Staatsmeisterschaft Mechatronik Professional practice
|
|
|
- Bärbel Hermann
- vor 6 Jahren
- Abrufe
Transkript







1 Staatsmeisterschaft Mechatronik Professional practice Mechanical PP- Nr. ok not ok M - 10 Verlegung der elektrischen Kabel und Schläuche getrennt auf der Profilplatte Cable and tubes must be routed separately on the profile plate. M 15 M 20 Elektrische Kabel, Lichtleiter und Schläuche dürfen bei beweglichen Modulen zusammen verlegt werden It is allowed to route tubes, electrical and optical cables together when they go to a moving module Kabelbinder, Fahne zu lang, Verletzungsgefahr A Remaining length of cut cable ties, A: A <= 1 mm M 30 Abstand zwischen Kabelbinder nicht mehr als 50 mm. Auch unter der Profilplatte Ausnahme Kabel zur SPS Distance between cable ties: <= 50 mm. This also applies to cables under the profile plate. IO cabling between PLC and system will NOT be checked Staatsmeisterschaften Mechatronik

















2 PP- Nr. ok not ok M - 40 Abstand zwischen Kabelhalter spätestens nach 120 mm Distance between cable holders: < = 120 mm M 45a Kabel / Leitung / Lichtleiter /tubes mit geführter Befestigung am Kabelhalter The only acceptable methods for binding Cable / Wire / Optical Cables / Tubes to the cable holders M - 50 Abstand vom Pneumatik Anschluss zum ersten Kabelbinder 60 mm +/- 5 mm Distance from pneumatic connection to the first cable tie: 60 +/- 5mm Staatsmeisterschaften Mechatronik





3 PP- Nr. ok not ok M - 60 Kollisionsfreie Bewegung aller Aktoren und Werkstücke Collision Free movement of all actuators, cables, tubing and workpieces Note: Exceptions will be announced at the briefing for each task Contact between actuators, cables, tubing or workpieces during operation. M 70 M - 80 Kein Werkzeug auf der Anlage und auf dem Boden Tools must not be left on the stations or the floor of workspace. Kein Verdrahtungsoder Verschlauchungsmateri al und anderes Material auf der Anlage Unused components and workpieces must be removed from the stations. M - 90 Alle Elemente, Module befestigt (keine lockeren Schrauben) ebenso Kabel und Lichtleiter All system components and modules must be secure. All signal terminations must be secure. M Keine Teile oder Module beschädigt oder verloren (auch Leitungen, Adern, usw.) Lost or damaged components. Components lost or damaged during completion of task. Staatsmeisterschaften Mechatronik










4 PP- Nr. ok not ok M 110 Stationen bündig (max. Versatz 5mm) Station misalignment: <= 5 mm M 120 Stationen mit mind. 2 Verbindern verbunden Adjoining stations must be connected with at least 2 connectors M 130 Maximaler Abstand zwischen Stationen 5mm Maximum distance between stations: <= 5 mm M 140 Endkappen auf Profilen All ends of profiles must be fitted with caps. M 150 M 160 Befestigung und Aufbau der Module: Kabelkanal mit mind. 2 Schrauben und Unterleg-scheibe befestigt Use at least 2 screws with washers to secure any section of cable channel. Alles auf Sockel verlegt; auch Lichtleiter Kurze Verbindungen sind möglich Kein Ring, wenn korrektes Ablängen möglich All cables, tubes and wires must be secured with cable holders. Direct optical connections are allowed Coiling of excess cable is not permitted Staatsmeisterschaften Mechatronik


5 PP- Nr. ok not ok M 170 Lichtleiter dürfen mit elektrischen Leitungen auf der Platte verlegt werden Optical cables may be tied to electrical cables. M 180 Schraubenköpfe unbeschädigt, und keine abgebrochenen Werkzeugreste in Schrauben Screws heads must not be damaged. Staatsmeisterschaften Mechatronik





 Insulated end")



6 Electrical PP- Nr. ok not ok E 10 Kabelschuh Litze darf nicht sichtbar sein. Bare conductors must not be visible at end sleeves. E 20 Länge der Aderendhülsen E 30 Insertion of end sleeves into terminals Alle Verbindungen mit passenden Aderendhülsen mit Isolierung Verfügbar sind: 0.25, 0.5, 0.75 mm² Ausnahme bei Klemmkontakten (nur bei Schrauben) Insulated end sleeves of the correct size for the wire must be used on all screw terminals. Available sizes are: 0.25, 0.5, 0.75 mm² Uninsulated portion of end sleeve visible E 35 Verwendung von Klemmkontakten ohne Adernendhülse Clamp type connections may be made without the use of end sleeves. Bare conductors must not extend beyond terminal Staatsmeisterschaften Mechatronik









7 PP- Nr. ok not ok E 40 Mindestens 10 cm Reserve im Kabelkanal Gilt nicht für Brücken im gleichen Kabelkanal Electrical cables must have a minimum of 100 mm reserve in the cable channel. (Unnecessary when it is a bridge in the same cable channel) E 50 Kabelisolierung, Mantelleitung Isolierung im Kabelkanal Removal of cable outer-insulation Outer-insulation must not extend beyond cable channel E 60 Kabelkanäle vollständig geschlossen, alle Raster unter dem Deckel. Cable channels must be completely closed with all teeth under the cover. Staatsmeisterschaften Mechatronik










8 PP- Nr. ok not ok E 70 Keine Kabelausbrüche, die nicht genutzt werden. Es wird kein Ersatz geliefert. Removal of cable channel teeth Note: There will be no replacement of the channel Unnecessary removal of channel teeth. E 80 Adern beim Abmanteln nicht verletzen Damage to wire insulation and exposing of bare conductors. E 90 Kabel entsprechend abgelängt, Keine Kabel die aus dem Kabelkanal herausragen. Ausnahmen werden vom Expertenteam mitgeteilt. Cable loops should not extend beyond cable channel Exceptions will be announced by the expert team E 100 Keine Einzelader über Hutschiene oder scharfe Kante, ohne Verwendung von 2 Kabelhalter Conductors passing over DIN rails or routed around sharp corners must be secured using 2 cable holders. Staatsmeisterschaften Mechatronik









9 PP- Nr. ok not ok E 110 Kabelleitungen gerade in den Kabelkanal führen; nicht quer 1 Sensor / Aktoranschluss pro Schlitz im Kabelkanal erlaubt Conductors between cable channel and terminals must not cross. One sensor / actuator connection per cable duct slot is allowed. E Lose Leitungsenden nicht kürzen und am Kabel mit Kabelbinder befestigen Leitungsenden sind nicht abisoliert Gilt innerhalb und außerhalb des Kabelkanals Loose ends of wire must be tied back to cable. Insulation must be left to prevent any contact being made. This applies both inside and outside of the cable duct Staatsmeisterschaften Mechatronik



10 Pneumatics PP- Nr. ok not ok P 10 Schläuche nicht geknickt, Kabelbinder nicht zu fest angezogen Airflow must not be restricted by kinks in the tubing, over-tight cable ties, etc. P 20 Keine Schläuche im Kabelkanal Pneumatic tubes may not be routed through cable channels. P 30 Alle pneumatischen Verbindungen dicht Pneumatic connections must be leak-free. Staatsmeisterschaften Mechatronik

 Biegeradius Lichtleiter Bending radius of light")

11 Others PP- Nr. ok not ok O 10 O 20 Kein Müll im Kabelkanal oder in einem anderen Teil der Station Stations must be free of waste, off-cuts or any other debris. (including inside of cable channels) Biegeradius Lichtleiter Bending radius of light conductor: > 25 mm > 25mm < 25 mm O 30 Alle nicht verwendeten Teile in der Kiste auf dem Tisch. Ausnahme: Das Team ist mit dem Aufbau nicht fertig geworden. Unused parts to be placed in a box on the table. Exception: Teams that did not complete the assembly. Staatsmeisterschaften Mechatronik
12 PP- Nr. ok not ok O-40 Rohre, Kabel und Schläuche getrennt verlegen Cables and pneumatic tubing must be kept separate from water piping. O-50 Hilfslinien und Markierungen dürfen nur bei Wartungsarbeiten mit Bleistift oder Klebeband vorgenommen werden. Klebebänder sind danach zu entfernen Markings may be used but only during the maintenance tasks and must be removed completely before assessment. Staatsmeisterschaften Mechatronik
13 Projekt 1: Staatsmeisterschaft MECHATRONIK November 2016 Salzburg Montage, Programmierung und Prüfung der Station Handling mit einem elektrischen Antrieb und Magazin Gewichtung (von Gesamtpunkten) 15/100 max. Zeit 210 min Alle größeren Abbildungen sind auch auf dem USB Stick zu finden. Szenario Sie sind verantwortlich für die Lieferung einer Handling-Station an einen Kunden. Diese soll in einem Produktionsprozess eine Teilaufgabe automatisieren. Aufgabe Montieren, verdrahten und verschlauchen Sie die Station Handling gemäß den folgenden Richtlinien sowie den technischen Unterlagen. Entwickeln Sie ein Programm mittels der SPS und ihrem Programmiergerät. Ihre Aufgabe ist abgeschlossen, wenn: 1. die Produktionslinie mechanisch zusammengestellt, korrekt verdrahtet und verbunden sowie der einwandfreie Betrieb sichergestellt ist (basierend auf der Prüfung mit der Simulationsbox). 2. der korrekte Ablauf des Programms auf der SPS garantiert ist (basierend auf der Bewertung mit der SPS). 3. Das System entspricht den Spezifikationen entsprechend 'Professional Practice', das beiliegt. Das System wird sofort nach der Fertigstellung zum Kunden versendet. Es gibt danach keine Möglichkeit mehr, Änderungen vorzunehmen. STM skillsaustria



 Greifarm")
14 Mechanische Information - Produktionslinienlayout: Station Handling (SH) 2. Übergabeposition des Magazins 3. Ablageposition der Rutsche 1 4. Ablageposition der Rutsche 2 Grundstellung: Station Handling (SH): Ausschiebearm eingezogen (Zylinder ausgefahren) Greifarm in Position Rutsche 2 Greifarm offen Greifarm oben STM skillsaustria
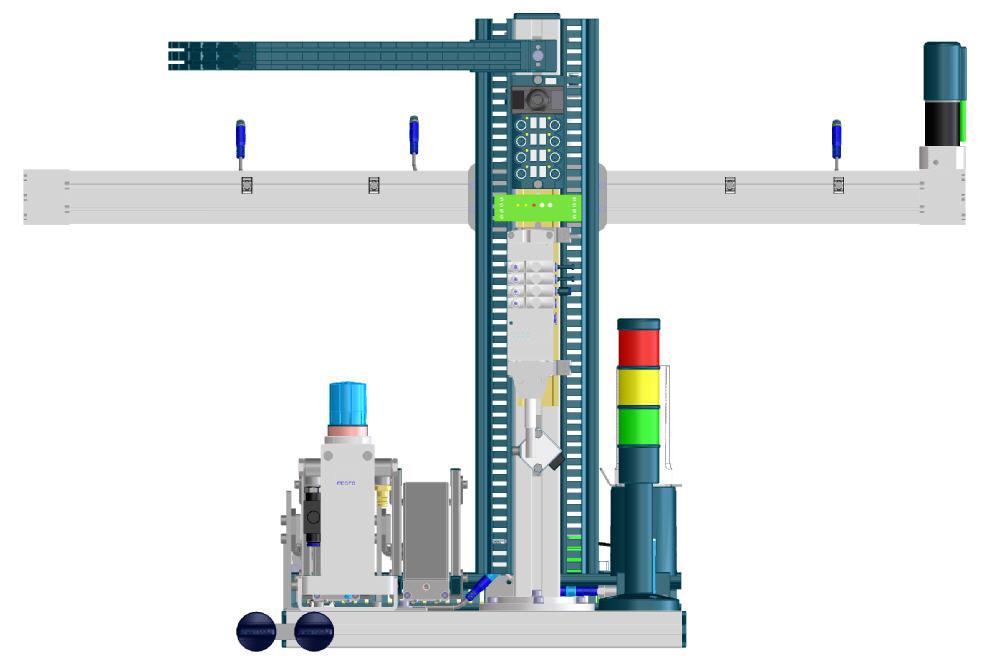
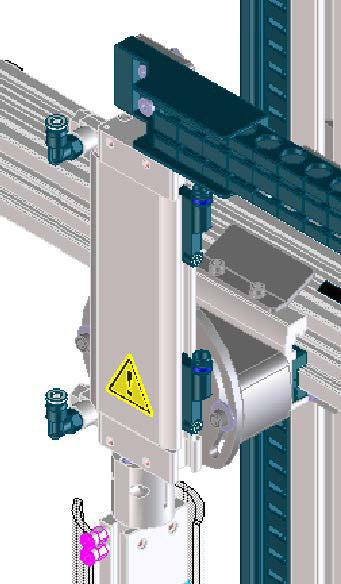






15 Mechanische Informationen: Rückseite der Handlingeinheit Montage des Linearantriebs Montage des Linearantriebs Positionen von: Multipol I/O Modul Motorcontroller Ventilinsel optischer Sensor STM skillsaustria




