Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 1
|
|
|
- Ingelore Gärtner
- vor 7 Jahren
- Abrufe
Transkript
1 Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr Abnahmeprüfung für Drehmaschinen mit normaler Genauigkeit 1.1 Versuchsinhalt: Durchführung der Abnahmeprüfung an der im Labor für Werkzeugmaschinen befindlichen Drehmaschine HARRISON M250 nach DIN Theoretische Grundlagen Die Durchführung der Abnahmeprüfung für Drehmaschinen macht sich u.a. erforderlich um: die vom Hersteller angegebene Genauigkeit bei Erstinbetriebnahme zu kontrollieren, damit eventuelle Abweichungen festgestellt und dokumentiert werden, um gegebenenfalls Garantieansprüche geltend machen zu können, nach einer längeren Betriebsdauer die Abweichungen der Maschinengenauigkeit und die Abnutzung der für das Erreichen des Drehergebnisses relevanten Maschinenbaugruppen (Führungsbahnen des Maschinenbettes, Reitstockführung, Spiel der Arbeitsspindel, Parallelität der Reitstockpinole u.a.) zu ermitteln. Die Beurteilung einer Drehmaschine durch die Abnahmeprüfung ist auch ein Kriterium zu ihrer Aussonderung bzw. zur Zuteilung von Zerspanarbeiten mit geringeren Anforderungen an die Genauigkeit des Arbeitsergebnisses. Bei der Abnahmeprüfung nach DIN 8605 werden geometrische Prüfungen, z.b.: Geradlinigkeit der Bettschlittenbewegung in der Waagerechten, Parallelität der Bettschlittenbewegung und Reitstockführung (waagerecht und senkrecht), Axialruhe der Arbeitsspindel und Planlaufgenauigkeit der Planfläche, Rundlauf des Zentrierkegels der Arbeitsspindel, Rundlauf des Innenkegels der Arbeitsspindel, und praktische Prüfungen Arbeitsgenauigkeit beim Längsdrehen, Arbeitsgenauigkeit beim Plandrehen, Steigungsgenauigkeit beim Gewindedrehen durchgeführt. Die Prüfbedingungen entsprechen DIN 8601 (Folgeausgabe z.z. noch Entwurf). 1.3 Versuchsvorbereitung und Versuchsdurchführung Versuchsvorbereitung und Versuchsdurchführung werden nach der an der Drehmaschine ausliegenden DIN 8605 durchgeführt. Praktische Prüfungen der Drehmaschine werden nicht durchgeführt. Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Studenten durch ein Kolloquium.
2 1.4 Verwendete Maschinen und Geräte Leit- und Zugspindel-Drehmaschine HARRISON "M 250" Feinzeiger nach DIN 879 Prüfdorn Prüfdorn mit kegeligem Aufnahmeschaft DIN 8605 (liegt aus) 1.5 Praktikumsauswertung Messwerte: Nr. Gegenstand der Prüfung zulässig Abweichungen gemessen Vorbereitende Maßnahmen 1 Ausrichten der Maschine a) längs a= b= Ausrichten der Maschine b) quer a= b= Geometrische Prüfungen G1 Geradlinigkeit der Bettschlittenbewegung... (a) a= G2 Parallelität der Bettschlittenbewegung a und b = a= b= G3 a) Axialruhe der Arbeitsspindel a= a= b) Planlaufgenauigkeit der Planfläche b= b= G4 Rundlauf des Zentrierkegels... a= a= G5 G6 G7 Rundlauf des Innenkegels... Parallelität der Arbeitsspindelachse... Parallelität der Pinolenachse zur Bettschlittenbewegung a= a= b= b= a= a= b= b= a= a= b= b= G8 Parallelität des Reitstockkegels zur Bettschlittenbewegung a= a= b= b= G9 Abstandsgleichheit der Zentrierspitzen a= a= G10 Parallelität der Arbeitsspindelachse... a= a= Fassen Sie die Prüfungen sinnvoll zusammen! Die aufgenommenen Messwerte sind mit den in DIN 8605 zugelassenen Abweichungen an den einzelnen Messstellen zu vergleichen. Der Zustand der Maschine ist einzuschätzen. Welche Fertigungsgenauigkeitsklasse kann erreicht werden?
3 1.6 Schwerpunkte für das Kolloquium Welche Abweichungen ergeben sich am Drehergebnis aus den Ungenauigkeiten der Parameter: Parallelität der Bettschlittenbewegung und Reitstockführung (waagerecht und senkrecht), Geradlinigkeit der Bettschlittenbewegung in der Waagerechten. Nennen Sie Ihnen bekannte Hilfsmittel für das Drehen schlanker, langer Werkstücke und geben Sie Spannhinweise dazu. Nennen Sie Beispiele (Geometrietoleranzen), bei denen die Bearbeitung in einer Aufspannung zum Erreichen des geforderten Arbeitsergebnisses notwendig ist (3). Literatur: M. Weck Werkzeugmaschinen, Fertigungssysteme, Band l, VDI-Verlag, 1991 DIN 8605 Werkzeugmaschinen, Drehmaschinen mit normaler Genauigkeit, Umlaufdurchmesser bis 500 mm, Drehlänge bis 1500 mm, Abnahmebedingungen DIN 8601 (Werkzeugmaschinen, Prüfverfahren (z.z. noch Entwurf) ) Vorlesungsmitschrift "Konstruktion" Vorlesungsmitschrift "Werkzeugmaschinen"
4 Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr Messung von Werkstückgeometrien auf einer Koordinatenmessanlage 2. 1 Versuchsinhalt: Anwendung von 3D-Koordinatenmeßmaschinen zur Bestimmung von Werkstückgeometrien. 2.2 Theoretische Grundlagen Die Koordinatenmesstechnik bestimmt Geometrien von Werkstücken durch Punkte in einem räumlichen Koordinatensystem. Mit Hilfe der Verfahrachsen, die die Koordinatenachsen darstellen, wird eine Relativbewegung zwischen Tastsystem und Antastpunkt am Werkstück durchgeführt. Die Antastung selbst wird je nach Lage des Messpunktes durch unterschiedliche Tasterformen, deren Geometrie durch einen vorangegangenen Einmessvorgang (Abeichen) ermittelt wurde, durchgeführt. Die Verknüpfung der erfassten Messwerte zu geometrischen Kenngrößen und deren Protokollierung erfolgt durch einen angeschlossenen Rechner mit entsprechender Peripherie. Es besteht also die Möglichkeit Messvorgänge für die am häufigsten auftretenden Geometriemessaufgaben zu beschleunigen und dabei subjektive Einflüsse auf die Messergebnisse zu verringern Versuchsvorbereitung Nach der Inbetriebnahme der Steuerung und des Rechners muß zuerst der Taster abgeeicht werden. 2.4 Verwendete Maschinen und Geräte MORA 3D-Meßanlage Referenzkugel Prüfstück 2. 5 Praktikumsdurchführung Die Abmessungen des Prüfstückes sind anhand einer Auswahl von Geometriemerkmalen festzustellen. Die Messung wird sowohl Hand- als auch CNC-geführt vorgenommen. Die Ergebnisse sind als Messprotokoll auszugeben Praktikumsauswertung Das Praktikum ist verbal auszuwerten. Die Bedienerfreundlichkeit der Software ist einzuschätzen. Hierbei ist insbesondere der Nutzen für die Wiederholung von Messungen an komplizierten Geometrieelementen zu betrachten. Der Praktikumsauswertung sind die Protokollausdrucke der Messsoftware "Delta" beizulegen.
5 2. 7 Schwerpunkte für die Praktikumsvorbereitung Welche Bauarten von Koordinatenmessgeräten sind Ihnen bekannt? Gehen Sie auch auf die erreichbare Messgenauigkeit ein! Nennen Sie Vorteile von Koordinatenmessanlagen gegenüber herkömmlichen Messeinrichtungen zur Geometriebestimmung! Welche Tastsysteme kommen an Koordinatenmessanlagen zum Einsatz? Geben Sie einen Überblick über meistverwendete Systeme! Literatur: Prof. Dr.-Ing. Dr. h.c. Pfeifer Koordinatenmeßtechnik für die Qualitätssicherung, VDI Verlag, Düsseldorf, 1992
6 Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 3 Einfluss der Verfahrensparameter und Werkzeuge auf die Werkstückoberfläche beim Fräsen 3.1 Versuchsinhalt Durch Untersuchung von mit unterschiedlichen Werkzeugen und verschiedenen Werten für Vorschub, Schnittgeschwindigkeit und Schnitttiefe (Schnittwerte) bearbeitete Werkstücke sollen die Einflüsse dieser Parameter auf die erreichbare Oberflächenqualität ermittelt werden. Die Messung der Oberflächenwerte R z, R a, R pm und R t, erfolgt im Tastschnittverfahren mit dem Oberflächentastschnittgerät der Fa. Hommel sowie R t auch rechnerisch. 3.2 Theoretische Grundlagen Das Fräsen Fräsen ist ein spanabhebendes Fertigungsverfahren mit kreisförmiger Schnittbewegung eines meist mehrzahnigen Werkzeugs zur Erzeugung beliebiger Werkstückoberflächen. Zustell- und Vorschubbewegung werden durch das Werkstück oder das Werkzeug bzw. von beiden ausgeführt. Man unterscheidet die Fräsarten Stirnfräsen und Walzfräsen. Beim Stirnfräsen erfolgt die Glättung der bearbeiteten Fläche durch die Stirnzähne des Werkzeuges, die Werkstückoberfläche wird durch die Nebenschneide erzeugt: s Vorschub pro Zahn a Schnitttiefe Beim Walzfräsen erfolgt die Glättung der bearbeiteten Fläche durch die Umfangszähne des Werkzeuges, die Werkstückoberfläche wird durch die Hauptschneide erzeugt: Beim Fräsen unterscheidet man noch in Gegenlauf- und Gleichlauffräsen (je nach Werkzeugdreh- und Vorschubrichtung)
7 2.2.2 Grundbegriffe der Oberflächenmesstechnik Das geometrisch ideale Profil entspricht einer geometrisch idealen Oberfläche. Das Ist-Profil ist das ermittelte (angenäherte) Profil einer Oberfläche und hängt also vom Messverfahren ab. Das in den höchsten Punkt des Ist-Profils verschobene geometrisch ideale Profil ist das Bezugsprofil und stellt den Bezug für alle Gestaltabweichungen dar. Als mittleres Profil bezeichnet man das innerhalb der Rauheitsbezugsstrecke l senkrecht zum geometrisch idealen Profil so verschobene Bezugsprofil, daß die Differenz der oberhalb (F oi ) und unterhalb (F ui ) vom Ist- Profil eingeschlossenen werkstofferfüllten Flächenstücke gleich Null ist: ΣF oi = ΣF ui. (1) Die Senkrechtmaße für die Gestaltabweichung dritter bis fünfter Ordnung (Rillen; Riefen, Schuppen, Kuppen; Gefügestruktur) werden innerhalb der Rauheitsbezugsstrecke l ermittelt. Sie ergeben sich aus der rechtwinklig zum geometrisch idealen Profil durchgeführten Messung der Abstände von jeweils zugeordneten Punkten, die auf verschiedenen Profilen liegen. Ihre Maßeinheit ist das Mikrometer (1 µm = 0,001 mm). Rauhtiefe R t : Abstand des Grundprofils vom Bezugsprofil. Die Rauhtiefe ist der größte rechtwinklig zum geometrisch idealen Profil gemessene Abstand des Ist- Profils vom Bezugsprofil (H - T). R t = H-T (2) Glättungstiefe R pm : Mittlerer Abstand des Bezugsprofils vom Ist-Profil (3) Die Glättungstiefe ist auch gleich dem Abstand des mittleren Profils vom Bezugsprofil.
8 Mittenrauhwert R a : Arithmetischer Mittelwert der absoluten Beträge der Abstände h i des Ist- Profils vom mittleren Profil. (4) Einzelrauhtiefe Z i (Z i = Z 1 bis Z 5 ): Abstand zweier Parallelen zur mittleren Linie (mittleres Profil), die innerhalb der Einzelmesstrecke das Rauheitsprofil am höchsten bzw. tiefsten Punkt berühren. l v Vorlaufstrecke l t Taststrecke l e Einzelmesstrecke Z i Einzelrauhtiefen l m Gesamtmesstrecke R max Maximale Rauhtiefe l n Nachlaufstrecke Gemittelte Rauhtiefe (5) Ermittlung der Oberflächengrößen R a, R pm, R z, und R t Rechnerische Ermittlung der theoretischen Größen Der an der Werkstückoberfläche zu erwartende Wert der Größe R t ist aus den Werkzeug- und Bearbeitungsdaten rechnerisch zu ermitteln.
