Chancen eröffnen Wir finden immer neue Wege, mehr für Sie herauszuholen. MAPAL BIETET ALS TECHNOLOGIEPARTNER LÖSUNGEN RUND UM DIE ZERSPANUNG Wir
Sie wollen nicht alles anders machen. Aber vieles besser. Chancen eröffnen Wir finden immer neue Wege, mehr für Sie herauszuholen. MAPAL BIETET ALS TECHNOLOGIEPARTNER LÖSUNGEN RUND UM DIE ZERSPANUNG Wir
2 Einordnung und Begriffsbestimmung
 Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
Rapid Prototyping Kap. 2 Seite 1 2 Einordnung und Begriffsbestimmung 2.1 Systematik der Fertigungsverfahren (Unterteilung nach der Geometrie) Subtraktive Fertigungsverfahren Die gewünschte Geometrie wird
Anwendungstechnische Eigenschaften des Formsprühens in Abhängigkeit der Applikationstechnik für das Druckgießen
 Anwendungstechnische Eigenschaften des Formsprühens in Abhängigkeit der Applikationstechnik für das Druckgießen 15. Internationaler Deutscher Druckgusstag Dr. Jens Röse; Dr. Andreas Gebauer-Teichmann Agenda
Anwendungstechnische Eigenschaften des Formsprühens in Abhängigkeit der Applikationstechnik für das Druckgießen 15. Internationaler Deutscher Druckgusstag Dr. Jens Röse; Dr. Andreas Gebauer-Teichmann Agenda
FP 29 005/1 12/2015 1 / 8. Innenraumluftfilter / Kabinenluftfilter. GTIN-Code 4011558067014. Innenraumfilter. Maße (mm) Vergleichsnummern.
 Vergleichsnummern.") Filterart GTIN-Code 4011558067014 Status Produktdetails Innenraumluftfilter / Kabinenluftfilter lieferbar FreciousPlus. Biofunktionaler Innenraumfilter Maße (mm) A B H 264 284 44 Vergleichsnummern MERCEDES-BENZ
Filterart GTIN-Code 4011558067014 Status Produktdetails Innenraumluftfilter / Kabinenluftfilter lieferbar FreciousPlus. Biofunktionaler Innenraumfilter Maße (mm) A B H 264 284 44 Vergleichsnummern MERCEDES-BENZ
HILZEN HILZEN -3D- CAD DESIGN. 3D Druck. ...und aus Ihrer Idee wird Realität
 CAD DESIGN 3D Druck...und aus Ihrer Idee wird Realität Mit 3D Druck wird aus Ihrer Idee Realität Hilzensauer CAD Design bietet Ihnen den kompletten Service rund um das Thema 3D Druck, Entwicklung und Konstruktion
CAD DESIGN 3D Druck...und aus Ihrer Idee wird Realität Mit 3D Druck wird aus Ihrer Idee Realität Hilzensauer CAD Design bietet Ihnen den kompletten Service rund um das Thema 3D Druck, Entwicklung und Konstruktion
Verschleißschutz durch Plasma Pulver Schweißen. 8.Mai.2014 Michael Pekarek
 Verschleißschutz durch Plasma Pulver Schweißen 8.Mai.2014 Michael Pekarek Einleitung Der Verschleißschutz ist ein traditionelles Anwendungsgebiet der Schweißtechnik. Sowohl vorbeugender Verschleißschutz
Verschleißschutz durch Plasma Pulver Schweißen 8.Mai.2014 Michael Pekarek Einleitung Der Verschleißschutz ist ein traditionelles Anwendungsgebiet der Schweißtechnik. Sowohl vorbeugender Verschleißschutz
Produktionstechnik und automatisierte Produktion
 Fakultät Maschinenwesen, Institut für Fertigungstechnik Lehrveranstaltungen zum Nebenfach im Diplomstudiengang Informatik Produktionstechnik und automatisierte Produktion Prof. Dr.-Ing. habil. U. Füssel
Fakultät Maschinenwesen, Institut für Fertigungstechnik Lehrveranstaltungen zum Nebenfach im Diplomstudiengang Informatik Produktionstechnik und automatisierte Produktion Prof. Dr.-Ing. habil. U. Füssel
Digitale Magna Steyr Graz
 Digitale Fabrik @ Magna Steyr Graz Der Weg zur Digitalen Fabrik von digitalen Möglichkeiten bis zur realen Umsetzung in der Fertigungs- und Logistikplanung DI Nina Skledar Group and Project Leader Digital
Digitale Fabrik @ Magna Steyr Graz Der Weg zur Digitalen Fabrik von digitalen Möglichkeiten bis zur realen Umsetzung in der Fertigungs- und Logistikplanung DI Nina Skledar Group and Project Leader Digital
ANWENDUNG DER SIMULATION IN DER TECHNOLOGIE UMFORMEN.