16 Mechanische Informationen - optischer Sensor an der Übergabeposition des Magazines Elektrische Informationen - Bedienpult Start Lampe Start Taste Stop Taste Reset Lampe Reset Button Q1 Q2 Auto Man Elektrische Informationen Aufbau und Verdrahtung des Signalturms STM skillsaustria
 Elektrische Informationen Input des Bedienpults (auch am USB Stick) STM2016 5")
17 Elektrische Informationen Motorcontroller R/L: A1 : Bewegung nach rechts / A2 : Bewegung nach links 1, 2 : Motor VCC: 24 V / GND: 0V A3 und I-OUT werden nicht verwendet Elektrische Informationen - Bedienpultverdrahtung Verdrahtung von zusätzlichen Signalen an - X7 (pin 5-8 Input; pin Output) Elektrische Informationen Input des Bedienpults (auch am USB Stick) STM skillsaustria
18 Elektrische Informationen Verdrahtungszuteilung der Ventilinsel PIN Drahtfarbe Draht Output Funktion 1 White 0 5 Bewege Greifarm nach unten 2 Brown 1 6 Öffne Greifarm Green 2 nicht verwendet, außer Schalter für Manuellbetrieb ist ON 4 Yellow 3 7 Ausschiebearm schiebt Werkstück aus Brown-green 0V 15 White-yellow 0V Elektrische Informationen - Verdrahtungszuteilung der Sensoren am Multipolverteiler (MPV) Pin Drahtfarbe M8 Anschl./ Pin Input Funktion White 0 / 4 1 Greifarm ist in Position der Rutsche 1 2 Brown 1 / 4 2 Greifarm ist in Position Magazin 3 Green 2 / 4 3 Greifarm ist in Position der Rutsche 2 4 Yellow 3 / 4 4 Greifarm ist oben 5 Grey 4 / 4 5 Greifarm ist unten 6 Pink 5 / 4 6 Werkstück ist nicht schwarz 7 Blue 6 / 4 Nicht verwendet 8 Red 7 / 4 Nicht verwendet White-green 0-7 / 1 24V DC 14 Brown-green 0-7 / 3 0V 15 White-yellow 0-7 / 3 0V Verdrahtung zum Bedienpult Verbinder I/O (IN) Signalanzeige (Lampe) Verbinder I/O (OUT) Signal wird gesetzt (Taster) DI 0-3 Verwendet durch Bedienpult DO 0-3 Verwendet durch Bedienpult DI 4-5 Nicht verwendet DO 4-5 Nicht verwendet DI 6 Auswurfzylinder ausgefahren DO 6 Nicht verwendet DI 7 Auswurfzylinder eingefahren DO 7 Nicht verwendet STM skillsaustria
19 Bewertungsprotokoll Projekt 1: Montage, Programmierung und Prüfung der Station Handling mit einem elektrischen Antrieb und Magazin Team: Überprüft durch das Expertenteam (Namen, Unterschrift): Maximalzeit: 210 min. / Maximalpunkte: 15 Beschreibung Die Überprüfung der Funktion erfolgt mittels der Simulationsbox und der Verdrahtung des I/O Terminals Erledigt Bewertung Max Punkte Vorbereitung: Verbinden Sie die Simulation box mit dem I/O Terminal (Output 0 7: Signal 1 oder 0); (Input 0 7: signal 1 oder 0) I/O Terminal (IN) Beschreibung: 1-Signal bedeutet DI 0 Werkstück ist in Übergabeposition des Magazins DI 1 Greifarm ist in Position Rutsche 1 DI 2 Greifarm ist in Magazinposition DI 3 Greifarm ist in Position Rutsche 2 DI 4 DI 5 DI 6 DI 7 I/O Terminal (OUT) Greifarm ist oben Greifarm ist unten Werkstück ist nicht schwarz Nicht verwendet Beschreibung: 1-Signal wird gesetzt (Taster) DO 0 DO 1 DO 2 DO 3 DO 4 DO 5 DO 6 DO 7 Signallampe leuchtet grün Signallampe leuchtet gelb Siganllampe leuchtet rot Greifarm verfährt nach rechts (Position Rutschen) Greifarm verfährt nach links (Position Magazin) Greifarm nach unten Greifarm öffnet Ausschiebearm schiebt Werkstück aus SimuBox gesamt: STM skillsaustria
20 Bewertung mit SPS 1. Funktion Bedienmodus 2. Funktion allgemein 3. Funktion der Produktion und Signale (keine Bewertung in Aufgabe 1) Bewertung Erledigt Max. Punkte Vorbereitungen: Verbinden Sie die SPS mit dem I/O Terminal und dem Bedienpult, Wahlschalter in Position AUTO, SPS starten, kein Programmierkabel und Kommunikation zwischen PC und SPS, Ventil zur Luftversorgung geöffnet, Linearantrieb mit Greifarm zwischen Magazin und Rutsche 1. Das Magazin ist leer. Sie bekommen Zeit für diese Vorbereitung vor der Bewertung. 1. Funktion Bedienmodus ROTE Signalleuchte EIN und GELBE Signalleuchte EIN und Reset Lampe EIN (1/3 der Punkte für jeden Aspekt) Wahlschalter auf MAN (Handling Station) - dann GELBE Signallampe EIN und ROTE Signallampe AUS Resettaster drücken (Handling Station): System fährt in die Grundstellung. In der Grundstellung ist die Reset Lampe AUS. Schlüssel auf die Position AUTO drehen (Station Handhaben), Signallampe GRÜN EIN und Start Lampe EIN (1/2 Punkte für jeden Aspekt) Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Betriebsmodus gesamt 2. Funktion allgemein Der Teilnehmer wählt ein Werkstück für die Auswertung und legt es in das Magazin. Die Station Handhaben befindet sich in Ausgangsposition START-Taste drücken (Station Handhaben): das Werkstück wird aus dem Magazin ausgeschoben, zu Rutsche 1 oder 2 transportiert und auf die Rutsche 1 oder 2 abgelegt (1/3 Punkte für jeden Aspekt) Station Handling fährt in die Grundstellung SPS Funktion der allgemeinen Produktion STM skillsaustria
21 3. Funktion der Produktion und Signale keine Bewertung in Aufgabe 1 3 Werkstücke in das Magazin der Station Handhaben(SH) legen. Start aus der Grundstellung. Achtung: Die Auswertung ist beendet sobald die Funktion mit einem der Werkstücke stoppt. (Keine manuelle Hilfe erlaubt Grüne Signallampe ist AN und Startlampe ist AN (1/2 Punkte für jeden Aspekt) A: START-Taste drücken (SH), Startlampe AUS und Signallampe GELB AN (1/3 Punkte je Farbe) Werkstück aus dem Magazin ausgeben (1/3 Punkte je Farbe) Wenn ein Werkstück schwarz ist: Werkstück zu Rutsche 1 transportieren und Lampe Q1 AN (1/2 Punkte für jeden Aspekt) Werkstück auf Rutsche 1 ablegen und nach dem Ablegen Lampe Q1 AUS ==> B: Wenn ein Werkstück silber ist (1/2 Punkte für jeden Aspekt), Werkstück zu Rutsche 2 transportieren und Lampe Q2 AN (1/2 Punkte für jeden Aspekt) Werkstück auf Rutsche 2 ablegen und nach dem Ablegen Lampe Q2 AUS ==> B: Wenn ein Werkstück rot ist: (1/2 Punkte für jeden Aspekt) Werkstück zu Rutsche 2 transportieren und Lampe Q2 AN (1/2 Punkte für jeden Aspekt) Werkstück auf Rutsche 2 ablegen und nach dem Ablegen Lampe Q2 AUS ==> B: (1/2 Punkte für jeden Aspekt) B: Nach jedem Prozess fährt das System in die Grundstellung (1/3 Punkte je Farbe) Wenn sich das System in Grundstellung befindet, Startlampe AN und Signallampe GRÜN AN Weiter bei A: (1/3 Punkte je Farbe) (1/3 Punkte je Farbe) Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Funktion der Produktion und Signale SPS- gesamt Rote, schwarze oder silberne Werkstücke werden vom Bewertungsteam ausgewählt Es darf immer nur eine Lampe an der Signalsäule leuchten Die Stopp-Taste wird nicht verwendet STM skillsaustria
22 Beschreibung Bewertung Max. Punkte Professional Practice Aus der Liste von Professional Practice werden nur Stichproben gemacht PP Nr. Nicht erfüllt Professional Practice gesamt Für jede Abweichung wird. Punkte abgezogen Gesamtbewertung Projekt 1: Description / Points for Bewertung Max. Punkte Bewertung SimuBox Bewertung SPS gesamt Bewertung Professional Practice Total points 15,0 STM skillsaustria

23 Projekt 2: Staatsmeisterschaft MECHATRONIK November 2016 Salzburg Wartung und Optimierung der Station Handling mit einem elektrischen Antrieb und Magazin Gewichtung (von Gesamtpunkten) 17/100 max. Zeit 60 min Szenario Sie sind verantwortlich für die Lieferung einer Station Handhaben an einen Kunden. Diese soll in einem automatisierten Produktionsprozess eine Teilaufgabe übernehmen. Grundstellung: Station Handhaben (SH): Ausschiebearm eingezogen (Zylinder ausgefahren) Greifer Einheit in Position Rutsche 2 Greifer geöffnet Greifer oben Aufgabe Ihre Aufgabe ist es das System zu warten, zu optimieren und wieder in Betrieb zu nehmen. Ihre Aufgabe ist abgeschlossen, wenn: 1. die Produktionslinie mechanisch zusammengestellt, korrekt verdrahtet und verbunden sowie der einwandfreie Betrieb sichergestellt ist (lt. Bewertung mit der Simulationsbox). 2. der korrekte Ablauf mit SPS Ansteuerung gewährleistet ist (lt. Bewertung mit der SPS). 3. das System den Spezifikationen aus den Unterlagen 'Professional Practice', welches separat beiliegt, entspricht. Das System wird sofort nach der Fertigstellung zum Kunden versendet. Es gibt keine Möglichkeit mehr, Änderungen vorzunehmen. Das Stations Layout, die Grundstellung, die Zuordnungsliste und der Produktionsprozess sind gleich wie in Projekt 1. Sie werden eine Störmeldung hinzufügen und die Auswertung von Funktion: Produktion und Signale wird durchgeführt. Festo Didactic Skils Austria November 2014 / at0ab
24 Bewertungsformular Projekt 2 Wartung und Optimierung einer Station Handhaben mit elektrischem Antrieb und Stapelmagazin Team: ZEIT: Überprüft durch das Expertenteam (Namen, Unterschrift): Maximalzeit: 60 min. / Maximalpunkte: 17 Bewertung mittels Simulationsbox Die Funktionsüberprüfung erfolgt mittels der an das E/A Terminal angesteckten Simulationsbox Bewertung Erledigt Max Punkte Vorbereitung: Verbinde die Simu-Box mit dem E/A Terminal (Ausgang 0 7: Signal 1 oder 0); (Eingang 0 7: Signal 1 oder 0) I/O Terminal 1 (IN) DI 0 DI 1 DI 2 Beschreibung: Signal High bedeutet Werkstück: Position Magazin Aufnahme Greifer: Position Förderband Greifer: Position Magazin DI 3 Greifer: Position Rutsche 2 DI 4 DI 5 DI 6 DI 7 I/O Terminal 1 (OUT) DO 0 DO 1 DO 2 DO 3 DO 4 DO 5 DO 6 DO 7 Greifer: Position oben Greifer: Position unten Werkstück ist nicht schwarz Nicht verwendet Beschreibung: Signal High setzt Greifer nach rechts (Position Rutsche) Greifer nach linkes (Position Förderband) Greifer: nach unten Greifer: öffnen Magazinausschieber: Werkstück ausschieben Signallampe: Grün Signallampe: Gelb Signallampe: Rot SimuBox gesamt: STM skillsaustria

25 Bewertung mittels SPS 1. Funktion des Betriebsmodus 2. Funktion der Produktion und Signale 3. Signalrückmeldung 4. Störungsmeldung Bewertung Erledigt Max. Punkte Vorbereitungen: Schließen sie die SPS an das I/O Terminal und an das Bedienfeld an, drehen sie den Schlüssel auf die Position AUTO, starten sie die SPS ohne Programmierkabel zwischen SPS und PC, Druckluft eingeschaltet, Lineareinheit befindet sich zwischen Magazin und Position Rutsche 1. Magazin ist leer. Sie bekommen Zeit um die Station vorzubereiten! 1. Funktion des Betriebsmodus und Signale (keine Bewertung) Signallampe ROT AN und Signallampe GELB AN und Reset Lampe AN Schlüssel auf die Position MAN drehen (Station Handhaben); Signallampe GELB AN und Signallampe ROT AUS Reset Taste drücken (Station Handhaben), System fährt in Anfangsposition Reset Lampe AUS wenn sich das System in Anfangsposition befindet Schlüssel auf die Position AUTO drehen (Station Handhaben), Signallampe GRÜN AN und Start Lampe AN Es darf immer nur eine Lampe an der Signalsäule leuchten STM skillsaustria
26 2. Funktion Produktion und Signale Bewertung 3 Werkstücke in das Magazin der Station Handhaben legen. Start aus der Grundstellung. Achtung: Die Auswertung ist beendet sobald die Funktion mit einem der Werkstücke stoppt. (Keine manuelle Hilfe erlaubt) Grüne Signallampe ist EIN und Startlampe ist EIN (1/2 Punkte für jeden Aspekt) A: START-Taste drücken (Station Handhaben), Startlampe AUS und gelbe Signallampe EIN (1/3 Punkte je Farbe) Werkstück aus dem Magazin ausschieben (1/3 Punkte je Farbe) Wenn ein Werkstück schwarz ist: Werkstück zu Rutsche 1 transportieren und Lampe Q1 EIN Aspekt) (1/2 Punkte für jeden Werkstück auf Rutsche 1 platziert und nach dem platzieren Lampe Q1 AUS B: Wenn ein Werkstück silber ist: (1/2 Punkte für jeden Aspekt) Werkstück zu Rutsche 2 transportiere und Lampe Q2 EIN Aspekt) (1/2 Punkte für jeden Werkstück auf Rutsche 2 platziert und nach dem platzieren Lampe Q2 AUS B: Wenn ein Werkstück rot ist: (1/2 Punkte für jeden Aspekt) Werkstück zu Rutsche 2 transportieren und Lampe Q2 EIN Aspekt) (1/2 Punkte für jeden Werkstück auf Rutsche 2 platziert und nach dem platzieren Lampe Q2 AUS B: (1/2 Punkte für jeden Aspekt) B: Nach jedem Prozess fährt das System in die Grundstellung (1/3 Punkte je Farbe) Wenn sich das System in Anfangsposition befindet, Startlampe AN Weiter bei A: (1/3 Punkte je Farbe) (1/3 Punkte je Farbe) Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Betriebsmodus gesamt: STM skillsaustria
27 5. Funktion Fehlermeldung und Signale Bewertung Magazin leer; Start aus der Grundstellung Signallampe GRÜN EIN und Startlampe EIN START-Taste drücken (SH) dann [Startlampe AUS und Signallampe GELB EIN] Identifikation ob Magazin leer ist, dann: Wenn das Magazin leer ist, dann Startlampe EIN und die beiden Lampen Q1 und Q2 und die Signallampe GELB blinken gemeinsam mit 2Hz (1/4 Punkte für jeden Aspekt) Werkstück in das Magazin legen: START-Taste drücken (SH), Startlampe AUS, Q1 und Q2 AUS und Signallampe GELB EIN, Werkstück aus dem Magazin ausschieben Werkstück auf Rutsche platziert (1/6 Punkte für jeden Aspekt) Greifer Einheit bewegt sich in Grundstellung Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Betriebsmodus gesamt: SPS gesamt Rote, schwarze oder silberne Werkstücke werden vom Bewertungsteam ausgewählt Es darf immer nur eine Lampe an der Signalsäule leuchten Die Stopp-Taste wird nicht verwendet STM skillsaustria
28 Professional Practice Bewertung Max. Punkte Aus der Liste von Professional Practice werden nur Stichproben gemacht PP Nr. Nicht erfüllt Professional Practice gesamt: Für jede Abweichung werden Punkte abgezogen Zeitbewertung Bewertung Max. Punkte Das Teil wurde getauscht Nur wenn die Maximalpunkteanzahl für die Bewertungen mit SPS und SimuBox sowie min. 0,8 Punkte in Professional Practice erreicht und das Teil getauscht wurden! Zeitpunkte = (max. Zeit erreichte Zeit)x max. Punkte (max. Zeit min. Zeit) (60.0. ) x 3 Punkte = (60.0. ) Zeitpunkte mit Wartung gesamt 4,0 Gesamtbewertung Projekt 2: Beschreibung Bewertung Max. Punkte Bewertung mittels SimuBox Bewertung mittels SPS: Funktion Produktion und Signale Bewertung mittels SPS: Funktion Fehlermeldung und Signale Professional Practice Zeitauswertung Gesamtbewertung: 17,0 STM skillsaustria
 38/100 max. Zeit 360 min Szenario Sie sind verantwortlich für die Lieferung einer Handling-Station an einen Kunden.")
29 Projekt 3: Staatsmeisterschaft MECHATRONIK November 2016 Salzburg Montage, Programmierung und Inbetriebnahme einer Produktionslinie bestehend aus der Station Handling und der Pick & Place Station Gewichtung (von Gesamtpunkten) 38/100 max. Zeit 360 min Szenario Sie sind verantwortlich für die Lieferung einer Handling-Station an einen Kunden. Diese soll in einem automatisierten Produktionsprozess eine Teilaufgabe übernehmen. Aufgabe Montieren, verdrahten und verschlauchen Sie Produktionslinie gemäß diesen technischen Unterlagen. Ihre Aufgabe ist abgeschlossen, wenn: 1. die Produktionslinie mechanisch zusammengestellt, korrekt verdrahtet und verbunden sowie der einwandfreie Betrieb sichergestellt ist (Bewertung mit der Simulationsbox). 2. der korrekte Ablauf des Programms mit der SPS garantiert ist (Bewertung mit der SPS). 3. das System den Spezifikationen aus den Unterlagen 'Professional Practice', welches separat beiliegt, entspricht. Das System wird sofort nach der Fertigstellung zum Kunden versendet. Es gibt danach keine Möglichkeit, Änderungen vorzunehmen. STM Skillsaustria
30 Mechanische Information - Produktionslinienlayout: Handling Station (HS) 2. Pick and Place Station mit Magazin Grundstellungen: (P&PS) HS: Ausschiebearm eingezogen (Zylinder ausgefahren) Greifereinheit in Position Rutsche 2 Greifereinheit offen Greifereinheit oben P&PS: Förderband AUS Vakuum AUS Vakuumgreifer oben Vakuumgreifer eingezogen Werkstückträger bei der Handling Station STM Skillsaustria
 X = SysLink A (Station) zu der SPS E/A Terminal 2 (siehe")

