FEINBEARBEITUNGSVERFAHREN
|
|
|
- Imke Raske
- vor 6 Jahren
- Abrufe
Transkript
1 1 FEINBEARBEITUNGSVERFAHREN Trennen Zerteilen: Feinschneiden Anwendungsbereiche des Feinschneidens Grundlagen zum Feinschneiden Verfahrensablauf des Feinschneidens Werkzeuge zum Feinschneiden Maschinen zum Feinschneiden
2 2 Quelle: Stark Urformen Umformen Trennen Feingießen Zerteilen Spanen Abtragen Wachsausschmelzverfahren Maskenformverfahren Oberflächenfeinwalzen Feinschneiden Hartdrehen Hartfräsen Schleifen Honen Läppen Funkenerosion Polieren
3 Stoff- Änderung der Hochschule für Angewandte 3 Definition des Trennens Quelle: nach DIN 8580 Zusammenhalt schaffen Zusammenhalt beibehalten Zusammenhalt vermindern Zusammenhalt vermehren eigenschaften Form Hauptgruppe 1 Urformen (Formschaffen) Hauptgruppe 2 Hauptgruppe 3 Hauptgruppe 6 Hauptgruppe 4 Umformen Trennen Fügen Umlagern von Stoffteilchen Stoffeigenschaft ändern durch Aussondern von Stoffteilchen Einbringen von Stoffteilchen Hauptgruppe 5 Beschichten Trennen ist das Fertigen geometrisch bestimmter fester Körper mittels Werkzeugen, wobei der Stoffzusammenhalt örtlich aufgehoben, d.h. im ganzen vermindert wird. Dabei ist die Endform des Werkstücks in der Ausgangsform enthalten
4 4 Einteilung der Fertigungsverfahren nach DIN 8580 Quelle: DIN 8580 FERTIGUNGSVERFAHREN DIN 8580 Urformen Umformen DIN 8582 Trennen Fügen DIN 8593 Beschichten Stoffeigenschaft ändern Zerteilen DIN 8588 Spanen mit geom. best. Schneidenform DIN 8589 Spanen mit geom. unbest. Schneidenform DIN 8589 Abtragen DIN 8590 Zerlegen DIN 8591 Reinigen DIN 8592 Evakuieren Feinschneiden
 ohne das Entstehen von")
5 5 Fertigungsverfahren Zerteilen Quelle: DIN 8588 Zerteilen ist das mechanische Trennen von Werkstücken mit Hilfe von Schneidwerkzeugen (Schneidkanten) ohne das Entstehen von Spänen


6 6 Definition des Scherschneidens Quelle: DIN 8588 Scherschneiden ist das Zerteilen von Werkstücken zwischen Schneiden, die sich aneinander vorbei bewegen. Dabei können die Werkstücke erhebliche Form- und Maßabweichungen sowie Schnittgrate erhalten

7 7 Definition des Feinschneidens Feinschneiden (Genauschneiden) ist das spanlose Trennen von Werkstücken mit glatten, ein- und abrißfreien Schnittflächen. Es entstehen hochpräzise Bauteile, welche gratlos den Schneidprozeß verlassen Quelle: Feintool

8 8 Anforderungen und Merkmale des Schneidvorgangs Quelle: Klocke
9 9 Schnittfläche beim Scherschneiden Quelle: Klocke

10 10 Unterscheidungsmerkmale Scherschneiden - Feinschneiden Quelle: Klocke


11 11 Anwendungsbereiche des Schneidens Quelle: Feintool, Lyss, Schrempp + Decker, Berlin

12 12 Anwendungsbeispiele im PKW Quelle: Feintool, Lyss

13 13 Anwendungsbeispiele Feinschneiden Quelle: Feintool, Lyss 1 Flansch / Auspuff 2 ABS-Impulsrad / Bremse 3 Rasterarm / Sitzverstellung 4 Hebel 5 Achsplatte 6 Fensterheber 7 Nockenwellen-Ausgleichsgew. 8 Grundplatte / Wasserpumpe 9 Rasthebel / Sitzverstellung 10 Stützplatte / Wasserpumpe 11 Mitnehmerscheibe / Getriebe 12 Nockenwellen-Kettenrad 13 Riegel / Türschloss

14 14 Anwendungsbeispiele Feinschneiden Quelle: Feintool, Lyss 16 Chirurgisches Instrument 20 Gurtstraffer/Sicherheitsgurt 21 Sitzverstellplatte 22 Flansch/Auspuff 23 Ventilplatte/Air Condition 24 Ventilplatte/Kompressor 25 Verbindungslasche 26 Sitzverstellplatte 27 ABS-Impulsrad/Bremse 28 Wasserpumpendeckel 29 Sicherheitsgurtrollautomatik 30 Belagträger/Scheibenbr. 31 Rasterbeschlag Sitz 32 Hebel/Motorrad

15 15 Anwendungsbeispiele des Feinschneidens Quelle: Feintool, Lyss
16 16 Offener und geschlossener Schnitt beim Scherschneiden Quelle: Schuler, Göppingen
 Schneidstempel Niederhalter")
17 17 Phasen beim Scherschneiden Quelle: Schuler, Göppingen Schneidplatte Abfallstück (Butzen) Schneidstempel Niederhalter Werkstück (Blech)

18 18 Unterscheidung Geradschnitt - Schrägschnitt Quelle: Schuler, Göppingen Schrägschnitt aufgrund von Biegung nur zum Lochen geeignet!

19 19 Schneidkraftminderung durch Schneiden Quelle: Schuler, Göppingen
20 20 Vorgang des Scherschneidens: elastische und plastische Verformung Quelle: Spur M Ausschnitt für nachfolgende Darstellung a Schneidstempel b Schneidplatte c Stanzmaterial d Block F s Schneidkraft Schematische Darstellung des Arbeitsprinzips Scherschneiden Ausbildung der Kontaktzonen Kräfte verlaufen nicht auf einer Linie: es entsteht ein Drehmoment Niederhalter erforderlich, um Drehung des Bleches zu unterbinden
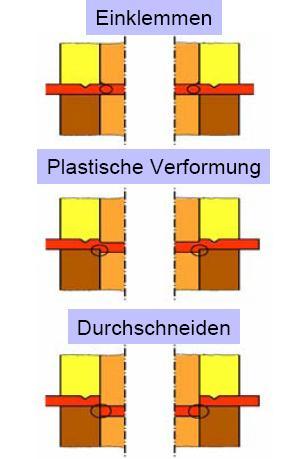
21 21 Vorgang in der Schnittzone Quelle: Spur Schneidvorgang beim Scherschneiden - elastische Verformung - Ausbildung Kontaktstellen - plastische Verformung - freier Kanteneinzug - Schnittzone (WS durchsetzen) - Werkstoffbruch - Rißbildung (WS trennen - Butzen auswerfen Beachte: 1. Die Risse treffen sich nur dann im Blech, wenn der Schneidspalt richtig dimensioniert ist 2. Nur wenn sich die Risse im Blech treffen, ist der erforderliche Kraftaufwand minimal d.h.: Die Wahl des Schneidspaltes ist technologisch und nicht geometrisch begründet
22 22 Schneidergebnis in Abhängigkeit vom Schneidspalt Quelle: Schal Normalschnitt Schneidspalt normal Feinschnitt Normalschnitt Schneidspalt zu klein Ergebnisse am Schnitteil

23 23 Schliffbild der Scherzone Quelle: Spur Schnittzone Scherzone Durchsetzung - Werkstoffverformung im scherbelasteten Bereich - Zeitpunkt vor der Rißbildung

24 24 Verfahrensunterschied Scherschneiden - Feinschneiden Quelle: Feintool, Lyss
25 25 Verfahrensvergleich Normalschneiden und Feinschneiden Quelle: Koether Normalschnitt ohne Niederhalter großer Schneidspalt geringe Schneidkraft geringe Schneidkantenqualität Feinschnitt Niederhalter erforderlich Niederhalter mit Ringzacke sehr kleiner Schneidspalt sehr große Schneidkraft sehr gute Schneidkantenqualität Gegenstempel

26 26 Spannungen beim Scherschneiden Quelle: Klocke

27 27 Spannungen beim Feinschneiden Quelle: Klocke

28 28 Schnittflächenvergleich Scherschneiden - Feinschneiden Quelle: Klocke

29 29 Zusammenhang zwischen Schneidteilqualität und Prozeßgrößen Quelle: Klocke
30 30 Verfahrensablauf Feinschneiden Quelle: N.N.

