Fertigungstechnik II Umformtechnik Einführung und Wiederholung der Grundlagen
|
|
|
- Brigitte Brauer
- vor 6 Jahren
- Abrufe
Transkript
1 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Fertigungstechnik II Umformtechnik Einführung und Wiederholung der Grundlagen Prof. Dr.-Ing. Alexander Brosius Dresden, 16. Oktober 215 Wochentag Wo Montag Mittwoch Freitag HSL Stundenplan Prof. Beyer OST Vorlesung 3. DS Zeu 26 VL Einführung, VL PVD Physical Vap. Deposition VL Laser-/Plasma- Ober-fl.beschichtg. Ü Übung 1 OST Ü Exkursion 1 Ü Übung 3 Ü Belegvor-stellung Prof. Beyer OST Übung 3. DS Zeu 26 VL CVD Chemical Vapour Deposition; Belegeinführ. VL Spritzverfahren VL Drucktechnikverfahren Ü Übung 2 OST Prof.Füssel Fert.-Planung Vorlesung 1.DS Zeu 222 VL Einführung Fügeund Montageplan. VL Teilefertigung - APL1 (Nestler) VL Teilefertigung - APL2 (Nestler) VL Teilefertigung - APL3 (Nestler) Prof.Füssel Fert.-Planung Übung 3.DS Zeu 222 Ü Übung 1: Produkt-/ Prozessstruktur VL Produktstruktur Ü Übung 2: Daten d. Proz. struktur Buß- und Bettag Buß- und Bettag VL Vorlesung FTM Kapazit.-wirtschaft VL Teilefertigung - APL4 (Nestler) VL Vorlesung FTM Fügbark. Schweißen Ü Exkursion 2 VL Teilefertigung - APL5 (Nestler) VL Vorlesung FTM Fügbark. Schweißen Ü Übung 4 VL Teilefertigung - APL6 (Nestler) Ü Belegvor-stell. und Kon-sultation VL Vorlesung FTM Fügbark. Schrauben VL Teilefertigung - APL7 (Nestler) VL Vorlesung FTM Fügbark. Pressen 3. Übung: Organisat.form 4. Übung FTM Teil Füget. 5. Übung FTM Teil Füget. 6. Übung FTM Teil Schraub. 7. Übung FTM Teil Pressen PD Dr. Nestler ZAT Vorlesung 1.DS Zeu 26 VL Gegenstand und Grundlagen VL Restriktionsystem Zerspan-technik VL Fräsen VL Fräsen/ Bohren VL Bohren VL Präz. und Ultrapr.bearb VL Spezielle Technologien VL Abtragtechnik PD Dr. Nestler ZAT Übung 1.DS Zeu 26 Ü Übung 1 ZAT Fäsen Ü Übung 2 ZAT Fräsen Ü Übung 3 ZAT Rechenaufgaben Prof. Brosius Prof. Brosius UT UT Vorlesung Übung 2.DS Zeu DS Zeu 222 VL Einführung und Grundl. der Umformt VL Element. Methoden der Span.-, Kraft- u. Arbeitserm. VL Tiefziehen VL Biegen VL Gesenkschmieden VL Fließ- und Strangpressen VL Zerteilen / Scherschneid. Ü Wiederhol.- Übung UT Ü Übung 1 UT Ü Übung 2 UT -2-

2 Vorlesungsüberblick Termin Thema Einführung und Grundlagen der Umformtechnik Übung Grundlagen Elementare Methoden der Spannungs-, Kraft- und Arbeitsermittlung Tiefziehen Übung zum Tiefziehen / Tiefziehbeleg Biegen Übung zum Biegen Gesenkschmieden Fließ- und Strangpressen Zerteilen / Scherschneiden Ausweichtermin Repetitorium Skript (Vorlesungsfolien) Direktlink: fakultaet_maschinenwesen/if/ff/studium/index_html Passwort: FT2_Ut_15/16 Ansprechpartner Prof. Dr.-Ing. Alexander Brosius Kontaktdaten alexander.brosius@tu-dresden.de



 Umformeigenschaften am Beispiel Stahl")


3 Multi Material Design Stahl, Eisen 881,7 Absolutes Gewicht: Angaben in kg 438,1 12 Leichtmetalle Andere Metalle Thermoplastische Kunststoffe 61,8 Duroplastische Kunststoffe 148,3 58,5 Elastomere 7,3 47,7 25,3 4,2 29,9 23,1 26,1 Betriebsstoffe Rest Elektronik Lack, Klebstoffe Textilien Glas, Keramik Thermoplastische Elastomere (Quelle: nach Stauber, R.: Umformeigenschaften am Beispiel Stahl Bruchdehnung A 8 in % 6 weiche Stähle, Baustähle Stand: Isotrope Stähle hochfeste IF-Stähle 4 Dualphasen Stähle TRIP Stähle 3 TRIP 1 2 Bake hardening Stähle DP8 / 1 Work hardening 1 Mikrolegierte Stähle Stähle Komplexphasen Stähle CP Zugfestigkeit R m in MPa (Quelle: nach ThyssenKrupp Steel Europe AG)
 Korn (Quelle: Lange).")

4 Kristallgittertypen Elementarzelle Kristallgitter a a Korngrenze Kornstruktur (sichtbar im Lichtmikroskop) Korn (Quelle: Lange).5 mm Arten von Korngrenzen Kleinwinkel-Korngrenzen Korngrenzen Hervorgerufen durch Ausrichtung bzw. polygonartige Anordnung von Versetzungen
 Hexagonal dichteste Packung")
, Wolfram (W) Beispiele: Aluminium (Al), Eisen")
 Beispiele: Magnesium (Mg), Titan (Ti), Zink (Zn) (Quelle:")



5 Kristallgittertypen kubisch-raumzentriert (krz) kubisch-flächenzentriert (kfz) Hexagonal dichteste Packung (hdp) Beispiele: Chrom (Cr), Eisen (α-fe), Molybdän (Mo), Tantal (Ta), Wolfram (W) Beispiele: Aluminium (Al), Eisen (γ-fe), Kupfer (Cu), Gold (Au), Blei (Pb), Silber (Ag), Nickel (Ni) Beispiele: Magnesium (Mg), Titan (Ti), Zink (Zn) (Quelle: Groover, 25) Mechanisms of Gleitebene, plastic deformation Gleitrichtung, Gleitsystem Struktur Anzahl der Struktur Anzahl der Gleitsystem Gleitebenen Gleitrichtung Gleitsystem Gleitsystem Gleitebenen Gleichtrichtung Gleitsystem kfz Cu, Al, Ni, Pb, Au, Ag, g-fe hdp Cd, Zn, Mg, Ti, Be krz a-fe, W, Mo : Gleitebene : Gleitrichtung (Quelle: Lange)
6 Mechanismus der plastischen Deformation Gleitung Elastische Deformation Nicht-deformierte Struktur τ Nach Entlastung τ τ Plastische Deformation infolge Gleitung Nach Entlastung BA1 τ -12- Folie 12 BA1 Alexander Brosius;

7 Mechanismen der plastischen Deformation Zwillingsbildung Nicht deformierte Struktur Zwillingsebene Plastisch deformierte Struktur Zwillingsebene τ τ Zwillingsbildung erfordert höhere Spannungen / Energie als Scherung bzw. Abgleiten Zwillingsbildung tritt ein, wenn Scherung nicht möglich ist (z.b. bei niedrigen Temperaturen, hohen Dehnraten) Theoretische und relae Schubfestigkeit G τ theoretical = to 3 Werkstoff G 2π Schubmodul in MPa Theoretische Schubfestigkeit in MPa Reale Schubfestigkeit in MPa Stahl Aluminumlegierungen Kupferlegierungen Titanlegierungen Faktor 1-1 zwischen realer und theoretischer Schubfestigkeit
8 Überlegung Theoretical and zur real shear maximalen strength Scherspannung = sin(2 ) Mit: A 2 = = = Schubspannung τ B Verschiebung x Gitterfehler Def. Gitterfehler Gitterfehler oder Versetzung sind Abweichungen von idealer, regulärer kristalliner Gitterstruktur Punktfehler (null-dimensional) Leerstellen Ionen-Paar-Verschiebung Flächenfehler (zwei-dimensional Korngrenzen Stapelfehler Einlagerungen Linienfehler (ein-dimensional) Stufenversetzungen Schraubenversetzungen Volumenfehler (drei-dimensional) Poren Einschlüsse, Verunreinigungen


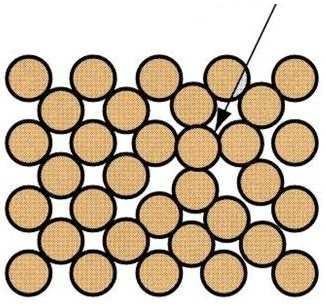
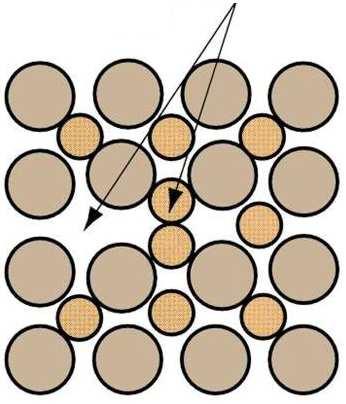


9 Mechanism of plastic deformation Punktfehler Leerstelle Zwischengitterplatzdefekt -17- Ionenpaar- Verschiebugen Linienfehler τ τ τ τ τ τ τ τ Versetzung Gleitebene Ionen-Zwischengitterplatzdefekt -18-
 1 dl dl dϕ = ϕ = = l l l l l 1 ln l")
10 Flächenfehler Stufenversetzung Schraubenversetzung (Quelle: Lange) Begriffsdefinition Technische und wahre Dehnung Ausgangslänge l Zwischenstadium F l dl F Endlänge l 1 Technische Dehnung ε = l l l 1 Wahre Dehnung (logarithmisch) 1 dl dl dϕ = ϕ = = l l l l l 1 ln l
11 Bedeutung des gewählten Dehnungsmaßes 2 Belastungsszenarien: A) Gesamtdehnung l in einem Schritt L = 8 l 1 = 1 l 2 = 15 B) Gesamtdehnung lin zwei Schritten l 1 und l 2 mit l= l 1 + l 2 A) Ein Belastungsschritt B) Zwei Belastungsschritte = = "+!! = =,3125 = "! +!+ " = =,2917, = ln! = =,2719, = ln "! +ln " = =,2719 ε,5,75,1,15,2,3,5,75 1 ϕ,49,72,95,14,18,26,41,56,69 Wahre Größen realitätsnah, da auf augenblickliche Situation bezogen & Inkremente wahrer Dehnungen sind summierbar Begriffsdefinition Technische und Wahre Spannung F A A F d Unter der Annahhme, dass die Normalkraft homogen über den Querschnitt verteilt ist Technische Spannung Wahre Spannung σ = σ = F A F A In der Umformtechnik werden stets wahre Dehnungen und wahre Spannungen genutzt
