Fachveranstaltung. Schutzgasschweissen von Aluminium. Mittwoch den Schweißtechnische Lehranstalt zu Leipzig
|
|
|
- Martina Lenz
- vor 5 Jahren
- Abrufe
Transkript
1 Fachveranstaltung Schutzgasschweissen von Aluminium Mittwoch den Schweißtechnische Lehranstalt zu Leipzig Herr Robert Lahnsteiner MIG WELD GmbH International MUNK GMBH SCHWEISSEN SCHNEIDEN UMWELTTECHNIK Ahornstr. 3b Bad Lauchstädt Tel Fax














2 Kreuz Rippachtal Schkeuditzer Kreuz Arbeitsschutz Informationen Ihre Ansprechpartner in Deutschland: Beratung und Verkauf Verkaufsleitung Beratung und Verkauf Beratung und Verkauf Stefan Knöfel Schweißfachmann Geschäftsführer Telefon : mobil : stefan.knoefel@munk-online.de Andreas Kühn Schweißfachmann mobil : andreas.kuehn@munk-online.de Uwe Steinbach mobil : uwe.steinbach@munk-online.de Service und Reparatur Service und Reparatur Beratung und Verkauf Innendienst Jens Mellmann Edgar Berndt Matthias Paul Telefon : mobil : jens.mellmann@munk-online.de Telefon : mobil : edgar.berndt@munk-online.de Telefon : matthias.paul@munk-online.de Finanzbuchhaltung Auszubildende Lager und Logistik Innendienst Olaf Müller Bilanzbuchhalter Sina Rabenalt David Schöppe Telefon : olaf.mueller@munk-online.de Ihre Ansprechpartner in Tschechien: Geschäftsführung Beratung und Verkauf WELDING 24 s.r.o. U Plovárny 1261/10 Děčín I Karel Hladik Mobil : Telefon : Telefax : karel.hladik@welding24.cz Telefon : sina.rabenalt@munk-online.de Service und Reparatur WELDING 24 s.r.o. U Plovárny 1261/10 Děčín I Tomáš Rolenc Mobil : Telefon : Telefax : service@welding24.cz Telefon : david.schoeppe@munk-online.de Beratung und Verkauf Innendienst WELDING 24 s.r.o. U Plovárny 1261/10 Děčín I Zuzana Vostra Telefon : Telefax : zuzana.koskova@welding24.cz A 14 A 143 Bad Lauchstädt A 38 Sachsen-Anhalt Halle/Saale A 9 A 9 A 38 Leipzig Sachsen A Bad Lauchstädt Dörstewitzer Str. A 38 So erreichen Sie uns! Telefon : Telefax : info@munk-online.de Internet : Bad Lauchstädt Ahornstraße 3b MUNK GMBH SCHWEISSEN SCHNEIDEN UMWELTTECHNIK Ahornstraße Ernst-Thälmann-Str. Wegbeschreibung Von der Abfahrt (23) Bad Lauchstädt, der Autobahn A38 sind es ca m bis zu uns. Folgen Sie der Dörstewitzer Straße, hinter dem Bahnübergang kommen Sie ins Gewerbegebiet, die erste Straße rechts ist die Ahornstraße. Fahren Sie bitte bis zur Hausnummer 3b.







3 SCHUTZGASSCHWEISSEN VON ALUMINIUM
4 PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe Verhältnis Atomgewicht [g/mol] 26,98 55,84 1 zu 2 Kristallgitter Kubisch flächenzentriert Kubisch raumzentriert Dichte [g/cm³] 2,70 7,87 1 zu 3 Elastizitätsmodul [GPa] zu 3 Ausdehnungskoeffizient [1/K] zu 1 Rp0,2 [MPa] zu 10 Zugfestigkeit R m [MPa] zu 4 PHYS. EIGENSCHAFTEN Spezifische Wärme [J/kg K] zu 1 Schmelzwärme [J/g] ,5 zu 1 Schmelztemperatur [ C] zu 2,5 Wärmeleitfähigkeit [W/m K] zu 1 Elektrische Leitfähigkeit [m/ mm²] zu 1 Oxide Al 2 O 3 FeO / Fe 2 O 3 / Fe 3 O 4 Schmelztemperatur der Oxide [ C] / 1455 / 1600 Bei Fe ähnlich dem Metall; bei Al ca. 3 x so hoch Dichte der Oxide [g/cm³] 3,89 5,7 / 5,24 / 5,0 Fe-Oxide sind leichter als Metall; Al-Oxid schwerer Wärmeleitfähigkeit der Oxide [W/m K] niedrig hoch
5 PHYS. EIGENSCHAFTEN Eigenschaften Einheit S (CrNi 18 8) EN AW- AlMg4,5Mn0,7 EN AW-5083 EN AW- AlMgSi EN AW-6060 Dichte [g/cm³] 7,85 7,93 2,66 2,70 Schmelztemperatur [ C] Elastizitätsmodul [GPa] ,5 Ausdehnungskoeffizient [1/K] 11, , , Wärmeleitfähigkeit [W/m K] 50 16, Elektrische Leitfähigkeit [m/ mm² ] 9,3 1, Zugfestigkeit R m [MPa] (Zustand O) >190 (Zustand T6) >215 (Zustand T66) EINTEILUNG ALUMINIUM Aluminiumwerkstoffe Aluminiumwerkstoffe Reinaluminium (nichtaushärtbar) Nicht aushärtbare Al-Legierungen Aushärtbare Al-Legierungen EN AW-Al99,5 EN AW-Al99,9 EN AW-AlMg EN AW-AlMg4,5Mn0,7 EN AW-AlSi12 EN AW-AlSi1MgMn EN AW-AlCuMg1 EN AW-AlZn4,5Mg1
6 EINTEILUNG ALUMINIUM Knetlegierungen n i c h t a u s h ä rt b a r AlMn (Mg) G- AlSi (Cu) AlMg (Mn) G-AlMg Al AlCu (Mg, SiMn) G-AlZnMg AlMgSi AlZnMg (Cu) G-AlCu (Ti, Mg) G-AlSiMg (MGSi) a u s h ä r t b a r Gusslegierungen BEZEICHNUNG Nach chemischer Zusammensetzung: Beispiele: EN AW-AlMg4,5Mn0,7 EN AW-AlMgSi EN AW-AlZn4,5Mg1 EN AC-AlSi10Mg
7 BEZEICHNUNG ALUMINIUM Nach internationalem Legierungsregister (Knetlegierungen): Serie 1000: Reinaluminium Serie 2000: Al-Cu-Legierungen Serie 3000: Al-Mn-Legierungen Serie 4000: AlSi-Legierungen Serie 5000: AlMg-Legierungen Serie 6000: AlMgSi-Legierungen Serie 7000: AlZn-Legierungen Serie 8000: Al-Sonstige Beispiele: 5083 (EN AW-AlMg4,5Mn0,7) 6060 (EN AW-AlMgSi) 7020 (EN AW-AlZn4,5Mg1) BEZEICHNUNG ALUMINIUM Nach internationaler AA-Liste (Gusslegierungen): Beispiel: (EN AC-AlSi10Mg) Nach DIN EN (Knetlegierungen): EN AW-AlMg4,5Mn0,7 oder EN AW-5083 EN AW-AlMgSi oder EN AW-6060 EN AW-AlZn4,5Mg1 oder EN AW-7020 (AW = Aluminum wrought alloys: Aluminium-Knetlegierungen)
8 BEZEICHNUNG ALUMINIUM Aluminiumwerkstoffe werden nach DIN EN 573 Teil 1 bis 4, durch eine Werkstoffnummer bezeichnet. Beispiel für Kennbuchstaben zur Bezeichnung von Aluminiumlegierungen: DIN EN AW 5xxx Deutsches Institut für Normung Europäische Norm Aluminium Wrought alloys ( Knetlegierung ) Serie Al Mg ( z.b ) EINSATZGEBIETE LEGIERUNGEN Hauptlegierungselemente Legierungsbezeichnung Legierungsgehalt Anwendung AA 1xxx Fe, Si < 1% Folien, Tiefgezogene Behälter, Geschirr, Wärmetauscher AA 2xxx Cu (+Mg) < 5% Flugzeugbau AA 3xxx Mn < 1,5% Dosen, Geschirr, Wärmetauscher, Verkleidungen AA 4xxx Si < 20% Gussteile, Lötwerkstoffe AA 5xxx Mg < 5% Architektur, Schiffbau, Nutzfahrzeuge, Behälterbau, Maschinenbau AA 6xxx Mg + Si < 2% Allg. Metallkonstruktionen, Transport (Bahn, Nutzfahrzeuge, PKW) AA 7xxx Zn + Mg (+Cu) Zn < 8% Mg < 3% Cu < 3% Transport (Schiene, Strasse), Flugzeugbau
9 FESTIGKEITEN LIEFERZUSTÄNDE Bezeichnung der Werkstoffzustände nach DIN EN 515:1993 (auszugsweise ): F Herstellungszustand (keine Grenzwerte für mechanische Eigenschaften festgelegt) O Weichgeglüht H22 kaltverfestigt und rückgeglüht, ¼ hart W lösungsgeglüht (instabiler Zustand) T3 lösungsgeglüht, kaltumgeformt und kaltausgelagert T4 lösungsgeglüht und kaltausgelagert T5 abgeschreckt aus der Warmumformungstemperatur und warmausgelagerteigenschaften) T7 lösungsgeglüht und überhärtet (warmausgelagert)
10 KONSTRUKTION Konstruktionen, die für Stahl erstellt wurden, dürfen nicht unverändert auf Aluminium übertragen werden. Gravierende Unterschiede ergeben sich aus den abweichenden Eigenschaften, wie der Wärmeleitfähigkeit, der Festigkeit, dem E-Modul, der Kerbempfindlichkeit. Insbesondere ist bei der Konstruktion die Nahtvorbereitung anders gegenüber Stahl zu gestalten. ÖFFNUNGSWINKEL Der Öffnungswinkel beeinflusst vor allem im Wurzelbereich die Durchschweißung und Wurzelerfassung einer Verbindung. Wird der Öffnungswinkel zu klein gewählt, so ist häufig der Lichtbogen nicht in der Lage die Flanken und Wurzelkanten aufzuschmelzen. Wird der Öffnungswinkel zu groß vorgegeben muss viel Schweißgut eingebracht werden, was eine hohe Entfestigung, Verzug bzw. Eigenspannungen und höhere Kosten verursacht. Öffnungswinkel werden bei Aluminiumwerkstoffen größer als bei Stahl gewählt, um gegen Bindefehler sicher zu sein und der größeren Winkelschrumpfung entgegen zu wirken.
11 STEGABSTÄNDE Üblicherweise wird ohne Stegabstand auf Badsicherung (Grundwerkstoff, Schweißgut oder Unterlage) geschweißt. Die Steghöhe ist abhängig vom eingesetzten Schweißverfahren festzulegen. Ausschlaggebend für die Wahl der Steghöhe ist das Einbrandverhalten eines Schweißverfahrens. WURZELSEITIGE ANFASUNG Bei einseitig geschweißten Stumpfnähten soll das brechen der Kanten an der Gegenseite (ca. 0,5 mm x 45 ) gewährleisten, dass die Oxide aus der Fuge ausfließen und so Oxideinschlüsse im Wurzelbereich und Längsfalten an der Wurzelaussenseite vermieden werden.
12 WURZELSEITIGE ANFASUNG 0,5 x 45 BADSICHERUNG Eine Badsicherung ist bei Stumpfnähten sinnvoll, um bei schwankenden Stegabständen eine zuverlässige Durchschweißung und Nahtausbildung sicherzustellen.