 LS-DYNA Forum 2011 13. Oktober 2011 ANWENDUNG DER SIMULATION IN DER TECHNOLOGIE UMFORMEN. AUTOREN: DR. M. FLEISCHER, T. PANICO, DR. J. MEINHARDT, A. LIPP GLIEDERUNG. Einleitung. Anforderungen an die Umformtechnik
LS-DYNA Forum 2011 13. Oktober 2011 ANWENDUNG DER SIMULATION IN DER TECHNOLOGIE UMFORMEN. AUTOREN: DR. M. FLEISCHER, T. PANICO, DR. J. MEINHARDT, A. LIPP GLIEDERUNG. Einleitung. Anforderungen an die Umformtechnik
Lassen Sie uns miteinander reden!
 Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
Optimale Werkzeugkühlung Mission unmöglich? Lassen Sie uns miteinander reden! SLM Selektives Laserschmelzen Ziel 100-prozentig erreicht SLM-Technologie: Selektives Laserschmelzen Selektives Laserschmelzen,
POWER OF Mechatronic
 1 Chromatographie Fertigungszentrum Eresing Aus deutschen Landen in die Labore der Welt 2 Vom Fitting bis zum vollautomatischen HPLC-System erfolgt die Produktion der Bausteine auf eigenen Maschinen im
1 Chromatographie Fertigungszentrum Eresing Aus deutschen Landen in die Labore der Welt 2 Vom Fitting bis zum vollautomatischen HPLC-System erfolgt die Produktion der Bausteine auf eigenen Maschinen im
Neue Prozesse im Bereich Simulation Blechumformung.
 Bereich Simulation Dr. Josef Meinhardt Arnulf Lipp Dr. Michael Fleischer BMW Group Technische Planung Prozessgestaltung, Simulation, Entwicklung CAE . Seite 2...... Seite 3. Werkzeugbauten im BMW Group
Bereich Simulation Dr. Josef Meinhardt Arnulf Lipp Dr. Michael Fleischer BMW Group Technische Planung Prozessgestaltung, Simulation, Entwicklung CAE . Seite 2...... Seite 3. Werkzeugbauten im BMW Group
Automation von Schuler
 Automation von Schuler Leistung auf ganzer Linie Automation von Schuler. Leistung auf ganzer Linie. Praxisorientierte Automationslösungen vom Systemlieferanten alles aus einer Hand. Automatisch mehr know-how.
Automation von Schuler Leistung auf ganzer Linie Automation von Schuler. Leistung auf ganzer Linie. Praxisorientierte Automationslösungen vom Systemlieferanten alles aus einer Hand. Automatisch mehr know-how.
Produktinformation. KSG117 Kalottenschleifgerät
 Produktinformation KSG117 Kalottenschleifgerät Anwendungen Schichtdickenmessung von dünnen Schichten auf Substraten wie Stahl und Hartmetall Vergleichende Schichtbewertung bezüglich Haftung und Struktur
Produktinformation KSG117 Kalottenschleifgerät Anwendungen Schichtdickenmessung von dünnen Schichten auf Substraten wie Stahl und Hartmetall Vergleichende Schichtbewertung bezüglich Haftung und Struktur
Gemeinsame Pressekonferenz von Siemens und KUKA
 Gemeinsame Pressekonferenz von Siemens und KUKA Redner Manfred Gundel CEO KUKA Roboter GmbH Dr. Robert Neuhauser CEO Business Unit Motion Control Systems, Siemens-Division Drive Technologies Seite 2 Wandel
Gemeinsame Pressekonferenz von Siemens und KUKA Redner Manfred Gundel CEO KUKA Roboter GmbH Dr. Robert Neuhauser CEO Business Unit Motion Control Systems, Siemens-Division Drive Technologies Seite 2 Wandel
Baugruppen Stanzteile Stanz-Biegeteile Federn Gehäuse. Metall in Bestform
 Baugruppen Stanzteile Stanz-Biegeteile Federn Gehäuse Metall in Bestform Gelebte Erfolgsstrategien Das Unternehmen Kompetenz: 50 Jahre Kompetenz in der Umformtechnologie stehen für kontinuierlichen Erfolg
Baugruppen Stanzteile Stanz-Biegeteile Federn Gehäuse Metall in Bestform Gelebte Erfolgsstrategien Das Unternehmen Kompetenz: 50 Jahre Kompetenz in der Umformtechnologie stehen für kontinuierlichen Erfolg