12 Definition Plastizität F F (Zugkraft) Ausgangslänge Elastisch-plastische Deformation Eigenschaft des Werkstoffes eine bleibende, d.h. irreversible Dehnung zu ertragen. Plastizität tritt mit dem Erreichen der Fließspannung ein. Sowohl Fließspannung als auch erreichbare plastische Dehnung sind dabei werkstoffabhängig! Bleibende (plastische) Deformation Spannungs-Dehnungs-Kurve R m R p,2 σ in MPa E Fließspannung Elastische Gerade ε p ε = ε t = ε e + ε p ε e A A t E Versagen ε (%) R R E A A At σ ε ε ε ε g t e p p,2 m Fließspannung Mindestzugfestigkeit Elastizitätsmodul Gleichmaßdehnung Bruchdehnung Gesamtdehnung Spannung Dehnung Gesamtdehnung Elastische Dehnung Plastische Dehnung Verfestigung Anstieg der Fließspannung bis zum Einschnürung Versagen Materialtrennung infolge diffuser Einschnürung
13 Fließkurven vernachlässigen i. Allg. den elastischen Bereich Größen in Spannungs-Dehnungskurve beziehen sich auf die Ausgangskonfiguration Größen in Fließkurve beziehen sich auf die Momentankonfiguration Vergleich: Spannung-Dehnungskurve Unterschied Fließkurve und Spannungs- Dehnungs-Diagramm Fließkurve Monotone Spannungssteigerung aufgrund Verfestigung Technische Spannung Abfallende Spannung wegen Einschnürung Elastischer Bereich Wahre Spannung Kein elastischer Bereich Logarithmische Dehnung, Dehnungsinkremente sind summierbar Bezogen auf Ausgangsquerschnitt Technische Dehnungen Bezogen auf aktuellen Querschnitt Wahre Dehnung -25- Einflussparameter auf Fließkurve & ϕ = const Kaltumformung Fließspannung k f in MPa kalt warm Umformgrad ϕ Warmumformung Temperatur ϑ Umformgrad ϕ Fließspannung k f Fließspannung k f Fließspannung k f Umformgradϕ -26-
14 Umformgrad - mehrachsig Der Umformgrad ist als der natürliche Logarithmus aus dem Verhältnis der Länge zur Ausgangslänge definiert. L Aus den Längenänderungen in X-, Y- und Z-Richtung ergeben sich 3 Umformgrade: L Z Z Z 1 Y X = ln X Y ϕ = ln 1 1 ϕx Y X Y Z ϕz = ln Z 1 Y X Y 1 X 1 Vorzeichen beachten: Dehnung: ϕ > Stauchung: ϕ < Volumenkonstanz Volumenkonstanz: Werkstoff ist inkompressibel V = V konstant H L B = H L B V1 H1 L1 B1 = = 1 V H L B Ausgangsform Stauchvorgang Endform L V Stempel Werkstück F L 1 V 1 H H 1 B B
15 Volumenkonstanz L L 1 H V H 1 V 1 B B 1 Bedingung aus der Volumenkonstanz: V = V H1 L1 B1 ln + ln + ln = ϕh + ϕl + ϕb = H L B ϕ ϕ ϕ sowie & ϕ1+ & ϕ2+ & ϕ3 = = 1 mit & ϕ = dϕ dt Anwendung Zugversuch Dehnung in Zugrichtung Abnahme der Querschnittsfläche Wie wird wahre Querschnittsfläche A berechnet? F Querschnittsfläche A A F
16 Mehrachsige Spannungszustände In Realität meist mehrachsige Spannungszustände Beispiel: Ebener Spannungszustand mit den Normalspannungen σ i und den Schubspannungen τ ij σ X Y τ XY τ YX σ Y τ XY σ X τ YX X σ Y Fließortbeschreibt einen mind. 2-achsigen Spannungszustand, der zu einer plastischen Deformation führt Wie erhält man Informationen über die anderen Spannungszustände? Experimente oder Annahmen bzgl. Fließort Populäre Fließkriterien / Fließorte (für isotrope Werkstoffe) sind die Kriterien nach Tresca und von Mises Fließkriterium nach TRESCA (Schubspannungshypothese) III σ I σ III k f II σ III σ I Ebener Spannungszustand: σ II =! I σ I τ max k = f 2 σ III σ III IV σ III -k f σ I plastisch V σ III σ I -k f VI σ III k f σ I σ I Bereich I σ > σ > k = σ I III f I II σ > σ > k = σ III I f III III σ > > σ k = σ σ III I f III I IV > σ > σ k = σ III I f I V > σ > σ k = σ I III f III VI σ > > σ k = σ σ I III f I III
17 Fließkriterium nach VON MISES (Gestaltänderungsenergiehypothese) Das Fließkriterium nach VON MISES via Spannungskomponenten: = ( σ σ ) + ( σ σ ) + ( σ σ ) + 6( τ + τ + τ ) k f xx yy yy zz zz xx xy yz zx σ v. M. Das Fließkriterium nach VON MISES via Hauptspannungskomponenten: 1 k = σ σ + σ σ + σ σ f ( ) ( ) ( ) σ 2 = σ II = ebener Spannungszustand / = 1 " " 1 2 σ 3 45 σ 1 Vergleich TRESCA& VON MISES Angenommener Spannungszustand: τ xy σ III TRESCA / = 2 = VON MISES Tresca v. Mises σ I / = / = 3 4 Maximale Abweichung zwischen beiden Kriterien: 15,5 %
18 Zusammenhang Fließkurve - Fließortkurve Isotrope Verfestigung Fließkurve Fließortkurve Anfangsfließortkurve Folgefließortkurve k f in MPa 2 1 σ 2 in MPa 2 1 σ σ σ V -1 σ.2.4 Umformgrad ϕ σ 1 in MPa Übersicht gängiger Fließkriterien Autor, Jahr σ σ 3 σ 45 σ 75 σ 9 σ b τ r r 3 r 45 r 75 r 9 r b Hill-Typ Hill 1948 x x x x Hill 1979 x x x Hill 199 x x x x x x Hill 1993 x x x x x Chu 1995 x x x x x Lin, Ding 1996 x x x x x x x Hu 25 x x x x x x x Hosford-Typ Hosford 1979 x x x Barlat 1989 x x x x Barlat 1991 x x x x Karafillis, Boyce 1993 x x x x x x Bron-Besson 23 x x x x x x x Barlat 1996 x x x x x x x BBC 2 x x x x x x x Barlat 23 (Yld2) x x x x x x x x BBC 23 x x x x x x x x Aretz-Barlat 24 x x x x x x x x Drucker-Typ Cazacu-Barlat 21 x x x x x x x x x x x Cazacu-Barlat 25 x x x x x x x x x x x
19 Temperatur Warm-, Halbwarm-, Kaltumformung Prozesstechnik Massiv- und Blechumformung Spannungszustände Unterteilungskriterien in der Umformtechnik Zug, Druck, Schub und Kombinationen (siehe DIN 858, DIN 8582) Umformen DIN 8582 Druckumformen Zugumformen Schubumformen Zugdruckumformen Biegeumformen Einteilung der Fertigungsverfahren nach DIN 858 Zusammenhalt schaffen Zusammenhalt beibehalten Zusammenhalt vermindern Zusammenhalt vermehren Formändern 2. Umformen 3. Trennen 4. Fügen 1. Urformen Eigenschaften 6. Stoffeigenschaften ändern 5. Beschichten Umlagern von Stoffteilchen Aussondern von Stoffteilchen Einbringen von Stoffteilchen

20 Einteilung der Umformverfahren in Untergruppen nach DIN 8582 Umformen Druckumformen Zugdruckumformen Zugumformen Biegeumformen Schubumformen Walzen Freiformen Gesenkformen Eindrücken Durchdrücken Durchziehen Tiefziehen Kragenziehen Drücken Knickbauchen Längen Weiten Tiefen Biegen mit geradliniger Werkzeugbewegung Biegen mit drehender Werkzeugbewegung Verschieben Verdrehen Fertigungsmöglichkeiten für einen Bolzen Beispiele: Welche Fertigungsverfahren gibt es nach DIN 858? Urformen Fertigteil DIN 8582 Umformen Anstauchen: Kleiner Ausgangsquerschnitt Fließpressen: Großer Ausgangsquerschnitt (Werkstoff wird durch die Düse gedrückt) DIN 8588 DIN 8592 Trennen DIN 8593 Fügen + Abfall



21 Spanende vs. umformende Fertigung Spanvolumen Faserverlauf Großes Spanvolumen Werkstoffeffizienz Beispiel: D außen = 1,2 D innen 7 % Spanvolumen Wirtschaftlich bei kleinen Abmessungen Bezogenes Spanvolumen mm³ mm in g 31 kg 123 kg Innendurchmesser D i in mm gestoßen umgeformt Faserverlauf unterbrochen durch spanende Fertigung Geringere Festigkeit Einfluss auf Ermüdungs-und Verschleißfestigkeit (Quelle: Bargel) Umformen Zerspanen Kostenvergleich Umgeformtes Werkstück Werkstoff: Ma 8 Ø2 Ø1 1 2 Gedrehtes Werkstück Werkstoff: 9 SMnPb 2 3 Ø2 Ø1 1 2 Beispiel Kaltumformung Werkstückgewicht minimale Anzahl der Werkstücke: <2 g 1. 2 bis 5 g 5. 5 g bis 1 kg 1. 1 bis 5 kg
22 Spanende vs. umformende Fertigung Spanen Umformen Normal erreichbar Durch Sondermaßnahmen erreichbar In Ausnahmefällen erreichbar (Quelle: nach K. Lange) Einteilung Umformverfahren Blech- und Massivumformung Umformende Fertigungsverfahren Massivumformung Blechumformung F 2 F 1 F 1 F 2 F 2 F 3 Halbzeugabmessungen in allen drei Raumrichtungen ähnlich Werkstofffluss in alle Richtungen I. Allg. drei-achsiger Spannungszustand Größere Umformkräfte als bei Blechumformung Deutlich älter als Blechumformung (z.b. Schmieden) F 1 Halbzeugabmessung in Dickenrichtung wesentlich geringer Werkstück ist Hohlkörper (annähernd konst. Wandstärke) I. Allg. zwei-achsiger Spannungszustand (Zug-Zug oder Zug- Druckspannung)
