Kumulierter Energieaufwand zur Herstellung verschiedener Abgasreinigungsanlagen. Dipl.-Ing. Rudi Karpf ete.a Ingenieurgesellschaft mbh, Lich
|
|
|
- Franka Walter
- vor 6 Jahren
- Abrufe
Transkript
1 Kumulierter Energieaufwand zur Herstellung verschiedener Abgasreinigungsanlagen Dipl.-Ing. Rudi Karpf ete.a Ingenieurgesellschaft mbh, Lich
2 Inhaltsverzeichnis 1 Einleitung 2 Verfahrensüberblick im Kontext zu den Emissionsanforderungen 3 Energieverbrauch /-aufwand in der Abgasreinigung im Allgemeinen 4 Kumulierter Energieaufwand zur Errichtung von Abgasreinigungssystemen 5 Emissionsbezogener Energieaufwand im Vergleich 6 Ausblick 7 Literatur Seite 2
3 1 Einleitung Im Zusammenhang der jüngsten Klimadiskussionen gewinnt Abfall als Brennstoff eine immer größere Bedeutung. Das führte dazu, dass insbesondere an Industriestandorten, die Abfall als Brennstoff einsetzen, die Energieversorgung noch vor bzw. gleichwertig gegenüber der Abfallentsorgung gestellt wird. Dadurch konnten immer häufiger fossile Primärenergieträger wie Erdgas, Heizöl oder Kohle durch den Ersatzbrennstoff(EBS) Abfall bzw. Abfallfraktionen substituiert werden. Im Vergleich zu fossil befeuerten Heiz- und/oder Kraftwerken sind die Emissionsanforderungen an Abfallverbrennungsanlagen, die in der 17. BImSchV festgeschrieben sind, um ein vielfaches höher. Dem zufolge bestehen die Abgasreinigungseinrichtungen häufig aus mehreren Stufen und sind zum Teil sehr komplex ausgeführt. Der Energieaufwand der zum einen zur Errichtung, dem Betrieb und letztendlich Entsorgung der Anlagen nach einer gewissen Betriebsdauer (ca Jahren) aufgebracht werden muss, bedeutet wiederum die Freisetzung von Emissionen. Sei es durch die Herstellung von Halbzeugen wie Stahl, Aluminium, Kunststoffe, u.a. oder die Produktion von Betriebsstoffen wie Kalk, Natronlauge, Ammoniak, u.a. als auch elektrische Energie. Für die Entsorgung der Anlagen ist durch die hohen Recyclingraten und somit Rückführung in den Wirtschaftskreislauf mit einer Gutschrift für den Energieaufwand zu rechnen. Im Rahmen einer ganzheitlichen Untersuchung von Abgasreinigungsanlagen hinter Abfallverbrennungsanlagen werden die Energieaufwendungen mit Hilfe von Kennzahlen wie z. B. dem kumulierten Energieaufwand (KEA) in Anlehnung an die VDI-Richtline 4600 ermittelt und gegenübergestellt. Als Grundlage hierfür dienen Energie- und Stoffbilanzen der jeweiligen Prozesse. In der Vergangenheit wurden, wie in [1] beschrieben, zwar komplette Abfallverbrennungsanlagen umfassend bewertet, jedoch keine separaten Betrachtungen zu Abgasreinigungssystemen angestellt. Im Rahmen der gegenwärtigen Klimadiskussionen und einer möglichen CO 2 -armen Energieerzeugung wurden einige Lebenszyklusanalysen (LCA) für die so genannten Carbon Capture and Storage (CCS) Technologien erstellt. In einer aktuellen Veröffentlichung [2] wurde der bauliche Aufwand sowie deren ökologische Bedeutung einer Aminwäsche hinter kohlebefeuerten Kraftwerken bewertet. Der vorliegende Beitrag befasst sich primär mit dem kumulierten Energieaufwand zur Herstellung (KEA H ) von Abgasreinigungsanlagen sowie die sich hieraus ergebenden Emissionen im Vergleich. Seite 3