13 WANDDICKENUNTERSCHIEDE Die Wanddicke bestimmt bei Aluminium und seinen Legierungen maßgeblich die Wärmeableitung aus der Schweißnaht. Es ist deshalb eine exakte Abstimmung der Lichtbogenleistung auf die entsprechende Schweißnaht und Nahtvorbereitung erforderlich. Besonders problematisch sind die Verbindungen unterschiedlicher Wanddicken. Einerseits wird der Anschluss zur dünneren Seite überhitzt, während die dickere aufgrund der hohen Wärmeableitung nicht ausreichend aufgeschmolzen wird. Die Fertigungssicherheit dieser Verbindung ist sehr begrenzt und ist durch entsprechende konstruktive Gestaltung, d. h. durch begrenzte Wanddickenunterschiede, zu verhindern. Ein Wanddickenverhältnis von 1:3 sollte nicht überschritten werden. Gegebenenfalls ist die dickere Seite abzuschrägen. Siehe auch DIN V 4113 Teil 3. Steifigkeitssprünge sind konstruktiv zu entschärfen, um die Festigkeit und so die Schweißmöglichkeiten zu verbessern. WANDDICKENUNTERSCHIEDE Crashbox BMW 6er Coupe 3 mm Profil auf 10 mm Grundplatte
14 BRENNERZUGÄNGLICHKEIT Bei der Gestaltung einer Schweißkonstruktion ist die Brenneranstellung zu berücksichtigen. Nur so ist die gezielte Wärmeeinbringung und Stützung des Schweißbades beispielsweise bei Zwangspositionen möglich. VERZUG Die Wärmedehnung ist bei Aluminiumwerkstoffen doppelt so hoch wie bei Stählen, d. h. Dehn- und Schrumpfabläufe sind deutlich intensiver. Um beispielsweise die Heißrissbildung zu vermeiden, ist auf weichere Konstruktionskonzepte zu achten. Starre Konstruktionen begünstigen die Heißrissbildung durch behinderte Schrumpfung.


15 Laufende Vorrichtung Toleranzbedingter Fügespalt wird durch kontrolliertes Bewegen der Teile eliminiert. Mit freundlicher Genehmigung der Audi AG KERBEMPFINDLICHKEIT Die Kerbempfindlichkeit von Aluminiumwerkstoffen liegt aufgrund der geringeren Bruchdehnung deutlich höher als bei Stahlwerkstoffen. Folglich sind Kerben aller Art bereits in der der Konstruktionsphase zu vermeiden. Ungünstige Nahtarten können Oxideinschlüsse oder Bindefehler begünstigen und so scharfe Kerben verursachen. Die Lage und Geometrie der Fuge beeinflusst entscheidend die Ausbildung von Kerben von Verbindungen. Steifigkeitssprünge wirken wie Kerben bei statischer und dynamischer Belastung der Verbindung. Ungenügende Durchschweißung, Bindefehler, Naht- und Wurzelüberhöhung, Einbrandkerben, Risse und Oxideinschlüsse stellen scharfe Kerben in der Verbindung dar und werden z. T. bereits in der Konzeptphase verursacht. Ebenso stellt die Wärmeeinflusszone eine metallurgische Kerbe dar und kann durch die Wärmeeinbringung beeinflusst werden.

16 OXIDSCHICHT Die Oxidschicht von Aluminium besteht im Wesentlichen aus amorphem Al2O3. Sie besteht aus 2 übereinander liegenden Teilschichten und zwar Einer nahezu porenfreien Grund- oder Sperrschicht aus amorphem Aluminiumoxid und Einer porösen wasserhaltigen Deckschicht mit geringen kristallinen Anteilen an Al-Hydroxiden und Bayerit. OXIDSCHICHT
17 OXIDSCHICHT Der Oberflächenzustand von Aluminium beeinflusst beim MIG- Schweißen die Lichtbogenstabilität (für einen stabilen Lichtbogen ist das Vorhandensein von Al-Oxid notwendig) die Geometrie des Lichtbogenbrennflecks die Schweißparameter (Lichtbogenlänge) die Schweißnahtgeometrie die Schweißnahtgüte die Reproduzierbarkeit des Prozesses speziell beim mechanisierten Schweißen WEZ Beim Schweißen wird ausgehärteter oder kaltverfestigter Werkstoff in der Wärmeeinflusszone (WEZ) mehr oder weniger durch die Schweißwärme entfestigt. Die Breite dieser Zone zu beiden Seiten der Naht ist abhängig von den Ver-hältnissen der Wärmeableitung (Werkstückdicke am Schweißanschluss, Bauteilgröße) und der Wärmeeinbringung (Streckenener-gie, Schweißverfahren). Das eigentliche Nahtgefüge hat Gusstruktur und weicht bei Knetwerkstoffen immer vom Gefüge des Grundwerkstoffes ab ( metallurgische Kerbe )


18 WEZ LÖSLICHKEIT VON WASSERSTOFF IN ALUMINIUM
19 PORENBILDUNG Von allen Gasen ist in Aluminium nur Wasserstoff löslich. Höhere Schweißgeschwindigkeiten erhöhen Porosität Wasserstoff im Schmelzbad ist die Summe aus Grundwerkstoff, Schutzgas, Zusatz und Atmosphäre PORENBILDUNG Um Wasserstoffporosität zu vermeiden ist das Wasserstoffangebot aus Grundwerkstoff, Zusatzwerkstoff, Schutzgas und Atmosphäre so gering wie möglich zu halten Eine weitere Strategie kann es sein die Abkühlgeschwindigkeit zu verringern um das Ausgasen zu verbessern. Dadurch werden allerdings Faktoren wie Festigkeit und Wärmeverzug oft negativ beeinflusst.