23 Einteilung Umformverfahren Temperatur Nach DIN 8582 Nach DIN 8582 Kaltumformung Halbwarmumformung Warmumformung Raumtemperatur ohne zusätzliche Erwärmung Erhöhte Temperatur Erwärmung? Erhöhte Temperatur mit zusätzlicher Erwärmung Unterhalb Rekristallisationstemperatur Oberhalb Rekristallisationstemperatur -45- Einteilung Umformverfahren Temperatur Kaltumformung Temperatur: ϑ < Rekristallisationstemperatur Keine Verzunderung der Oberfläche Erhöhung der Festigkeit und Verringerung der Dehnung durch Kaltverfestigung Warmumformung Temperatur: ϑ > Rekristallisationstemperatur Großes Umformvermögen der Werkstoffe, geringe Umformkräfte Keine Änderung der Festigkeit am umgeformten Werkstück Halb-Warmumformung Temperatur: Raumtemperatur < ϑ < Rekristallisationstemperatur Kein bzw. geringes Verzundern an der Oberfläche Geringere Umformkräfte als beim Kaltumformen Engere Maßtoleranzen als beim Warmumformen Zahlenwerte Stahl: ϑ R 6 C Aluminium: ϑ R 3 C Dehnratenaspekt 9: = ;9 muss so gewählt werden, dass Rekristallisation zeitlichstattfinden kann! ;< Hohe Dehnraten ermöglichen ein Verschieben der Rekristallisation zu höheren Temperaturen! Grenzbereich Rekristallisationstemperatur -46-


24 Einschub Rekristallisation 1 Wärmezufuhr oder dissipierteumformenergie reduziert Versetzungsdichte und kann Korngrenzen verändern Rekristallisation verändert die Mikrostruktur Rekristallisationstemperatur Erforderliche Temperatur, die eine Umwandlung aller Körner in 1 h zur Folge hat primär Rekristallisation sekundär Umformbarkeit Fließspannung T m = Schmelztemperatur Zeit Einschub Rekristallisation 2 Kornwachstum in Abhängigkeit der Zeit Zeit Temperaturführung während einer Wärmebehandlung Quelle: Dr. R. Henseler; Prof. A. Brückner-Foit 6 C 64 C Temperatur 1: Vorheizen t pr 2: Durchwärmen t th 3: Halten t ho 4: Abkühlen t co Zeit 55 C 5 C 45 C 4 C Temperatureinfluss bei definierter Zeit (Aluminium, 3 min)
25 Literatur- und Internethinweise Literaturhinweise Lange, K. (Hrsg.), Umformtechnik, Bd. 1-4, Springer-Verlag Berlin, Heidelberg, New York, 1984, 1988, 199, 1993 Spur, G., Handbuch der Fertigungstechnik, Band 1-3, Karl-Hanser-Verlag, München, Wien, 1984 Kopp, R., Einführung in die Umformtechnik, 2. Aufl., Verlag der Augustinus Buchhandlung, Aachen, 1999 Internethinweise Informationsportal Umformtechnik: Industrieverband Massivumformung e.v.: Gesamtverband der Aluminiumindustrie: E-Learning zum Thema Aluminium:
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren. Fertigungstechnik I Umformtechnik Einführung
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Fertigungstechnik I Umformtechnik Einführung Prof. Dr.-Ing. Alexander Brosius 13. Oktober 2015 Vorlesungsskript
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Fertigungstechnik I Umformtechnik Einführung Prof. Dr.-Ing. Alexander Brosius 13. Oktober 2015 Vorlesungsskript
Fertigungstechnik I Umformtechnik. Grundlagen, Kennwerte und Kennwertermittlung
 akultät Maschinenwesen, Institut für ertigungstechnik, Professur ormgebende ertigungsverfahren ertigungstechnik I Umformtechnik Grundlagen, Kennwerte und Kennwertermittlung Prof. Dr.-Ing. Alexander Brosius
akultät Maschinenwesen, Institut für ertigungstechnik, Professur ormgebende ertigungsverfahren ertigungstechnik I Umformtechnik Grundlagen, Kennwerte und Kennwertermittlung Prof. Dr.-Ing. Alexander Brosius
3. Struktur des Festkörpers
 3. Struktur des Festkörpers 3.1 Kristalline und amorphe Strukturen Amorphe Struktur - Atombindung ist gerichtet - unregelmäßige Anordnung der Atome - keinen exakten Schmelzpunkt, sondern langsames Erweichen,
3. Struktur des Festkörpers 3.1 Kristalline und amorphe Strukturen Amorphe Struktur - Atombindung ist gerichtet - unregelmäßige Anordnung der Atome - keinen exakten Schmelzpunkt, sondern langsames Erweichen,
Das Verformungsverhalten metallischer Werkstoffe
 σ w in N/mm² Das Verformungsverhalten metallischer Werkstoffe Das Spannungs-Dehnungs-Diagramm Das Spannungs-Dehnungs-Diagramm (Abb.1) beschreibt das makroskopische Veformungsverhalten metallischer Werkstoffe
σ w in N/mm² Das Verformungsverhalten metallischer Werkstoffe Das Spannungs-Dehnungs-Diagramm Das Spannungs-Dehnungs-Diagramm (Abb.1) beschreibt das makroskopische Veformungsverhalten metallischer Werkstoffe
Praktikum Fertigungstechnik. Umformtechnik I
 Praktikum Fertigungstechnik Umformtechnik I Theoretische Grundlagen Umformmechanismus gezielte Änderung der Form, der Öberfläche und der Werkstoffeigenschaften unter Beibehaltung der Masse und Stoffzusammenhalt.
Praktikum Fertigungstechnik Umformtechnik I Theoretische Grundlagen Umformmechanismus gezielte Änderung der Form, der Öberfläche und der Werkstoffeigenschaften unter Beibehaltung der Masse und Stoffzusammenhalt.
Verzerrungen und Festigkeiten
 Verzerrungen und Festigkeiten Vorlesung und Übungen 1. Semester BA Architektur KIT Universität des Landes Baden-Württemberg und nationales Forschungszentrum in der Helmholtz-Gemeinschaft www.kit.edu Verzerrungen
Verzerrungen und Festigkeiten Vorlesung und Übungen 1. Semester BA Architektur KIT Universität des Landes Baden-Württemberg und nationales Forschungszentrum in der Helmholtz-Gemeinschaft www.kit.edu Verzerrungen
3. Struktur des Festkörpers
 3. Struktur des Festkörpers 3.1 Kristalline und amorphe Strukturen Amorphe Struktur - Atombindung ist gerichtet - unregelmäßige Anordnung der Atome - keinen exakten Schmelzpunkt, sondern langsames Erweichen,
3. Struktur des Festkörpers 3.1 Kristalline und amorphe Strukturen Amorphe Struktur - Atombindung ist gerichtet - unregelmäßige Anordnung der Atome - keinen exakten Schmelzpunkt, sondern langsames Erweichen,
sind Stoffe, die je nach Verwendungszweck aus Rohstoffen durch Bearbeitung und Veredelung gewonnen werden. Einteilung der Werkstoffe
 Werkstoffe sind Arbeitsmittel rein stofflicher Natur, die in Produktionsprozessen weiter verarbeitet werden und entweder in die jeweiligen Endprodukte eingehen oder während deren Herstellung verbraucht
Werkstoffe sind Arbeitsmittel rein stofflicher Natur, die in Produktionsprozessen weiter verarbeitet werden und entweder in die jeweiligen Endprodukte eingehen oder während deren Herstellung verbraucht
Aluminium. Eisen. Gold. Lithium. Platin. Neodym
 Fe Eisen Al Aluminium Li Lithium Au Gold Pt Platin Nd Neodym Zn Zink Sn Zinn Ni Nickel Cr Chrom Mo Molybdän V Vanadium Co Cobalt In Indium Ta Tantal Mg Magnesium Ti Titan Os Osmium Pb Blei Ag Silber
Fe Eisen Al Aluminium Li Lithium Au Gold Pt Platin Nd Neodym Zn Zink Sn Zinn Ni Nickel Cr Chrom Mo Molybdän V Vanadium Co Cobalt In Indium Ta Tantal Mg Magnesium Ti Titan Os Osmium Pb Blei Ag Silber
Spanlose Formgebung. Joseph Flimm. unter Mitarbeit von Fritz O. A. Lindemann Heinz Günther Markowski Hermann Radtke
 Joseph Flimm Spanlose Formgebung unter Mitarbeit von Fritz O. A. Lindemann Heinz Günther Markowski Hermann Radtke 7., von Harald Kugler überarbeitete Auflage mit 408 Bildern und 34 Tabellen JL Carl Hanser
Joseph Flimm Spanlose Formgebung unter Mitarbeit von Fritz O. A. Lindemann Heinz Günther Markowski Hermann Radtke 7., von Harald Kugler überarbeitete Auflage mit 408 Bildern und 34 Tabellen JL Carl Hanser
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren. Umformtechnische Verfahrensgestaltung.
