Schweißtechnische Herausforderungen am Beispiel dickwandiger Rohrverbindungen Qualifikation und Herstellung von Längsund Rundnähten
|
|
|
- Frank Kirchner
- vor 5 Jahren
- Abrufe
Transkript

1 Schweißtechnische Herausforderungen am Beispiel dickwandiger Rohrverbindungen Qualifikation und Herstellung von Längsund Rundnähten Dr. J. Wiebe Berlin, den 12. Mai 2016
2 Inhalt Einleitung Großrohrherstellung Spiralnaht Längsnaht Besonderheiten der UP-Mehrdrahttechnologie Anlagenübersicht UP-Mehrdrahtanlage SZMF Schweißguteigenschaften Lage-/Gegenlagenaht Rundnahtherstellung Motivation Herausforderungen Zusammenfassung Folie 2, 11/05/16
 Konsumgüterindustrie Bauindustrie (Dach, Wand, Klima)")
 Interdisziplinäre Forschung für Ihre")
3 Forschung und Entwicklung (FuE) SALZG GITTER Produkte Märkte Warm- u. Kaltband Automobilindustrie t i (Karosserie, Fahrwerk) Konsumgüterindustrie Bauindustrie (Dach, Wand, Klima) DUISBUR RG Rohr Grobblech Profil Automobilindustrie (Antriebsstrang) Maschinen- u. Anlagenbau Energieindustrie Bauindustrie (Tragwerk, Spundwand) Interdisziplinäre Forschung für Ihre strategischen Ziele, von der Simulation bis zum Fertigprodukt Folie 3, 11/05/16








4 Salzgitter Mannesmann Forschung F&E Aktivitäten für Salzgitter AG und externe Kunden Werkstoff- und Prozessentwicklung Produkt- und Verfahrensentwicklung Material- und Bauteilcharakterisierung Oberflächen- und Anwendungstechnik Bauteilauslegung, Simulation, Engineering Umform- und Fügetechnik Automatisierung und Prüftechnik Fehler- und Schadensanalysen Folie 4, 11/05/16


5 Herstellung Geschweißte Spiralrohre Durchmesser: mm, Wanddicke: 5-25 mm Längsnahtgeschweißte Durchmesser: mm, Rohre Wanddicke: 7-40 mm Folie 5, 11/05/16
6 UP-Spiralnaht geschweißte Rohre Decoiling Leveling Skelp end welding Skelp and edge Ultrasonic testing Edge trimming and bevelling Forming and tack welding Flying cutoff Sampling and destructive testing Stand for skelp and repair welding Inspection of submerged-arc welding Inside cleaning Internal and external submerged-arc welding Tack weld inspection Inside cleaning Weld seam removal at pipe ends Bevelling of pipe ends Hydrostatic testing Ultrasonic testing of spiral weld X-ray weld inspection / filmless radiography Final inspection Generation of certificates Folie 6, 11/05/16 Quality control Production Production steps may vary slightly between production lines
")














7 UP-Längsnaht geschweißte Rohre (UOE) Plate infeed Edge planing Crimping U-ing O-ing Tack welding of the slit pipe Pipe identification Sampling and destructive testing Mechanical expansion Initial X-ray weld inspection/filmless radiography Initial ultrasonic weld inspection Internal/external pipe inspection Outside seam welding Inside seam welding Hydrostatic testing Final ultrasonic weld inspection Final X-ray weld inspection/ filmless radiography Bevelling of pipe ends Magnetic particle and ultrasonic inspection of both pipe ends Final inspection of surfaces and pipe geometry Generation of certificates Folie 7, 11/05/16 Quality control Production Production steps may vary slightly between production lines
8 Qualitätsansprüche an Linepipe-Rohre pp Schweißeignung (Kohlenstoff-Äquivalent) Zähigkeit (CVN) Festigkeit, Verformbarkeit (Streckgrenze, Festigkeit, Streckgrenzen-Verhältnis, Dehnung) Schweißnaht-Geometrie Rohr Geometrie Korrosionsbeständigkeit (HIC, SSC) Folie 8, 11/05/16
9 Besonderheiten UP-Mehrdrahttechnologie Einsatzbereich UP Mehrdrahttechnologie: Herstellung geschweißter Großrohre (DSAW/LSAW) Hohe Abschmelzleistung und Produktivität erreichbar! 5-Draht Abschmelzleistungen bis 90 kg/h bei UP 5-Drahteinsatz erreichbar! Folie 9, 11/05/16






10 Besonderheiten UP-Mehrdrahttechnologie Lage-/ Gegenlagetechnik Mehrlagentechnik Vorteile Wirtschaftlich, da hohe Schweißgeschwindigkeiten Vs bis 220 cm/min (f(wanddicke)) Nachteile Hohe Wärmeeinbringung (geringe Abkühlraten) Vorteile Geringere Wärmeeinbringung Bessere mech.-tech. WEZ Eigenschaften Nachteile Längere Schweißzeiten (Beispiel Makro 17 Schweißraupen) Folie 10, 11/05/16
11 Besonderheiten UP-Mehrdrahttechnologie Charakteristika Lage-/Gegenlage(4/5 Drähte): hohe Wärmeeinbringung: bis zu 90 kj/cm (abh. von Wanddicke) Hohe Abkühlzeiten (t 8/5 ): 40s 70s hohe Aufmischung (bis zu 2/3 mit Grundwerkstoff) ungünstig bei höherfesten Güten (bspw. X100) Definition der t 8/5 Zeit Folie 11, 11/05/16









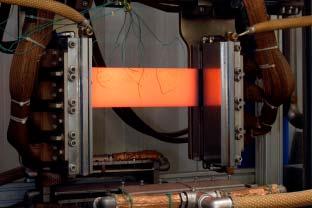
12 Anlagenübersicht UP-Mehrdrahtanlage SZMF Schweißköpfe Fahrwagen UP 5-Drahtanlage SZMF PC Steuerung Eingabe der Schweißdaten Messdatenerfassung Folie 12, 11/05/16
13 Technische Daten 5 Draht UP-Anlage Lincoln Power Wave AC/DC Stromquellen (Inverter) mit AC oder DC Wahlweise 1 bis 5 Draht-Schweißungen Drahtdurchmesser: 2,4 bis 5 mm Maximale Stromstärken: 1. u. 2. Schweißkopf bis 2000 A Schweißkopf bis 1000 A Gleichstrom: Polung + oder - Wechselstrom: Sinus- und d/ oder Rechteckform Offset und Balance Anteile variierbar Startprozess steuerbar Computersteuerung I DC offset Time balance Erhöhung des Einbrandverhaltens Verringerung der Abschmelzleistung DC offset Time balance Erhöhung der Abschmelzleistung Veringerung Einbrandverhaltens Folie 13, 11/05/16
14 Schematischer Aufbau Lage-/Gegenlagenaht g g Notch position: weld metal outside Charpy impac ct energy [J] WEZ Charakteristiken einer DSAW Schweißnaht ht temperature [ C] typ. CVN Energien UP Schweißgut Kritische WEZ Bereiche Grobkornzone (geringe Zähigkeitseigenschaften) Interkritisch wiedererwärmte Bereiche Folie 14, 11/05/16

 (Bsp.")