20 KONDENSATION ( T Luft T Metall) o Relative Luftfeuchtigkeit ( T Luft T Metall) o Relative Luftfeuchtigkeit o C % o C % * 70* TAUPUNKTMESSGERÄT

21 TAUPUNKTRECHNER WERKSTOFFRECHNER

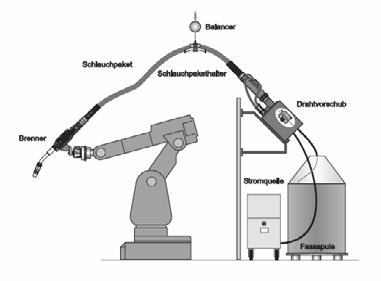
22 WERKSTOFFRECHNER ROBOTER MIT ÖKO-FASS

23 ANFORDERUNGEN Gleitverhalten Legierung Sprungmaß Durchmesser Spulung Reinheit Helix ANFORDERUNGEN Unendlich viele Legierungen Oberflächeneigenschaften im Nanometerbereich Gegensätzliche Anforderungen


24 PROPERZI Original patent Automatic and continuous process to obtain rolled rod directly from molten metal and relevant machinery; 1947


25 HERSTELLUNG Strang aus Properzirad Fe Cu Mn Cr Si PROPERZI Properzi Continuous casting and rolling machinery ausgestellt auf der Internationalen Handelsmesse 1948 in Mailand


26 PROPERZI 12 t/h Aluminum Caster ZIEHSTEIN Eingangskegel Arbeitskegel Austrittskegel Kern Zylindrischer Austrittskegel
27 DIAMANT GEZOGEN Durch die Verwendung von Diamanten als Ziehsteine kann die Durchmessertoleranz weiter eingeschränkt werden. Dadurch gibt es weniger häufig Störungen im Drahtvorschub Korrekturen der Drahtvorschubgeschwindigkeit sind geringer Abmessungen nach DIN 1732 u Teil1 Schweißzusatz Drahtelektroden, Schweißdrähte Schweißstäbe Nennmaß 0,8 1,0 1,2 1,6 2,4 3,2 1,6 4,0 5,0 Grenzabmaße +0,01-0,03 +0,01-0,03 +0,01-0,03 +0,01-0,04 +0,01-0,05 +0,01-0,06 +/-0,1 +/-0,15
28 DIAMANT GEZOGEN Durchmesser Volumen Abweichung Abweichung 1,21 0,83% 1,15 1,65% 1,20 0,00% 1,13 0,00% 1,18-1,67% 1,09-3,31% 1,17-2,50% 1,08-4,94% DRALL UND SPRUNGMASS Drall Sprungmaß Drall Sprungmaß Legierung AlMg AlSi, Al Durchmesser 0,8 mm 1,0 mm > 1,2 mm 0,8 2,0 mm Maß < 50 mm 400 mm 500 mm 800 mm 300 mm

29 SCHÄLEN GLEITEIGENSCHAFTEN Drahtelektroden zum MIG-Schweißen von Aluminium können nicht völlig rein sein. Eine störungsfreie Drahtförderung wäre dann nicht möglich. Es muss immer ein Kompromiss zwischen Reinheit und Gleitfähigkeit gefunden werden.


30 RÜCKSTANDSANALYSE Analysegerät für Rückstände auf Drahtelektroden PC gesteuerter Prüfprozess und Auswertung BEDIENOBERFLÄCHE

31 RÜCKSTANDSANALYSATOR RÜCKSTANDSANALYSE Mit dem vorliegenden Analysegerät ist es möglich Drahtelektroden als Verursacher von Poren beurteilen zu können. Das Gerät ist mobil und kann direkt beim Anwender im Falle von auftretenden Problemen eingesetzt werden. Testergebnisse liegen innerhalb weniger Minuten vor.