9 Beim Walzfräsen: (r ε - Radius des Fräsers) (6) f z Vorschub je Fräserzahn (=v f /(z*n) n Drehzahl (min -1 ) z Anzahl der Werkzeugschneiden v f Tischvorschub (mm * min -1 ) Beim Stirnfräsen ist die zu erwartende Oberflächenqualität weiterhin stark von der Schneidengeometrie abhängig: κ 1 - Einstellwinkel der Hauptschneide κ 2 - Einstellwinkel der Nebenschneide r ε - Spitzenradius des Fräserzahns (Eckenrundung) f z - Vorschub pro Zahn R t,th - theoretische maximale Rauhtiefe (7) Ermittlung der tatsächlichen Größen Tastschnittgeräte sind mechanisch-elektrisch (induktiv) arbeitende Einrichtungen zur Oberflächenmessung. Das in diesem Praktikumsversuch zu verwendende Gerät arbeitet nach dem Abfühlverfahren. Hierbei wird die Tastnadel stetig über die Oberfläche geführt und die Nadel hebt und senkt sich in Abhängigkeit vom Profilverlauf. Die Hubbewegung wird vergrößert und angezeigt bzw. aufgezeichnet. Man unterscheidet hierzu das Abtastverfahren, bei dem die Tastnadel mit vorgeschriebener Frequenz auf die zu prüfende Oberfläche fällt, welche unter ihr mit konstantem Vorschub durchgeführt wird. Die Bedienung des Tastschnittgerätes erfolgt anhand der am Messplatz ausliegenden Bedienanleitung und nach Anweisung des Praktikumsbetreuers.
10 2.3 Praktikumsablauf Einführung Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Studenten durch ein Kolloquium. Anschließend findet eine Einweisung in die Bedienung des Oberflächentastschnittgerätes für den messtechnischen Teil des Praktikums statt Verwendete Maschinen und Geräte Prüfwerkstücke Oberflächentastschnittgerät Kufentaster Versuchsvorbereitung Einlegen des Werkstückes Einspannen des Messtasters Wahl des Messprogramms Kontrolle der Einstellungen durch den Praktikumsbetreuer Versuchsdurchführung Es werden insgesamt fünf verschiedene Werkstückoberflächen untersucht. Die Bearbeitungsangaben sind aus nachfolgender Tabelle zu entnehmen. Die Oberflächengröße R t ist rechnerisch und durch Messung am Oberflächentastschnittgerät zu bestimmen. Daten Stirnfräsen A Schaftfr. B Schaftfr. Walzfräsen C Planfr. 1 WSF40 2 WSSF 40 Drehzahl n, [min -1 ] Zähnezahl z Fräserdurchmesser Vorschubgeschw Einstellwinkel der Hauptschneide κ Einstellwinkel der Nebenschneide κ 2 1,5 1, Eckenradius r ε,[mm] 0 0 Schnitttiefe a,[mm] Versuchsauswertung Für die durch Stirnfräsen erzeugten Oberflächen ist der ermittelte Wert für R t mit dem errechneten zu vergleichen. Wie groß ist R t,th an der mit Planfräser bearbeiteten Oberfläche? Die durch (Gegenlauf-) Walzfräsen erzeugten Oberflächen sind kreuzweise abzutasten. Der Einfluss der Schruppzahnung ist für beide Tastrichtungen optisch und durch Vergleich der Messwerte zu kommentieren.
11 Zahnvorschub am Prüfstück [mm] errechneter ermittelte Werte Wert R t,th R z R a R pm R t A B C 1 2 Die Ergebnisse sind hinsichtlich möglicher Fehlerquellen und der Verwendung der erreichten Oberfläche auszuwerten. 2.5 Schwerpunkte für das Kolloquium Nennen Sie Aufgaben der Messtechnik im Bereich der Fertigungstechnik! Nennen Sie Ihnen bekannte Verfahren zur Bestimmung der Oberflächenkennwerte nach DIN 4762 bis 4768! Beschreiben Sie kurz die Einflüsse der Werkzeuggeometrie und der Verfahrensparameter auf die zu erwartende Rauhtiefe Unterscheiden Sie die Fräsarten Gleich- und Gegenlauffräsen und beschreiben Sie die auftretenden Probleme hinsichtlich des Schnittkraftverlaufes, des Einflusses auf die Werkstückspannung und der Schwingungsneigung! Literatur: W. Meins Handbuch Fertigungs- und Betriebstechnik, VIEWEG Verlag, 1989 H. Viktor, M.Müller Zerspantechnik Teil II, SPRINGER - Verlag, 1983 R. Opferkuch A. Böge Arbeitshilfen und Formeln für das technische Studium 3, Fertigung VIEWEG Verlag, 1992 H.H. Raab Wirtschaftliche Fertigungstechnik, VIEWEG Verlag, 1984 E. Paucksch Zerspantechnik, VIEWEG Verlag, 1992 W. König Fertigungsverfahren Band l, VDI-Verlag, 1990
12 Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 4 4 Allgemeiner Aufbau eines Industrieroboters, Bewegungsarten und Koordinatensysteme (Robotertechnik I) 4.1 Versuchsinhalt Vermittlung allgemeiner Kenntnisse am Industrieroboter KUKA KR 15 in Vorlesungsform als Demonstrationspraktikum 4.2 Theoretische Grundlagen Industrieroboter sind universelle Bewegungsautomaten mit mehreren Achsen (mind. 3), deren Bewegung hinsichtlich Reihenfolge und Wegen bzw. Winkeln frei programmierbar und gegebenenfalls sensorgeführt sind. Sie sind mit Greifern, Werkzeugen oder anderen Fertigungsmitteln ausrüstbar und können Handhabe- oder andere Fertigungsaufgaben erfüllen Allgemeiner Aufbau Der Industrieroboter KR 15 (siehe Bild 1) besteht aus den Hauptbaugruppen Zentralhand Arm Schwinge Karussell Grundgestell. Die dreiachsige Zentralhand ist am Flansch des Armes befestigt und wird über drei innenlaufende Wellen angetrieben. Die Baugruppe Arm verkörpert das Abtriebselement der Achse 3 des Roboters. Er ist über ein Getriebe mit integrierter Lagerung seitlich an der Schwinge angeflanscht. Die Drehachse ist so gewählt, dass auf einen Massenausgleich verzichtet werden kann. Das Armgehäuse nimmt an seiner Rückseite die Antriebe für die Handachsen 4-6 auf. Es besteht, wie die Gehäuse von Schwinge und Karussell, aus CAD- und FEM- optimiertem Leichtmetallguss. Die Handachsantriebe sind durch bürstenlose AC-Servomotore mit integrierten Permanentmagnet- Einscheibenbremsen und Hohlwellenresolvern realisiert. Die Schwinge ist das Abtriebselement der Achse 2. Die Schwinge nimmt die Achsgetriebe der Achsen 2 und 3 auf (Baugruppen Arm und Schwinge). Im Innern des Schwingengehäuses werden die Leitungen für Energieversorgung und Signalübertragung vom Karussell zum Arm geführt. Das Karussell ist die zwischen Schwinge und Grundgestell gelegene Baugruppe. Es ist über ein Untersetzungsgetriebe mit dem Grundgestell drehbar verschraubt und führt die Bewegung um die Drehachse 1 aus. Seitlich am Karussell ist der Grundachsantrieb der Achse 2 eingebaut. Das Grundgestell ist der feststehende Teil des Roboters, auf dem sich der übrige mechanische Aufbau dreht. Im Grundgestell wird, mit einem flexiblen Schutzschlauch zusammengefasst, die zum Karussell führende Elektroinstallation belastungsfrei um die Drehachse l des Roboters geführt. Der Roboter ist am Fußflansch über drei Befestigungslöcher und zwei Passbohrungen fest mit dem Untergrund verschraubt.
13 1- Arm 4- Karussell 2- Zentralhand 5- Grundgestell 3- Schwinge Bild 1: Hauptbaugruppen des Industrieroboters Bewegungsarten des Industrieroboters Um ein Roboterwerkzeug programmgesteuert auf einen Zielpunkt zu bewegen, muss ein Bewegungsbefehl programmiert werden. Ein Bewegungsbefehl beinhaltet neben der Bewegungsart den Zielpunkt sowie weitere Einstellungen. Folgende Bewegungsarten stehen zur Verfügung: Punkt zu Punkt (PTP), d.h. das Werkzeug wird auf der schnellsten Bahn geführt. Sie ermöglicht das schnelle Anfahren von Zielpositionen und stellt damit die zeitoptimale Bewegungsart dar. Abhängig von der Ausgangsstellung bewegt sich das Werkzeug auf einer nicht genau definierten Bahn, die sich durch die Phasensynchronisation der einzelnen Achsen ergibt, vom Start- zum Zielpunkt. mögliche PTP-Bahn kürzeste Verbindung zwischen PTP-Punkten Bild 2: PTP-Bewegung
14 Linear (LIN), d.h. das Werkzeug wird entlang einer Geraden geführt. Bei dieser Bewegungsart werden die beteiligten Achsen so aufeinander abgestimmt, dass die Gerade entsteht, und zwar bezüglich der Werkzeugspitze. Linearbewegungen werden immer dann angewendet, wenn eine exakte Bahnführung mit definierter Bahngeschwindigkeit erforderlich ist oder zum Anfahren von Positionen, die mit PTP wegen Kollisionsgefahr nicht sicher erreicht werden können Bild 3: LIN-Bewegung Circular (CIRC), d.h. das Werkzeug wird entlang einer Kreisbahn geführt. P1 Hilfs- Zielpunkt (ZP) Punkt (HP) Bild 4: CIRC-Bewegung Zusätzlich zur Bewegungsart kann durch eine Überschleifanweisung angegeben werden, wie Bewegungen miteinander zu verbinden sind. Hierbei erzeugt die Steuerung einen einstellbaren Überschleifbereich um den Zielpunkt. Sobald dieser Bereich erreicht wird, werden die Achsbewegungen auf den darauffolgenden Punkt überfuhrt Die Koordinatensysteme Die Robotersteuerung unterscheidet beim Handverfahren mehrere Koordinatensysteme: achsspezifisches Koordinatensystem jeder Roboterachse ist ein eigenes Koordinatensystem zugeordnet. Es können Roboterachsen einzeln oder mehrere gleichzeitig verfahren werden Bild 5: achsspezifisches Koordinatensystem
15 Werkstückkoordinatensystem (BASE) rechtwinkliges (kartesisches) Koordinatensystem mit Ursprung am zu bearbeitenden Werkstück, liegt werksseitig im Roboterfuß Bild 6: Werkstückkoordinatensystem (BASE) Werkzeugkoordinatensystem (TOOL) rechtwinkliges (kartesisches) Koordinatensystem mit Ursprung an der Werkzeugspitze. Die Z - Achse ist mit der Werkzeugachse identisch und ragt aus dem Werkzeug heraus. Es wird bei der Bewegung des Werkzeuges mitgefühlt, liegt werksseitig im Handflansch. Bild 7:Werkzeugkoordinatensystem (TOOL)
16 Weltkoordinatensystem (WORLD) ortsfestes, rechtwinkliges (kartesisches) Koordinatensystem in der Arbeitszelle. Der Ursprung liegt werksseitig im Roboterfuß, wobei die X - Achse nach vorn und die Z - Achse nach oben zeigt. Bild 8: Weltkoordinatensystem (WORLD) 4.3 Praktikumsablauf In vorlesungsartiger Form werden vom Praktikumsbetreuer die Inhalte der vorliegenden theoretischen Grundlagen erläutert und anhand von Beispielprogrammen bzw. -programmteilen verdeutlicht. 4.4 Versuchsauswertung Für das nachfolgende Praktikum Robotertechnik "Programmierung von Industrierobotern" ist aufgrund der Ergebnisse dieses Praktikums ein Konzept zur Nutzung der verschiedenen Bewegungsbefehle und Koordinatensysteme zu erarbeiten. 4.5 Technische Daten Nenn-Traglast: Wiederholgenauigkeit: Gewicht: 15 kg ± 0,1 mm ca. 222 kg Achs Bewegungsbereich Geschwindigkeit 1 ± /s /s /s 4 ± /s 5 ± /s 6 ± /s
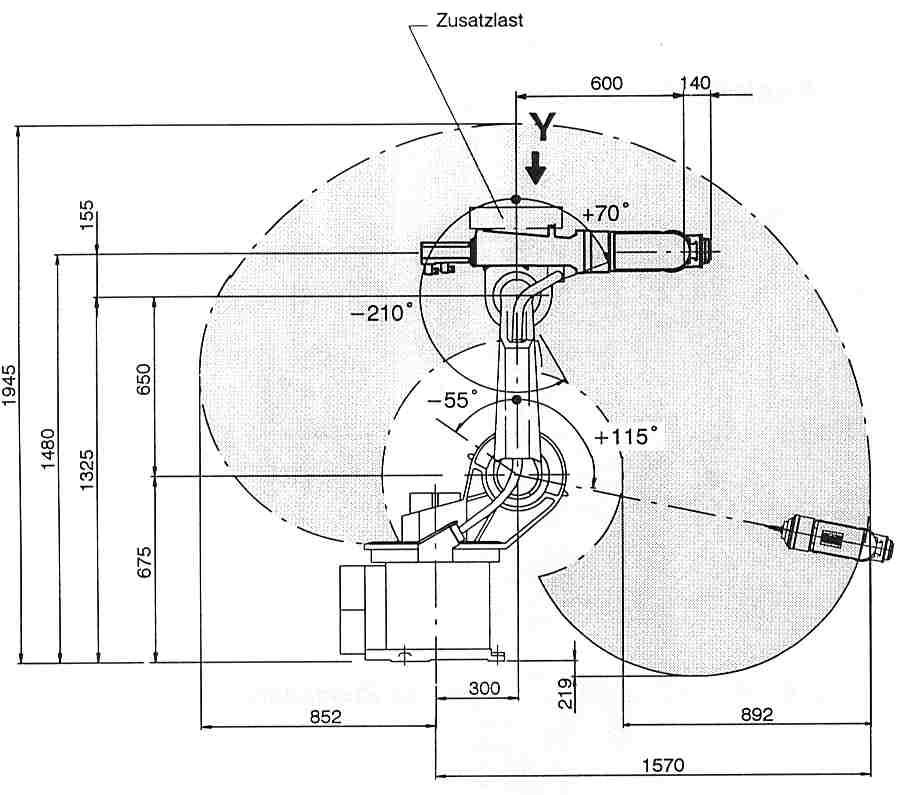

17 Bild : Arbeitsbereich Industrieroboter KUKA KR 15
18 Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 5 5 Programmierung und Simulation von Programmen für Industrieroboter (Robotertechnik II) 5.1 Versuchsinhalt Der Industrieroboter KUKA KR 15 ist so zu programmieren, dass ein technologischer Ablauf innerhalb der Roboterzelle im Raum entsteht. Dabei soll der sinnvolle Einsatz der verschiedenen Bewegungsarten und Koordinatensysteme verdeutlicht werden. Am Robotersimulationssystem wird die Möglichkeit der maschinenfernen Programmierung erläutert. 5.2 Theoretische Grundlagen Allgemeiner Aufbau der Robotersteuerung Die Steuerung enthält alle Bauteile und Funktionen, die zum Betrieb des Roboters erforderlich sind. Sie besteht aus Rechner- und Leistungsteil, die beide in einem gemeinsamen Steuerschrank eingebaut sind. Der Rechnerteil, ein Industrie-PC, übernimmt alle Funktionen der Steuerungshardware. Diese sind: - Windows-Bedienoberfläche mit Visualisierung und Eingabe - Diagnose, Inbetriebnahmeunterstutzung - Ablaufsteuerung - Bahnplanung - Überwachung - Teile der Sicherheitslogik - Kommunikation mit externen Einheiten (andere Steuerungen, Leitrechner, PC' s, Netzwerk, u.a.) Zum Leistungsteil gehören: - Einspeisung mit Netzfilter, Hauptschalter mit Sicherungsfunktion und Automaten - Servo- Powermodul mit Netzmodul (600 V) und Netzteil (27 V) - Sicherheitsbaugruppe - Pufferakku für Steuerungshardware - Transformator (optional) - Lüfter für Schrankkühlung Softwarekonzept der Steuerung Im Rechner der Steuerung arbeiten zwei Betriebssysteme gleichzeitig: - VxWorks bildet das Grundsystem. Es arbeitet die Programme ab und steuert den Roboter. - Windows 95 übernimmt die Bedienung des Grundsystems. Alle Bedienhandlungen des Programmierers erfolgen über Windows 95.