31 31 Geometrien der Ringzackenhalter Quelle: Klocke

32 32 Werkzeugaufbau beim Scherschneiden Quelle: Schuler, Göppingen

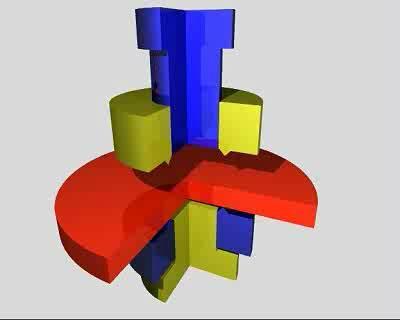
33 33 Prinzip eines Feinschneidwerkzeugs Quelle: Europa-Lehrmittel

34 34 Säulengeführtes Feinschneidwerkzeug Quelle: Schrempp + Decker, Berlin

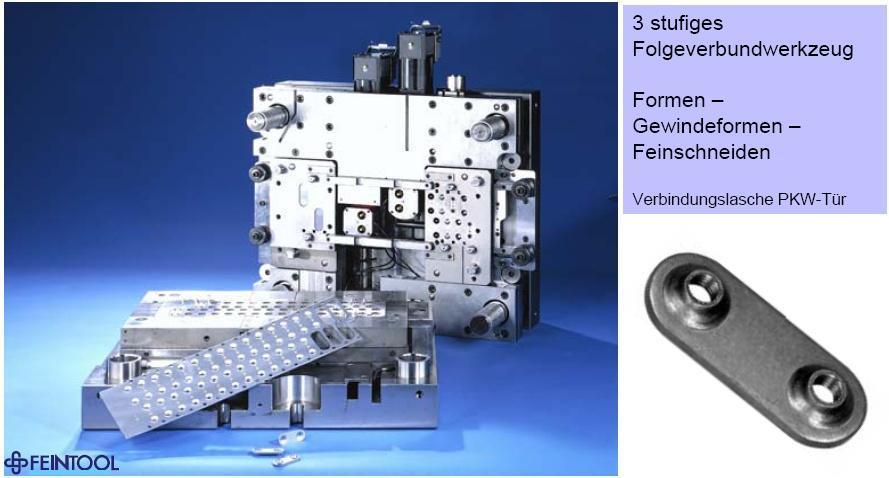
35 35 Folgeverbund-Feinschneidwerkzeug Quelle: Siemens



36 36 Mehrstufiges Feinschneidwerkzeug für die Massenfertigung Quelle: Schuler, Göppingen Rotor- und Statorblech stanzpakatierte Rotor- und Statorbleche

37 37 Gesamtschnittwerkzeug für Bremsscheiben Quelle: Feintool, Lyss

38 38 Beispiel für den Folgeschnitt einer Scheibe Quelle: Feintool, Lyss
39 39 Folgeverbundschnittwerkzeug Quelle: Feintool, Lyss

40 40 Fertigung eines Planetenträgers Quelle: Feintool, Lyss

41 41 Fertigung im 8-Stufen-Folgeverbundwerkzeug Quelle: Feintool, Lyss

42 42 Folgeverbundwerkzeug in Modulbauweise Quelle: Feintool, Lyss

43 43 Folgeverbundschnittwerkzeug im Arbeitsraum der Maschine Quelle: Feintool, Lyss
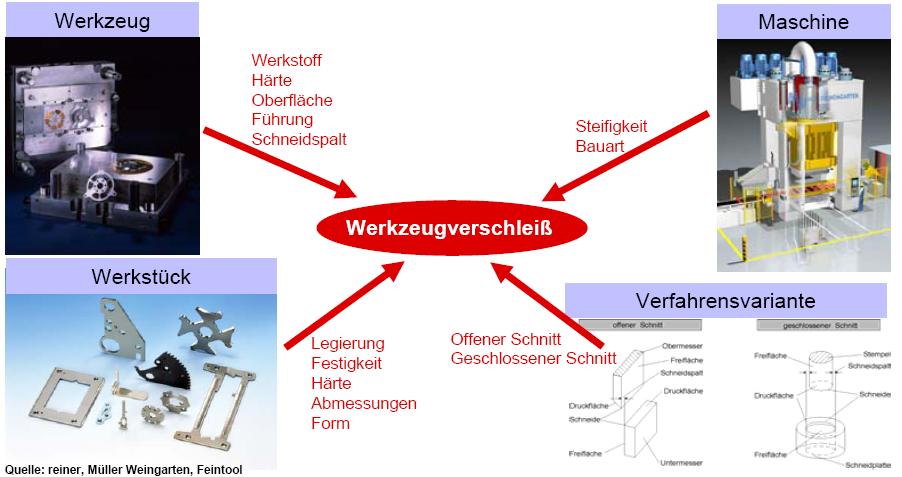
44 44 Einflüsse auf Werkzeugverschleiß
45 45 Verschleißformen am Schneidwerkzeug Quelle: Spur