31 Details der Pick & Place Station (P&PS) Chip Magazin Deckel Magazin E/A Terminal Board E/A Terminal 1 (siehe Bewertungsbogen) X = SysLink A (Station) zu der SPS E/A Terminal 2 (siehe Bewertungsbogen) X = SysLink B (Station) zu der SPS Ebene nicht verwendet Ebene nicht verwendet ACHTUNG! Stellen Sie sicher, dass die PNP/NPN Schalter BEIDE in der PNP Position sind! STM Skillsaustria











32 Verschiedene Ansichten (mehr auf dem USB Stick) Ansicht von rechts Chip Ansicht von links Terminal Board Ansicht von Magazin vorne Druckregelventil Ventilinsel Werkstückträger mit Aufnahmen für einen Grundkörper und einen Deckel Magazin von hinten Magazinmodul Werkstückträger, Grundkörper, Deckel und ausgefahrener Auswurfarm Grundkörper mit Einlage zur Lagerung im Chip Magazin (erstes Werkstück im Prozess) STM Skillsaustria



33 Details des Moduls Förderband 350 x 40 Grundriss Elektrische Informationen - Verdrahtung Mini-Terminal PIN auf SUB-D Farbe DIN47100 Terminal Pin E/A-Mini- Pin- Funktion Pin E/A- Terminal Funktion 1 White 1 I0 Grundkörper auf Förderband verfügbar 2 Brown 7 Q0 Förderband Vorwärtslauf 3 Green 2 I1 Reflexlichttaster, Grundkörper am Seperator 4 Yellow 8 Q1 Förderband Rückwärtslauf 5 Gray 3 I2 Lichtschrankensensor, Grundkörper bei P&P Position 6 Pink 9 Q2 Schalter Separator 7 Blue 4 I3 8 Red 10 Q3 9 Black 5 AI0 10 Violet 6 AI1 11 Gray-rose AQ0 12 Red-blue 24VA VCC-Out 13 White-green 24VB VCC In 14 Brown-green GND A GND Out 15 White-yellow GND B GND In STM Skillsaustria

34 Details des Magazinmoduls Grundriss Elektrische Information - Verdrahtung Mini-Terminal PIN auf SUB-D Farbe DIN47100 Terminal Pin I/O-Mini- Pin- Funktion Pin I/O- Terminal Funktion 1 White 1 I0 Zylinder ausgefahren 2 Brown 7 Q0 Fahre Zylinder aus 3 Green 2 I1 Zylinder eingefahren 4 Yellow 8 Q1 5 Gray 3 I2 Deckel verfügbar 6 Pink 9 Q2 7 Blue 4 I3 8 Red 10 Q3 9 Black 5 AI0 10 Violet 6 AI1 11 Gray-rose AQ0 12 Red-blue 24VA VCC-Out 13 White-green 24VB VCC In 14 Brown-green GND A GND Out 15 White-yellow GND B GND In STM Skillsaustria