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungserfahren Umformtechnische Verfahrensgestaltung Einführung Prof. Dr.-Ing. Alexander Brosius 15. April 2015 Zielsetzung
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungserfahren Umformtechnische Verfahrensgestaltung Einführung Prof. Dr.-Ing. Alexander Brosius 15. April 2015 Zielsetzung
Umformtechnik. Harald Kugler. Umformen metallischer Konstruktionswerkstoffe. mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD
 Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Harald Kugler Umformtechnik Umformen metallischer Konstruktionswerkstoffe mit 247 Abbildungen, 20 Tabellen, 273 Fragen sowie einer DVD rs Fachbuchverlag Leipzig im Carl Hanser Verlag Inhaltsverzeichnis
Moderne höchstfeste Stahlwerkstoffe für die Automobilindustrie
 Moderne höchstfeste Stahlwerkstoffe für die Automobilindustrie Dr.-Ing. habil. M. Schaper Dr.-Ing. habil. M. Schaper 04/2012 Spannung in MPa Dr.-Ing. habil. M..Schaper Seite 2 ideale Umformeigenschaften
Moderne höchstfeste Stahlwerkstoffe für die Automobilindustrie Dr.-Ing. habil. M. Schaper Dr.-Ing. habil. M. Schaper 04/2012 Spannung in MPa Dr.-Ing. habil. M..Schaper Seite 2 ideale Umformeigenschaften
Umformen und Feinschneiden
 Umformen und Feinschneiden Handbuch für Verfahren, Stahlwerkstoffe, Teilegestaltung von R.-A. Schmidt, Franz Birzer, Buderus Edelstahl Band GmbH, Feintool Technologie AG Lyss, Hoesch Hohenlimburg GmbH
Umformen und Feinschneiden Handbuch für Verfahren, Stahlwerkstoffe, Teilegestaltung von R.-A. Schmidt, Franz Birzer, Buderus Edelstahl Band GmbH, Feintool Technologie AG Lyss, Hoesch Hohenlimburg GmbH
40 Fragen und Lösungen zu Definitionen und Hintergrundwissen
 Überprüfen des Walzprozess-Wissens! 40 Fragen und Lösungen zu Definitionen und Hintergrundwissen 1. Was ist die Grundbedingung für das Umformen von Werkstoffen? Umformen erfolgt oberhalb der Fließgrenze
Überprüfen des Walzprozess-Wissens! 40 Fragen und Lösungen zu Definitionen und Hintergrundwissen 1. Was ist die Grundbedingung für das Umformen von Werkstoffen? Umformen erfolgt oberhalb der Fließgrenze
Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung
 Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung Mustafa-Seçkin Aydın*, Dr. Jörg Gerlach, Dr. Lutz Keßler Filderstadt, 12.11.09 ThyssenKrupp Steel
Verfahren zur Extrapolation der Fließkurve aus den Daten des Zugversuches jenseits der Gleichmaßdehnung Mustafa-Seçkin Aydın*, Dr. Jörg Gerlach, Dr. Lutz Keßler Filderstadt, 12.11.09 ThyssenKrupp Steel
1 Die elastischen Konstanten 10 Punkte
 1 Die elastischen Konstanten 10 Punkte 1.1 Ein Würfel wird einachsig unter Zug belastet. a) Definieren Sie durch Verwendung einer Skizze den Begriff der Spannung und der Dehnung. b) Der Würfel werde im
1 Die elastischen Konstanten 10 Punkte 1.1 Ein Würfel wird einachsig unter Zug belastet. a) Definieren Sie durch Verwendung einer Skizze den Begriff der Spannung und der Dehnung. b) Der Würfel werde im
Stoffgesetze. wahre Spannung. technische Spannung. ε Gesamtdehnung ε el elastische Dehnung ε pl plastische Dehnung. Hookesche Gerade.
 Stoffgesetze Wir suchen nach einem Zusammenhang zwischen dem Spannungs- und dem Verzerrungstensor. inige wichtige Kenngrößen können bereits aus einem Zugversuch gewonnen werden. z.b.: Werkstoffe mit ausgeprägter
Stoffgesetze Wir suchen nach einem Zusammenhang zwischen dem Spannungs- und dem Verzerrungstensor. inige wichtige Kenngrößen können bereits aus einem Zugversuch gewonnen werden. z.b.: Werkstoffe mit ausgeprägter
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen
 Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Anforderungen an die Umformtechnik aus der Entwicklung moderner PKW- Strukturen IBU Industrieverband Blechumformung
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Anforderungen an die Umformtechnik aus der Entwicklung moderner PKW- Strukturen IBU Industrieverband Blechumformung
1.1 Gegenstand der Technischen Mechanik Lernziele und Lernmethoden... 9
 3 Inhaltsverzeichnis Teil 1 Technische Mechanik 1 Einführung 1.1 Gegenstand der Technischen Mechanik... 8 1.2 Lernziele und Lernmethoden... 9 2 Winkel und Winkelfunktionen 2.1 Winkel und Winkelmaße...
3 Inhaltsverzeichnis Teil 1 Technische Mechanik 1 Einführung 1.1 Gegenstand der Technischen Mechanik... 8 1.2 Lernziele und Lernmethoden... 9 2 Winkel und Winkelfunktionen 2.1 Winkel und Winkelmaße...
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen
 Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Einsatz hochfester Bleche: Potential und Probleme 27. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht
Lehrstuhl für Fertigungstechnik und Werkzeugmaschinen Univ.-Prof. Dr.-Ing. Bernd Engel FU_BE 1 Einsatz hochfester Bleche: Potential und Probleme 27. April 2004 Prof. Dr.-Ing. Bernd Engel FU_BE 2 Übersicht
2.Übung Werkstoffmechanik Prof. K. Weinberg Universität Siegen Lehrstuhl für Festkörpermechanik
 Hookesches Gesetz.Übung Werkstoffmechanik Aus der lastostatik ist das Hookesche Gesetz im -dimensionalen Raum bekannt. σ = ε Wobei σ die Spannung, das lastizitätsmodul und ε die Dehnung oder allgemeiner
Hookesches Gesetz.Übung Werkstoffmechanik Aus der lastostatik ist das Hookesche Gesetz im -dimensionalen Raum bekannt. σ = ε Wobei σ die Spannung, das lastizitätsmodul und ε die Dehnung oder allgemeiner
2. Materialgesetze und Festigkeitshypothesen
 Baustatik III SS 2016 2. Materialgesetze und Festigkeitshypothesen 2.3 Festigkeitshypothesen Vergleichsspannung Die Vergleichsspannung ist eine fiktive einachsige Spannung, die dieselbe Materialbeanspruchung
Baustatik III SS 2016 2. Materialgesetze und Festigkeitshypothesen 2.3 Festigkeitshypothesen Vergleichsspannung Die Vergleichsspannung ist eine fiktive einachsige Spannung, die dieselbe Materialbeanspruchung
Umformen und Feinschneiden
 Umformen und Feinschneiden R.-A. Schmidt, Buderus Edelstahl Band GmbH, Hoesch Hohenlimburg GmbH, Feintool Technologie AG Lyss, F. Birzer Handbuch für Verfahren, Stahlwerkstoffe, Teilegestaltung ISBN 3-446-40964-5
Umformen und Feinschneiden R.-A. Schmidt, Buderus Edelstahl Band GmbH, Hoesch Hohenlimburg GmbH, Feintool Technologie AG Lyss, F. Birzer Handbuch für Verfahren, Stahlwerkstoffe, Teilegestaltung ISBN 3-446-40964-5
Erkläre was in dieser Phase des Erstarrungsprozesses geschieht. 1) Benenne diesen Gittertyp. 2) Nenne typische Werkstoffe und Eigenschaften.
 Benenne diesen Gittertyp. 2) Nenne typische Werkstoffe und Eigenschaften.") Erkläre die Bindungsart der Atome Erkläre die Bindungsart der Atome Erkläre die Bindungsart der Atome 1) Benenne diesen Gittertyp. 2) Nenne typische Werkstoffe und Eigenschaften. 1) Benenne diesen Gittertyp.
Erkläre die Bindungsart der Atome Erkläre die Bindungsart der Atome Erkläre die Bindungsart der Atome 1) Benenne diesen Gittertyp. 2) Nenne typische Werkstoffe und Eigenschaften. 1) Benenne diesen Gittertyp.
FTMT. Umformen. Umformverfahren. Hn
 Umformverfahren 1 Grundlagen Gleitvorgänge Plastische Formänderung durch Gleitvorgänge in den Gitterebenen der Kristallite. Im Vielkristall gibt es zahlreiche unterschiedliche Orientierungen, daher keine
Umformverfahren 1 Grundlagen Gleitvorgänge Plastische Formänderung durch Gleitvorgänge in den Gitterebenen der Kristallite. Im Vielkristall gibt es zahlreiche unterschiedliche Orientierungen, daher keine
Umformen - Grundlagen
 Umformen - Grundlagen Einteilung der Umformverfahren - Unterscheidung nach dem Spannungszustand nach DIN 8582 (Druck-, Zug-, Zugdruck-, Biege- und Schubumformen) - Unterscheidung nach der Einsatztemperatur
Umformen - Grundlagen Einteilung der Umformverfahren - Unterscheidung nach dem Spannungszustand nach DIN 8582 (Druck-, Zug-, Zugdruck-, Biege- und Schubumformen) - Unterscheidung nach der Einsatztemperatur
Wie wird der E-Modul ermittelt? Die Temperatur, bei der ein Metall beim Abkühlen erstarrt.
