Beleg Werkzeugkonstruktion
|
|
|
- Günther Sauer
- vor 10 Jahren
- Abrufe
Transkript
1 Beleg Werkzeugkonstruktion Christian Schettler /13 (leicht modifiziert) Nicht korrigiert - Gleichungen nicht "blind" übernehmen! - 1 -

2 Inhaltsverzeichnis Seite Inhaltsverzeichnis...2 Bilderverzeichnis...4 Bilderverzeichnis...4 Tabellenverzeichnis...4 Verzeichnis der Formelzeichen...5 Quellenverzeichnis Aufgabenstellung Zuschnittermittlung Ermittlung der gestreckten Länge Platinenabmessungen bzw. Bandabmessungen Festlegung des Ausgangsmaterials Ermittlung der Rand- und Stegbreiten sowie des Seitenschneiderabfalls Wahl des günstigsten Streifenbildes Streifenbildvarianten Ermittlung des Materialbedarfs und -kosten Gesamtbewertung mit weiteren Kriterien Biegen Berechnung der Rückfederung Biegeradius Untersuchung ob Lochen vor oder nach Biegen Untersuchung von Werkzeugbauarten

3 7.1 Getrenntes Schneid- und Biegewerkzeug Folgewerkzeug Gesamtwerkzeug Gewählte Werkzeugbauart Arbeitsstufenfolgen (Varianten) Entwurf von Werkzeugvarianten Berechnung des Kraftbedarfs Berechnung der Schneidkräfte Berechnung der Abstreif- bzw. Rückzugskraft Biegekraftberechnung Auswahl der Federn Arbeitsbedarf Schneidarbeit Biegearbeit Federarbeit Gesamtarbeitsbedarf Zusammenfassung Auswahl der Presse Berechnung des erforderlichen Stößelhubes H Berechnung des Einbauraums bei HR 40 / 550 NL Presskraft Abschätzung des möglichen Arbeitsvermögens Auswahl der Presse Zusatzangaben auf der Zeichnung Anlagen

4 Bilderverzeichnis Bild Bildunterschrift Seite 1 Gestreckte Länge 11 2 Platinen- bzw. Bandabmessungen 12 3 Streifenbildvariante Streifenbildvariante Streifenbildvariante Mindestabstand der Biegung zu den Löchern 19 7 Arbeitsstufen 37 8 Belastungsbereich nach /6/ 40 9 Erläuterungen Federwege nach /6/ Federdiagramm Kraftverlauf 47 Tabellenverzeichnis Tabelle Tabellenüberschrift Seite 1 Rand- und Stegbreite, Seitenschneiderabfall 14 2 Materialbedarf, Materialkosten 16 3 Streifenbildbewertung, gesamt 17 4 Schnittlängen und Schnittkräfte 37 5 Arbeitsbedarf 45 6 Kraftbedarf 47 7 Pressenauswahl 48 8 Zusatzangaben für Zeichnung

5 Verzeichnis der Formelzeichen Formelzeichen Einheit Bedeutung α Biegewinkel α w Winkel am Werkzeug a mm Randbreite a min mm Mindestabstand einer Bohrung zum Biegeradius B mm Bandbreite; Streifenbreite c C-Faktor für den minimalen Biegeradius C R Abstreiffaktor D h mm Minimaler Einbauraum für die Feder F Abstreif,erf N Erforderliche Abstreifkraft F Abstreif,vorh N Vorhandene (tatsächliche) Abstreifkraft F B N Maximale Biegekraft F B max N Maximale Kraft für den Biegeprozess F EN N Endkraft zum Nachdrücken beim Biegen ohne Gegenhalter F R(i) N Rückzugskraft / Abstreifkraft (der i-ten Bearbeitungsstufe) F R,ges N Gesamte Rückzugskraft / Abstreifkraft F S(i) N Maximale Schneidkraft (der i-ten Bearbeitungsstufe) F S,ges N Gesamte maximale Schneidkraft F n N Nennfederkraft (maximal zulässige Federkraft) F 6 N Federkraft bei 62 % Federvorspannung e mm Stegbreite f Korrekturfaktor für Stempelanschliff H mm Stößelhub mit Vorschubschritt H gew mm Gewählter Stößelhub mit Vorschubschritt H max mm Maximaler Stößelhub der Presse h Einbauraum mm Einbauraumhöhe der Presse h B mm Biegeweg h vu mm Mindeststößelhub ohne Vorschubschritt - 5 -
 F R,ges N Gesamte Rückzugskraft / Abstreifkraft F S(i) N Maximale Schneidkraft (der i-ten Bearbeitungsstufe) F S,ges N Gesamte maximale Schneidkraft F n N")
6 Formelzeichen Einheit Bedeutung 1 ' h z mm Abstand Umgriff - Schneidplatte h z mm Höhe der Führungsleiste i mm Seitenschneiderabfall i F St. Anzahl der Federn im Werkzeug K mm K-Faktor (Rückfederungsfaktor für die Biegung) L mm Streifenlänge L 0 mm Unbelastete Federlänge l 0 mm Gestreckte Länge l,, l2 3 l mm Schekellängen des gebogenen Teil l a mm Randlänge l B mm Länge aller Biegekanten l e mm Steglänge l S(i) mm Schnittlinienlängen (der i-ten Bearbeitungsstufe) l Ü mm Überstand des Suchstiftes über die Streifendruckplatte m a kg/a Materialmasse pro Jahr m S Korrekturfaktor für Schneidarbeit m B Korrekturfaktor für Biegearbeit N a St./a Jahrestückzahl an Werkstücken p mm Parallelanteil des Schneiplattendurchbruches P Materialkosten für die gesamte Laufzeit p a /a Materialkosten pro Jahr p m /kg Spezifischer Materialpreis r i mm Biegewinkel r i,min mm Minimaler Biegeradius r iw mm Radius am Biegeeinsatz R N/mm Federkonstante (Federsteife) R m N/mm² Zugfestigkeit ρ kg/m³ Materialdichte - 6 -

7 Formelzeichen Einheit Bedeutung s 0 mm Blechdicke S Abstreif Abstreifsicherheit s A6 mm Zulässiger Federhub (mit Belastung bis 62 % von s n ) s A6,erf mm erforderlicher Federhub (mit Belastung bis 62 % von s n ) s n mm Maximaler Federweg (Nennfederweg) s 6 mm Federweg bei 62% Federvorspannung s v6 mm Erforderliche Federvorspannung für Dauerfestigkeit und Belastung bis 62% des Nennfederweges s v6,gew mm Gewählte Federvorspannung im Werkzeug s Vor mm Vorschubschritt t E mm Stempeleintauchtiefe in die Matrize t EF mm Eintauchtiefe der Stempelunterkante in die Streifendruckplatte t f a Fertigungsdauer t S mm Sicherheitsabstand W B Nm Biegearbeit pro DH W F Nm Federarbeit pro DH W S Nm Schneidarbeit pro DH W ges Nm Gesamter Arbeitsbedarf pro DH x Korrekturfaktor für die Biegung x F Korrekturfaktor für die Schneidkraft Z Streifen/a Jahres-Streifenstückzahl z st St. Werkstücke pro Streifen z v St. Teile je Vorschubschritt z wz St. Werkstücke, die im Werkzeug halb bearbeitet verbleiben - 7 -

8 Quellenverzeichnis /1/ Klepzig, W.: Schneid- und Umformwerkzeuge für die Blechbearbeitung (Stanzwerkzeuge), Bilder und Tafeln. Zwickau: 2002 /2/ VDI 3367 (zurückgezogen) Rand und Stegbreiten /3/ Oehler, G.; Kaiser, F.: Schnitt-, Stanz- und Ziehwerkzeuge. Berlin, Heidelberg u.a.: Springer 2001 /4/ Norm DIN 6935 Teil 1 Oktober 1975 Kaltbiegen von Flacherzeugnissen aus Stahl /5/ Norm DIN 1623 Teil 2 Februar 1986 Kaltgewalztes Band und Blech /6/ FIBRO GmbH (Hrsg.): FIBRO Normalien 3d Katalog, CD-ROM, Dateiversion , 2004 /7/ RASTER (Hrsg.): Datenblatt - 8 -

9 1 Aufgabenstellung - 9 -

10 - 10 -
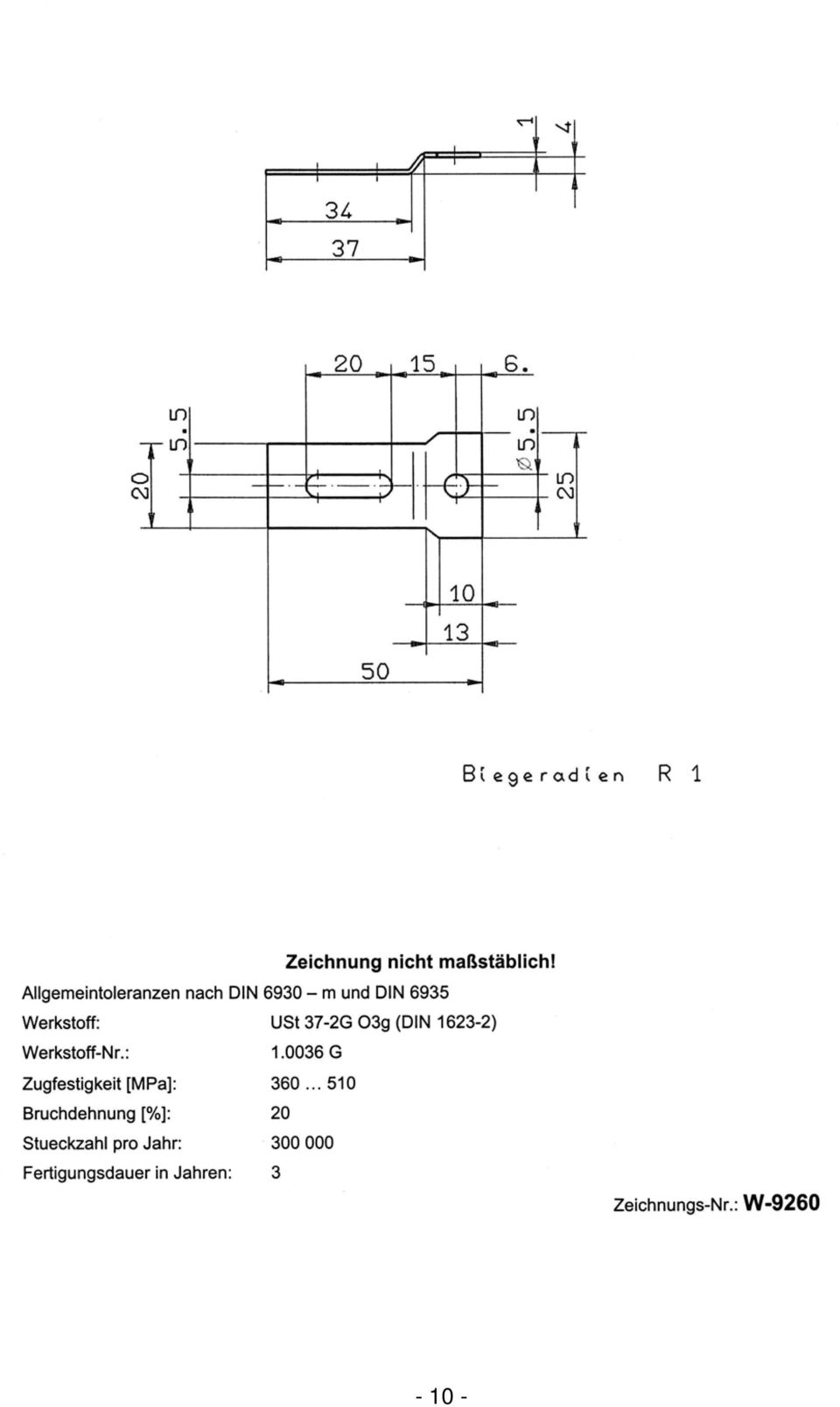
11 2 Zuschnittermittlung 2.1 Ermittlung der gestreckten Länge Bild 1: Gestreckte Länge Ermittelte Maße aus Zeichnung (mittels CATIA): Längen: Biegeradius: Blechdicke: Biegewinkel: l 1 = 33,00 mm r i = 1mm s 0 = 1mm o α = 53,130 l 2 = 3,50 mm l 3 = 12,50 mm Berechnung des Korrekturfaktors x nach /1, Bild 81/ für 0,5 x 0,3 gilt: α ( 1 1, ) α 12 r r x 0,5 1,02 + 0,25 + 0,13 lg i i 02 s0 300 s0 x 0,5 1,02 x 0,426 53, mm 1mm + 0,25 + 0,13 lg 1mm 300 1mm 53,13 ( 1 1,02 ) ( 1 ) Berechnung der gestreckten Länge l 0 nach /1, Bild 81/ π l0 = l1 + l2 + l3 + 2 α (ri + x s0 ) ( 2 ) 180 π l 0 = 33 mm + 3,5 mm + 12,5 mm ,13 (1mm + 0,426 1mm) 180 l 0 = 51,65 mm gestreckte Länge: l 0 = 51,65 mm
 ( 1 ) Berechnung der gestreckten Länge l 0 nach /1, Bild 81/ π l0 = l1 + l2")
12 2.2 Platinenabmessungen bzw. Bandabmessungen Die Platinenabmessungen sind abhängig von der Abwicklung des Teils. Die Bandbreite B ergibt sich aus der Summe von l e und den entsprechenden Randbreiten sowie Seitenschneiderabschnitten. Bild 2: Platinen- bzw. Bandabmessungen Werkstück quer zum Streifen (Streifenbildvariante 1 und 3, Bild 3 und Bild 5, S. 15): B l e + 2 i ( 3 ) B l e + 2 i = 51,65 mm + 2 1,5 mm = 54,65 mm gewählt: B = 55 mm Werkstück längs zum Streifen (Streifenbildvariante 2, Bild 4, S. 15): B l a + 2 i ( 4 ) B l a + 2 i = 25 mm + 2 1,5 mm = 28 mm gewählt: B = 30 mm
: B l e + 2 i ( 3 ) B l e + 2 i = 51,65 mm + 2 1,5 mm = 54,65 mm gewählt: B = 55 mm Werkstück längs zum Streifen (Streifenbildvariante 2, Bild")
13 3 Festlegung des Ausgangsmaterials Werkstück quer zum Streifen (Streifenbildvariante 1 und 3, Bild 3 und Bild 5, S. 15) Streifenbreite: B = 55 mm Streifenlänge: L = 2000 mm (angenommen) Vorschub: s Vor = 26,3 mm bzw. s Vor = 23,8 mm Werkstücke pro Streifen: L e zst = z wz ( 5 ) V 2000 mm 1.6 mm z st = 10 = = 64 bzw ,3 mm Steifenstückzahl: Na zst Z = ( 6 ) St Streifen Z = a = 4688 bzw Streifen/a St. a 64 Streifen Werkstück quer zum Streifen (Streifenbildvariante 2, Bild 4, S. 15) Streifenbreite: B = 35 mm Streifenlänge: L = 2000 mm (angenommen) Vorschub: s Vor = 51,3 mm Werkstücke pro Streifen: L e zst = z wz ( 7 ) V 2000 mm 1.6 mm St. z st = 10 = = 28 51,3 mm Streifen Streifenstückzahl: Aus ( 6 ) ergibt sich: St Streifen Z = a = St. a 28 Streifen Nach Empfehlung, wird bei mehr als Z = 200 bevorzugt. gewählt: Bandverarbeitung Streifen/Jahr die Bandverarbeitung

14 4 Ermittlung der Rand- und Stegbreiten sowie des Seitenschneiderabfalls Nach /2, Tafel 1/ gilt: Bei einer Streifenbreite B 100 mm und einer Blechdicke s 0 = 1,0 mm : Tabelle 1: Rand- und Stegbreite, Seitenschneiderabfall Steg- oder Randlänge Ranbreite Stegbreite Seitenschneiderabfall l e, l a in mm a in mm e in mm i in mm (Variante 1 bis 3) 1,3 1,3 1,5 Daraus ergibt sich eine Bandbreite B für: Streifenbildvariante 1 und 3 (Bild 3 und Bild 5, S.15): Streifenbildvariante 2 (Bild 4, S. 15): B = 55 mm B = 30 mm
: Streifenbildvariante 2 (Bild 4, S.")