: typischerweise Mo, Ti, B (mikro)")


15 Schweißguteigenschaften g Lage-/Gegenlagenaht g g Typische Zusatzwerkstoffe (Güten bis einschließlich X80 (L555MB)): Schweißpulver: agglomerierte aluminat-basische Pulver (BI 1,3 1,5) (Bsp. DIN EN S A AB 1 67 AC H5) Drahtelektroden (oder Kombinationen): typischerweise Mo, Ti, B (mikro) legierte Drähte Ziel: Einstellung eines nadelferritischen Gefüges Kennzeichnung: sehr gute Tieftemperatur- Zähigkeitseigenschaften Herausforderung: Zähigkeitsverlust durch erhöhte N Gehalte (> 50 ppm N) acicularer Ferrit Folie 15, 11/05/16









16 Qualifikation und Herstellung von Längs- und Rundnähten Schweißguteigenschaften g g Lage-/Gegenlagenaht g g g Nadelferritisches Gefüge Netzwerk voreutektoider Ferrit CVN Werte > C CVN Werte > C Folie 16, 11/05/16
17 Motivation Schweißeigenschaften neuer Werkstofflegierungen Im Auftrag des Rohrherstellers (z.b. im Rahmen von Pipeline-Projekten) Nachweis Erfüllung Kundenanforderungen Meist unter strengen Bedingungen Schmelze mit dem höchsten CE Geringe und hohe Streckenenergie (mit engen Toleranzen) Besondere Nahtvorbereitungen Abnehmer Rohrverleger: eigene schweißtechnische Qualifizierung The Castoro Sei in the Hejre field after laying a total of 114 km pipelines Quelle: Folie 17, 11/05/16
 BS 4515-1 (Spezifikation zum Schweißen von Stahlrohrleitungen über Land und unter Wasser - Kohlenstoff und")
 Quelle: DNV OS")
18 Normen und Standards (Leitungsrohre) API 1104 (Welding of Pipelines and Related Facilities) DNV OS F101 (Submarine Pipeline Systems) BS (Spezifikation zum Schweißen von Stahlrohrleitungen über Land und unter Wasser - Kohlenstoff und Kohlenstoffmangan Stahlrohre) ISO (Erdöl- und Erdgasindustrie - Pipeline-Transportsysteme - Schweißen von Pipelines) Kundenspezifikationen (basieren meist auf den gebräuchlichen bä h Normen mit kundenspezifischen Anpassungen) Quelle: DNV OS F101 Folie 18, 11/05/16
 DIN EN 10225 (Schweißgeeignete Baustähle für feststehende Offshore- Konstruktionen - Technische Lieferbedingungen) Folie 19,")
19 Normen und Standards (Offshore Konstruktionen) API RP 2Z (Recommended Practice for Preproduction Qualification for Steel Plates for Offshore Structures) t DNV OS C401 (Fabrication and testing of offshore structures) DIN EN (Schweißgeeignete Baustähle für feststehende Offshore- Konstruktionen - Technische Lieferbedingungen) Folie 19, 11/05/16



20 Herausforderungen Schweißtest in Anlehnung an API RP 2Z Steilnahtvorbereitung it (um möglichst kritisch prüfen zu können) HV-Naht K-Naht UP-Prozess Streckenenergie: 1,6 kj/mm Gefüge Vorgabe des Anteils des nicht umgewandelten Schweißgutes neben der Schmelzlinie Optimierung durch Lagenaufbau CTOD-Prüfung Abstand zur Schmelzlinie 0,3 mm über 50% der Risslänge Folie 20, 11/05/16







21 Herausforderungen Schweißtest in Anlehnung an API RP 2Z UP-ProzessP Streckenenergie: 1,6 kj/mm Strom, Spannung und Schweißgeschwindigkeit werden aufgezeichnet Tatsächliche Streckenenergie wird online angezeigt Folie 21, 11/05/16
22 Zusammenfassung Großrohrherstellung Spiralnaht- und Längsnaht geschweißte Rohre Herstellung in Lage-/Gegenlagetechnik Besonderheiten der UP-Mehrdrahttechnologie Hohe Abschmelzleistung Hoher Wärmeeintrag Technisch höchst anspruchsvoller Prozess (Vielzahl von Parametern) Rundnahtherstellung (mittels UP-Schweißprozess) Qualifizierung von Werkstoffen nach vorgegebenen Spezifikationen Hohe Anforderungen hinsichtlich der Geradheit der Schmelzlinie, um z.b. die CTOD-Prüfungen kritisch durchführen zu können Folie 22, 11/05/16
23 Was auch immer Sie vorhaben Danke für Ihre Aufmerksamkeit! Folie 23, 11/05/16
Schweißtechnische Aspekte im Großrohr- und Pipelinebau
 Schweißtechnische Aspekte im Großrohr- und Pipelinebau Ilmenauer schweißtechnisches Symposium 22. Oktober 2013 Dr.-Ing. Wolfgang Scheller Inhalt Einleitung Herstellungsverfahren für Großrohre Hochfrequenz-Induktionsschweißen
Schweißtechnische Aspekte im Großrohr- und Pipelinebau Ilmenauer schweißtechnisches Symposium 22. Oktober 2013 Dr.-Ing. Wolfgang Scheller Inhalt Einleitung Herstellungsverfahren für Großrohre Hochfrequenz-Induktionsschweißen
Die natürliche Steigerung der Produktivität. - Steigerung der Produktivität. - Verbesserung der Metallurgie
 Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Die natürliche Steigerung der Produktivität - Steigerung der Produktivität - Verbesserung der Metallurgie Die natürliche Steigerung der Produktivität High Speed Line ist ein spezieller Puls Prozess, bei
Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung
 Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung Dr. Heinrich Wietrzniok SMS group GmbH INDUSTRIEWORKSHOP Fraunhofer IPK Berlin 15. Mai 2016 1 Inhalte
Einsatzmöglichkeiten und Vorteile der neuen PerfectArc-Stromquelle in der modernen Großrohfertigung Dr. Heinrich Wietrzniok SMS group GmbH INDUSTRIEWORKSHOP Fraunhofer IPK Berlin 15. Mai 2016 1 Inhalte
Thermische Zyklen beim Schweißen. t 8-5 -Zeit. Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz
 Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Thermische Zyklen beim Schweißen t 8-5 -Zeit Im Rahmen der Ausbildung EUROPEAN WELDING SPECIALIST 'EWS III' SCHWEISSWERKMEISTER am WIFI Graz IWS TU Graz, 12.5.2006, Dr. R. Vallant/ IWE Enzinger R. Vallant,
Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage
 Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Dr. Sergej Gook, Univ.-Prof. Dr.-Ing. Michael Rethmeier Unterpulverschweißen mit einer 5-Draht-UP-Schweißanlage Industrieworkshop Unterpulverschweißen dickwandiger Bauteile 12. Mai 2016 Fraunhofer Institut
Sicheres rissfreies Schweißen ohne Vorwärmen mit Dillinger DI-MC 355T/S355ML