35 Details des Modules Pick & Place Grundriss -BG1 -BG2 -MM1 -MM2 -KH1 -BG RZ RZ2 -RZ RZ4 -BP1 p QN1 2 -UQ QM QM QM MB1 -MB2 -MB3 -MB Elektrische Information - Verdrahtung Mini-Terminal -GQ1 PIN auf Farbe Pin E/A-Mini- Pin- Pin E/A- Funktion SUB-D DIN47100 Terminal Funktion Terminal 1 White 1 I0 Schlitten ist eingezogen 2 Brown 7 Q0 Fahre Schlitten aus 3 Green 2 I1 Schlitten ist ausgefahren 4 Yellow 8 Q1 Ziehe Schlitten ein 5 Gray 3 I2 Z-Achse ist oben 6 Pink 9 Q2 Z-Achse ist unten 7 Blue 4 I3 Vakuum ist eingeschalten 8 Red 10 Q3 Vakuum einschalten 9 Black 5 AI0 10 violet 6 AI1 11 Gray-rose AQ0 12 Red-blue 24VA VCC-Out 13 White-green 24VB VCC - In 14 Brown-green GND A GND Out 15 White-yellow GND B GND In STM Skillsaustria
36 Bewertungsbogen für das Projekt 3: Montage, Programmierung und Inbetriebnahme einer Produktionslinie bestehend aus der Station Handling und der Pick & Place Station Team: ZEIT: Überprüft durch das Expertenteam (Namen, Unterschrift): Maximalzeit: 360 min. / Maximalpunkte: 38 Beschreibung Die Überprüfung der Funktion erfolgt mittels der Simulationsbox und der Verdrahtung des I/O Terminals Erledigt Bewertung Max Punkte Vorbereitung: Verbinde die Simulationsbox mit dem E/A Terminal (Output 0 7: Signal 1 oder 0); (Input 0 7: Signal 1 oder 0) I/O Terminal 1 (IN) Beschreibung: Signal 1 bedeutet DI 0 Förderbandmodul: Grundkörper verfügbar auf Förderband (Reflexlichttaster 1) DI 1 DI 2 DI 3 DI 4 DI 5 DI 6 DI 7 I/O Terminal 1 (OUT) DO 0 DO 1 DO 2 DO 3 DO 4 DO 5 DO 6 DO 7 Förderbandmodul: Lichtreflextaster, Grundkörper am Separator Förderbandmodul: Lichtschrankensensor, Grundkörper bei P&P Position Modul P&P: Schlitten eingefahren Modul P&P: Schlitten ausgefahren Modul P&P: Z-Achse ist oben Modul P&P: Vakuum ist eingeschaltet Nicht verwendet Beschreibung: Signal 1 setzt Förderbandmodul: Band Vorlauf Förderbandmodul: Band Rücklauf Förderbandmodul: Separator schwenken Modul P&P: Schlitten einfahren Modul P&P: Schlitten ausfahren Modul P&P: Z- Achse nach unten Modul P&P: Vakuum einschalten Nicht verwendet SimuBox gesamt Terminal 1: STM Skillsaustria
37 I/O Terminal 2 (IN) DI 0 DI 1 DI 2 DI 3-7 I/O Terminal 2 (OUT) DO 0 DI 1-7 Beschreibung: Signal 1 bedeutet Magazinmodul: Zylinder ausgefahren Magazinmodul: Zylinder eingefahren Magazinmodul: Deckel verfügbar im Magazin Nicht verwendet Beschreibung: Signal 1 setzt Magazinmodul: Zylinder ausfahren Nicht verwendet SimuBox gesamt Terminal 2: E/A gesamt: STM Skillsaustria
38 Beschreibung / Funktion mit SPS Bewertung 1. Funktion Grundstellung und Signale 2. Funktion der allgemeinen Produktion 3. Funktion Produktionsqualität und Lampen Erledigt Max. Punkte Vorbereitungen: Verbinde die SPS mit dem I/O Terminal und dem Bedienpult, Schalter in Position AUTO, SPS starten, kein Programmierkabel und Kommunikation zwischen PC und SPS, Ventil zur Luftversorgung geöffnet, Linearantrieb mit Greifarm zwischen Magazin und Schlitten 1, Modul P&P horizontale Schlitten ausgefahren, Palette in der Zone des Magazins. Die Magazine sind leer. Sie bekommen Zeit dies vor der Bewertung zu prüfen. 1. Funktion Grundstellung und Signale ROTE Signalleuchte EIN und Resetlampe EIN 1/2 Pkt. je Aspekt Wahlschalter in Position MAN schalten (Handling Station), dann GELBE Signallampe EIN Resettaster betätigen (Handling Station): das System (HS und P&PS) fährt in Grundstellung 1/2 Pkt. je Station Wenn die Grundstellung ist: Resetlampe AUS. Wahlschalter in Position AUTO schalten (Handling Station): die GRÜNE Signallampe EIN und die Start Lampe EIN. 1/2 Pkt. je Aspekt SPS Board Grundstellung gesamt: 2. Funktion der allgemeinen Produktion Teilnehmer wählt einen Grundkörper(rot, schwarz, silber) für die Bewertung aus und legt es in das Magazin. Es stehen 3 Deckel in der P&P zur Verfügung, 5 Chips im Stapelmagazin, HS und P&PS sind in Grundstellung (keine manuelle Hilfe in der Station erlaubt). Starttasters betätigen (HS): der Grundkörper aus dem Magazin ausschieben, zum Förderband transportieren und in der Aufnahme (Palette) ablegen. 1/3 Pkt. je Aspekt Wenn der Grundkörper auf der Palette platziert wurde: STOPP Taster drücken (HS): das System arbeitet weiter stellt den Prozess fertig Die P&PS füllt die Chips mit der richtigen Menge (rot/silber = 2, schwarz = 3) in den Grundkörper, schließt ihn mit einem Deckel und transportiert die Palette mit dem fertigen Produkt zurück zur Handling Station. Die Handling Station transportiert und platziert die Grundkörper auf die Rutsche (rot/silber = 2, schwarz = 1) und die Station fährt in Grundstellung. Die GRÜNE Signallampe EIN und die Startlampe EIN 1/2 Pkt. je Aspekt 1/3 Pkt. je Aspekt 1/3 Pkt. je Aspekt 1/3 Pkt. je Aspekt SPS Board allgemeine Produktion gesamt: STM Skillsaustria
39 3. Funktion Produktionsqualität und Lampen Fülle den ersten Grundkörper mit 8 Chips und lege ihn in das Magazin der Handling Station Fülle das Magazin mit 2 weiteren Grundkörpern obenauf. 5 Deckel im Stapelmagazin. Starte von der Grundstellung. Achtung: Wenn bei dem Prüfvorgang die Funktion der Station abgebrochen wird, ist die Bewertung abgeschlossen. (keine manuelle Hilfe erlaubt) Grüne Signallampe EIN und Start Lampe EIN 1/2 Pkt. je Aspekt Wahlschalter in Stellung MAN stellen (Handling Station) und GRÜNE Signallampe blinkt mit 2 Hz START Tasters drücken(hs), START Lampe AUS ersten Grundkörper aus dem Magazin ausschieben, Lampe Q2 EIN, Grundkörper zum Förderband transportieren Grundkörper auf der Palette am Band ablegen. Nach dem Ablegen Lampe Q2 AUS Die P&PS entnimmt die 8 Chips und legt sie ins Chip-Magazin, Palette mit dem leeren Grundkörper zurück zur Seite bei Handling Station. Die Handling Station transportiert den Grundkörper und legt ihn auf Rutsche 1 ab und die Station fährt in Grundstellung. GRÜNE Signallampe EIN und die Startlampe EIN 1/3 Pkt. je Aspekt 1/2 Pkt. je Aspekt 1/2 Pkt. je Aspekt 1/3 Pkt. je Aspekt 1/2 Pkt. je Aspekt Wahlschalter zu der Stellung AUTO (Handling Station) START Taste drücken (HS) - Start Lampe AUS. A: Grundkörper aus dem Magazin ausschieben und zum Förderband transportieren und Lampe Q2 EIN. Grundkörper auf der Palette am Band ablegen. Nach dem Ablegen Lampe Q2 AUS 1/6 Pkt. je Aspekt 1/4 Pkt. je Aspekt Wenn der Grundkörper schwarz ist: Deckel aus dem Magazin auf die Palette ablegen Die P&PS füllt die Grundkörper mit der richtigen Menge (schwarz = 3) Chips und verschließt ihn mit einem Deckel. Darauf wird die Palette mit dem fertigen Werkstück zurück zur Handling Station transportiert. Die Handling Station transportiert und platziert den Grundkörper zu Rutsche 1 und die Station begibt sich in Grundstellung. ==> B: wenn nicht das letzte Werkstück, sonst C: 1/3 Pkt. je Aspekt 1/3 Pkt. je Aspekt Bei einem roten oder silbernen (nur eine Farbe wird überprüft ): Deckel aus dem Magazin auf die Palette ablegen Die P&PS füllt die Grundkörper mit der richtigen Menge (rot/silber = 2) und verschließt ihn mit einem Deckel. Darauf wird die Palette mit dem fertigen Werkstück zurück zur Handling Station transportiert. Die Handling Station transportiert und platziert den Grundkörper zu Rutsche 2 und die Station begibt sich in Grundstellung. ==> B: wenn nicht das letzte Werkstück, sonst C: 1/3 Pkt. je Aspekt 1/3 Pkt. je Aspekt Wenn der Grundkörper rot, silber oder schwarz war: B: automatisch weiter mit A: Wenn der letzte Grundkörper auf die Palette platziert wurde: C: Drücke den STOP Taster (HS) die Startlampe und die grüne Signallampe blinken mit 2 Hz und das gesamte System führt den Prozess zu Ende. Das System fährt in Grundstellung. 1/4 Pkt. je Aspekt STM Skillsaustria
40 Die GRÜNE Signallampe EIN und die Startlampe EIN. 1/2 Pkt. je Aspekt Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Board Funktion Produktionsqualität und Lampen gesamt SPS Board gesamt Die Farbe und Reihenfolge der Grundkörpers wird durch das Expertenteam ausgewählt Es darf immer nur eine Lampe an der Signalsäule leuchten. Abhängig von der Farbe und dem momentanen Status wird das Werkstück auf verschiedene Rutschen transportiert. Trennen Rutsche 1 Rutsche 2 Rot, Silber X Erster Grundkörper Schwarz X X Zuteilung der Chips, welche in die Grundkörper gefüllt werden Grundkörper Deckel red black silver Chip X X X FESTO 2x 3x 2x Zusammenstellen bedeutet: STM Skillsaustria
41 Beschreibung Bewertung Max. Punkte Professional Practice Aus der Liste von Professional Practice werden nur Stichproben gemacht PP Nr. Nicht erfüllt Professional Practice gesamt: Für jede Abweichung wird Punkte abgezogen Beschreibung Bewertung Max. Punkte Zeitbewertung, nur wenn die Maximalpunkteanzahl für SPS und SimuBox sowie min... Punkte in Professional Practice erreicht wurden. Zeitpunkte = (max. Zeit momentane Zeit) x max. Punkte /(max. Zeit min. Zeit) = ( ) x Punkte / ( ) Gesamtbewertung Projekt 3: Beschreibung Bewertung Max. Punkte Betrieb mit SimuBox Betrieb mit SPS Board: Funktion Grundstellung und Signale Betrieb mit SPS Board: Funktion der allgemeinen Produktion Betrieb mit SPS Board: Funktion Produktionsqualität und Lampen Professional Practice Zeitpunkte Gesamtbewertung: 38,0 STM Skillsaustria
42 Staatsmeisterschaft MECHATRONIK November 2016 Salzburg Projekt 4: Instandhaltung in einer Produktionslinie bestehend aus der Handling Station und der Station Pick & Place Gewichtung (von Gesamtpunkten) 14/100 max. Zeit 120 min Szenario Sie sind verantwortlich für die Lieferung einer Handling-Station an einen Kunden. Diese soll in einem automatisierten Produktionsprozess eine Teilaufgabe übernehmen. Aufgabe Die Aufgabe besteht in der Wartung und Wiederinbetriebnahme des Systems. Ihre Aufgabe ist abgeschlossen, wenn: 1. die Produktionslinie mechanisch zusammengestellt, korrekt verdrahtet und verbunden sowie der einwandfreie Betrieb sichergestellt ist (basierend auf der Prüfung mit der Simulationsbox). 2. der korrekte Ablauf des Programms auf der SPS garantiert ist (basierend auf der Prüfung mit der SPS). 3. Das System entspricht den Spezifikationen gemäß des 'Agreement on Professional Practice'. 4. Das System wird sofort nach der Fertigstellung zum Kunden versendet. Es gibt danach keine Möglichkeit, Änderungen vorzunehmen. Das Produktionslinienlayout, die Grundstellung, die Zuweisungsliste sowie der Produktionsprozess ist derselbe wie in Aufgabe 3! STM Skillsaustria
43 Produktionslinienlayout: Handling station (HS) 2. Pick and Place Station with Magazine Grundstellungen: (P&PS) HS: Ausschiebearm eingezogen (Zylinder ausgefahren) Greifereinheit in Position Rutsche 2 Greifereinheit offen Greifereinheit oben P&PS: Förderband AUS Vakuum AUS Vakuumgreifer oben Vakuumgreifer eingezogen Förderband bei der Handling Station STM Skillsaustria
44 Bewertungsbogen für das Projekt 4: Instandhaltung in einer Produktionslinie bestehend aus der Handling Station und der Pick & Place Station Team: ZEIT: Überprüft durch das Expertenteam (Namen, Unterschrift): Maximalzeit: 120 min. / Maximalpunkte: 14 Beschreibung Die Überprüfung der Funktion erfolgt mittels der Simulationsbox und der Verdrahtung des I/O Terminals Erledigt Bewertung Max Punkte Vorbereitung: Verbinde die Simu-Box mit dem E/A Terminal (Output 0 7: Signal 1 oder 0); (Input 0 7: Signal 1 oder 0) I/O Terminal 1 (IN) Beschreibung: Signal 1 bedeutet DI 0 Förderbandmodul: Grundkörper verfügbar auf Förderband (Reflexlichttaster 1) DI 1 DI 2 DI 3 DI 4 DI 5 DI 6 DI 7 I/O Terminal 1 (OUT) DO 0 DO 1 DO 2 DO 3 DO 4 DO 5 DO 6 DO 7 Förderbandmodul: Lichtreflextaster, Grundkörper am Seperator Förderbandmodul: Lichtschrankensensor, Grundkörper bei P&P Position Modul P&P: Rutsche eingefahren Modul P&P: Rutsche ausgefahren Modul P&P: Z-Achse ist oben Modul P&P: Vakuum ist eingeschaltet Nicht verwendet Beschreibung: Signal 1 setzt Förderbandmodul: Band Vorlauf Förderbandmodul: Band Rücklauf Förderbandmodul: Schalter Separator Modul P&P: Rutsche einfahren Modul P&P: Rutsche ausfahren Modul P&P: Z- Achse unten Modul P&P: Vakuum eingeschaltet Nicht verwendet SimuBox gesamt Terminal 1: STM Skillsaustria
45 I/O Terminal 2 (IN) DI 0 DI 1 DI 2 DI 3-7 Connector I/O T2 (OUT) DO 0 DI 1-7 Beschreibung: Signal 1 bedeutet Magazinmodul: Zylinder ausgefahren Magazinmodul: Zylinder eingefahren Magazinmodul: Deckel verfügbar im Magazin Nicht verwendet Beschreibung: Signal 1 setzt Magazinmodul: Fahre Zylinder aus Nicht verwendet SimuBox gesamt Terminal 2: E/A gesamt: STM Skillsaustria
46 Beschreibung / Funktion mit SPS 1. Funktion Produktionsqualität und Lampen 2. Funktion Fehlermeldungen und Lampen Evaluation Erledigt Max. Punkte Vorbereitungen: Verbinde die SPS mit dem I/O Terminal und dem Bedienpult, Schalter in Position AUTO, SPS starten, kein Programmierkabel und Kommunikation zwischen PC und SPS, Ventil zur Luftversorgung geöffnet, Linearantrieb mit Greifarm zwischen Magazin und Rutsche 1, Modul P&P horizontale Rutsche ausgefahren, Palette in der Zone des Magazins. Die Magazine sind leer. Sie bekommen Zeit dies vor der Bewertung zu prüfen. Funktion Grundstellung und Signale (keine Bewertung) ROTE Signalleuchte EIN und Resetlampe EIN Wahlschalter in Position MAN schalten (Handling Station), dann GELBE Signallampe EIN Resettaster betätigen (Handling Station): das System (HS und P&PS) fährt in Grundstellung Wenn die Grundstellung ist: Resetlampe AUS. Wahlschalter in Position AUTO schalten (Handling Station): die GRÜNE Signallampe EIN und die Start Lampe EIN. Funktion der allgemeinen Produktion (keine Bewertung) Teilnehmer wählt einen Grundkörper(rot, schwarz, silber) für die Bewertung aus und legt es in das Magazin. Es stehen 3 Deckel in der P&P zur Verfügung, 5 Chips im Stapelmagazin, HS und P&PS sind in Grundstellung (keine manuelle Hilfe in der Station erlaubt). Starttasters betätigen (HS): der Grundkörper aus dem Magazin ausschieben, zum Förderband transportieren und in der Aufnahme (Palette) ablegen. Wenn der Grundkörper auf der Palette platziert wurde: STOPP Taster drücken (HS): das System arbeitet weiter stellt den Prozess fertig Die P&PS füllt die Chips mit der richtigen Menge (rot/silber = 2, schwarz = 3) in den Grundkörper, schließt ihn mit einem Deckel und transportiert die Palette mit dem fertigen Produkt zurück zur Handling Station. Die Handling Station transportiert und platziert die Grundkörper auf die Rutsche (rot/silber = 2, schwarz = 1) und die Station fährt in Grundstellung. Die GRÜNE Signallampe EIN und die Startlampe EIN STM Skillsaustria
47 1. Funktion Produktionsqualität und Lampen Fülle den ersten Grundkörper mit 8 Chips und lege ihn in das Magazin der Handling Station Fülle das Magazin mit 2 weiteren Grundkörpern obenauf. 5 Deckel in dem Stapelmagazin. Starte von der Grundstellung. Achtung: Wenn bei dem Prüfvorgang die Funktion der Station abgebrochen wird, ist die Bewertung abgeschlossen. (keine manuelle Hilfe erlaubt) Grüne Signallampe EIN und Start Lampe EIN 1/2 pro Aspekt Wahlschalter in Stellung MAN stellen (Handling Station) und GRÜNE Signallampe blinkt mit 2 Hz START Tasters drücken(hs), START Lampe AUS ersten Grundkörper aus dem Magazin ausschieben, Lampe Q2 EIN, Grundkörper zum Förderband transportieren Grundkörper auf der Palette am Band ablegen. Nach dem Ablegen Lampe Q2 AUS Die P&PS entnimmt die 8 Chips und legt sie ins Chip-Magazin, Palette mit dem leeren Grundkörper zurück zur Seite bei Handling Station. Die Handling Station transportiert den Grundkörper und legt ihn auf Rutsche 1 ab und die Station fährt in Grundstellung. GRÜNE Signallampe EIN und die Startlampe EIN 1/3 pro Aspekt 1/2 pro Aspekt 1/2 pro Aspekt 1/3 pro Aspekt 1/2 pro Aspekt Wahlschalter zu der Stellung AUTO (Handling Station) START Taste drücken (HS) - Start Lampe AUS. A: Grundkörper aus dem Magazin ausschieben und zum Förderband transportieren und Lampe Q2 EIN. Grundkörper auf der Palette am Band ablegen. Nach dem Ablegen Lampe Q2 AUS 1/6 pro Aspekt 1/4 pro Aspekt Wenn der Grundkörper schwarz ist: Deckel aus dem Magazin auf die Palette ablegen Die P&PS füllt die Grundkörper mit der richtigen Menge (schwarz = 3) Chips und verschließt ihn mit einem Deckel. Darauf wird die Palette mit dem fertigen Werkstück zurück zur Handling Station transportiert. Die Handling Station transportiert und platziert den Grundkörper zu Rutsche 1 und die Station begibt sich in Grundstellung. ==> B: wenn nicht das letzte Werkstück, sonst C: 1/3 pro Aspekt 1/3 pro Aspekt Bei einem roten oder silbernen (nur eine Farbe wird überprüft ): Deckel aus dem Magazin auf die Palette ablegen Die P&PS füllt die Grundkörper mit der richtigen Menge (rot/silber = 2) und verschließt ihn mit einem Deckel. Darauf wird die Palette mit dem fertigen Werkstück zurück zur Handling Station transportiert. Die Handling Station transportiert und platziert den Grundkörper zu Rutsche 2 und die Station begibt sich in Grundstellung. ==> B: wenn nicht das letzte Werkstück, sonst C: 1/3 pro Aspekt 1/3 pro Aspekt Wenn der Grundkörper rot, silber oder schwarz war: B: automatisch weiter mit A: Wenn der letzte Grundkörper auf die Palette platziert wurde: STM Skillsaustria
48 C: Drücke den STOP Taster (HS) die Startlampe und die grüne Signallampe blinken mit 2 Hz und das gesamte System führt den Prozess zu Ende. Das System fährt in Grundstellung. Die GRÜNE Signallampe EIN und die Startlampe EIN. 1/4 pro Aspekt 1/2 pro Aspekt Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Board Funktion Produktionsqualität und Lampen gesamt 1. Funktion Fehlermeldung und Lampen Magazin leer; Starte von Grundstellung Grüne Lampe EIN und Start Lampe EIN 1/2 pro Aspekt START Taster drücken: Startlampe AUS. Wenn ein leeres Magazin festgestellt wurde: Bei leerem Magazin: Startlampe EIN und beide Lampen Q1 und Q2 sowie die GELBE Signallampe blinken mit 2 Hz. 1/3 pro Aspekt Lege einen Grundkörper in das Magazin: START Taster drücken: Startlampe AUS. Grundkörper aus dem Magazin ausschieben, Lampen Q1 und Q2 ebenfalls AUS und die GRÜNE Startlampe EIN. Werkstück wird auf der Rutsche abgelegt. 1/6 pro Aspekt Greifereinheit bewegt sich in die Grundstellung Es darf immer nur eine Lampe an der Signalsäule leuchten SPS Board Funktion Fehlermeldung und Lampen gesamt PLC board total Die Farbe und Orientierung der Grundkörpers wird durch das Expertenteam ausgewählt Es darf immer nur eine Lampe an der Signalsäule leuchten. STM Skillsaustria
49 Abhängig von der Farbe und dem momentanen Status wird das Werkstück auf verschiedene Rutschen transportiert. Trennen Rutsche 1 Rutsche 2 Rot, Silber X 1 St Schwarz X X Zuteilung der Chips, welche in die Grundkörper gefüllt werden Grundkörper Deckel red black silver Chip X X X FESTO 2x 3x 2x Zusammenstellen bedeutet: STM Skillsaustria
50 Beschreibung Bewertung Max. Punkte Professional Practice Aus der Liste von Professional Practice werden nur Stichproben gemacht PP Nr. Nicht erfüllt Professional Practice gesamt: Für jede Abweichung wird.. Punkte abgezogen Beschreibung Bewertung Max. Punkte Komponente(n) wurden ausgetauscht Zeitbewertung, nur wenn die Maximalpunkteanzahl für SPS und SimuBox sowie min... Punkte in Professional Practice erreicht und das Teil getauscht wurden. Zeitpunkte = (max. Zeit momentane Zeit) x max. Punkte /(max. Zeit min. Zeit) = ( ) x Punkte / ( ) Zeitpunkte mit Instandhaltung gesamt: Gesamtbewertung Projekt 4: Beschreibung Bewertung Max. Punkte Betrieb mit SimuBox Betrieb mit SPS Board: Funktion Produktionsqualität und Lampen Betrieb mit SPS Board: Funktion Fehlermeldung und Lampen Professional Practice Zeitpunkte Gesamtbewertung: 14,0 STM Skillsaustria
51 Projekt 5: Staatsmeisterschaft MECHATRONIK November 2016 Salzburg Optimierung einer Produktionslinie bestehend aus einer Handling Station und Pick & Place Station Gewichtung (von Gesamtpunkten) 16/100 max. Zeit 90 min Scenario Die Produktionslinie soll optimiert werden und Sie haben die Aufgabe, diese Optimierung zu planen und anschließend zu testen, um die Produktionszeit zu reduzieren und den energieeffizientesten Ablauf zu finden. Aufgabe Ihre Aufgabe ist es, Komponenten zur pneumatischen Luftverbrauchsmessung in das System einzubinden sowie den Produktionsprozess von 4 Werkstücken in der kürzest möglichen Zeit durchzuführen und dabei gleichzeitig den wenigsten Luftverbrauch aufzuweisen. Ihre Aufgabe ist abgeschlossen, wenn: 1. die korrekte Ausführung des Programms durch die SPS (basierend auf der Bewertung/SPS Board) sichergestellt ist. 2. das System den Spezifikationen aus den Unterlagen 'Professional Practice', welches separat beiliegt, entspricht Es gibt danach keine Möglichkeit, Änderungen vorzunehmen. STM skillsaustria
52 Optimierungsprozedur: Sicherheit: Ihnen ist nicht erlaubt, an den Stationen zu arbeiten wenn diese gerade einen Bewegungsablauf durchführt! 1. Sie haben 90 Minuten um ein Konzept auszuarbeiten, den Durchflusssensor zu testen und die Optimierung zu realisieren. Modifikationen des SPS Programmes sind dabei erlaubt. Ziel: Eine schnelle, energieeffiziente und zuverlässige Produktionslinie Bedingungen: Es ist erlaubt, das SPS Programm anzupassen In der Hauptluftleitung zu dem System soll ein Durchflusssensor angebracht werden. Die Verdrahtung und Verschlauchung sind anhand der Informationen durchzuführen. Der Durchflusssensor soll in der Handling Station montiert werden. Der Fokus der Optimierung liegt beim Luftverbrauch der Stationen 4 Werkstücke vom Magazin sollen gefüllt, verschlossen und auf die Rutschen befördert werden. Max. 6 bar Arbeitsdruck Max. 24 Volt Stromversorgung Es sind keine Kollisionen erlaubt (Werkstück auf Werkstück Seite an Seite ist keine Kollision) Während der Bewertung und den Testdurchläufen kann die Berechnung des Sensors mit der Stopfunktion im RECORDER Modus angehalten werden. Es ist erlaubt, die Position der Sensoren frei zu wählen, solange die Funktion erhalten bleibt. Es ist nicht erlaubt, Klebeband in der Produktionslinie zu verwenden. Ausnahmen: Mehr als ein Werkstück im Prozess ist gestattet. Der Starttaster setzt durch einmaliges Betätigen den kompletten Beförderungsablauf der 4 Werkstücke in Gang. Die Werkstücke werden ohne manuelle Hilfe befördert. Keine Bewertung der Lampen außer der Startlampe am Beginn des Prozesses und der Signallampen am Ende. Sobald das 4. Werkstück von der Handling Station auf die Rutsche abgelegt wurde, sollen die GRÜNE, die ROTE und die GELBE Signallampen EIN geschaltet werden. Die Zeitnahme stoppt wenn die Signallampen einschalten und das 4. Werkstück auf der Rutsche abgelegt wurde. Nach maximal 90 Minuten soll das System funktionsfähig und optimiert sein: Es gibt keine Punkte für die Vorbereitungszeit Alle Module und Komponenten müssen montiert und adjustiert sein. Das Stationslayout muss dasselbe wie in den vorherigen Aufgaben sein. Das System soll bereit sein, das Startsignal vom Bedienpult zu empfangen. Dazu leuchtet die Lampe Start. Nach dem Ende der Optimierungszeit werden 3 Mitglieder des Bewertungsteams die Durchlaufzeit stoppen sowie den Luftverbrauch feststellen. Der Durchschnitt dieser 3 Messungen wird als Ergebnis gewertet. STM skillsaustria