NovoPlan. Der Beschichtungsexperte. PlanoTek Funktionsschichten. Qualität. Perfektion. Know-how. Beratung
 Der Beschichtungsexperte NovoPlan Qualität Perfektion Know-how Beratung PlanoTek Funktionsschichten für Kunststoffverarbeiter Spritzgiesser Werkzeug-, Formenbauer und Maschinenbauer PlanoTek Die funktionellen
Der Beschichtungsexperte NovoPlan Qualität Perfektion Know-how Beratung PlanoTek Funktionsschichten für Kunststoffverarbeiter Spritzgiesser Werkzeug-, Formenbauer und Maschinenbauer PlanoTek Die funktionellen
Metallwarenfabrik Gemmingen GmbH DAHINTER STEHT HÖCHSTE PRÄZISION. Stanz-technik
 DAHINTER STEHT HÖCHSTE PRÄZISION Stanz-technik Druckguss-technik WENN SIE ETWAS BEWEGEN WOLLEN... Wenn etwas reibungslos funktioniert, wie z.b. ein Garagentor oder ein Gartengerät, dann denkt man nicht
DAHINTER STEHT HÖCHSTE PRÄZISION Stanz-technik Druckguss-technik WENN SIE ETWAS BEWEGEN WOLLEN... Wenn etwas reibungslos funktioniert, wie z.b. ein Garagentor oder ein Gartengerät, dann denkt man nicht
Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung
 Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung Mustafa-Seçkin Aydın*, Dr. Jörg Gerlach, Dr. Lutz Keßler Filderstadt, 12.11.09 ThyssenKrupp Steel
Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung Mustafa-Seçkin Aydın*, Dr. Jörg Gerlach, Dr. Lutz Keßler Filderstadt, 12.11.09 ThyssenKrupp Steel
Wie findet man das passende CAD/CAM System?
 Wie findet man das passende CAD/CAM System? Wie packt man die Sache an? Definieren und analysieren Sie die Anforderungen durch Ihr Teilespektrum möglichst genau und präzise im Bezug auf Bearbeitungen und
Wie findet man das passende CAD/CAM System? Wie packt man die Sache an? Definieren und analysieren Sie die Anforderungen durch Ihr Teilespektrum möglichst genau und präzise im Bezug auf Bearbeitungen und
Ausbildung zum Zerspanungsmechaniker (m/w)
") Ausbildung zum Zerspanungsmechaniker (m/w) Zerspanungsmechaniker (m/w) planen die Herstellung von Bauteilen; analysieren und setzen Fertigungsaufträge um; erstellen und optimieren Programme für computergesteuerte
Ausbildung zum Zerspanungsmechaniker (m/w) Zerspanungsmechaniker (m/w) planen die Herstellung von Bauteilen; analysieren und setzen Fertigungsaufträge um; erstellen und optimieren Programme für computergesteuerte
Werkzeugbau Formenbau Sondermaschinenbau
 Werkzeugbau Formenbau Sondermaschinenbau LOTEC Loh GmbH & Co. KG Arnsberger Straße 93 59757 Arnsberg Tel. +49 2932 4758736-0 Fax +49 2932 4758736-22 E-Mail: info@lotec.de www.lotec.de LOTEC Jahrzehntelange
Werkzeugbau Formenbau Sondermaschinenbau LOTEC Loh GmbH & Co. KG Arnsberger Straße 93 59757 Arnsberg Tel. +49 2932 4758736-0 Fax +49 2932 4758736-22 E-Mail: info@lotec.de www.lotec.de LOTEC Jahrzehntelange
Alphair Koaxialpneumatikventil
 Alphair Koaxialpneumatikventil Das Ventil arbeitet mit einem internen Kolben, welcher durch Steuerluft sich in Achse der Rohrleitung bewegt. Der Kolben öffnet oder schließt. Das Durchflussmedium drückt
Alphair Koaxialpneumatikventil Das Ventil arbeitet mit einem internen Kolben, welcher durch Steuerluft sich in Achse der Rohrleitung bewegt. Der Kolben öffnet oder schließt. Das Durchflussmedium drückt
Zusammen mehr erreichen. Präzise individuell zielgerichtet
 Zusammen mehr erreichen Präzise individuell zielgerichtet IHr Partner mit ProfIl LEISTUnGSSTArKE UnTErSTüTZUnG Für TEChnIK, DIE BEGEISTErT Seit über zwölf Jahren unterstützen wir unsere Kunden rund um