46 46 Feinschneidpresse Quelle: Schmid, Jona Hubzahl > 100 pro Minute
1.3.1 Welche Einteilungen nach dem Fertigungsverfahren sind uns bekannt? 1.3.2 Was verstehen wir unter dem Begriff Ausschneiden?
 1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
1.3 SCHNEIDWERKZEUGE Nach internationaler ISO-Norm werden Werkzeuge für das Scherschneiden einfach als Schneidwerkzeuge bezeichnet. Zur Benennung können sie nach folgenden Gesichtspunkten eingeteilt werden:
Spanlose Fertigung: Stanzen
 Viewegs Fachbücher der Technik Spanlose Fertigung: Stanzen Konventionelles Stanzen, Hochleistungsstanzen, Feinstanzen von Waldemar Hellwig überarbeitet Spanlose Fertigung: Stanzen Hellwig schnell und portofrei
Viewegs Fachbücher der Technik Spanlose Fertigung: Stanzen Konventionelles Stanzen, Hochleistungsstanzen, Feinstanzen von Waldemar Hellwig überarbeitet Spanlose Fertigung: Stanzen Hellwig schnell und portofrei
Inhaltsverzeichnis. 1 Einführung... 1 K.-D. Kühn
 Inhaltsverzeichnis 1 Einführung................................. 1 K.-D. Kühn 2 Urformen.................................. 7 A. H. Fritz et al. 2.1 Urformen durch Gießen...................... 7 2.1.1 Grundbegriffe
Inhaltsverzeichnis 1 Einführung................................. 1 K.-D. Kühn 2 Urformen.................................. 7 A. H. Fritz et al. 2.1 Urformen durch Gießen...................... 7 2.1.1 Grundbegriffe
Inhaltsverzeichnis. Inhalt. 1 Umformen
 3 Inhaltsverzeichnis 1 Umformen 1.1 Grundlagen der Umformtechnik... 9 1.1.1 Kenngrößen der Umformung... 11 1.1.1.1 Formänderungsgrad und Hauptformänderung... 11 1.1.1.2 Formänderungsfestigkeit... 14 1.1.1.3
3 Inhaltsverzeichnis 1 Umformen 1.1 Grundlagen der Umformtechnik... 9 1.1.1 Kenngrößen der Umformung... 11 1.1.1.1 Formänderungsgrad und Hauptformänderung... 11 1.1.1.2 Formänderungsfestigkeit... 14 1.1.1.3
Spanlose Fertigung Stanzen
 Spanlose Fertigung Stanzen Waldemar Hellwig Matthias Kolbe Spanlose Fertigung Stanzen Integrierte Fertigung komplexer Präzisions-Stanzteile 10., überarbeitete und erweiterte Auflage Mit 187 Abbildungen
Spanlose Fertigung Stanzen Waldemar Hellwig Matthias Kolbe Spanlose Fertigung Stanzen Integrierte Fertigung komplexer Präzisions-Stanzteile 10., überarbeitete und erweiterte Auflage Mit 187 Abbildungen
Stanztechnik und Feinschneiden
 TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung, Verschleiß und Schmierung Elektrotechnik, Elektronik und
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung seit 60 Jahren! Maschinenbau, Produktion und Fahrzeugtechnik Tribologie Reibung, Verschleiß und Schmierung Elektrotechnik, Elektronik und
Feinschneiden und Systemtechnik
 Feinschneiden und Systemtechnik HYDREL. Entwicklungspartner für Präzisions-Serienteile Die Marke HYDREL steht heute für anspruchsvolle Feinschnitt-Teile und Baugruppen. Seit den späten 50er Jahren setzt
Feinschneiden und Systemtechnik HYDREL. Entwicklungspartner für Präzisions-Serienteile Die Marke HYDREL steht heute für anspruchsvolle Feinschnitt-Teile und Baugruppen. Seit den späten 50er Jahren setzt
1 Einführung 1 1.1 Einordnung der Fertigungstechnik, Begriffe und Grundlagen... 1 1.2 Auswahl der Fertigungsverfahren 8 Literatur 9
 InhaStsweraaichDiiis 1 Einführung 1 1.1 Einordnung der Fertigungstechnik, Begriffe und Grundlagen.... 1 1.2 Auswahl der Fertigungsverfahren 8 Literatur 9 2 Urformen 11 2.1 Einführung 11 2.2 Urformen von
InhaStsweraaichDiiis 1 Einführung 1 1.1 Einordnung der Fertigungstechnik, Begriffe und Grundlagen.... 1 1.2 Auswahl der Fertigungsverfahren 8 Literatur 9 2 Urformen 11 2.1 Einführung 11 2.2 Urformen von
Feintool Virtual Systems. Mit Simulation und Prototyping schneller und sicherer zum Ziel
 Feintool Virtual Systems Mit Simulation und Prototyping schneller und sicherer zum Ziel Feintool setzt in der Feinschneidtechnologie immer wieder neue Marktstandards. So auch bei der Anwendung der FEM-Technologie
Feintool Virtual Systems Mit Simulation und Prototyping schneller und sicherer zum Ziel Feintool setzt in der Feinschneidtechnologie immer wieder neue Marktstandards. So auch bei der Anwendung der FEM-Technologie
Feinschneiden und Systemtechnik Unsere Kompetenz Ihr Vorteil
 Feinschneiden und Systemtechnik Unsere Kompetenz Ihr Vorteil Für den feinen Schnitt gibt es eine feine Adresse Unser Maschinenpark lässt keine Wünsche offen: Feinschneid-Pressen von 100 bis 1000 Tonnen
Feinschneiden und Systemtechnik Unsere Kompetenz Ihr Vorteil Für den feinen Schnitt gibt es eine feine Adresse Unser Maschinenpark lässt keine Wünsche offen: Feinschneid-Pressen von 100 bis 1000 Tonnen
LF 1+2: Manuelles- u. maschinelles Zerspanen LS 3.1: Technische Grundbildung (Infomaterial HS/ RS)
") LF 1+2: Manuelles- u. maschinelles Zerspanen Zerspanen Manuelles Zerspanen Sägen Feilen, Raspeln Schaben, Meißeln Maschinelles Zerspanen Drehen Bohren, Senken, Reiben Fräsen Hobeln, Stoßen Räumen Schleifen
LF 1+2: Manuelles- u. maschinelles Zerspanen Zerspanen Manuelles Zerspanen Sägen Feilen, Raspeln Schaben, Meißeln Maschinelles Zerspanen Drehen Bohren, Senken, Reiben Fräsen Hobeln, Stoßen Räumen Schleifen
Text: Martin Engel, Bilder: Marc Kollmuss
 Der Kluge fertigt günstiger Die schweizerische Feintool Gruppe ist bekannt als Weltmarktführerin für Produkte und Dienstleistungen im Bereich Feinschneiden. Das Unternehmen hat das Verfahren perfektioniert
Der Kluge fertigt günstiger Die schweizerische Feintool Gruppe ist bekannt als Weltmarktführerin für Produkte und Dienstleistungen im Bereich Feinschneiden. Das Unternehmen hat das Verfahren perfektioniert
Musterlösung zur Klausur Fertigungslehre im WS 12/13
 Musterlösung zur Klausur Fertigungslehre im WS /3 A) Wie funktioniert eine Anlage zum selektiven Lasersintern? Pkt. Das Werkstück wird Schicht für Schicht in der Baukammer durch Sintern erzeugt. Das Sintern
Musterlösung zur Klausur Fertigungslehre im WS /3 A) Wie funktioniert eine Anlage zum selektiven Lasersintern? Pkt. Das Werkstück wird Schicht für Schicht in der Baukammer durch Sintern erzeugt. Das Sintern
Unterrichtsprojekt Stanzwerkzeug
 Stanzwerkzeug - 4 WM Inhalt: Stanzwerkzeug... 1 Vorwort:... 2 Vorgaben und Ziele:... 3 Unser Team:... 4 Wie es begann:... 5 Kostenplanung:... 7 Fertigung... 8 Zeitplanung Zwischenbilanz: (14.04.2010)...
Stanzwerkzeug - 4 WM Inhalt: Stanzwerkzeug... 1 Vorwort:... 2 Vorgaben und Ziele:... 3 Unser Team:... 4 Wie es begann:... 5 Kostenplanung:... 7 Fertigung... 8 Zeitplanung Zwischenbilanz: (14.04.2010)...
Kalkulation und Auslegung von Werkzeugen zur Blechbearbeitung
 TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung Maschinenbau, Fahrzeugtechnik und Tribologie Mechatronik und Automatisierungstechnik Elektrotechnik, Elektronik und Energietechnik Informationstechnologie
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung Maschinenbau, Fahrzeugtechnik und Tribologie Mechatronik und Automatisierungstechnik Elektrotechnik, Elektronik und Energietechnik Informationstechnologie
Taumel-Technologie Hohe Qualität und Wirtschaftlichkeit beim Umformen
 PRoduktE & Services von Feintool FINEBLANKING Technology Taumel-Technologie Hohe Qualität und Wirtschaftlichkeit beim Umformen 1 Taumel-technologie. Effizienz gewinnt u Hohe Festigkeit der Bauteile dank
PRoduktE & Services von Feintool FINEBLANKING Technology Taumel-Technologie Hohe Qualität und Wirtschaftlichkeit beim Umformen 1 Taumel-technologie. Effizienz gewinnt u Hohe Festigkeit der Bauteile dank
Modulhandbuch. Berufsbegleitendes Studium Bachelor Wirtschaftsingenieurwesen-Maschinenbau. Labor ECTS European Credit Transfer System
 Technische Hochschule Wildau (FH) Fachbereich Ingenieurwesen / Wirtschaftsingenieurwesen Modulhandbuch Berufsbegleitendes Studium Bachelor Wirtschaftsingenieurwesen-Maschinenbau Fassung vom 29.07.2009