15 5 Wahl des günstigsten Streifenbildes 5.1 Streifenbildvarianten Bild 3: Streifenbildvariante 1 Bild 4: Streifenbildvariante 2 Bild 5: Streifenbildvariante

16 5.2 Ermittlung des Materialbedarfs und -kosten Die benötigte Materialmasse pro Jahr ergibt sich aus: m a N = s a Vor B s0 ρ ( 8 ) z v Die dafür erforderlichen Materialkosten pro Jahr betragen: p a = m p ( 9 ) a m mit spezifischer Materialpreis p m = 1 kg Die Materialkosten für der gesamte Laufzeit ergeben sich zu: P = p a t f ( 10 ) Tabelle 2: Materialbedarf, Materialkosten Variante 1 Variante 2 Variante 3 Vorschub s Vor in mm 26,30 52,95 47,60 Streifenbreite B in mm 55,00 30,00 55,00 Blechdicke s 0 in mm 1,00 1,00 1,00 Dichte ρ in kg/m Jahresstückzahl N a in St/a Teile je Vorschubschritt z v in St Spez. Materialpreis p m in /kg Fertigungsdauer t f in a Materialmasse pro Jahr m a in kg/a 3 406, , ,69 Materialkosten pro Jahr p a in /a 3 406, , ,69 Materialkosten für gesamte Laufzeit P in , , ,07 Vergleich in % Mehrkosten für die gesamte Laufzeit in 971, ,69 0 Die geringsten Materialkosten hat Variante 3. Aber auch Variante 1 ist vertretbar, weil auch nur die halbe Anzahl an Aktivelementen erforderlich ist

17 5.3 Gesamtbewertung mit weiteren Kriterien Nachfolgend ist eine Bewertung einer Auswahl von wichtigen Kriterien zu sehen: Tabelle 3: Streifenbildbewertung, gesamt Bewertungskriterien günstig mittel ungünstig Wichtungsfaktoren Streifenbildvariante Materialbedarf und -kosten 0, Lage der Biegekanten 0, Bandvorschub 0, Erwartete Kosten für das Werkzeug (z. B. Aktivelemente, Streifenheber, ) 0, Summe 1,00 2,7 1,4 2,3 Die beste Streifenbildvariante nach diesen Bewertungskriterien ist die Variante 1. Aus diesem Grund wird die Arbeitsstufenfolge nach Variante 1 ausgeführt. Eigenschaften von Variante 1: Relativ geringer Werkstoffbedarf geringe Werkstoffkosten Biegekante liegt in Vorschubrichtung Vorschub gut realisierbar Kleiner Bandvorschub geringe Werkzeuglänge nur kleine Presse nötig Aufgrund guter Lage der Schnittkontur und Biegekante: einfacher Werkzeugaufbau geringe Werkzeugkosten (keine Streifenheber erforderlich, wenig Aktivelemente, )

18 6 Biegen 6.1 Berechnung der Rückfederung Mit ermittelten Werten: Biegewinkel des Bleches: α = 53, 13 Biegeradius: r i = 1mm Blechdicke: s 0 = 1mm Werkstoff: Berechnung nach /1, Bild 84/ USt37-2 G03g U: Desoxidationsart: unberuhigt St37-2: St37 Gütegruppe 2 O3 : üblich kaltgewalzte Oberfläche g: Oberflächenausführung glatt, R a < 0,9 µm r Nach /3, S. 687/ gilt für den Werkstoff St37-2 mit i = 1 ein K-Faktor von 0,99. s Ohne Überbiegen federt das Blech auf α = K α w ( 11 ) α = 0,99 53,13 = 52, 60 zurück. Dies entspricht einer Rückfederung von Δα = α w α ( 12 ) Δα = 53,13 52,6 = 0, 53 je Biegekante. Die zulässige Abweichung von der Winkelstellung nach /4, Tabelle4/ soll für Schenkellängen bis 30 mm kleiner als ±2 sein. Da dies der Fall ist, muss das Profil normalerweise nicht überbogen werden. Weil aber der Biegewinkel kleiner als 90 ist, macht es auch keine Probleme, das Blech soviel zu überbiegen, dass es (theoretisch) genau auf 53,13 zurückfedert. Der am Werkzeug vorhandene Biegewinkel, bei dem das Blech nach Entlastung auf α = 53, 13 zurückfedert, berechnet sich wie folgt: α α w = ( 13 ) K 53,13 α w = = 53, 67 0,99 Also muss das Blech um Δα = α w α ( 14 ) Δα = 53,67 53,13 = 0, 54 überbogen werden
 α = 0,99 53,13 = 52, 60 zurück.")
19 6.2 Biegeradius Die Berechnung erfolgt ebenfalls nach /1, Bild 84/ Der am Werkzeug erforderliche Radius für einen Blechteilradius r i = 1 mm berechnet sich zu: riw = ri K ( 15 ) r iw = 1mm 0.99 = 0,99 mm Der minimale Biegeradius nach /1, Bild 82/ für das Band (kaltgewalzt und rekristallisierend geglüht nach /5/) bei parallel zur Walzrichtung angeordneter Biegekante gilt: r c s mit c = 0,5 ( 16 ) i,min 0 r i, min 0,5 1mm = 0,5 mm Weil der Biegewinkel kleiner als 90 ist, ist ein Biegeradius von 1mm noch vertretbar. Sicherheit vorhanden 6.3 Untersuchung ob Lochen vor oder nach Biegen Der minimale Abstand der Außenkontur des Loches zum Beginn des Biegeradius ermittelt sich nach /1, Bild 85/ zu: a = 2 ( 17 ) min s 0 a min = 2 1mm = 2 mm Die tatsächlich vorhandenen Abstände betragen: vom Loch zum Radiusbeginn: 3,75 mm vom Langloch zum Radiusbeginn: 4,00 mm Bild 6: Mindestabstand der Biegung zu den Löchern Die Abstände sind größer als a min und es sind auch nur Allgemeintoleranzen nach DIN m einzuhalten. Deshalb kann vor dem Biegen gelocht werden
 min s 0 a min = 2 1mm = 2 mm")
20 7 Untersuchung von Werkzeugbauarten 7.1 Getrenntes Schneid- und Biegewerkzeug Vorteile: Sehr einfacher Aufbau von Schneid- und Biegewerkzeug geringe Werkzeugherstellkosten, auch als Summe beider Werkzeuge Geringe Einbauhöhe der Werkzeuge kleine Pressen nur nötig aber 2 Stück!!! Sehr hohe Hubzahlen bei einzelnen Schneidwerkzeug möglich, aber keine Zeitersparnis durch zusätzlich zweiten Biegearbeitsgang (Nachteil!) Gute Werkstoffausnutzung Nachteile: Zusätzliche Speicher- und Handhabeeinrichtungen für den Wechsel oder Beim manuellen Einlegen und Entnehmen sind viele Arbeitskräfte nötig Nur in Niedriglohnländern produktiv einsetzbar Lange Bearbeitungs- und Maschinenbelegzeit hohe Lohn- und Maschinenkosten 7.2 Folgewerkzeug Vorteile: Für komplizierte Teile mit vielen verschiedenen Schneid- und Umformoperationen (auch kleine Teile mit geringen Konturabständen, die im Gesamtwerkzeug nicht herstellbar sind). Werkstückweitergabe durch Bandvorschub hohe Genauigkeit Nur eine Presse nötig. Für Teile mit komplizierten Formausschnitten, die in einer Operation schwer oder nicht herstellbar sind. Hohe Produktivität Kurze Bearbeitungs- und Maschinenbelegzeit geringe Lohn- und Maschinenkosten Nachteile: Oft Gratbildung auf beiden Werkstückseiten (wenn Ausschneiden in Schneidmatrize) kompliziertere Nachbehandlung (Entgraten) notwendig Durch komplexen Werkzeugaufbau ergibt sich ein hoher Entwicklungs- und Wartungsaufwand hohe Kosten für Werkzeugentwicklung, -herstellung, -wartung und -instandhaltung
 Gute Werkstoffausnutzung Nachteile: Zusätzliche Speicher- und Handhabeeinrichtungen für den Wechsel oder Beim manuellen Einlegen und Entnehmen sind viele Arbeitskräfte nötig Nur in")
21 Durch große Länge der Werkzeuge Aufkippung möglich Bei einfachem Aufbau (ohne gefederte Führungsplatte) ist Bandwölbung möglich. Aufgrund der vielen Stufen sind oft nur kleinere Werkstücke herstellbar, da sonst der Einbauraum der Presse nicht ausreicht. 7.3 Gesamtwerkzeug Vorteile: Gratbildung nur auf einer Seite einfachere Nachbehandlung Sehr genaue Lage der Innen- zur Außenkontur, weil Werkstück in einem Werkzeug in einer Stufe komplett hergestellt wird. Ebenere Platinen, da Kräfte für Ausschneiden und Lochen entgegengerichtet wirken, Band bzw. Streifen zwischen Ausschneidmatrize und gefederter Streifenauflage eingespannt ist, ggf. zusätzlich das Blech zwischen Ausschneidstempel und einem gefederten Auswerfer eingespannt ist. Sehr große Werkstücke herstellbar Nachteile Problematisch sind kleine Konturabstände Bruchgefahr an Ausschneidstempel Geringere Produktivität als Folgewerkzeuge, da komplizierter Auswerfprozess (z. B. Ausblasen) notwendig ist geringere Hubzahlen höhere Lohn- und Maschinenkosten als bei FVW Begrenzte Umformoperationen ausführbar, weil alles in einer Stufe hergestellt werden muss. 7.4 Gewählte Werkzeugbauart Für dieses Teil, welches aus Schneid- und Umformoperationen hergestellt wird, ist aus wirtschaftlichen Gesichtspunkten das Folgverbundwerkzeug dem getrennten Schneidund Biegewerkzeug vorzuziehen. Die Herstellung in nur einer Stufe in einem Gesamtwerkzeug würde nicht oder nur schwer zu realisieren sein und eine schlechtere Produktivität ergeben. Gewählt: Folgeverbundwerkzeug
22 8 Arbeitsstufenfolgen (Varianten) Die Arbeitsstufenfolge wurden für die Streifenbildvariante 1 (Bild 3, S. 11) ausgeführt. gewählte Arbeitsstufenfolge: Variante
23
24
25
26
27 9 Entwurf von Werkzeugvarianten Variante 1: Werkzeug mit Gleitführung mit Führungsbuchsen mit Flansch aus carboniertem Sintereisen nach DIN 9831 / ISO Wechselführungssäule mit Bund und Haltestückverschraubung Vorgespannte Federeinheit Federnde Suchstifte beim Biegen und zur Vorschubschrittkorrektur für den Seitenschneider Vorschubschrittrealisierung durch 2 Seitenschneider und 1 Suchstift Federnde Führungsplatte mit angeschraubter Streifendruckplatte kein Aufbiegen des Streifens beim Schneid- und Biegevorgang Stempelaufnahme in Stempelhalteplatte 2 Schneidplatten und 1 Biegematrize als modularerer Aufbau Streifenführung in Streifenführungsplatte mit Umgriff Werkstückabfuhr durch Abschneiden vom Band und somit Herunterrutschen des Werkstücks in letzter Stufe Abfuhr des gesamten Blechabfalls durch das Werkzeug und den Tisch der Werkzeugmaschine es bleibt kein Streifengitter am Ende der Bearbeitung übrig!! Aufnahme des Werkzeugoberteils durch Einspannzapfen nach DIN ISO (kaum für Schneidautomaten!) Befestigung des Werkzeugunterteils durch 4 Befestigungsschrauben Transportelemente: Werkzeugunterteil: Tragzapfen nach VDI 3366 Werkzeugoberteil: Tragschrauben nach VDI 3366 Variante 2: zusätzlich zu Variante 1 Werkzeug mit Kugel-Wälzführung (Kugelkäfig mit Sicherungsring und Führungsbuchse mit Flansch DIN 9831 / ISO ) Variante 3: zusätzlich zu Variante 1 Werkzeug mit Führungssäule zum Anschrauben aufgrund höherer Biegesteifigkeit. Variante 4: zusätzlich zu Variante 1 Hinterführung des Biegestempels zur Aufnahme der Biegequerkraft in der Biegematrize