Zusammen mehr erreichen Präzise individuell zielgerichtet IHr Partner mit ProfIl LEISTUnGSSTArKE UnTErSTüTZUnG Für TEChnIK, DIE BEGEISTErT Seit über zwölf Jahren unterstützen wir unsere Kunden rund um
PROGRAMMÜBERSICHT Elemente und Systeme für die Fertigungstechnik
 PROGRAMMÜBERSICHT Elemente und Systeme für die Fertigungstechnik Spanntechnik Hydraulikzylinder Hydraulik-Druckerzeuger Spann- und Industrieaggregate Montage- und Handhabungstechnik Antriebstechnik Systemlösungen
PROGRAMMÜBERSICHT Elemente und Systeme für die Fertigungstechnik Spanntechnik Hydraulikzylinder Hydraulik-Druckerzeuger Spann- und Industrieaggregate Montage- und Handhabungstechnik Antriebstechnik Systemlösungen
Bedienungsanleitung isel-staub- und Späne- Absaugung
 Verwendungszweck Die en sind Zubehörkomponenten für Frässpindeln der isel Germany AG. Sie dienen der Absaugung von leichten Stäuben und Spänen bei der spanenden Trockenbearbeitung. Sie sind nicht geeignet
Verwendungszweck Die en sind Zubehörkomponenten für Frässpindeln der isel Germany AG. Sie dienen der Absaugung von leichten Stäuben und Spänen bei der spanenden Trockenbearbeitung. Sie sind nicht geeignet
Möglichkeiten und Grenzen des Einsatzes von Industrierobotern im Presswerkzeugbau ein aktueller Statusbericht.
 Möglichkeiten und Grenzen des Einsatzes von Industrierobotern im Presswerkzeugbau ein aktueller Statusbericht. Dipl. Ing. Lutz Renger Adam Opel AG ME Advanced Manufacturing Technology Industrieworkshop
Möglichkeiten und Grenzen des Einsatzes von Industrierobotern im Presswerkzeugbau ein aktueller Statusbericht. Dipl. Ing. Lutz Renger Adam Opel AG ME Advanced Manufacturing Technology Industrieworkshop
3D-CAD-CAM Konstruktion Prototypen Baugruppen Vorrichtungsbau Kleinserien Serien Einzelteile
 3D-CAD-CAM Konstruktion Prototypen Baugruppen Vorrichtungsbau Kleinserien Serien Einzelteile Kompromisslose Qualität von Anfang an Die Leistungen und Produkte, die Sie als Kunde von CNC-Fertigung Glöckler
3D-CAD-CAM Konstruktion Prototypen Baugruppen Vorrichtungsbau Kleinserien Serien Einzelteile Kompromisslose Qualität von Anfang an Die Leistungen und Produkte, die Sie als Kunde von CNC-Fertigung Glöckler
mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus
 teileweit voraus mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus teilew mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 Rapid Tooling Prototypen-Spritzguss
teileweit voraus mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 weit voraus teilew mould2part GmbH Kunststoffteile im Serienwerkstoff ab Stückzahl 1 Rapid Tooling Prototypen-Spritzguss
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen
 Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Neue Möglichkeiten zur additiven Fertigung von metallischen Mikrobauteilen Michael Kniepkamp Dresden 12. November 2015 Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen Prof. Dr.-Ing.
Ein Hochleistungsfräser für schwerzerspanbare Werkstoffe. Ihr Logo
 Ein Hochleistungsfräser für schwerzerspanbare Werkstoffe 1 Rostfrei, Titan und Superlegierungen eine Herausforderung! Schwer zerspanbaren Werkstoffe Hohe Spankräfte Hohes Werkzeugverschleiss Unbefriedigende
Ein Hochleistungsfräser für schwerzerspanbare Werkstoffe 1 Rostfrei, Titan und Superlegierungen eine Herausforderung! Schwer zerspanbaren Werkstoffe Hohe Spankräfte Hohes Werkzeugverschleiss Unbefriedigende
Regeln Regel n für di ür e di Nutzen ges tzen ges ltun tun Sven N ehrd r ic i h Jenaer aer L eit ei er t p er lat l t at en Gm G b m H www.jlp.