 Was versteht man unter dem Liquiduspunkt? (Der Wert gibt an, mit welcher Kraft ein 1m langer Draht mit dem Ø von 1 mm 2 belastet werden muss, um ihn auf die doppelte Länge zu dehnen.) Je höher der E-Modul
Was versteht man unter dem Liquiduspunkt? (Der Wert gibt an, mit welcher Kraft ein 1m langer Draht mit dem Ø von 1 mm 2 belastet werden muss, um ihn auf die doppelte Länge zu dehnen.) Je höher der E-Modul
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl Formgebende Fertigungsverfahren. Werkzeuge der Umform- und Zerteiltechnik
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl Formgebende Fertigungsverfahren Werkzeuge der Umform- und Zerteiltechnik Fließpresswerkzeuge Prof. Dr.-Ing. lexander Brosius 3. Mai 213
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl Formgebende Fertigungsverfahren Werkzeuge der Umform- und Zerteiltechnik Fließpresswerkzeuge Prof. Dr.-Ing. lexander Brosius 3. Mai 213
Ressourceneffiziente Formgebungsverfahren für Titan und hochwarmfeste Legierungen
 und hochwarmfeste Legierungen V.Güther, GfE Metalle und Materialien Nürnberg St. Erxleben, LASCO Umformtechnik Coburg P. Janschek, LEISTRITZ Turbinenkomponenten Remscheid H. Fellmann, Märkisches Werk Halver
und hochwarmfeste Legierungen V.Güther, GfE Metalle und Materialien Nürnberg St. Erxleben, LASCO Umformtechnik Coburg P. Janschek, LEISTRITZ Turbinenkomponenten Remscheid H. Fellmann, Märkisches Werk Halver
Werkzeuge der Umform- und Zerteiltechnik. Einführung
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl Formgebende Fertigungsverfahren Werkzeuge der Umform- und Zerteiltechnik Einführung Prof. Dr.-Ing. Alexander Brosius 12. April 2013 Vorlesungsüberblick
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Lehrstuhl Formgebende Fertigungsverfahren Werkzeuge der Umform- und Zerteiltechnik Einführung Prof. Dr.-Ing. Alexander Brosius 12. April 2013 Vorlesungsüberblick
Spannungs-Dehnungskurven
 HVAT Metalle Paul H. Kamm Tillmann R. Neu Technische Universität Berlin - Fakultät für Prozesswissenschaften Institut für Werkstoffwissenschaften und -technologien FG Metallische Werkstoffe 01. Juli 2009
HVAT Metalle Paul H. Kamm Tillmann R. Neu Technische Universität Berlin - Fakultät für Prozesswissenschaften Institut für Werkstoffwissenschaften und -technologien FG Metallische Werkstoffe 01. Juli 2009
7.4: Zusammenfassung / Merkpunkte zu Kapitel 7: Mechanische Eigenschaften
 7.4: Zusammenfassung / Merkpunkte zu Kapitel 7: Mechanische Eigenschaften Der Zugversuch ergibt einefülle von Materialeigenschaften: Unterscheidung spröde - duktil - gummiartig usw.; und damit auch elastische
7.4: Zusammenfassung / Merkpunkte zu Kapitel 7: Mechanische Eigenschaften Der Zugversuch ergibt einefülle von Materialeigenschaften: Unterscheidung spröde - duktil - gummiartig usw.; und damit auch elastische
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Spezielle Fertigungsverfahren und Mikrofertigungstechnik Werkstoffdatenidentifikation und numerische Analysemethoden
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Spezielle Fertigungsverfahren und Mikrofertigungstechnik Werkstoffdatenidentifikation und numerische Analysemethoden
Zugversuch. 1. Einleitung, Aufgabenstellung. 2. Grundlagen. Werkstoffwissenschaftliches Grundpraktikum Versuch vom 11. Mai 2009
 Werkstoffwissenschaftliches Grundpraktikum Versuch vom 11. Mai 29 Zugversuch Gruppe 3 Protokoll: Simon Kumm Mitarbeiter: Philipp Kaller, Paul Rossi 1. Einleitung, Aufgabenstellung Im Zugversuch sollen
Werkstoffwissenschaftliches Grundpraktikum Versuch vom 11. Mai 29 Zugversuch Gruppe 3 Protokoll: Simon Kumm Mitarbeiter: Philipp Kaller, Paul Rossi 1. Einleitung, Aufgabenstellung Im Zugversuch sollen
1. Zug und Druck in Stäben
 1. Zug und Druck in Stäben Stäbe sind Bauteile, deren Querschnittsabmessungen klein gegenüber ihrer änge sind: D Sie werden nur in ihrer ängsrichtung auf Zug oder Druck belastet. D Prof. Dr. Wandinger
1. Zug und Druck in Stäben Stäbe sind Bauteile, deren Querschnittsabmessungen klein gegenüber ihrer änge sind: D Sie werden nur in ihrer ängsrichtung auf Zug oder Druck belastet. D Prof. Dr. Wandinger
5 Mechanische Eigenschaften
 5 Mechanische Eigenschaften 5.1 Mechanische Beanspruchung und Elastizität 5.1 Antwort 5.1.1 a) Stahlseil eines Förderkorbes: statische einachsige Zugbeanspruchung und überlagerte kleine Schwingungsamplituden
5 Mechanische Eigenschaften 5.1 Mechanische Beanspruchung und Elastizität 5.1 Antwort 5.1.1 a) Stahlseil eines Förderkorbes: statische einachsige Zugbeanspruchung und überlagerte kleine Schwingungsamplituden
Handbuch Umformtechnik
 Eckart Doege Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen Mit 756 Abbildungen und 55 Tabellen Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung
Eckart Doege Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen Mit 756 Abbildungen und 55 Tabellen Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung
Aufbau der Vorlesung/ Einteilung der Umformverfahren
 Aufbau der Vorlesung/ Einteilung der Umformverfahren Institut für Umformtechnik (IFU), Universität Stuttgart Baustein 1 Institut für Umformtechnik Universität Stuttgart Univ.-Prof. Dr.-Ing. Dr. h. c. Mathias
Aufbau der Vorlesung/ Einteilung der Umformverfahren Institut für Umformtechnik (IFU), Universität Stuttgart Baustein 1 Institut für Umformtechnik Universität Stuttgart Univ.-Prof. Dr.-Ing. Dr. h. c. Mathias
Handbuch Umformtechnik
 Eckart Doege 1 Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen 2., bearbeitete Auflage ' fyj Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung der
Eckart Doege 1 Bernd-Arno Behrens Handbuch Umformtechnik Grundlagen, Technologien, Maschinen 2., bearbeitete Auflage ' fyj Springer Inhalt 1 Einleitung 1 1.1 Entwicklung und wirtschaftliche Bedeutung der
Gefüge und Eigenschaften metallischer Werkstoffe WS 17/18
 Gefüge und Eigenschaften metallischer Werkstoffe WS 7/8 Übung 5 Musterlösung 0..07 Aufgabe Welche Bravais-Gittertypen gibt es? Welche Modifikationen besitzen Sie? Nennen Sie Materialbeispiele zu jedem
Gefüge und Eigenschaften metallischer Werkstoffe WS 7/8 Übung 5 Musterlösung 0..07 Aufgabe Welche Bravais-Gittertypen gibt es? Welche Modifikationen besitzen Sie? Nennen Sie Materialbeispiele zu jedem
Fertigungstechnik I Umformtechnik. Halbzeugherstellung und Blechumformung
 Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Fertigungstechnik I Umformtechnik Halbzeugherstellung und Blechumformung Prof. Dr.-Ing. Alexander Brosius
Fakultät Maschinenwesen, Institut für Fertigungstechnik, Professur Formgebende Fertigungsverfahren Fertigungstechnik I Umformtechnik Halbzeugherstellung und Blechumformung Prof. Dr.-Ing. Alexander Brosius
X. Feuerverzinktes Feinblech
 Weiche Güten kontinuierlich schmelztauchveredeltes Band und Blech aus weichen Stählen zum Kaltumformen nach DIN EN 10346 : 2015 Mechanische Eigenschaften (quer) Stahlsorte/Bezeichnung Symbol für die Streckgrenze
Weiche Güten kontinuierlich schmelztauchveredeltes Band und Blech aus weichen Stählen zum Kaltumformen nach DIN EN 10346 : 2015 Mechanische Eigenschaften (quer) Stahlsorte/Bezeichnung Symbol für die Streckgrenze
1. Einführung in die Fertigungstechnik, 11
 Inhaltsverzeichnis 1. Einführung in die Fertigungstechnik, 11 1.1. Begriffserläuterungen H 1.2. Stellung der Fertigungstechnik im betrieblichen Reproduktionsprozeß 12 1.3. Systematik der Fertigungsverfahren
Inhaltsverzeichnis 1. Einführung in die Fertigungstechnik, 11 1.1. Begriffserläuterungen H 1.2. Stellung der Fertigungstechnik im betrieblichen Reproduktionsprozeß 12 1.3. Systematik der Fertigungsverfahren
2. Der ebene Spannungszustand
 2. Der ebene Spannungszustand 2.1 Schubspannung 2.2 Dünnwandiger Kessel 2.3 Ebener Spannungszustand 2.4 Spannungstransformation 2.5 Hauptspannungen 2.6 Dehnungen 2.7 Elastizitätsgesetz Prof. Dr. Wandinger
2. Der ebene Spannungszustand 2.1 Schubspannung 2.2 Dünnwandiger Kessel 2.3 Ebener Spannungszustand 2.4 Spannungstransformation 2.5 Hauptspannungen 2.6 Dehnungen 2.7 Elastizitätsgesetz Prof. Dr. Wandinger
Es wird ein Koordinatensystem gewählt. Mit einem Schnitt senkrecht zur x-achse wird der Spannungsvektor
 1 Theorie: Elastizität Mit dem Wissen über die mechanischen Eigenschaften von Zugstäben und über den atomaren Aufbau der Materie wird der Spannungs- und Dehnungsbegriff verallgemeinert. 1.1 Spannungen
1 Theorie: Elastizität Mit dem Wissen über die mechanischen Eigenschaften von Zugstäben und über den atomaren Aufbau der Materie wird der Spannungs- und Dehnungsbegriff verallgemeinert. 1.1 Spannungen
D T : Teilchenabstand (andere Phase) D T. D KG : Korndurchmesser DKG
 D T. D KG : Korndurchmesser DKG") 1 Theorie: Plastizität 1.1 Steigerung der Streckgrenze Es existieren verschiedene Massnahmen, mit welchen die Festigkeit eines Werkstoffes gesteigert werden kann. Das Grundgitter sollte einen hohen Schubmodul
1 Theorie: Plastizität 1.1 Steigerung der Streckgrenze Es existieren verschiedene Massnahmen, mit welchen die Festigkeit eines Werkstoffes gesteigert werden kann. Das Grundgitter sollte einen hohen Schubmodul
5. Elastizitätsgesetz
 5. Elastizitätsgesetz Das Materialgesetz ist eine Beziehung zwischen den Spannungen, den Verzerrungen und den Temperaturänderungen. Das Materialgesetz für einen elastischen Körper wird als Elastizitätsgesetz
5. Elastizitätsgesetz Das Materialgesetz ist eine Beziehung zwischen den Spannungen, den Verzerrungen und den Temperaturänderungen. Das Materialgesetz für einen elastischen Körper wird als Elastizitätsgesetz
9. Tutorium zur Werkstoffkunde für Maschinenbauer im WS 2010/2011
 9. Tutorium zur Werkstoffkunde für Maschinenbauer im WS 2010/2011 Aufgabe 1 Die mechanischen Eigenschaften von Werkstoffen sind bei Konstruktionen zu berücksichtigen. Meist kann ein kompliziertes makroskopisches
9. Tutorium zur Werkstoffkunde für Maschinenbauer im WS 2010/2011 Aufgabe 1 Die mechanischen Eigenschaften von Werkstoffen sind bei Konstruktionen zu berücksichtigen. Meist kann ein kompliziertes makroskopisches
Zugversuch. Der Zugversuch gehört zu den bedeutendsten Versuchen, um die wichtigsten mechanischen Eigenschaften von Werkstoffen zu ermitteln.