28
29
30
31
32
33
34
35 10 Berechnung des Kraftbedarfs 10.1 Berechnung der Schneidkräfte Die maximale Schneidkraft errechnet sich nach /1, Tafel 2/ zu: FS = x F f R m l S ( 18 ) Zugfestigkeit : N R m = ( ) mm 2 Korrekturfaktor f nach /1, Bild 58/: bei geraden Anschliff parallele Schneiden f = 1 Korrekturfaktor x F nach /1, Bild 57/: N für Kohlenstoffstähle und R m = ( ) 2 mm 171 x F = 0,36 + ( 19 ) 0,98 Rm 171 xf = 0,36 + = 0, ,7398 0,98 ( ) Demnach errechnet sich die maximale Schneidkraft wie folgt: FS = xf f Rm ls FS = (321, ,30) l S FS = 377,30 l S = (0, ,7398) 1 ( ) l S ( 20 )
36 Die einzelnen Schnittlinienlängen betragen: (aus CAD Zeichnung ausgemessen) Seitenschneider: (2 mal) l 1 S = 26,3 mm + 1,68 mm = 27,98 mm Rundloch: l 2 S = π 5,5 mm = 17,28 mm Langloch: l 3 S = π 5,5 mm ,5 mm = 46,28 mm Lochen/Freischneiden: l 4 S = 6,3 mm + 2 7,65 mm + 2 4,92 mm = 31,44 mm Freischneiden: l 5 S = 2 10 mm = 20,00 mm Abschneiden: l 6 S = 2 31mm = 62 mm
37 Bild 7: Arbeitsstufen Zusammenfassung der Ergebnisse und Schnittkraftberechnung: Tabelle 4: Schnittlängen und Schnittkräfte Arbeitsstufe Schnittlänge l Si in mm Schnittkraft FSi = 377,30 l Si in N Rückzugskraft F Ri 0,11 F Si in N 1. Seitenschneider (2 mal) 27, Rundloch 17, Langloch 46, Lochen 31, Freischneiden 20, Abschneiden 62, Σ 232, Die gesamte maximale Schneidkraft, wenn alle Schneidstempel gleichzeitig auf das Blech auftreffen und einen geraden Anschliff haben, beträgt: F S, ges 88 kn
38 10.2 Berechnung der Abstreif- bzw. Rückzugskraft Die Abstreifkraft berechnet sich nach /1, Tafel2, T2/3/ zu: F R C F ( 21 ) R S Abstreiffaktor C R nach /1, Bild 59/: Für nachfolgendes Ausschneiden und Lochen und einer Blechdicke s 0 = 1 mm gilt: C R = 0,10...0,12 C R =0,11 Rückzugskräfte F R : Bei den Bearbeitungsvorgängen 1, 2, 3, 4 und 5 werden die Stempel bei Hin- und Rückhub vollständig vom Blech umschlossen. Hier errechnet sich die Rückzugskraft mit den vollen Schneidkräften. Annahme: C R = 0,11 /1, Bild 59/ FR,voll = CR (FS1+ FS2 + FS3 + FS4 + FS5 ) F R, voll = 0,11 ( ) N = N Bei der Bearbeitungsstufe 7 (Abschneiden) wird der Stempel beim Rückhub nicht vollständig vom Blech umschlossen. Die verursachte Abstreifkraft ist somit auch geringer. Es muss mit der halben Schneidkraft gerechnet werden. Annahme: C R = 0,11 /1, Bild 59/ F R,halb FS7 = CR N = 0,11 2 F R, halb = 1287 N Somit errechnet sich die Abstreifkraft: siehe Tabelle 4,S. 37 ( ) N 8382 N FR = FR,voll + FR, halb = = F R, ges = 8382 N
39 10.3 Biegekraftberechnung Für die Biegekraftberechnung werden die Formeln für das Abbiegen genutzt. Da aber die Biegewinkel kleiner als 90 sind, ist die reale Kraft für das Biegen etwas geringer, was aber als Sicherheit anzusehen ist und bei der Berechnung nicht beachtet wird. Die maximale Biegekraft berechnet sich nach /1, Tafel2, (T2/7)/ zu: FB = 0,22 s 0 l B R m ( 22 ) mit: l B = 2 20 mm = 40 mm Länge der beiden Biegekanten FB = 2 N = 0,22 1mm 40 mm 510 mm N Die Endkraft zum Nachdrücken berechnet sich nach /1, Tafel2, (T2/8)/ zu: Wenn ohne Gegenhalter gebogen wird gilt: FEN = 3 F B F EN = N = N ( 23 ) Die maximale Kraft, die zum Biegen aufgebracht werden muss, errechnet sich nach /1, Tafel2, (T2/12)/ zu: Da nur Biegen und Nachdrücken, aber kein Radiusprägen F B max = FEN F B max = N ( 24 )
40 11 Auswahl der Federn Die Federn sind dauerfest, wenn sich die Schwingbelastung im Bereich zwischen ( 0,13...0,30) sn s (0,45..0,62) s n befindet. Dies entspricht einem maximal zulässigen Arbeitshub von s = 0,32 s A,zul n Bild 8: Belastungsbereich nach /6/ Bild 9: Erläuterungen Federwege nach /6/
41 Erforderliche Kraft am Ende der Abstreifoperation: (Annahme: 6 Federn) F F R Abstr,erf 6 F 8382 N F R Abstr,erf = = 1397 N 6 6 Die Eintauchtiefe der Schneidstempel mit Verhinderung des Zurückkommens der Butzen und für mittlere Stückzahlen berechnet sich zu: t E = 1mm + p p = 0,5 mm + s 0 Parallelanteil für Schneidplattendurchbruch nach V3 /1, Bild 71/ p = 0,5 mm + 1mm = 1,5 mm t E = 1mm + 1,5 mm = 2,5 mm ( 25 ) Die Absteifkraft FAbstreif,erf wirken (beinhaltet Sicherheit). soll noch te 0 = + s = 2,5 mm + 1mm 3,5 mm nach dem UT Der erforderliche Arbeitsweg s A,erf der Feder errechnet sich zu: s = t + t ( 26 ) A,erf B EF s A, erf = 4 mm + 1mm = 5 mm Auswahl der Feder aus FIBRO Katalog /6/: Spezial-Schraubendruckfeder Nummer: Kennfarbe: rot N R = 271,7 L 0 = 51mm mm F n = 4483,1N s n = 16,5 mm F 6 = 2771N s 6 = 10,2 mm D h = 32 mm L n = 34,5 mm s v 6 = 5,0 mm s A 6 = 5,2 mm
42 Federdiagramm für ausgewählte Feder F F [N] F F, max = 2771 Beginn des Abstreifens, Überwindung Haftreibung F Ende Schn. = 2092 F Abstreif,vorh=1820 Ende des Abstreifens F Abstr mit Sicherheit F Niederh = 1685 F v6 = 1413 F Abstreif,erf = 1400 OT / Federvorspannung Beginn Biegen Ende Abstreifen Beginn Schneiden / Ende Schneiden s A,erf =5 Beginn Abstreifen Ende Biegen / UT / t EF,b =1 t E,b =4 t EF,s =1,5 s 0 =1 t E,s =2,5 5,2 6,2 6,7 7,7 10,2 f F [mm] s v6,gew s A6 =5,2 s v6 s 6 Bild 10: Federdiagramm
43 Kontrolle: 1. Ausreichende Abstreifkraft Unter der Annahme, dass die Feder bis zum oberen Dauerfestigkeitsbereich von s = 0,62 genutzt wird, ergibt sich F F 6 s n Abstr,vorh Abstr, vorh = ( s 3,5 mm) R = ( 0,62 s 3,5 mm) R 6 n N = ( 10,2 mm 3,5 mm) 271,7 mm = 1820 N F 1397 N i. O. ( F ) ( ) Abstr,vorh Abstr, erf = Dies entspricht einer theoretischen Abstreifsicherheit von: FAbstr,vorh SAbstr,theoretisch = = 1,3. 30% Sicherheit F Abstr,erf Die reale Abstreifsicherheit ist aber höher ist, da die Federdimensionierung für das Ende der Abstreifoperation erfolgt ist. Am Anfang der Abstreifoperation ist die Federkraft aufgrund der größeren Federvorspannung an dieser Stelle größer. Am Ende ist die erforderliche Abstreifkraft aufgrund der gegen Null gehenden Kontaktmantelfläche Stempel/Loch kleiner. zwei nicht betrachtete Sicherheiten bei der Federdimensionierung S > S ) Abstreif,real 2. Dauerfester Hubbereich Abstreif,theoretisch Die Feder ist dauerfest, wenn sich die Schwingbeanspruchung im Bereich von: sv 6 = 0,30 sn = 5,0 mm und s = 0,62 s 10,2 mm befindet. 6 n = Die gewählte Feder ist dauerfest, wenn gilt: sa6 sa,erf s = 5,2 mm s 5,0 mm i. O. ( ) ( ) A 6 A, erf = Feder ist dauerfest ausgelegt. Einzustellende Federvorspannung: sv6,gew = s6 sa,erf = 0,62 sn sa,erf sv 6, gew = 10,2 mm 5,0 mm = 5,2 mm Federeinbaulängen Im eingebauten Zustand: Im unteren Totpunkt: L = L0 sv6, gew = 51mm 5,2 mm = 45,8 mm L = L0 sv6,gew sa, erf = 51 5,2 5 = 40,8 mm
44 12 Arbeitsbedarf 12.1 Schneidarbeit Die Schneidarbeit berechnet sich nach /1, Tafel 2, (T2/6)/ zu: W S = m S FS,ges s 0 ( 27 ) Kraftverlaufsfaktor m nach /1, Bild 60/ N N mit k s = xf Rm = 0, = 377,3 und s = 1mm gilt: mm mm m S = 0,57 W S = 0, N 0,001m W S = 50,1Nm 12.2 Biegearbeit Die Biegearbeit berechnet sich nach /1, Tafel 2, (T2/12)/ zu: W B m B F B,max h B ( 28 ) Da ohne Gegenhalter gebogen wird, beträgt m B = 0,32 r + r + s = 1mm + 1mm + 1mm 3 mm hb M St 0 = W B 0, N 0,004 m W B 12,9 Nm 12.3 Federarbeit Die Federarbeit für die Federn der Streifendruckplatte berechnet sich zu: W W F 2 2 ( s s ) i F 1 = R 2 6 v6,gew ( 29 ) Federzahl: i F = 6 N Federkonstante: R = 271,7 mm s 6 = 10,2 mm sv 6, gew = 5,2 mm 1 N = 271,7 2 mm 2 2 ( 10,2 mm) ( 5,2 mm) ) 6 62,8 Nm F =
45 12.4 Gesamtarbeitsbedarf Der Gesamtarbeitbedarf errechnet sich zu: W ges = WS + WB + WF ( 30 ) W ges = ( 50,1 + 12,9 + 62,8 )Nm W ges = 125,8 Nm 12.5 Zusammenfassung Tabelle 5: Arbeitsbedarf Arbeitsanteil [Nm] Schneidarbeit Biegearbeit Federarbeit Gesamtarbeitsbedarf W S 50,1 WB 12,9 WF 62,8 Wges 125,8-45 -