![Der momentane Status der Verbrauchsmessung [Run] oder [Stop] wird dargestellt. 2. Wenn [Stop] angezeigt wird, drücken Sie den Taster A.](/docs-images/76/73073160/images/53-6.jpg "Die Anzeige wechselt auf [Run] und ein Lauflicht ist dargestellt. Die Luftverbrauchsmessung ist nun gestartet. 3.")
53 Ihr Plan zur Energieeffizienz Energiemessung des Luftverbrauchs Verbinden Sie nur die 24V/0V Stromversorgung mit dem E/A-Terminal in der Station Messen Sie den Luftverbrauch des gesamten Systems. Das Kabel soll nicht gekürzt werden! (ltd. Abb. oben) Wähle den RECORDER Modus Start / Stop und RESET die Messung mit den Tasten am Sensor RECORDER Modus In dem RECORDER Modus kann eine manuelle Luftverbrauchsmessung durchgeführt werden. 1. Drücke dazu den Taster A und B zugleich. Der SFAB ist nun im RECORDER Modus. Der momentane Status der Verbrauchsmessung [Run] oder [Stop] wird dargestellt. 2. Wenn [Stop] angezeigt wird, drücken Sie den Taster A. Die Anzeige wechselt auf [Run] und ein Lauflicht ist dargestellt. Die Luftverbrauchsmessung ist nun gestartet. 3. Bei wiederholtem Drücken des A Tasters wird die Messung beendet. Es wird [Stop] angezeigt. Bemerkung: Der Wert der Messung kann auf 0 zurückgesetzt werden, indem der Taster B im RECORDER Modus gedrückt wird. STM skillsaustria
54 Bewertungsbogen für das Projekt 5: Optimierung einer Produktionslinie bestehend aus einer Handling Station und Pick & Place Station Team: LUFT : [L] ZEIT: [sec] Überprüft durch das Expertenteam (Namen, Unterschrift): Maximalzeit: 90 min. / Maximalpunkte: 16 Beschreibung Bewertung Die Überprüfung der Funktion erfolgt mittels der SPS Erledigt Max. Points Vorbereitungen: Verbinde die SPS mit dem I/O Terminal und dem Bedienpult, Schalter in Position AUTO, SPS starten, kein Programmierkabel und Kommunikation zwischen PC und SPS, Ventil zur Luftversorgung geöffnet, Linearantrieb mit Greifarm zwischen Magazin und Rutsche 1, Modul P&P horizontale Rutsche ausgefahren, Palette in der Zone des Magazins. Die Magazine sind leer. Sie bekommen Zeit dies vor der Bewertung zu prüfen. Keine Grundkörper auf den Stationen, 5 Deckel im Stapelmagazin, 9 Chips im Chipmagazin, 4 Grundkörper im Magazin Handling Station. Reihenfolge der Farbe wird durch das Bewertungsteam festgelegt. Luftverbrauchsmessung starten Startlampe ist EIN (Handling Station)! Drücken Sie nur den Starttaster der Handling Station Derselbe Ablauf wie in Aufgabe 4 (Verteilen der Grundkörper, Transport zu P&PS, Füllen und Verschließen der Grundkörper und mit der Station Handling auf die richtige Rutsche transportieren) Verteile Grundkörper, Füllen und Verschließen und Ablegen auf Rutsche (Grundkörper 1) Verteile Grundkörper, Füllen und Verschließen und Ablegen auf Rutsche (Grundkörper 2) Verteile Grundkörper, Füllen und Verschließen und Ablegen auf Rutsche (Grundkörper 3) Verteile Grundkörper, Füllen und Verschließen und Ablegen auf Rutsche (Grundkörper 4) und die GRÜNE, GELBE und ROTE Signallampe werden EIN geschaltet 1/4 pro Aspekt 1/4 pro Aspekt 1/4 pro Aspekt 1/5 pro Aspekt SPS Board gesamt STM skillsaustria