19 5.2.3 Die Bedienung der Steuerung über KCP Das KUKA Control Panel (KCP) bildet die Mensch-Maschine Schnittstelle und wird zum Teachen und Bedienen der Robotersteuerung benutzt. Abbildung 1 zeigt die Bedienelemente auf der Vorderseite des KCP: Bild 1: Bedienelemente auf der Vorderseite des KCP Auf der Vorderseite des KCP sind u.a. viele Elemente einer handelsüblichen US-Tastatur angeordnet. Die Softkeys um das Display haben je nach Betriebszustand unterschiedliche Funktionen. Sie sind jedoch weitgehend selbsterklärend. Wichtig für die Bedienung ist die Taste "Fensterwahl". Mit dieser Taste wählen Sie das Fenster an, das aktiv sein soll. Aktive Fenster werden mit blauem Hintergrund dargestellt, inaktive grau. Aktive Fenster besitzen den Focus. Auf der Rückseite des KCP befinden sich 3 Zustimmschalter und ein Schalter "Programm-Start vorwärts". Bild 2: Bedienelemente auf der Rückseite des KCP
20 5.2.4 Bewegungsprogrammierung Zur Programmerstellung wird zunächst ein Programm angelegt. Es muss anschließend ausgewählt und geöffnet werden. Ist das Programm noch nicht weiter bearbeitet worden, besteht es zunächst nur aus dem sogenannten "Rumpfprogramm": 1 INI 2 PTP HOME VEL= 100% DEFAULT 3 4 PTP HOME VEL= 100% DEFAULT 5 END Die für den jeweiligen technologischen Ablauf erforderlichen Bewegungs- und anderen Programmierbefehle werden üblicherweise ab dem 3. Satz eingefügt, so daß der Roboter zu Beginn und am Ende des Programmlaufes auf die HOME-Position verfährt. Hierdurch ist ein hohes Maß an Betriebssicherheit gegeben. Zur Bewegungsprogrammierung wird der Roboter im Handverfahrbetrieb an eine Zielposition gefahren. Anschließend wird über den Menükey "Befehle" und das Auswahlmenü "Bewegung" der entsprechende Bewegungsbefehl gewählt, der der geforderten Verfahrart entspricht. Im sich dann öffnenden Inline-Formular sind die die Bewegung kennzeichnenden Angaben einstellbar. Mit der Bestätigung der Parameter durch den "Befehl OK" werden die Achsdaten abgespeichert und der Befehl wird an der Cursorposition im Listing eingetragen. Die Greiferbetätigung im Handverfahrbetrieb wird nicht durch Teachen in das Programm übernommen. Hierzu ist im Menü "Technolog. das Auswahlmenü GRIPPER Tech" zu wählen. Durch Anwahl der Option "Gripper" öffnet sich ein Inline-Formular, in das die Parameter zur Ausführung der Greiferfunktionen einzutragen sind Praktikumsdurchführung Durch die Praktikumsteilnehmer wird unter Anleitung durch den Betreuer ein Roboterprogramm entworfen und programmiert. Hierbei soll eine sinnvolle Nutzung der verschiedenen Bewegungsbefehle und Koordinatensysteme der Robotersteuerung erfolgen. Im Anschluss an die erfolgreiche Programmgestaltung werden die Praktikumsteilnehmer über die Möglichkeit der maschinenfernen Programmierung durch Demonstration informiert. 5.4 Auswertung Am Schluss des Praktikums werden die gewonnenen Erkenntnisse in einer Diskussion ausgewertet. Literatur Praktikumsanleitung zum Roboterpraktikum l "Allgemeiner Aufbau eines Industrieroboters, Bewegungsarten und Koordinatensysteme"
21 Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 6 6 Schnittkraftmessung bei der spanenden Bearbeitung mit geometrisch bestimmter Schneide - Drehen 6.1 Versuchsinhalt Zur Verdeutlichung der grundlegenden Probleme bei der spanenden Bearbeitung von Werkstoffen soll der Einfluss der unterschiedlichen Spanungskennwerte auf die Größe der Schnittkraft ermittelt werden. Die Schnittkraftmessung ist eine der Grundlagen für die Anwendung von Adaptiv- Kontrolleinrichtungen an CNC-gesteuerten Werkzeugmaschinen. 6.2 Theoretische Grundlagen Die Schnittkräfte an der Hauptschneide Zerspankraft und ihre Komponenten beim Drehen: Schnittbewegung (Werkstück) F - Zerspankraft F H - Schnittkraft Vorschubbewegung F f - Vorschubkraft (Werkzeug) F P Passivkraft Eine exakte Berechnung der Schnittkraft ist sehr schwierig, da viele Einflussgrößen auf sie einwirken und demzufolge bei der Berechnung auch erfasst werden müssten. Wichtigste Einflussgrößen in der Praxis sind u.a.: Werkstoff Vorschub bzw. Spanungsdicke s Schnitttiefe t Spanungsverhältnis t : s Spanwinkel y Einstellwinkel Schnittgeschwindigkeit v Schneidstoff Kühlung und Schmierung Schneidenverschleiß
22 6.2.2 Berechnungsgrundlagen beim Drehen a) Schnittkraftberechnnng nach der Methode der "Spezifischen Schnittkraft" (in USA und der ehem. UdSSR ist die Exponentenmethode, s.a. Kronenberg "Berechnung der Schnittwerte", verbreitet; s.a. "Friedrich", Seite 7-22,7-23 ) Für die Hauptschnittkraft ergibt sich: F 1 = F H = b * h 1-m * K s1.1 (N) (1) dabei ist die spezifische Schnittkraft K s = K s1.1 /h m (N/mm -2 ) (2) So dass man auch schreiben kann: F 1 = F H = b * h * K s (N) (3) K s1.1 Hauptwert der spezifischen Schnittkraft (N) bei 1 mm Spanungsdicke und 1 mm Spanungsbreite 1-m - Anstiegswert m = tan φ =Tangens des Steigungswinkels (4) h = s * sin κ = Spanungsdicke (mm) (5) b = t/ sin κ = Spanungsbreite (mm) (6) A = b*h = t*s = Spanungsquerschnitt (mm²) (7) κ = Einstellwinkel ( ) Die K s1.1 und m bzw. m-1 Werte sind vom Werkstoff abhängig und z. B. für St 60: l-m = 0,83 K s1.1 = 199 K s bei h=1 ist 211 und wurden aus Versuchen ermittelt. Diese Werte können aus Tabellen entnommen werden. (z.b. Degner, Lütze, Schmejkal "Spanende Formung", Verlag Technik Berlin-München 1992)
23 Bei Abweichungen von den im Versuch angenommenen Spanungsbedingungen machen sich Korrekturen erforderlich, die zweckmäßigerweise mit Korrekturfaktoren berücksichtigt werden. Dies trifft zu auf: Spanwinkelkorrektur Schnittgeschwindigkeitskorrektur Schneidstoffkorrektur Verschleißkorrektur K γ K v K sch K ver Werden diese Korrekturfaktoren in der Schnittkraftgleichung (3) berücksichtigt, so ergibt sich: F 1 = b * h * K s * K v * K sch * K γ * K ver (N) (8) Die Korrekturfaktoren können wie folgt errechnet bzw. bestimmt werden: Spanwinkelkorrektur K γ (9) Gleichung (9) berücksichtigt, dass pro Grad Spanwinkeländerung etwa mit 1...2% Änderung der Hauptschnittkraft zu rechnen ist. Für γ ist der tatsächliche Spanwinkel und für γ Kienzle sind 6 für Stahl und 2 für Guss einzusetzen. Korrekturfaktor K v v [m/min] K v 1,25 1,15 1,08 1,03 0,96 0,9 0,89 Zwischenliegende Werte von v sind zu interpolieren! Korrekturfaktor K sch K sch soll die Art des zum Einsatz kommenden Schneidstoffes berücksichtigen, da die K s -Werte bei Verwendung von Hartmetall ermittelt wurden. Es wurde festgestellt, dass z.b. bei gleichen Spanungsbedingungen durch den Einsatz von Schneidkeramik die Hauptschnittkraft um % verringert wird (K sch = ). Für Schnellarbeitsstahl liegen dagegen keine Werte vor. Korrekturfaktor K ver K ver soll den Einfluss des mit wachsender Standzeit zunehmenden Schneidenverschleißes berücksichtigen, da F 1 gegen Standzeitende um % ansteigen kann. Für den Kühl- und Schmiermitteleinfluß auf F 1 sind keine konkreten Werte bekannt.