46 13 Auswahl der Presse 13.1 Berechnung des erforderlichen Stößelhubes H nach /1, Bild 35/: Mindeststößelhub vom UT ohne Vorschub: h = t + t + l + t + h' vu E EF Ü S z te = tb = 4 mm Stempeleintauchtiefe in die Matrize (für Biegestempel) t EF = 1,0 mm Eintauchtiefe der Stempelunterkante in die Streifendruckplatte l Ü = 4,5 mm Überstand des Suchstiftes (50 Kegelwinkel) über die Streifendruckplatte ts 1,5 s0 = 1,5 1mm = 1,5 mm Sicherheitsabstand h' z = hz 4 mm = 8 mm 2 mm = 6 mm Abstand Umgriff Schneidplatte ( 31 ) h vu = 4 mm + 1,0 mm + 4,5 mm + 1,5 mm + 6 mm = 17 mm Erforderlicher Stößelhub mit Vorschubschritt Für Pressen mit λ < 0,1 gilt in grober Näherung: H 2 h vu ( 32 ) H 2 17 mm = 34 mm H gew = 35 mm 13.2 Berechnung des Einbauraums bei HR 40 / 550 NL Im UT bei H = 35 mm h UT 1 = h(h = Hmax ) + (Hmax Hgew ) ( 33 ) 2 1 h UT = 220 mm + (80 mm 35 mm) = 242,5 mm 2 Im OT bei H = 80 mm h = h(h = H ) + H ( 34 ) OT max max h OT = ( ) mm = 300 mm
47 13.3 Presskraft Tabelle 6: Kraftbedarf Kraftanteil [kn] Maximale Schneidkraft F 87,9 S Biegekraft F 4,5 B Maximale Kraft zum Nachdrücken FEN 13,5 Erforderliche Abstreifkraft Vorhandene Abstreifkraft FR, ges 8,4 FAbstr,vorh, ges 10,9 Kraftverlauf (qulitativ) 90,0 80,0 70,0 60,0 50,0 40,0 30,0 Kraft [kn] 20,0 10,0 5,0 4,5 4,0 3,5 3,0 2,5 2,0 1,5 1,0 0,5 0,0 0,0 h vut [mm] Schnittkraft Biegekraft Reibkraft Linear (Federkraft) Bild 11: Kraftverlauf Die maximale Presskraft bei ca. 3,2 mm vor dem UT berechnet sich zu: FPr esse = FS + FB + FR,ges + FAbstreif (hvut = F = (87,9 + 4,5 + 8,4 + 11,4) kn Pr esse = 112 kn 3,2 mm) F R,ges wäre nur als Reibkraft richtig
48 13.4 Abschätzung des möglichen Arbeitsvermögens Da keine Angaben für Arbeitsvermögen der Presse RASTER HR 40 / 550 NL vorliegen, wird dieses näherungsweise aus Nennpresskraft und Nennkraftweg der Presse berechnet. WN FN sn = 400 kn 5,345 mm = 2138 Nm Dieses Ergebnis ist jedoch von der vorhandenen Arbeitshubzahl abhängig. Da ( W 2138 Nm) >> ( W 126 Nm) kann diese Presse genommen werden. N ges = Für genauere Betrachtungen ist das entsprechende Herstellerdatenblatt (lag nicht vor) zu verwenden Auswahl der Presse Pressenparameter nach /7/ Tabelle 7: Pressenauswahl Auswahlkriterium Vorhandene Parameter (HR40/550NL) Erforderliche Parameter Presskraft 30 vor UT bei kleinster Arbeitshubzahl und mittlerem Hub kn 400 > 112 S. 47 Arbeitsvermögen Nm 2138 > 125,8 Tabelle 5, S.45 Stößelhub, verstellbar in 5 mm Stufen mm > < 34 gewählt: 35 Einbauhöhe bei 35 mm Hub im UT und Stößelverstellung oben Einbauhöhe bei größtem Hub im OT und Stößelverstellung oben mm 242,5 > 235 mm 300 > 280 Tischaufspannplatte (Länge, Breite) mm 550 x 450 > 350 x 355 Stößelfläche (Länge, Breite) mm 550 x 360 > 330 x 300 Tischplattenöffnung (Länge, Breite) mm 450 x 100 > 70 x 270 Maximale Bandbreite mm 150 > 55 Bandeinlaufhöhe über Tisch mm < >
49 14 Zusatzangaben auf der Zeichnung Tabelle 8: Zusatzangaben für Zeichnung Kriterium Erforderliche Presskraft Größe 112 kn Erforderliche Abstreifkraft Einbauhöhe (Werkzeugeinbauhöhe im UT) Stößelhub Presse 8,4 kn 230 mm 35 mm Raster HR 160/1100 NL Werkstückstoff USt 37-2G O3g (DIN ) Blechdicke Band-/Streifenbreite Vorschubschritt Werkzeugmasse Masse Oberteil Masse Unterteil 1 mm 55 mm 26,3 mm 140 kg 95 kg 45 kg Schutzgitter anbringen
50 15 Anlagen CAD - Entwurf Einspannzapfen /6/ Tragschraube /6/ Tragzapfen /6/ Wechselführungssäule mit Bund und Haltestückverschraubung /6/ Führungsbuchse mit Bund (Bronze mit Festschmierstoff) /6/ Haltestücke /6/ Schneidstempel /6/ Federn /6/ Federeinbau /6/ RASTER Stanzautomaten /7/
51 O Fehler
52
53
54
55
56
57
58
59
60
61
62
63
Studienarbeit. zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen
 Studienarbeit zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen ausgegeben von Prof. Dr.-Ing. habil. W. Klepzig am 13.10.2000
Studienarbeit zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen ausgegeben von Prof. Dr.-Ing. habil. W. Klepzig am 13.10.2000
1.3.1 Welche Einteilungen nach dem Fertigungsverfahren sind uns bekannt? 1.3.2 Was verstehen wir unter dem Begriff Ausschneiden?
 1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
OECD Programme for International Student Assessment PISA 2000. Lösungen der Beispielaufgaben aus dem Mathematiktest. Deutschland
 OECD Programme for International Student Assessment Deutschland PISA 2000 Lösungen der Beispielaufgaben aus dem Mathematiktest Beispielaufgaben PISA-Hauptstudie 2000 Seite 3 UNIT ÄPFEL Beispielaufgaben
OECD Programme for International Student Assessment Deutschland PISA 2000 Lösungen der Beispielaufgaben aus dem Mathematiktest Beispielaufgaben PISA-Hauptstudie 2000 Seite 3 UNIT ÄPFEL Beispielaufgaben
Norm-Stempel und Matrizen für die Blech, Flach- und Profilstahl-Bearbeitung für Sunrise + Mubea
 Werkzeuge zum Trennen und Abrunden von Flachstahl Werkzeuge zum Abrunden von Ecken (90º) für Flachmaterial Werkzeuge zum Trennen und doppelseitigen Abrunden von Flachstahl Maschinen Stockert Maschinen
Werkzeuge zum Trennen und Abrunden von Flachstahl Werkzeuge zum Abrunden von Ecken (90º) für Flachmaterial Werkzeuge zum Trennen und doppelseitigen Abrunden von Flachstahl Maschinen Stockert Maschinen
Unterrichtsmaterialien in digitaler und in gedruckter Form. Auszug aus: Übungsbuch für den Grundkurs mit Tipps und Lösungen: Analysis
 Unterrichtsmaterialien in digitaler und in gedruckter Form Auszug aus: Übungsbuch für den Grundkurs mit Tipps und Lösungen: Analysis Das komplette Material finden Sie hier: Download bei School-Scout.de
Unterrichtsmaterialien in digitaler und in gedruckter Form Auszug aus: Übungsbuch für den Grundkurs mit Tipps und Lösungen: Analysis Das komplette Material finden Sie hier: Download bei School-Scout.de
Bestimmen des Werkstücks in der Vorrichtung
 Bestimmen des Werkstücks in der Vorrichtung 3 3.1 Bestimmen prismatischer Werkstücke Bestimmen (Lagebestimmen) oder Positionieren ist das Anbringen des Werkstücks in eine eindeutige für die Durchführung
Bestimmen des Werkstücks in der Vorrichtung 3 3.1 Bestimmen prismatischer Werkstücke Bestimmen (Lagebestimmen) oder Positionieren ist das Anbringen des Werkstücks in eine eindeutige für die Durchführung
Das große ElterngeldPlus 1x1. Alles über das ElterngeldPlus. Wer kann ElterngeldPlus beantragen? ElterngeldPlus verstehen ein paar einleitende Fakten
 Das große x -4 Alles über das Wer kann beantragen? Generell kann jeder beantragen! Eltern (Mütter UND Väter), die schon während ihrer Elternzeit wieder in Teilzeit arbeiten möchten. Eltern, die während
Das große x -4 Alles über das Wer kann beantragen? Generell kann jeder beantragen! Eltern (Mütter UND Väter), die schon während ihrer Elternzeit wieder in Teilzeit arbeiten möchten. Eltern, die während
geben. Die Wahrscheinlichkeit von 100% ist hier demnach nur der Gehen wir einmal davon aus, dass die von uns angenommenen
 geben. Die Wahrscheinlichkeit von 100% ist hier demnach nur der Vollständigkeit halber aufgeführt. Gehen wir einmal davon aus, dass die von uns angenommenen 70% im Beispiel exakt berechnet sind. Was würde
geben. Die Wahrscheinlichkeit von 100% ist hier demnach nur der Vollständigkeit halber aufgeführt. Gehen wir einmal davon aus, dass die von uns angenommenen 70% im Beispiel exakt berechnet sind. Was würde
Grundlagen der Informatik
 Mag. Christian Gürtler Programmierung Grundlagen der Informatik 2011 Inhaltsverzeichnis I. Allgemeines 3 1. Zahlensysteme 4 1.1. ganze Zahlen...................................... 4 1.1.1. Umrechnungen.................................
Mag. Christian Gürtler Programmierung Grundlagen der Informatik 2011 Inhaltsverzeichnis I. Allgemeines 3 1. Zahlensysteme 4 1.1. ganze Zahlen...................................... 4 1.1.1. Umrechnungen.................................
Professionelle Seminare im Bereich MS-Office
 Der Name BEREICH.VERSCHIEBEN() ist etwas unglücklich gewählt. Man kann mit der Funktion Bereiche zwar verschieben, man kann Bereiche aber auch verkleinern oder vergrößern. Besser wäre es, die Funktion
Der Name BEREICH.VERSCHIEBEN() ist etwas unglücklich gewählt. Man kann mit der Funktion Bereiche zwar verschieben, man kann Bereiche aber auch verkleinern oder vergrößern. Besser wäre es, die Funktion
P = U eff I eff. I eff = = 1 kw 120 V = 1000 W
 Sie haben für diesen 50 Minuten Zeit. Die zu vergebenen Punkte sind an den Aufgaben angemerkt. Die Gesamtzahl beträgt 20 P + 1 Formpunkt. Bei einer Rechnung wird auf die korrekte Verwendung der Einheiten
Sie haben für diesen 50 Minuten Zeit. Die zu vergebenen Punkte sind an den Aufgaben angemerkt. Die Gesamtzahl beträgt 20 P + 1 Formpunkt. Bei einer Rechnung wird auf die korrekte Verwendung der Einheiten
Kapitalerhöhung - Verbuchung
 Kapitalerhöhung - Verbuchung Beschreibung Eine Kapitalerhöhung ist eine Erhöhung des Aktienkapitals einer Aktiengesellschaft durch Emission von en Aktien. Es gibt unterschiedliche Formen von Kapitalerhöhung.
Kapitalerhöhung - Verbuchung Beschreibung Eine Kapitalerhöhung ist eine Erhöhung des Aktienkapitals einer Aktiengesellschaft durch Emission von en Aktien. Es gibt unterschiedliche Formen von Kapitalerhöhung.