55 Beschreibung Bewertung Max. Punkte Professional Practice Aus der Liste von Professional Practice werden nur Stichproben gemacht PP Nr. Nicht erfüllt Professional Practice gesamt: Für jede Abweichung wird. Punkte abgezogen Beschreibung Bewertung Max. Punkte Zeitbewertung, nur wenn die Maximalpunkteanzahl für SPS sowie min.. Punkte in Professional Practice erreicht wurden. Zeitpunkte = (längste Zeit aktuelle Zeit) x max. Punkte /( längste Zeit kürzeste Zeit) = ( -...) x 2,7 Punkte / (. -...) Zeitpunkte gesamt: Beschreibung Bewertung Max. Punkte Energy efficiency evaluation, nur wenn die Maximalpunkteanzahl für SPS sowie min. 1,5 Punkte in Professional Practice erreicht wurden. Punkte für Luftverbrauch = [(Höchster Luftverbrauch aktueller Luftverbrauch) x 2,7 /( Höchster Luftverbrauch Niedrigster Luftverbrauch)] Punkte für Energieeffizienz gesamt: Gesamtbewertung Projekt 5: Beschreibung Bewertung Max. Punkte Punkte für Betrieb mit SPS Punkte für Professional Practice Punkte für die Produktionszeit Punkte für den Luftverbrauch Gesamtpunkte 16,0 STM skillsaustria
Mechatronic Trade - Professional practice 2013 Ver. 3.8
 Mechatronic Trade - Professional practice 2013 Ver. 3.8 Mechanical PP- Nr. ok M - 10 Verlegung der elektrischen Kabel und Schläuche getrennt auf der Profilplatte Laying of the electrical cable and tubes
Mechatronic Trade - Professional practice 2013 Ver. 3.8 Mechanical PP- Nr. ok M - 10 Verlegung der elektrischen Kabel und Schläuche getrennt auf der Profilplatte Laying of the electrical cable and tubes
Staatsmeisterschaft MECHATRONIK November 2014 Salzburg
 Projekt 1 Montage, Programmierung und Inbetriebnahme der Station Verteilen mit Rutsche Anzahl Punkte 20 von 100 (11,4 Funktion, 2,6 SimuBox, 6 PP) Max Zeit Startzeit Zeit stoppt 3 Stunden beim Signal des
Projekt 1 Montage, Programmierung und Inbetriebnahme der Station Verteilen mit Rutsche Anzahl Punkte 20 von 100 (11,4 Funktion, 2,6 SimuBox, 6 PP) Max Zeit Startzeit Zeit stoppt 3 Stunden beim Signal des
Projekt 1: Aufbau, Programmierung und Inbetriebnahme Station Verteilen
 Projekt 1: Aufbau, Programmierung und Inbetriebnahme Station Verteilen Gewichtung (Punkte von Gesamt) 16/100 t max 180 min Situation Sie haben die Aufgabe, eine unmontiert gelieferte Station zu montieren.
Projekt 1: Aufbau, Programmierung und Inbetriebnahme Station Verteilen Gewichtung (Punkte von Gesamt) 16/100 t max 180 min Situation Sie haben die Aufgabe, eine unmontiert gelieferte Station zu montieren.
Gewichtung (Punkte von Gesamtpunktzahl) 41/100
 41/100") Project 3: Aufbau, Programmierung und Inbetriebnahme einer Produktionslinie mit Station Handhaben mit elektrischem Antrieb und Stapelmagazin und Station Wenden Gewichtung (Punkte von Gesamtpunktzahl) 41/100
Project 3: Aufbau, Programmierung und Inbetriebnahme einer Produktionslinie mit Station Handhaben mit elektrischem Antrieb und Stapelmagazin und Station Wenden Gewichtung (Punkte von Gesamtpunktzahl) 41/100
Project 4: Optimierung einer Produktionslinie durch anbringen einer Sicherheitseinrichtung
 Project 4: Optimierung einer Produktionslinie durch anbringen einer Sicherheitseinrichtung Weighting (points out of total) 17/100 t max 120 min Scenario An einer Station muss die Gefahr von Verletzungen
Project 4: Optimierung einer Produktionslinie durch anbringen einer Sicherheitseinrichtung Weighting (points out of total) 17/100 t max 120 min Scenario An einer Station muss die Gefahr von Verletzungen
Aufgabe Montieren, verdrahten und verschlauchen Sie die Anlage laut technischer Dokumentation bis einschließlich zur E/A Klemme auf der Profilplatte.
 Projekt 1 Team: Aufbau, Programmierung und Inbetriebnahme der Station Sortieren Gewichtung (Punkte von Gesamt) 100/100 t max 150 min Situation Sie haben die Aufgabe, eine Anlage, bestehend aus der Stationen
Projekt 1 Team: Aufbau, Programmierung und Inbetriebnahme der Station Sortieren Gewichtung (Punkte von Gesamt) 100/100 t max 150 min Situation Sie haben die Aufgabe, eine Anlage, bestehend aus der Stationen
PROFIBUS-DP Repeater 1 to 1 and 1 to 5 with optional level converter module
 LSS PROFIBUS-DP Repeater 1 to 1 and 1 to 5 with optional level converter module The LSS PROFIBUS-DP repeaters 1 to 1 and 1 to 5 are used for coupling up to six PROFIBUS bus segments in RS 485 bus technology.
LSS PROFIBUS-DP Repeater 1 to 1 and 1 to 5 with optional level converter module The LSS PROFIBUS-DP repeaters 1 to 1 and 1 to 5 are used for coupling up to six PROFIBUS bus segments in RS 485 bus technology.
Staatsmeisterschaft MECHATRONIK November 2012 Salzburg
 Staatsmeisterschaft 1 Montage der Station Verteilen Programmieren der Station Verteilen 12 von 100 (7+2 für Funktion,3 PP) 1 Stunde 30 min nach Ablauf der Zeit Montieren, verbinden und verschlauchen Sie
Staatsmeisterschaft 1 Montage der Station Verteilen Programmieren der Station Verteilen 12 von 100 (7+2 für Funktion,3 PP) 1 Stunde 30 min nach Ablauf der Zeit Montieren, verbinden und verschlauchen Sie
Bausatz Lichtschranke Kit Light Barrier
 Verwendung des Nachrüstsatzes Der Bausatz Lichtschranke - Teile Nr. 0806 49000 ist für Nähanlagen der Klasse 806 vorgesehen. Inhalt des Teilesatzes Lichtschranke für Transferplatte Lichtschranke für automatisches
Verwendung des Nachrüstsatzes Der Bausatz Lichtschranke - Teile Nr. 0806 49000 ist für Nähanlagen der Klasse 806 vorgesehen. Inhalt des Teilesatzes Lichtschranke für Transferplatte Lichtschranke für automatisches
Art : 23P BPI 001 => 16,-
 Universal Brake Pad Wear Indicator for single or double cable systems. kit can be retrofitted at any time to V-Maxx Autosport Big Brake Kit Universal Bremsbelag-Verschleißanzeige für 1 oder 2 Kabel Systeme.
Universal Brake Pad Wear Indicator for single or double cable systems. kit can be retrofitted at any time to V-Maxx Autosport Big Brake Kit Universal Bremsbelag-Verschleißanzeige für 1 oder 2 Kabel Systeme.
Installation manual / Montageanleitung WBC2 splice patch with Fibertray Spleissung/Rangierung mit Fibertray
 Content of Assembly Instruction I. Required tools II. Required parts III. Installation Inhalt der Montageanleitung I. Benötigte Werkzeuge II. Benötigte Teile III. Installation I. Required tools: I. Benötigtes
Content of Assembly Instruction I. Required tools II. Required parts III. Installation Inhalt der Montageanleitung I. Benötigte Werkzeuge II. Benötigte Teile III. Installation I. Required tools: I. Benötigtes
CONNECTION DIAGRAM - LA36. English. Deutsch. Italiano
 CONNECTION DIAGRA - LA36 English Deutsch Italiano CONNECTION DIAGRA - LA36 LA36 ACTUATOR Actuator with Parallel Actuator 8 Actuator 7 Actuator 6 Actuator 5 Actuator 4 Actuator 3 Actuator 2 Actuator 1 WARDS
CONNECTION DIAGRA - LA36 English Deutsch Italiano CONNECTION DIAGRA - LA36 LA36 ACTUATOR Actuator with Parallel Actuator 8 Actuator 7 Actuator 6 Actuator 5 Actuator 4 Actuator 3 Actuator 2 Actuator 1 WARDS
SYSTEM COMPONENTS FOR 3~ RECESSED TRACK STANDARD 3~ RECESSED TRACK STANDARD. 3~ Recessed Track Standard
 3~ RECESSED TRACK STANDARD Ceiling cut 40 59 3~ Recessed Track Standard 41 A 5-conductor recessed track with 3 separately switchable circuits and a data bus track. It consists of an extruded aluminum profile
3~ RECESSED TRACK STANDARD Ceiling cut 40 59 3~ Recessed Track Standard 41 A 5-conductor recessed track with 3 separately switchable circuits and a data bus track. It consists of an extruded aluminum profile
EINBAUHINWEISE Stilllegungssatz
 EINBAUHINWEISE Stilllegungssatz INSTALLATION INSTRUCTIONS Cancellation kit Seite / Page 1 Vorbereitung Preparation: 1.150 mm der Steuerungsleitung vom Originaldämpfer abtrennen. 1. Cut off 150 mm / 5,9
EINBAUHINWEISE Stilllegungssatz INSTALLATION INSTRUCTIONS Cancellation kit Seite / Page 1 Vorbereitung Preparation: 1.150 mm der Steuerungsleitung vom Originaldämpfer abtrennen. 1. Cut off 150 mm / 5,9
MINI 1-Conductor/1-Pin Receptacle Terminal Blocks; 2-Conductor/2-Pin Receptacle Terminal Blocks, Series 2020
 X-COM @-SYSTEM MINI 1-Conductor/1-Pin Receptacle Terminal Blocks; 2-Conductor/2-Pin Receptacle Terminal Blocks, Series 2020 0.14 1 (1.5) mm 2 AWG 24 16 500 V/6 kv/3 1 13.5 A* 0.14 1 (1.5) mm 2 AWG 24 16
X-COM @-SYSTEM MINI 1-Conductor/1-Pin Receptacle Terminal Blocks; 2-Conductor/2-Pin Receptacle Terminal Blocks, Series 2020 0.14 1 (1.5) mm 2 AWG 24 16 500 V/6 kv/3 1 13.5 A* 0.14 1 (1.5) mm 2 AWG 24 16
1 Allgemeine Information
 1 Allgemeine Information ACHTUNG! Der Betriebsdruck der Klasse 867 ist 6 bar. Sollte der Druck Ihrer Versorgungsleitung höher als 6 bar sein, muss der Druck an der Versorgungseinheit der Nähmaschine auf
1 Allgemeine Information ACHTUNG! Der Betriebsdruck der Klasse 867 ist 6 bar. Sollte der Druck Ihrer Versorgungsleitung höher als 6 bar sein, muss der Druck an der Versorgungseinheit der Nähmaschine auf
Service. Bedienelement / operating panel
 Service Bedienelement / operating panel 21 894 000 21 895 000 21 892 000 21 893 000 Dampfdusche Serie 500 Seite Seite 2-7 2-7 Steam shower series 500 page page 2-7 2-7 Dampfdusche Serie 600 Seite Seite
Service Bedienelement / operating panel 21 894 000 21 895 000 21 892 000 21 893 000 Dampfdusche Serie 500 Seite Seite 2-7 2-7 Steam shower series 500 page page 2-7 2-7 Dampfdusche Serie 600 Seite Seite
Einbauanleitung Komfort CAN Bus Interface 62240
 Einbauanleitung Komfort CAN Bus Interface 62240 Wichtiger Hinweis vor dem Einbau: Bitte beachten Sie generell beim Einbau von elektronischen Baugruppen in Fahrzeugen die Einbaurichtlinien und Garantiebestimmungen
Einbauanleitung Komfort CAN Bus Interface 62240 Wichtiger Hinweis vor dem Einbau: Bitte beachten Sie generell beim Einbau von elektronischen Baugruppen in Fahrzeugen die Einbaurichtlinien und Garantiebestimmungen
4-Betriebsarten-Bedienfeld für Ablaufsteuerungen Seite: 1. 4-Betriebsarten-Bedienfeld für Ablaufsteuerungen
 4-Betriebsarten-Bedienfeld für Ablaufsteuerungen Seite: 1 4-Betriebsarten-Bedienfeld für Ablaufsteuerungen 4-Betriebsarten-Bedienfeld für Ablaufsteuerungen Seite: 2 Beschreibung der Bedienelemente: Steuerung
4-Betriebsarten-Bedienfeld für Ablaufsteuerungen Seite: 1 4-Betriebsarten-Bedienfeld für Ablaufsteuerungen 4-Betriebsarten-Bedienfeld für Ablaufsteuerungen Seite: 2 Beschreibung der Bedienelemente: Steuerung
Ref. Nr BMW 328i (F30)
") Ref. Nr. 11 28 0245 BMW 328i (F30) Montageanleitung BMW 328i Motor: N20B20 HARTGE Leistungssteigerung (Basis 180 kw/245 PS) 213 kw (290 PS) bei 5100 U/min 415 Nm bei 2700 U/min Assembly instructions BMW
Ref. Nr. 11 28 0245 BMW 328i (F30) Montageanleitung BMW 328i Motor: N20B20 HARTGE Leistungssteigerung (Basis 180 kw/245 PS) 213 kw (290 PS) bei 5100 U/min 415 Nm bei 2700 U/min Assembly instructions BMW
Alistair Treppenhaus-LED Benutzerhandbuch Alistair (Emergency UC03 sensor)
") Alistair Treppenhaus-LED Benutzerhandbuch Alistair (Emergency UC03 sensor) Vorsicht: Wenn der flexible Draht oder das Kabel dieser Lampe beschädigt wird, sollte ein Techniker oder eine ausreichend geschulte
Alistair Treppenhaus-LED Benutzerhandbuch Alistair (Emergency UC03 sensor) Vorsicht: Wenn der flexible Draht oder das Kabel dieser Lampe beschädigt wird, sollte ein Techniker oder eine ausreichend geschulte
Staatsmeisterschaft MECHATRONIK November 2010 Salzburg
 Staatsmeisterschaft Aufgabe 1 Anzahl Punkte Min Zeit Max Zeit Startzeit Zeit stoppt Montage der Station Verteilen Programmieren der Station Verteilen 12 von 100 (8 für Richtigkeit, 4 für Zeit) Gleitend
Staatsmeisterschaft Aufgabe 1 Anzahl Punkte Min Zeit Max Zeit Startzeit Zeit stoppt Montage der Station Verteilen Programmieren der Station Verteilen 12 von 100 (8 für Richtigkeit, 4 für Zeit) Gleitend
V Montageanleitung für Aufbewahrungssystem-Module. Organized Storage Modules Assembly Manual. Gebrauchsanweisung. Operating Instructions
 Operating Instructions Organized Storage Modules Assembly Manual V6000-3 Gebrauchsanweisung Montageanleitung für Aufbewahrungssystem-Module V6000-3 AH ViGOR GmbH ; Am Langen Siepen 13-15 42857 Remscheid
Operating Instructions Organized Storage Modules Assembly Manual V6000-3 Gebrauchsanweisung Montageanleitung für Aufbewahrungssystem-Module V6000-3 AH ViGOR GmbH ; Am Langen Siepen 13-15 42857 Remscheid
ABB i-bus EIB. EIB Power Supply Units
 ABB i-bus EIB EIB Power Supply Units Product Range Overview EIB Power Supplies ABB STOTZ-KONTAKT GmbH, 2002 - SK 029 F 02 E Product Range Overview EIB Power Supplies! EIB Power Supply, 320 ma SV/S 30.320.5!
ABB i-bus EIB EIB Power Supply Units Product Range Overview EIB Power Supplies ABB STOTZ-KONTAKT GmbH, 2002 - SK 029 F 02 E Product Range Overview EIB Power Supplies! EIB Power Supply, 320 ma SV/S 30.320.5!
CONNECTION DIAGRAM - LA36. English. Deutsch. Italiano
 CONNECTION DIAGRAM - LA36 English Deutsch Italiano CONNECTION DIAGRAM - LA36 LA36 ACTUATOR Actuator with endstop signals and absolute positioning - Mechanical potentiometer feedback BROWN BLUE + RED IN
CONNECTION DIAGRAM - LA36 English Deutsch Italiano CONNECTION DIAGRAM - LA36 LA36 ACTUATOR Actuator with endstop signals and absolute positioning - Mechanical potentiometer feedback BROWN BLUE + RED IN
Installation Instructions
 EN DE Installation Instructions WLAN Installation Kit, 300 Mbps, 5 GHz, 16 dbi AK-4 Wireless Kit Scope of delivery Junction box AK-4 (1x) 1 Connection board AK-4 CB with 12VDC power supply unit (1x) 2
EN DE Installation Instructions WLAN Installation Kit, 300 Mbps, 5 GHz, 16 dbi AK-4 Wireless Kit Scope of delivery Junction box AK-4 (1x) 1 Connection board AK-4 CB with 12VDC power supply unit (1x) 2
EQC. DAQC / DCQC (optional) DAQC / DCQC (optional) 16.4
 DAQC / DCQC (optional) 16.4") DAQC / DCQC (optional) Fernversorgungsmodule 5 elektrische Anschlüsse Kontakte mit selbstreinigendem Abtast-Pin Die beiden Teile werden separat geliefert: DAQC - Roboterseite DCQC - Werkzeugseite DAQC
DAQC / DCQC (optional) Fernversorgungsmodule 5 elektrische Anschlüsse Kontakte mit selbstreinigendem Abtast-Pin Die beiden Teile werden separat geliefert: DAQC - Roboterseite DCQC - Werkzeugseite DAQC
1. Komponenten des Bausatzes
 1. Komponenten des Bausatzes Der Teilesatz 0510 590044 besteht aus folgenden Komponenten. 1 x Halter für Lasermarkierungen 3 x Lasermarkierungsleuchten mit Positionshalter 1 x Anschlußleiste für Lasermarkierungen
1. Komponenten des Bausatzes Der Teilesatz 0510 590044 besteht aus folgenden Komponenten. 1 x Halter für Lasermarkierungen 3 x Lasermarkierungsleuchten mit Positionshalter 1 x Anschlußleiste für Lasermarkierungen
Installation guide for Cloud and Square
 Installation guide for Cloud and Square 1. Scope of delivery 1.1 Baffle tile package and ceiling construction - 13 pcs. of baffles - Sub construction - 4 pcs. of distance tubes white (for direct mounting)
Installation guide for Cloud and Square 1. Scope of delivery 1.1 Baffle tile package and ceiling construction - 13 pcs. of baffles - Sub construction - 4 pcs. of distance tubes white (for direct mounting)
Luft bewegt PNEUMATIK IN DER AUTOMATISIERUNG
 Fonds für Unterrichts- und Schulentwicklung (IMST-Fonds) S6 Anwendungsorientierung und Berufsbildung Luft bewegt PNEUMATIK IN DER AUTOMATISIERUNG ID 1400 Mag. Andreas Huter Polytechnische Schule Kufstein
Fonds für Unterrichts- und Schulentwicklung (IMST-Fonds) S6 Anwendungsorientierung und Berufsbildung Luft bewegt PNEUMATIK IN DER AUTOMATISIERUNG ID 1400 Mag. Andreas Huter Polytechnische Schule Kufstein
Qualitätsmanagement-Handbuch Serviceinformation: _Serviceinformation H0201_1_Batterietrennschalter.doc Formblatt. ÜS;Linearlifte AL1
 Serviceinformation Thema Batterietrennschalter 200185065 kann brechen Seite:1/7 Produktgruppe ÜS;Linearlifte AL1 Artikelnummer Produktgruppencode H0201 Servicecode 200185065 H0201 K0012 A0001 Verfasser