24 b) Leistungsberechnung Die effektive Zerspanungsleistung errechnet sich aus (zugeschnittene Größengleichungen): (kw) (10) und die Motorleistung (kw) (11) F 1 - Hauptschnittkraft [N] v - Schnittgeschwindigkeit [m/min] η - Wirkungsgrad des Motors (η ) 6.3 Praktikumsablauf Einführung Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Studenten durch ein Kolloquium. Anschließend findet eine Einweisung in die Bedienung der Drehmaschine HARRISON M250 und die Handhabung der Software am Mess - PC statt Verwendete Maschinen und Geräte Leit- und Zugspindeldrehmaschine HARRISON M2SO verschiedene Drehmeißel mit Messzelle Werkstück Mess-PC Versuchsvorbereitung Berechnung der theoretischen Hauptschnittkraft Die Berechnung der Hauptschnittkraft erfolgt mit den vorgegebenen Schnittwerten nach der Gleichung F 1 = b * h * K s (N)
25 Schnittwerte zur Ermittlung: t [mm] s [mm/u] n [min -1 ] v [m/min] κ [ ] Ψ [ ] berechn. F H gemessene Kräfte [N] [N] F x F y F z ermittelte F H [N] 1 0, , , , ,6 0, , ,6 0, , , , ,8 0, , ,6 0, , ,4 0, , , ,8 0, , ,8 0, , ,6 0, , ,6 0, , , Vorbereitung zur Ermittlung der tatsächlichen Schnittkraft Einspannen des Werkstückes Einspannen des Werkzeugs Einstellen der Getriebestufen an der Drehmaschine für die geforderten Werte für Vorschub und Spindeldrehzahl Kontrolle der Einstellungen durch den Praktikumsbetreuer Versuchsdurchführung Das Werkstück ist mit den Schnittwerten aus der Tabelle in Punkt nacheinander zu bearbeiten. SÄMTLICHE EINRICHTARBEITEN AN DER MASCHINE DÜRFEN NUR BEI STILLSTAND VORGENOMMEN WERDEN!!! Beachten Sie folgende Reihenfolge bei der Messwertaufnahme: 1. Drehmaschine einrichten, Werkzeug anstellen 2. Reset-Operate Stecker am Paneel stecken 3. Drehspindel einschalten 4. Messwertaufnahme am PC starten (Button START) 5. Vorschub einschalten und Drehlänge ca. 60 mm drehen - anschließend Vorschub aus 6. Werkzeug von Hand freifahren 7. Spindel aus 8. Reset-Operate Stecker am Paneel ziehen Die Schnittkraftkomponenten werden aus der Grafik der Auswerteeinheit (PC) entnommen und in die Tabelle eingetragen.
26 6.4 Versuchsauswertung Die Versuchsergebnisse sind mit den errechneten zu vergleichen und kritisch auszuwerten. Hierbei ist insbesondere dem Einfluss der einzelnen Faktoren (t, s, v, K ) auf die Größe der Hauptschnittkraft Aufmerksamkeit zu widmen. Die Diagramme F H -t, F H -s, F H -v und F H - κ sind darzustellen! 6.5 Schwerpunkte für das Kolloquium Welche Möglichkeit kennen Sie, das nahende Standzeitende eines Schnittwerkzeuges zu erkennen? Nennen Sie Formen des Werkzeugverschleißes und ihre Ursachen (4)! Stellen Sie anhand einer Skizze die Werkzeugwinkel dar! Literatur ; W. Meins Handbuch Fertigungs- und Betriebstechnik, VIEWEG Verlag, 1989 H.H. Raab Wirtschaftliche Fertigungstechnik, VIEWEG Verlag, 1984 E. Paucksch Zerspantechnik, VIEWEG Verlag, 1992 W. König Fertigungsverfahren Band l, VDI-Verlag, 1990 Degner, Lütze Spanende Formung, Verlag Technik Berlin-München, 1992 Schmejkal
Leseprobe. Werner Degner, Hans Lutze, Erhard Smejkal. Spanende Formung. Theorie, Berechnung, Richtwerte ISBN:
 eseprobe Werner Degner, Hans utze, Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte ISBN: 978-3-446-41713-7 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41713-7
eseprobe Werner Degner, Hans utze, Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte ISBN: 978-3-446-41713-7 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41713-7
Wichtige Größen und Formeln der Zerspanungslehre bei den spanabhebenden Verfahren
 Wichtige Größen und Formeln der Zerspanungslehre bei den spanabhebenden Verfahren Rainer Sigle rainer.sigle@autip.de 6. März 2002 1 Begriffe und Bezeichungen am Werkzeug Flächen - Spanfläche: Fläche am
Wichtige Größen und Formeln der Zerspanungslehre bei den spanabhebenden Verfahren Rainer Sigle rainer.sigle@autip.de 6. März 2002 1 Begriffe und Bezeichungen am Werkzeug Flächen - Spanfläche: Fläche am
Prüfung 1: Anschlagschiebewelle mit Führung
 Prüfung 1: Anschlagschiebewelle mit Führung Wichtiger Hinweis Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung
Prüfung 1: Anschlagschiebewelle mit Führung Wichtiger Hinweis Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung
FRÄSEN. Einteilung der Fräsverfahren (DIN 8589, Teil 3)
") FRÄSEN ~ ist ein spanendes Fertigungsverfahren, das mit meist mehrzahnigen WZ bei kreisförmiger Schnittbewegung und senkrecht oder auch schräg zur Drehachse gerichteter Vorschubbewegung nahezu beliebig
FRÄSEN ~ ist ein spanendes Fertigungsverfahren, das mit meist mehrzahnigen WZ bei kreisförmiger Schnittbewegung und senkrecht oder auch schräg zur Drehachse gerichteter Vorschubbewegung nahezu beliebig
Nullpunkte und Nullpunktverschiebungen
 Begriffsdefinitionen Maschinen-Nullpunkt M Der Maschinen-Nullpunkt ist der Nullpunkt des Maschinen-Koordinatensystems. Er wird vom Maschinenhersteller festgelegt und ist Ausgangspunkt für alle weiteren
Begriffsdefinitionen Maschinen-Nullpunkt M Der Maschinen-Nullpunkt ist der Nullpunkt des Maschinen-Koordinatensystems. Er wird vom Maschinenhersteller festgelegt und ist Ausgangspunkt für alle weiteren
Spanen 1. Beschreiben Sie den Ursache-Bedingungs-Wirkungs-Mechanismus eines Spanbildungsvorgangs. (mit Skizze!)
") Spanen 1. Beschreiben Sie den Ursache-Bedingungs-Wirkungs-Mechanismus eines Spanbildungsvorgangs. (mit Skizze!) Spanen ist Trennen, bei dem von einem Werkstück mit Hilfe der Schneiden eines Werkzeugs Werkstoffschichten
Spanen 1. Beschreiben Sie den Ursache-Bedingungs-Wirkungs-Mechanismus eines Spanbildungsvorgangs. (mit Skizze!) Spanen ist Trennen, bei dem von einem Werkstück mit Hilfe der Schneiden eines Werkzeugs Werkstoffschichten
Inhaltsverzeichnis. Werner Degner, Hans Lutze, Erhard Smejkal. Spanende Formung. Theorie, Berechnung, Richtwerte ISBN:
 Inhaltsverzeichnis Werner Degner, Hans Lutze, Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte ISBN: 978-3-446-41713-7 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41713-7
Inhaltsverzeichnis Werner Degner, Hans Lutze, Erhard Smejkal Spanende Formung Theorie, Berechnung, Richtwerte ISBN: 978-3-446-41713-7 Weitere Informationen oder Bestellungen unter http://www.hanser.de/978-3-446-41713-7
1 Zerspankraft und Vorschubkraft beim Bohren
 1 Zerspankraft und Vorschubkraft beim Bohren 1.1 Einleitung Bei allen spanabhebenden Bearbeitungsverfahren ist die Kenntnis über Größe und Richtung der Zerspankraft F von Bedeutung für die Auslegung von
1 Zerspankraft und Vorschubkraft beim Bohren 1.1 Einleitung Bei allen spanabhebenden Bearbeitungsverfahren ist die Kenntnis über Größe und Richtung der Zerspankraft F von Bedeutung für die Auslegung von
Oberflächenmesstechnik
 Fachhochschule für Technik und Wirtschaft Fachbereich 2 / Ingenieurwissenschaften II Labor Messtechnik Anleitung für das Praktikum : Oberflächenmesstechnik Inhalt : 1 Versuchsziel 2 Aufgaben zur Vorbereitung
Fachhochschule für Technik und Wirtschaft Fachbereich 2 / Ingenieurwissenschaften II Labor Messtechnik Anleitung für das Praktikum : Oberflächenmesstechnik Inhalt : 1 Versuchsziel 2 Aufgaben zur Vorbereitung
Form- und Lageprüfung
 Fachbereich Ingenieurwissenschaften II Labor Messtechnik Anleitung zur Laborübung Form- und Lageprüfung Inhalt: 1 Ziel der Laborübung 2 Aufgaben zur Vorbereitung der Laborübung 3 Grundlagen 3.1 Formabweichungen
Fachbereich Ingenieurwissenschaften II Labor Messtechnik Anleitung zur Laborübung Form- und Lageprüfung Inhalt: 1 Ziel der Laborübung 2 Aufgaben zur Vorbereitung der Laborübung 3 Grundlagen 3.1 Formabweichungen
CNC-Programmierung mit. SchulCNC. 1Programmierheft für Schüler
 CNC-Programmierung mit SchulCNC 1Programmierheft für Schüler schule\technik\schulcnc\programmheft für Schüler.vp tamer berber februar 2000 2 CNC-Programmierung mit Bezugspunkte und -größen im Koordinatensystem
CNC-Programmierung mit SchulCNC 1Programmierheft für Schüler schule\technik\schulcnc\programmheft für Schüler.vp tamer berber februar 2000 2 CNC-Programmierung mit Bezugspunkte und -größen im Koordinatensystem
EINFÜHRUNGSLABOR WS 2011 / 2012
 EINFÜHRUNGSLABOR WS 2011 / 2012 Betreuer: Gruppen-Nr.: : sdatum: Dipl.-Ing. T. Hänert EF Teilnehmer: 1. 2. 3. 4. Namen Anwesenheitstestat Bericht: Datum: Anmerkungen/Vereinbarungen: Abschlußtestat: Einführungslabor
EINFÜHRUNGSLABOR WS 2011 / 2012 Betreuer: Gruppen-Nr.: : sdatum: Dipl.-Ing. T. Hänert EF Teilnehmer: 1. 2. 3. 4. Namen Anwesenheitstestat Bericht: Datum: Anmerkungen/Vereinbarungen: Abschlußtestat: Einführungslabor
Prüfung WS 2006/07. Robotik
 Prüfung WS 26/7 Robotik Anmerkungen: Aufgabenblätter auf Vollständigkeit überprüfen Nur Blätter mit Namen und Matr.Nr. werden korrigiert. Keine rote Farbe verwenden. Zu jeder Lösung Aufgabennummer angeben.
Prüfung WS 26/7 Robotik Anmerkungen: Aufgabenblätter auf Vollständigkeit überprüfen Nur Blätter mit Namen und Matr.Nr. werden korrigiert. Keine rote Farbe verwenden. Zu jeder Lösung Aufgabennummer angeben.
Labor für Technische Akustik
 Labor für Technische Akustik Abbildung 1: Experimenteller Aufbau zur Untersuchung von stehenden Wellen 1. Versuchsziel Bringt man zwei ebene Wellen gleicher Amplitude und Frequenz, aber entgegengesetzter
Labor für Technische Akustik Abbildung 1: Experimenteller Aufbau zur Untersuchung von stehenden Wellen 1. Versuchsziel Bringt man zwei ebene Wellen gleicher Amplitude und Frequenz, aber entgegengesetzter
Drehmaschinenkurs. Tutorat im Fach Technik Pädagogische Hochschule Freiburg Fakultät für Mathematik, Naturwissenschaften und Technik
 Drehmaschinenkurs Tutorat im Fach Technik Pädagogische Hochschule Freiburg Fakultät für Mathematik, Naturwissenschaften und Technik Abbildung 1: Maximat Super 11 Kurzfassung Kurzfassung Gegenstand der
Drehmaschinenkurs Tutorat im Fach Technik Pädagogische Hochschule Freiburg Fakultät für Mathematik, Naturwissenschaften und Technik Abbildung 1: Maximat Super 11 Kurzfassung Kurzfassung Gegenstand der
Grundlagen der Zerspanung I
 Grundlagen der Zerspanung I Paul Scheer Die grundlegenden Begriffe der Zerspantechnik sind nach DIN 6580/81, DIN 6583/84 und international nach ISO 3002 definiert. Bewegungsgrößen Bestimmend beim Zerspanen
Grundlagen der Zerspanung I Paul Scheer Die grundlegenden Begriffe der Zerspantechnik sind nach DIN 6580/81, DIN 6583/84 und international nach ISO 3002 definiert. Bewegungsgrößen Bestimmend beim Zerspanen
Laborskript. Zerspankraftmessung am Beispiel Drehen. Herausgegeben von: Prof. Dr.-Ing. F.J. Lange Labormeister Marcus Köhler WS 2010/11
 Fertigungsverfahren Laborskript Zerspankraftmessung am Beispiel Drehen Herausgegeben von: Prof. Dr.-Ing. F.J. Lange Labormeister Marcus Köhler WS 2010/11 Seite 2 von 10 Voraussetzungen für das Praktikum
Fertigungsverfahren Laborskript Zerspankraftmessung am Beispiel Drehen Herausgegeben von: Prof. Dr.-Ing. F.J. Lange Labormeister Marcus Köhler WS 2010/11 Seite 2 von 10 Voraussetzungen für das Praktikum
Labor für Technische Akustik
 Labor für Technische Akustik Abbildung 1: Experimenteller Aufbau zur Untersuchung der 1. Versuchsziel In diesem Versuch soll das Verhalten akustischer Wellen untersucht werden. Für Wellen gleicher Amplitude
Labor für Technische Akustik Abbildung 1: Experimenteller Aufbau zur Untersuchung der 1. Versuchsziel In diesem Versuch soll das Verhalten akustischer Wellen untersucht werden. Für Wellen gleicher Amplitude
Trennen / Fräsen. HÖHERE TECHNISCHE BUNDESLEHRANSTALT STEYR Trennen / Fräsen
 Trennen / Fräsen Inhalt Fräsen... 2 1. Grundlagen... 2 1.1 Definition... 2 1.2 Fräsverfahren/ Einteilung... 2 2. Umfangsfräsen... 4 2.1 Gegenlauffräsen... 5 2.2 Gleichlauffräsen... 5 3. Stirnfräsen...