Lineargleichungssysteme: Additions-/ Subtraktionsverfahren
 Lineargleichungssysteme: Additions-/ Subtraktionsverfahren W. Kippels 22. Februar 2014 Inhaltsverzeichnis 1 Einleitung 2 2 Lineargleichungssysteme zweiten Grades 2 3 Lineargleichungssysteme höheren als
Lineargleichungssysteme: Additions-/ Subtraktionsverfahren W. Kippels 22. Februar 2014 Inhaltsverzeichnis 1 Einleitung 2 2 Lineargleichungssysteme zweiten Grades 2 3 Lineargleichungssysteme höheren als
Europäisches Patentamt European Patent Office Veröffentlichungsnummer: 0 1 42 466 Office europeen des brevets EUROPÄISCHE PATENTANMELDUNG
 J Europäisches Patentamt European Patent Office Veröffentlichungsnummer: 0 1 42 466 Office europeen des brevets A1 EUROPÄISCHE PATENTANMELDUNG Anmeldenummer: 84810442.8 Int.CI.4: G 02 B 25/00 Anmeldetag:
J Europäisches Patentamt European Patent Office Veröffentlichungsnummer: 0 1 42 466 Office europeen des brevets A1 EUROPÄISCHE PATENTANMELDUNG Anmeldenummer: 84810442.8 Int.CI.4: G 02 B 25/00 Anmeldetag:
Lasern und Kanten. Tipps und Tricks Oder wussten Sie dass:
 Lasern und Kanten Tipps und Tricks Oder wussten Sie dass: Die kleinsten Innenradien beim Kanten können erreicht werden wenn die Biegekante quer, am besten Senkrecht, zur Walrichtung des Werkstoff liegt
Lasern und Kanten Tipps und Tricks Oder wussten Sie dass: Die kleinsten Innenradien beim Kanten können erreicht werden wenn die Biegekante quer, am besten Senkrecht, zur Walrichtung des Werkstoff liegt
Zugversuch. Laborskript für WP-14 WS 13/14 Zugversuch. 1) Theoretische Grundlagen: Seite 1
 Theoretische Grundlagen: Seite 1") Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Laborskript für WP-14 WS 13/14 Zugversuch Zugversuch 1) Theoretische Grundlagen: Mit dem Zugversuch werden im Normalfall mechanische Kenngrößen der Werkstoffe unter einachsiger Beanspruchung bestimmt.
Berechnung der Erhöhung der Durchschnittsprämien
 Wolfram Fischer Berechnung der Erhöhung der Durchschnittsprämien Oktober 2004 1 Zusammenfassung Zur Berechnung der Durchschnittsprämien wird das gesamte gemeldete Prämienvolumen Zusammenfassung durch die
Wolfram Fischer Berechnung der Erhöhung der Durchschnittsprämien Oktober 2004 1 Zusammenfassung Zur Berechnung der Durchschnittsprämien wird das gesamte gemeldete Prämienvolumen Zusammenfassung durch die
Bundesverband Flachglas Großhandel Isolierglasherstellung Veredlung e.v. U g -Werte-Tabellen nach DIN EN 673. Flachglasbranche.
 Bundesverband Flachglas Großhandel Isolierglasherstellung Veredlung e.v. U g -Werte-Tabellen nach DIN EN 673 Ug-Werte für die Flachglasbranche Einleitung Die vorliegende Broschüre enthält die Werte für
Bundesverband Flachglas Großhandel Isolierglasherstellung Veredlung e.v. U g -Werte-Tabellen nach DIN EN 673 Ug-Werte für die Flachglasbranche Einleitung Die vorliegende Broschüre enthält die Werte für
Welche Lagen können zwei Geraden (im Raum) zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen?
 zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen?") Welche Lagen können zwei Geraden (im Raum) zueinander haben? Welche Lagen können zwei Ebenen (im Raum) zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen? Wie heiÿt
Welche Lagen können zwei Geraden (im Raum) zueinander haben? Welche Lagen können zwei Ebenen (im Raum) zueinander haben? Welche Lagen kann eine Gerade bezüglich einer Ebene im Raum einnehmen? Wie heiÿt
8. Berechnung der kalkulatorischen Zinsen
 8. Berechnung der kalkulatorischen Zinsen 8.1. Allgemeines In der laufenden Rechnung werden im Konto 322.00 Zinsen nur die ermittelten Fremdkapitalzinsen erfasst. Sobald aber eine Betriebsabrechnung erstellt
8. Berechnung der kalkulatorischen Zinsen 8.1. Allgemeines In der laufenden Rechnung werden im Konto 322.00 Zinsen nur die ermittelten Fremdkapitalzinsen erfasst. Sobald aber eine Betriebsabrechnung erstellt
CNC-Fräsen. Es ist eindeutig wir sollten die technischen Möglichkeiten für uns nutzen und dementsprechend
 Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
Nunmehr ist das NC-Programm Nutplatte fertig gestellt und Sie haben dabei die praktischen Grundlagen der CNC-Technik erfahren sowie die fundamentale Struktur der Siemens Software Sinutrain kennen gelernt.
HIER GEHT ES UM IHR GUTES GELD ZINSRECHNUNG IM UNTERNEHMEN
 HIER GEHT ES UM IHR GUTES GELD ZINSRECHNUNG IM UNTERNEHMEN Zinsen haben im täglichen Geschäftsleben große Bedeutung und somit auch die eigentliche Zinsrechnung, z.b: - Wenn Sie Ihre Rechnungen zu spät
HIER GEHT ES UM IHR GUTES GELD ZINSRECHNUNG IM UNTERNEHMEN Zinsen haben im täglichen Geschäftsleben große Bedeutung und somit auch die eigentliche Zinsrechnung, z.b: - Wenn Sie Ihre Rechnungen zu spät
Kosten-Leistungsrechnung Rechenweg Optimales Produktionsprogramm
 Um was geht es? Gegeben sei ein Produktionsprogramm mit beispielsweise 5 Aufträgen, die nacheinander auf vier unterschiedlichen Maschinen durchgeführt werden sollen: Auftrag 1 Auftrag 2 Auftrag 3 Auftrag
Um was geht es? Gegeben sei ein Produktionsprogramm mit beispielsweise 5 Aufträgen, die nacheinander auf vier unterschiedlichen Maschinen durchgeführt werden sollen: Auftrag 1 Auftrag 2 Auftrag 3 Auftrag
Bei Einbeziehung in die Pensionskasse haben Sie die Möglichkeit, sich für eines von zwei Modellen zu entscheiden.
 Modellwahl Bei Einbeziehung in die Pensionskasse haben Sie die Möglichkeit, sich für eines von zwei Modellen zu entscheiden. Beispiel des Pensionsverlaufs der beiden Modelle Modell 1 Modell 2 Modell 1
Modellwahl Bei Einbeziehung in die Pensionskasse haben Sie die Möglichkeit, sich für eines von zwei Modellen zu entscheiden. Beispiel des Pensionsverlaufs der beiden Modelle Modell 1 Modell 2 Modell 1
AGROPLUS Buchhaltung. Daten-Server und Sicherheitskopie. Version vom 21.10.2013b
 AGROPLUS Buchhaltung Daten-Server und Sicherheitskopie Version vom 21.10.2013b 3a) Der Daten-Server Modus und der Tresor Der Daten-Server ist eine Betriebsart welche dem Nutzer eine grosse Flexibilität
AGROPLUS Buchhaltung Daten-Server und Sicherheitskopie Version vom 21.10.2013b 3a) Der Daten-Server Modus und der Tresor Der Daten-Server ist eine Betriebsart welche dem Nutzer eine grosse Flexibilität
Ohne Fehler geht es nicht Doch wie viele Fehler sind erlaubt?
 Ohne Fehler geht es nicht Doch wie viele Fehler sind erlaubt? Behandelte Fragestellungen Was besagt eine Fehlerquote? Welche Bezugsgröße ist geeignet? Welche Fehlerquote ist gerade noch zulässig? Wie stellt
Ohne Fehler geht es nicht Doch wie viele Fehler sind erlaubt? Behandelte Fragestellungen Was besagt eine Fehlerquote? Welche Bezugsgröße ist geeignet? Welche Fehlerquote ist gerade noch zulässig? Wie stellt
14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch
 14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch Analog zu den Untersuchungen an LDPE in Kap. 6 war zu untersuchen, ob auch für die Hochtemperatur-Thermoplaste aus
14. Minimale Schichtdicken von PEEK und PPS im Schlauchreckprozeß und im Rheotensversuch Analog zu den Untersuchungen an LDPE in Kap. 6 war zu untersuchen, ob auch für die Hochtemperatur-Thermoplaste aus
n 0 1 2 3 4 5 6 7 8 9 10 11 12 S n 1250 1244, 085 1214, 075 1220, 136 1226, 167 Nach einem Jahr beträgt der Schuldenstand ca. 1177,09.
 Gymnasium Leichlingen 10a M Lö 2007/08.2 2/2 Aufgaben/Lösungen der Klassenarbeit Nr. 4 von Fr., 2008-04-25 2 45 Aufgabe 1: Die A-Bank bietet Kredite zu einem Zinssatz von 6% pro Jahr an. Ein privater Keditvermittler
Gymnasium Leichlingen 10a M Lö 2007/08.2 2/2 Aufgaben/Lösungen der Klassenarbeit Nr. 4 von Fr., 2008-04-25 2 45 Aufgabe 1: Die A-Bank bietet Kredite zu einem Zinssatz von 6% pro Jahr an. Ein privater Keditvermittler
tgtm HP 2013/14-4: Radaufnahme
 tgtm HP 2013/14-4: Radaufnahme (Wahlaufgabe) Die folgend unmaßstäblich dargestellte Radaufnahme aus AICu4Mg1 soll auf einer Fräsmaschine hergestellt werden. Hierzu steht eine mehrachsige CNC-Fräsmaschine
tgtm HP 2013/14-4: Radaufnahme (Wahlaufgabe) Die folgend unmaßstäblich dargestellte Radaufnahme aus AICu4Mg1 soll auf einer Fräsmaschine hergestellt werden. Hierzu steht eine mehrachsige CNC-Fräsmaschine
Häufig wiederkehrende Fragen zur mündlichen Ergänzungsprüfung im Einzelnen:
 Mündliche Ergänzungsprüfung bei gewerblich-technischen und kaufmännischen Ausbildungsordnungen bis zum 31.12.2006 und für alle Ausbildungsordnungen ab 01.01.2007 Am 13. Dezember 2006 verabschiedete der
Mündliche Ergänzungsprüfung bei gewerblich-technischen und kaufmännischen Ausbildungsordnungen bis zum 31.12.2006 und für alle Ausbildungsordnungen ab 01.01.2007 Am 13. Dezember 2006 verabschiedete der
Was meinen die Leute eigentlich mit: Grexit?
 Was meinen die Leute eigentlich mit: Grexit? Grexit sind eigentlich 2 Wörter. 1. Griechenland 2. Exit Exit ist ein englisches Wort. Es bedeutet: Ausgang. Aber was haben diese 2 Sachen mit-einander zu tun?
Was meinen die Leute eigentlich mit: Grexit? Grexit sind eigentlich 2 Wörter. 1. Griechenland 2. Exit Exit ist ein englisches Wort. Es bedeutet: Ausgang. Aber was haben diese 2 Sachen mit-einander zu tun?
Die Renteninformation Alles klar! Oder doch nicht?
 Die Renteninformation Alles klar! Oder doch nicht? Veröffentlichung von Ulrich Watermann Schmitzbüchel 32a D 51491 Overath Tel: 02204 / 768733 Fax: 02204 / 768845 Mail: uw@watermann vorsorgekonzepte.de
Die Renteninformation Alles klar! Oder doch nicht? Veröffentlichung von Ulrich Watermann Schmitzbüchel 32a D 51491 Overath Tel: 02204 / 768733 Fax: 02204 / 768845 Mail: uw@watermann vorsorgekonzepte.de
Preisvergleich ProfitBricks - Amazon Web Services M3 Instanz
 Preisvergleich - Amazon Web Services M3 Instanz Stand Preisliste : 10.04.2014 www.profitbricks.de Stand Preisliste : 10.04.2014 Hotline: 0800 22 44 66 8 [email protected] Vorwort Preisvergleiche
Preisvergleich - Amazon Web Services M3 Instanz Stand Preisliste : 10.04.2014 www.profitbricks.de Stand Preisliste : 10.04.2014 Hotline: 0800 22 44 66 8 [email protected] Vorwort Preisvergleiche
LEITFADEN ZUR SCHÄTZUNG DER BEITRAGSNACHWEISE
 STOTAX GEHALT UND LOHN Stollfuß Medien LEITFADEN ZUR SCHÄTZUNG DER BEITRAGSNACHWEISE Stand 09.12.2009 Seit dem Januar 2006 hat der Gesetzgeber die Fälligkeit der SV-Beiträge vorgezogen. So kann es vorkommen,
STOTAX GEHALT UND LOHN Stollfuß Medien LEITFADEN ZUR SCHÄTZUNG DER BEITRAGSNACHWEISE Stand 09.12.2009 Seit dem Januar 2006 hat der Gesetzgeber die Fälligkeit der SV-Beiträge vorgezogen. So kann es vorkommen,
1. Die Maße für ihren Vorbaurollladen müssen von außen genommen werden.
 Vorbaurollladen Massanleitung Sehr geehrte Kunden, diese Maßanleitung dient zur korrekten Ermittlung der für den RDEMCHER Vorbaurollladen Konfigurator notwendigen Maße. Um diese nleitung optimal nutzen
Vorbaurollladen Massanleitung Sehr geehrte Kunden, diese Maßanleitung dient zur korrekten Ermittlung der für den RDEMCHER Vorbaurollladen Konfigurator notwendigen Maße. Um diese nleitung optimal nutzen
Lineare Funktionen. 1 Proportionale Funktionen 3 1.1 Definition... 3 1.2 Eigenschaften... 3. 2 Steigungsdreieck 3
 Lineare Funktionen Inhaltsverzeichnis 1 Proportionale Funktionen 3 1.1 Definition............................... 3 1.2 Eigenschaften............................. 3 2 Steigungsdreieck 3 3 Lineare Funktionen
Lineare Funktionen Inhaltsverzeichnis 1 Proportionale Funktionen 3 1.1 Definition............................... 3 1.2 Eigenschaften............................. 3 2 Steigungsdreieck 3 3 Lineare Funktionen
1.1 Allgemeines. innerhalb der Nachtzeit (19:00 24:00) Gesamte Normalarbeitszeit (16:00 19:00)
 Gesamte Normalarbeitszeit (16:00 19:00)") Abschnitt 1 Überstunden in der Nacht 11 1.1 Allgemeines # Die Ermittlung und Abrechnung von Überstunden unter der Woche, an Sonn- und Feiertagen wurde bereits im Band I, Abschnitt 3 behandelt. Sehen wir
Abschnitt 1 Überstunden in der Nacht 11 1.1 Allgemeines # Die Ermittlung und Abrechnung von Überstunden unter der Woche, an Sonn- und Feiertagen wurde bereits im Band I, Abschnitt 3 behandelt. Sehen wir
Reden wir über Blech! Dahinter steckt viel mehr: Fertigung, Abwicklung und weitere Vorteile.