Serviceinformation Thema Batterietrennschalter 200185065 kann brechen Seite:1/7 Produktgruppe ÜS;Linearlifte AL1 Artikelnummer Produktgruppencode H0201 Servicecode 200185065 H0201 K0012 A0001 Verfasser
Montageanleitung. Schritt 1 Bringen Sie die Nutensteine M6 (REF ), in die richtige Position, falls diese beim Transport verrutscht sind.
, in die richtige Position, falls diese beim Transport verrutscht sind.") Montageanleitung Anbausatz Mikroskop REF 541.2300.0 an ATMOS C 11 Systema Für die Montage des Anbausatzes sind zwei Personen erforderlich. Überprüfen Sie vor Montagebeginn alle Teile auf einwandfreien
Montageanleitung Anbausatz Mikroskop REF 541.2300.0 an ATMOS C 11 Systema Für die Montage des Anbausatzes sind zwei Personen erforderlich. Überprüfen Sie vor Montagebeginn alle Teile auf einwandfreien
mobilcom-debitel SmartHome Schnell-Start-Anleitung Quick Start Guide
 mobilcom-debitel SmartHome Schnell-Start-Anleitung Quick Start Guide 1. Cube anschließen 1. Connect Cube n Schließen Sie den Cube an die Stromversorgung an. n Legen Sie die Batterien polungsrichtig in
mobilcom-debitel SmartHome Schnell-Start-Anleitung Quick Start Guide 1. Cube anschließen 1. Connect Cube n Schließen Sie den Cube an die Stromversorgung an. n Legen Sie die Batterien polungsrichtig in
Anbauanleitung für Barcodeleser Teilesatz Fitting Instructions Barcode Reader Kit
 1 Komponenten des Teilesatzes Menge Bezeichnung Material-Nr. Der Teilesatz besteht aus folgenden Bauteilen: 1 9850 911006 Scanner Barcode 1 0911 562810 Winkel 2 9202 021648 Zylinder Schraube M3 x 5 2 9231
1 Komponenten des Teilesatzes Menge Bezeichnung Material-Nr. Der Teilesatz besteht aus folgenden Bauteilen: 1 9850 911006 Scanner Barcode 1 0911 562810 Winkel 2 9202 021648 Zylinder Schraube M3 x 5 2 9231
STILLLEGUNG CANCELLATION KIT FÜR JEDEN ANSPRUCH DAS RICHTIGE FAHRWERK.
 STILLLEGUNG CANCELLATION KIT FÜR JEDEN ANSPRUCH DAS RICHTIGE FAHRWERK. KW automotive GmbH Aspachweg 14 74427 Fichtenberg Telefon: +49 7971 9630-0 Telefax: +49 7971 9630-191 www.kwsuspensions.de EINBAUHINWEISE
STILLLEGUNG CANCELLATION KIT FÜR JEDEN ANSPRUCH DAS RICHTIGE FAHRWERK. KW automotive GmbH Aspachweg 14 74427 Fichtenberg Telefon: +49 7971 9630-0 Telefax: +49 7971 9630-191 www.kwsuspensions.de EINBAUHINWEISE
M12 Verteilerinsel / M12 Splitter box
 Serie / Series VER 4-1 Technische Daten Technical data Norm Kabel ohne mit Standard Cable without with Polzahl Kontaktanforderung IEC 947-5-2 4/5 No. of contacts Contact configuration IEC 947-5-2 4/5 Verschmutzungsgrad
Serie / Series VER 4-1 Technische Daten Technical data Norm Kabel ohne mit Standard Cable without with Polzahl Kontaktanforderung IEC 947-5-2 4/5 No. of contacts Contact configuration IEC 947-5-2 4/5 Verschmutzungsgrad
Bedienungsanleitung SUNNYHEAT Standfuß (Art. Nr )
") Bedienungsanleitung SUNNYHEAT Standfuß (Art. Nr. 221012) Der SUNNYHEAT Standfuß ist zur Positionierung Ihres Heizpaneels auf dem Standfuß gedacht. Anwendung findet der Standfuß bei allen Paneelen außer
Bedienungsanleitung SUNNYHEAT Standfuß (Art. Nr. 221012) Der SUNNYHEAT Standfuß ist zur Positionierung Ihres Heizpaneels auf dem Standfuß gedacht. Anwendung findet der Standfuß bei allen Paneelen außer
_02 Eastern Europe,02/2011. Wall-hung boilers eloblock Elektro-Wandheizgeräte eloblock VE 6 VE 9 VE 12 VE 14 VE 18 VE 21 VE 24 VE 28
 Spare parts catalogue Ersatzteilkatalog 0020059302_02 Eastern Europe,02/2011 Wall-hung boilers eloblock Elektro-Wandheizgeräte eloblock VE 6 VE 9 VE 12 VE 14 VE 18 VE 21 VE 24 VE 28 Content - Inhalt VE6
Spare parts catalogue Ersatzteilkatalog 0020059302_02 Eastern Europe,02/2011 Wall-hung boilers eloblock Elektro-Wandheizgeräte eloblock VE 6 VE 9 VE 12 VE 14 VE 18 VE 21 VE 24 VE 28 Content - Inhalt VE6
Schutzart IP 20 protection degree IP 20 18
 MODUL L 196 Pendelleuchte / suspended luminaire MONTAGE / MOUNTING 010-614. 009-282. 010-095 direktstrahlend / direct beam 010-613. 009-281. 010-094 mit Indirektlichtanteil / with indirect light component
MODUL L 196 Pendelleuchte / suspended luminaire MONTAGE / MOUNTING 010-614. 009-282. 010-095 direktstrahlend / direct beam 010-613. 009-281. 010-094 mit Indirektlichtanteil / with indirect light component
18007: 2m Big Wheel Horizontal polarisierte Rundstrahlantenne
 18007: 2m Big Wheel Horizontal polarisierte Rundstrahlantenne Beschreibung Das 'große Rad' ist eine horizontal polarisierte Rundstrahlantenne für das 2m-Band. Üblicherweise werden im 2m-Band scharf bündelnde
18007: 2m Big Wheel Horizontal polarisierte Rundstrahlantenne Beschreibung Das 'große Rad' ist eine horizontal polarisierte Rundstrahlantenne für das 2m-Band. Üblicherweise werden im 2m-Band scharf bündelnde
Alistair Treppenhaus-LED Benutzerhandbuch Alistair (UC03 sensor)
") Alistair Treppenhaus-LED Benutzerhandbuch Alistair (UC03 sensor) Vorsicht: Wenn der flexible Draht oder das Kabel dieser Lampe beschädigt wird, sollte ein Techniker oder eine ausreichend geschulte Person
Alistair Treppenhaus-LED Benutzerhandbuch Alistair (UC03 sensor) Vorsicht: Wenn der flexible Draht oder das Kabel dieser Lampe beschädigt wird, sollte ein Techniker oder eine ausreichend geschulte Person
M1.2 x 8 mm M1.4 x 10 mm M0.5 - M1.2 mm
 NORMTEILE / HARDWARE 0 Muttern / 0 nuts 0 Muttern / 0 nuts 0 Muttern / 0 nuts Edelstahl VA / stainless steel Edelstahl VA / stainless steel Edelstahl VA / stainless steel M M.8 mm M.0 mm M. mm SW. mm SW.
NORMTEILE / HARDWARE 0 Muttern / 0 nuts 0 Muttern / 0 nuts 0 Muttern / 0 nuts Edelstahl VA / stainless steel Edelstahl VA / stainless steel Edelstahl VA / stainless steel M M.8 mm M.0 mm M. mm SW. mm SW.
Quick Guide Home Network Mode
 Quick Guide Home Network Mode English > 1 German > 3 About the Home Network Mode EN Tivizen Nano & iplug normally work on their own created networks (whose SSID starts with tivizentv or iplug ) in which
Quick Guide Home Network Mode English > 1 German > 3 About the Home Network Mode EN Tivizen Nano & iplug normally work on their own created networks (whose SSID starts with tivizentv or iplug ) in which
ELEGANT LINE EN DE. Assembly instructions for Elegant Line sauna. Montageanleitung für Elegant Line Sauna SD2015 SD2020
 ELEGANT LINE EN Assembly instructions for Elegant Line sauna Montageanleitung für Elegant Line Sauna SD2015 SD2020 15122006 Please read through these assembly instructions before starting installation.
ELEGANT LINE EN Assembly instructions for Elegant Line sauna Montageanleitung für Elegant Line Sauna SD2015 SD2020 15122006 Please read through these assembly instructions before starting installation.
Alpha 2T EINBAUANLEITUNG MOUNTINGINSTRUCTIONS
 Alpha 2T EINBAUANLEITUNG MOUNTINGINSTRUCTIONS Installation der Antennenanlage Alpha 2T Die Antennenanlage Alpha 2T besteht aus der Antenne Alpha 2T und dem Antennenverteiler DB1C. Standort der Antenne
Alpha 2T EINBAUANLEITUNG MOUNTINGINSTRUCTIONS Installation der Antennenanlage Alpha 2T Die Antennenanlage Alpha 2T besteht aus der Antenne Alpha 2T und dem Antennenverteiler DB1C. Standort der Antenne
Electrical testing of Bosch common rail piezo injectors
 Applies to generation CRI 3: Bosch 10-position order number 0 445 115 = CRI 3-16 (CRI 3.0) 1600 bar 0 445 116 = CRI 3-18 (CRI 3.2) 1800 bar 0 445 117 = CRI 3-20 (CRI 3.3) 2000 bar Tools required: Hybrid
Applies to generation CRI 3: Bosch 10-position order number 0 445 115 = CRI 3-16 (CRI 3.0) 1600 bar 0 445 116 = CRI 3-18 (CRI 3.2) 1800 bar 0 445 117 = CRI 3-20 (CRI 3.3) 2000 bar Tools required: Hybrid
Das mit Robotino ausgelieferte Ladegerät darf nicht mehr verwendet werden.
 NiMH Akkus für Robotino Die NiMH- Akkus ersetzen die mit Robotino ausgelieferten Blei- Gel- Akkus. Das mit Robotino ausgelieferte Ladegerät darf nicht mehr verwendet werden. NiMH accumulators for Robotino
NiMH Akkus für Robotino Die NiMH- Akkus ersetzen die mit Robotino ausgelieferten Blei- Gel- Akkus. Das mit Robotino ausgelieferte Ladegerät darf nicht mehr verwendet werden. NiMH accumulators for Robotino
AU-D2. Coaxial/Optical Audio Converter OPERATION MANUAL
 AU-D2 Coaxial/Optical Audio Converter OPERATION MANUAL Table of Contents 1. Introduction 1 2. Features 1 3. Operation Controls and Functions 2 3.1 Input Panel Diagram 2 3.2 Output Panel Diagram 2 3.3 Switcher
AU-D2 Coaxial/Optical Audio Converter OPERATION MANUAL Table of Contents 1. Introduction 1 2. Features 1 3. Operation Controls and Functions 2 3.1 Input Panel Diagram 2 3.2 Output Panel Diagram 2 3.3 Switcher
Schutzart IP 20 protection degree IP 20 18
 MODUL L 196 Pendelleuchte / suspended luminaire MONTAGE / MOUNTING 010-614. 009-282. 010-095 24 V DC / 40 W 010-613. 009-281. 010-094 24 V DC / 45 W Schutzart IP 20 protection degree IP 20 18 max. 1500
MODUL L 196 Pendelleuchte / suspended luminaire MONTAGE / MOUNTING 010-614. 009-282. 010-095 24 V DC / 40 W 010-613. 009-281. 010-094 24 V DC / 45 W Schutzart IP 20 protection degree IP 20 18 max. 1500
Umschaltadapter/ Changeover / Trennadapter Disconnection Adapter für LSA-PLUS NT for LSA-PLUS NT. Montageanweisung Mounting Instructions
 Umschaltadapter/ Changeover / Trennadapter Disconnection Adapter für LSA-PLUS NT for LSA-PLUS NT Montageanweisung Mounting Instructions Der Umschalter dient zum unterbrechungsfreien Umschalten von Installations-drähten
Umschaltadapter/ Changeover / Trennadapter Disconnection Adapter für LSA-PLUS NT for LSA-PLUS NT Montageanweisung Mounting Instructions Der Umschalter dient zum unterbrechungsfreien Umschalten von Installations-drähten
E/A-Bedieneinheit. I/O Control unit 658552 DE/GB 08/02
 E/A-Bedieneinheit I/O Control unit 527429 658552 DE/GB 08/02 Best.-Nr.: 658552 Benennung: DATENBLATT Bezeichnung: D:LP-BED.EINH.-E/A-DE/GB Stand: 08/2002 Autoren: Christine Löffler Grafik: Doris Schwarzenberger
E/A-Bedieneinheit I/O Control unit 527429 658552 DE/GB 08/02 Best.-Nr.: 658552 Benennung: DATENBLATT Bezeichnung: D:LP-BED.EINH.-E/A-DE/GB Stand: 08/2002 Autoren: Christine Löffler Grafik: Doris Schwarzenberger
NiMH accumulators for Robotino. NiMH Akkus für Robotino. Die NiMH-Akkus ersetzen die mit Robotino ausgelieferten Blei-Gel-Akkus.
 NiMH Akkus für Robotino Die NiMH-Akkus ersetzen die mit Robotino ausgelieferten Blei-Gel-Akkus. Das mit Robotino ausgelieferte Ladegerät darf nicht mehr verwendet werden. NiMH accumulators for Robotino
NiMH Akkus für Robotino Die NiMH-Akkus ersetzen die mit Robotino ausgelieferten Blei-Gel-Akkus. Das mit Robotino ausgelieferte Ladegerät darf nicht mehr verwendet werden. NiMH accumulators for Robotino
Montageanleitung / Mounting Instruction
 Montageanleitung / Mounting Instruction FR 771, Differential-Kulissenauszug Bodenmontage, 125 kg Tragkraft, mit Gegenführung FR 771, Progressive-Action Pantry Pullout, Bottom Mount 275 LBS. Capacity, with
Montageanleitung / Mounting Instruction FR 771, Differential-Kulissenauszug Bodenmontage, 125 kg Tragkraft, mit Gegenführung FR 771, Progressive-Action Pantry Pullout, Bottom Mount 275 LBS. Capacity, with
Telefon: +49 (0) 5251 / Telefax: +49 (0) 5251 /
 5251 / Telefax: +49 (0) 5251 /") 1 / 9 Assembly: Assembly plate: The left and right assembly plates are screwed onto the side of the vehicle frame via the designated bore holes. The following items shall be used per side for this purpose:
1 / 9 Assembly: Assembly plate: The left and right assembly plates are screwed onto the side of the vehicle frame via the designated bore holes. The following items shall be used per side for this purpose:
BRUUDT Kennzeichenhalter für die Kawasaki Z800 BRUUDT Tail Tidy fort the Kawasaki Z800
 Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Kawasaki Z800 BRUUDT Tail Tidy fort the Kawasaki Z800 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden haben!
Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Kawasaki Z800 BRUUDT Tail Tidy fort the Kawasaki Z800 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden haben!
66260 micro-motion Bahnübergang mit Schrankenwärterhaus H0 Micro-motion Level Crossing with Signalmans House H0 Passage à niveau gardé micro-motion
 66260 micro-motion Bahnübergang mit Schrankenwärterhaus H0 Micro-motion Level Crossing with Signalmans House H0 Passage à niveau gardé micro-motion avec maison garde barrière H0 Paso a nivel micro-motion
66260 micro-motion Bahnübergang mit Schrankenwärterhaus H0 Micro-motion Level Crossing with Signalmans House H0 Passage à niveau gardé micro-motion avec maison garde barrière H0 Paso a nivel micro-motion
KFT Revision: 00
 Revision: 00 QUICK-LOCK EVO-Träger QUICK-LOCK EVO-Carrier Montagehinweise Fahren Sie nicht ohne Koffer mit montierten Seitenplatten. Wenn sie ohne Gepäck fahren, Seitenplatten demontieren. Alle vom Motorrad
Revision: 00 QUICK-LOCK EVO-Träger QUICK-LOCK EVO-Carrier Montagehinweise Fahren Sie nicht ohne Koffer mit montierten Seitenplatten. Wenn sie ohne Gepäck fahren, Seitenplatten demontieren. Alle vom Motorrad
BRUUDT Kennzeichenhalter für die Yamaha MT-03 und R3 BRUUDT Tail Tidy for the Yamaha MT-03 and R3
 Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Yamaha MT-03 und R3 BRUUDT Tail Tidy for the Yamaha MT-03 and R3 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden
Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Yamaha MT-03 und R3 BRUUDT Tail Tidy for the Yamaha MT-03 and R3 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden
Montage. Motorschutzplatte. Motorschutzplatte. YAMAHA XT 1200 Z Super Tenere. YAMAHA XT 1200 Z Super Tenere. Artikel-Nr.:
 Motorschutzplatte Artikel-Nr.:810.4531 Motorschutzplatte Artikel-Nr.: 3004.038.301 Montage Der Bausatz umfaßt die folgenden Teile: Stück Bestellnr. Bezeichnung 1 700007404 Halter vorne 1 700007405 Halter
Motorschutzplatte Artikel-Nr.:810.4531 Motorschutzplatte Artikel-Nr.: 3004.038.301 Montage Der Bausatz umfaßt die folgenden Teile: Stück Bestellnr. Bezeichnung 1 700007404 Halter vorne 1 700007405 Halter
Bedienungsanleitung Operation Manual
 Bedienungsanleitung Operation Manual Laminatcutter XP-215 Laminate cutter XP-215 www.cutinator.com 1. Anschlag auf der Ablage Auf der Ablage der Stanze befinden sich drei Arretierungen für den Anschlag.
Bedienungsanleitung Operation Manual Laminatcutter XP-215 Laminate cutter XP-215 www.cutinator.com 1. Anschlag auf der Ablage Auf der Ablage der Stanze befinden sich drei Arretierungen für den Anschlag.
Montageanleitung Assembly Instruction Artikel: Werkstattschrank mit 2 Türen
 1 Montageanleitung Assembly Instruction Artikel: Werkstattschrank mit 2 Türen Allgemeine Hinweise: Prüfen Sie bitte vor Zusammenbau, ob alle Teile vorhanden und unbeschädigt sind. Sollte das nicht der
1 Montageanleitung Assembly Instruction Artikel: Werkstattschrank mit 2 Türen Allgemeine Hinweise: Prüfen Sie bitte vor Zusammenbau, ob alle Teile vorhanden und unbeschädigt sind. Sollte das nicht der
Ex-Barriere für Diagnoseeinheit SITRANS DA400 / Ex-barrier for diagnostics unit SITRANS DA400 7MJ2010-1AA 0032
 Ex-Barriere für Diagnoseeinheit SITRANS DA400 / Ex-barrier for diagnostics unit SITRANS DA400 7MJ2010-1AA 0032 Warnung Elektrischer Anschluss in explosionsgefährdeten Bereichen Anschluss und Inbetriebnahme
Ex-Barriere für Diagnoseeinheit SITRANS DA400 / Ex-barrier for diagnostics unit SITRANS DA400 7MJ2010-1AA 0032 Warnung Elektrischer Anschluss in explosionsgefährdeten Bereichen Anschluss und Inbetriebnahme
Seitenkoffer Topcases Gepäckträger Lock it System Softbags Aluminiumkoffer Lederkoffer Schutzbügel Hauptständer Chopper-Parts Quad-Parts Accessoires
 Zusatzscheinwerfer Art.-Nr.: 730.665 ab Baujahr 2014 Artikel-Nr.: 730.671 Montage Stück Bestellnr. Bezeichnung 1 700007745 Ion Blue Flooter Scheinwerfer Set: bestehend aus Scheinwerfer Halteschelle ø22-ø39mm