32 SCHWARZER NIEDERSCHLAG HÄUFIGE FEHLER

33 HÄUFIGE FEHLER HÄUFIGE FEHLER

34 ANWENDUNG ANWENDUNG

35 ANWENDUNG DVS Merkblatt 0913










36 Wir über uns! Arbeitsschutz & mehr Kompetenz und Erfahrung Als flexibler schweißtechnischer Fachhandel setzen wir seit über 15 Jahren auf die hohe Qualität unserer Produkte und einen eigenen Service. Mit unserem Standort in Bad Lauchstädt bei Halle, unmittelbar an der Autobahn A38 sind wir schnell erreichbar. Qualität und Leistung Mehr als verkaufte Schweißgeräte, über 400 regionale und überregionale Kunden für schweiß- und umwelttechnische Anlagen dokumentieren unsere Leistungsfähigkeit. Als Systemlieferant für Schweiß- und Umwelttechnik bieten wir komplette Lösungen, perfekten Service und flexible Miet- und Finanzierungslösungen an. In unserem eigenen Anwendungszentrum führen wir neben speziellen Kundenversuchen kostenfreie Workshops und Fachveranstaltungen durch, die kompakt Wissen und Know-How vermitteln. Auf die Auswahl unserer Produkte legen wir besonderen Wert. Wir vertreten namhafte Hersteller in allen Produktgruppen und qualifizieren unsere Mitarbeiter ständig. Unser Reparaturservice bietet schnell Hilfe, wenn es einmal nötig ist. Das gesamte Leistungsprogramm auf einen Blick: - Schweiß- und Schneidgeräte - Absaug- und Filteranlagen - Mechanisierungs- und Automatisierungsanlagen - Schutzgasschweißbrenner - schweißtechnisches Zubehör und Arbeitsschutz - Zubehör für den Rohrleitungsbau - Schleiftechnik, Druckluft- und Elektrowerkzeuge - Brennschneidanlagen und Schneidtische - Autogen- und Propantechnik - Schweißzusatzwerkstoffe und Lote Reparatur von Schweiß-, Schneid- und Autogengeräten Planung, Installation und Wartung von Umwelttechnik Anwendungs- und Verfahrenstechnik Vermietung und Finanzierung MUNK GMBH SCHWEISSEN SCHNEIDEN UMWELTTECHNIK Bad Lauchstädt Ahornstraße 3b Tel.: Fax.: info@munk-online.de
SCHUTZGASSCHWEISSEN VON ALUMINIUM. R. Lahnsteiner. Schweißen von Aluminium. R. Lahnsteiner
 SCHUTZGASSCHWEISSEN VON ALUMINIUM Wir können zum Mond fliegen und können Stahl schweißen, warum müssen wir uns dann mit Aluminium speziell beschäftigen? PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe
SCHUTZGASSCHWEISSEN VON ALUMINIUM Wir können zum Mond fliegen und können Stahl schweißen, warum müssen wir uns dann mit Aluminium speziell beschäftigen? PHYS. EIGENSCHAFTEN Eigenschaften Einheit Al Fe
Schweißzusatzwerkstoffe und Lote
 Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Alu WIG-Schweißstäbe 1450 EN ISO (S Al 1450) Wst.-Nr. (3.0805) Eigenschaften und Anwendungsgebiete: Schweißstäbe und Drahtelektroden zum WIG- und MIG-Schweißen von Reinaluminium Kornverfeinerung im Schweißgut
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen von Aluminiumwerkstoffen Roland Latteier Roland Latteier 1 Wissenswertes Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen Roland Latteier 2 Vortragsgliederung
Schweißen von Aluminiumwerkstoffen
 Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
Schweißen von Aluminiumwerkstoffen Roland Latteier Wissenswerte Vergleich mit Stahl Vortragsgliederung Betriebliche Anforderungen Werkstoffbezeichnungen R. Latteier 2 Vortragsgliederung Erfahrung bei der
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN. Robert Lahnsteiner MIG WELD GmbH International Landau/Isar
 MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN Robert Lahnsteiner MIG WELD GmbH International Landau/Isar ZUSÄTZE CuSi3Mn1 (2.1461) CuAl8 (2.0921) (CuSn1) (2.1006) (CuSn6P) (2.1022) ISO 24373-S Cu 6560
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN Robert Lahnsteiner MIG WELD GmbH International Landau/Isar ZUSÄTZE CuSi3Mn1 (2.1461) CuAl8 (2.0921) (CuSn1) (2.1006) (CuSn6P) (2.1022) ISO 24373-S Cu 6560
FORK STABILIZER GABELSTABILISATOR
 MATERIAL PROPERTIES MATERIALEIGENSCHAFTEN FORK STABILIZER GABELSTABILISATOR for Harley-Davidson Fat Bob Art.-Nr. 201301 / 201302 / 201303 / 201304 CHEIRONS.COM en aw-2007 chemische zusammensetzung aluminium
MATERIAL PROPERTIES MATERIALEIGENSCHAFTEN FORK STABILIZER GABELSTABILISATOR for Harley-Davidson Fat Bob Art.-Nr. 201301 / 201302 / 201303 / 201304 CHEIRONS.COM en aw-2007 chemische zusammensetzung aluminium
ALUNOX ist Ihr Programm: Aluminium.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Aluminium AX-EAlSi5 AX-EAlSi12 Massivdrähte/ WIG-Stäbe AX-1040 AX-1450 AX-4043 AX-4047 AX-5087 AX-5183 AX-5356 AX-5754 AX-4043 Spritzdraht
Unser Aluminium, Aluminiumlegierungen, Schweißdrähte und Schweißzusatzwerkstoffe werden durch einen
 Unser Aluminium, Aluminiumlegierungen, Schweißdrähte und Schweißzusatzwerkstoffe werden durch einen Ziehprozess sowie einen Schälprozess der Oberfläche hergestellt, wodurch eine reine und helle Drahtoberfläche
Unser Aluminium, Aluminiumlegierungen, Schweißdrähte und Schweißzusatzwerkstoffe werden durch einen Ziehprozess sowie einen Schälprozess der Oberfläche hergestellt, wodurch eine reine und helle Drahtoberfläche
Aluminium. Kennwert DIN. Aluminium- Knetlegierungen. Al 99,99
 Kennwerte Kennwert Reinstaluminium Al 99,99 Aluminium- Knetlegierungen Dichte in g/cm³ 2,7 2,64 - (EN AW-5019) 2,85 (EN AW-2007) Thermischer Ausdehnungskoeffizient in 10-6 / K im Bereich 20 bis 100 C Elektrische
Kennwerte Kennwert Reinstaluminium Al 99,99 Aluminium- Knetlegierungen Dichte in g/cm³ 2,7 2,64 - (EN AW-5019) 2,85 (EN AW-2007) Thermischer Ausdehnungskoeffizient in 10-6 / K im Bereich 20 bis 100 C Elektrische
Kupfer & Kupferlegierungen CuZn31Si1 (OF 2268)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest - - - - - - 0,7 - - - - max. 70,0-0,8-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten CuZn31Si1
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest - - - - - - 0,7 - - - - max. 70,0-0,8-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten CuZn31Si1
Kupfer & Kupferlegierungen CuZn31Si1 (OF 2270)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest 0,1 - - - - - 0,7 - - - - max. 70,0-0,3-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest 0,1 - - - - - 0,7 - - - - max. 70,0-0,3-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten
Kupfer & Kupferlegierungen CuZn31Si1 (OF 2269)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest - - - - - - 0,7 - - - - max. 70,0-0,1-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten CuZn31Si1
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 04/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 66,0 Rest - - - - - - 0,7 - - - - max. 70,0-0,1-0,4-0,5-1,3 - - - 0,5 Anwendungsmöglichkeiten CuZn31Si1
Schweißdrähte und Schweißstäbe
 Abmessungen Draht-Drm. Toleranz 0,0 + 0,01 / - 0,0 1,00 + 0,01 / - 0,0 1,0 + 0,01 / - 0,0 1,0 + 0,01 / - 0,0 Schweißdrähte (MIG) Lieferaufmachung Korbspule 00 (andere Spulengrößen auf Anfrage möglich)
Abmessungen Draht-Drm. Toleranz 0,0 + 0,01 / - 0,0 1,00 + 0,01 / - 0,0 1,0 + 0,01 / - 0,0 1,0 + 0,01 / - 0,0 Schweißdrähte (MIG) Lieferaufmachung Korbspule 00 (andere Spulengrößen auf Anfrage möglich)
Schweißschutzgase Zusammensetzung Anwendung
 Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Sauerstoffwerk Steinfurt E. Howe GmbH & Co. KG Sellen 106 48565 Steinfurt Tel.: 0 25 51/ 93 98-0 Fax: 0 25 51/ 93 98-98 Schweißschutzgase Zusammensetzung Anwendung Einstufung der Howe-Schweißschutzgase
Technische Informationen
 Technische Informationen 47 WERKSTOFFPRÜFBESCHEINIGUNGEN NACH DIN EN 10204 Art Deutsch Englisch Französisch Inhalt der Bescheinigung Bestätigung der Bescheinigung durch 2.1 Werksbescheinigung Declaration
Technische Informationen 47 WERKSTOFFPRÜFBESCHEINIGUNGEN NACH DIN EN 10204 Art Deutsch Englisch Französisch Inhalt der Bescheinigung Bestätigung der Bescheinigung durch 2.1 Werksbescheinigung Declaration
Lieferprogramm Aluminium. Leichtmetall. A.W. Schumacher GmbH Schumacher Handelsgesellschaft mbh
 Lieferprogramm Aluminium Leichtmetall A.W. Schumacher GmbH Schumacher Handelsgesellschaft mbh Aluminium-Gusslegierungen DIN EN 1706 : 1998 DIN 1725-2 (ersetzt durch Legierungsbezeichnung DIN EN 1706:1998)
Lieferprogramm Aluminium Leichtmetall A.W. Schumacher GmbH Schumacher Handelsgesellschaft mbh Aluminium-Gusslegierungen DIN EN 1706 : 1998 DIN 1725-2 (ersetzt durch Legierungsbezeichnung DIN EN 1706:1998)