 Sicheres rissfreies Schweißen ohne Vorwärmen mit Dillinger DI-MC 355T/S355ML Revision 0, Mai 2017, 6 Seiten Stichworte: Vorwärmen, DI-MC 355T/S355ML, Schweißen, Vorwärmtemperatur, Offshore Wind, Monopile
Sicheres rissfreies Schweißen ohne Vorwärmen mit Dillinger DI-MC 355T/S355ML Revision 0, Mai 2017, 6 Seiten Stichworte: Vorwärmen, DI-MC 355T/S355ML, Schweißen, Vorwärmtemperatur, Offshore Wind, Monopile
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen
 Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Die geregelte Kurzlichtbogentechnik für das Auftragschweißen endkonturnaher Strukturen Dipl.-Ing. Karsten Günther TU Ilmenau 21.10.2013 Seite 1 Geregelte Kurzlichtbogentechnik Metall-Schutzgas-Schweißen
Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen. Thomas Herzog Dominik Molitor Wolfgang Spiegel
 Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen Thomas Herzog Dominik Molitor Wolfgang Spiegel www.chemin.de Kraftwerktechnisches Kolloquium Dresden,
Einfluss von Wärmestromdichte und Eigenschaften des Schweißguts auf die Abzehrung von Schweißungen Thomas Herzog Dominik Molitor Wolfgang Spiegel www.chemin.de Kraftwerktechnisches Kolloquium Dresden,
Fülldraht- und Tandemschweißen. Draht gegen Maschine. Fachkonferenz Schweißtechnologie , Dr. R. Vallant
 Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Fülldraht- und Tandemschweißen Draht gegen Maschine Fachkonferenz Schweißtechnologie 18.4.2006, Dr. R. Vallant R. Enzinger Vallant // 18.4.2006 Inhalt Fülldraht-Schweißen / Tandem-Schweißen Charakteristika
Ermüdungsfestigkeitsuntersuchungen an beschliffenen sowie beschliffenen und gestrahlten Schweißnähten
 Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Ermüdungsfestigkeitsuntersuchungen an beschliffenen sowie beschliffenen und gestrahlten Schweißnähten Miriam Fett 6. Rostocker Schweißtage
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Ermüdungsfestigkeitsuntersuchungen an beschliffenen sowie beschliffenen und gestrahlten Schweißnähten Miriam Fett 6. Rostocker Schweißtage
Treffsichere Schweißlösungen. Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen
 Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Treffsichere Schweißlösungen Das weltweit erste System für hochund ultrahochfeste Schweißkonstruktionen w voestalpine Division Stahl und Böhler Welding: zwei starke Partner für ein optimales System Das
Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt
 460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe April 2016 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von 460
460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe April 2016 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von 460
Forschungseinrichtung: Institut für Schweißtechnik und Fügetechnik Institut für Eisenhüttenkunde
 Titel: Entwicklung eines Fertigungskonzeptes zur Herstellung von längsnahtgeschweißten Spezialrohren mit Tieftemperaturanforderungen zum Transport saurer Medien Forschungseinrichtung: Institut für Schweißtechnik
Titel: Entwicklung eines Fertigungskonzeptes zur Herstellung von längsnahtgeschweißten Spezialrohren mit Tieftemperaturanforderungen zum Transport saurer Medien Forschungseinrichtung: Institut für Schweißtechnik
1090 PROJECT 2015 FIMER
 EN 1090 Alle Betriebe, die Schweißungen an Stahl- und Aluminiumtragwerken durchführen, unterliegen ab 1. Juli 2014 einer Nachweispflicht für ihre Schweißnähte. A. Massari EN 1090 PROJECT 2015 FIMER Per
EN 1090 Alle Betriebe, die Schweißungen an Stahl- und Aluminiumtragwerken durchführen, unterliegen ab 1. Juli 2014 einer Nachweispflicht für ihre Schweißnähte. A. Massari EN 1090 PROJECT 2015 FIMER Per
Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt
 460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
460 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 460 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
SEMINAR FÜR DISSERTANTEN
 SEMINAR FOR THESIS STUDENTS SEMINAR FÜR DISSERTANTEN 206.157 SE 2,0 WS oder SS Vorbespr.: 13.10.2010 oder 13.04.2011, 14.00 16.00, 3., Adolf Blamauergasse 2, BBB-Haus, 1. Stock, Findet einmal monatlich
SEMINAR FOR THESIS STUDENTS SEMINAR FÜR DISSERTANTEN 206.157 SE 2,0 WS oder SS Vorbespr.: 13.10.2010 oder 13.04.2011, 14.00 16.00, 3., Adolf Blamauergasse 2, BBB-Haus, 1. Stock, Findet einmal monatlich
Schweißen von Rillenschienen
 Thomas Cerncic, Linz Österreich www.cerncic.at Die Herausforderung: Schweißen von Rillenschienen Ein Streifzug Verschweißung höher- & hochfester Rillenschienen Schadensfälle & Versuche Hintergründe & Besonderheiten
Thomas Cerncic, Linz Österreich www.cerncic.at Die Herausforderung: Schweißen von Rillenschienen Ein Streifzug Verschweißung höher- & hochfester Rillenschienen Schadensfälle & Versuche Hintergründe & Besonderheiten
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle
 1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
1 Zusatzwerkstoffe für das Schweißen un- bis mittellegierter Stähle 1.1 Umhüllte Stabelektroden für das Schweißen un- bis mittellegierter Stähle capilla DIN EN ISO 2560-A DIN EN ISO 3580-A* (EN 499) (EN
Dieter Kocab Oktober EWM HIGHTEC WELDING GmbH
 1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
1 1 2009 EWM HIGHTEC WELDING GmbH SLV München 20.10.2009 Erfahrungsaustausch - Schweißtechnik im Kraftwerksbau München Möglichkeiten der Nahtquerschnittsreduzierung beim Schweißen von dickwandigen Bauteilen
Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit
 Thermostifte: Stift schmilzt wenn Vorwärmetemperatur erreicht ist. 4.4 Beispiel: Schweißtechnische Verarbeitung des S460N Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit 1.)
Thermostifte: Stift schmilzt wenn Vorwärmetemperatur erreicht ist. 4.4 Beispiel: Schweißtechnische Verarbeitung des S460N Bestimmung eines Arbeitsfeldes für Schweißbedingung und Kaltrisssicherheit 1.)