Trennen / Fräsen Inhalt Fräsen... 2 1. Grundlagen... 2 1.1 Definition... 2 1.2 Fräsverfahren/ Einteilung... 2 2. Umfangsfräsen... 4 2.1 Gegenlauffräsen... 5 2.2 Gleichlauffräsen... 5 3. Stirnfräsen...
Trägheitsmoment (TRÄ)
") Physikalisches Praktikum Versuch: TRÄ 8.1.000 Trägheitsmoment (TRÄ) Manuel Staebel 3663 / Michael Wack 34088 1 Versuchsbeschreibung Auf Drehtellern, die mit Drillfedern ausgestattet sind, werden die zu
Physikalisches Praktikum Versuch: TRÄ 8.1.000 Trägheitsmoment (TRÄ) Manuel Staebel 3663 / Michael Wack 34088 1 Versuchsbeschreibung Auf Drehtellern, die mit Drillfedern ausgestattet sind, werden die zu
Praktikum Grundlagen der Elektrotechnik 1 (GET1) Versuch 2
 Versuch 2") Werner-v.-Siemens-Labor für elektrische Antriebssysteme Prof. Dr.-Ing. Dr. h.c. H. Biechl Prof. Dr.-Ing. E.-P. Meyer Praktikum Grundlagen der Elektrotechnik 1 (GET1) Versuch 2 Spannungsteiler Ersatzspannungsquelle
Werner-v.-Siemens-Labor für elektrische Antriebssysteme Prof. Dr.-Ing. Dr. h.c. H. Biechl Prof. Dr.-Ing. E.-P. Meyer Praktikum Grundlagen der Elektrotechnik 1 (GET1) Versuch 2 Spannungsteiler Ersatzspannungsquelle
Merkmale der Kugelgewindetriebe
 Merkmale der Reduzierung des Antriebsmoments um 2/3 im Vergleich zu Trapezspindeln Bei den n rollen Kugeln zwischen der Gewindespindel und der Kugelgewindemutter ab und sichern so Bewegungen mit hohem
Merkmale der Reduzierung des Antriebsmoments um 2/3 im Vergleich zu Trapezspindeln Bei den n rollen Kugeln zwischen der Gewindespindel und der Kugelgewindemutter ab und sichern so Bewegungen mit hohem
Physik 4 Praktikum Auswertung Hall-Effekt
 Physik 4 Praktikum Auswertung Hall-Effekt Von J.W., I.G. 2014 Seite 1. Kurzfassung......... 2 2. Theorie.......... 2 2.1. Elektrischer Strom in Halbleitern..... 2 2.2. Hall-Effekt......... 3 3. Durchführung.........
Physik 4 Praktikum Auswertung Hall-Effekt Von J.W., I.G. 2014 Seite 1. Kurzfassung......... 2 2. Theorie.......... 2 2.1. Elektrischer Strom in Halbleitern..... 2 2.2. Hall-Effekt......... 3 3. Durchführung.........
Leseprobe. Grundlagen der Fertigungstechnik. Herausgegeben von Birgit Awiszus, Jürgen Bast, Holger Dürr, Klaus-Jürgen Matthes
 Leseprobe Grundlagen der Fertigungstechnik Herausgegeben von Birgit Awiszus, Jürgen Bast, Holger Dürr, Klaus-Jürgen Matthes ISBN (Buch): 978-3-446-43251-2 ISBN (E-Book): 978-3-446-43396-0 Weitere Informationen
Leseprobe Grundlagen der Fertigungstechnik Herausgegeben von Birgit Awiszus, Jürgen Bast, Holger Dürr, Klaus-Jürgen Matthes ISBN (Buch): 978-3-446-43251-2 ISBN (E-Book): 978-3-446-43396-0 Weitere Informationen
Einleitung 2. 1 Koordinatensysteme 2. 2 Lineare Abbildungen 4. 3 Literaturverzeichnis 7
 Sonja Hunscha - Koordinatensysteme 1 Inhalt Einleitung 2 1 Koordinatensysteme 2 1.1 Kartesisches Koordinatensystem 2 1.2 Polarkoordinaten 3 1.3 Zusammenhang zwischen kartesischen und Polarkoordinaten 3
Sonja Hunscha - Koordinatensysteme 1 Inhalt Einleitung 2 1 Koordinatensysteme 2 1.1 Kartesisches Koordinatensystem 2 1.2 Polarkoordinaten 3 1.3 Zusammenhang zwischen kartesischen und Polarkoordinaten 3
CNC Tischfräsmaschine POSITECH
 Verfahrweg: X-Achse : 510 mm Y-Achse : 367 mm Z-Achse : 150 mm Maschine Betriebsbereit: Rechner mit WIN-XP, Bildschirm, Tastatur, Maus Maschinensoftware MACH3-REL67 CAM Software Sheetcam Frässpindel: ELTE
Verfahrweg: X-Achse : 510 mm Y-Achse : 367 mm Z-Achse : 150 mm Maschine Betriebsbereit: Rechner mit WIN-XP, Bildschirm, Tastatur, Maus Maschinensoftware MACH3-REL67 CAM Software Sheetcam Frässpindel: ELTE
Messen ist das Vergleichen einer Länge oder eines Winkels mit einem Meßgerät. Das Ergebnis ist der Meßwert.
 6.2 MESSEN UND PRÜFEN 6.2.1 Was verstehen wir unter dem Begriff Messen und was unter Prüfen (Lehren)? Messen ist das Vergleichen einer Länge oder eines Winkels mit einem Meßgerät. Das Ergebnis ist der
6.2 MESSEN UND PRÜFEN 6.2.1 Was verstehen wir unter dem Begriff Messen und was unter Prüfen (Lehren)? Messen ist das Vergleichen einer Länge oder eines Winkels mit einem Meßgerät. Das Ergebnis ist der
Harmonische Schwingung Schraubenfedern in Parallel- und Reihenschaltung
 Harmonische Schwingung TEP Prinzip Für unterschiedliche Federn und Federkombinationen soll die Federkonstante D bestimmt werden. Für die verschiedenen experimentellen Versuchsaufbauten und die angehängten
Harmonische Schwingung TEP Prinzip Für unterschiedliche Federn und Federkombinationen soll die Federkonstante D bestimmt werden. Für die verschiedenen experimentellen Versuchsaufbauten und die angehängten
2.2 ZERSPANENDE FERTIGUNG: DREHEN. 2.2.1 Erklären Sie den Begriff "Drehen"! 2.2.2 Welche Drehverfahren unterscheidet man?
 2.2 ZERSPANENDE FERTIGUNG: DREHEN 2.2.1 Erklären Sie den Begriff "Drehen"! Drehen ist Spanen mit geometrisch bestimmter Schneide und kreisförmigen Schnittbewegungen. Meist führt das Werkstück die Drehbewegung
2.2 ZERSPANENDE FERTIGUNG: DREHEN 2.2.1 Erklären Sie den Begriff "Drehen"! Drehen ist Spanen mit geometrisch bestimmter Schneide und kreisförmigen Schnittbewegungen. Meist führt das Werkstück die Drehbewegung
7.6. Prüfungsaufgaben zu Normalenformen
 7.6. Prüfungsaufgaben zu Normalenformen Aufgabe () Gegeben sind die Gerade g: x a + r u mit r R und die Ebene E: ( x p ) n. a) Welche geometrische Bedeutung haben die Vektoren a und u bzw. p und n? Veranschaulichen
7.6. Prüfungsaufgaben zu Normalenformen Aufgabe () Gegeben sind die Gerade g: x a + r u mit r R und die Ebene E: ( x p ) n. a) Welche geometrische Bedeutung haben die Vektoren a und u bzw. p und n? Veranschaulichen
Der neue Weg Maschinen zu kaufen.
 www.gmw-machines.de Der neue Weg Maschinen zu kaufen. Günstiger, schneller, flexibler. Die GMW Machines GmbH ist die Alternative zwischen dem Gebrauchtund dem High-End-Neumaschinen-Markt. Unsere Maßanfertigungen
www.gmw-machines.de Der neue Weg Maschinen zu kaufen. Günstiger, schneller, flexibler. Die GMW Machines GmbH ist die Alternative zwischen dem Gebrauchtund dem High-End-Neumaschinen-Markt. Unsere Maßanfertigungen
ZOLLER PRESETTING SOLUTIONS. Das Messgerät für Kurbelwellenfräser mit innenliegenden Werkzeugschneiden. aralon
 ZOLLER PRESETTING SOLUTIONS Das Messgerät für Kurbelwellenfräser mit innenliegenden Werkzeugschneiden aralon Kurbelwellenfräser schnell und einfach exakt einstellen»aralon«steigende Qualitätsansprüche
ZOLLER PRESETTING SOLUTIONS Das Messgerät für Kurbelwellenfräser mit innenliegenden Werkzeugschneiden aralon Kurbelwellenfräser schnell und einfach exakt einstellen»aralon«steigende Qualitätsansprüche
Aufgabensammlung zum Üben Blatt 1
 Aufgabensammlung zum Üben Blatt 1 Seite 1 Lineare Funktionen ohne Parameter: 1. Die Gerade g ist durch die Punkte A ( 3 4 ) und B( 2 1 ) festgelegt, die Gerade h durch die Punkte C ( 5 3 ) und D ( -2-2
Aufgabensammlung zum Üben Blatt 1 Seite 1 Lineare Funktionen ohne Parameter: 1. Die Gerade g ist durch die Punkte A ( 3 4 ) und B( 2 1 ) festgelegt, die Gerade h durch die Punkte C ( 5 3 ) und D ( -2-2
...für Ihre Maschine / Steuerung einrichten. 4. Maschine als Standard für zukünftige Projekte anlegen.