 Name: Matthias Jasch Matrikelnummer: 2402774 Mitarbeiter: Mirjam und Rahel Eisele Gruppennummer: 7 Versuchsdatum: 26. Mai 2009 Betreuer: Vera Barucha Zugversuch 1 Einleitung Der Zugversuch gehört zu den
Name: Matthias Jasch Matrikelnummer: 2402774 Mitarbeiter: Mirjam und Rahel Eisele Gruppennummer: 7 Versuchsdatum: 26. Mai 2009 Betreuer: Vera Barucha Zugversuch 1 Einleitung Der Zugversuch gehört zu den
Klausur Werkstofftechnologie II am
 Prof. Dr.-Ing. K. Stiebler Fachbereich MMEW FH Gießen-Friedberg Name: Matr.-Nr.: Studiengang: Punktzahl: Note: Klausur Werkstofftechnologie II am 11.07.2008 Achtung: Studierende der Studiengänge EST und
Prof. Dr.-Ing. K. Stiebler Fachbereich MMEW FH Gießen-Friedberg Name: Matr.-Nr.: Studiengang: Punktzahl: Note: Klausur Werkstofftechnologie II am 11.07.2008 Achtung: Studierende der Studiengänge EST und
Stauchversuch. Markus Wolf Mat.-Nr.: TF 2. Prof. Dipl. Ing. G. Popp
 Stauchversuch Markus Wolf Mat.-Nr.: 345 304 TF 2 Prof. Dipl. Ing. G. Popp Inhaltsverzeichnis Stauchen... 3 Kaltumformung... 3 Warmumformung... 3 Unterschied zwischen Kaltumformen und Warmumformen... 3
Stauchversuch Markus Wolf Mat.-Nr.: 345 304 TF 2 Prof. Dipl. Ing. G. Popp Inhaltsverzeichnis Stauchen... 3 Kaltumformung... 3 Warmumformung... 3 Unterschied zwischen Kaltumformen und Warmumformen... 3
Formänderungs- und konjugierte Formänderungsenergie
 Formänderungs- und konjugierte Formänderungsenergie Dipl.- Ing. Björnstjerne Zindler, M.Sc. www.zenithpoint.de Erstellt: 8. November 01 Letzte Revision: 7. April 015 Inhaltsverzeichnis 1 Einleitung zum
Formänderungs- und konjugierte Formänderungsenergie Dipl.- Ing. Björnstjerne Zindler, M.Sc. www.zenithpoint.de Erstellt: 8. November 01 Letzte Revision: 7. April 015 Inhaltsverzeichnis 1 Einleitung zum
Baustatik & Festigkeitslehre Vorlesung & Übung
 Baustatik & Festigkeitslehre Vorlesung & Übung Vortragender: O.Univ.Prof. DI Dr. Dr. Konrad Bergmeister Spannungen A F p p lim A 0 F A F p F A F p* F A* A A* a b Spannungen Normal und Schubspannungen z
Baustatik & Festigkeitslehre Vorlesung & Übung Vortragender: O.Univ.Prof. DI Dr. Dr. Konrad Bergmeister Spannungen A F p p lim A 0 F A F p F A F p* F A* A A* a b Spannungen Normal und Schubspannungen z
Verfestigungsmechanismen
 13 Verfestigungsmechanismen ie Festigkeit eines metallischen Werkstoffes ist immer eng mit den darin enthaltenen Versetzungen verbunden. Es gilt die Bewegung der Versetzungen zu verhindern, um ein Material
13 Verfestigungsmechanismen ie Festigkeit eines metallischen Werkstoffes ist immer eng mit den darin enthaltenen Versetzungen verbunden. Es gilt die Bewegung der Versetzungen zu verhindern, um ein Material
Werkstoffe der Elektrotechnik im Studiengang Elektrotechnik
 Werkstoffe der Elektrotechnik im Studiengang Elektrotechnik - Festkörper - Prof. Dr. Ulrich Hahn WS 2008/2009 Grundtypen Gläser, amorphe Festkörper Nahordnung der Teilchen 5 10 Atom- unterkühlte Flüssigkeiten
Werkstoffe der Elektrotechnik im Studiengang Elektrotechnik - Festkörper - Prof. Dr. Ulrich Hahn WS 2008/2009 Grundtypen Gläser, amorphe Festkörper Nahordnung der Teilchen 5 10 Atom- unterkühlte Flüssigkeiten
Übung Tiefziehen zur Vorlesung Fertigungstechnologien Tiefziehen
 Übung Tiefzieen zur Vorlesung Fertigungstecnologien 29.06.2011 Tiefzieen 1 Verfaren 2 Umformgrade, Denungszustände 3 Bauteilversagen, -feler 4 Berecnungen MSc. Ole Böttcer ole.boettcer@utg.de Motivation
Übung Tiefzieen zur Vorlesung Fertigungstecnologien 29.06.2011 Tiefzieen 1 Verfaren 2 Umformgrade, Denungszustände 3 Bauteilversagen, -feler 4 Berecnungen MSc. Ole Böttcer ole.boettcer@utg.de Motivation
2.2 Metallkundliche Grundlagen zur Erfassung des Werkstoffzustands
 6 2 Grundlagen 2.1 Einleitung Die Verfahrensgruppe Umformen wird im Folgenden näher vorgestellt. Zu Beginn wird dabei eine Reihe grundlegender Fragestellungen der Umformtechnik behandelt, um auf dieser
6 2 Grundlagen 2.1 Einleitung Die Verfahrensgruppe Umformen wird im Folgenden näher vorgestellt. Zu Beginn wird dabei eine Reihe grundlegender Fragestellungen der Umformtechnik behandelt, um auf dieser
Werkstoffphysik und Festkörpermechanik : Zeit: Dienstags Uhr, erstmalig am Klausur: ,
 Festkörpermechanik/Organisation Gemeinsame Übungen zu den Vorlesungen inführung in die Werkstoffphysik und Festkörpermechanik : Zeit: Dienstags 4.45 6.5 Uhr, erstmalig am 8.0.008 Ort: Seminarraum P4 Klausur:
Festkörpermechanik/Organisation Gemeinsame Übungen zu den Vorlesungen inführung in die Werkstoffphysik und Festkörpermechanik : Zeit: Dienstags 4.45 6.5 Uhr, erstmalig am 8.0.008 Ort: Seminarraum P4 Klausur:
Grundlagen. Springer-Verlag Berlin Heidelberg F. Klocke, Fertigungsverfahren 4, VDI-Buch, https://doi.org/ / _2
 Grundlagen 2 Springer-Verlag Berlin Heidelberg 2017 5 F. Klocke, Fertigungsverfahren 4, VDI-Buch, https://doi.org/10.1007/978-3-662-54714-4_2 6 2 Grundlagen 2.1 Einleitung Die Verfahrensgruppe Umformen
Grundlagen 2 Springer-Verlag Berlin Heidelberg 2017 5 F. Klocke, Fertigungsverfahren 4, VDI-Buch, https://doi.org/10.1007/978-3-662-54714-4_2 6 2 Grundlagen 2.1 Einleitung Die Verfahrensgruppe Umformen
Neue Materialien = größeres Prozessrisiko?
 EDAG-orum Karosserie ulda, 23.Juni 25 EDAG-orum Karosserie Leichtbau: Material und ertigungstechnik Prozessrisiko: Grenzformänderung und Prozessfenster Einflussgrößen auf die Prozesssicherheit olie 2 Leichtbau:
EDAG-orum Karosserie ulda, 23.Juni 25 EDAG-orum Karosserie Leichtbau: Material und ertigungstechnik Prozessrisiko: Grenzformänderung und Prozessfenster Einflussgrößen auf die Prozesssicherheit olie 2 Leichtbau:
Mechanik II: Deformierbare Körper für D-BAUG, D-MAVT Haus- & Schnellübung 5
 Aufgabe S1: Auf einem Balken der Länge l 0 und der Querschnittsfläche A 0 wirkt eine Axiallast P. Bestimmen Sie das Elastizitätsmodul des Material, wenn dieser sich um Material hat linear-elastisches Verhalten.
Aufgabe S1: Auf einem Balken der Länge l 0 und der Querschnittsfläche A 0 wirkt eine Axiallast P. Bestimmen Sie das Elastizitätsmodul des Material, wenn dieser sich um Material hat linear-elastisches Verhalten.