ALUNOX ist Ihr Programm: Kupfer.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Massivdrähte/WIG-Stäbe AX-CuAg 2.1211 AX-CuAl8 2.0921 AX-CuAl9Fe 2.0937 AX-CuAl8Ni2 2.0922 AX-CuAl8Ni6 2.0923 AX-CuMn13Al7 2.1367 AX-CuSi3
Kupfer & Kupferlegierungen CuZn21Si3P (OF 2285)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 02/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Cr P Sonstige min. 75,0 Rest - - - - - - 2,7 - - 0,02 - max. 77,0-0,10 0,3 0,3 0,05 0,2 0,05 3,0
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 02/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Cr P Sonstige min. 75,0 Rest - - - - - - 2,7 - - 0,02 - max. 77,0-0,10 0,3 0,3 0,05 0,2 0,05 3,0
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite Sondergase Seite 4
 Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Wieso ist Schutzgas wichtig für das Schweißen? 1. Aufgabe und Wirkung von Schutzgasen Seite 2 2. Sondergase Seite 4 3. Einstellhinweise zum WIG und MIG/MAG-Schweißen Seite 8 4. Welches Gas für welche Schweißaufgabe
Kupfer & Kupferlegierungen CuZn21Si3P (OF 2286)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 Alle Angaben ohne Gewähr 05/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Cr P Sonstige min. 75,0 Rest - - - - - - 2,7 - - 0,02 - max. 77,0-0,10 0,3 0,3 0,05 0,2 0,05 3,5
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 Alle Angaben ohne Gewähr 05/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Cr P Sonstige min. 75,0 Rest - - - - - - 2,7 - - 0,02 - max. 77,0-0,10 0,3 0,3 0,05 0,2 0,05 3,5
Schweißzusätze für Aluminium Welding filler metals for aluminium
 Schweißzusätze für Aluminium Welding filler metals for aluminium voestalpine Böhler Welding www.voestalpine.com/welding Drahtelektroden und Schweißstäbe für Alum Bare electrodes and welding rods for alum
Schweißzusätze für Aluminium Welding filler metals for aluminium voestalpine Böhler Welding www.voestalpine.com/welding Drahtelektroden und Schweißstäbe für Alum Bare electrodes and welding rods for alum
Kupfer & Kupferlegierungen CuNi1Si (OF 2403)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - - - 1,0-0,4 - - - - max. - - 0,02-0,2 0,1 1,6-0,7 - - - 0,3 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - - - 1,0-0,4 - - - - max. - - 0,02-0,2 0,1 1,6-0,7 - - - 0,3 Anwendungsmöglichkeiten
Dienstag den Barleben. Themen: Schweißen von hochlegierten Stählen
 Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Fachveranstaltung Fachveranstaltung Schweißtechnik Dienstag den 11.11.2003 Barleben Themen: Flammrichten an Stahl und Aluminiumkonstruktionen Schweißen von hochlegierten Stählen MSS Magdeburger Schweißtechnik
Aluminium und Aluminiumlegierungen
 EN AW-6061 Wärmebehandlung: Weichglühen / Rekristallisationsglühen Glühtemperatur 380 C 420 C Aufheizzeit 1 2 Stunden Abkühlbedingungen 30 C/h bis 250 C, unterhalb 250 C an der Luft Aushärten Lösungsglühen
EN AW-6061 Wärmebehandlung: Weichglühen / Rekristallisationsglühen Glühtemperatur 380 C 420 C Aufheizzeit 1 2 Stunden Abkühlbedingungen 30 C/h bis 250 C, unterhalb 250 C an der Luft Aushärten Lösungsglühen
Kupfer & Kupferlegierungen CuZn39Pb2 (OF 2159)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 09/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 59,0 Rest 1,6 - - - - - - - - - - max. 60,0-2,2 0,3 0,3 0,02 0,1 0,05 - - - - 0,2 einschl.* Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 09/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 59,0 Rest 1,6 - - - - - - - - - - max. 60,0-2,2 0,3 0,3 0,02 0,1 0,05 - - - - 0,2 einschl.* Anwendungsmöglichkeiten
Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit
 Thermostifte: Stift schmilzt wenn Vorwärmetemperatur erreicht ist. 4.4 Beispiel: Schweißtechnische Verarbeitung des S460N Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit 1.)
Thermostifte: Stift schmilzt wenn Vorwärmetemperatur erreicht ist. 4.4 Beispiel: Schweißtechnische Verarbeitung des S460N Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit 1.)
Vergleichstabelle. ALUMINIUM. Bezeichnung EN Werkstoff-Kurzzeichen Werkstoff-Nr. EN AW-1050A Al99,
 www.kleineberg.de Vergleichstabelle Bezeichnung EN 573-3 Werkstoff-Kurzzeichen Werkstoff-Nr. EN AW-1050A Al99,5 3.0255 EN AW-2007 AlCuMgPb 3.1645 EN AW-2011 AlCuBiPb 3.1655 EN AW-2017A AlCuMg1 3.1325 EN
www.kleineberg.de Vergleichstabelle Bezeichnung EN 573-3 Werkstoff-Kurzzeichen Werkstoff-Nr. EN AW-1050A Al99,5 3.0255 EN AW-2007 AlCuMgPb 3.1645 EN AW-2011 AlCuBiPb 3.1655 EN AW-2017A AlCuMg1 3.1325 EN
Kurzbezeichnung. EN AC AlSi7Mg0,6LT6. Legierungszusammensetzung Gießverfahren. L Feinguss S Sandguss D Druckguss K Kokillenguss.
 Kurzbezeichnung EN AC AlSi7Mg0,6LT6 EN - Euronorm AC - Al-Gusslegierung Legierungszusammensetzung Gießverfahren Zustand Werkstoff (Wärmebehandlung) Chem. Zusammensetzung Legierungsanteile Al Si 7 Mg 0,6
Kurzbezeichnung EN AC AlSi7Mg0,6LT6 EN - Euronorm AC - Al-Gusslegierung Legierungszusammensetzung Gießverfahren Zustand Werkstoff (Wärmebehandlung) Chem. Zusammensetzung Legierungsanteile Al Si 7 Mg 0,6
Kupfer und Kupferlegierungen EN Werkstoff Nr: CW307G CuAl10Ni5Fe4 (OF 2232)
") Kupfer und Kupferlegierungen KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 09/2013 Kupfer und Kupferlegierungen Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - 3,0-4,0 8,5 - - - - - max. - 0.4
Kupfer und Kupferlegierungen KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 09/2013 Kupfer und Kupferlegierungen Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - 3,0-4,0 8,5 - - - - - max. - 0.4
Kupfer & Kupferlegierungen CuZn33Pb1,5AlAs (OF 2279) EN Werkstoff Nr: CW626N
 EN Werkstoff Nr: CW626N") KUPFER & KUPFERLEGIERUNGEN CuZn33Pb1,5AlAs (OF 2279) Seite 1 von 5 Alle Angaben ohne Gewähr 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 64,0 Rest 1,2 - - - - 0,8-0,02 - - - max. 66,0-1,7
KUPFER & KUPFERLEGIERUNGEN CuZn33Pb1,5AlAs (OF 2279) Seite 1 von 5 Alle Angaben ohne Gewähr 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 64,0 Rest 1,2 - - - - 0,8-0,02 - - - max. 66,0-1,7
Kupfer & Kupferlegierungen CuZn38As (OF 2765)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 61,5 Rest - - - - - - - 0,02 - - - max. 63,5-0,2 0,1 0,1 0,1* 0,3 0,05-0,15 -
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 61,5 Rest - - - - - - - 0,02 - - - max. 63,5-0,2 0,1 0,1 0,1* 0,3 0,05-0,15 -
Kupfer & Kupferlegierungen CuZn35Pb1,5AlAs (OF 2273) EN Werkstoff Nr: CW625N
 EN Werkstoff Nr: CW625N") KUPFER & KUPFERLEGIERUNGEN CuZn35Pb1,5AlAs (OF 2273) Seite 1 von 6 Alle Angaben ohne Gewähr 01/2017 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest 1,2 - - - - 0,5-0,02 - - - max. 64,0-1,6
KUPFER & KUPFERLEGIERUNGEN CuZn35Pb1,5AlAs (OF 2273) Seite 1 von 6 Alle Angaben ohne Gewähr 01/2017 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest 1,2 - - - - 0,5-0,02 - - - max. 64,0-1,6
Kupfer & Kupferlegierungen CuZn23Al6Mn4Fe3Pb (OF 2264) EN Werkstoff Nr: CW704R
 EN Werkstoff Nr: CW704R") KUPFER & KUPFERLEGIERUNGEN CuZn23Al6Mn4Fe3Pb (OF 2264) Seite 1 von 5 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 63,0 Rest 0,2-2,0 3,5-5,0 - - - - - max. 65,0-0,8 0,2 3,5 5,0 0,50 6,0 0,2
KUPFER & KUPFERLEGIERUNGEN CuZn23Al6Mn4Fe3Pb (OF 2264) Seite 1 von 5 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 63,0 Rest 0,2-2,0 3,5-5,0 - - - - - max. 65,0-0,8 0,2 3,5 5,0 0,50 6,0 0,2
Spezielle Charakteristiken von Aluminium
 Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Aluminium Das weltweit drittgängigste chemische Element Das gebräuchlichste metallische Material 8% des Gewichts von Kristall Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen Konzentration
Dozent: Technischer Fachwirt; Sebastian Gauweiler
 Dozent: Technischer Fachwirt; Normung 2 Normung Normung; allgemein Für die normgerechte Kennzeichnung von Werkstoffen bedient man sich entweder Kurznamen oder Werkstoffnummern, die nach bestimmten festgelegten
Dozent: Technischer Fachwirt; Normung 2 Normung Normung; allgemein Für die normgerechte Kennzeichnung von Werkstoffen bedient man sich entweder Kurznamen oder Werkstoffnummern, die nach bestimmten festgelegten
Lieferprogramm Aluminium
 Lieferprogramm Aluminium AALCO Metall Aindlinger Str. 12 86167 Augsburg Tel. (821) 2 7 8 Fax. (821) 2 7 8 9 www.aluzuschnitte.com AALCO Metall AALCO Metall gehört einer der größten unabhängigen Großhandelsgruppen