Stahlbauhohlprofile und Profilrohre. Warm- und kaltgefertigt
 Stahlbauhohlprofile und Profilrohre Warm- und kaltgefertigt 221 Inhaltsübersicht Warmgefertigte Stahlbauhohlprofile Chemische und mechanische Eigenschaften... 223 Warmgefertigte Stahlbauhohlprofile... 224
Stahlbauhohlprofile und Profilrohre Warm- und kaltgefertigt 221 Inhaltsübersicht Warmgefertigte Stahlbauhohlprofile Chemische und mechanische Eigenschaften... 223 Warmgefertigte Stahlbauhohlprofile... 224
Harzer Forum Material und Prozesstechnik
 Harzer Forum Material und Prozesstechnik Praxisbeispiele geförderter Kooperationsprojekte zwischen Unternehmen und Universität Instandsetzen von Werkzeugen, Formen und Gussteilen mit Hilfe des Laserhandschweißens
Harzer Forum Material und Prozesstechnik Praxisbeispiele geförderter Kooperationsprojekte zwischen Unternehmen und Universität Instandsetzen von Werkzeugen, Formen und Gussteilen mit Hilfe des Laserhandschweißens
Schweißtechnische Verarbeitung neuer Kraftwerkstähle
 Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Schweißtechnische Verarbeitung neuer Kraftwerkstähle Dr. H. Heuser ClusterForum Schweißtechnik im Kraftwerksbau SLV München, 20. Oktober 2009 We are the World of Welding Solutions. Inhalt Entwicklungsstand,
Heißrissuntersuchungen mit dem Programmierten Verformungs-Riss-(PVR-)Test
Test") Heißrissuntersuchungen mit dem Programmierten Verformungs-Riss-(PVR-)Test INSTITUT FÜR WERKSTOFF- UND FÜGETECHNIK Otto-von-Guericke-Universität Magdeburg Universitätsplatz 2 39106 Magdeburg iwf@uni-magdeburg.de
Heißrissuntersuchungen mit dem Programmierten Verformungs-Riss-(PVR-)Test INSTITUT FÜR WERKSTOFF- UND FÜGETECHNIK Otto-von-Guericke-Universität Magdeburg Universitätsplatz 2 39106 Magdeburg iwf@uni-magdeburg.de
Bild 7.8: Beispielhafter Härteverlauf gemessen an einem Stumpfstoß, Beispiel Stumpfnaht geschweißt im Pilotunternehmen 1 (WERFT_SN_M5_S890_PA)
") Härteverlauf gemessen über der SV der Probe W8M5 500 450 0 350 HV10 300 250 200 GW WEZ SG1 SG2 SG3 SG4 SG5 WEZ GW 150 100 50 0 0 5 10 15 20 25 30 35 Abstand der Eindrücke in mm Bild 7.8: Beispielhafter
Härteverlauf gemessen über der SV der Probe W8M5 500 450 0 350 HV10 300 250 200 GW WEZ SG1 SG2 SG3 SG4 SG5 WEZ GW 150 100 50 0 0 5 10 15 20 25 30 35 Abstand der Eindrücke in mm Bild 7.8: Beispielhafter
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN
 HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
HOCHLEISTUNGS-LASERSTRAHL-MSG-HYBRIDSCHWEIßEN VON FEINKORNBAUSTÄHLEN IM BEREICH DICKBLECHANWENDUNGEN Dipl.-Ing. Rabi Lahdo Forum Produktion Nordwest, Pappenburg 17.06.2014 AGENDA Motivation Laser-MSG-Hybridschweißen
Ermittlung von Schweißverfahrensfehlern durch Härteprüfung
 25. testxpo Fachmesse für Prüftechnik bei ZWICK in Ulm Ermittlung von Schweißverfahrensfehlern durch Härteprüfung Dr. S. Klaus, 13.10.2016 SLV Berlin-Brandenburg Die erste Schweißtechnische Lehr- und Versuchsanstalt
25. testxpo Fachmesse für Prüftechnik bei ZWICK in Ulm Ermittlung von Schweißverfahrensfehlern durch Härteprüfung Dr. S. Klaus, 13.10.2016 SLV Berlin-Brandenburg Die erste Schweißtechnische Lehr- und Versuchsanstalt
5. Rostocker Schweißtage. Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen
 Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH 5. Rostocker Schweißtage Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen Autoren: Dipl.-Ing. Jan Neubert
Schweißtechnische Lehr- und Versuchsanstalt Halle GmbH 5. Rostocker Schweißtage Orbital-Laserstrahl-MSG-Hybridschweißen für landverlegte Rohrleitungen Stand der Entwicklungen Autoren: Dipl.-Ing. Jan Neubert
DIX MEDD TWIN DOPPELDRAHT
 DIX MEDD TWIN DOPPELDRAHT Automatisiertes Hochleistungs-Schweißsystem mit nur einer Stromquelle Hamburg, März 2018 Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: Das ist das Doppeldraht- Hochleistungs-Schweißsystem
DIX MEDD TWIN DOPPELDRAHT Automatisiertes Hochleistungs-Schweißsystem mit nur einer Stromquelle Hamburg, März 2018 Ein Schweißbrenner, zwei Drahtvorschübe, eine Stromquelle: Das ist das Doppeldraht- Hochleistungs-Schweißsystem
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 17.05.2016 bis 02.12.2019 Ausstellungsdatum: 17.05.2016 Urkundeninhaber:
Konvertierungstabellen Normen
 Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
Normen DIN EN ISO 1127 DIN 2391 DIN EN 13480-3 DIN 2559 Nichtrostende Stahlrohre Maße, Grenzabmaße und längenbezogene Masse Nahtlose Präzisionsstahlrohre (Diese Norm gilt an sich nur für unlegierte Stähle.
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 03.12. bis 02.12.2019 Ausstellungsdatum: 03.12. Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18897-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 03.12. bis 02.12.2019 Ausstellungsdatum: 03.12. Urkundeninhaber:
Hinweise Schweißzusätze für das UP-Schweißen
 Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Pulver zum Unterpulverschweißen S A FB 1 66 AC H10 Pulver/Unterpulververschweißen Tabelle 1 Tabelle 2 Tabelle 3 Tabelle 4/5/6 Tabelle 7 Tabelle 8 Tabelle 1 Kennbuchstabe für die Herstellungsart Kennbuchstabe
Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt
 355 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 355 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
355 Schweißgeeigneter Feinkornbaustahl, thermomechanisch gewalzt Werkstoffblatt, Ausgabe September 2018 1 DI-MC 355 ist ein thermomechanisch gewalzter Feinkornbaustahl mit einer Mindeststreckgrenze von
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche
 Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
DIN EN ISO 2560-A E 42 0 RR 1 2
 Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Erläuterung des Normzeichen-Aufbaus Text gemäß DIN EN ISO 2560-A Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und stählen Beispiel: Stabelektrode EUROTRODE E 7006 DIN EN
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle. Technische Lieferbedingungen für Grobbleche
 Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
Hochfeste und ultrahochfeste thermomechanisch gewalzte Feinkornstähle Technische Lieferbedingungen für Grobbleche voestalpine Grobblech GmbH www.voestalpine.com/grobblech Hochfeste und ultrahochfeste thermomechanisch
UNTERPULVER-SCHWEISSEN
 DIE UMFASSENDE LÖSUNG FÜR UNTERPULVER-SCHWEISSEN WELTMARKTFÜHRER FÜR UNTERPULVER-SCHWEISSEN 120 JAHRE JUNG, WELTWEIT BEKANNT FÜR QUALITÄT, LEISTUNGSSTÄRKE UND PRODUKTIVITÄT NIEDERLANDE MEXIKO KANADA VEREINIGTE
DIE UMFASSENDE LÖSUNG FÜR UNTERPULVER-SCHWEISSEN WELTMARKTFÜHRER FÜR UNTERPULVER-SCHWEISSEN 120 JAHRE JUNG, WELTWEIT BEKANNT FÜR QUALITÄT, LEISTUNGSSTÄRKE UND PRODUKTIVITÄT NIEDERLANDE MEXIKO KANADA VEREINIGTE
UNTERPULV UNTERPUL ER SCHWEISSEN
 UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
UNTERPULVER SCHWEISSEN Allgemein: Definition: Das Unterpulver-Schweissen (UP-Schweissen) ist ein mechanisierter Lichtbogenschmelzprozess. h Merkmale: Lichtbogen brennt unsichtbar zwischen einer oder mehreren
Hochleistungsschweißen auch in PC Zwangslage
 Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
Hochleistungsschweißen auch in PC Zwangslage - CMT Twin eine Prozessvariante - Ingo Pfeiffer Fronius Deutschland GmbH Branchenmanager Schiffbau & Offshore Plattformen / Kraftwerksbau Sparte Schweißtechnik