 Regeln für die Nutzengestaltung Sven Nehrdich Jenaer Leiterplatten GmbH www.jlp.de Seite 1 Aktuelle Eckdaten Standardleiterplatten von 1 bis 24 Lagen mit allen Marktüblichen Oberflächen mehrlagige Starr/Flexible
Regeln für die Nutzengestaltung Sven Nehrdich Jenaer Leiterplatten GmbH www.jlp.de Seite 1 Aktuelle Eckdaten Standardleiterplatten von 1 bis 24 Lagen mit allen Marktüblichen Oberflächen mehrlagige Starr/Flexible
Auszug aus Magnetische Bauteile und Baugruppen von Gebhard Schindler
 Interne Information At Schindler Steinbruchstr. 15 72108 Rottenburg Tel 07472 9623 90 info@at.com Auszug aus Magnetische Bauteile und Baugruppen von Gebhard Schindler Immer wieder kommt es bei der Freigabe
Interne Information At Schindler Steinbruchstr. 15 72108 Rottenburg Tel 07472 9623 90 info@at.com Auszug aus Magnetische Bauteile und Baugruppen von Gebhard Schindler Immer wieder kommt es bei der Freigabe
Zukünftige Herausforderungen an die Automobilindustrie
 Jahrestreffen der ehemaligen Führungskräfte Dr. Jochem Heizmann, Juni 2004 Zukünftige Herausforderungen an die Automobilindustrie 21.09.2006 Dr. Jochem Heizmann, AUDI AG Inhalt Vorstellung AUDI AG Herausforderungen
Jahrestreffen der ehemaligen Führungskräfte Dr. Jochem Heizmann, Juni 2004 Zukünftige Herausforderungen an die Automobilindustrie 21.09.2006 Dr. Jochem Heizmann, AUDI AG Inhalt Vorstellung AUDI AG Herausforderungen
PRODUKT- UND LEISTUNGSÜBERSICHT WERKZEUGBAU / FORMENBAU / VORRICHTUNGSBAU
 PRODUKT- UND LEISTUNGSÜBERSICHT MMS Modular Molding Systems GmbH & Co KG Leobersdorferstrasße 26 A-2560 Berndorf Tel.: +43/2672 83247 Fax: +43/ 2672 83247 6 E-mail: info@mms-technology.com Internet: www.mms-technology.com
PRODUKT- UND LEISTUNGSÜBERSICHT MMS Modular Molding Systems GmbH & Co KG Leobersdorferstrasße 26 A-2560 Berndorf Tel.: +43/2672 83247 Fax: +43/ 2672 83247 6 E-mail: info@mms-technology.com Internet: www.mms-technology.com
Serienfertiger & Automobilzulieferer für Stanz- und Ziehteile aus Metall
 Serienfertiger & Automobilzulieferer für Stanz- und Ziehteile aus Metall METALL IN DER RICHTIGEN FORM Mit hohem Qualitätsanspruch formen wir Edelstahl und gängige Metalle zu Stanz- und Ziehteilen. Von
Serienfertiger & Automobilzulieferer für Stanz- und Ziehteile aus Metall METALL IN DER RICHTIGEN FORM Mit hohem Qualitätsanspruch formen wir Edelstahl und gängige Metalle zu Stanz- und Ziehteilen. Von
Oberflächenveredelung für Edelstahl und Buntmetalle
 Oberflächenveredelung für Edelstahl und Buntmetalle Edelstahlrohre außen und innen Als Partner für die Bearbeitung von Edelstahl und Buntmetallen möchten wir uns Ihnen vorstellen. Zu unserer Bearbeitungspalette
Oberflächenveredelung für Edelstahl und Buntmetalle Edelstahlrohre außen und innen Als Partner für die Bearbeitung von Edelstahl und Buntmetallen möchten wir uns Ihnen vorstellen. Zu unserer Bearbeitungspalette
Innovative Zerspanungstechnik Einzel- und Serienfertigung Baugruppenmontage
 Innovative Zerspanungstechnik Einzel- und Serienfertigung Baugruppenmontage Hochwertige Präzisionsfertigung und kundenorientierte Lösungen Die Amato-GmbH ist ein junges Unternehmen, gegründet im Jahr 2002
Innovative Zerspanungstechnik Einzel- und Serienfertigung Baugruppenmontage Hochwertige Präzisionsfertigung und kundenorientierte Lösungen Die Amato-GmbH ist ein junges Unternehmen, gegründet im Jahr 2002
H2 1862 mm. H1 1861 mm
 1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
1747 mm 4157 mm H2 1862 mm H1 1861 mm L1 4418 mm L2 4818 mm H2 2280-2389 mm H1 1922-2020 mm L1 4972 mm L2 5339 mm H3 2670-2789 mm H2 2477-2550 mm L2 5531 mm L3 5981 mm L4 6704 mm H1 2176-2219 mm L1 5205
expertlip vertag Tribologie keramischer Werkstoffe Grundlagen -Werkstoffneuentwicklungen - Industrielle Anwendungsbeispiele Dr.