Lieferprogramm Aluminium AALCO Metall Aindlinger Str. 12 86167 Augsburg Tel. (821) 2 7 8 Fax. (821) 2 7 8 9 www.aluzuschnitte.com AALCO Metall AALCO Metall gehört einer der größten unabhängigen Großhandelsgruppen
Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. CuZn31Ni7Al4Si2Fe (OF 2278)
") Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. KUPFER & KUPFERLEGIERUNGEN Seite 1 von 3 Alle Angaben ohne Gewähr 092013 Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. Cu Zn Pb Sn Fe Mn
Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. KUPFER & KUPFERLEGIERUNGEN Seite 1 von 3 Alle Angaben ohne Gewähr 092013 Kupfer und Kupferlegierungen EN Werkstoff Nr: Sonderl. Cu Zn Pb Sn Fe Mn
Kupfer & Kupferlegierungen CuNi2Si (OF 2400)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - - - 1,6-0,4 - - - - max. - - 0,02-0,2 0,1 2,5-0,8 - - - 0,3 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 10/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - - - 1,6-0,4 - - - - max. - - 0,02-0,2 0,1 2,5-0,8 - - - 0,3 Anwendungsmöglichkeiten
Kupfer & Kupferlegierungen CuZn37Mn3Al2Si (OF 2291)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 05/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 58 Rest - 0,1 0,35 1,8-1,4 0,6 - - - - max. 59-0,1 0,4 0,65 2,2 0,2 1,7 0,9 -
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 05/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 58 Rest - 0,1 0,35 1,8-1,4 0,6 - - - - max. 59-0,1 0,4 0,65 2,2 0,2 1,7 0,9 -
Kupfer & Kupferlegierungen CuZn40Pb2 (OF 2357)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 Alle Angaben ohne Gewähr 03/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 57,0 Rest 1,6 - - - - - - - - - - max. 59,0-2,2 0,3 0,3 0,02* 0,2 0,05 - - -
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 Alle Angaben ohne Gewähr 03/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 57,0 Rest 1,6 - - - - - - - - - - max. 59,0-2,2 0,3 0,3 0,02* 0,2 0,05 - - -
Kupfer & Kupferlegierungen CuZn35Pb1,5AlAs (OF 2273) EN Werkstoff Nr: CW625N
 EN Werkstoff Nr: CW625N") KUPFER & KUPFERLEGIERUNGEN CuZn35Pb1,5AlAs (OF 2273) Seite 1 von 6 Alle Angaben ohne Gewähr 10/2015 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest 1,2 - - - - 0,5-0,02 - - - max. 64,0-1,6
KUPFER & KUPFERLEGIERUNGEN CuZn35Pb1,5AlAs (OF 2273) Seite 1 von 6 Alle Angaben ohne Gewähr 10/2015 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest 1,2 - - - - 0,5-0,02 - - - max. 64,0-1,6
Materialdatenblatt. EOS Aluminium AlSi10Mg. Beschreibung
 EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
EOS Aluminium AlSi10Mg EOS Aluminium AlSi10Mg ist eine Aluminiumlegierung in feiner Pulverform, die speziell für die Verarbeitung in EOSINT M-Systemen optimiert wurde. Dieses Dokument bietet Informationen
Kupfer & Kupferlegierungen Cu-ETP (OF 2000)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 03/2017 Cu 1) Bi O 2) Pb Sonstige min. 99,9 - - - - max. - 0,0005 0,040 0,005 0,03 1) Einschließlich Ag bis maximal 0,015 % 2) Ein Sauerstoffgehalt bis 0,06 % ist
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 03/2017 Cu 1) Bi O 2) Pb Sonstige min. 99,9 - - - - max. - 0,0005 0,040 0,005 0,03 1) Einschließlich Ag bis maximal 0,015 % 2) Ein Sauerstoffgehalt bis 0,06 % ist
Kupfer & Kupferlegierungen CuZn37 (OF 2163)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 03/13 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest - - - - - - - - - - - max. 64,0-0,1 0,1 0,1-0,2 0,05 - - - - 0,1 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 5 Alle Angaben ohne Gewähr 03/13 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 62,0 Rest - - - - - - - - - - - max. 64,0-0,1 0,1 0,1-0,2 0,05 - - - - 0,1 Anwendungsmöglichkeiten
Aluminium MIG Drahtelektrode WIG-Schweißstäbe
 Aluminium MIG Drahtelektrode WIG-Schweißstäbe Normbezeichnung: DIN 1732: SG-AlMg 3 Werkstoff Nr. 3.3536 AWS-Bezeichnung: ~ER 5754 EN ISO 18273 (2004) : AlMg3 Anwendungsbereich: Verbindungsschweißen von
Aluminium MIG Drahtelektrode WIG-Schweißstäbe Normbezeichnung: DIN 1732: SG-AlMg 3 Werkstoff Nr. 3.3536 AWS-Bezeichnung: ~ER 5754 EN ISO 18273 (2004) : AlMg3 Anwendungsbereich: Verbindungsschweißen von
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Kupfer & Kupferlegierungen Cu-HCP (OF 2003)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 12/2017 Cu 1) Bi P Pb Sonstige 2) min. 99,95 - - 0,002 - max. - 0,0005-0,007 0,03 1) Einschließlich Ag bis maximal 0,015 % 2) Ein Sauerstoffgehalt muss vom Hersteller
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 12/2017 Cu 1) Bi P Pb Sonstige 2) min. 99,95 - - 0,002 - max. - 0,0005-0,007 0,03 1) Einschließlich Ag bis maximal 0,015 % 2) Ein Sauerstoffgehalt muss vom Hersteller
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Aluminium und Aluminiumlegierungen
 EN AW-6060 Wärmebehandlung: Weichglühen / Rekristallisationsglühen Glühtemperatur 360 C 400 C Aufheizzeit 1 2 Stunden Abkühlbedingungen 30 C/h bis 250 C, unterhalb 250 C an der Luft Aushärten Lösungsglühen
EN AW-6060 Wärmebehandlung: Weichglühen / Rekristallisationsglühen Glühtemperatur 360 C 400 C Aufheizzeit 1 2 Stunden Abkühlbedingungen 30 C/h bis 250 C, unterhalb 250 C an der Luft Aushärten Lösungsglühen
Schweiß-, Schneid- & Löttechnik
 Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Schweiß-, Schneid- & Löttechnik Workshop Nagel e.k. Inhaber:Christian Nagel Werdauer Weg 16 10829 Berlin Telefon: 030/781 19 40 Fax: 030/784 30 40 Artikel-Nr. 1.7 Zusatzwerkstoffe, Lote & Zubehör - Gasschweiß-
Schweißen von Mischverbindungen aus Aluminiumguß- und Knetlegierungen mit CO 2 -Laser unter besonderer Berücksichtigung der Nahtart
 Schweißen von Mischverbindungen aus Aluminiumguß- und Knetlegierungen mit CO 2 -Laser unter besonderer Berücksichtigung der Nahtart Von Dr.-Ing. Klaus Thomas Goth Universität Stuttgart Herbert Utz Verlag
Schweißen von Mischverbindungen aus Aluminiumguß- und Knetlegierungen mit CO 2 -Laser unter besonderer Berücksichtigung der Nahtart Von Dr.-Ing. Klaus Thomas Goth Universität Stuttgart Herbert Utz Verlag
Cr-Mo-legierter Vergütungsstahl CrMo4
 Cr-Mo-legierter Vergütungsstahl 1.7223 Normenzuordnung Hauptanwendung Cr-Mo-legierter Vergütungsstahl C 0,38 0,44 Si 0,15 0,40 Mn 0,50 0,80 Cr 0,90 1,20 Mo 0,15 0,30 DIN 17212 1.7223 ISO 683-12 Der Stahl
Cr-Mo-legierter Vergütungsstahl 1.7223 Normenzuordnung Hauptanwendung Cr-Mo-legierter Vergütungsstahl C 0,38 0,44 Si 0,15 0,40 Mn 0,50 0,80 Cr 0,90 1,20 Mo 0,15 0,30 DIN 17212 1.7223 ISO 683-12 Der Stahl
Aluminiumschweißdraht Almg 4,5Mn ,0mm (2 kg) Aluminiumschweißdraht Almg 4,5Mn ,2mm (2 kg)
 Aluminiumschweißdraht Almg 4,5Mn ,2mm (2 kg)") 3102110 Aluminiumschweißdraht Almg 4,5Mn 3.3548 1,0mm (2 kg) Schweißdraht für AlMg-und AlMgMn-Legierungen. Magnesium wirkt festigkeitssteigernd, der Mn-Anteil verbessert die Stabilität bei höheren Temperaturen.
3102110 Aluminiumschweißdraht Almg 4,5Mn 3.3548 1,0mm (2 kg) Schweißdraht für AlMg-und AlMgMn-Legierungen. Magnesium wirkt festigkeitssteigernd, der Mn-Anteil verbessert die Stabilität bei höheren Temperaturen.
Kupfer & Kupferlegierungen CuZn30Al3Mn3Si1NiCr (OF 2261) EN Werkstoff Nr: Sonderl.
 EN Werkstoff Nr: Sonderl.") KUPFER & KUPFERLEGIERUNGEN CuZn30Al3Mn3Si1NiCr (OF 2261) Seite 1 von 6 Alle Angaben ohne Gewähr 12/2016 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 60 Rest - - - 2,9 0,25 2,9 1,0 - - 0,10 max. 64-0,1
KUPFER & KUPFERLEGIERUNGEN CuZn30Al3Mn3Si1NiCr (OF 2261) Seite 1 von 6 Alle Angaben ohne Gewähr 12/2016 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 60 Rest - - - 2,9 0,25 2,9 1,0 - - 0,10 max. 64-0,1
Qualitätssicherung in der Schweißtechnik
 Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Qualitätssicherung in der Schweißtechnik DVS-Merkblätter und -n Herausgegeben vom Technischen Ausschuß des Deutschen Verbandes für Schweißtechnik e.v., Düsseldorf 2., überarbeitete und erweiterte Auflage
Stefan Schildhauer. Untersuchung von Aluminiumtragelementen unter den Aspekten der Metallurgie, Herstellung und Bemessung nach europäischer Normung
 Stefan Schildhauer Untersuchung von Aluminiumtragelementen unter den Aspekten der Metallurgie, Herstellung und Bemessung nach europäischer Normung eingereicht als Diplomarbeit an der Hochschule Mittweida
Stefan Schildhauer Untersuchung von Aluminiumtragelementen unter den Aspekten der Metallurgie, Herstellung und Bemessung nach europäischer Normung eingereicht als Diplomarbeit an der Hochschule Mittweida