Zusatzscheinwerfer Art.-Nr.: 730.665 ab Baujahr 2014 Artikel-Nr.: 730.671 Montage Stück Bestellnr. Bezeichnung 1 700007745 Ion Blue Flooter Scheinwerfer Set: bestehend aus Scheinwerfer Halteschelle ø22-ø39mm
Downpipe Ford Focus ST MK3 Kit-Nr.:
 190001081 - Einbauanleitung / Installation Instruction - Downpipe Ford Focus ST MK3 Kit-Nr.: 500001025 Wichtige Hinweise! Diese Montageanleitung ist unbedingt vor Beginn der Einbauarbeiten zu lesen. Die
190001081 - Einbauanleitung / Installation Instruction - Downpipe Ford Focus ST MK3 Kit-Nr.: 500001025 Wichtige Hinweise! Diese Montageanleitung ist unbedingt vor Beginn der Einbauarbeiten zu lesen. Die
FLACHSICHERUNGSDOSEN BLADE FUSE BOXES
 FLACHSICHERUNGSDOSEN ES Flachsicherungsdosen 15 00 00 und Varianten Die Flachsicherungsdosen und Zentralstecker gibt es in zwei-, vier-, sechs- und achtpoliger Ausführung und in den Farben schwarz, natur,
FLACHSICHERUNGSDOSEN ES Flachsicherungsdosen 15 00 00 und Varianten Die Flachsicherungsdosen und Zentralstecker gibt es in zwei-, vier-, sechs- und achtpoliger Ausführung und in den Farben schwarz, natur,
66201 Kleiner Lokschuppen mit micro-motion Torantrieb H0
 66201 Kleiner Lokschuppen mit micro-motion Torantrieb H0 Small Engine Shed with micro-motion Gate Drive H0 Petite remise à locomotives avec commande de porte H0 Pequeño depósito de locomotoras con motor
66201 Kleiner Lokschuppen mit micro-motion Torantrieb H0 Small Engine Shed with micro-motion Gate Drive H0 Petite remise à locomotives avec commande de porte H0 Pequeño depósito de locomotoras con motor
Kurzschlußbrücken / Lötstützpunkte Jumper / Solder terminals
 Kurzschlußbrücken / Lötstützpunkte / Solder terminals Cable assemblies D-Sub / Hoods Centronics Kurzschlußbrücken sind kleine Steckbrücken und dienen auf elektronischen Baugruppen zur Konfi guration oder
Kurzschlußbrücken / Lötstützpunkte / Solder terminals Cable assemblies D-Sub / Hoods Centronics Kurzschlußbrücken sind kleine Steckbrücken und dienen auf elektronischen Baugruppen zur Konfi guration oder
Antriebe VAP für VPA050-C bis VPA150-C
 Antriebe VAP für VPA050-C bis VPA150-C Anwendung Die Antriebe VAP sind für den Einsatz mit den druckunabhängigen Flanschventilen VPA vorgesehen. Der maximale Druchfluss im Ventil kann am Antrieb eingestellt
Antriebe VAP für VPA050-C bis VPA150-C Anwendung Die Antriebe VAP sind für den Einsatz mit den druckunabhängigen Flanschventilen VPA vorgesehen. Der maximale Druchfluss im Ventil kann am Antrieb eingestellt
Einbauanleitung / Installation Instructions Kit CM44xR
 EA01080C/07/A2/01.13 71225033 Products Solutions Services Einbauanleitung / Installation Instructions Kit CM44xR Externes Display / External display Identifizierung Kit CM44xR 1 Identifizierung 1.1 Lieferumfang
EA01080C/07/A2/01.13 71225033 Products Solutions Services Einbauanleitung / Installation Instructions Kit CM44xR Externes Display / External display Identifizierung Kit CM44xR 1 Identifizierung 1.1 Lieferumfang
Last modification: Parts list item M0304 deleted / Letzte Änderung: Stückliste Pos M0304 gelöscht 01/ c
 Last modification: Parts list item 7 040M04 deleted / Letzte Änderung: Stückliste Pos 7 040M04 gelöscht 0/004 3 4 a 4 4 3 4 a c a 3 AKG Acoustics GmbH, A Harman International Company, Lemböckgasse -, A-
Last modification: Parts list item 7 040M04 deleted / Letzte Änderung: Stückliste Pos 7 040M04 gelöscht 0/004 3 4 a 4 4 3 4 a c a 3 AKG Acoustics GmbH, A Harman International Company, Lemböckgasse -, A-
Aufbaudose mit Schalter Spacing box with switch. Montageanleitung mounting instructions
 Aufbaudose mit Schalter Spacing box with switch Montageanleitung mounting instructions body head Aufbaudose mit Schalter Montageanleitung S. 2 mounting instructions p. 9 $ 0.2m Sicherheitshinweise Die
Aufbaudose mit Schalter Spacing box with switch Montageanleitung mounting instructions body head Aufbaudose mit Schalter Montageanleitung S. 2 mounting instructions p. 9 $ 0.2m Sicherheitshinweise Die
JX3-PS1. Installationsanleitung. Version Lieferumfang
 JX3-PS1 Spannungsversorgungsmodul Jetter AG Kontakte: Gräterstraße 2 E-Mail - Vertrieb: sales@jetter.de D-71642 Ludwigsburg E-Mail - Hotline: hotline@jetter.de Germany Telefon - Hotline: +49(0)7141/2550-444
JX3-PS1 Spannungsversorgungsmodul Jetter AG Kontakte: Gräterstraße 2 E-Mail - Vertrieb: sales@jetter.de D-71642 Ludwigsburg E-Mail - Hotline: hotline@jetter.de Germany Telefon - Hotline: +49(0)7141/2550-444
Die Dokumentation kann auf einem angeschlossenen Sartorius Messwertdrucker erfolgen.
 Q-App: USP V2 Bestimmung des Arbeitsbereiches von Waagen gem. USP Kapitel 41. Determination of the operating range of balances acc. USP Chapter 41. Beschreibung Diese Q-App ist zur Bestimmung des Arbeitsbereiches
Q-App: USP V2 Bestimmung des Arbeitsbereiches von Waagen gem. USP Kapitel 41. Determination of the operating range of balances acc. USP Chapter 41. Beschreibung Diese Q-App ist zur Bestimmung des Arbeitsbereiches
30 12a. 15b. 12a 25. 15c. 15a. 15b
 AKG Service Department, Lemböckgasse -, A- Wien, Austria.Tel.: (43)4-0, FAX: (43)4-4, e-mail: service@akg.com 0/ 3 4 a 4 4 3 4 a c a 3 / AKG Service Department, Lemböckgasse -, A- Wien, Austria.Tel.: (43)4-0,
AKG Service Department, Lemböckgasse -, A- Wien, Austria.Tel.: (43)4-0, FAX: (43)4-4, e-mail: service@akg.com 0/ 3 4 a 4 4 3 4 a c a 3 / AKG Service Department, Lemböckgasse -, A- Wien, Austria.Tel.: (43)4-0,
ODU AMC. Montageanleitung ODU AMC Abreiss-Kabelstecker. Montageanleitung. www.odu.de. Stecker
 ODU AMC Abreiss-Kabelstecker Stecker Schirmhülse Crimphülse 1. Crimphülse und Schirmhülse über das Kabel schieben. Bei Verwen dung eines Metallbandes zur Schirmbefestigung auf der Schirmhülse wird die
ODU AMC Abreiss-Kabelstecker Stecker Schirmhülse Crimphülse 1. Crimphülse und Schirmhülse über das Kabel schieben. Bei Verwen dung eines Metallbandes zur Schirmbefestigung auf der Schirmhülse wird die
splicetec ag Boesch 37 CH-6331 Huenenberg Tel +41 (0) Fax +41 (0)
 Fax +41 (0)") Erdungsboxen für Crossbonding und Schirmtrennung Anwendung Starre Erdung Erdung mit Überspannungsableitern Auskreuzung Leistungsmerkmale Kompakte Bauweise Edelstahl Hermetisch abgedichtet 1-Phasen- und
Erdungsboxen für Crossbonding und Schirmtrennung Anwendung Starre Erdung Erdung mit Überspannungsableitern Auskreuzung Leistungsmerkmale Kompakte Bauweise Edelstahl Hermetisch abgedichtet 1-Phasen- und
SY-720SC. SCART to HDMI Scaler OPERATION MANUAL
 SY-720SC SCART to HDMI Scaler OPERATION MANUAL Table of Contents 1. Introduction 1 2. Features 1 3. Package Contents 1 4. Operation Controls and Functions 1 4.1 Scart Pinout Configuration 2 5. Connection
SY-720SC SCART to HDMI Scaler OPERATION MANUAL Table of Contents 1. Introduction 1 2. Features 1 3. Package Contents 1 4. Operation Controls and Functions 1 4.1 Scart Pinout Configuration 2 5. Connection
MOdularSAfetyIntegratedController
 PROGRAMMIERUNG MOdularSAfetyIntegratedController Mosaic ist ein modulares, konfigurierbares Sicherheitssystem fur den Schutz von Maschinen oder Anlagen. Sie ist dazu geeignet, mehrere Sicherheitssysteme
PROGRAMMIERUNG MOdularSAfetyIntegratedController Mosaic ist ein modulares, konfigurierbares Sicherheitssystem fur den Schutz von Maschinen oder Anlagen. Sie ist dazu geeignet, mehrere Sicherheitssysteme
Krauser GmbH An der Steinmauer 6 D Pirmasens Tel.: Fax:
 Art.-Nr.: 60.75 schwarz Art.-Nr.: 4006.06. schwarz Montage Der Bausatz umfaßt die folgenden Teile: Stück Bestellnr. Bezeichnung 70000706 C-Bow schwarz 70000876 C-Bow Halteadapter vorne links 70000877 C-Bow
Art.-Nr.: 60.75 schwarz Art.-Nr.: 4006.06. schwarz Montage Der Bausatz umfaßt die folgenden Teile: Stück Bestellnr. Bezeichnung 70000706 C-Bow schwarz 70000876 C-Bow Halteadapter vorne links 70000877 C-Bow
Gerne stellen wir Ihnen den Inhalt etwas vor, jetzt nach dem Wettbewerb gibt es viele Bilder und Aufgabenstellung die zur Verfügung stehen.
 0 von 15 World Skills Competition Leipzig 2013 Wie immer anlässlich der Berufsweltmeisterschaften, kann Festo Didactic ein Sonderangebot für die Anlagen machen die in diesem Jahr in Leipzig benutzt wurden.
0 von 15 World Skills Competition Leipzig 2013 Wie immer anlässlich der Berufsweltmeisterschaften, kann Festo Didactic ein Sonderangebot für die Anlagen machen die in diesem Jahr in Leipzig benutzt wurden.
Bedienungsanleitung CABLE TESTER CT100. Professional 6-in-1 Cable Tester
 Bedienungsanleitung CABLE TESTER CT100 Professional 6-in-1 Cable Tester 2 1. Einführung Herzlichen Glückwunsch! Mit dem CT100 haben Sie ein unerlässliches Werkzeug zur Kontrolle von Kabeln und Steckerbelegungen
Bedienungsanleitung CABLE TESTER CT100 Professional 6-in-1 Cable Tester 2 1. Einführung Herzlichen Glückwunsch! Mit dem CT100 haben Sie ein unerlässliches Werkzeug zur Kontrolle von Kabeln und Steckerbelegungen
HS25/50. Elektronische Trefferanzeigen Electronic scoring systems. Scheibe Target. Montage Scheibenhalter (Ständer) Mounting of target holders (stand)
 Mounting of target holders (stand)") B-INSTA_HS/0_SHSTargetHolder_de/en 0/ SIUS AG Im Langhag CH-0 Effretikon Switzerland Elektronische Trefferanzeigen Electronic scoring systems Scheibe Target HS/0 Montage Scheibenhalter (Ständer) Mounting
B-INSTA_HS/0_SHSTargetHolder_de/en 0/ SIUS AG Im Langhag CH-0 Effretikon Switzerland Elektronische Trefferanzeigen Electronic scoring systems Scheibe Target HS/0 Montage Scheibenhalter (Ständer) Mounting
Postfach / P.O.Box 1430 D Markdorf Tel.: / Fax: / 6218 Internet: Mail:
 Postfach / P.O.Box 43 D - 8867 Markdorf Tel.: + 49 7544 / 964 Fax: + 49 7544 / 68 Internet: http://www.linnig.com Mail: webinfo@linnig.com Montageanleitung LINNIG Elektromagnetkupplung LA4. / LA6. housing
Postfach / P.O.Box 43 D - 8867 Markdorf Tel.: + 49 7544 / 964 Fax: + 49 7544 / 68 Internet: http://www.linnig.com Mail: webinfo@linnig.com Montageanleitung LINNIG Elektromagnetkupplung LA4. / LA6. housing
Vorlesungsfolien für Lern-/Lehrunterlagen TIA Portal
 Vorlesungsfolien für Lern-/Lehrunterlagen TIA Portal Siemens Automation Cooperates with Education Verwendung nur für Bildungs- / F&E-Einrichtungen Inhaltsverzeichnis 020-100 Prozessbeschreibung Sortieranlage
Vorlesungsfolien für Lern-/Lehrunterlagen TIA Portal Siemens Automation Cooperates with Education Verwendung nur für Bildungs- / F&E-Einrichtungen Inhaltsverzeichnis 020-100 Prozessbeschreibung Sortieranlage
FAHRZEUGSTECKVERBINDER CONNECTORS FOR VEHICLES
 FAHRZEUGSTECKVERBINDER CONNECTORS FOR VEHICLES Radial gedichtete Flachkontaktgehäuse mit Sekundärverriegelung Die Steckergehäuse zur Aufnahme von Flachkontakten der Größen 1,2 mm; 1,5 mm; 2,8 mm; 4,8 mm
FAHRZEUGSTECKVERBINDER CONNECTORS FOR VEHICLES Radial gedichtete Flachkontaktgehäuse mit Sekundärverriegelung Die Steckergehäuse zur Aufnahme von Flachkontakten der Größen 1,2 mm; 1,5 mm; 2,8 mm; 4,8 mm
Technical Support Information No. 140 Revision 2.0 August 2006
 Process Instrumentation and Analytics - A&D PI 2 - Karlsruhe Page 1 of 7 FIDAMAT 6: Wartung der Messgaspumpe Typ Rietschle Thomas Die folgende Anleitung bezieht sich auf die Messgaspumpe des Herstellers
Process Instrumentation and Analytics - A&D PI 2 - Karlsruhe Page 1 of 7 FIDAMAT 6: Wartung der Messgaspumpe Typ Rietschle Thomas Die folgende Anleitung bezieht sich auf die Messgaspumpe des Herstellers
INDEX. 3. Package Contents Connection and Operation...4
 3 - P O R T H D M I S w i t c h V i s i o n 3 3 2 7 0 3 INDEX 1. I n t r o d u c t i o n... 2 2. S p e c i f i c a t i o n s... 3 3. Package Contents...3 4. P a n e l D e s c r i p t i o n s.. 4 5. Connection
3 - P O R T H D M I S w i t c h V i s i o n 3 3 2 7 0 3 INDEX 1. I n t r o d u c t i o n... 2 2. S p e c i f i c a t i o n s... 3 3. Package Contents...3 4. P a n e l D e s c r i p t i o n s.. 4 5. Connection
BRUUDT Kennzeichenhalter für die Yamaha MT-07 BRUUDT Tail Tidy for the Yamaha MT-07
 Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Yamaha MT-07 BRUUDT Tail Tidy for the Yamaha MT-07 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden haben!
Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Yamaha MT-07 BRUUDT Tail Tidy for the Yamaha MT-07 Noch einmal vielen Dank, dass Sie sich für unsere Produkte entschieden haben!
Kurzeinbauanleitung Opel Insignia /Astra J. Januar 2012, Insignia / Astra J Nebelscheinwerfer nachrüsten, Ver 1.2
 Kurzeinbauanleitung Opel Insignia /Astra J No car programming is necessary! Keine Programmierung im Fahrzeug nötig! Plug and Play Einfach einbauen und fertig! HappyFog Modul - Voraussetzungen 1. Original
Kurzeinbauanleitung Opel Insignia /Astra J No car programming is necessary! Keine Programmierung im Fahrzeug nötig! Plug and Play Einfach einbauen und fertig! HappyFog Modul - Voraussetzungen 1. Original
A VGA monitor of the highest resolution that you will be using on any computer in the installation A PS/2 Keyboard A PS/2 Mouse
 PS/2 KVM SWITCH 2-PORT Vision 331217 Requirements Console A VGA monitor of the highest resolution that you will be using on any computer in the installation A PS/2 Keyboard A PS/2 Mouse Computers The following
PS/2 KVM SWITCH 2-PORT Vision 331217 Requirements Console A VGA monitor of the highest resolution that you will be using on any computer in the installation A PS/2 Keyboard A PS/2 Mouse Computers The following
HOCHLEISTUNGSQUETSCHVENTILE TYP RV HIGH PERFORMANCE PINCH VALVES TYPE RV
 HOCHLEISTUNGSQUETSCHVENTILE TYP RV HIGH PERFORMANCE PINCH VALVES TYPE RV EIGENSCHAFTEN Nennweite: DN - 1 mm Baulänge: DIN, ASME, ISO Betriebsdrücke: 1 - bar Auf/Zu-Ventile Regelventile (elektrisch/ elektro-pneumatisch)
HOCHLEISTUNGSQUETSCHVENTILE TYP RV HIGH PERFORMANCE PINCH VALVES TYPE RV EIGENSCHAFTEN Nennweite: DN - 1 mm Baulänge: DIN, ASME, ISO Betriebsdrücke: 1 - bar Auf/Zu-Ventile Regelventile (elektrisch/ elektro-pneumatisch)
HEAG 151, 152, 153, 154 Digital Converter
 Montage- und Betriebsanleitung Installation and operating instructions MB095-11055704 Baumer_HEAG151-152-153-154_II_DE-EN (16A1) HEAG 151, 152, 153, 154 Digital Converter 1-2 Allgemeine Hinweise - Funktionsweise
Montage- und Betriebsanleitung Installation and operating instructions MB095-11055704 Baumer_HEAG151-152-153-154_II_DE-EN (16A1) HEAG 151, 152, 153, 154 Digital Converter 1-2 Allgemeine Hinweise - Funktionsweise
BRUUDT Kennzeichenhalter für die Honda NC750X ab 2016 BRUUDT Tail Tidy for the Honda NC750X 2016 and onwards.
 Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Honda NC750X ab 2016 BRUUDT Tail Tidy for the Honda NC750X 2016 and onwards. Noch einmal vielen Dank, dass Sie sich für unsere Produkte
Montageanleitung Mounting instructions BRUUDT Kennzeichenhalter für die Honda NC750X ab 2016 BRUUDT Tail Tidy for the Honda NC750X 2016 and onwards. Noch einmal vielen Dank, dass Sie sich für unsere Produkte
Ersatzteil-Katalog / Spare Parts Catalogue 24V
 Ersatzteil-Katalog / Spare Parts Catalogue 24V Stand: 31. Juli 2009 Inhaltsverzeichnis / content: Kontaktbelegungsplan / wiring diagramm Heckleuchten / rear lights Europoint II Europoint I Ecopoint II
Ersatzteil-Katalog / Spare Parts Catalogue 24V Stand: 31. Juli 2009 Inhaltsverzeichnis / content: Kontaktbelegungsplan / wiring diagramm Heckleuchten / rear lights Europoint II Europoint I Ecopoint II
Electrical testing of Bosch common rail Injectors
 Electrical testing of Bosch common rail Injectors Contents: 1. Adapter cable for Hybridtester FSA 050 (article number 0 684 010 050 / 1 687 023 571) 2. Electrical testing of Bosch common rail solenoid
Electrical testing of Bosch common rail Injectors Contents: 1. Adapter cable for Hybridtester FSA 050 (article number 0 684 010 050 / 1 687 023 571) 2. Electrical testing of Bosch common rail solenoid