 DeskProto...für Ihre Maschine / Steuerung einrichten 1. Postprozessor wählen / anpassen 2. Maschine wählen anpassen 3. Postprozessor der Maschine zuordnen 4. Maschine als Standard für zukünftige Projekte
DeskProto...für Ihre Maschine / Steuerung einrichten 1. Postprozessor wählen / anpassen 2. Maschine wählen anpassen 3. Postprozessor der Maschine zuordnen 4. Maschine als Standard für zukünftige Projekte
7 WERKZEUGKORREKTUR. 7.1 Eingabe der Korrekturtabelle aus dem Part-Programm
 7 WERKZEUGKORREKTUR Die Werkzeugkorrektur erlaubt die Erstellung eines allgemeinen Part-Programms, das für verschiedene Durchmesser- bzw. Werkzeuglängen-Werte eingesetzt werden kann. Man unterscheidet
7 WERKZEUGKORREKTUR Die Werkzeugkorrektur erlaubt die Erstellung eines allgemeinen Part-Programms, das für verschiedene Durchmesser- bzw. Werkzeuglängen-Werte eingesetzt werden kann. Man unterscheidet
Elastizität und Torsion
 INSTITUT FÜR ANGEWANDTE PHYSIK Physikalisches Praktikum für Studierende der Ingenieurswissenschaften Universität Hamburg, Jungiusstraße 11 Elastizität und Torsion 1 Einleitung Ein Flachstab, der an den
INSTITUT FÜR ANGEWANDTE PHYSIK Physikalisches Praktikum für Studierende der Ingenieurswissenschaften Universität Hamburg, Jungiusstraße 11 Elastizität und Torsion 1 Einleitung Ein Flachstab, der an den
Ihr Spezialist für Sonderbearbeitung. Sondergestelle und Sonderplattenbearbeitung
 Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Ihr Spezialist für Sonderbearbeitung Sondergestelle und Sonderplattenbearbeitung Sonderwünsche realisieren wir besonders gerne Der Bereich der Sonderbearbeitung gewinnt immer mehr an Bedeutung. Kundenspezifische
Pflichtenheft. Pflichtenheft. Technikerarbeit 2003 / Automatisierung von Akustikmessungen. für. OLLI eine Holzkiste lernt laufen
 Pflichtenheft Technikerarbeit 2003 / 2004 Automatisierung von Akustikmessungen für 1 Die Idee das Projekt Um das akustisch hochwertige Ergebnis eines Bose Sound Systems zu erhalten, sind viele Entwicklungsschritte
Pflichtenheft Technikerarbeit 2003 / 2004 Automatisierung von Akustikmessungen für 1 Die Idee das Projekt Um das akustisch hochwertige Ergebnis eines Bose Sound Systems zu erhalten, sind viele Entwicklungsschritte
Fadenpendel (M1) Ziel des Versuches. Theoretischer Hintergrund
 Ziel des Versuches. Theoretischer Hintergrund") Fadenpendel M) Ziel des Versuches Der Aufbau dieses Versuches ist denkbar einfach: eine Kugel hängt an einem Faden. Der Zusammenhang zwischen der Fadenlänge und der Schwingungsdauer ist nicht schwer zu
Fadenpendel M) Ziel des Versuches Der Aufbau dieses Versuches ist denkbar einfach: eine Kugel hängt an einem Faden. Der Zusammenhang zwischen der Fadenlänge und der Schwingungsdauer ist nicht schwer zu
ISF INSTITUT FÜR SPANENDE FERTIGUNG
 CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
CO 2 -Einsatz in der spanenden Fertigung 11. Tagung Industriearbeitskreis Trockeneisstrahlen Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Prof. Dr.-Ing. Dr. h. c. Klaus Weinert Universität
Koordinatenmeßtechnik für die Qualitätssicherung
 Koordinatenmeßtechnik für die Qualitätssicherung Grundlagen - Technologien - Anwendungen - Erfahrungen Herausgeber: Prof. Dr.-Ing. Dr. h.c. Tilo Pfeifer Autoren: Dipl.-Ing. W. Beuck, Aachen Dipl.-Ing.
Koordinatenmeßtechnik für die Qualitätssicherung Grundlagen - Technologien - Anwendungen - Erfahrungen Herausgeber: Prof. Dr.-Ing. Dr. h.c. Tilo Pfeifer Autoren: Dipl.-Ing. W. Beuck, Aachen Dipl.-Ing.
AMU, maskin og værktøj. CNC-Drehe Technik, Bediener. Kursnummer 45187. Udviklet af EUCSyd, Sønderborg 1
 CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 Inhaltsverzeichnis Inhaltsverzeichnis... 2 Kursusinformation... 3 CNC-Werkzeugmaschinen... 4 Koordinatensystem... 5 Übung 1
Benutzerhandbuch. ce - Inspector
 ce - Inspector Stand: ce -Inspector 1.0 rel 21 17.01.2007 Erstellt durch Dipl.-Ing. (FH) Helmut Eß Am Hafen 22.. Telefon (0531)310390. Fax (0531)313074. E-Mail: info@was-bs.de. http://www.was-bs.de Seite:
ce - Inspector Stand: ce -Inspector 1.0 rel 21 17.01.2007 Erstellt durch Dipl.-Ing. (FH) Helmut Eß Am Hafen 22.. Telefon (0531)310390. Fax (0531)313074. E-Mail: info@was-bs.de. http://www.was-bs.de Seite:
Übung 1: CAM-Teil Definition
 Übung 1: CAM-Teil Definition Diese Übung zeigt den Prozess der CAM-Teil Definition. In dieser Übung müssen Sie das CAM-Teil für das unten gezeigte Modell erzeugen, d.h. den Nullpunkt, das Spannfutter,
Übung 1: CAM-Teil Definition Diese Übung zeigt den Prozess der CAM-Teil Definition. In dieser Übung müssen Sie das CAM-Teil für das unten gezeigte Modell erzeugen, d.h. den Nullpunkt, das Spannfutter,
Lineare Bewegungsgesetze. 1. Theoretische Grundlagen Der Vektor der Momentangeschwindigkeit eines Massepunktes ist. , (1) dt . (2)
 dt . (2)") M03 Lineare Bewegungsgesetze Die Zusammenhänge zwischen Geschwindigkeit, Beschleunigung, Masse und Kraft werden am Beispiel eindimensionaler Bewegungen experimentell mit Hilfe eines Bewegungsmesswandlers
M03 Lineare Bewegungsgesetze Die Zusammenhänge zwischen Geschwindigkeit, Beschleunigung, Masse und Kraft werden am Beispiel eindimensionaler Bewegungen experimentell mit Hilfe eines Bewegungsmesswandlers
HPC-Bearbeitung. Leistungssteigerung im ELB-Tieflochbohren. Institut für Fertigungstechnik. Labor für Produktionstechnik
 HPC-Bearbeitung Leistungssteigerung im ELB-Tieflochbohren ao.univ.prof. DI Dr. Fritz Bleicher DI Johannes Bernreiter 12.November 2008 Institut für Fertigungstechnik Seite 1 Inhaltsübersicht 1 Grundlagen
HPC-Bearbeitung Leistungssteigerung im ELB-Tieflochbohren ao.univ.prof. DI Dr. Fritz Bleicher DI Johannes Bernreiter 12.November 2008 Institut für Fertigungstechnik Seite 1 Inhaltsübersicht 1 Grundlagen
2D - Strömungssimulation einer dreiblättrigen Vertikalachs-Windkraftanlage
 2D - Strömungssimulation einer dreiblättrigen Vertikalachs-Windkraftanlage Inhalt: 1 Einleitung 3 2 Technische Daten 4 3 Geometrie unter PRO Engineer 5 4 Vernetzung der Geometrie 9 5 Simulation des stationären
2D - Strömungssimulation einer dreiblättrigen Vertikalachs-Windkraftanlage Inhalt: 1 Einleitung 3 2 Technische Daten 4 3 Geometrie unter PRO Engineer 5 4 Vernetzung der Geometrie 9 5 Simulation des stationären
Fehler- und Ausgleichsrechnung
 Fehler- und Ausgleichsrechnung Daniel Gerth Daniel Gerth (JKU) Fehler- und Ausgleichsrechnung 1 / 12 Überblick Fehler- und Ausgleichsrechnung Dieses Kapitel erklärt: Wie man Ausgleichsrechnung betreibt
Fehler- und Ausgleichsrechnung Daniel Gerth Daniel Gerth (JKU) Fehler- und Ausgleichsrechnung 1 / 12 Überblick Fehler- und Ausgleichsrechnung Dieses Kapitel erklärt: Wie man Ausgleichsrechnung betreibt
Grosse Evolutionsschritte der Schaftfräser:
 Grosse Evolutionsschritte der Schaftfräser: Einführung der PVD Hartstoff-Beschichtungen auf HSS Fräsern Neuer Schneidstoff: Hartmetall Wechsel zu " komplexeren " Beschichtungen Einführung von «Feinheiten
Grosse Evolutionsschritte der Schaftfräser: Einführung der PVD Hartstoff-Beschichtungen auf HSS Fräsern Neuer Schneidstoff: Hartmetall Wechsel zu " komplexeren " Beschichtungen Einführung von «Feinheiten
Lineare Funktion. Wolfgang Kippels 3. November Inhaltsverzeichnis
 Lineare Funktion Wolfgang Kippels. November 0 Inhaltsverzeichnis Grundlegende Zusammenhänge. Aufbau der Linearen Funktion......................... Nullstellenbestimmung............................. Schnittpunktbestimmung............................
Lineare Funktion Wolfgang Kippels. November 0 Inhaltsverzeichnis Grundlegende Zusammenhänge. Aufbau der Linearen Funktion......................... Nullstellenbestimmung............................. Schnittpunktbestimmung............................
Unterschiede zwischen der DIN EN ISO 9972 und DIN EN Bestimmung der Luftdurchlässigkeit von Gebäuden Differenzdruckverfahren
 Unterschiede zwischen der DIN EN ISO 9972 und DIN EN 13829 Bestimmung der Luftdurchlässigkeit von Gebäuden Differenzdruckverfahren Im Folgenden wird auf einige Unterschiede zwischen den beiden Normen eingegangen.
Unterschiede zwischen der DIN EN ISO 9972 und DIN EN 13829 Bestimmung der Luftdurchlässigkeit von Gebäuden Differenzdruckverfahren Im Folgenden wird auf einige Unterschiede zwischen den beiden Normen eingegangen.
Lehrplan 2013: Klassenstufe 11: 2015/16 Klassenstufe 12: 2016/17 Analytische Geometrie und Vektorrechnung
 Lehrplan 2013: Klassenstufe 11: 2015/16 Klassenstufe 12: 2016/17 Analytische Geometrie und Vektorrechnung Erfurt, 05.03.2015 Wolfgang Häfner Analytische Geometrie und Vektorrechnung Änderungen im Lehrplan
Lehrplan 2013: Klassenstufe 11: 2015/16 Klassenstufe 12: 2016/17 Analytische Geometrie und Vektorrechnung Erfurt, 05.03.2015 Wolfgang Häfner Analytische Geometrie und Vektorrechnung Änderungen im Lehrplan
Kalibrierung von Mess- und Fertigungsmaschinen mit dem LaserTRACER Anwendungen und Ausblick
 Kalibrierung von Mess- und Fertigungsmaschinen mit dem LaserTRACER Anwendungen und Ausblick Genauigkeit für Koordinatenmessgeräte und Werkzeugmaschinen Der LaserTRACER TRAC-CAL für Kalibrierung und Korrektur
Kalibrierung von Mess- und Fertigungsmaschinen mit dem LaserTRACER Anwendungen und Ausblick Genauigkeit für Koordinatenmessgeräte und Werkzeugmaschinen Der LaserTRACER TRAC-CAL für Kalibrierung und Korrektur
Fachgespräch Emissionsüberwachung Merkblatt
 Merkblatt zur Kalibrierung von automatischen Messeinrichtungen für Stickoxide (NO x ) und Kohlenmonoxid (CO) nach EN 14181 Die DIN EN 14181 Qualitätssicherung für automatische Messeinrichtungen fordert
Merkblatt zur Kalibrierung von automatischen Messeinrichtungen für Stickoxide (NO x ) und Kohlenmonoxid (CO) nach EN 14181 Die DIN EN 14181 Qualitätssicherung für automatische Messeinrichtungen fordert
Studiengang Mechatronik (berufsbegleitend)
") Studiengang Mechatronik (berufsbegleitend) Lehrveranstaltungs - Nr. Bezeichnung 81 051 Management Grundlagen Betriebswirtschaftslehre (81 501) Prof. Dr. Borgmeier Präsentationstechnik (81 502) - Reznicek
Studiengang Mechatronik (berufsbegleitend) Lehrveranstaltungs - Nr. Bezeichnung 81 051 Management Grundlagen Betriebswirtschaftslehre (81 501) Prof. Dr. Borgmeier Präsentationstechnik (81 502) - Reznicek
Radiuskorrektur 3. Beispiele zur Radiuskorrektur
 Radiuskorrektur 3 Beispiele zur Radiuskorrektur Zuerst nochmals die schon bekannte Werkstückkontur, diesmal komplett Fräsen der Kontur 10mm tief mit Schaftfräser Ø 20mm im Gleichlauf Anfang und Ende am
Radiuskorrektur 3 Beispiele zur Radiuskorrektur Zuerst nochmals die schon bekannte Werkstückkontur, diesmal komplett Fräsen der Kontur 10mm tief mit Schaftfräser Ø 20mm im Gleichlauf Anfang und Ende am
Industrie Workshop Optische Messtechnik für Präzisionswerkzeuge
 Industrie Workshop Optische Messtechnik für Präzisionswerkzeuge Optisches Messen von geometrischen Kenngrößen an Präzisionswerkzeugen mittels neuartigem Messverfahren 7. Juni 2011 Holger Hage Inhalt 1.
Industrie Workshop Optische Messtechnik für Präzisionswerkzeuge Optisches Messen von geometrischen Kenngrößen an Präzisionswerkzeugen mittels neuartigem Messverfahren 7. Juni 2011 Holger Hage Inhalt 1.