ARCAL Prime Die universelle Schutzgaslösung. ARCAL Chrome Die hochwertige Schutzgaslösung. ARCAL Speed Die produktive Schutzgaslösung
 ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
ARCAL Prime Die universelle Schutzgaslösung ARCAL New Generation ARCAL Chrome Die hochwertige Schutzgaslösung ARCAL Speed Die produktive Schutzgaslösung ARCAL Force Die sichere Schutzgaslösung ARCAL Prime
Nahtlose warmgewalzte Stahlrohre
 Normal- und Starkwandrohre, Siederohre Nahtlose warmgewalzte Stahlrohre Nahtlose warmgewalzte Stahlrohre werden universell eingesetzt. Ob für druckführende Zwecke, im Stahlbau oder in der spanabhebenden
Normal- und Starkwandrohre, Siederohre Nahtlose warmgewalzte Stahlrohre Nahtlose warmgewalzte Stahlrohre werden universell eingesetzt. Ob für druckführende Zwecke, im Stahlbau oder in der spanabhebenden
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610
 BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
BVM-AH-002 Qualifizierung des Schweißverfahrens nach EN ISO 15610 Arbeitshilfe für Metallbauer Die Norm EN ISO 15610 gibt Informationen und Erläuterungen wieder, um Schweißverfahren nach geprüften Schweißzusätzen
Hyper MIG. Wire speed. DPS Plus-3 Hyper MIG Bedieneinheit. Nutzbarer Bereich
 Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Hyper MIG DPS Plus-3 Hyper MIG Bedieneinheit Arc voltage Short arc HyperCold Pulsed arc Mixed arc HyperPulse Spray arc HyperForce Wire speed Nutzbarer Bereich H P ULSE In einem Standard Sprühlichtbogen
Sichtprüfung von Schweißverbindungen nach DIN EN 970
 Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
Sichtprüfung von Schweißverbindungen nach DIN EN 970 R. 1 Sichtprüfung von Schweißverbindungen nach Voraussetzungen DIN EN 970 Mögliche Fehler bei Stahl und Aluminium Vergleich DIN EN 25817 und DIN EN
ALUNOX ist Ihr Programm: Un-/Mittellegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Stabelektrode ESR 11 ESR 13 ESR 13M ESR 35 ESB 44 ESB 48 ESB 52 ESC 60 ESC 70 EM 140 EM 170 EM 171 EM 180 EM 201 EM 202 EM 211 EM 212 EM 222
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Schweißzusätze Stabelektrode ESR 11 ESR 13 ESR 13M ESR 35 ESB 44 ESB 48 ESB 52 ESC 60 ESC 70 EM 140 EM 170 EM 171 EM 180 EM 201 EM 202 EM 211 EM 212 EM 222
MIG-LÖTEN VON VERZINKTEN DÜNNBLECHEN UND PROFILEN
 Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
Robert Lahnsteiner MIG WELD GmbH Deutschland Landau/Isar MERKMALE VON ELEKTROLYTISCH VERZINKTEN FEINBLECHEN Grundmaterialstärke 0,5-3mm lieferbar Lieferform: Tafeln oder Bänder Zinkschicht wird in µ (0,001mm)
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen
 5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
5. Stabelektroden zum Schweißen von Austenit-Ferrit- Verbindungen Artikel-Bezeichnung 4370 B E 307 15 4370 R E 307 16 4370 R 160 CRNIMO B E 308 Mo 15 CRNIMO R E 308 Mo 16 CRNIMO R 140 E 308 Mo 16 4332
Kennen wir unsere Werkstoffe?
 Kennen wir unsere Werkstoffe? Stahl im konstruktiven Ingenieurbau Dipl.- Ing. (FH) Frank Steidl LGA Nürnberg Erfahrungsaustausch für Schweißaufsichtspersonen 13. März 2009 Inhalt Entwicklung der Festigkeitseigenschaften
Kennen wir unsere Werkstoffe? Stahl im konstruktiven Ingenieurbau Dipl.- Ing. (FH) Frank Steidl LGA Nürnberg Erfahrungsaustausch für Schweißaufsichtspersonen 13. März 2009 Inhalt Entwicklung der Festigkeitseigenschaften
The Joy of Welding Around the World
 The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
The Joy of Welding Around the World 1 Kemppi Oy Privates, familiengeführtes Unternehmen Gegründet im Jahre 1949 Umsatz 121 MEUR (2012) 640 Mitarbeiter in 15 verschiedenen Nationen Vorstandsvorsitzender
ALUNOX ist Ihr Programm: Hochlegiert.
 ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
ALUNOX ist Ihr Programm: Das ALUNOX Programm zu Stabelektroden EI 307 B EI 307 R EI 308 L EI 309 L EI 309Mo L EI 310 EI 312 EI 316 L EI 318 EI 347 EI 2209 AX-307 AX-308L AX-309 AX-309L AX-309LMo AX-310
Das Schweißen. Mehr Effizienz durch moderne Prozesse
 Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Das Schweißen Mehr Effizienz durch moderne Prozesse Pioniere für neue Prozesse Mit einer großen Bandbreite an bewährten und innovativen Schweißprozessen bietet CLOOS zukunftsorientierte Lösungen für höchste
Materialdatenblatt. EOS StainlessSteel PH1 für EOS M 290. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
EOS StainlessSteel PH1 für EOS M 290 EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver, welches speziell für Verarbeitung auf EOS M Systemen optimiert wurde. Dieses Dokument bietet eine kurze Beschreibung
Rostocker Schweißtage Wirtschaftliches UP-Quer-Schweißen an größeren Blechdicken in der Offshorestruktur und Schiffskörperendmontage
 Rostocker Schweißtage 2013 Wirtschaftliches UP-Quer-Schweißen an größeren Blechdicken in der Offshorestruktur und Schiffskörperendmontage K.-M. Henkel, R. Peters, A. Gericke, A. Sumpf Vortragender: M.Sc.
Rostocker Schweißtage 2013 Wirtschaftliches UP-Quer-Schweißen an größeren Blechdicken in der Offshorestruktur und Schiffskörperendmontage K.-M. Henkel, R. Peters, A. Gericke, A. Sumpf Vortragender: M.Sc.
Wasserstoffunterstützte Risse an hochfesten Feinkornbaustählen
 11. Gefahrgut-Technik-Tage Berlin Wasserstoffunterstützte Risse an hochfesten Feinkornbaustählen Thomas Kannengießer, Arne Kromm Bundesanstalt für Materialforschung und -prüfung, Berlin Sicherheit gefügter
11. Gefahrgut-Technik-Tage Berlin Wasserstoffunterstützte Risse an hochfesten Feinkornbaustählen Thomas Kannengießer, Arne Kromm Bundesanstalt für Materialforschung und -prüfung, Berlin Sicherheit gefügter
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl
 Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Geschweißte Profile Stahl Edelstahl Stahl+Edelstahl ThyssenKrupp Schulte Niederlassung Rostock ThyssenKrupp Beratung Projektierung Fertigung Individuelle Maßanfertigung durch Laser- und Laser-MSG (Hybrid)-Schweißen
Neuere Entwicklungen in der Lichtbogenschweißtechnik
 /// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
/// Perfektion als Prinzip Neuere Entwicklungen in der Lichtbogenschweißtechnik B.Ivanov EWM AG 2015/01 www.ewm-group.com Seite 1 MIG/MAG - innovative Lichtbögen Spannung [V] Drahtvorschub [m/min] Stromstärke
Materialdatenblatt - FlexLine. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes
 Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
Untersuchung der Schweißbarkeit eines Schichtverbundwerkstoffes der Fa. Thyssen Krupp Bearbeiter: Dipl. Ing. Klaus Kerschbaumer Graz, 10.01.2012 Seite 1 Inhaltsverzeichnis BEA.: K. KERSCHBAUMER 1 MAG SCHWEIßUNTERSUCHUNG
we eye your welding quality
 we eye your welding quality Agenda 1. Messwertaufnehmer für die Schweißtechnik (Strom, Spannung, Gasmenge, Schweißgeschwindigkeit Drahtvorschub, Temperatur) 2. WeldScanner als vielseitig verwendbares Messgerät
we eye your welding quality Agenda 1. Messwertaufnehmer für die Schweißtechnik (Strom, Spannung, Gasmenge, Schweißgeschwindigkeit Drahtvorschub, Temperatur) 2. WeldScanner als vielseitig verwendbares Messgerät
Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren
 Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren Dr.-Ing. Marcel Graf Dr.-Ing. Sebastian Härtel Dr.-Ing. André Hälsig Agenda 1. Einleitung 2. Werkstoffcharakterisierung 3.