Technische Hochschule Wildau (FH) Fachbereich Ingenieurwesen / Wirtschaftsingenieurwesen Modulhandbuch Berufsbegleitendes Studium Bachelor Wirtschaftsingenieurwesen-Maschinenbau Fassung vom 29.07.2009
Übersichtsvortrag Schneiden
 Übersichtsvortrag Schneiden E. Beyer 1,2, M. Lütke 1, F. Bartels 1, T. Himmer 1 1 Fraunhofer IWS, Dresden 2 Technische Universität Dresden 06.03.2009 08_10_xx_hansa_doc_bey.ppt, Folie: 1 Inhalt remocut
Übersichtsvortrag Schneiden E. Beyer 1,2, M. Lütke 1, F. Bartels 1, T. Himmer 1 1 Fraunhofer IWS, Dresden 2 Technische Universität Dresden 06.03.2009 08_10_xx_hansa_doc_bey.ppt, Folie: 1 Inhalt remocut
Schweißkonstruktionen aus Edelstahl
 Schweißkonstruktionen aus Edelstahl Bauteile und Konstruktionen aus Edelstahl stellen einen hohen Anspruch an die Verarbeitung - Wir sind für Sie da und beraten Sie auch gern im Vorfeld der Konstruktion
Schweißkonstruktionen aus Edelstahl Bauteile und Konstruktionen aus Edelstahl stellen einen hohen Anspruch an die Verarbeitung - Wir sind für Sie da und beraten Sie auch gern im Vorfeld der Konstruktion
W A L. Werkstatt A usrüstung L eitner Josef
 Brenn und Plasmaschneidmaschinen 3-D Spanntische Autogentechnik W A L Austria Werkstatt A usrüstung L eitner Josef Schmidham 26 A-4870 Vöcklamarkt Tel. +43-664-88512370 Fax +43-7682-2171817 E-Mail: office@wal-austria.at
Brenn und Plasmaschneidmaschinen 3-D Spanntische Autogentechnik W A L Austria Werkstatt A usrüstung L eitner Josef Schmidham 26 A-4870 Vöcklamarkt Tel. +43-664-88512370 Fax +43-7682-2171817 E-Mail: office@wal-austria.at
PRODUkte & SERVICES. Feinschneiden. Maximale Wirtschaftlichkeit mit Systemen und Services aus einer Hand
 PRODUkte & SERVICES von FEINTOOL fineblanking technology Erfolgreich mit Feinschneiden Maximale Wirtschaftlichkeit mit Systemen und Services aus einer Hand 1 Feintool. Weil zuverlässigkeit vorsprung schafft
PRODUkte & SERVICES von FEINTOOL fineblanking technology Erfolgreich mit Feinschneiden Maximale Wirtschaftlichkeit mit Systemen und Services aus einer Hand 1 Feintool. Weil zuverlässigkeit vorsprung schafft
6/2009. Technische Fachzeitschrift für: Werkzeugschleifmaschinen Rundschleifmaschinen Flachschleifmaschinen Gleitschleiftechnik
 6/2009 Technische Fachzeitschrift für: Werkzeugschleifmaschinen Rundschleifmaschinen Flachschleifmaschinen Gleitschleiftechnik Läppen und Honen Schleif- und Poliermittel Abrichtgeräte und -werkzeuge CNC-Steuerungen
6/2009 Technische Fachzeitschrift für: Werkzeugschleifmaschinen Rundschleifmaschinen Flachschleifmaschinen Gleitschleiftechnik Läppen und Honen Schleif- und Poliermittel Abrichtgeräte und -werkzeuge CNC-Steuerungen
Einladung zum Seminarzyklus 2015
 Einladung zum Seminarzyklus 2015 Werkzeugbau, Stanz-, Biege- und Umformtechnik Themen Datum Qualität in der Stanztechnik unterstützt die Machbarkeitsanalyse in der Blechverarbeitung. Kurs mit Betriebsbesichtigung
Einladung zum Seminarzyklus 2015 Werkzeugbau, Stanz-, Biege- und Umformtechnik Themen Datum Qualität in der Stanztechnik unterstützt die Machbarkeitsanalyse in der Blechverarbeitung. Kurs mit Betriebsbesichtigung
Geschliffene Präzisionsteile
 E2 Geschliffene Präzisionsteile Präzisionsteile Ein breites Angebot von Abmessungen und Werkstoffen lässt bei unserem Programm Präzisionsteile fast jede Auswahl zu. Beachten Sie bitte unsere Liefermöglichkeiten.
E2 Geschliffene Präzisionsteile Präzisionsteile Ein breites Angebot von Abmessungen und Werkstoffen lässt bei unserem Programm Präzisionsteile fast jede Auswahl zu. Beachten Sie bitte unsere Liefermöglichkeiten.
Einführung in den Maschinenbau
 Einführung in den Maschinenbau 1.Kapitel: Welche Erfindung hat die Industrialisierung und in der Folge den wissenschaftlichen Maschinenbau wesentlich gefördert? Die Dampfmaschine. Was ist eine Maschine?
Einführung in den Maschinenbau 1.Kapitel: Welche Erfindung hat die Industrialisierung und in der Folge den wissenschaftlichen Maschinenbau wesentlich gefördert? Die Dampfmaschine. Was ist eine Maschine?
3.2. 3.1 Honen. A Honen und Schleifen. B Langhubhonen von Bohrungen
 Lernfeld 9 Feinbearbeitungsverfahren 3.2 3.1 Honen A Honen und Schleifen Beschreiben Sie das Fertigungsverfahren Honen und zeigen Sie den Unterschied zum Schleifen. Welche Honverfahren werden unterschieden?
Lernfeld 9 Feinbearbeitungsverfahren 3.2 3.1 Honen A Honen und Schleifen Beschreiben Sie das Fertigungsverfahren Honen und zeigen Sie den Unterschied zum Schleifen. Welche Honverfahren werden unterschieden?
Montageanleitung Zahnriemenspannrolle 979680 (979413/900019) Audi 2,5L V6 TDI für den A4, A6, A8 nur für Einspritzpumpe Stand: 18.02.
 Audi 2,5L V6 TDI für den A4, A6, A8 nur für Einspritzpumpe Stand: 18.02.") Entfernung des Zahnriemens 1. Motor und Spannrolle müssen beide vor der Installation auf Umgebungstemperatur abgekühlt sein, damit eine ordnungsgemäße Einstellung der Riemenspannung gewährleistet wird.
Entfernung des Zahnriemens 1. Motor und Spannrolle müssen beide vor der Installation auf Umgebungstemperatur abgekühlt sein, damit eine ordnungsgemäße Einstellung der Riemenspannung gewährleistet wird.
Das Unternehmen KOEPFER
 Das Unternehmen KOEPFER KOEPFER ist ein Unternehmen mit internationalem Kundenkreis und Produktionsstandorten in Deutschland und Ungarn. Unser Fertigungs spektrum umfasst hochwertige Zahn- und Kettenräder
Das Unternehmen KOEPFER KOEPFER ist ein Unternehmen mit internationalem Kundenkreis und Produktionsstandorten in Deutschland und Ungarn. Unser Fertigungs spektrum umfasst hochwertige Zahn- und Kettenräder
Unterrichtsprojekt Tannenbaum
 INHALTSVERZEICHNIS UNSER TEAM 2 UNSER PROJEKT 4 UNSERE ZIELE 4 DIE LEBENSHILFE 5 Arbeiten & Beschäftigen 5 WIE UNSER PROJEKT BEGANN 7 ZEITPLANUNG 8 ERSTE SKIZZEN 14 DIE FERTIGUNG 16 DAS WERKZEUG 17 Messerschneiden
INHALTSVERZEICHNIS UNSER TEAM 2 UNSER PROJEKT 4 UNSERE ZIELE 4 DIE LEBENSHILFE 5 Arbeiten & Beschäftigen 5 WIE UNSER PROJEKT BEGANN 7 ZEITPLANUNG 8 ERSTE SKIZZEN 14 DIE FERTIGUNG 16 DAS WERKZEUG 17 Messerschneiden
Gegenüberstellung der Berufe. Konstruktionsmechaniker / Metallbauer (KM) Industriemechaniker (IM) Fachkraft für Metalltechnik
 Industriemechaniker (IM) Fachkraft für Metalltechnik") Gegenüberstellung der Berufe Konstruktionsmechaniker / Metallbauer (KM) Industriemechaniker (IM) Fachkraft für Metalltechnik Konstruktionstechnik (KT) Montagetechnik (MT) Ausbildungsdauer Fachkraft für
Gegenüberstellung der Berufe Konstruktionsmechaniker / Metallbauer (KM) Industriemechaniker (IM) Fachkraft für Metalltechnik Konstruktionstechnik (KT) Montagetechnik (MT) Ausbildungsdauer Fachkraft für
2006/01 2008/11 2011/12 2006/01 2008/11 2011/12 2006/01 2008/11 2008/11 2011/12 2006/01 2008/11 2011/12 2006/01 2008/11 2011/12 2008/11 2011/12
 Stand: 31.10.2014 en bei der Verwendung Vibrationsemissionswerten für die Beurteilung der Gefährdung durch Hand-Arm- Vibrationen Hinweis: Zu den angeführten Maschinenarten wurden Prüfnormen mit Herausgabe
Stand: 31.10.2014 en bei der Verwendung Vibrationsemissionswerten für die Beurteilung der Gefährdung durch Hand-Arm- Vibrationen Hinweis: Zu den angeführten Maschinenarten wurden Prüfnormen mit Herausgabe
ISW. Überwachung und Zertifizierung nach EN 1090 Begutachtung Ausbildung Bauüberwachung
 Voraussetzungen zur Leistungserklärung nach DIN EN 1090 und BauPVO für EXC2 (Im Einzelfall können auch andere oder eingeschränkte Voraussetzungen Grundlage sein) 1 Abkürzungen WPK SAP EXC SP werkseigene
Voraussetzungen zur Leistungserklärung nach DIN EN 1090 und BauPVO für EXC2 (Im Einzelfall können auch andere oder eingeschränkte Voraussetzungen Grundlage sein) 1 Abkürzungen WPK SAP EXC SP werkseigene
VOLLE POWER DANK HAI-TECH.
 INNOVATION Preise zzgl. MwSt., gültig bis 31. 07. 2016 VOLLE POWER DANK HAI-TECH. Der neue GARANT Hochleistungs-Schneidstoff HB 7020 für maximale Verschleißfestigkeit inspiriert von der Natur. GARANT HB