Aluminium Werkstoffeigenschaften / Spezifikationen
 Metalle LAGERVORRATSLISTE stock program Aluminium aluminium Seite 2-7 Messing brass Seite 8-10 bronze Seite 11-14 Kupfer copper Seite 15-16 Edelstahl high-grade steel Seite 17-18 Feinstgefräste Platten
Metalle LAGERVORRATSLISTE stock program Aluminium aluminium Seite 2-7 Messing brass Seite 8-10 bronze Seite 11-14 Kupfer copper Seite 15-16 Edelstahl high-grade steel Seite 17-18 Feinstgefräste Platten
Technische Information
 Technische Information Werkstoffdatenblatt Aluminium Al OTTO FUCHS KG Hochleistungswerkstoffe in Form und Funktion 2 OTTO FUCHS Aluminium und OTTO FUCHS Aluminium-Knetlegierungen sind die Leichtmetalle
Technische Information Werkstoffdatenblatt Aluminium Al OTTO FUCHS KG Hochleistungswerkstoffe in Form und Funktion 2 OTTO FUCHS Aluminium und OTTO FUCHS Aluminium-Knetlegierungen sind die Leichtmetalle
Kupfer & Kupferlegierungen CuZn37Mn3Al2PbSi (OF 2210) EN Werkstoff Nr: CW713R
 EN Werkstoff Nr: CW713R") KUPFER & KUPFERLEGIERUNGEN CuZn37Mn3Al2PbSi (OF 2210) Seite 1 von 6 Alle Angaben ohne Gewähr 07/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 57,0 Rest 0,2 - - 1,5-1,3 0,3 - - - - max. 59,0-0,8
KUPFER & KUPFERLEGIERUNGEN CuZn37Mn3Al2PbSi (OF 2210) Seite 1 von 6 Alle Angaben ohne Gewähr 07/2014 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 57,0 Rest 0,2 - - 1,5-1,3 0,3 - - - - max. 59,0-0,8
Kupfer & Kupferlegierungen CuZn37Mn3Al2PbSi (OF 2210) EN Werkstoff Nr: CW713R
 EN Werkstoff Nr: CW713R") KUPFER & KUPFERLEGIERUNGEN CuZn37Mn3Al2PbSi (OF 2210) Seite 1 von 5 Alle Angaben ohne Gewähr 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 57,0 Rest 0,2 - - 1,5-1,3 0,3 - - - - max. 59,0-0,8
KUPFER & KUPFERLEGIERUNGEN CuZn37Mn3Al2PbSi (OF 2210) Seite 1 von 5 Alle Angaben ohne Gewähr 06/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. 57,0 Rest 0,2 - - 1,5-1,3 0,3 - - - - max. 59,0-0,8
JASCHKE WERKZEUGNORMALIEN
 JASCHKE WERKZEUGNORMALIEN Aluminium - Barren Präzisions - Aluminiumplatten Aluminium - Normplatten NORMALIEN P 2008 02 JASCHKE Werkzeugnormalien GmbH Industriestraße 21 63150 Heusenstamm Tel.: 06104/7805-0
JASCHKE WERKZEUGNORMALIEN Aluminium - Barren Präzisions - Aluminiumplatten Aluminium - Normplatten NORMALIEN P 2008 02 JASCHKE Werkzeugnormalien GmbH Industriestraße 21 63150 Heusenstamm Tel.: 06104/7805-0
HABA Aluminium-Platten
 HABA Aluminium-Platten ÜBERSICHT Maschinenbau Fahrzeugbau Anlagenbau Apparatebau Vorrichtungsbau Werkzeugbau Produkteübersicht G-AlMg3 Alu35 G-Alu340 G-Alu25 Planalu G Alu50 McBasic Planalu N Alu7075 Alu28
HABA Aluminium-Platten ÜBERSICHT Maschinenbau Fahrzeugbau Anlagenbau Apparatebau Vorrichtungsbau Werkzeugbau Produkteübersicht G-AlMg3 Alu35 G-Alu340 G-Alu25 Planalu G Alu50 McBasic Planalu N Alu7075 Alu28
Was ist? Aluminium - Einteilung der Legierungen. 2016 / Stefan Eugster thyssenkrupp Materials Schweiz
 Was ist? Aluminium - Einteilung der Legierungen 2016 / Stefan Eugster Einteilung der Aluminium-Legierungen Gusslegierungen (AC, Aluminium Cast) Knetlegierungen (AW, Aluminium Wrought) Weiterverarbeitung
Was ist? Aluminium - Einteilung der Legierungen 2016 / Stefan Eugster Einteilung der Aluminium-Legierungen Gusslegierungen (AC, Aluminium Cast) Knetlegierungen (AW, Aluminium Wrought) Weiterverarbeitung
Legierungsbezeichnungen Aluminium. EN AW 1050A Al99,5 Al99, EN AW 1350A EAl99,5 EAl99, EN AW 2007 AlCuMgPb AlCu4PbMgMn 3.
 en Aluminium AW 1050A Al99,5 Al99,5 3.0255 sehr gute Kaltumformbarkeit (Treiben, Tiefziehen, Biegen, Drücken, Fließpressen) sehr gute Lötbarkeit (Hart und Weichlöten) sehr gute Oberflächenbehandlung (Schutzanodisieren,
en Aluminium AW 1050A Al99,5 Al99,5 3.0255 sehr gute Kaltumformbarkeit (Treiben, Tiefziehen, Biegen, Drücken, Fließpressen) sehr gute Lötbarkeit (Hart und Weichlöten) sehr gute Oberflächenbehandlung (Schutzanodisieren,
AWS ( American Welding Society ) unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen
 unterscheidet Aluminium-Grundmaterialien in verschiedenen Gruppen entsprechend den verwendeten Legierungen") Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
Aluminium - Das weltweit drittgängigste chemische Element - Das gebräuchlichste metallische Material - 8% des Gewichts von Kristall - Gebräuchlichstes Rohmaterial ist Bauxit ( Aluminium Hydroxid ), dessen
FTMT. Fügen. Schweißverfahren (Übersicht) Hn 1107
 Hn 1107") Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Schweißverfahren (Übersicht) 1 Lichtbogenhandschweißen Vorgänge im Lichtbogen Zündung durch Kurzschluss oder Funkenübergang (1000V => 1cm) Ionisierung stabilisiert durch Umhüllungsgase Emission von Elektronen
Details für den Konstrukteur über die eisenarmen duktilen DG-Legierungen Silafont-36, Castasil-37 und Magsimal-59
 Details für den Konstrukteur über die eisenarmen duktilen DG-Legierungen Silafont-36, Castasil-37 und Magsimal-59 ROADSHOW 2013 Dipl.-Ing. Ralf Klos RHEINFELDEN ALLOYS GmbH & Co KG Inhalt: Einleitung zur
Details für den Konstrukteur über die eisenarmen duktilen DG-Legierungen Silafont-36, Castasil-37 und Magsimal-59 ROADSHOW 2013 Dipl.-Ing. Ralf Klos RHEINFELDEN ALLOYS GmbH & Co KG Inhalt: Einleitung zur
C/Bizkargi, 6 Pol. Ind. Sarrikola E LARRABETZU Bizkaia - SPAIN. Si Fe Cu Mn Mg Cr Zn Ti Ga V Hinweise
 Aluminium Chemische Zusammensetzung Bezeichnung der Legierung Chemische Zusammensetzung in % Andere Aluminium Bezeichnu ng Werkstoffn r. Si Fe Cu Mn Mg Cr Zn Ti Ga V Hinweise Einzeln (max.) Gesamt. (max.)
Aluminium Chemische Zusammensetzung Bezeichnung der Legierung Chemische Zusammensetzung in % Andere Aluminium Bezeichnu ng Werkstoffn r. Si Fe Cu Mn Mg Cr Zn Ti Ga V Hinweise Einzeln (max.) Gesamt. (max.)
Aluminium Draht Elektroden. Aluminium schweißen unter Berücksichtigung der Qualität & Kosten
 Aluminium Draht Elektroden Aluminium schweißen unter Berücksichtigung der Qualität & Kosten Welches ist das meist hergestellte und bekannteste Aluminium Produkt in der Welt? Aluminium ist wieder verwertbar
Aluminium Draht Elektroden Aluminium schweißen unter Berücksichtigung der Qualität & Kosten Welches ist das meist hergestellte und bekannteste Aluminium Produkt in der Welt? Aluminium ist wieder verwertbar
Bericht. AiF-Nr BG DVS-Nr
 Bericht AiF-Nr. 12.934 BG DVS-Nr. 1.029 Erarbeiten werkstoffkundlicher Kennwerte geschweißter Aluminiumbauteile in Abhängigkeit von der Wärmeeinbringung Der Bericht darf nur ungekürzt und unter Nennung
Bericht AiF-Nr. 12.934 BG DVS-Nr. 1.029 Erarbeiten werkstoffkundlicher Kennwerte geschweißter Aluminiumbauteile in Abhängigkeit von der Wärmeeinbringung Der Bericht darf nur ungekürzt und unter Nennung
verzinkt (ZE, Z) vorphosphatiert organisch beschichtet - leitfähig - nicht leitfähig höherfest hochfest ultra hochfest Druckguss unverstärkt
 vorphosphatiert organisch beschichtet - leitfähig - nicht leitfähig höherfest hochfest ultra hochfest Druckguss unverstärkt") Karosseriewerkstoffe aus Aluminium verzinkt (ZE, Z) vorphosphatiert organisch beschichtet - leitfähig - nicht leitfähig höherfest hochfest ultra hochfest Druckguss Strangpressprofil (Blech) Stahl Aluminium
Karosseriewerkstoffe aus Aluminium verzinkt (ZE, Z) vorphosphatiert organisch beschichtet - leitfähig - nicht leitfähig höherfest hochfest ultra hochfest Druckguss Strangpressprofil (Blech) Stahl Aluminium
HABA ALUMINIUM-PLATTEN ÜBERSICHT PRODUKTEÜBERSICHT
 HABA ALUMINIUM-PLATTEN ÜBERSICHT PRODUKTEÜBERSICHT G-AlMg3 Alu35 G-Alu25 Planalu G McBasic Planalu N Alu28 Alu6082 MASCHINENBAU FAHRZEUGBAU ANLAGENBAU APPARATEBAU VORRICHTUNGSBAU WERKZEUGBAU G-Alu340 Alu50
HABA ALUMINIUM-PLATTEN ÜBERSICHT PRODUKTEÜBERSICHT G-AlMg3 Alu35 G-Alu25 Planalu G McBasic Planalu N Alu28 Alu6082 MASCHINENBAU FAHRZEUGBAU ANLAGENBAU APPARATEBAU VORRICHTUNGSBAU WERKZEUGBAU G-Alu340 Alu50
Fragensammlung Löttechnik
 Fragensammlung Löttechnik Norbert Weber 4. Juli 2008 1 Inhaltsverzeichnis 1 Exkurs Normung 3 2 Begriffssystematik, erweiterte Definitionen 3 3 Prüfung von Lötverbindungen 3 4 Unterschiede zwischen Buntmetallen
Fragensammlung Löttechnik Norbert Weber 4. Juli 2008 1 Inhaltsverzeichnis 1 Exkurs Normung 3 2 Begriffssystematik, erweiterte Definitionen 3 3 Prüfung von Lötverbindungen 3 4 Unterschiede zwischen Buntmetallen