 Tribologie keramischer Werkstoffe Grundlagen -Werkstoffneuentwicklungen - Industrielle Anwendungsbeispiele Dr. Mathias Woydt Gerard Barbezat Dipl.-Ing. Holger Rabe M. W. Cook Josef Ressle Dr. Ute Effner
Tribologie keramischer Werkstoffe Grundlagen -Werkstoffneuentwicklungen - Industrielle Anwendungsbeispiele Dr. Mathias Woydt Gerard Barbezat Dipl.-Ing. Holger Rabe M. W. Cook Josef Ressle Dr. Ute Effner
ENTWICKLUNG - KONSTRUKTION - MANAGEMENT
 ENTWICKLUNG - KONSTRUKTION - MANAGEMENT Wir übernehmen Aufgabenstellungen folgender Kompetenzbereiche: Ideenfindung / Design / Entwicklung / Konstruktion Konzepterstellung / Technologierecherchen / Realisierung
ENTWICKLUNG - KONSTRUKTION - MANAGEMENT Wir übernehmen Aufgabenstellungen folgender Kompetenzbereiche: Ideenfindung / Design / Entwicklung / Konstruktion Konzepterstellung / Technologierecherchen / Realisierung
Offlineprogrammierung mit RobotExpert
 Offlineprogrammierung mit RobotExpert UND ES GEHT DOCH! Offlineprogrammierung schnell und einfach mit RobotExpert. Inhalt Vorstellung Trend Bisheriges Vorgehen Simulation mit RobotExpert Fragen 6. November
Offlineprogrammierung mit RobotExpert UND ES GEHT DOCH! Offlineprogrammierung schnell und einfach mit RobotExpert. Inhalt Vorstellung Trend Bisheriges Vorgehen Simulation mit RobotExpert Fragen 6. November
Additive Manufacturing mit Lasersintern (fast) unbeschränkte Gestaltungsmöglichkeiten in der industriellen Fertigung
 unbeschränkte Gestaltungsmöglichkeiten in der industriellen Fertigung") Additive Manufacturing mit Lasersintern (fast) unbeschränkte Gestaltungsmöglichkeiten in der industriellen Fertigung FKM Kurzvorstellung FKM, der Name ist Programm (funktionsfähige Bauteile aus Kunststoff
Additive Manufacturing mit Lasersintern (fast) unbeschränkte Gestaltungsmöglichkeiten in der industriellen Fertigung FKM Kurzvorstellung FKM, der Name ist Programm (funktionsfähige Bauteile aus Kunststoff
Technische Information
 Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Ausgabe 10/2006 Bestellinformationen Bitte geben
Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Technische Information Workshop: Gestalten von Teilen mit dem Werkstoff Blech Ausgabe 10/2006 Bestellinformationen Bitte geben
Industrie 4.0. Flexibilität. Kommunikation. Innovation. Konfiguration. Einladung nach Hannover zur MuM Industry Vision
 Kommunikation Einladung nach Hannover zur MuM Industry Vision Industrie 4.0 Innovation Konfiguration Flexibilität Donnerstag, 20. Oktober 2016 Landhaus am See Seeweg 27 29 30827 Garbsen www.mumvision.de
Kommunikation Einladung nach Hannover zur MuM Industry Vision Industrie 4.0 Innovation Konfiguration Flexibilität Donnerstag, 20. Oktober 2016 Landhaus am See Seeweg 27 29 30827 Garbsen www.mumvision.de
Oberflächen. chen Werbung oder technisch nachhaltige Lösung? L sung?