INNOVATION Preise zzgl. MwSt., gültig bis 31. 07. 2016 VOLLE POWER DANK HAI-TECH. Der neue GARANT Hochleistungs-Schneidstoff HB 7020 für maximale Verschleißfestigkeit inspiriert von der Natur. GARANT HB
Verlassen Sie sich auf unser Know-how
 Verlassen Sie sich auf unser Know-how Verwo Acquacut das Zentrum für Blechbearbeitung und Schneidtechnologie konstruiert, produziert und montiert nach höchsten Qualitätsansprüchen. Blechbearbeitung Ihr
Verlassen Sie sich auf unser Know-how Verwo Acquacut das Zentrum für Blechbearbeitung und Schneidtechnologie konstruiert, produziert und montiert nach höchsten Qualitätsansprüchen. Blechbearbeitung Ihr
ZERT-Media GmbH Werkstoffprüflabor Grebenstein Bahnhof 1, 34393 Grebenstein Tel.: 05674 37399120 Mail: mail@zert-media.de Internet: www.zert-media.
 Seite 1 von 7 Arbeitsanweisung zur Konformitätsbewertung nach DIN EN 1090 für EXC2 1 Abkürzungen WPK SAP EXC SP werkseigene Produktionskontrolle Schweißaufsichtsperson Ausführungsklasse Sichtprüfung 2
Seite 1 von 7 Arbeitsanweisung zur Konformitätsbewertung nach DIN EN 1090 für EXC2 1 Abkürzungen WPK SAP EXC SP werkseigene Produktionskontrolle Schweißaufsichtsperson Ausführungsklasse Sichtprüfung 2
Trennen / Zerteilen / Abtragen
 Trennen / Zerteilen / Abtragen Inhalt 1. Mechanisches Zerteilen... 2 1.2 Scherschneiden bzw. Stanzen... 2 1.2 Bruchtrennen (Cracken)... 4 1.3 Wasserstrahlschneiden... 5 2. Thermisches Trennen... 6 2.1
Trennen / Zerteilen / Abtragen Inhalt 1. Mechanisches Zerteilen... 2 1.2 Scherschneiden bzw. Stanzen... 2 1.2 Bruchtrennen (Cracken)... 4 1.3 Wasserstrahlschneiden... 5 2. Thermisches Trennen... 6 2.1
PRODUkte & SERVICES von FEINTOOL SYSTEM PARTS. Schlüsseltechnologien für Präzisionsbauteile
 PRODUkte & SERVICES von FEINTOOL SYSTEM PARTS Spanlos UMformen Schlüsseltechnologien für Präzisionsbauteile 1 Feintool. Weltweit vertreten nah am Kunden Gesamtlösungen in der spanlosen Umformung und Weiterbearbeitung
PRODUkte & SERVICES von FEINTOOL SYSTEM PARTS Spanlos UMformen Schlüsseltechnologien für Präzisionsbauteile 1 Feintool. Weltweit vertreten nah am Kunden Gesamtlösungen in der spanlosen Umformung und Weiterbearbeitung
Umformen - Grundlagen
 Umformen - Grundlagen Einteilung der Umformverfahren - Unterscheidung nach dem Spannungszustand nach DIN 8582 (Druck-, Zug-, Zugdruck-, Biege- und Schubumformen) - Unterscheidung nach der Einsatztemperatur
Umformen - Grundlagen Einteilung der Umformverfahren - Unterscheidung nach dem Spannungszustand nach DIN 8582 (Druck-, Zug-, Zugdruck-, Biege- und Schubumformen) - Unterscheidung nach der Einsatztemperatur
ISW. Überwachung und Zertifizierung nach EN 1090 Begutachtung Ausbildung Bauüberwachung
 Voraussetzungen zur Leistungserklärung nach DIN EN 1090 und BauPVO für EXC3 (Im Einzelfall können auch andere oder eingeschränkte Voraussetzungen Grundlage sein) 1 Abkürzungen WPK SAP EXC SP werkseigene
Voraussetzungen zur Leistungserklärung nach DIN EN 1090 und BauPVO für EXC3 (Im Einzelfall können auch andere oder eingeschränkte Voraussetzungen Grundlage sein) 1 Abkürzungen WPK SAP EXC SP werkseigene
Presseinformation. Diamantschneiden für Kunststoffund Verpackungsindustrie: Scharf, spiegelglatt und extrem verschleißfest
 Presseinformation Diamantschneiden für Kunststoffund Verpackungsindustrie: Scharf, spiegelglatt und extrem verschleißfest Weltweit härteste Schicht für Schneidklingen erstmals auf der Fachpack Mit diamantbeschichteten
Presseinformation Diamantschneiden für Kunststoffund Verpackungsindustrie: Scharf, spiegelglatt und extrem verschleißfest Weltweit härteste Schicht für Schneidklingen erstmals auf der Fachpack Mit diamantbeschichteten
Graphit verdrängt Kupfer
 Graphit verdrängt Kupfer Kohlenstoff- und Graphitwerkstoffe werden den keramischen Werkstoffen zugeordnet. Hufschmied stellt seit gut zehn Jahren spezielle Zerspanungswerkzeuge für die Fräsbearbeitung
Graphit verdrängt Kupfer Kohlenstoff- und Graphitwerkstoffe werden den keramischen Werkstoffen zugeordnet. Hufschmied stellt seit gut zehn Jahren spezielle Zerspanungswerkzeuge für die Fräsbearbeitung
ELEKTRIK MECHANIK HYDRAULIK BERATUNG KONSTRUKTION ENTWICKLUNG MONTAGE FERTIGUNG SERVICE
 REGELUNGSTECHNIK ELEKTRIK ELEKTRONIK MECHANIK HYDRAULIK BERATUNG PROJEKTIERUNG ENTWICKLUNG KONSTRUKTION FERTIGUNG SERVICE MONTAGE Verfahrensmöglichkeiten der Presse Hydromechanisches Umformen Tiefziehen
REGELUNGSTECHNIK ELEKTRIK ELEKTRONIK MECHANIK HYDRAULIK BERATUNG PROJEKTIERUNG ENTWICKLUNG KONSTRUKTION FERTIGUNG SERVICE MONTAGE Verfahrensmöglichkeiten der Presse Hydromechanisches Umformen Tiefziehen
XFT 1500speed. Geheimtipp im Kaltumformen. Top-Trends im Werkzeugbau. Die Neuentwicklung überzeugt mit Flexibilität und Geschwindigkeit
 FEINTOOLMAGAZIN TRENDS TEAM TECHNIK FINEBLANKING TECHNOLOGY I AUSGABE 2013 XFT 1500speed Die Neuentwicklung überzeugt mit Flexibilität und Geschwindigkeit TAUMELTECHNOLOGIE Geheimtipp im Kaltumformen INTERVIEW
FEINTOOLMAGAZIN TRENDS TEAM TECHNIK FINEBLANKING TECHNOLOGY I AUSGABE 2013 XFT 1500speed Die Neuentwicklung überzeugt mit Flexibilität und Geschwindigkeit TAUMELTECHNOLOGIE Geheimtipp im Kaltumformen INTERVIEW
SLM: Generative Fertigung individueller Implantate
 Kamilla Urban SLM: Generative Fertigung individueller Implantate Agenda Selective Laser Melting (SLM) Implantatfertigung mittels SLM Selective Laser Melting (SLM) Selective Laser Melting Maschinentechnik
Kamilla Urban SLM: Generative Fertigung individueller Implantate Agenda Selective Laser Melting (SLM) Implantatfertigung mittels SLM Selective Laser Melting (SLM) Selective Laser Melting Maschinentechnik
Vorstellung der Forschungsarbeiten zum Fein- Wasserstrahlschneiden der Hochschule Aschaffenburg
 Vorstellung der Forschungsarbeiten zum Fein- Wasserstrahlschneiden der Hochschule Aschaffenburg B. Eng., B. Eng., Prof. Dr.-Ing. Armin Denner für Produktionstechnik 2 Gliederung 1 2 2.1 2.2 Technologie
Vorstellung der Forschungsarbeiten zum Fein- Wasserstrahlschneiden der Hochschule Aschaffenburg B. Eng., B. Eng., Prof. Dr.-Ing. Armin Denner für Produktionstechnik 2 Gliederung 1 2 2.1 2.2 Technologie
Industrielle Fertigung
 Industrielle Fertigung Fertigungsverfahren, Mess- und Prüftechnik von Manfred Behmel, Uwe Berger, Michael Dambacher, Wolfgang Günter, Burkhard Heine, Fabian Holzwarth, Harald Kaiser, Eckehard Kalhöfer,
Industrielle Fertigung Fertigungsverfahren, Mess- und Prüftechnik von Manfred Behmel, Uwe Berger, Michael Dambacher, Wolfgang Günter, Burkhard Heine, Fabian Holzwarth, Harald Kaiser, Eckehard Kalhöfer,
Maschinenzeichnen und CAD-Einführung
 fml - Lehrstuhl für Fördertechnik Materialfluss Logistik Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner Technische Universität München Maschinenzeichnen und CAD-Einführung Modul E: Konstruktive Gestaltungslehre
fml - Lehrstuhl für Fördertechnik Materialfluss Logistik Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner Technische Universität München Maschinenzeichnen und CAD-Einführung Modul E: Konstruktive Gestaltungslehre
B Geschliffene Platten und Leisten. C Transport- und Befestigungselemente
 A Säulenführungsgestelle B Geschliffene Platten und Leisten C Transport- und Befestigungselemente D Führungselemente E Präzisionsteile Schneidstempel und -buchsen, Schnellwechsel-Schneidelemente Stifte,
A Säulenführungsgestelle B Geschliffene Platten und Leisten C Transport- und Befestigungselemente D Führungselemente E Präzisionsteile Schneidstempel und -buchsen, Schnellwechsel-Schneidelemente Stifte,
PVD- Prozesse werden unter Vakuumbedingungen ausgeführt. Der Prozess wird in vier Schritten eingeteilt:
 PVD (engl. Physical Vapor Deposition) ist eine Technik zum Beschichten durch Varporisisation, die den Transfer von Material auf einer atomaren Ebene beinhaltet. Es ist ein Alternativverfahren zur Galvanotechnik.
PVD (engl. Physical Vapor Deposition) ist eine Technik zum Beschichten durch Varporisisation, die den Transfer von Material auf einer atomaren Ebene beinhaltet. Es ist ein Alternativverfahren zur Galvanotechnik.
Wir schmieden ein Komplott. gegen zu hohe Fertigungskosten
 Wir schmieden ein Komplott gegen zu hohe Fertigungskosten Sind Sie gerüstet für die Zukunft? Wir zeigen Ihnen, wo Lohnfertigung sich wirklich lohnt: Hier bei uns! ENTWICKLUNG KONSTRUKTION ZERTIFIZIERUNG
Wir schmieden ein Komplott gegen zu hohe Fertigungskosten Sind Sie gerüstet für die Zukunft? Wir zeigen Ihnen, wo Lohnfertigung sich wirklich lohnt: Hier bei uns! ENTWICKLUNG KONSTRUKTION ZERTIFIZIERUNG
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren
 Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Konstruktion komplexer Geometrie zur Realisierung mittels RP-Verfahren Motivation ca. 12% des Gesamtpreises eines Produktes entfallen auf die Konstruktion ca. 75% des Gesamtpreises werden durch die Festlegungen
Handbuch der Fertigungstechnik
 Handbuch der Fertigungstechnik Herausgegeben von Prof. Dr. h. c. mult. Dr.-Ing. Günter Spur und Prof. Dr.-Ing. Theodor Stöferle t 2008 AGI-Information Management Consultants May be used for personal purporses
Handbuch der Fertigungstechnik Herausgegeben von Prof. Dr. h. c. mult. Dr.-Ing. Günter Spur und Prof. Dr.-Ing. Theodor Stöferle t 2008 AGI-Information Management Consultants May be used for personal purporses
FRAUNHOFER-INSTITUT FÜR WERKZEUGMASCHINEN UND UMFORMTECHNIK IWU SIMULATION IN DER UMFORMTECHNIK
 FRAUNHOFER-INSTITUT FÜR WERKZEUGMASCHINEN UND UMFORMTECHNIK IWU SIMULATION IN DER UMFORMTECHNIK 1 SIMULATION IN DER BLECHUMFORMUNG Die Simulation als Werkzeug für die virtuelle Produktentwicklung ist vor
FRAUNHOFER-INSTITUT FÜR WERKZEUGMASCHINEN UND UMFORMTECHNIK IWU SIMULATION IN DER UMFORMTECHNIK 1 SIMULATION IN DER BLECHUMFORMUNG Die Simulation als Werkzeug für die virtuelle Produktentwicklung ist vor
Leitlinien zur Vorpraxis (12 Wochen) für die Bachelor-Studiengänge der Fakultät Maschinenbau
 für die Bachelor-Studiengänge der Fakultät Maschinenbau") FAKULTÄT MASCHINENBAU Leitlinien zur Vorpraxis (12 Wochen) für die Bachelor-Studiengänge der Fakultät Maschinenbau Die Vorpraxis dient dazu, Einblicke in die industrielle Fertigung maschinenbaulicher Produkte
FAKULTÄT MASCHINENBAU Leitlinien zur Vorpraxis (12 Wochen) für die Bachelor-Studiengänge der Fakultät Maschinenbau Die Vorpraxis dient dazu, Einblicke in die industrielle Fertigung maschinenbaulicher Produkte
Tricam verbindet* Contrial Systems GmbH. All Rights Reserved. 1
 Tricam verbindet* Contrial Systems GmbH. All Rights Reserved. 1 Das Prinzip Eine kleine Idee mit großer Wirkung Contrial Systems GmbH. All Rights Reserved. 2 Warum Tricam Die Aufgabe war es, Aluminiumprofile
Tricam verbindet* Contrial Systems GmbH. All Rights Reserved. 1 Das Prinzip Eine kleine Idee mit großer Wirkung Contrial Systems GmbH. All Rights Reserved. 2 Warum Tricam Die Aufgabe war es, Aluminiumprofile
Wir brennen fürs Schneiden
 Wir brennen fürs Schneiden stahl. metall. services Faszination Plasmaschneiden Das Plasmaschneidsystem besteht aus Inverter, Brennerkopf, Massekabel, Stromzuleitung und Druckluftzuleitung. Ein Plasmaschneider
Wir brennen fürs Schneiden stahl. metall. services Faszination Plasmaschneiden Das Plasmaschneidsystem besteht aus Inverter, Brennerkopf, Massekabel, Stromzuleitung und Druckluftzuleitung. Ein Plasmaschneider
Neue Möglichkeiten mit Mikrobearbeitung
 Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Neue Möglichkeiten mit Mikrobearbeitung Herstellung der Mikrowerkzeuge aus Hartmetall Die Mikrofräser Mikrogewinden : Mikrogewindebohrer Mikrogewindefräser Innengewindewirbler Spezielle Mikrobohrer zum
Studienarbeit. zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen
 Studienarbeit zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen ausgegeben von Prof. Dr.-Ing. habil. W. Klepzig am 13.10.2000
Studienarbeit zum Thema: Konstruktion eines Schneid-/ Umform-/ Folge-/ Gesamtverbundwerkzeuges im Fach: Entwerfen von Baugruppen und Maschinen ausgegeben von Prof. Dr.-Ing. habil. W. Klepzig am 13.10.2000
Allgemeintoleranzangaben
 Allgemeintoleranzangaben Allgemeintoleranzen für Längen und Winkel (ISO 2768-1) gelten für alle nicht separat tolerierten Maße und Winkel einer Zeichnung. Die Allgemeintoleranzen werden in Klassen unterteilt.
Allgemeintoleranzangaben Allgemeintoleranzen für Längen und Winkel (ISO 2768-1) gelten für alle nicht separat tolerierten Maße und Winkel einer Zeichnung. Die Allgemeintoleranzen werden in Klassen unterteilt.
Massivumformung mit ServoDirekt Technologie
 Massivumformung mit ServoDirekt Technologie Schnell, leistungsstark, Werkzeugschonend. pressen mit ServoDirekt Technologie. Automatisierte Pressen für die Massivumformung werden schon seit den 1960er-Jahren
Massivumformung mit ServoDirekt Technologie Schnell, leistungsstark, Werkzeugschonend. pressen mit ServoDirekt Technologie. Automatisierte Pressen für die Massivumformung werden schon seit den 1960er-Jahren
PLASMA-OBERFLÄCHEN-SERVICE GmbH
 PLASMA-OBERFLÄCHEN-SERVICE GmbH Oberflächenveredelung Präzision im μ-bereich Individuelle Oberflächen für den individuellen Einsatz Die P.O.S. ist ein dynamisches Unterneh- Die rasant fortschreitende technologis-
PLASMA-OBERFLÄCHEN-SERVICE GmbH Oberflächenveredelung Präzision im μ-bereich Individuelle Oberflächen für den individuellen Einsatz Die P.O.S. ist ein dynamisches Unterneh- Die rasant fortschreitende technologis-
Medienart: Print Medientyp: Publikumszeitschriften Auflage: 312'871 Erscheinungsweise: 26x jährlich
 Ausschnitt Seite: 1/10 Bericht Seite: 8/28 Datum: 28.05.2010 Ausschnitt Seite: 2/10 Bericht Seite: 9/28 Datum: 28.05.2010 Ausschnitt Seite: 3/10 Bericht Seite: 10/28 Datum: 28.05.2010 Ausschnitt Seite:
Ausschnitt Seite: 1/10 Bericht Seite: 8/28 Datum: 28.05.2010 Ausschnitt Seite: 2/10 Bericht Seite: 9/28 Datum: 28.05.2010 Ausschnitt Seite: 3/10 Bericht Seite: 10/28 Datum: 28.05.2010 Ausschnitt Seite:
PROFESSIONELLE ROHRSCHNEIDE- WERKZEUGE
 PROFESSIONELLE ROHRSCHNEIDE- WERKZEUGE PROFESSIONELLE ROHRSCHNEIDE- WERKZEUGE FÜR ANSPRUCHSVOLLE BEDINGUNGEN EXACT DIE EINZIGARTIGE METHODE DER ROHRTRENNUNG Die Exact-Rohrsäge wurde für eine professionelle
PROFESSIONELLE ROHRSCHNEIDE- WERKZEUGE PROFESSIONELLE ROHRSCHNEIDE- WERKZEUGE FÜR ANSPRUCHSVOLLE BEDINGUNGEN EXACT DIE EINZIGARTIGE METHODE DER ROHRTRENNUNG Die Exact-Rohrsäge wurde für eine professionelle
Gummikissen-Umformtechnologie
 Your partner in creative sheet metal Gummikissen-Umformtechnologie Verfahren zur Herstellung von Blechteilen mit fließenden Geometrien mit Stückzahlen von 1 bis 5000 / Jahr Phoenix 3D Metaal, Fijenhof
Your partner in creative sheet metal Gummikissen-Umformtechnologie Verfahren zur Herstellung von Blechteilen mit fließenden Geometrien mit Stückzahlen von 1 bis 5000 / Jahr Phoenix 3D Metaal, Fijenhof
Hydraulisches Presswerkzeug. Elektro-hydraulisches Presswerkzeug. Hydraulischer Presskopf
 Hydraulisches Presswerkzeug l für auswechselbare Einsätze DIN 48083 l Presskopf 360 drehbar, aufklappbar l Zweistufenhydraulik für erhöhten Bedienkomfort und sichere Pressverbindung. l Die Hydraulik sorgt
Hydraulisches Presswerkzeug l für auswechselbare Einsätze DIN 48083 l Presskopf 360 drehbar, aufklappbar l Zweistufenhydraulik für erhöhten Bedienkomfort und sichere Pressverbindung. l Die Hydraulik sorgt
Willkommen bei Hölzel
 Willkommen bei Hölzel Das Unternehmen im Überblick Werkzeugbau Projektberatung, -entwicklung und -realisierung im Werkzeugbau: Hochleistungs-Stanzwerkzeuge Einstufenwerkzeuge Stanzpaketierwerkzeuge Systemwerkzeuge