 Reden wir über Blech! Dahinter steckt viel mehr: Fertigung, Abwicklung und weitere Vorteile. Ganz genau: So ist Blech. Zumindest bei Schmiedbauer. Unterschiedliche Materialien im Fein- und Dickblechbereich
Reden wir über Blech! Dahinter steckt viel mehr: Fertigung, Abwicklung und weitere Vorteile. Ganz genau: So ist Blech. Zumindest bei Schmiedbauer. Unterschiedliche Materialien im Fein- und Dickblechbereich
50. Mathematik-Olympiade 2. Stufe (Regionalrunde) Klasse 11 13. 501322 Lösung 10 Punkte
 Klasse 11 13. 501322 Lösung 10 Punkte") 50. Mathematik-Olympiade. Stufe (Regionalrunde) Klasse 3 Lösungen c 00 Aufgabenausschuss des Mathematik-Olympiaden e.v. www.mathematik-olympiaden.de. Alle Rechte vorbehalten. 503 Lösung 0 Punkte Es seien
50. Mathematik-Olympiade. Stufe (Regionalrunde) Klasse 3 Lösungen c 00 Aufgabenausschuss des Mathematik-Olympiaden e.v. www.mathematik-olympiaden.de. Alle Rechte vorbehalten. 503 Lösung 0 Punkte Es seien
Meinungen der Bürgerinnen und Bürger in Hamburg und Berlin zu einer Bewerbung um die Austragung der Olympischen Spiele
 Meinungen der Bürgerinnen und Bürger in Hamburg und Berlin zu einer Bewerbung um die Austragung der Olympischen Spiele 4. März 2015 q5337/31319 Le forsa Politik- und Sozialforschung GmbH Büro Berlin Schreiberhauer
Meinungen der Bürgerinnen und Bürger in Hamburg und Berlin zu einer Bewerbung um die Austragung der Olympischen Spiele 4. März 2015 q5337/31319 Le forsa Politik- und Sozialforschung GmbH Büro Berlin Schreiberhauer
Zulassung zur Abiturprüfung 2013 G8
 Die Informationen beziehen sich auf die Prüfungsordnung, die für die Schüler gilt, die im Schuljahr 2010/11 in die gymnasiale Oberstufe eingetreten sind und eine Schulzeit von 12 Jahren (G8) haben. Besondere
Die Informationen beziehen sich auf die Prüfungsordnung, die für die Schüler gilt, die im Schuljahr 2010/11 in die gymnasiale Oberstufe eingetreten sind und eine Schulzeit von 12 Jahren (G8) haben. Besondere
Zeichen bei Zahlen entschlüsseln
 Zeichen bei Zahlen entschlüsseln In diesem Kapitel... Verwendung des Zahlenstrahls Absolut richtige Bestimmung von absoluten Werten Operationen bei Zahlen mit Vorzeichen: Addieren, Subtrahieren, Multiplizieren
Zeichen bei Zahlen entschlüsseln In diesem Kapitel... Verwendung des Zahlenstrahls Absolut richtige Bestimmung von absoluten Werten Operationen bei Zahlen mit Vorzeichen: Addieren, Subtrahieren, Multiplizieren
Projektarbeit CATIA V5 3D Differenzial
 Projektarbeit CATIA V5 3D Differenzial Von Valery Volov Differenzialgetriebe Ein Differenzialgetriebe oder kurz Differenzial genannt ist ein spezielles Planetengetriebe mit einer Standübersetzung i 0 =
Projektarbeit CATIA V5 3D Differenzial Von Valery Volov Differenzialgetriebe Ein Differenzialgetriebe oder kurz Differenzial genannt ist ein spezielles Planetengetriebe mit einer Standübersetzung i 0 =
V 2 B, C, D Drinks. Möglicher Lösungsweg a) Gleichungssystem: 300x + 400 y = 520 300x + 500y = 597,5 2x3 Matrix: Energydrink 0,7 Mineralwasser 0,775,
 Gleichungssystem: 300x + 400 y = 520 300x + 500y = 597,5 2x3 Matrix: Energydrink 0,7 Mineralwasser 0,775,") Aufgabenpool für angewandte Mathematik / 1. Jahrgang V B, C, D Drinks Ein gastronomischer Betrieb kauft 300 Dosen Energydrinks (0,3 l) und 400 Liter Flaschen Mineralwasser und zahlt dafür 50, Euro. Einen
Aufgabenpool für angewandte Mathematik / 1. Jahrgang V B, C, D Drinks Ein gastronomischer Betrieb kauft 300 Dosen Energydrinks (0,3 l) und 400 Liter Flaschen Mineralwasser und zahlt dafür 50, Euro. Einen
Aluminium-Rundstangen EN AW-6026
 Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Information zu: Aluminium-Rundstangen EN AW-6026 Hervorragender Korrosionswidersstand Gute Spanbildung Eloxier und Hartcoatierfähig RoHS-Konform Abmessungsbereich: ø 10-200 mm; gezogen =< ø 60 mm; gepresst
Stand: 28.11.2012. Adressnummern ändern Modulbeschreibung
 Seite 1 Inhalt Allgemein...3 Installation...3 manuelle Eingabe von alten und neuen Adressnummern...4 Vorbereiten von Adressnummern-Änderungen in Tabellen...5 Seite 2 Allgemein Das INKS-Modul ermöglicht
Seite 1 Inhalt Allgemein...3 Installation...3 manuelle Eingabe von alten und neuen Adressnummern...4 Vorbereiten von Adressnummern-Änderungen in Tabellen...5 Seite 2 Allgemein Das INKS-Modul ermöglicht
Wenn Sie am Grauen Star leiden, haben wir die Linse für Sie mit der Sie wieder ohne Brille in die Ferne UND Nähe sehen können!
 Multifokale Intraokularlinsen Wenn Sie am Grauen Star leiden, haben wir die Linse für Sie mit der Sie wieder ohne Brille in die Ferne UND Nähe sehen können! Die Informationen, die sie in dieser Broschüre
Multifokale Intraokularlinsen Wenn Sie am Grauen Star leiden, haben wir die Linse für Sie mit der Sie wieder ohne Brille in die Ferne UND Nähe sehen können! Die Informationen, die sie in dieser Broschüre
Wichtiges Thema: Ihre private Rente und der viel zu wenig beachtete - Rentenfaktor
 Wichtiges Thema: Ihre private Rente und der viel zu wenig beachtete - Rentenfaktor Ihre private Gesamtrente setzt sich zusammen aus der garantierten Rente und der Rente, die sich aus den über die Garantieverzinsung
Wichtiges Thema: Ihre private Rente und der viel zu wenig beachtete - Rentenfaktor Ihre private Gesamtrente setzt sich zusammen aus der garantierten Rente und der Rente, die sich aus den über die Garantieverzinsung
Material: 16MnCr5 z = 25. Rp 0,2 = 630 N / 2 mm β = 0. Einsatzhärtung b = 40 mm. Material: 34Cr4 Rp 0,2 = 700 N / mm. n = 480 min -1 K A = 1,5
 9997 ühlhausen (1) Aufgabenstellung Für eine Getriebewelle sind die Verbindungsstelle zwischen der Welle und der Nabe sowie die Lagerstellen zu gestalten! Als Lager sind Radialrillenkugellager nach DIN
9997 ühlhausen (1) Aufgabenstellung Für eine Getriebewelle sind die Verbindungsstelle zwischen der Welle und der Nabe sowie die Lagerstellen zu gestalten! Als Lager sind Radialrillenkugellager nach DIN
Übungsaufgaben Tilgungsrechnung
 1 Zusatzmaterialien zu Finanz- und Wirtschaftsmathematik im Unterricht, Band 1 Übungsaufgaben Tilgungsrechnung Überarbeitungsstand: 1.März 2016 Die grundlegenden Ideen der folgenden Aufgaben beruhen auf
1 Zusatzmaterialien zu Finanz- und Wirtschaftsmathematik im Unterricht, Band 1 Übungsaufgaben Tilgungsrechnung Überarbeitungsstand: 1.März 2016 Die grundlegenden Ideen der folgenden Aufgaben beruhen auf
Abituraufgabe zur Stochastik, Hessen 2009, Grundkurs (TR)
") Abituraufgabe zur Stochastik, Hessen 2009, Grundkurs (TR) Eine Firma stellt USB-Sticks her. Sie werden in der Fabrik ungeprüft in Packungen zu je 20 Stück verpackt und an Händler ausgeliefert. 1 Ein Händler
Abituraufgabe zur Stochastik, Hessen 2009, Grundkurs (TR) Eine Firma stellt USB-Sticks her. Sie werden in der Fabrik ungeprüft in Packungen zu je 20 Stück verpackt und an Händler ausgeliefert. 1 Ein Händler
Handbuch. NAFI Online-Spezial. Kunden- / Datenverwaltung. 1. Auflage. (Stand: 24.09.2014)
") Handbuch NAFI Online-Spezial 1. Auflage (Stand: 24.09.2014) Copyright 2016 by NAFI GmbH Unerlaubte Vervielfältigungen sind untersagt! Inhaltsangabe Einleitung... 3 Kundenauswahl... 3 Kunde hinzufügen...
Handbuch NAFI Online-Spezial 1. Auflage (Stand: 24.09.2014) Copyright 2016 by NAFI GmbH Unerlaubte Vervielfältigungen sind untersagt! Inhaltsangabe Einleitung... 3 Kundenauswahl... 3 Kunde hinzufügen...
Ermüdungsverhalten von DMS (Dehnmess-Streifen)
") Informationsschrift Ermüdungsverhalten von DMS (Dehnmess-Streifen) Die nachfolgenden Ueberlegungen gelten nur Metallfolien-DMS, nicht für Halbleiter-DMS. Fazit dieser Arbeit Korrekt installierte Dehnmess-Streifen
Informationsschrift Ermüdungsverhalten von DMS (Dehnmess-Streifen) Die nachfolgenden Ueberlegungen gelten nur Metallfolien-DMS, nicht für Halbleiter-DMS. Fazit dieser Arbeit Korrekt installierte Dehnmess-Streifen
Chemie Zusammenfassung KA 2
 Chemie Zusammenfassung KA 2 Wärmemenge Q bei einer Reaktion Chemische Reaktionen haben eine Gemeinsamkeit: Bei der Reaktion wird entweder Energie/Wärme frei (exotherm). Oder es wird Wärme/Energie aufgenommen
Chemie Zusammenfassung KA 2 Wärmemenge Q bei einer Reaktion Chemische Reaktionen haben eine Gemeinsamkeit: Bei der Reaktion wird entweder Energie/Wärme frei (exotherm). Oder es wird Wärme/Energie aufgenommen
Datenübernahme von HKO 5.9 zur. Advolux Kanzleisoftware
 Datenübernahme von HKO 5.9 zur Advolux Kanzleisoftware Die Datenübernahme (DÜ) von HKO 5.9 zu Advolux Kanzleisoftware ist aufgrund der von Update zu Update veränderten Datenbank (DB)-Strukturen in HKO
Datenübernahme von HKO 5.9 zur Advolux Kanzleisoftware Die Datenübernahme (DÜ) von HKO 5.9 zu Advolux Kanzleisoftware ist aufgrund der von Update zu Update veränderten Datenbank (DB)-Strukturen in HKO
Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])
![Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])](/thumbs/29/13170670.jpg "Erstellen einer Collage. Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu])") 3.7 Erstellen einer Collage Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu]) Dann Größe des Dokuments festlegen beispielsweise A4 (weitere
3.7 Erstellen einer Collage Zuerst ein leeres Dokument erzeugen, auf dem alle anderen Bilder zusammengefügt werden sollen (über [Datei] > [Neu]) Dann Größe des Dokuments festlegen beispielsweise A4 (weitere
4.2.5 Wie berücksichtigt man den Einsatz und die Abnutzung der Anlagen?
 Seite 1 4.2.5 4.2.5 den Einsatz und die Bei der Erzeugung von Produkten bzw. der Erbringung von Leistungen sind in der Regel Anlagen (wie zum Beispiel Gebäude, Maschinen, Betriebs- und Geschäftsausstattung)
Seite 1 4.2.5 4.2.5 den Einsatz und die Bei der Erzeugung von Produkten bzw. der Erbringung von Leistungen sind in der Regel Anlagen (wie zum Beispiel Gebäude, Maschinen, Betriebs- und Geschäftsausstattung)
2. Aufgabe (3 Punkte) Errechne anhand der angegebenen Daten den Abschreibungssatz der linearen Abschreibung in Prozent. Erklärung:
 Errechne anhand der angegebenen Daten den Abschreibungssatz der linearen Abschreibung in Prozent. Erklärung:") Beschreibung zu den Aufgaben 1. bis 3. Im Zuge der Einführung des neuen Warenwirtschaftssystems hat die Marktplatz GmbH auch den Fuhrpark erweitert. Es wurden neue Lieferwagen, Pkw und Gabelstapler gekauft.