 PUR Oberflächen chen Werbung oder technisch nachhaltige Lösung? L sung? Ing. Brigitta Colbert ÖTI Institut für f Ökologie, Technik und Innovation Geschäftsbereich Bauen & Wohnen Erste Erfahrungen mit Gebrauchseigenschaften
PUR Oberflächen chen Werbung oder technisch nachhaltige Lösung? L sung? Ing. Brigitta Colbert ÖTI Institut für f Ökologie, Technik und Innovation Geschäftsbereich Bauen & Wohnen Erste Erfahrungen mit Gebrauchseigenschaften
Hohlpressen von Messingschmiedestücken Überlagerte Werkzeugbewegungen bei Warmumformprozessen
 Hohlpressen von Messingschmiedestücken Überlagerte Werkzeugbewegungen bei Warmumformprozessen Bamberg, 14. Oktober 2009 Andreas Hagen Bereichsleiter Schmiedetechnologie simufact engineering gmbh Gliederung
Hohlpressen von Messingschmiedestücken Überlagerte Werkzeugbewegungen bei Warmumformprozessen Bamberg, 14. Oktober 2009 Andreas Hagen Bereichsleiter Schmiedetechnologie simufact engineering gmbh Gliederung
NUOVA FRAMAR: Die Profis für. Zinkdruckguss, Bauteilentwicklung, Werkzeug- u. Formenbau
 NUOVA FRAMAR: Die Profis für Zinkdruckguss, Bauteilentwicklung, Werkzeug- u. Formenbau Qualität und Effizienz seit 1969 NUOVA FRAMAR SRL wurde im Jahr 1969 gegründet und war ursprünglich in der Herstellung
NUOVA FRAMAR: Die Profis für Zinkdruckguss, Bauteilentwicklung, Werkzeug- u. Formenbau Qualität und Effizienz seit 1969 NUOVA FRAMAR SRL wurde im Jahr 1969 gegründet und war ursprünglich in der Herstellung
Werkzeug - Konstruktionsges. mbh
 KWK Klein Unternehmenspräsentation 2009 www.k-w-k.de Zertifiziert nach DIN EN ISO 9001:2008 (12 / 2000) Managementsystem D IN Zertifiz ertes i MOODY INTERNATIONAL EN ISO 1 900 Wir über uns Die KWK Klein
KWK Klein Unternehmenspräsentation 2009 www.k-w-k.de Zertifiziert nach DIN EN ISO 9001:2008 (12 / 2000) Managementsystem D IN Zertifiz ertes i MOODY INTERNATIONAL EN ISO 1 900 Wir über uns Die KWK Klein
Infobroschüre Werkzeugbau
 Infobroschüre Werkzeugbau 2 Über uns. Unternehmensgeschichte 1950: Lamy baut eigene Werkzeuge, Fertigungsvorrichtungen und Spritzgießformen für die Schreibgerätefertigung 1985: Einweihung der neuen Spritzgießhalle
Infobroschüre Werkzeugbau 2 Über uns. Unternehmensgeschichte 1950: Lamy baut eigene Werkzeuge, Fertigungsvorrichtungen und Spritzgießformen für die Schreibgerätefertigung 1985: Einweihung der neuen Spritzgießhalle
BAU EINER VORRICHTUNG FÜR EINE AUTOMATISIERTE PRODUKTIONSENDPRÜFUNG
 ABSCHLUSSARBEIT IM BEREICH MECHATRONIK UND MASCHINENBAU BAU EINER VORRICHTUNG FÜR EINE AUTOMATISIERTE PRODUKTIONSENDPRÜFUNG Einarbeitung in das Stoffgebiet Planung des Messaufbaus und der Bearbeitung des
ABSCHLUSSARBEIT IM BEREICH MECHATRONIK UND MASCHINENBAU BAU EINER VORRICHTUNG FÜR EINE AUTOMATISIERTE PRODUKTIONSENDPRÜFUNG Einarbeitung in das Stoffgebiet Planung des Messaufbaus und der Bearbeitung des
Grundlagen des CAE/CAD
 Grundlagen des CAE/CAD Vorlesung für Bachelor of Science Computational Engineering 2. Vorlesung: Prozessketten Architektur der CAx-Systeme CAE/CAD CM Folie 1 BMW Ideenwettbewerb Wie willst Du arbeiten?
Grundlagen des CAE/CAD Vorlesung für Bachelor of Science Computational Engineering 2. Vorlesung: Prozessketten Architektur der CAx-Systeme CAE/CAD CM Folie 1 BMW Ideenwettbewerb Wie willst Du arbeiten?