Willkommen bei Hölzel Das Unternehmen im Überblick Werkzeugbau Projektberatung, -entwicklung und -realisierung im Werkzeugbau: Hochleistungs-Stanzwerkzeuge Einstufenwerkzeuge Stanzpaketierwerkzeuge Systemwerkzeuge
Grundkörper. Auswechselbares System
 Neue Entwicklung einer neuen Generation von Spannzangen und Führungsbuchsen, die mit hochpräzisen Spannbacken arbeiten Grundkörper Spannbacken Auswechselbares System Abdichtung gegen Verschmutzung Kein
Neue Entwicklung einer neuen Generation von Spannzangen und Führungsbuchsen, die mit hochpräzisen Spannbacken arbeiten Grundkörper Spannbacken Auswechselbares System Abdichtung gegen Verschmutzung Kein
Beleg Werkzeugkonstruktion
 Beleg Werkzeugkonstruktion Christian Schettler 032104/13 (leicht modifiziert) Nicht korrigiert - Gleichungen nicht "blind" übernehmen! - 1 - Inhaltsverzeichnis Seite Inhaltsverzeichnis...2 Bilderverzeichnis...4
Beleg Werkzeugkonstruktion Christian Schettler 032104/13 (leicht modifiziert) Nicht korrigiert - Gleichungen nicht "blind" übernehmen! - 1 - Inhaltsverzeichnis Seite Inhaltsverzeichnis...2 Bilderverzeichnis...4
Schmuckstücke mit Nano-Chips - Unterm Mikroskop die Welt
 Schmuckstücke mit Nano-Chips - Unterm Mikroskop die Welt Nanotechnologien das klingt nach Labor, Moderne und Sachlichkeit. Der Mikroelektroniker Dr. Stephan Sauter aber nutzt Nano-Strukturen, um ganz besondere
Schmuckstücke mit Nano-Chips - Unterm Mikroskop die Welt Nanotechnologien das klingt nach Labor, Moderne und Sachlichkeit. Der Mikroelektroniker Dr. Stephan Sauter aber nutzt Nano-Strukturen, um ganz besondere
Fragebogen Kauf Kawasaki Z1-Z1000A. Motorrad unfallfrei Ja Nein Beschädigt wurde... Tiefere Kratzer Ja Nein Anzahl / Bereich / Größe...
 SEITE 1 Fahrzeuginformation Type Erstzulassung Kfz-Brief Nr. Baujahr Fahrgestell Nr. Motor Nr. Fahrzeug Zugelassen / Nicht zugel. Nächste HU Anzahl Vorbesitzer Längere Standzeiten Kaufpreis [EUR] Importmodell
SEITE 1 Fahrzeuginformation Type Erstzulassung Kfz-Brief Nr. Baujahr Fahrgestell Nr. Motor Nr. Fahrzeug Zugelassen / Nicht zugel. Nächste HU Anzahl Vorbesitzer Längere Standzeiten Kaufpreis [EUR] Importmodell
WERKZEUGE TECHNOLOGIE ANWENDUNG
 SPK-INNOVATION FÜR DIE BEARBEITUNG GEHÄRTETER STÄHLE WERKZEUGE TECHNOLOGIE ANWENDUNG IKS-PROMini NEUE KLEMMTECHNOLOGIE FÜR DAS HOCHLEISTUNGS-HARTDREHEN 2 IKS-PRO Mini IKS-PROMini wurde speziell zum Hartdrehen
SPK-INNOVATION FÜR DIE BEARBEITUNG GEHÄRTETER STÄHLE WERKZEUGE TECHNOLOGIE ANWENDUNG IKS-PROMini NEUE KLEMMTECHNOLOGIE FÜR DAS HOCHLEISTUNGS-HARTDREHEN 2 IKS-PRO Mini IKS-PROMini wurde speziell zum Hartdrehen
TITAN. Lieferprogramm
 TITAN Lieferprogramm Titan Grundlegende Eigenschaften: Titan verfügt über außergewöhnliche und innovative Produktvorzüge gegenüber anderen Werkstoffen. Durch ein geringes Gewicht von nur 56 Prozent der
TITAN Lieferprogramm Titan Grundlegende Eigenschaften: Titan verfügt über außergewöhnliche und innovative Produktvorzüge gegenüber anderen Werkstoffen. Durch ein geringes Gewicht von nur 56 Prozent der
stiefelmayereffective S
 stiefelmayereffective S» Laserschneiden» DE Stiefelmayer» Präzision aus Tradition» 2» 1874» Firmengründer Carl Stiefelmayer produziert als einer der ersten Hersteller Messwerkzeuge aus Stahl.» 1960» Das
stiefelmayereffective S» Laserschneiden» DE Stiefelmayer» Präzision aus Tradition» 2» 1874» Firmengründer Carl Stiefelmayer produziert als einer der ersten Hersteller Messwerkzeuge aus Stahl.» 1960» Das
Von-sich-weg-Schnitzen
 die Punkte C und G hin zu schnitzen und an diesen Stellen anzuhalten, ist erheblich schwieriger. Wenn man das nicht beachtet, spaltet man leicht große Stücke ab, die eigentlich stehen bleiben sollten.
die Punkte C und G hin zu schnitzen und an diesen Stellen anzuhalten, ist erheblich schwieriger. Wenn man das nicht beachtet, spaltet man leicht große Stücke ab, die eigentlich stehen bleiben sollten.
Einführung in die Metallographie
 Vorlesungsbegleitendes Laborpraktikum zu WSTG Unterlagen für den Laborversuch Einführung in die Metallographie Teil 1: Einige Praxisaspekte 1. Präparation von Schliffen 1.1. mechanische Bearbeitung 1.2.
Vorlesungsbegleitendes Laborpraktikum zu WSTG Unterlagen für den Laborversuch Einführung in die Metallographie Teil 1: Einige Praxisaspekte 1. Präparation von Schliffen 1.1. mechanische Bearbeitung 1.2.
Karriere und Ausbildung bei Dömer. Nachwuchs fördern. Zukunft sichern.
 Karriere und Ausbildung bei Dömer. Nachwuchs fördern. Zukunft sichern. Unser Masterplan für eine gemeinsame Zukunft Die Weiterentwicklung und Förderung unserer Mitarbeiter gehören zu den zentralen Aufgaben
Karriere und Ausbildung bei Dömer. Nachwuchs fördern. Zukunft sichern. Unser Masterplan für eine gemeinsame Zukunft Die Weiterentwicklung und Förderung unserer Mitarbeiter gehören zu den zentralen Aufgaben
Werkzeug- und Formenbau
 Werkzeug- und Formenbau LOTEC Loh GmbH & Co. KG Arnsberger Straße 93 59759 Arnsberg, Deutschland Tel. +49 (0) 2932 47587-0 Fax +49 (0) 2932 47587-22 info@lotec.de www.lotec.de Sehr geehrter Kunde, sehr
Werkzeug- und Formenbau LOTEC Loh GmbH & Co. KG Arnsberger Straße 93 59759 Arnsberg, Deutschland Tel. +49 (0) 2932 47587-0 Fax +49 (0) 2932 47587-22 info@lotec.de www.lotec.de Sehr geehrter Kunde, sehr
Lernfeld 1: Einrichten einer Baustelle. Erweiterte Zielformulierung. Berufsfachschule Bautechnik im Schwerpunkt Ausbau.
 4.1.2_bau_lernfelder Lernfeld 1: Einrichten einer Baustelle Eine Baustelleneinrichtung planen Maßnahmen zur Absperrung und Sicherung eine Baustelle treffen Stell- und Verkehrsflächen in einen Baustelleneinrichtungsplan
4.1.2_bau_lernfelder Lernfeld 1: Einrichten einer Baustelle Eine Baustelleneinrichtung planen Maßnahmen zur Absperrung und Sicherung eine Baustelle treffen Stell- und Verkehrsflächen in einen Baustelleneinrichtungsplan
Neuer Ausbildungsberuf Fachkraft für Metalltechnik Stand: Januar 2013
 Neuer Ausbildungsberuf Fachkraft für Metalltechnik Stand: Januar 2013 DIHK 01/2013 1 Ordnungsbedarf (I) Elf Ausbildungsberufe teilweise aus den 1930er(!) Jahren (Gesamtzahl der Verträge 2011) Teilezurichter
Neuer Ausbildungsberuf Fachkraft für Metalltechnik Stand: Januar 2013 DIHK 01/2013 1 Ordnungsbedarf (I) Elf Ausbildungsberufe teilweise aus den 1930er(!) Jahren (Gesamtzahl der Verträge 2011) Teilezurichter
WP I Technik Technik WP I
 Technik WP I Oberthemen: - Stoffumsatz - Energieumsatz - Informationsumsatz Die folgenden Themen und Beispiele stellen nur exemplarisch die Inhalte des Technikunterrichtes dar Oberthemen: - Stoffumsatz
Technik WP I Oberthemen: - Stoffumsatz - Energieumsatz - Informationsumsatz Die folgenden Themen und Beispiele stellen nur exemplarisch die Inhalte des Technikunterrichtes dar Oberthemen: - Stoffumsatz
Leistungsverzeichnis
 Leistungsverzeichnis Bauherr/Bauträger: Architekt/Planer: Projekt: Sanierung von Abwasserschächten und -pumpwerken mit PCI-KANA-System und OLDODUR WS 56 Angebotsabgabe: Vergabeart: Ablauf der Zuschlagsfrist:
Leistungsverzeichnis Bauherr/Bauträger: Architekt/Planer: Projekt: Sanierung von Abwasserschächten und -pumpwerken mit PCI-KANA-System und OLDODUR WS 56 Angebotsabgabe: Vergabeart: Ablauf der Zuschlagsfrist:
Prüfstandssysteme. für Elektromotoren und Getriebe in Labor, Fertigung und Qualitätssicherung
 Prüfstandssysteme für Elektromotoren und Getriebe in Labor, Fertigung und Qualitätssicherung Prüfstandstechnologie von Kistler Der Leistungsumfang reicht von mechanischen Komponenten, wie Antriebs-Messaufbauten
Prüfstandssysteme für Elektromotoren und Getriebe in Labor, Fertigung und Qualitätssicherung Prüfstandstechnologie von Kistler Der Leistungsumfang reicht von mechanischen Komponenten, wie Antriebs-Messaufbauten
TOOLS/ werkzeugtechnik