4 2 Verfahrensüberblick im Kontext zu den Emissionsanforderungen Die Abscheidung gasförmiger Stoffe erfolgt durch Adsorption an einem Feststoff oder durch Absorption in einer Flüssigkeit. Im Regelfall werden chemische oder physikalische Sorptionsmittel mit dem Abgas in Kontakt gebracht. Je nach Verfahrensführung fallen dann die Umsetzungsprodukte in Form von gelösten oder trockenen Salzen an. Für die Abgasgasreinigung hinter Abfall- und EBS-Verbrennungsanlagen können nasse und halbtrockene/trockene Verfahren verwendet werden. Die trockenen und halbtrockenen Verfahren bestehen meist aus Reaktionsraum/-strecke inkl. Additivzugabe, ggf. einer Konditionierungsstufe (bei den halbtrockenen Verfahren) sowie einem Staubabscheider (E-Filter, Gewebefilter). Nasse Abgasreinigungsverfahren zur Minderung von HCl-, HF- und SO x -Emissionen arbeiten absorptiv mit Wäschern verschiedenster Bauarten, z. B. als Sprühwäscher, Venturiwäscher oder Füllkörperwäscher. Jedes der Verfahren hat seine Vor- und Nachteile und somit auch seine Berechtigung, je nach Standort und den spezifischen Rahmenbedingungen. Die grundsätzlichen Merkmale von nassen und trockenen Verfahren sind in Tabelle 1 gegenübergestellt. Anhand dieser Merkmale kann bereits eine Vorauswahl des am geeignetsten einzusetzenden Verfahrens getroffen werden. Tabelle 1: Merkmale von nassen und trockenen Abgasreinigungsverfahren [3] nasse Verfahren geringer Sorbensverbrauch (Stöchiometrie 1), dadurch geringe Reststoffmenge trockene Verfahren größerer Sorbensverbrauch (Stöchiometrie 1,6 bis >2), dadurch größere Reststoffmenge teure Additive (z.b. NaOH) günstige Additive (z.b. Ca(OH) 2 ) großes Abscheidevermögen für HCl und SO 2 selektive Abscheidung mehrstufiges System aufwendige Abwasseraufbereitung /Entsorgung benötigt in der Regel eine Staubvorabscheidung größere Staub/Aerosol Emissionen PCDD/PCDF- Abscheidung in Verbindung mit Füllkörperwäscher und HOK-Dosierung größerer Platzbedarf gutes Abscheidevermögen keine selektive Abscheidung einstufiges System einfache u. robuste Komponenten benötigt keine Staubvorabscheidung geringer Wartungsaufwand sehr gute Abscheidung für Schwermetalle und PCDD/PCDF an HOK kein Nasskamin notwendig, dadurch keine Wasserdampffahne Seite 4
5 Welcher Luftschadstoff mit welcher Reinigungsstufe bzw. Verfahren abgeschieden werden kann ist anhand einer Verfahrensmatrix in Tabelle 2 dargestellt. Hieraus wird ersichtlich, dass es eine Vielzahl von Reinigungsstufen für die Abscheidung des ein und selben Schadstoffes gibt. Es gibt simultane Verfahren wie z.b. die Trockensorptionsverfahren mit Kalkhydrat (Ca(OH) 2 ) bzw. Natriumhydrogencarbonat (NaHCO 3 ) die neben der Abscheidung der sauren Schadgasbestandteile HCl, HF und SO 2 unter Verwendung von Aktiv-Koks/Kohle auch gleichzeitig Schwermetalle und Dioxine/Furane an einem Sorptionsfilter (Gewebefilter) abgeschieden werden. Tabelle 2: Verfahrensmatrix zur Abscheidung verschiedener Luftschadstoffe Fest-/Wanderbett- Komponente E-Filter 1) Gewebefilter 1) Sorptionsfilter Filter Wäscher SNCR SCR Staub x x x (x) HCl x (x) x HF x (x) x SO 2 x x x NO X x (x) x x Hg x x x x Cd, Tl {x} {x} x x {x} Sb - Sn {x} {x} x x {x} As - Cr {x} {x} x x {x} PCDD/PCDF {x} {x} x x x x NH 3 x x x ( ) bedingt geeignet bzw. {x} staubgebundene Schwermetalle 1) reine Staubabscheider Wie bereits in Tabelle 1 gezeigt, besteht bei den trockenen Verfahren keine selektive Abscheidung und somit keine Möglichkeit der Wertstoffgewinnung aus den Reaktionsprodukten, wie dies beim Einsatz eines nassen Verfahrens grundsätzlich möglich ist. Der Nachteil von nassen Verfahren ist jedoch, dass eben durch die hohen selektiven Abscheideleistungen eine effiziente Reinigung sichergestellt werden kann, aber für die Vielzahl der Schadstoffbestandteile mehrere Verfahrensstufen notwendig werden. Dies spiegelt sich zum einen in einem höheren investiven als auch betrieblichen (z.b. hoher Druckverlust) Aufwand wieder. Die o.g. Wertstoffgewinnung aus den anfallenden Reststoffen bzw. Reaktionsprodukten, wie man es z.b. aus der Seite 5
, Natriumchlorid (NaCl) oder Gips (CaSO")