Numerische Auslegung des Mehrlagenschweißens als additives Fertigungsverfahren Dr.-Ing. Marcel Graf Dr.-Ing. Sebastian Härtel Dr.-Ing. André Hälsig Agenda 1. Einleitung 2. Werkstoffcharakterisierung 3.
Dokument Ausgabe Titel (deutsch) Titel (englisch) DIN EN (en)
 Titel (englisch) DIN EN (en)") T56/1 Verzeichnis abgedruckter Normen (nach steigender DIN Nummern geordnet) Dokument Ausgabe Titel (deutsch) Titel (englisch) DIN EN 12543-1 DIN EN 12543-2 DIN EN 12543-3 DIN EN 12543-4 DIN EN 12543-5
T56/1 Verzeichnis abgedruckter Normen (nach steigender DIN Nummern geordnet) Dokument Ausgabe Titel (deutsch) Titel (englisch) DIN EN 12543-1 DIN EN 12543-2 DIN EN 12543-3 DIN EN 12543-4 DIN EN 12543-5
Edelstahl-Rundrohre (Konstruktions- und Leitungsrohre geschweißt)
") Edelstahl-Rundrohre (Konstruktions- und Leitungsrohre geschweißt) wie folgt nach DIN EN 10217-7 (vorm. DIN 17455/17457): 0,05 und ID -0 + 0,05 (Wanddicke kleiner/gleich 0,5 ) kg/m 2 x 0,5 0,01 2,5 x 0,2
Edelstahl-Rundrohre (Konstruktions- und Leitungsrohre geschweißt) wie folgt nach DIN EN 10217-7 (vorm. DIN 17455/17457): 0,05 und ID -0 + 0,05 (Wanddicke kleiner/gleich 0,5 ) kg/m 2 x 0,5 0,01 2,5 x 0,2
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18631-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 25.04.2013 bis 24.04.2018 Ausstellungsdatum: 25.04.2013 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18631-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 25.04.2013 bis 24.04.2018 Ausstellungsdatum: 25.04.2013 Urkundeninhaber:
gültig ab: Dokumentnummer der Norm bzw. SOP ANSI/ASME BPVC Section 9
 1 2 ANSI/ASME BPVC Section 9 API RP 5L 3 2015-01 ASME Boiler & Pressure Vessel Code - Section 9: Welding, Brazing, and Fusing Qualifications - Qualification Standard for Welding, Brazing, and Fusing Procedures;
1 2 ANSI/ASME BPVC Section 9 API RP 5L 3 2015-01 ASME Boiler & Pressure Vessel Code - Section 9: Welding, Brazing, and Fusing Qualifications - Qualification Standard for Welding, Brazing, and Fusing Procedures;
Vermeidung von Kaltrissen beim Unterpulverschweißen von hochfesten Feinkornbaustählen der Qualität S890QL und S960QL
 Vermeidung von Kaltrissen beim Unterpulverschweißen von hochfesten Feinkornbaustählen der Qualität S890QL und S960QL Von der Fakultät für Maschinenwesen der Rheinisch-Westfälischen Technischen Hochschule
Vermeidung von Kaltrissen beim Unterpulverschweißen von hochfesten Feinkornbaustählen der Qualität S890QL und S960QL Von der Fakultät für Maschinenwesen der Rheinisch-Westfälischen Technischen Hochschule
Der richtige Dreh beim Schweißen!
 T E C H N O L O G Y F O R T H E W E L D E R S W O R L D. McCor approved Der richtige Dreh beim Schweißen! ABIMIG SpinArc die neue Freiheit im MIG/MAG-Verfahren. www.binzel-abicor.com Maschinenbrenner ABIMIG
T E C H N O L O G Y F O R T H E W E L D E R S W O R L D. McCor approved Der richtige Dreh beim Schweißen! ABIMIG SpinArc die neue Freiheit im MIG/MAG-Verfahren. www.binzel-abicor.com Maschinenbrenner ABIMIG
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11065-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 25.03.2014 bis 07.12.2015 Ausstellungsdatum: 25.03.2014 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-11065-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 25.03.2014 bis 07.12.2015 Ausstellungsdatum: 25.03.2014 Urkundeninhaber:
Thema Beispiele zur Anwendung der inline-thermografie bei der Schweißnahtkontrolle
 Thema Beispiele zur Anwendung der inline-thermografie bei der Schweißnahtkontrolle Stückfertigung Einsatzbeispiele des ThermoProfilScanners Endlosfertigung Stahl Kupfer Aluminium Stahl Edelstahl LB R LB
Thema Beispiele zur Anwendung der inline-thermografie bei der Schweißnahtkontrolle Stückfertigung Einsatzbeispiele des ThermoProfilScanners Endlosfertigung Stahl Kupfer Aluminium Stahl Edelstahl LB R LB
Erläuterungen zur Prüfung nach DIN EN ( ) Auszug aus der Norm Kursstätte Heilbronn
 Auszug aus der Norm Kursstätte Heilbronn") Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Erläuterungen zur Prüfung nach DIN EN 287-1 (2011-11) Auszug aus der Norm Kursstätte Heilbronn DIN EN 287-1 111 T BW 1.2 RB t05.0 D120.0 PH ss nb siehe Abschnitt 4 5.3 5.4 5.5 5.6 5.7 5.8 5.9 Abschnitt
Materialdatenblatt. EOS StainlessSteel PH1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel PH1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel PH1 ist ein rostfreies Edelstahlpulver,
HFI-geschweißte Rohre für Anwendungen im Tiefsttemperaturbereich
 Tiefsttemperaturbereich FORSCHUNG & ENTWICKLUNG HFI-geschweißte Rohre für Anwendungen im Tiefsttemperaturbereich Von Holger Brauer, Michael Bick und Frank Meyer Mannesmann Line Pipe GmbH hat für den Transport
Tiefsttemperaturbereich FORSCHUNG & ENTWICKLUNG HFI-geschweißte Rohre für Anwendungen im Tiefsttemperaturbereich Von Holger Brauer, Michael Bick und Frank Meyer Mannesmann Line Pipe GmbH hat für den Transport
Masterprüfung. Teil I Werkstoffdesign der Metalle
 Masterprüfung Teil I Werkstoffdesign der Metalle 03.08.2017 Name, Vorname: Matrikelnummer: Erklärung: Ich fühle mich gesund und in der Lage an der vorliegenden Prüfung teilzunehmen. Unterschrift: Aufgabe
Masterprüfung Teil I Werkstoffdesign der Metalle 03.08.2017 Name, Vorname: Matrikelnummer: Erklärung: Ich fühle mich gesund und in der Lage an der vorliegenden Prüfung teilzunehmen. Unterschrift: Aufgabe
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
DIN EN 287-1: DIN EN ISO :(2013)?!