 TOOLS werkzeugtechnik EDITORIAL Wir über uns Welche Stanzeinheit oder welche Stanzmaschine brauchen Sie, um individuelle Kundenanforderungen effizient, flexibel und sicher zu erfüllen? ips-werkzeugtechnik
TOOLS werkzeugtechnik EDITORIAL Wir über uns Welche Stanzeinheit oder welche Stanzmaschine brauchen Sie, um individuelle Kundenanforderungen effizient, flexibel und sicher zu erfüllen? ips-werkzeugtechnik
Stahlbau Grundlagen. Der plastische Grenzzustand: Plastische Gelenke und Querschnittstragfähigkeit. Prof. Dr.-Ing. Uwe E. Dorka
 Stahlbau Grundlagen Der plastische Grenzzustand: Plastische Gelenke und Querschnittstragfähigkeit Prof. Dr.-Ing. Uwe E. Dorka Einführungsbeispiel: Pfette der Stahlhalle Pfetten stützen die Dachhaut und
Stahlbau Grundlagen Der plastische Grenzzustand: Plastische Gelenke und Querschnittstragfähigkeit Prof. Dr.-Ing. Uwe E. Dorka Einführungsbeispiel: Pfette der Stahlhalle Pfetten stützen die Dachhaut und
Projekt Schneidwerkzeug Wz 07
 Projekt Schneidwerkzeug Wz 07 Gruppe 5 Oliver Meinel, Jan Pionke, Nils Aschenbrenner, Hüseyin Kabak Seite 1 von 50 Gliederung o Einleitung ( 3 4) o Zeitplan ( 5 8 ) o Datenblatt ( 9 10) o Leitfragen /
Projekt Schneidwerkzeug Wz 07 Gruppe 5 Oliver Meinel, Jan Pionke, Nils Aschenbrenner, Hüseyin Kabak Seite 1 von 50 Gliederung o Einleitung ( 3 4) o Zeitplan ( 5 8 ) o Datenblatt ( 9 10) o Leitfragen /
Eloxierte Oberflächen
 Eloxierte Veredelungsverfahren können in zwei generelle Ausführungen unterteilt werden. Aufbauend auf dem Herstellungsverfahren für diese Oberflächen sind das: Eloxierte Oberflächen basierend auf elektrochemischen
Eloxierte Veredelungsverfahren können in zwei generelle Ausführungen unterteilt werden. Aufbauend auf dem Herstellungsverfahren für diese Oberflächen sind das: Eloxierte Oberflächen basierend auf elektrochemischen
Siebert Ihr Private Label Partner für Industrieschmierstoffe
 Siebert Ihr Private Label Partner für Industrieschmierstoffe Das richtige Gespür für Märkte und Möglichkeiten Siebert ist exklusiver Partner des Handels und entwickelt seit mehr als 130 Jahren Kühlschmierstoffe
Siebert Ihr Private Label Partner für Industrieschmierstoffe Das richtige Gespür für Märkte und Möglichkeiten Siebert ist exklusiver Partner des Handels und entwickelt seit mehr als 130 Jahren Kühlschmierstoffe
Entwicklungstendenzen in der Zerspantechnik
 TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung Unterstützt durch das Ministerium für Finanzen und Wirtschaft Baden-Württemberg aus Mitteln des Europäischen Sozialfonds Maschinenbau, Fahrzeugtechnik
TAE Technische Akademie Esslingen Ihr Partner für Weiterbildung Unterstützt durch das Ministerium für Finanzen und Wirtschaft Baden-Württemberg aus Mitteln des Europäischen Sozialfonds Maschinenbau, Fahrzeugtechnik
STURMSICHERUNGEN SCHIENENZANGEN BREMSLÜFTER INDUSTRIEBREMSEN HYDRO-ZYLINDER HYDRAULIK-PUFFER KRAN-LAUFRÄDER KUPPLUNGEN SEILROLLEN.
 Scheibenbremsen STURMSICHERUNGEN SCHIENENZANGEN BREMSLÜFTER INDUSTRIEBREMSEN HYDRO-ZYLINDER HYDRAULIK-PUFFER KRAN-LAUFRÄDER KUPPLUNGEN SEILROLLEN Funktionsprinzip: } mit Federkraft bremsend } mit Bremslüftgerät
Scheibenbremsen STURMSICHERUNGEN SCHIENENZANGEN BREMSLÜFTER INDUSTRIEBREMSEN HYDRO-ZYLINDER HYDRAULIK-PUFFER KRAN-LAUFRÄDER KUPPLUNGEN SEILROLLEN Funktionsprinzip: } mit Federkraft bremsend } mit Bremslüftgerät
Bachelorprüfung. Fakultät für Bauingenieurwesen und Umweltwissenschaften Institut für Werkstoffe des Bauwesens Univ.-Prof. Dr.-Ing. K.-Ch.
 Fakultät für Bauingenieurwesen und Umweltwissenschaften Institut für Werkstoffe des Bauwesens Univ.-Prof. Dr.-Ing. K.-Ch. Thienel Bachelorprüfung Prüfungsfach: Geologie, Werkstoffe und Bauchemie Prüfungsteil:
Fakultät für Bauingenieurwesen und Umweltwissenschaften Institut für Werkstoffe des Bauwesens Univ.-Prof. Dr.-Ing. K.-Ch. Thienel Bachelorprüfung Prüfungsfach: Geologie, Werkstoffe und Bauchemie Prüfungsteil:
Glossar. Abstandsregelung. Bart CNC. Contour Cut. Contour Cut Speed CUTBUS A B C D E F G H I J K L M N O P Q R S T U V W X Y Z
 Glossar A B C D E F G H I J K L M N O P Q R S T U V W X Y Z A Abstandsregelung Abstandsregelungen nehmen einen großen Einfluss auf die Qualität von Plasmaschnitten. Sie sorgen für den richtigen und konstant
Glossar A B C D E F G H I J K L M N O P Q R S T U V W X Y Z A Abstandsregelung Abstandsregelungen nehmen einen großen Einfluss auf die Qualität von Plasmaschnitten. Sie sorgen für den richtigen und konstant
Daten + Fakten. 40474 Düsseldorf. Täglich 09.00 bis 17.00 Uhr, am 15.03. bis 16.00 Uhr
 Daten + Fakten METAV 2014 Internationale Messe für Fertigungstechnik und Automation Daten + Fakten Messetermin 11. bis 15. März 2014 Ausstellungsort Messegelände, Stockumer Kirchstraße 61, 40474 Düsseldorf
Daten + Fakten METAV 2014 Internationale Messe für Fertigungstechnik und Automation Daten + Fakten Messetermin 11. bis 15. März 2014 Ausstellungsort Messegelände, Stockumer Kirchstraße 61, 40474 Düsseldorf
Hybride Produktionstechnik Neue Entwicklungen von hybriden Verfahren und hybriden Werkzeugmaschinen
 Hybride Produktionstechnik Neue Entwicklungen von hybriden Verfahren und hybriden Werkzeugmaschinen Dr.-Ing. Michael Emonts Suppliers Convention Hannover, 26. April 2012 Der Standort Aachen Fraunhofer-Institut
Hybride Produktionstechnik Neue Entwicklungen von hybriden Verfahren und hybriden Werkzeugmaschinen Dr.-Ing. Michael Emonts Suppliers Convention Hannover, 26. April 2012 Der Standort Aachen Fraunhofer-Institut
DREHEN FRÄSEN SCHLEIFEN KANTEN LASERSCHNEIDEN
 Alles dreht sich um Sie!!! DREHEN FRÄSEN SCHLEIFEN KANTEN LASERSCHNEIDEN KOMPETENZ &SERVICE Qualitätssicherung zertifiziert nach DIN EN ISO 9001:2000 und ISO/TS 16949:2002 CNC-3D-Messmaschninen (Mitutoyo,
Alles dreht sich um Sie!!! DREHEN FRÄSEN SCHLEIFEN KANTEN LASERSCHNEIDEN KOMPETENZ &SERVICE Qualitätssicherung zertifiziert nach DIN EN ISO 9001:2000 und ISO/TS 16949:2002 CNC-3D-Messmaschninen (Mitutoyo,
1 Deutsch Kommunikation
 1 Deutsch Kommunikation 1.1 Vorgangsbeschreibung: eine neue Standbohrmaschine in Betrieb nehmen! Um eine neue Standbohrmaschine in Betrieb zu nehmen, muss man bestimmte Arbeitsschritte in einer festgelegten
1 Deutsch Kommunikation 1.1 Vorgangsbeschreibung: eine neue Standbohrmaschine in Betrieb nehmen! Um eine neue Standbohrmaschine in Betrieb zu nehmen, muss man bestimmte Arbeitsschritte in einer festgelegten
Nachhaltige Produktentwicklung
 Nachhaltige Produktentwicklung Agenda 21 - Etwas tun für das 21. Jahrhundert - Sustainability Nachhaltigkeit / Zukunftsfähigkeit 1) Kreativitätstechniken (siehe Umdruck 1.1) VDI 222 = Methodische Produktentwicklung
Nachhaltige Produktentwicklung Agenda 21 - Etwas tun für das 21. Jahrhundert - Sustainability Nachhaltigkeit / Zukunftsfähigkeit 1) Kreativitätstechniken (siehe Umdruck 1.1) VDI 222 = Methodische Produktentwicklung
STUDIO TECNICO ZOCCA. ÜBER EIN HALBES JAHRHUNDERT INNOVATIVE LÖSUNGEN UNSERE GESCHICHTE
 MECHANISCHE ENTWURFSPLANUNG DESIGN Finite-Elemente-Methode prototypen UNSERE GESCHICHTE 50 Seit über einem halben Jahrhundert beschäftigt sich das Studio Tecnico Zocca mit der Planung, Analyse, Berechnung,
MECHANISCHE ENTWURFSPLANUNG DESIGN Finite-Elemente-Methode prototypen UNSERE GESCHICHTE 50 Seit über einem halben Jahrhundert beschäftigt sich das Studio Tecnico Zocca mit der Planung, Analyse, Berechnung,
Fachbereich Technik Abteilung Maschinenbau Faculty of Technology Department of Mechanical Engineering
 Informationen zum Zugangspraktikum für den Bachelor-Studiengang Maschinenbau und Design am Fachbereich Technik der Hochschule Emden/Leer 1. Ziele Um ein Studium im Bereich Maschinenbau erfolgreich absolvieren
Informationen zum Zugangspraktikum für den Bachelor-Studiengang Maschinenbau und Design am Fachbereich Technik der Hochschule Emden/Leer 1. Ziele Um ein Studium im Bereich Maschinenbau erfolgreich absolvieren