Beschreibung zu den Aufgaben 1. bis 3. Im Zuge der Einführung des neuen Warenwirtschaftssystems hat die Marktplatz GmbH auch den Fuhrpark erweitert. Es wurden neue Lieferwagen, Pkw und Gabelstapler gekauft.
Das Persönliche Budget in verständlicher Sprache
 Das Persönliche Budget in verständlicher Sprache Das Persönliche Budget mehr Selbstbestimmung, mehr Selbstständigkeit, mehr Selbstbewusstsein! Dieser Text soll den behinderten Menschen in Westfalen-Lippe,
Das Persönliche Budget in verständlicher Sprache Das Persönliche Budget mehr Selbstbestimmung, mehr Selbstständigkeit, mehr Selbstbewusstsein! Dieser Text soll den behinderten Menschen in Westfalen-Lippe,
Würfelt man dabei je genau 10 - mal eine 1, 2, 3, 4, 5 und 6, so beträgt die Anzahl. der verschiedenen Reihenfolgen, in denen man dies tun kann, 60!.
 040304 Übung 9a Analysis, Abschnitt 4, Folie 8 Die Wahrscheinlichkeit, dass bei n - maliger Durchführung eines Zufallexperiments ein Ereignis A ( mit Wahrscheinlichkeit p p ( A ) ) für eine beliebige Anzahl
040304 Übung 9a Analysis, Abschnitt 4, Folie 8 Die Wahrscheinlichkeit, dass bei n - maliger Durchführung eines Zufallexperiments ein Ereignis A ( mit Wahrscheinlichkeit p p ( A ) ) für eine beliebige Anzahl
Praktikum Physik. Protokoll zum Versuch: Geometrische Optik. Durchgeführt am 24.11.2011
 Praktikum Physik Protokoll zum Versuch: Geometrische Optik Durchgeführt am 24.11.2011 Gruppe X Name1 und Name 2 ([email protected]) ([email protected]) Betreuerin: Wir bestätigen hiermit, dass wir das
Praktikum Physik Protokoll zum Versuch: Geometrische Optik Durchgeführt am 24.11.2011 Gruppe X Name1 und Name 2 ([email protected]) ([email protected]) Betreuerin: Wir bestätigen hiermit, dass wir das
SAFEYTEAMS-Newsletter Nr. 5
 CE-Kennzeichnung I Gefahrenanalysen I Maschinen-Prüfungen I Workshops I Seminare SAFEYTEAMS-Newsletter Nr. 5 Thema Bedeutung des Performance-Levels (PL) Definition nach Norm EN 13849: Diskreter Level,
CE-Kennzeichnung I Gefahrenanalysen I Maschinen-Prüfungen I Workshops I Seminare SAFEYTEAMS-Newsletter Nr. 5 Thema Bedeutung des Performance-Levels (PL) Definition nach Norm EN 13849: Diskreter Level,
Benutzerhandbuch - Elterliche Kontrolle
 Benutzerhandbuch - Elterliche Kontrolle Verzeichnis Was ist die mymaga-startseite? 1. erste Anmeldung - Administrator 2. schnittstelle 2.1 Administrator - Hautbildschirm 2.2 Administrator - rechtes Menü
Benutzerhandbuch - Elterliche Kontrolle Verzeichnis Was ist die mymaga-startseite? 1. erste Anmeldung - Administrator 2. schnittstelle 2.1 Administrator - Hautbildschirm 2.2 Administrator - rechtes Menü
Durch Wissen Millionär WerDen... Wer hat zuerst die Million erreicht? spielanleitung Zahl der spieler: alter: redaktion / autor: inhalt:
 Spielanleitung Durch Wissen Millionär werden... Diesen Traum kann man sich in diesem beliebten Quiz-Spiel erfüllen. Ob allein oder in der geselligen Runde dieses Quiz enthält 330 Fragen und 1.320 Multiple-Choice-Antworten.
Spielanleitung Durch Wissen Millionär werden... Diesen Traum kann man sich in diesem beliebten Quiz-Spiel erfüllen. Ob allein oder in der geselligen Runde dieses Quiz enthält 330 Fragen und 1.320 Multiple-Choice-Antworten.
Fragebogen ISONORM 9241/110-S
 Fragebogen ISONORM 9241/110-S Beurteilung von Software auf Grundlage der Internationalen Ergonomie-Norm DIN EN ISO 9241-110 von Prof. Dr. Jochen Prümper www.seikumu.de Fragebogen ISONORM 9241/110-S Seite
Fragebogen ISONORM 9241/110-S Beurteilung von Software auf Grundlage der Internationalen Ergonomie-Norm DIN EN ISO 9241-110 von Prof. Dr. Jochen Prümper www.seikumu.de Fragebogen ISONORM 9241/110-S Seite
impact ordering Info Produktkonfigurator
 impact ordering Info Copyright Copyright 2013 veenion GmbH Alle Rechte vorbehalten. Kein Teil der Dokumentation darf in irgendeiner Form ohne schriftliche Genehmigung der veenion GmbH reproduziert, verändert
impact ordering Info Copyright Copyright 2013 veenion GmbH Alle Rechte vorbehalten. Kein Teil der Dokumentation darf in irgendeiner Form ohne schriftliche Genehmigung der veenion GmbH reproduziert, verändert
Versand Etiketten / Endlosdruck
 Versand Etiketten / Endlosdruck Dieser Etikettendruck ist nur der Druck mit einem Matrix-Druckern möglich. Bei dem Drucker muss der automatische Zeilenvorschub ausgeschaltet sein (siehe Druckerhandbuch).
Versand Etiketten / Endlosdruck Dieser Etikettendruck ist nur der Druck mit einem Matrix-Druckern möglich. Bei dem Drucker muss der automatische Zeilenvorschub ausgeschaltet sein (siehe Druckerhandbuch).
Wärmeübertragung durch Bauteile (k-wert) nach ÖNORM EN ISO 6946. Copyright 1999 LandesEnergieVerein, Burggasse 9, 8010 Graz. Autor: G.
 nach ÖNORM EN ISO 6946. Copyright 1999 LandesEnergieVerein, Burggasse 9, 8010 Graz. Autor: G.") Wärmeübertragung durch Bauteile (k-wert) nach ÖNOM EN ISO 6946 Copyright 999 LandesEnergieVerein, Burggasse 9, 800 Graz Autor: G. Bittersmann 4.07.000 :3 Seite von 9 Wärmeübertragung durch Bauteile (k-wert)
Wärmeübertragung durch Bauteile (k-wert) nach ÖNOM EN ISO 6946 Copyright 999 LandesEnergieVerein, Burggasse 9, 800 Graz Autor: G. Bittersmann 4.07.000 :3 Seite von 9 Wärmeübertragung durch Bauteile (k-wert)
SUPERSPRINGS. Schraubendruckfedern
 SUPERSPRINGS Schraubendruckfedern Die Geschichte der SuperSprings Unsere eigenen Erwar tun - gen an Schraubendruck - federn sind sehr hoch, deshalb haben wir eines der anspruchsvollsten Produktionswerke
SUPERSPRINGS Schraubendruckfedern Die Geschichte der SuperSprings Unsere eigenen Erwar tun - gen an Schraubendruck - federn sind sehr hoch, deshalb haben wir eines der anspruchsvollsten Produktionswerke
Was ist Sozial-Raum-Orientierung?
 Was ist Sozial-Raum-Orientierung? Dr. Wolfgang Hinte Universität Duisburg-Essen Institut für Stadt-Entwicklung und Sozial-Raum-Orientierte Arbeit Das ist eine Zusammen-Fassung des Vortrages: Sozialräume
Was ist Sozial-Raum-Orientierung? Dr. Wolfgang Hinte Universität Duisburg-Essen Institut für Stadt-Entwicklung und Sozial-Raum-Orientierte Arbeit Das ist eine Zusammen-Fassung des Vortrages: Sozialräume
Folienmodell zur Veranschaulichung der Bewegung von Erde und Mond um ihren gemeinsamen Schwerpunkt: (Verfasser: Werner B. Schneider, Stand 2/2010)
") Folienmodell zur Veranschaulichung der Bewegung von Erde und Mond um ihren gemeinsamen Schwerpunkt: (Verfasser: Werner B. Schneider, Stand 2/2010) Das mit dem Modell verfolgte Ziel besteht darin, die Bewegung
Folienmodell zur Veranschaulichung der Bewegung von Erde und Mond um ihren gemeinsamen Schwerpunkt: (Verfasser: Werner B. Schneider, Stand 2/2010) Das mit dem Modell verfolgte Ziel besteht darin, die Bewegung
Charakteristikum des Gutachtenstils: Es wird mit einer Frage begonnen, sodann werden die Voraussetzungen Schritt für Schritt aufgezeigt und erörtert.
 Der Gutachtenstil: Charakteristikum des Gutachtenstils: Es wird mit einer Frage begonnen, sodann werden die Voraussetzungen Schritt für Schritt aufgezeigt und erörtert. Das Ergebnis steht am Schluß. Charakteristikum
Der Gutachtenstil: Charakteristikum des Gutachtenstils: Es wird mit einer Frage begonnen, sodann werden die Voraussetzungen Schritt für Schritt aufgezeigt und erörtert. Das Ergebnis steht am Schluß. Charakteristikum
Zwischenablage (Bilder, Texte,...)
") Zwischenablage was ist das? Informationen über. die Bedeutung der Windows-Zwischenablage Kopieren und Einfügen mit der Zwischenablage Vermeiden von Fehlern beim Arbeiten mit der Zwischenablage Bei diesen
Zwischenablage was ist das? Informationen über. die Bedeutung der Windows-Zwischenablage Kopieren und Einfügen mit der Zwischenablage Vermeiden von Fehlern beim Arbeiten mit der Zwischenablage Bei diesen
Im Folgenden werden einige typische Fallkonstellationen beschrieben, in denen das Gesetz den Betroffenen in der GKV hilft:
 Im Folgenden werden einige typische Fallkonstellationen beschrieben, in denen das Gesetz den Betroffenen in der GKV hilft: Hinweis: Die im Folgenden dargestellten Fallkonstellationen beziehen sich auf
Im Folgenden werden einige typische Fallkonstellationen beschrieben, in denen das Gesetz den Betroffenen in der GKV hilft: Hinweis: Die im Folgenden dargestellten Fallkonstellationen beziehen sich auf
Kapitalerhöhung - Verbuchung
 Kapitalerhöhung - Verbuchung Beschreibung Eine Kapitalerhöhung ist eine Erhöhung des Aktienkapitals einer Aktiengesellschaft durch Emission von en Aktien. Es gibt unterschiedliche Formen von Kapitalerhöhung.
Kapitalerhöhung - Verbuchung Beschreibung Eine Kapitalerhöhung ist eine Erhöhung des Aktienkapitals einer Aktiengesellschaft durch Emission von en Aktien. Es gibt unterschiedliche Formen von Kapitalerhöhung.
Bestimmung der Brennweite dünner Linsen mit Hilfe der Linsenformel Versuchsprotokoll
 Bestimmung der Brennweite dünner Linsen mit Hilfe der Linsenformel Tobias Krähling email: Homepage: 0.04.007 Version:. Inhaltsverzeichnis. Aufgabenstellung.....................................................
Bestimmung der Brennweite dünner Linsen mit Hilfe der Linsenformel Tobias Krähling email: Homepage: 0.04.007 Version:. Inhaltsverzeichnis. Aufgabenstellung.....................................................
ONLINE-AKADEMIE. "Diplomierter NLP Anwender für Schule und Unterricht" Ziele
 ONLINE-AKADEMIE Ziele Wenn man von Menschen hört, die etwas Großartiges in ihrem Leben geleistet haben, erfahren wir oft, dass diese ihr Ziel über Jahre verfolgt haben oder diesen Wunsch schon bereits
ONLINE-AKADEMIE Ziele Wenn man von Menschen hört, die etwas Großartiges in ihrem Leben geleistet haben, erfahren wir oft, dass diese ihr Ziel über Jahre verfolgt haben oder diesen Wunsch schon bereits
Dow Jones am 13.06.08 im 1-min Chat
 Dow Jones am 13.06.08 im 1-min Chat Dieser Ausschnitt ist eine Formation: Wechselstäbe am unteren Bollinger Band mit Punkt d über dem 20-er GD nach 3 tieferen Hoch s. Wenn ich einen Ausbruch aus Wechselstäben
Dow Jones am 13.06.08 im 1-min Chat Dieser Ausschnitt ist eine Formation: Wechselstäbe am unteren Bollinger Band mit Punkt d über dem 20-er GD nach 3 tieferen Hoch s. Wenn ich einen Ausbruch aus Wechselstäben
Formelsammlung zur Kreisgleichung
 zur Kreisgleichung Julia Wolters 6. Oktober 2008 Inhaltsverzeichnis 1 Allgemeine Kreisgleichung 2 1.1 Berechnung des Mittelpunktes und Radius am Beispiel..... 3 2 Kreis und Gerade 4 2.1 Sekanten, Tangenten,
zur Kreisgleichung Julia Wolters 6. Oktober 2008 Inhaltsverzeichnis 1 Allgemeine Kreisgleichung 2 1.1 Berechnung des Mittelpunktes und Radius am Beispiel..... 3 2 Kreis und Gerade 4 2.1 Sekanten, Tangenten,
Stellen Sie bitte den Cursor in die Spalte B2 und rufen die Funktion Sverweis auf. Es öffnet sich folgendes Dialogfenster
 Es gibt in Excel unter anderem die so genannten Suchfunktionen / Matrixfunktionen Damit können Sie Werte innerhalb eines bestimmten Bereichs suchen. Als Beispiel möchte ich die Funktion Sverweis zeigen.