6 Rauchgasentschwefelung bei fossil befeuerten Kraftwerken kennt, hat sich in den Abfallverbrennung nicht durchgesetzt. In den 90iger Jahren wurden einige Abfallverbrennungsanlagen mit entsprechenden nachgeschalteten Aufbereitungsanlagen, sei es zur Gewinnung von Salzsäure (HCl), Natriumchlorid (NaCl) oder Gips (CaSO 4 ), gebaut. Die Rückführung dieser Reinigungsprodukte in den Wertstoffkreislauf stellt jedoch die Ausnahme dar. Die Betreiber, die z.t. sehr energieintensiv diese Wertstoffe herstellen, entsorgen am Ende auf dem gleichen Weg wie die Betreiber, die einen wesentlich energiearmen Prozess mit z.b. einem simultanen Verfahren betreiben. Welches Verfahren letztendlich zum Einsatz kommt, hängt wie beschrieben, von vielen Faktoren ab. Ein wesentlicher Aspekt stellen jedoch die geforderten Emissionsgrenzwerte, die mit dem Verfahren sicher eingehalten werden sollen, dar. Gespiegelt an den Leistungsfähigkeiten der einzelnen Verfahrensstufen, kann folgende Einteilung vorgenommen werden. Die genannten Verfahrensvarianten stehen beispielhaft für sicherlich noch viele andere Abgasreinigungskonzepte und erheben keinen Anspruch auf Ausschließlichkeit. Abb.1 Verfahrensmatrix für unterschiedliche Emissionswerte Im Folgenden werden die Grundlagen und Merkmale der einzelnen Verfahrensstufen und Minderungsmöglichkeiten beschrieben. 2.1 halbtrockene / trockene Verfahren Im Unterschied zur Abgaswäsche und Sprühsorption finden bei den Trockensorptionsverfahren die chemischen Reaktionen nicht als Gas-/Flüssig- Reaktionen, sondern als Gas-/Feststoff-Reaktion statt. In letzterem Fall ist die Reaktionsgeschwindigkeit erheblich geringer, als Gas-/Flüssig-Reaktionen, in der sich Seite 6
7 Ionen bilden können. Als Reagenz kann Kalkhydrat (Ca(OH) 2 ) oder Natriumhydrogencarbonat (NaHCO 3 ) eingesetzt werden. Der Begriff der halbtrockenen Verfahren wird sehr häufig mit dem sog. Sprühabsorptionsverfahren, in dem Kalkmilch zur Schadgasabscheidung in den Abgasstrom verdüst wird, gleichgesetzt. Da neben dem Sprühabsorptionsverfahren weitere halbtrockene Verfahren mit gleichen Abscheidemechanismen existieren, wird im Weiteren von konditionierten Trockensorptionsverfahren gesprochen. Konditionierte Trockensorption deshalb, weil zur Verbesserung der Abscheidbedingungen mit Kalkhydrat die Eindüsung von Wasser zur Abgaskühlung und Abgasbefeuchtung in Form von reinem Wasser oder als Kalkmilch verwendet wird. Abb.2 vereinfachte Verfahrensschemata trockener / konditionierter Trockensorptionsverfahren zur Einhaltung der 17. BImSchV (NOx = 200 mg/m³) und Rohgaskonzentrationen HCl 2500 mg/m³ und SO mg/m³ (VDK=Verdampfungskühler; SPA=Sprühabsorber; HOK=Aktiv-Herdofenkoks) [3] Die Trockensorptions- bzw. konditionierten Trockensorptionsverfahren sind dadurch charakterisiert, dass die Staub- und Schadstoffabscheidung simultan an einem Gewebefilter erfolgt. Hierbei wird bei dem Sprühabsorptionsverfahren das Reagenz als Suspension (Kalkmilch) bzw. bei den trockenen od. konditioniert trockenen Verfahren als pulverförmiges Reagenz (Natriumhydrogencarbonat oder Kalkhydrat) in den Abgasstrom geblasen und die Reaktionsprodukte anschließend trocken an einem Gewebefilter abgeschieden. Durch chemische Reaktionen zwischen dem Reagenz und den gasförmigen Schadstoffen Chlorwasserstoff (HCl), Fluorwasserstoff (HF) und Schwefeldioxid (SO 2 ) werden diese gebunden und in die entsprechenden Seite 7