Kupfer & Kupferlegierungen CuZn37 (OF 2163)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 03/13 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest - - - - - - - - - - - max. 64,0-0,1 0,1 0,1-0,2 0,05 - - - - 0,1 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 03/13 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest - - - - - - - - - - - max. 64,0-0,1 0,1 0,1-0,2 0,05 - - - - 0,1 Anwendungsmöglichkeiten
Inhaltsverzeichnis. Inhalt. 1 Umformen
 3 Inhaltsverzeichnis 1 Umformen 1.1 Grundlagen der Umformtechnik... 9 1.1.1 Kenngrößen der Umformung... 11 1.1.1.1 Formänderungsgrad und Hauptformänderung... 11 1.1.1.2 Formänderungsfestigkeit... 14 1.1.1.3
3 Inhaltsverzeichnis 1 Umformen 1.1 Grundlagen der Umformtechnik... 9 1.1.1 Kenngrößen der Umformung... 11 1.1.1.1 Formänderungsgrad und Hauptformänderung... 11 1.1.1.2 Formänderungsfestigkeit... 14 1.1.1.3
Übung Gitterstrukturen und Kristallbaufehler
 Übung Gitterstrukturen und Kristallbaufehler Skript Skript: www.tu-cottbus.de/mwt Lehre Skripte Musterfragen 1. Nennen und skizzieren Sie die Elementarzellen für die drei häufigsten Gitterstrukturen von
Übung Gitterstrukturen und Kristallbaufehler Skript Skript: www.tu-cottbus.de/mwt Lehre Skripte Musterfragen 1. Nennen und skizzieren Sie die Elementarzellen für die drei häufigsten Gitterstrukturen von
Grobblech Feinblech Blech Folien. >6mm <0,1 mm <6mm
 Klassifizieren Sie folgende Blechsorten nach Ihrer Dicke. Kreuzen Sie das entsprechende Feld in nachfolgender Tabelle an (Achtung, Einträge nicht sortiert!). ~0,18 mm >6mm
Klassifizieren Sie folgende Blechsorten nach Ihrer Dicke. Kreuzen Sie das entsprechende Feld in nachfolgender Tabelle an (Achtung, Einträge nicht sortiert!). ~0,18 mm >6mm
1.1 Entwicklung und wirtschaftliche Bedeutung der Umformtechnik
 1 Einleitung 1.1 Entwicklung und wirtschaftliche Bedeutung der Umformtechnik 1.1.1 Historische Entwicklung der Umformtechnik Die Anfänge der Umformtechnik liegen in prähistorischer Zeit. Anhand archäologischer
1 Einleitung 1.1 Entwicklung und wirtschaftliche Bedeutung der Umformtechnik 1.1.1 Historische Entwicklung der Umformtechnik Die Anfänge der Umformtechnik liegen in prähistorischer Zeit. Anhand archäologischer
FORK STABILIZER GABELSTABILISATOR
 MATERIAL PROPERTIES MATERIALEIGENSCHAFTEN FORK STABILIZER GABELSTABILISATOR for Harley-Davidson Fat Bob Art.-Nr. 201301 / 201302 / 201303 / 201304 CHEIRONS.COM en aw-2007 chemische zusammensetzung aluminium
MATERIAL PROPERTIES MATERIALEIGENSCHAFTEN FORK STABILIZER GABELSTABILISATOR for Harley-Davidson Fat Bob Art.-Nr. 201301 / 201302 / 201303 / 201304 CHEIRONS.COM en aw-2007 chemische zusammensetzung aluminium
Bachelorprüfung. Werkstofftechnik der Metalle
 Bachelorprüfung Werkstofftechnik der Metalle 05.09.2016 Name: Matrikelnummer: Unterschrift: Aufgabe Punkte: Erreichte Punkte: 1 6 2 5.5 3 6 4 5 5 9.5 6 6 7 8 8 10 9 9 10 8 11 5 12 7 13 6 14 4 15 5 Punkte
Bachelorprüfung Werkstofftechnik der Metalle 05.09.2016 Name: Matrikelnummer: Unterschrift: Aufgabe Punkte: Erreichte Punkte: 1 6 2 5.5 3 6 4 5 5 9.5 6 6 7 8 8 10 9 9 10 8 11 5 12 7 13 6 14 4 15 5 Punkte
Experimentalphysik E1
 Experimentalphysik E1 Elastizitätslehre Alle Informationen zur Vorlesung unter : http://www.physik.lmu.de/lehre/vorlesungen/index.html 13. Jan. 2016 Elastizitätsgrenze und Plastizität Zugfestigkeit Versuch
Experimentalphysik E1 Elastizitätslehre Alle Informationen zur Vorlesung unter : http://www.physik.lmu.de/lehre/vorlesungen/index.html 13. Jan. 2016 Elastizitätsgrenze und Plastizität Zugfestigkeit Versuch
VERSAGENSMODELLIERUNG VON DICKWANDIGEN ALUMINIUMPROFILEN FÜR DIE CRASHSIMULATION VON SCHIENENFAHRZEUGKOMPONENTEN
 VERSAGENSMODELLIERUNG VON DICKWANDIGEN ALUMINIUMPROFILEN FÜR DIE CRASHSIMULATION VON SCHIENENFAHRZEUGKOMPONENTEN Andrea Ockewitz Armin Schley Dong-Zhi Sun Fraunhofer-Institut für Werkstoffmechanik IWM
VERSAGENSMODELLIERUNG VON DICKWANDIGEN ALUMINIUMPROFILEN FÜR DIE CRASHSIMULATION VON SCHIENENFAHRZEUGKOMPONENTEN Andrea Ockewitz Armin Schley Dong-Zhi Sun Fraunhofer-Institut für Werkstoffmechanik IWM
4. Werkstoffeigenschaften. 4.1 Mechanische Eigenschaften
 4. Werkstoffeigenschaften 4.1 Mechanische Eigenschaften Die mechanischen Eigenschaften kennzeichnen das Verhalten von Werkstoffen gegenüber äußeren Beanspruchungen. Es können im allg. 3 Stadien der Verformung
4. Werkstoffeigenschaften 4.1 Mechanische Eigenschaften Die mechanischen Eigenschaften kennzeichnen das Verhalten von Werkstoffen gegenüber äußeren Beanspruchungen. Es können im allg. 3 Stadien der Verformung
Plastische Verformung
 Plastische Verformung Merkmale der plastischen Verformung Verformung eines Metalls Verformung im Ein-/ Polykristall Unterschiede elastische & plastische Verformung Verformung in Polymeren Verfestigung
Plastische Verformung Merkmale der plastischen Verformung Verformung eines Metalls Verformung im Ein-/ Polykristall Unterschiede elastische & plastische Verformung Verformung in Polymeren Verfestigung
HPC-Bearbeitung. Leistungssteigerung im ELB-Tieflochbohren. Institut für Fertigungstechnik. Labor für Produktionstechnik
 HPC-Bearbeitung Leistungssteigerung im ELB-Tieflochbohren ao.univ.prof. DI Dr. Fritz Bleicher DI Johannes Bernreiter 12.November 2008 Institut für Fertigungstechnik Seite 1 Inhaltsübersicht 1 Grundlagen
HPC-Bearbeitung Leistungssteigerung im ELB-Tieflochbohren ao.univ.prof. DI Dr. Fritz Bleicher DI Johannes Bernreiter 12.November 2008 Institut für Fertigungstechnik Seite 1 Inhaltsübersicht 1 Grundlagen
Kupfer & Kupferlegierungen CuZn33Pb1,5AlAs (OF 2279) EN Werkstoff Nr: CW626N
 EN Werkstoff Nr: CW626N") KUPFER & KUPFERLEGIERUNGEN CuZn33Pb1,5AlAs (OF 2279) Seite 1 von 5 Alle Angaben ohne Gewähr 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 64,0 Rest 1,2 - - - - 0,8-0,02 - - - max. 66,0-1,7
KUPFER & KUPFERLEGIERUNGEN CuZn33Pb1,5AlAs (OF 2279) Seite 1 von 5 Alle Angaben ohne Gewähr 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 64,0 Rest 1,2 - - - - 0,8-0,02 - - - max. 66,0-1,7
Stahlbau Grundlagen. Der plastische Grenzzustand: Plastische Gelenke und Querschnittstragfähigkeit. Prof. Dr.-Ing. Uwe E. Dorka
 Stahlbau Grundlagen Der plastische Grenzzustand: Plastische Gelenke und Querschnittstragfähigkeit Prof. Dr.-Ing. Uwe E. Dorka Einführungsbeispiel: Pfette der Stahlhalle Pfetten stützen die Dachhaut und
Stahlbau Grundlagen Der plastische Grenzzustand: Plastische Gelenke und Querschnittstragfähigkeit Prof. Dr.-Ing. Uwe E. Dorka Einführungsbeispiel: Pfette der Stahlhalle Pfetten stützen die Dachhaut und
1. Vorlesung
 1. Vorlesung 05.04.2011 Verantwortlich für die Vorlesung Guido Schmitz gschmitz@nwz.uni-muenster.de Dietmar Baither baither@nwz.uni-muenster.de 1. Begriffsbestimmungen Mechanik deformierbarer Körper nur
1. Vorlesung 05.04.2011 Verantwortlich für die Vorlesung Guido Schmitz gschmitz@nwz.uni-muenster.de Dietmar Baither baither@nwz.uni-muenster.de 1. Begriffsbestimmungen Mechanik deformierbarer Körper nur
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
5. E I S E N. 5.1 Allgemeines. Dichte von Eisen: 7,8 kg/dm 3 Dichte Von Kohlenstoff: 2,0 kg/dm 3 Schmelzpunkt: 1150 C bis 1536 C
 5. E I S E N 5.1 Allgemeines Dichte von Eisen: 7,8 kg/dm 3 Dichte Von Kohlenstoff: 2,0 kg/dm 3 Schmelzpunkt: 1150 C bis 1536 C Chemisch reines Eisen wird Ferrit genannt und wird in der Technik nicht verwendet.
5. E I S E N 5.1 Allgemeines Dichte von Eisen: 7,8 kg/dm 3 Dichte Von Kohlenstoff: 2,0 kg/dm 3 Schmelzpunkt: 1150 C bis 1536 C Chemisch reines Eisen wird Ferrit genannt und wird in der Technik nicht verwendet.