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Kupfer & Kupferlegierungen CuAl10Fe3Mn2 (OF 2231)
") KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 09/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - 2,0 1,5-9,0 - - - - - max. - 0.5 0.05 0,1 4,0 3,5 1,0 11,0 0,2 - - - 0,2 Anwendungsmöglichkeiten
KUPFER & KUPFERLEGIERUNGEN Seite 1 von 6 09/2013 Cu Zn Pb Sn Fe Mn Ni Al Si As Co Cr Sonstige min. Rest - - - 2,0 1,5-9,0 - - - - - max. - 0.5 0.05 0,1 4,0 3,5 1,0 11,0 0,2 - - - 0,2 Anwendungsmöglichkeiten
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH
 http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
http://www.reiz-online.de/ Reiz GmbH; EWM GmbH Seminarinhalt: Theorie: Die verschiedenen Werkstoffe und Ihr Verhalten beim Schweißen WIG-und MIG/MAG Schweißen Neue Verfahrensvarianten und deren Vorteile
Aluminium Werkstoffeigenschaften / Spezifikationen
 Aluminium Werkstoffeigenschaften / Spezifikationen specifications Material Platten Platten Platten Werkstoff / Legierung AlMg4,5Mn 5083 AlZnMg 7xxx AlMg4,5Mn EN-Nummer Guss feinstgefräst / Guss gesägt
Aluminium Werkstoffeigenschaften / Spezifikationen specifications Material Platten Platten Platten Werkstoff / Legierung AlMg4,5Mn 5083 AlZnMg 7xxx AlMg4,5Mn EN-Nummer Guss feinstgefräst / Guss gesägt
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle
 2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
2. Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2 Zusatzwerkstoffe für das Schweißen nicht rostender und hitzebeständiger Stähle 2.1 Umhüllte Stabelektroden für das Schweißen
Klassierung von Aluminiumwerkstoffen. Nicht aushärtbare Knetlegierungen
 Klassierung von Aluminiumwerkstoffen Unterscheidung zwischen Guss- und Knetlegierungen Aluminiumlegierungen werden abhängig vom Herstellungsverfahren zwei Hauptgruppen zugeordnet, den Knetlegierungen und
Klassierung von Aluminiumwerkstoffen Unterscheidung zwischen Guss- und Knetlegierungen Aluminiumlegierungen werden abhängig vom Herstellungsverfahren zwei Hauptgruppen zugeordnet, den Knetlegierungen und
Alloy 17-4 PH / UNS S17400
 Aushärtbarer nichtrostender Stahl mit hoher Streckgrenze, hohem Verschleißwiderstand und gute Korrosionsbeständigkeit Enpar Sonderwerkstoffe GmbH Betriebsweg 10 51645 Gummersbach Tel.: 02261-7980 Fax:
Aushärtbarer nichtrostender Stahl mit hoher Streckgrenze, hohem Verschleißwiderstand und gute Korrosionsbeständigkeit Enpar Sonderwerkstoffe GmbH Betriebsweg 10 51645 Gummersbach Tel.: 02261-7980 Fax:
VDM NeutroShield Werkstoffdatenblatt Nr Ausgabe Dezember 2014
 VDM NeutroShield Werkstoffdatenblatt Nr. 4060 Ausgabe Dezember 2014 VDM NeutroShield Werkstoffdatenblatt Nr. 4060 VDM NeutroShield ist ein austenitischer Edelstahl, der mit Bor legiert ist. Seine chemische
VDM NeutroShield Werkstoffdatenblatt Nr. 4060 Ausgabe Dezember 2014 VDM NeutroShield Werkstoffdatenblatt Nr. 4060 VDM NeutroShield ist ein austenitischer Edelstahl, der mit Bor legiert ist. Seine chemische
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Schweißzusatzwerkstoffe und Lote
 Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Schweißdraht-SG2 Ti DIN 8559 (ähnlich SG 2) DIN EN 440 (G3Si1 (mod.)) Eigenschaften und Anwendungsgebiete: Drahtelektrode aus niedriglegiertem Stahl zum MAG-Schweißen un- und niedriglegierter Stähle Gut
Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725
 Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Aluminium-Lieferprogramm Reinaluminium DIN 1712 Aluminiumknetlegierungen DIN 1725 Kurzzeichen Werkstoffnummern Zusammensetzung in Gew.-% Hinweise aud Eigenschaften und Verwendung Al 99,5 3.0255 Al 99,5
Alloy 15-5 PH UNS S15500
 Aushärtbarer nichtrostender CrNiCu-Stahl für Bauteile, die hohe Korrosionsbeständigkeit und gute Festigkeitseigenschaften bei Temperaturen bis etwa 300 C aufweisen sollen. Enpar Sonderwerkstoffe GmbH Betriebsweg
Aushärtbarer nichtrostender CrNiCu-Stahl für Bauteile, die hohe Korrosionsbeständigkeit und gute Festigkeitseigenschaften bei Temperaturen bis etwa 300 C aufweisen sollen. Enpar Sonderwerkstoffe GmbH Betriebsweg
Einfluss der Retrogressions und Reaging Behandlung auf Gefügeausbildung und Festigkeit einer AlZnMgCu Legierung
 Werkstoff-Kolloquium 2008 Einfluss der Retrogressions und Reaging Behandlung auf Gefügeausbildung und Festigkeit einer AlZnMgCu Legierung D. Pöschmann [1], C. Melzer [2], M. Kühlein [1], M. Schaper [3]
Werkstoff-Kolloquium 2008 Einfluss der Retrogressions und Reaging Behandlung auf Gefügeausbildung und Festigkeit einer AlZnMgCu Legierung D. Pöschmann [1], C. Melzer [2], M. Kühlein [1], M. Schaper [3]
Aluminium Aluminium Flachaluminium Abmessung (mm) kg/m Abmessung (mm) kg/m Abmessung (mm) kg/m gut schweißbar
 kg/m Abmessung (mm) kg/m Abmessung (mm) kg/m gut schweißbar") Flachaluminium Abmessung (mm) kg/m Abmessung (mm) kg/m Abmessung (mm) kg/m gut schweißbar 0 x 0, 40 x 0,3 70 x 5,84 Güte: AIMgSi0,5 F 0 x 3 0,7 40 x,9 70 x 0 3,78 WST.-Nr.: 3.306 0 x 4 0,3 40 x 5,6 80
Flachaluminium Abmessung (mm) kg/m Abmessung (mm) kg/m Abmessung (mm) kg/m gut schweißbar 0 x 0, 40 x 0,3 70 x 5,84 Güte: AIMgSi0,5 F 0 x 3 0,7 40 x,9 70 x 0 3,78 WST.-Nr.: 3.306 0 x 4 0,3 40 x 5,6 80
C Si Mn P S Cr Ni N. min. - 1, ,0 19,0 - max. 0,2 2,5 2,0 0,045 0,015 26,0 22,0 0,11. C Si Mn P S Cr Ni. min. - 1, ,0 19,0
 NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 195) C Si Mn P S Cr Ni N min. - 1,5 - - - 24, 19, - max.,2 2,5 2,,45,15 26, 22,,11 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-%
NICHTROSTENDER AUSTENITISCHER STAHL CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-% NACH DIN EN 195) C Si Mn P S Cr Ni N min. - 1,5 - - - 24, 19, - max.,2 2,5 2,,45,15 26, 22,,11 CHEMISCHE ZUSAMMENSETZUNG (IN MASSEN-%
6. Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen. Sonderanwendungen
 6. Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie für Sonderanwendungen 6 Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie
6. Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie für Sonderanwendungen 6 Zusatzwerkstoffe für das Schweißen von Gusseisen, Bronzen und Aluminiumlegierungen sowie
Aluminium Kupfer ChromNickel Nickel. Ihr Schlüssel. zum perfekten Schweißen. Produktprogramm. Drahtelektroden Schweißstäbe
 Aluminium Kupfer ChromNickel Nickel Ihr Schlüssel zum perfekten Schweißen. Produktprogramm Drahtelektroden Schweißstäbe Das Unternehmen MIGAL.CO wir sind auf Draht! MIGAL.CO (vormals MIGWELD) besteht
Aluminium Kupfer ChromNickel Nickel Ihr Schlüssel zum perfekten Schweißen. Produktprogramm Drahtelektroden Schweißstäbe Das Unternehmen MIGAL.CO wir sind auf Draht! MIGAL.CO (vormals MIGWELD) besteht
Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung
 stellt die herkömmliche Nahtvorbereitung") Kemppi Oy Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung in Frage White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Die Reduzierung
Kemppi Oy Kemppis Reduced Gap Technology (RGT- Technologie) stellt die herkömmliche Nahtvorbereitung in Frage White paper Jernström, P., Saarivirta, H. & Uusitalo, J. 10.3.2016 Whitepaper 1(6) Die Reduzierung
Inhaltsverzeichnis. Vorwort
 Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Wie es begann... 1 1.2 Normung ist wichtig... 7 1.2.1 Einteilung der Schutzgasschweißverfahren... 7 1.3 Beschreibung des Metall-Schutzgasschweißens... 8
Inhaltsverzeichnis Vorwort 1 Einführung... 1 1.1 Wie es begann... 1 1.2 Normung ist wichtig... 7 1.2.1 Einteilung der Schutzgasschweißverfahren... 7 1.3 Beschreibung des Metall-Schutzgasschweißens... 8
Die in den Verzeichnissen in Verbindung mit einer DIN-Nummer verwendeten Abkürzungen
 Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
Inhalt DIN- und DVS-Nummernverzeichnis Verzeichnis abgedruckter Normen, Norm-Entwürfe und DVS-Merkblätter IX Normung ist Ordnung. DIN - der Verlag heißt Beuth XIII Hinweise für das Anwenden des DIN-DVS-Taschenbuches
NE-METALLE NE-METALLE
 NE-METALLE NE-METALLE Inhalt NE-METALLE Allgemeines Werkstoffübersicht... 3 Technische Daten... 4 Aluminium Bleche... 6 Lochbleche... 8 Warzenbleche... 8 Stangen Flachstangen... 9 Rundstangen... 11 Vierkantstangen...
NE-METALLE NE-METALLE Inhalt NE-METALLE Allgemeines Werkstoffübersicht... 3 Technische Daten... 4 Aluminium Bleche... 6 Lochbleche... 8 Warzenbleche... 8 Stangen Flachstangen... 9 Rundstangen... 11 Vierkantstangen...