8 Reaktionsprodukte überführt. Aus diesem Grund spricht man auch von Sorptionsverfahren oder Chemisorption. Ein von der Abgasfeuchte unabhängiges trockenes Abgasreinigungsverfahren ist der Einsatz von Natriumhydrogencarbonat oder Natriumbicarbonat (NaHCO 3 ) als Additiv. Natriumbicarbonat (NaHCO 3 ) zersetzt sich bei etwa >140 C im Abgas zu Natriumcarbonat (Na 2 CO 3 ), Kohlendioxid (CO 2 ) und Wasserdampf (H 2 O). Dabei hinterlassen die gasförmigen Zersetzungsprodukte des Bicarbonats, die CO 2 - und H 2 O-Moleküle, nach dem Übergang in die Gasphase Lücken bzw. Löcher im Reagenzpartikelkorn, sodass hierdurch Natriumcarbonat mit einer hohen spezifischen Oberfläche entsteht. Das frisch erzeugte Natriumcarbonat ist daher reaktiver als das normale Kalkhydrat. Die für die Abscheidung erforderlichen Additivmengen müssen nicht weit überstöchiometrisch dosiert werden, sodass oftmals eine 0,1 0,4fache stöchiometrische Zugabe genügt. Natriumhydrogencarbonat hat bezogen auf die Äquivalenz bei chemischen Reaktionen lediglich eine stöchiometrische Wertigkeit von 1 im Vergleich zu Kalkhydrat, das eine stöchiometrische Wertigkeit von 2 besitzt. D.h., für die Abscheidung von 1 Mol des zweiwertigen SO 2 sind 2 Mol NaHCO 3 jedoch nur 1 Mol Ca(OH) 2 erforderlich. Bei dem Natriumhydrogencarbonat wird daher der Vorteil der günstigeren Stöchiometrie durch den Nachteil bei der stöchiometrischen Wertigkeit ausgeglichen, sodass hier insgesamt keine Abnahme des Reagenzbedarfs vorliegt. 2 NaHCO 3 Na 2 CO 3 + CO 2 + H 2 O (2.1) Na 2 CO 3 + SO 2 Na 2 SO 3 + CO 2 (2.2) Na 2 SO 3 + ½ O 2 Na 2 SO 4 (2.3) Na 2 CO HCl 2 NaCl + CO 2 + H 2 O (2.4) Na 2 CO HF 2 NaF + CO 2 + H 2 O (2.5) Durch die thermische Zersetzung des Natriumhydrogencarbonats entsteht das eigentliche Reagenz Na 2 CO 3 (siehe Reaktionsgleichung 2.1). Die gasförmigen Zersetzungsprodukte CO 2 und H 2 O werden hierbei an den Abgasstrom abgegeben, so dass die Reagenzmasse insgesamt abnimmt und sich die anfallende Reststoffmenge im Vergleich zu der Trockensorption mit Kalkhydrat verringert. Die Anforderungen an den Prozess für eine effektive Schadgasabscheidung bestehen darin, dass über ein Aufmahlen des Natriumbicarbonats eine große Oberfläche und somit Stoffaustauschfläche geschaffen sowie eine Mindestverweilzeit von 2 Sekunden bei einer Temperatur >140 C sichergestellt werden muss. Seite 8
9 Bei der Verwendung von Kalkhydrat als Reagenz kommt es zu folgenden Reaktionen mit den o.g. gasförmigen Schadstoffen: Ca(OH) HCl CaCl H 2 O (2.6) Ca(OH) HF CaF H 2 O (2.7) Ca(OH) 2 + SO 2 CaSO 3 + H 2 O (2.8) Ca(OH) 2 + SO 3 CaSO 4 + H 2 O (2.9) Ca(OH) 2 + CO 2 CaCO 3 + H 2 O (2.10) Untersuchungen und Betriebserfahrungen haben gezeigt, dass bei einer Schadstoffabscheidung mit Kalkhydrat die Abscheideleistung unter bestimmten Bedingungen verbessert werden kann. Hierzu zählt vor allem die Erhöhung der relativen Abgasfeuchte ϕ. Der Chlorwasserstoff reagiert mit Calciumhydroxid zu Calciumchlorid, was in dem der konditionierten Trockensorption üblichen Temperaturbereichs von C als Dihydrat vorliegt Ca(OH) HCl CaCl 2 x2 H 2 O. (2.11) Die HCl-Einbindung verläuft gegenüber der SO 2 -Einbindung energetisch bevorzugt, da die Aktivierungsenergie für die Reaktion im Niedertemperaturbereich gegenüber SO 2 niedriger ist. Generell spielt für die Abscheidung saurer Schadgase (HCl, SO 2, HF), mit Ausnahme von SO 3, die Lösungsgeschwindigkeit in wässrigem Medium eine entscheidende Rolle, auch bei trockener Additivzugabe. Denn der stets vorhandene Wasserdampf im Abgas bildet eine Hydrathülle um die Feststoffpartikel, wodurch die Reaktionskinetik gegenüber reiner Trockensorption außerordentlich begünstigt wird. Das bedeutet, dass Adsorptions- und Absorptionsvorgänge nebeneinander ablaufen. Dabei begünstigt die Hydrathülle den Stoffübergang Gas-/Partikeloberfläche und die Porendiffusion durch gewisse Löseeffekte, die im molekularen Bereich schnelle Ionenreaktionen ermöglichen. Aus diesem Grund spielt insbesondere für hohe SO 2 - Abscheideleistungen das Vorhandensein von HCl, respektive CaCl 2, eine große Rolle, da man zur Ausbildung der Hydrathülle sich die hygroskopischen Eigenschaften des Calciumchlorids zu Nutzen macht. Seite 9