Werkstoffmodellierung für die Umformtechnik
 - Werkstoffmodellierung für die Umformtechnik F Lehrstuhl für Fertigungstechnik Und Werkzeugmaschinen Universität Siegen F 1 Arbeitsschwerpunkt Biegen Klassisches Verfahren: Dornbiegen Innovatives Verfahren:
- Werkstoffmodellierung für die Umformtechnik F Lehrstuhl für Fertigungstechnik Und Werkzeugmaschinen Universität Siegen F 1 Arbeitsschwerpunkt Biegen Klassisches Verfahren: Dornbiegen Innovatives Verfahren:
Zugversuch. Carsten Meyer. Raum 110. Telefon: Institut für Werkstoffanwendungen im Maschinenbau
 Carsten Meyer c.meyer@iwm.rwth-aachen.de Raum 110 Telefon: 80-95255 F F S 0 σ F S 0 äußere Kraft Spannung ( innere Kraft ) Jeder noch so kleine Teil des Querschnittes überträgt einen noch so kleinen Teil
Carsten Meyer c.meyer@iwm.rwth-aachen.de Raum 110 Telefon: 80-95255 F F S 0 σ F S 0 äußere Kraft Spannung ( innere Kraft ) Jeder noch so kleine Teil des Querschnittes überträgt einen noch so kleinen Teil
Zugstab
 Bisher wurde beim Zugstab die Beanspruchung in einer Schnittebene senkrecht zur Stabachse untersucht. Schnittebenen sind gedankliche Konstrukte, die auch schräg zur Stabachse liegen können. Zur Beurteilung
Bisher wurde beim Zugstab die Beanspruchung in einer Schnittebene senkrecht zur Stabachse untersucht. Schnittebenen sind gedankliche Konstrukte, die auch schräg zur Stabachse liegen können. Zur Beurteilung
Fertigungsverfahren 4
 VDI-Buch Fertigungsverfahren 4 Umformen Bearbeitet von Wilfried König überarbeitet 2006. Buch. xxvi, 554 S. Hardcover ISBN 978 3 540 23650 4 Format (B x L): 15,5 x 23,5 cm Gewicht: 1023 g Weitere Fachgebiete
VDI-Buch Fertigungsverfahren 4 Umformen Bearbeitet von Wilfried König überarbeitet 2006. Buch. xxvi, 554 S. Hardcover ISBN 978 3 540 23650 4 Format (B x L): 15,5 x 23,5 cm Gewicht: 1023 g Weitere Fachgebiete
Neue Trends in der Umformtechnik
 Neue Trends in der Umformtechnik Prof. Dr.-Ing. Bernd Engel Einleitung Zentrale Forderungen an den modernen Fahrzeugbau sind die Verbesserung des Fahrkomforts und der passiven und aktiven Sicherheit bei
Neue Trends in der Umformtechnik Prof. Dr.-Ing. Bernd Engel Einleitung Zentrale Forderungen an den modernen Fahrzeugbau sind die Verbesserung des Fahrkomforts und der passiven und aktiven Sicherheit bei
Kupfer & Kupferlegierungen CuZn38As (OF 2765)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 61,5 Rest - - - - - - - 0,02 - - - max. 63,5-0,2 0,1 0,1 0,1* 0,3 0,05-0,15 -
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 61,5 Rest - - - - - - - 0,02 - - - max. 63,5-0,2 0,1 0,1 0,1* 0,3 0,05-0,15 -
8. Vorlesung. 5.1 Mechanismen der plastischen Verformung kristalliner Materialien
 8. Vorlesung 5.1 Mechanismen der plastischen Verformung kristalliner Materialien Während der plastischen Verformung ändert sich das Volumen nicht und die Kristallstruktur leit unverändert (Röntgendiffraktometrie).
8. Vorlesung 5.1 Mechanismen der plastischen Verformung kristalliner Materialien Während der plastischen Verformung ändert sich das Volumen nicht und die Kristallstruktur leit unverändert (Röntgendiffraktometrie).
GMB 11.11.02. >5g/cm 3 <5g/cm 3. Gusseisen mit Lamellengraphit Gusseisen mit Kugelgraphit (Sphäroguss) (Magensiumbeisatz)
 (Magensiumbeisatz)") GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
GMB 11.11.02 1. Wie werden Metallische Werkstoffe eingeteilt? METALLE EISENWERKSTOFFE NICHTEISENWERKSTOFFE STÄHLE EISENGUSS- WERKSTOFFE SCHWERMETALLE LEICHTMETALLE >5g/cm 3
Strukturchemie. Kristallstrukturen. Elementstrukturen. Kugelpackungen. Kubisch dichte Kugelpackung. Lehramt 1a Sommersemester
 Kugelpackungen Kubisch dichte Kugelpackung Lehramt 1a Sommersemester 2010 1 Kugelpackungen: kubisch dichte Packung (kdp, ccp) C B A A C B A C B A C Lehramt 1a Sommersemester 2010 2 Kugelpackungen Atome
Kugelpackungen Kubisch dichte Kugelpackung Lehramt 1a Sommersemester 2010 1 Kugelpackungen: kubisch dichte Packung (kdp, ccp) C B A A C B A C B A C Lehramt 1a Sommersemester 2010 2 Kugelpackungen Atome
Kupfer & Kupferlegierungen CuZn35Pb1,5AlAs (OF 2273) EN Werkstoff Nr: CW625N
 EN Werkstoff Nr: CW625N") KUPFER & KUPFERLEGIERUNGEN CuZn35Pb1,5AlAs (OF 2273) Seite 1 von 6 Alle Angaben ohne Gewähr 01/2017 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest 1,2 - - - - 0,5-0,02 - - - max. 64,0-1,6
KUPFER & KUPFERLEGIERUNGEN CuZn35Pb1,5AlAs (OF 2273) Seite 1 von 6 Alle Angaben ohne Gewähr 01/2017 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest 1,2 - - - - 0,5-0,02 - - - max. 64,0-1,6
Maschinenelemente und Festigkeitslehre
 Längenprüftechnik Qualitätsmanagement Fertigungstechnik Maschinenelemente und Festigkeitslehre Instandhaltung Steuerungstechnik Computertechnik Handhabungstechnik Grundlagen der Elektrotechnik Werkstofftechnik
Längenprüftechnik Qualitätsmanagement Fertigungstechnik Maschinenelemente und Festigkeitslehre Instandhaltung Steuerungstechnik Computertechnik Handhabungstechnik Grundlagen der Elektrotechnik Werkstofftechnik
TU Dortmund. Vorname: Nachname: Matr.-Nr.: Aufgabe 1 (Seite 1 von 3)
") Aufgabe 1 (Seite 1 von 3) Bei der Messung eines belasteten Blechs wurden drei Dehnungs-Messstreifen (DMS) verwendet und wie rechts dargestellt appliziert. Die Dehnungen der entsprechenden DMS wurden zu
Aufgabe 1 (Seite 1 von 3) Bei der Messung eines belasteten Blechs wurden drei Dehnungs-Messstreifen (DMS) verwendet und wie rechts dargestellt appliziert. Die Dehnungen der entsprechenden DMS wurden zu
5 Mechanische Eigenschaften
 5 Mechanische Eigenschaften Lernziel: Die mechanischen Eigenschaften von Werktstoffen legen fest, für welche Anwendungen sie eingesetzt werden können. Ein Konstrukteur braucht Werkstoffkennwerte, auf deren
5 Mechanische Eigenschaften Lernziel: Die mechanischen Eigenschaften von Werktstoffen legen fest, für welche Anwendungen sie eingesetzt werden können. Ein Konstrukteur braucht Werkstoffkennwerte, auf deren
Modellierung von duktilen Stählen bei Verwendung von kommerziellen FE-Programm. Programm- systemen
 Modellierung von duktilen Stählen bei Verwendung von kommerziellen FE-Programm Programm- systemen Dr.-Ing Ing.. S. Mesecke-Rischmann, C. Hornig 3. Norddeutsches Simulationsforum, 21. Oktober 2010 Motivation
Modellierung von duktilen Stählen bei Verwendung von kommerziellen FE-Programm Programm- systemen Dr.-Ing Ing.. S. Mesecke-Rischmann, C. Hornig 3. Norddeutsches Simulationsforum, 21. Oktober 2010 Motivation
Zugversuch - Metalle nach DIN EN 10002
 WT-Praktikum-Verbundstudium-Versuch1-Zugversuch-Metalle 1 1. Grundlagen 1.1. Zweck dieses Versuchs Im Zugversuch nach DIN EN 1 an Proben mit konstanten Querschnitten über die Prüflänge, wird das Werkstoffverhalten
WT-Praktikum-Verbundstudium-Versuch1-Zugversuch-Metalle 1 1. Grundlagen 1.1. Zweck dieses Versuchs Im Zugversuch nach DIN EN 1 an Proben mit konstanten Querschnitten über die Prüflänge, wird das Werkstoffverhalten
Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. CuZn31Ni7Al4Si2Fe (OF 2278)
") Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. KUPFER & KUPFERLEGIERUNGEN Seite 1 von 3 Alle Angaben ohne Gewähr 092013 Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. Cu Zn Pb Sn Fe Mn
Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. KUPFER & KUPFERLEGIERUNGEN Seite 1 von 3 Alle Angaben ohne Gewähr 092013 Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. Cu Zn Pb Sn Fe Mn
2. Strukturaufbau metallischer Werkstoffe
 2. Strukturaufbau metallischer Werkstoffe 2.1 Chemischer Aufbau von Werkstoffen 2.2 Festkörper / Kristallzustand 2.3 Gitterstörungen 09.05.2012 2-44 Leerstelle Einlagerungs(Interstitions-)atom b a a,b,c,
2. Strukturaufbau metallischer Werkstoffe 2.1 Chemischer Aufbau von Werkstoffen 2.2 Festkörper / Kristallzustand 2.3 Gitterstörungen 09.05.2012 2-44 Leerstelle Einlagerungs(Interstitions-)atom b a a,b,c,
c) Bei niederiglegierten Stählen werden die Gehaltszahlen der Legierungselemente unverschlüsselt
 Bei niederiglegierten Stählen werden die Gehaltszahlen der Legierungselemente unverschlüsselt") 2 Wahr oder Falsch? a) Der Steilabfall in der Kerbschlagszähigkeitskurve kommt vom spröden Materialverhalten bei tiefen Temperaturen. Richtig: Schon geringe Temperaturverringerungen bewirken einen grossen
2 Wahr oder Falsch? a) Der Steilabfall in der Kerbschlagszähigkeitskurve kommt vom spröden Materialverhalten bei tiefen Temperaturen. Richtig: Schon geringe Temperaturverringerungen bewirken einen grossen
Kupfer & Kupferlegierungen CuZn31Si1 (OF 2270)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest 0,1 - - - - - 0,7 - - - - max. 70,0-0,3-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest 0,1 - - - - - 0,7 - - - - max. 70,0-0,3-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten
Kupfer & Kupferlegierungen CuZn37Mn3Al2Si (OF 2291)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 05/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 58 Rest - 0,1 0,35 1,8-1,4 0,6 - - - - max. 59-0,1 0,4 0,65 2,2 0,2 1,7 0,9 -
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 05/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 58 Rest - 0,1 0,35 1,8-1,4 0,6 - - - - max. 59-0,1 0,4 0,65 2,2 0,2 1,7 0,9 -