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen
 Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
Simulation und experimentelle Analyse eines Warmumformprozesses zur Herstellung von Karosseriestrukturbauteilen Steffen Hölzemann 1, Martin Stillger 2, Dr. Stéphane Graff 3, Stefan Werner-Bielefeld 3,
 2 3 4 5 6 7 8 9 10 12,999,976 km 9,136,765 km 1,276,765 km 499,892 km 245,066 km 112,907 km 36,765 km 24,159 km 7899 km 2408 km 76 km 12 14 16 1 12 7 3 1 6 2 5 4 3 11 9 10 8 18 20 21 22 23 24 25 26 28
2 3 4 5 6 7 8 9 10 12,999,976 km 9,136,765 km 1,276,765 km 499,892 km 245,066 km 112,907 km 36,765 km 24,159 km 7899 km 2408 km 76 km 12 14 16 1 12 7 3 1 6 2 5 4 3 11 9 10 8 18 20 21 22 23 24 25 26 28
Fertigungssimulation und virtuelle
 Fertigungssimulation und virtuelle Inbetriebnahme zur Prozessoptimierung InnovationsDialog NRW, Olpe, den 1. Dezember 2011 Inhalt 1. Einleitung ins Thema 2. Projekt- und Kooperationsbeispiele i i 2.1 Beispiel
Fertigungssimulation und virtuelle Inbetriebnahme zur Prozessoptimierung InnovationsDialog NRW, Olpe, den 1. Dezember 2011 Inhalt 1. Einleitung ins Thema 2. Projekt- und Kooperationsbeispiele i i 2.1 Beispiel
Werkzeug- und Formenbau
 Ingenieurbüro Ingenieurbüro Werkzeug- und Formenbau Werkzeug- und Formenbau Gesenkbau Gesenkbau Lehrenbau Lehrenbau Musterbau Musterbau Vorrichtungsbau Vorrichtungsbau Lohnfertigung Lohnfertigung Schweißen
Ingenieurbüro Ingenieurbüro Werkzeug- und Formenbau Werkzeug- und Formenbau Gesenkbau Gesenkbau Lehrenbau Lehrenbau Musterbau Musterbau Vorrichtungsbau Vorrichtungsbau Lohnfertigung Lohnfertigung Schweißen
passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 HRC
 passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 Sphero-X Schlichten und Schruppen von 40 bis 70 [ 2 ] Sphero-X markiert die neue Hochleistungsklasse bei der effizienten Bearbeitung
passion for precision Sphero-X Schlichten und Schruppen von 40 bis 70 Sphero-X Schlichten und Schruppen von 40 bis 70 [ 2 ] Sphero-X markiert die neue Hochleistungsklasse bei der effizienten Bearbeitung
VERBINDEND PROFILNUTEN- BEARBEITUNG
 VERBINDEND PROFILNUTEN- BEARBEITUNG Nie wieder zeitraubendes und kompliziertes Leimen oder Schrauben! Die Zukunft heißt Einschieben und fertig. Seit Sie Profilnut-Verbindungssysteme zum Montieren von Werkstücken
VERBINDEND PROFILNUTEN- BEARBEITUNG Nie wieder zeitraubendes und kompliziertes Leimen oder Schrauben! Die Zukunft heißt Einschieben und fertig. Seit Sie Profilnut-Verbindungssysteme zum Montieren von Werkstücken
Anwendungsbeispiel: Definiert ausgedünnt Kombination von CAD/CAM, Simulationssystem und optischem Messverfahren
 Anwendungsbeispiel: Definiert ausgedünnt Kombination von CAD/CAM, Simulationssystem und optischem Messverfahren Messsystem: ATOS Triple Scan Keywords: Automobilindustrie, Blechteile, Werkzeugbau, Simulation,
Anwendungsbeispiel: Definiert ausgedünnt Kombination von CAD/CAM, Simulationssystem und optischem Messverfahren Messsystem: ATOS Triple Scan Keywords: Automobilindustrie, Blechteile, Werkzeugbau, Simulation,
Fachhochschule Köln University of Applied Sciences Cologne Campus Gummersbach Prof. Dr.- Ing. C. Averkamp Herausforderungen an das Produktmanagement
 Herausforderungen an das Produktmanagement Institut ASER Wuppertal, 16. Dezember 2005 1 Agenda: 1 Bedeutung von Produkt- und Erzeugnisvarianten 2 Variantenabbildung 3 Komplexitätsmanagement 4 Variantenoptimierung
Herausforderungen an das Produktmanagement Institut ASER Wuppertal, 16. Dezember 2005 1 Agenda: 1 Bedeutung von Produkt- und Erzeugnisvarianten 2 Variantenabbildung 3 Komplexitätsmanagement 4 Variantenoptimierung