10 Des Weiteren wurde in [4] ermittelt, dass es eine Zwischenreaktion von bereits gebildeten Calciumchlorid mit Calciumhydroxid gemäß Gl und 2.13 gibt. Ca(OH) 2 + HCl Ca(OH)Cl + H 2 O (2.12) Ca(OH)Cl + HCl CaCl 2 + H 2 O (2.13) Bei der konditionierten Trockensorption mit Kalkhydrat verbessert sich die Abscheidung von Schwefeldioxid bei gleichzeitiger Anwesenheit von Chlorwasserstoff und Schwefeldioxid im Abgasstrom im Vergleich zu der separaten Abscheidung bei alleiniger Anwesenheit im Abgasstrom. Im Gegensatz dazu verschlechtert sich die Abscheidung von Chlorwasserstoff unter den gleichen Bedingungen. Daraus kann man schließen, dass das Zwischenprodukt Calciumhydroxidchlorid aus der Reaktion von Kalkhydrat mit Chlorwasserstoff (siehe Gl.2.12) auch mit dem Schwefeldioxid reagiert. Die Reaktionsgeschwindigkeit bei dieser Reaktion muss demnach größer sein als bei der Reaktion des Kalkhydrates mit Schwefeldioxid (siehe Gl.2.8), was bei unveränderten Reaktionsbedingungen (Druck und Temperatur) nur mit einer höheren Reaktivität des Calciumhydroxidchlorides erklärt werden kann. Calciumhydroxidchlorid wird aber nicht nur bei der Reaktion von Chlorwasserstoff mit Kalkhydrat gebildet. Es entsteht auch im Reststoffprodukt aus dem Gewebefilter als Folge der Reaktion von überschüssigem Kalkhydrat mit Calciumchlorid. Ca(OH) 2 + CaCl 2 2 Ca(OH)Cl (2.14) Abgase aus Abfall- und EBS-Verbrennungsanlagen enthalten u.a. neben den gasförmigen Schadstoffen SO 2, HCl und HF auch Dämpfe von flüchtigen Schwermetallen bzw. Schwermetallverbindungen sowie Dioxine und Furane. Die schwer flüchtigen Schwermetalle wie Chrom, Kobalt, Nickel und Kupfer werden durch eine hohe Abscheideeffizienz der Gewebefilter gemindert. Elemente mit einer höheren Flüchtigkeit wie Cadmium, Arsen und Blei verdampfen zunächst teilweise bei der Verbrennung und kondensieren anschließend bei der Abkühlung des Abgases auf den Flugaschepartikeln. Quecksilber (Hg) dagegen ist das einzige Schwermetall, das bei der Verbrennung vollständig verdampft und anschließend nur teilweise auf Partikeln kondensiert. Das Quecksilber in Abgasen liegt in elementarer und oxidierter Form vor. Die oxidierte Form, meist als HgCl 2, lässt sich generell leichter abscheiden, als die elementare Form. Seite 10
11 Zur Abscheidung dieser Schadstoffe werden i.d.r. hochoberflächige Adsorbenzien wie z.b. Aktivkohle bzw. koks oder Tonminerale eingesetzt und trocken in den Abgasstrom vor dem Gewebefilter zugegeben. Dass die Physisorption zur effektiven Entfernung von Hg(0) und Hg(II) nicht ausreicht, haben z.b. Neumann et al. [5] gezeigt. Erst eine Imprägnierung der Kohlen, z.b. durch Jod, Schwefel oder Schwefelsäure macht eine technisch nutzbare Beladung mit Quecksilber und seinen gasförmigen Verbindungen möglich. Nach geläufigen Vorstellungen kann sich die Aktivkohle in schwefeloxid- und wasserhaltigem Abgas auf folgende Weise selbst mit Schwefelsäure imprägnieren: SO 3 + H 2 O H 2 SO 4 (g oder l) (2.15) SO 2 + ½ O 2 + H 2 O H 2 SO 4 (g oder l) (2.16) H 2 SO 4 (g) H 2 SO 4 (l) (Kondensation bzw. Kapillarkondensation) (2.17) Dampfdruckerniedrigungen an gekrümmten Flächen mit sehr kleinen konkaven Radien der Mikro- und Submikroporen wie sie bei den hochoberflächigen Adsorbenzien vorliegen, ermöglichen es auch der Schwefelsäure bei höheren Temperaturen zu kondensieren, als dies normalerweise (Taupunkt) der Fall ist. Nach Kleine-Möllhoff et al. [6] könnte HgCl 2 sich in Schwefelsäure lösen, ohne zu reagieren. Das bedeutet, dass das HgCl 2 in molekularer, wenig