?!") Von der DIN EN 287-1:2011-11 zur DIN EN ISO 9606-1:(2013)?! Aktueller Stand zum Übergang der Schweißerprüfungsnorm für Stahlwerkstoffe 1 1. Ilmenauer schweißtechnisches Symposium 22.10.2013 Vortragsinhalt:
Von der DIN EN 287-1:2011-11 zur DIN EN ISO 9606-1:(2013)?! Aktueller Stand zum Übergang der Schweißerprüfungsnorm für Stahlwerkstoffe 1 1. Ilmenauer schweißtechnisches Symposium 22.10.2013 Vortragsinhalt:
Enfluss von Eigenspannungen auf das Verhalten von Fehlern in Schweißverbindungen
 Enfluss von Eigenspannungen auf das Verhalten von Fehlern in Schweißverbindungen Dieter Siegele Fraunhofer-Institut für Werkstoffmechanik, Freiburg Festkolloquium anlässlich des 75. Geburtstags von Professor
Enfluss von Eigenspannungen auf das Verhalten von Fehlern in Schweißverbindungen Dieter Siegele Fraunhofer-Institut für Werkstoffmechanik, Freiburg Festkolloquium anlässlich des 75. Geburtstags von Professor
BetrSichV Überwachungsbedürftige Anlagen Reparatur / Instandsetzung (Schweißverbindung)
") BetrSichV Überwachungsbedürftige Anlagen Reparatur / (Schweißverbindung) Ihr Dozent für den heutigen Tag: Dipl.-Ing.(FH) Frank Fielenbach Fachgebietsleiter Betrieb/Wasserrecht TÜV Rheinland Industrie Service
BetrSichV Überwachungsbedürftige Anlagen Reparatur / (Schweißverbindung) Ihr Dozent für den heutigen Tag: Dipl.-Ing.(FH) Frank Fielenbach Fachgebietsleiter Betrieb/Wasserrecht TÜV Rheinland Industrie Service
Rohrbogen für die Lebensmittelindustrie. Elbows for the food industry. Ausführung DIN. DIN specification
 Rohrbogen für die Lebensmittelindustrie Elbows for the food industry Ausführung DIN Rohrbogen aus geschweisstem Edelstahlrohr DIN EN 10217-7, mit nachbearbeiteter Innennaht nach EN 10357 Tabelle 3 Ausf.
Rohrbogen für die Lebensmittelindustrie Elbows for the food industry Ausführung DIN Rohrbogen aus geschweisstem Edelstahlrohr DIN EN 10217-7, mit nachbearbeiteter Innennaht nach EN 10357 Tabelle 3 Ausf.
Beschrieben wird die Montage- Schweissung einer 780 m langen vertikalen Druckleitung aus Duplex-Stahl
 14 X-Man Story Beschrieben wird die Montage- Schweissung einer 780 m langen vertikalen Druckleitung aus Duplex-Stahl - Men in Action ca. 780 m. bei Bau und Montage einer Druckleitung an der Multifunktionsstelle
14 X-Man Story Beschrieben wird die Montage- Schweissung einer 780 m langen vertikalen Druckleitung aus Duplex-Stahl - Men in Action ca. 780 m. bei Bau und Montage einer Druckleitung an der Multifunktionsstelle
Schweißen in nasser Umgebung
 Schweißen in nasser Umgebung (Stand der Technik) Vortrag anlässlich der Großen Schweißtechnischen Tagung am 14.09.2005 in Essen September 13, 2005-1 Inhalt: 1. Einleitung 2. Maßnahmen zur Erzielung qualifizierter
Schweißen in nasser Umgebung (Stand der Technik) Vortrag anlässlich der Großen Schweißtechnischen Tagung am 14.09.2005 in Essen September 13, 2005-1 Inhalt: 1. Einleitung 2. Maßnahmen zur Erzielung qualifizierter
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18873-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 03.07.2018 bis 02.07.2023 Ausstellungsdatum: 03.07.2018 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-18873-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 03.07.2018 bis 02.07.2023 Ausstellungsdatum: 03.07.2018 Urkundeninhaber:
Lean Duplex LDX 2101 Duralite -System
 Lean Duplex LDX 2101 Duralite -System «Die Revolution» Dr. René Mächler / Martin Vögeli 1 Die 4 Grundarten von rostfreien Edelstählen Austenit Ferrit Austenit- Martensit Ferrit (Duplex) 2 1 Was sind rostfreie
Lean Duplex LDX 2101 Duralite -System «Die Revolution» Dr. René Mächler / Martin Vögeli 1 Die 4 Grundarten von rostfreien Edelstählen Austenit Ferrit Austenit- Martensit Ferrit (Duplex) 2 1 Was sind rostfreie
Materialdatenblatt. EOS StainlessSteel GP1 für EOSINT M 270. Beschreibung, Anwendung
 EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
EOS StainlessSteel GP1 für EOSINT M 270 Für die EOSINT M-Systeme sind mehrere Werkstoffe mit einem breiten Anwendungsbereich für e-manufacturing verfügbar. EOS StainlessSteel GP1 ist ein rostfreies Edelstahlpulver,
Induktions-Biege-Technologie. Maschinen und Verfahren zum Biegen von Rohren und Profilen mittels induktiver Erwärmung
 Induktions-Biege-Technologie Maschinen und Verfahren zum Biegen von Rohren und Profilen mittels induktiver Erwärmung Induktiv-Rohrbiegemaschinen STENSKE-INDUSTRIES und UNIWELD MASCHINENBAU Stellen eine
Induktions-Biege-Technologie Maschinen und Verfahren zum Biegen von Rohren und Profilen mittels induktiver Erwärmung Induktiv-Rohrbiegemaschinen STENSKE-INDUSTRIES und UNIWELD MASCHINENBAU Stellen eine
Engspaltschweißen. Dickblechschweißen revolutioniert. Weld your way.
 Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
Engspaltschweißen Dickblechschweißen revolutioniert Weld your way. www.cloos.de Sie brauchen eine klare Vision von dem, was Sie tun wollen - und müssen dranbleiben. Roger B. Smith 2 < CLOOS Weld your way.