Zugversuch - Versuchsprotokoll
 Gruppe 13: René Laquai Jan Morasch Rudolf Seiler 16.1.28 Praktikum Materialwissenschaften II Zugversuch - Versuchsprotokoll Betreuer: Heinz Lehmann 1. Einleitung Der im Praktikum durchgeführte Zugversuch
Gruppe 13: René Laquai Jan Morasch Rudolf Seiler 16.1.28 Praktikum Materialwissenschaften II Zugversuch - Versuchsprotokoll Betreuer: Heinz Lehmann 1. Einleitung Der im Praktikum durchgeführte Zugversuch
2 Spanbildung Vorgänge an der Schneide Aufbauschneiden Scheinspanbildung 18 Schrifttum 20
 Inhaltsübersicht 1 Einführung 1 1.1 Geschichtliche Entwicklung 1 1.2 Stand der spanenden Aluminiumbearbeitung 6 1.3 Kinematik der Spanungsprozesse und Schneidkeilgeometrie 10 Schrifttum 12 2 Spanbildung
Inhaltsübersicht 1 Einführung 1 1.1 Geschichtliche Entwicklung 1 1.2 Stand der spanenden Aluminiumbearbeitung 6 1.3 Kinematik der Spanungsprozesse und Schneidkeilgeometrie 10 Schrifttum 12 2 Spanbildung
Zerspanung 2/3-Komponenten-Dynamometer zur Erfassung der Schnittkräfte und Schneidentemperaturen beim Bohren, Drehen und Fräsen
 Engineering.de 1976 Zerspanung 2/3-Komponenten-Dynamometer zur Erfassung der Schnittkräfte und Schneidentemperaturen beim Bohren, Drehen und Fräsen Neu: Multimediale Produktpräsentation Schnittkraftmesser
Engineering.de 1976 Zerspanung 2/3-Komponenten-Dynamometer zur Erfassung der Schnittkräfte und Schneidentemperaturen beim Bohren, Drehen und Fräsen Neu: Multimediale Produktpräsentation Schnittkraftmesser
Rotation. Versuch: Inhaltsverzeichnis. Fachrichtung Physik. Erstellt: U. Escher A. Schwab Aktualisiert: am 29. 03. 2010. Physikalisches Grundpraktikum
 Fachrichtung Physik Physikalisches Grundpraktikum Versuch: RO Erstellt: U. Escher A. Schwab Aktualisiert: am 29. 03. 2010 Rotation Inhaltsverzeichnis 1 Aufgabenstellung 2 2 Allgemeine Grundlagen 2 2.1
Fachrichtung Physik Physikalisches Grundpraktikum Versuch: RO Erstellt: U. Escher A. Schwab Aktualisiert: am 29. 03. 2010 Rotation Inhaltsverzeichnis 1 Aufgabenstellung 2 2 Allgemeine Grundlagen 2 2.1
P70. intelligent. flexibel. kraftvoll. genau. schnell. Vorschub-Einheit P70. Die innovative. Vorschub-Einheit. mit eigenem Antriebssystem
 intelligent P70 Vorschub-Einheit flexibel kraftvoll 399 00 185 20-10-07/98-2- genau schnell P70 Die innovative Vorschub-Einheit mit eigenem Antriebssystem P70 Vorschubeinheit Ventilsitzbearbeitung Werkzeugausrüstung
intelligent P70 Vorschub-Einheit flexibel kraftvoll 399 00 185 20-10-07/98-2- genau schnell P70 Die innovative Vorschub-Einheit mit eigenem Antriebssystem P70 Vorschubeinheit Ventilsitzbearbeitung Werkzeugausrüstung
Dynamische Geometrie
 Dynamische Geometrie 1) Die Mittelsenkrechten, die Seitenhalbierenden, die Höhen und die Winkelhalbierenden eines beliebigen Dreiecks schneiden sich jeweils in einem Punkt. a) Untersuchen Sie die Lage
Dynamische Geometrie 1) Die Mittelsenkrechten, die Seitenhalbierenden, die Höhen und die Winkelhalbierenden eines beliebigen Dreiecks schneiden sich jeweils in einem Punkt. a) Untersuchen Sie die Lage
Spannung und Stromstärke einer Solarzelle Einfluss von der Fläche und der Beleuchtungsstärke
 Spannung und Stromstärke einer Solarzelle ENT Schlüsselworte Sonnenenergie, Fotovoltaik, Solarzelle, Lichtintensität, Elektrische Energie, Leerlaufspannung, Kurzschlussstromstärke Prinzip Solarzellen wandeln
Spannung und Stromstärke einer Solarzelle ENT Schlüsselworte Sonnenenergie, Fotovoltaik, Solarzelle, Lichtintensität, Elektrische Energie, Leerlaufspannung, Kurzschlussstromstärke Prinzip Solarzellen wandeln
maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN!
 maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN! Das Werkzeug Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Einsatzgebiete sind
maximale Zähnezahlen maximales Fräsen Type FP 63...made by JONGEN! Das Werkzeug Neues Eckfräserprogramm für maschinenschonende Bearbeitungen bei höchster Produktivität und Präzision. Einsatzgebiete sind
3.2. 3.1 Honen. A Honen und Schleifen. B Langhubhonen von Bohrungen
 Lernfeld 9 Feinbearbeitungsverfahren 3.2 3.1 Honen A Honen und Schleifen Beschreiben Sie das Fertigungsverfahren Honen und zeigen Sie den Unterschied zum Schleifen. Welche Honverfahren werden unterschieden?
Lernfeld 9 Feinbearbeitungsverfahren 3.2 3.1 Honen A Honen und Schleifen Beschreiben Sie das Fertigungsverfahren Honen und zeigen Sie den Unterschied zum Schleifen. Welche Honverfahren werden unterschieden?
LK Lorentzkraft. Inhaltsverzeichnis. Moritz Stoll, Marcel Schmittfull (Gruppe 2) 25. April Einführung 2
 25. April Einführung 2") LK Lorentzkraft Blockpraktikum Frühjahr 2007 (Gruppe 2) 25. April 2007 Inhaltsverzeichnis 1 Einführung 2 2 Theoretische Grundlagen 2 2.1 Magnetfeld dünner Leiter und Spulen......... 2 2.2 Lorentzkraft........................
LK Lorentzkraft Blockpraktikum Frühjahr 2007 (Gruppe 2) 25. April 2007 Inhaltsverzeichnis 1 Einführung 2 2 Theoretische Grundlagen 2 2.1 Magnetfeld dünner Leiter und Spulen......... 2 2.2 Lorentzkraft........................
Produkterweiterung. Produktinformation 23/2014G. Produktinformation 03/2015G. Planfrässystem für höchste Wirtschaftlichkeit
 Produkterweiterung Produktinformation 23/2014G Produktinformation 03/2015G Planfrässystem für höchste Wirtschaftlichkeit Produkterweiterung OWMT0807**ER-ML OWMT0807**ER-HJ Neue positive Wendeschneidplatten
Produkterweiterung Produktinformation 23/2014G Produktinformation 03/2015G Planfrässystem für höchste Wirtschaftlichkeit Produkterweiterung OWMT0807**ER-ML OWMT0807**ER-HJ Neue positive Wendeschneidplatten
Anwendungstechnik: Wilfried Geis
 Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Anwendungstechnik: Wilfried Geis Die Auswahl der richtigen Werkzeuge, Frässtrategie und Maschinentechnik ist kritisch, um optimale Resultate hinsichtlich Qualität und Geschwindigkeit zu liefern. Viele
Radiuskorrektur 4. Ergänzung für Spezielle Steuerung. Anfahren mit der Radiuskorrektur
 Radiuskorrektur 4 Ergänzung für Spezielle Steuerung Anfahren mit der Radiuskorrektur Im ersten Teil wurde die Verhaltensweise der Radiuskorrektur während der Bearbeitung an einer Kontur beschrieben. Und
Radiuskorrektur 4 Ergänzung für Spezielle Steuerung Anfahren mit der Radiuskorrektur Im ersten Teil wurde die Verhaltensweise der Radiuskorrektur während der Bearbeitung an einer Kontur beschrieben. Und
Beleg Vorrichtungskonstruktion
 Beleg Vorrichtungskonstruktion Datum: 14.07.05 Inhaltsverzeichnis: - Aufgabenstellung S. 01-02 - Entwurfsskizzen Lage S. 03-04 - Entwurfsskizzen Spannung S. 05-06 - Fertigunsplan S. 07 - Funktionsbeschreibung
Beleg Vorrichtungskonstruktion Datum: 14.07.05 Inhaltsverzeichnis: - Aufgabenstellung S. 01-02 - Entwurfsskizzen Lage S. 03-04 - Entwurfsskizzen Spannung S. 05-06 - Fertigunsplan S. 07 - Funktionsbeschreibung
Messungen mit dem Taschenrechner - Kurzbeschreibung
 Universität Bielefeld Fakultät für Physik Physik und ihre Didaktik Prof. Dr. Bärbel Fromme Messungen mit dem Taschenrechner - Kurzbeschreibung Vorbereitungen: Interface CBL2 an Taschenrechner anschließen,
Universität Bielefeld Fakultät für Physik Physik und ihre Didaktik Prof. Dr. Bärbel Fromme Messungen mit dem Taschenrechner - Kurzbeschreibung Vorbereitungen: Interface CBL2 an Taschenrechner anschließen,
Neuartige Werkzeugkonzepte zur Produktivitätssteigerung der robusten Schwerzerspanung 3
 Neuartige Werkzeugkonzepte zur Produktivitätssteigerung der robusten Schwerzerspanung 3 Dipl.-Ing. Frank Arnold 1 Einleitung Die technologischen Eingriffsbedingungen, speziell die Schnitttiefe und die
Neuartige Werkzeugkonzepte zur Produktivitätssteigerung der robusten Schwerzerspanung 3 Dipl.-Ing. Frank Arnold 1 Einleitung Die technologischen Eingriffsbedingungen, speziell die Schnitttiefe und die
Gemeinsame Pressekonferenz von Siemens und KUKA
 Gemeinsame Pressekonferenz von Siemens und KUKA Redner Manfred Gundel CEO KUKA Roboter GmbH Dr. Robert Neuhauser CEO Business Unit Motion Control Systems, Siemens-Division Drive Technologies Seite 2 Wandel
Gemeinsame Pressekonferenz von Siemens und KUKA Redner Manfred Gundel CEO KUKA Roboter GmbH Dr. Robert Neuhauser CEO Business Unit Motion Control Systems, Siemens-Division Drive Technologies Seite 2 Wandel
Verwandte Begriffe Maxwell-Gleichungen, elektrisches Wirbelfeld, Magnetfeld von Spulen, magnetischer Fluss, induzierte Spannung.
 Verwandte Begriffe Maxwell-Gleichungen, elektrisches Wirbelfeld, Magnetfeld von Spulen, magnetischer Fluss, induzierte Spannung. Prinzip In einer langen Spule wird ein Magnetfeld mit variabler Frequenz
Verwandte Begriffe Maxwell-Gleichungen, elektrisches Wirbelfeld, Magnetfeld von Spulen, magnetischer Fluss, induzierte Spannung. Prinzip In einer langen Spule wird ein Magnetfeld mit variabler Frequenz
Testprüfung (Abitur 2013)
") Testprüfung (Abitur 2013) Steve Göring, stg7@gmx.de 3. April 2013 Bearbeitungszeit: Zugelassene Hilfsmittel: 270 Minuten Taschenrechner (nicht programmierbar, nicht grafikfähig), Tafelwerk Name: Punkte:
Testprüfung (Abitur 2013) Steve Göring, stg7@gmx.de 3. April 2013 Bearbeitungszeit: Zugelassene Hilfsmittel: 270 Minuten Taschenrechner (nicht programmierbar, nicht grafikfähig), Tafelwerk Name: Punkte:
HAW Hamburg. Fakultät Technik und Informatik. Department Maschinenbau und Produktion. Praktikum - Konstruktion 4. Versuch M4
 MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Labor für Maschinenelemente und Tribologie W 16 Prof. Dr.-Ing. Frank Helmut Schäfer Dipl.-Ing. Niels Eiben (Autor)
MUT HAW Hamburg Fakultät Technik und Informatik Department Maschinenbau und Produktion Labor für Maschinenelemente und Tribologie W 16 Prof. Dr.-Ing. Frank Helmut Schäfer Dipl.-Ing. Niels Eiben (Autor)
Prägesysteme. Prägesysteme für Ein-/Mehrspindler und CNC Maschinen
 Prägesysteme für Ein-/Mehrspindler und CNC Maschinen Signosyn D40 1 Signosyn D50-30 2 Signosyn D50-35 3 Signosyn D50-CNC 5 Signosyn 76 4 Beschriftungswerkzeug MC 1 6/7 Beschriftungswerkzeug MR 1 8 Schriftrollen
Prägesysteme für Ein-/Mehrspindler und CNC Maschinen Signosyn D40 1 Signosyn D50-30 2 Signosyn D50-35 3 Signosyn D50-CNC 5 Signosyn 76 4 Beschriftungswerkzeug MC 1 6/7 Beschriftungswerkzeug MR 1 8 Schriftrollen
Qualität " Beschaffenheit einer Einheit bezüglich ihrer Eignung festgelegt und vorrausgesetzter Erfordernisse zu erfüllen " ( DIN Teil 11 ).