dissoziierter Form vorliegt, so dass der Gleichgewichtsdampfdruck sowohl für das Lösemittel Schwefelsäure als auch für das gelöste HgCl 2 mit steigender Temperatur zunehmend auf der Seite der Gasphase wäre. Für die Chemisorption von Hg(0) auf der schwefelsäureimprägnierten Kohle kann man verschiedene Reaktionsgleichungen postulieren: Hg + H 2 SO 4 HgSO 4 + H 2 (2.18) 2 Hg + 2 H 2 SO 4 ads Hg 2 SO 4 ads + SO H 2 O ([7] S.137) (2.19) 3 Hg + 4 H 2 SO 4 Hg 2 SO 4 + HgSO H 2 O + 2 SO 2 ([7] S.127) (2.20) Thermodynamisch ist die Oxidation von Hg(0) zu Hg(I) und/oder Hg(II) in Schwefelsäure im Kontakt mit Abgas, das Sauerstoff, Stickstoffoxide u.a. enthält möglich. Physisorption von Hg(0) und HgCl 2 und Kondensation von Schwefelsäure auf Aktivkohlen sowie die physikalische Lösung von HgCl 2 in Wasser oder Säuren sind reversible Vorgänge, die durch niedrigere Temperaturen begünstigt werden. Seite 11
12 Die verwendeten Aktivkohlen bzw. -kokse, die anders z.b. als zu PAK, PCDD/F u.a. keine besondere Affinität zu Hg und HgCl 2 hat, bietet dem eigentlichen Sorbens Schwefelsäure nur die erforderliche Oberfläche, auf der mehr oder weniger geschützt vor der Base Kalk oder Bicarbonat, die das Sorbens unwirksam machen würde, die Bindung von Hg und HgCl 2 erfolgen kann. 2.2 nasse Verfahren Bei den nassen Verfahren besteht die Abgasreinigungsanlage in der Regel aus einem zweistufigen Wäscher wobei die zweite Stufe der SO 2 -Abscheidung dient. Die erste Wäscherstufe erfüllt im Wesentlichen zwei Funktionen: - die Sättigung der Abgase, d.h. die Abkühlung der Abgase im Kontakt mit Wasser auf Sättigungstemperatur - die Absorption von Halogen- und Quecksilberverbindungen sowie von SO 3 Abb.3 vereinfachte Verfahrensschemata mehrstufiger Abgasreinigungsverfahren zur Einhaltung der halben 17. BImSchV (NOx < 100 mg/m³ SNCR-Verfahren) und Rohgaskonzentrationen HCl 2500 mg/m³ und SO mg/m³ (SPT=Sprühtrockner); {1} 2-stufiger Wäscher inkl. Abwassereindampfung, {2}Trockensorption u. Wäscher [3] Seite 12
13 Die Halogenwasserstoffverbindungen HCl und HF(auch Bromwasserstoff HBr und Iodwasserstoff HI) lassen sich gut bis sehr gut in Wasser absorbieren, da bei den meist vorliegenden Abgaskonzentrationen ihr Gleichgewichtspartialdruck sehr niedrig ist und hierbei Säuren bilden. Diese bilden sich bei HCl, HBr und HI in Wasser sehr leicht und fast vollständig. Dagegen findet dieser Dissoziation genannte Vorgang bei HF in Wasser nur schwach statt, weswegen sich HF auch allein mit Wasser nicht so gut abscheiden lässt. HF (g) + H 2 O (aq) HF (aq) + H 2 O (aq) (2.21) HCl (g) + H 2 O (aq) HCl (aq) + H 2 O (aq) (2.22) HBr (g) + H 2 O (aq) HBr (aq) + H 2 O (aq) (2.23) Hl (g) + H 2 O (aq) Hl (aq) + H 2 O (aq) (2.24) Durch Zugabe von Kalkmilch reagiert ein Teil der absorbierten Säureionen mit dem Waschwasser zu Salzen. Gewöhnlich wird durch eine ph-wertregelung Kalkmilch zudosiert, dass sich durch die verbleibenden Säuren ein ph-wert von 0,8 bis 1,5 einstellt. Ca(OH) 2(s,aq) + 2HCl (aq) CaCl 2(aq) + 2H 2 O (aq) (2.25) Ca(OH) 2(s,aq) + 2HF (aq) CaF 2(aq) + 2H 2 O (aq) (2.26) Die Absorption von Schwefeldioxid (SO 2 ) erfolgt in der zweiten Stufe bei einem ph- Wert zwischen 5,5 bis 5,9 unter Zufuhr von Luftsauerstoff (O 2 ) für die Oxidation von Sulfit (SO 2-3 ) zu Sulfat (SO 2-4 ), da bei höherem ph-wert die Oxidationsrate abnimmt. H 2 O Ca(OH) 2 Ca(OH) 2 (aq) Ca 2+ (aq) + 2 OH - (aq) (2.27) H 3 O + (aq) + OH - (aq) 2 H 2 O (2.28) Ca 2+ (aq) + 2 Cl - (aq) CaCl 2 (aq) (2.29) Ca 2+ (aq) + 2 F - (aq) CaF 2 (aq) (2.30) Ca (aq) + SO 3 (aq) CaSO 3 (aq) (2.31) CaSO 3 (aq) + ½ O H 2 O CaSO 4 2 H 2 O (2.32) H 2 O NaOH NaOH (aq) Na + (aq) + OH - (aq) (2.33) Na + (aq) + Cl - (aq) NaCl (aq) (2.34) Na + (aq) + F - (aq) NaF (aq) (2.35) 2 Na + 2- (aq) + SO 3 (aq) Na 2 SO 3 (aq) (2.36) Na 2 SO 3 (aq) + ½ O 2 Na 2 SO 4 (aq) 2 Na + 2- (aq) + SO 4 (aq) (2.37) Seite 13