Es gibt in Excel unter anderem die so genannten Suchfunktionen / Matrixfunktionen Damit können Sie Werte innerhalb eines bestimmten Bereichs suchen. Als Beispiel möchte ich die Funktion Sverweis zeigen.
FAQ 04/2015. Auswirkung der ISO 14119 auf 3SE53/3SF13 Positionsschalter. https://support.industry.siemens.com/cs/ww/de/view/109475921
 FAQ 04/2015 Auswirkung der ISO 14119 auf 3SE53/3SF13 Positionsschalter mit https://support.industry.siemens.com/cs/ww/de/view/109475921 Dieser Beitrag stammt aus dem Siemens Industry Online Support. Es
FAQ 04/2015 Auswirkung der ISO 14119 auf 3SE53/3SF13 Positionsschalter mit https://support.industry.siemens.com/cs/ww/de/view/109475921 Dieser Beitrag stammt aus dem Siemens Industry Online Support. Es
Bruchrechnung Wir teilen gerecht auf
 Bruchrechnung Wir teilen gerecht auf Minipizzen auf Personen. Bruchrechnung Wir teilen gerecht auf Minipizzen auf Personen. : (+) : + Wir teilen einen Teil Eine halbe Minipizza auf Personen. :? Wir teilen
Bruchrechnung Wir teilen gerecht auf Minipizzen auf Personen. Bruchrechnung Wir teilen gerecht auf Minipizzen auf Personen. : (+) : + Wir teilen einen Teil Eine halbe Minipizza auf Personen. :? Wir teilen
Technisches Handbuch. 3. Werkstoffe. 3. Werkstoffe. 3.1. Schraubenwerkstoffe allgemein. 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen
 3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
3.1. Schraubenwerkstoffe allgemein 3.1.1. Festigkeitskennwerte von Schraubenwerkstoffen Zugfestigkeit: Fm = (N/mm 2 ) Ao Fm = maximale Zugkraft (N) Ao = Anfangsquerschnitt (mm 2 ) Streckgrenze: Rel (N/mm
Bericht über die Untersuchung zur Erblichkeit von Herzerkrankungen beim PON
 1 Bericht über die Untersuchung zur Erblichkeit von Herzerkrankungen beim PON Einleitung Bei der Rasse PON wurden im APH in der letzten Zeit auffällig viele Herzkrankheiten und Herzveränderungen unterschiedlicher
1 Bericht über die Untersuchung zur Erblichkeit von Herzerkrankungen beim PON Einleitung Bei der Rasse PON wurden im APH in der letzten Zeit auffällig viele Herzkrankheiten und Herzveränderungen unterschiedlicher
Informationssicherheit als Outsourcing Kandidat
 Informationssicherheit als Outsourcing Kandidat aus Kundenprojekten Frankfurt 16.06.2015 Thomas Freund Senior Security Consultant / ISO 27001 Lead Auditor Agenda Informationssicherheit Outsourcing Kandidat
Informationssicherheit als Outsourcing Kandidat aus Kundenprojekten Frankfurt 16.06.2015 Thomas Freund Senior Security Consultant / ISO 27001 Lead Auditor Agenda Informationssicherheit Outsourcing Kandidat
Inventur. Bemerkung. / Inventur
 Inventur Die beliebige Aufteilung des Artikelstamms nach Artikeln, Lieferanten, Warengruppen, Lagerorten, etc. ermöglicht es Ihnen, Ihre Inventur in mehreren Abschnitten durchzuführen. Bemerkung Zwischen
Inventur Die beliebige Aufteilung des Artikelstamms nach Artikeln, Lieferanten, Warengruppen, Lagerorten, etc. ermöglicht es Ihnen, Ihre Inventur in mehreren Abschnitten durchzuführen. Bemerkung Zwischen
Die Gesellschaftsformen
 Jede Firma - auch eure Schülerfirma - muss sich an bestimmte Spielregeln halten. Dazu gehört auch, dass eine bestimmte Rechtsform für das Unternehmen gewählt wird. Für eure Schülerfirma könnt ihr zwischen
Jede Firma - auch eure Schülerfirma - muss sich an bestimmte Spielregeln halten. Dazu gehört auch, dass eine bestimmte Rechtsform für das Unternehmen gewählt wird. Für eure Schülerfirma könnt ihr zwischen
2.8 Grenzflächeneffekte
 - 86-2.8 Grenzflächeneffekte 2.8.1 Oberflächenspannung An Grenzflächen treten besondere Effekte auf, welche im Volumen nicht beobachtbar sind. Die molekulare Grundlage dafür sind Kohäsionskräfte, d.h.
- 86-2.8 Grenzflächeneffekte 2.8.1 Oberflächenspannung An Grenzflächen treten besondere Effekte auf, welche im Volumen nicht beobachtbar sind. Die molekulare Grundlage dafür sind Kohäsionskräfte, d.h.
Mathematik-Klausur vom 4.2.2004
 Mathematik-Klausur vom 4.2.2004 Aufgabe 1 Ein Klein-Sparer verfügt über 2 000, die er möglichst hoch verzinst anlegen möchte. a) Eine Anlage-Alternative besteht im Kauf von Bundesschatzbriefen vom Typ
Mathematik-Klausur vom 4.2.2004 Aufgabe 1 Ein Klein-Sparer verfügt über 2 000, die er möglichst hoch verzinst anlegen möchte. a) Eine Anlage-Alternative besteht im Kauf von Bundesschatzbriefen vom Typ
Situa?onsbeschreibung aus Sicht einer Gemeinde
 Ein Bürger- und Gemeindebeteiligungsgesetz für Mecklenburg- Vorpommern aus Sicht der Stadt Loitz in Vorpommern Situa?onsbeschreibung aus Sicht einer Gemeinde verschiedene Windkra.anlagen unterschiedlichen
Ein Bürger- und Gemeindebeteiligungsgesetz für Mecklenburg- Vorpommern aus Sicht der Stadt Loitz in Vorpommern Situa?onsbeschreibung aus Sicht einer Gemeinde verschiedene Windkra.anlagen unterschiedlichen
QM: Prüfen -1- KN16.08.2010
 QM: Prüfen -1- KN16.08.2010 2.4 Prüfen 2.4.1 Begriffe, Definitionen Ein wesentlicher Bestandteil der Qualitätssicherung ist das Prüfen. Sie wird aber nicht wie früher nach der Fertigung durch einen Prüfer,
QM: Prüfen -1- KN16.08.2010 2.4 Prüfen 2.4.1 Begriffe, Definitionen Ein wesentlicher Bestandteil der Qualitätssicherung ist das Prüfen. Sie wird aber nicht wie früher nach der Fertigung durch einen Prüfer,
Informationssystemanalyse Problemstellung 2 1. Trotz aller Methoden, Techniken usw. zeigen Untersuchungen sehr negative Ergebnisse:
 Informationssystemanalyse Problemstellung 2 1 Problemstellung Trotz aller Methoden, Techniken usw. zeigen Untersuchungen sehr negative Ergebnisse: große Software-Systeme werden im Schnitt ein Jahr zu spät
Informationssystemanalyse Problemstellung 2 1 Problemstellung Trotz aller Methoden, Techniken usw. zeigen Untersuchungen sehr negative Ergebnisse: große Software-Systeme werden im Schnitt ein Jahr zu spät
Korrigenda Handbuch der Bewertung
 Korrigenda Handbuch der Bewertung Kapitel 3 Abschnitt 3.5 Seite(n) 104-109 Titel Der Terminvertrag: Ein Beispiel für den Einsatz von Future Values Änderungen In den Beispielen 21 und 22 ist der Halbjahressatz
Korrigenda Handbuch der Bewertung Kapitel 3 Abschnitt 3.5 Seite(n) 104-109 Titel Der Terminvertrag: Ein Beispiel für den Einsatz von Future Values Änderungen In den Beispielen 21 und 22 ist der Halbjahressatz
Informationschreiben 85 / 2015
 Steuerberater Josef Zaschka* Sedanstr. 23, 93055 Regensburg Tel.: 0941 / 79 94-585, Fax: -584 mobil: 0171 / 36 47 450 Email: [email protected] *Handelsfachwirt Sparkasse Regensburg IBAN: DE53 7505 0000
Steuerberater Josef Zaschka* Sedanstr. 23, 93055 Regensburg Tel.: 0941 / 79 94-585, Fax: -584 mobil: 0171 / 36 47 450 Email: [email protected] *Handelsfachwirt Sparkasse Regensburg IBAN: DE53 7505 0000
Zulassung nach MID (Measurement Instruments Directive)
") Anwender - I n f o MID-Zulassung H 00.01 / 12.08 Zulassung nach MID (Measurement Instruments Directive) Inhaltsverzeichnis 1. Hinweis 2. Gesetzesgrundlage 3. Inhalte 4. Zählerkennzeichnung/Zulassungszeichen
Anwender - I n f o MID-Zulassung H 00.01 / 12.08 Zulassung nach MID (Measurement Instruments Directive) Inhaltsverzeichnis 1. Hinweis 2. Gesetzesgrundlage 3. Inhalte 4. Zählerkennzeichnung/Zulassungszeichen
Arbeit Leistung Energie
 Arbeit Leistung Energie manuell geistig Was ist Arbeit Wie misst man Arbeit? Ist geistige Arbeit messbar? Wann wird physikalische Arbeit verrichtet? Es wird physikalische Arbeit verrichtet, wenn eine Kraft
Arbeit Leistung Energie manuell geistig Was ist Arbeit Wie misst man Arbeit? Ist geistige Arbeit messbar? Wann wird physikalische Arbeit verrichtet? Es wird physikalische Arbeit verrichtet, wenn eine Kraft
Der monatliche Tarif für ein Handy wurde als lineare Funktion der Form f(x) = k x + d modelliert (siehe Grafik).
 = k x + d modelliert (siehe Grafik).") 1) Handytarif Der monatliche Tarif für ein Handy wurde als lineare Funktion der Form f(x) = k x + d modelliert (siehe Grafik). Euro Gesprächsminuten Tragen Sie in der folgenden Tabelle ein, welche Bedeutung
1) Handytarif Der monatliche Tarif für ein Handy wurde als lineare Funktion der Form f(x) = k x + d modelliert (siehe Grafik). Euro Gesprächsminuten Tragen Sie in der folgenden Tabelle ein, welche Bedeutung
Projekt Standardisierte schriftliche Reifeprüfung in Mathematik. T e s t h e f t B 1. Schulbezeichnung:.. Klasse: Vorname: Datum:.
 Projekt Standardisierte schriftliche Reifeprüfung in Mathematik T e s t h e f t B Schulbezeichnung:.. Klasse: Schüler(in) Nachname:. Vorname: Datum:. B Große und kleine Zahlen In Wikipedia findet man die
Projekt Standardisierte schriftliche Reifeprüfung in Mathematik T e s t h e f t B Schulbezeichnung:.. Klasse: Schüler(in) Nachname:. Vorname: Datum:. B Große und kleine Zahlen In Wikipedia findet man die
Auftragsbearbeitung 3.1
 Auftragsbearbeitung / Bearbeitung bestehender Aufträge Automatische / manuelle Soll/Ist-Aufteilung (Stempelungen) Auf Aufträge kann über das Programm 15.2.1 gestempelt werden (PC in der Werkstatt auf dem
Auftragsbearbeitung / Bearbeitung bestehender Aufträge Automatische / manuelle Soll/Ist-Aufteilung (Stempelungen) Auf Aufträge kann über das Programm 15.2.1 gestempelt werden (PC in der Werkstatt auf dem
Einführung in. Logische Schaltungen
 Einführung in Logische Schaltungen 1/7 Inhaltsverzeichnis 1. Einführung 1. Was sind logische Schaltungen 2. Grundlegende Elemente 3. Weitere Elemente 4. Beispiel einer logischen Schaltung 2. Notation von
Einführung in Logische Schaltungen 1/7 Inhaltsverzeichnis 1. Einführung 1. Was sind logische Schaltungen 2. Grundlegende Elemente 3. Weitere Elemente 4. Beispiel einer logischen Schaltung 2. Notation von