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19890-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 03.11.2016 bis 14.04.2020 Ausstellungsdatum: 03.11.2016 Urkundeninhaber:
Deutsche Akkreditierungsstelle GmbH Anlage zur Akkreditierungsurkunde D-PL-19890-01-00 nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 03.11.2016 bis 14.04.2020 Ausstellungsdatum: 03.11.2016 Urkundeninhaber:
5 Jahre Kooperation Wirtschaft trifft Forschung
 5 Jahre Kooperation Wirtschaft trifft Forschung MIKA Schweißtechnik GmbH 18437 Stralsund Rudolf-Diesel-Str. 13 Tel.: 03831-493642 mika-schweißtechnik@t-online.de Tag der offenen Tür, 19.06.2015 Fraunhofer
5 Jahre Kooperation Wirtschaft trifft Forschung MIKA Schweißtechnik GmbH 18437 Stralsund Rudolf-Diesel-Str. 13 Tel.: 03831-493642 mika-schweißtechnik@t-online.de Tag der offenen Tür, 19.06.2015 Fraunhofer
C Si Mn P S Cr 0,23 0,30-0,70 1,2-1,7 0,025 0,010 1,0 1,6. Die folgenden Elemente sind je nach Dicke einzeln oder in Kombination zulegiert:
 325 L Luftgehärteter, verschleißfester Stahl Werkstoffblatt, Ausgabe April 2016 1 DILLIDUR 325 L wird von den Kunden vorzugsweise dort eingesetzt, wo erhöhter Verschleißwiderstand bei gleichzeitig guter
325 L Luftgehärteter, verschleißfester Stahl Werkstoffblatt, Ausgabe April 2016 1 DILLIDUR 325 L wird von den Kunden vorzugsweise dort eingesetzt, wo erhöhter Verschleißwiderstand bei gleichzeitig guter
Materialdatenblatt. EOS NickelAlloy IN625. Beschreibung
 EOS NickelAlloy IN625 EOS NickelAlloy IN625 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
EOS NickelAlloy IN625 EOS NickelAlloy IN625 ist ein hitze- und korrosionsbeständiges Nickel-Legierungspulver, welches speziell für die Verarbeitung in EOSINT M Systemen optimiert wurde. Dieses Dokument
Lincoln Electric Deutschland
 Lincoln Electric Deutschland The Performance You Need. Lincoln Electric Deutschland 07.07.2017 www.lincolnelectric.eu Power Wave Technologie STT wärmered. Kurzlichtbogen Pulse- on- Pulse Power Wave Lichtbögen
Lincoln Electric Deutschland The Performance You Need. Lincoln Electric Deutschland 07.07.2017 www.lincolnelectric.eu Power Wave Technologie STT wärmered. Kurzlichtbogen Pulse- on- Pulse Power Wave Lichtbögen
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE
 NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
NUTZUNG LOKALER EFFEKTE VON SCHWEIßNÄHTEN BEI LASERBASIERTEN FÜGEKONZEPTEN FÜR HOCHFESTE LASTÜBERTRAGENDE STRUKTURMODULE Dipl.-Ing. M. Schimek*, Dr. rer. nat. D. Kracht, Prof. Dr-Ing. V. Wesling Laser
KA-Reihe. Made in Germany. Schweißautomaten KA Modular & vielseitig. Unterpulver-Schweißsysteme Standardbausteine bewährt in der Praxis. kjellberg.
 Verschleißschutz Schneiden Anlagenbau Schweissen KA-Reihe Made in Germany Schweißautomaten KA Modular & vielseitig Unterpulver-Schweißsysteme Standardbausteine bewährt in der Praxis kjellberg.de Konzept
Verschleißschutz Schneiden Anlagenbau Schweissen KA-Reihe Made in Germany Schweißautomaten KA Modular & vielseitig Unterpulver-Schweißsysteme Standardbausteine bewährt in der Praxis kjellberg.de Konzept
Anlage zur Akkreditierungsurkunde D-PL nach DIN EN ISO/IEC 17025:2005
 Deutsche Akkreditierungsstelle GmbH nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 02.08.2018 bis 07.04.2020 Ausstellungsdatum: 02.08.2018 Urkundeninhaber: QSB Industrial GmbH Siemensstraße 18, 67346
Deutsche Akkreditierungsstelle GmbH nach DIN EN ISO/IEC 17025:2005 Gültigkeitsdauer: 02.08.2018 bis 07.04.2020 Ausstellungsdatum: 02.08.2018 Urkundeninhaber: QSB Industrial GmbH Siemensstraße 18, 67346
5. Rostocker Schweißtage. Anwendung und Besonderheiten des DNV Offshore-Regelwerkes aus Sicht des Zertifizierers / Bauüberwachers
 Lloyd s Register Group Offshore Rules and Standards 5. Rostocker Schweißtage Anwendung und Besonderheiten des DNV Offshore-Regelwerkes aus Sicht des Zertifizierers / Bauüberwachers Lloyd s Register EMEA
Lloyd s Register Group Offshore Rules and Standards 5. Rostocker Schweißtage Anwendung und Besonderheiten des DNV Offshore-Regelwerkes aus Sicht des Zertifizierers / Bauüberwachers Lloyd s Register EMEA
Warmgewalzte Rohre aus Zeithain
 Warmgewalzte Rohre aus Zeithain Mannesmann Precision Tubes Zentrale Vertrieb Produktionsstandorte Inhalt Mannesmann Precision Tubes 3 Mannesmannrohre aus Sachsen 4 Adjustierte Rohre 5 Warmgefertigte Hohlprofile
Warmgewalzte Rohre aus Zeithain Mannesmann Precision Tubes Zentrale Vertrieb Produktionsstandorte Inhalt Mannesmann Precision Tubes 3 Mannesmannrohre aus Sachsen 4 Adjustierte Rohre 5 Warmgefertigte Hohlprofile
Mechanische und elektrische Eigenschaften von Mischverbindungen der Elektromobilität - Herausforderung für die Fügetechnik
 PAGE 1 Wissenschaftliche Tagung Jugend forscht und schweißt SLV Duisburg, 1. Dezember 212 Mechanische und elektrische Eigenschaften von Mischverbindungen der Elektromobilität - Herausforderung für die
PAGE 1 Wissenschaftliche Tagung Jugend forscht und schweißt SLV Duisburg, 1. Dezember 212 Mechanische und elektrische Eigenschaften von Mischverbindungen der Elektromobilität - Herausforderung für die
04 Bogen bens. 4. Bogen bends. 4.1 Aseptische Schweißbogen 90 - DIN BL Aseptische Schweißbogen 45 - DIN BL
 04 Bogen bens 4. Bogen bends 4.1 Aseptische Schweißbogen 90-11865-BL-90 4.2 Aseptische Schweißbogen 45-11865-BL-45 4.3 Schweißbogen elbow with welding ends 90 /45-11852 BL - 90 /45, IIa aseptic elbow with
04 Bogen bens 4. Bogen bends 4.1 Aseptische Schweißbogen 90-11865-BL-90 4.2 Aseptische Schweißbogen 45-11865-BL-45 4.3 Schweißbogen elbow with welding ends 90 /45-11852 BL - 90 /45, IIa aseptic elbow with
Materialdatenblatt. EOS Titanium Ti64. Beschreibung
 EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
EOS Titanium Ti64 EOS Titanium Ti64 ist ein vorlegiertes Titan-Pulver, welches speziell für die Verarbeitung auf EOS DMLS -Maschinen optimiert wurde. Dieses Dokument bietet Informationen und Daten für
Projekt: Großrohrschweißen. PE100+ Association. Chairman: Steve Beech
 AfT-W4N0022-07 Projekt: Großrohrschweißen PE100+ Association Buttfusion Harmonisation Project Chairman: Steve Beech Dipl.-Ing. (FH) Johannes Grieser HESSEL Ingenieurtechnik GmbH Roetgen PE 100+ Association
AfT-W4N0022-07 Projekt: Großrohrschweißen PE100+ Association Buttfusion Harmonisation Project Chairman: Steve Beech Dipl.-Ing. (FH) Johannes Grieser HESSEL Ingenieurtechnik GmbH Roetgen PE 100+ Association