14 Viele Wäscher werden so betrieben, dass eine kaskadierte Abschlämmung entgegen der Gasströmung vorgenommen wird. Das bedeutet, dass durch die mit Kalkmilch neutralisierten Abwässer aus der sauren Wäscherstufe (siehe Reaktionen 2.27 bis 2.32) mit den Abwässern aus der basischen Wäscherstufe vereinigt werden, die aufgrund der Absorption mit Natronlauge (siehe Reaktionen 2.33 bis 2.37) Natriumsalze als Reaktionsprodukte enthalten, zu einer Umsalzung (siehe Reaktionen 2.38 bis 2.41) führen. Hierbei reagieren die gelösten Calcium-Ionen des CaCl 2 mit den vorhandenen Fluorid-, Sulfit- und Sulfat-Ionen der Natriumsalze zu den schwerlöslichen Calciumverbindungen: Ca2 + (aq) + 2 Cl - (aq) + 2 Na + (aq) + 2 F - (aq) CaF 2 (aq) + 2 Na + (aq) + 2 Cl - (aq) (2.38) Ca 2+ (aq) + 2 Cl - (aq) + 2 Na + 2- (aq) + SO 3 (aq) CaSO 3 (aq) + 2 Na + (aq) + 2 Cl - (aq) (2.39) Ca 2+ (aq) + 2 Cl - (aq) + 2 Na + 2- (aq) + SO 4 (aq) CaSO 4 (aq) + 2 Na + (aq) + 2 Cl - (aq) (2.40) CaSO 4 (aq) + 2 H 2 O CaSO 4 2 H 2 O (2.41) Auch Wäscher besitzen ein Abscheidepotential für Quecksilber. Wie bereits o.g. liegt das Quecksilber meist in oxidierter Form als HgCl 2 vor. Aufgrund der hervorragenden Löslichkeit der Chlorokomplexe des HgCl 2 erfolgt die Quecksilberabscheidung hauptsächlich in der sauren Wäscherstufe. Da nicht alles Quecksilberchlorid in der sauren Stufe abgeschieden wird, gelangt auch ein Teil in die basische Wäscherstufe. Bei hohen Schwefeldioxidkonzentrationen im Rohgas kann es zu einer Reduzierung des ionogenen Quecksilbers (Hg 2+ ) zu elementarem bzw. metallischem Quecksilber (Hg 0 ) kommen, das nicht durch die Abgaswäsche abgeschieden werden kann. 2 HgCl 2 (aq) + SO 3 2- (aq) + 3 H 2 O Hg 2 Cl 2 (aq) + SO 4 2- (aq) + 2 H 3 O + (aq) + 2 Cl - (aq) (2.42) Hg 2 Cl 2 (aq) + SO 3 2- (aq) + 3 H 2 O 2 Hg 0 (g) + SO 4 2- (aq) + 2 H 3 O + (aq) + 2 Cl - (aq) (2.43) Hg 2 Cl 2 (aq) Hg 0 (g) + HgCl 2 (aq) (Disproportionierung) (2.44) Für die Abscheidung der Quecksilbersalze aus dem Abwasser werden Organosulfidverbindungen eingesetzt, die mit dem Quecksilber dann zu schwerlöslichen Verbindungen reagieren. Seite 14
15 2.3 Entstickungsverfahren Für die Stickoxidminderung hinter Abfall- und EBS-Verbrennungsanlagen haben sich das SNCR-Verfahren (Selectiv Non-Catalytic Reduction) sowie das SCR-Verfahren (Selectiv Catalytic Reduction) als die geeignetsten Verfahren etabliert. Das SNCR-Verfahren basiert auf der Umsetzung von NO mit einem zugeführten Reduktionsmittel, das vorzugsweise als Precursor für NH 2 -Radikale dient. Als Reduktionsmittel werden vorwiegend Ammoniak (als 25 bis 30%ige NH 3 -Lösung), Harnstoff (als 40 bis 45%ige (NH 2 ) 2 CO-Lösung), Isocyansäure (HNCO) und einige weitere stickstoffhaltige Verbindungen eingesetzt. Die wichtigsten Bruttoreaktionen für die Stickoxid-Reduktion lauten: 4 NO + 4 NH 3 + O 2 4 N H 2 O (2.45) 6 NO NH 3 7 N H 2 O (2.46) NO + NO NH 3 2 N H 2 O (2.47) 4 NO + 2 (NH 2 ) 2 CO + O 2 4 N CO H 2 O (2.48) 2 NO (NH 2 ) 2 CO + O 2 3 N CO H 2 O (2.49) Der Reaktionsweg verläuft jeweils über die Bildung von NH 2 -Radikalen: 2 NH 3 + O 2 2 NH OH (2.50) NH 3 + OH NH 2 + H 2 O (2.51) (NH 2 ) 2 CO 2 NH 2 + CO (2.52) Die eigentlichen radikalischen Reduktionsreaktionen lassen sich wie folgt darstellen: NO + NH 2 N 2 + H 2 O (2.53) 2 NO NH 2 3 N H 2 O (2.54) Alle Reduktionsmittel haben gemeinsam, dass sie nur in einem relativ engen Temperaturbereich, typischerweise 850 bis 950 C (bei Harnstoff) bzw. 950 bis 1050 C (bei Ammoniak), eine signifikante