.") Qualitätssicherung (Folien) - 1 - KN103..2001 QS beginnt: - Im Aufbau und Ausbau des Systems in allen Bereichen. - Betrifft jeden Mitarbeiter - Betrifft die Produktionsplanung - Betrifft die Gestaltung
Qualitätssicherung (Folien) - 1 - KN103..2001 QS beginnt: - Im Aufbau und Ausbau des Systems in allen Bereichen. - Betrifft jeden Mitarbeiter - Betrifft die Produktionsplanung - Betrifft die Gestaltung
FERTIGUNGSVERFAHREN BAND1 Drehen, Fräsen, Bohren
 Studium und Praxis FERTIGUNGSVERFAHREN BAND1 Drehen, Fräsen, Bohren Prof. Dr.-Ing. Dr. h.c. Wilfried König Vierte Auflage Verlag des Vereins Deutscher Ingenieure Düsseldorf Ш Inhalt 1 Einleitung 1 2 Werkstückgenauigkeit
Studium und Praxis FERTIGUNGSVERFAHREN BAND1 Drehen, Fräsen, Bohren Prof. Dr.-Ing. Dr. h.c. Wilfried König Vierte Auflage Verlag des Vereins Deutscher Ingenieure Düsseldorf Ш Inhalt 1 Einleitung 1 2 Werkstückgenauigkeit
Oberflächenmesstechnik
 Oberflächenmesstechnik In dem Laborversuch sollen Oberflachenrauhigkeiten mit Hilfe von Tastschnittgeraten messtechnisch erfasst werden, um so die Kenntnisse zur Beurteilung spanend gefertigter Oberflachen
Oberflächenmesstechnik In dem Laborversuch sollen Oberflachenrauhigkeiten mit Hilfe von Tastschnittgeraten messtechnisch erfasst werden, um so die Kenntnisse zur Beurteilung spanend gefertigter Oberflachen
Schnelle, bequeme und sichere Inbetrieb nahme durch einzig artige Bedienersoftware. WEISS Application Software
 SH 75 Dreheinheiten Hub-Dreheinheit SH 75 SH Hub-DrehEinheit WEISS Application Software Schnelle, bequeme und sichere Inbetrieb nahme durch einzig artige Bedienersoftware WEISS Application Software 198
SH 75 Dreheinheiten Hub-Dreheinheit SH 75 SH Hub-DrehEinheit WEISS Application Software Schnelle, bequeme und sichere Inbetrieb nahme durch einzig artige Bedienersoftware WEISS Application Software 198
Impulserhaltung in zwei Dimensionen (M5)
") Impulserhaltung in zwei Dimensionen (M5) Ziel des Versuches Der elastische Stoß zweier Scheiben mit sowohl gleicher als auch unterschiedlicher Masse, die sich auf einem Luftkissentisch nahezu reibungsfrei
Impulserhaltung in zwei Dimensionen (M5) Ziel des Versuches Der elastische Stoß zweier Scheiben mit sowohl gleicher als auch unterschiedlicher Masse, die sich auf einem Luftkissentisch nahezu reibungsfrei
Numturn Numturn Leistungsstarke CNC-Technik, flexibel und handlich in 4 Versionen. CNC Zyklendrehmaschinen.
 CNC Zyklendrehmaschinen Leistungsstarke CNC-Technik, flexibel und handlich in 4 Versionen NEU mit Siemens 808 D Manual Machine Plus Dreh-Ø über Bett bis 420 mm Numturn ECO - mit hochwertigem Handspannfutter
CNC Zyklendrehmaschinen Leistungsstarke CNC-Technik, flexibel und handlich in 4 Versionen NEU mit Siemens 808 D Manual Machine Plus Dreh-Ø über Bett bis 420 mm Numturn ECO - mit hochwertigem Handspannfutter
Analysen und Kräftemessung im Zerspanprozess Wintersemester 2010/11
 Technische Universität Dortmund Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Wirtschaftsingenieurwissenschaftliches Labor (Diplom) Wirtschaftswissenschaftliches Labor I (Bachelor) Analysen
Technische Universität Dortmund Institut für Spanende Fertigung Prof. Dr.-Ing. Dirk Biermann Wirtschaftsingenieurwissenschaftliches Labor (Diplom) Wirtschaftswissenschaftliches Labor I (Bachelor) Analysen
Physikalisches Anfaengerpraktikum. Trägheitsmoment
 Physikalisches Anfaengerpraktikum Trägheitsmoment Ausarbeitung von Marcel Engelhardt & David Weisgerber (Gruppe 37) Montag, 1. März 005 email: Marcel.Engelhardt@mytum.de Weisgerber@mytum.de 1 1. Einleitung
Physikalisches Anfaengerpraktikum Trägheitsmoment Ausarbeitung von Marcel Engelhardt & David Weisgerber (Gruppe 37) Montag, 1. März 005 email: Marcel.Engelhardt@mytum.de Weisgerber@mytum.de 1 1. Einleitung
Anwendungsbeispiel 2 Optimierung eines Drehprozesses. Anja Fischer TU Dortmund
 Anwendungsbeispiel 2 Optimierung eines Drehprozesses Anja Fischer TU Dortmund in Zusammenarbeit mit S. Goller, U. Götze et al. Problemstellung Modellierung Drehprozess Mehrschrittmodell Ergebnis Optimierung
Anwendungsbeispiel 2 Optimierung eines Drehprozesses Anja Fischer TU Dortmund in Zusammenarbeit mit S. Goller, U. Götze et al. Problemstellung Modellierung Drehprozess Mehrschrittmodell Ergebnis Optimierung
Oberflächen und Kanten
 Oberflächen und Kanten Die Vorlesung erfolgt nach dem Lehrbuch Hoischen in der jeweils gültigen Ausgabe. Bitte den Hoischen unbedingt mitbringen! Für weitere Detail- und Hintergrundinformationen sind nachfolgend
Oberflächen und Kanten Die Vorlesung erfolgt nach dem Lehrbuch Hoischen in der jeweils gültigen Ausgabe. Bitte den Hoischen unbedingt mitbringen! Für weitere Detail- und Hintergrundinformationen sind nachfolgend
Formelsammlung. Lagrange-Gleichungen: q k. Zur Koordinate q k konjugierter Impuls: p k = L. Hamilton-Funktion: p k. Hamiltonsche Gleichungen: q k = H
 Formelsammlung Lagrange-Gleichungen: ( ) d L dt q k L q k = 0 mit k = 1,..., n. (1) Zur Koordinate q k konjugierter Impuls: p k = L q k. (2) Hamilton-Funktion: n H(q 1,..., q n, p 1,..., p n, t) = p k
Formelsammlung Lagrange-Gleichungen: ( ) d L dt q k L q k = 0 mit k = 1,..., n. (1) Zur Koordinate q k konjugierter Impuls: p k = L q k. (2) Hamilton-Funktion: n H(q 1,..., q n, p 1,..., p n, t) = p k
Mathematischer Vorkurs für Physiker WS 2012/13
 TU München Prof. P. Vogl Mathematischer Vorkurs für Physiker WS 2012/13 Übungsblatt 2 Wichtige Formeln aus der Vorlesung: Basisaufgaben Beispiel 1: 1 () grad () = 2 (). () () = ( 0 ) + grad ( 0 ) ( 0 )+
TU München Prof. P. Vogl Mathematischer Vorkurs für Physiker WS 2012/13 Übungsblatt 2 Wichtige Formeln aus der Vorlesung: Basisaufgaben Beispiel 1: 1 () grad () = 2 (). () () = ( 0 ) + grad ( 0 ) ( 0 )+
Die Erweiterung vom Satz des Pythagoras anhand der resultierenden Kraft FR
 Michael B. H. Middendorf 1 Die Erweiterung vom Satz des Pthagoras anhand der resultierenden Kraft FR Bei meinen Überlegungen als Maschinenbauer bzgl. eines Impulsantriebes, stieß ich auf das Problem, ständig
Michael B. H. Middendorf 1 Die Erweiterung vom Satz des Pthagoras anhand der resultierenden Kraft FR Bei meinen Überlegungen als Maschinenbauer bzgl. eines Impulsantriebes, stieß ich auf das Problem, ständig
Schülerexperiment: Messen elektrischer Größen und Erstellen von Kennlinien
 Schülerexperiment: Messen elektrischer Größen und Erstellen von Kennlinien Stand: 26.08.2015 Jahrgangsstufen 7 Fach/Fächer Natur und Technik/ Schwerpunkt Physik Benötigtes Material Volt- und Amperemeter;
Schülerexperiment: Messen elektrischer Größen und Erstellen von Kennlinien Stand: 26.08.2015 Jahrgangsstufen 7 Fach/Fächer Natur und Technik/ Schwerpunkt Physik Benötigtes Material Volt- und Amperemeter;
Anleitung zum Java - Applet
 Anleitung zum Java - Applet Stetige Verteilungen Visualisierung von Wahrscheinlichkeit und Zufallsstreubereich bearbeitet von: WS 2004 / 2005 E/TI 7 betreut von: Prof. Dr. Wilhelm Kleppmann Inhaltsverzeichnis
Anleitung zum Java - Applet Stetige Verteilungen Visualisierung von Wahrscheinlichkeit und Zufallsstreubereich bearbeitet von: WS 2004 / 2005 E/TI 7 betreut von: Prof. Dr. Wilhelm Kleppmann Inhaltsverzeichnis
Vektor-Multiplikation Vektor- Multiplikation
 Vektor- Multiplikation a d c b Thema: Schultyp: Vorkenntnisse: Bearbeitungsdauer: Vektor-Multiplikation: Vektorprodukt Mittelschule, Berufsschule, Fachhochschule Elementare Programmierkenntnisse, Geometrie,
Vektor- Multiplikation a d c b Thema: Schultyp: Vorkenntnisse: Bearbeitungsdauer: Vektor-Multiplikation: Vektorprodukt Mittelschule, Berufsschule, Fachhochschule Elementare Programmierkenntnisse, Geometrie,
Radiuskorrektur 1. Programmierung: G01 X-10 Y-10 X60 Y60 X-10 Y-10
 Radiuskorrektur 1 Bei der Programmierung einer Werkstückkontur muss der Radius eines Fräs- oder Drehwerkzeuges mit berücksichtigt werden. Das bedeutet, dass beim Fräsen die Fräsermittelpunktsbahn zu errechnen
Radiuskorrektur 1 Bei der Programmierung einer Werkstückkontur muss der Radius eines Fräs- oder Drehwerkzeuges mit berücksichtigt werden. Das bedeutet, dass beim Fräsen die Fräsermittelpunktsbahn zu errechnen
Dokumentation Fräskopf 24.06.2013
 Dokumentation Fräskopf 24.06.2013 1 Beschreibung der PC-104 Funktionen. In dieser Beschreibung werden nur die Änderungen die mit einem konfigurierten Fräskopf entstehen behandelt und beschrieben. 1.1 Geänderte
Dokumentation Fräskopf 24.06.2013 1 Beschreibung der PC-104 Funktionen. In dieser Beschreibung werden nur die Änderungen die mit einem konfigurierten Fräskopf entstehen behandelt und beschrieben. 1.1 Geänderte
Info P70 Kraft und Dynamik nach Maß Die neue Vorschubeinheit mit Hochleistungsantrieb
 KOMET KUB Trigon Unisix Info P70 Kraft und Dynamik nach Maß Die neue Vorschubeinheit mit Hochleistungsantrieb Kometric HSK UniTurn M03 Speed HSC CERT EN ISO 9001 Zertifiziertes QM-System P70 Die innovative
KOMET KUB Trigon Unisix Info P70 Kraft und Dynamik nach Maß Die neue Vorschubeinheit mit Hochleistungsantrieb Kometric HSK UniTurn M03 Speed HSC CERT EN ISO 9001 Zertifiziertes QM-System P70 Die innovative
8. NC-Programmierung
 Literatur [Weck06] Weck, M.; Brecher, Ch.: Werkzeugmaschinen. Bd.4: Automatisierung von Maschinen und Anlagen. 6.Auflage, Springer-Verlag Berlin Heidelberg, 2006 [Pri06] Pritschow, G.: Einführung in die
Literatur [Weck06] Weck, M.; Brecher, Ch.: Werkzeugmaschinen. Bd.4: Automatisierung von Maschinen und Anlagen. 6.Auflage, Springer-Verlag Berlin Heidelberg, 2006 [Pri06] Pritschow, G.: Einführung in die
Bruchrechnen Erweitern heißt:
 Bruchrechnen Erweitern heißt: Kürzen heißt: Zähler und Nenner mit der gleichen Zahl vervielfachen. Zähler und Nenner durch die gleiche Zahl teilen. Beim Erweitern und Kürzen bleibt der Wert eines Bruches
Bruchrechnen Erweitern heißt: Kürzen heißt: Zähler und Nenner mit der gleichen Zahl vervielfachen. Zähler und Nenner durch die gleiche Zahl teilen. Beim Erweitern und Kürzen bleibt der Wert eines Bruches