Stickoxidminderung ohne Nebenprodukte erzielen. In diesem Fall spricht man von selektiver nicht-katalytischer Reduktion (SNCR). Oberhalb des o.g. Temperaturbereiches von 850 bis 1050 C wird in zunehmendem Maße Ammoniak oxidiert, d.h., es bilden sich Stickoxide. Die Eindüsung der Reduktionsmittel erfolgt aufgrund des erforderlichen Temperaturfensters in der Nachbrennzone des Kessels. Bei der Eindüsung von Harnstofflösung lässt sich eine größere Eindringtiefe erzielen, da der Wasseranteil erst vollständig verdampfen muss, bevor sich der Harnstoff ther- Seite 15

16 misch zersetzen und NH 2 -Radikale bilden kann, während der Ammoniak bereits vor der vollständigen Tropfenverdampfung desorbiert. Bei dem SCR-Verfahren werden die Stickoxide mit Hilfe eines Katalysators und Ammoniak als Reduktionsmittel zu molekularem Stickstoff und Wasser umgesetzt. Hierbei gelten dieselben Bruttoreaktionsgleichungen für die Stickoxidreduktion wie bei dem SNCR-Verfahren (siehe Gln.2.45 bis 2.47). Der Reaktionsweg verläuft jedoch nicht über die Bildung von NH 2 -Radikalen, sondern katalytisch an Vanadiumpentoxid (V 2 O 5 ) bei Temperaturen zwischen 200 und 400 C. Die Gase diffundieren an die Katalysator-Oberfläche (Adsorption), wo die Reaktionen des Ammoniaks mit den Stickoxiden und dem Sauerstoff stattfinden. Anschließend diffundieren die Reaktionsprodukte wieder zurück in das Abgas (Desorption). Es gibt mehrere Schaltungsmöglichkeiten d.h. Positionierungsmöglichkeiten für eine DeNO x -Anlage innerhalb der Abgasreinigungsanlage. Die Position der DeNO x -Anlage im Abgasweg hat einen großen Einfluss auf den Abgasreinigungsbetrieb, da z.b. das SO 2 durch den Katalysator teilweise (ca. 0,5 bis 2%) zu SO 3 oxidiert wird, das zum einen Korrosionsprobleme durch die Absenkung der Säuretaupunkttemperatur verursachen kann und zum anderen mit nicht umgesetztem Ammoniak (bei vorhandenem NH 3 -Schlupf) zu Ammoniumsulfat ((NH 4 ) 2 SO 4 ) oder zu klebrigem Ammoniumhydrogensulfat (NH 4 HSO 4 ) reagieren kann. Abb.4 vereinfachte Verfahrensschemata mehrstufiger Abgasreinigungsverfahren inkl. SCR-Anlage zur Einhaltung der halben 17. BImSchV (NOx < 50 mg/m³) und Rohgaskonzentrationen HCl > 2500 mg/m³ und SO 2 > 2000 mg/m³ Seite 16
17 3 Energieverbrauch /-aufwand in der Abgasreinigung im Allgemeinen Neben den Reingasemissionen spielt auch der erforderliche Aufwand bei der Auswahl der geeigneten Technologie eine Rolle. Der Energieaufwand zur Emissionsminderung in Abgasreinigungsanlagen hängt von vielen Faktoren ab. Angefangen bei dem gewählten Additiv und dessen Reaktivität bis hin zu den elektrischen Verbrauchern der verfahrensspezifischen mechanischen Komponenten wie Pumpen, Gebläse und Förderorgane. Welche Betriebsmittelverbräuche bei welcher Abgasreinigungskomponente bzw. verfahren anfallen ist Tabelle 3 zu entnehmen. Tabelle 3: Betriebsmittelverbrauchsmatrix verschiedener Abgasreinigungskomponenten / -verfahren Elektrische Energie Betriebsmittel Additive Druckluft Dampf Gas Saugzug Pumpen Gebläse Mühlen E-Filter x Gewebefilter x x Sorptionsfilter x x x x Fest-/Wanderbett-Filter x x x Wäscher x x x SNCR x x x x SCR x x x x x x x nasse Verfahren x x x x x x Trockensorptions verfahren x x x x x kond. Trockensorptions verfahren Sprühabsorptions verfahren x x x x x x x x x x In Abhängigkeit des gewählten Verfahrens, der benötigten Sorbenzien und eingestellten Prozessparameter (vergl. Kapitel 2) ergeben sich unterschiedliche Additivverbrauchswerte respektive Reststoffmengen. Je nach verwendeten Additiv und dessen Verbrauchswert bedeutet das wiederum einen äquivalenten Energieaufwand bei der Herstellung und somit Energieverbrauch. So wird z.b. für die Herstellung von 1 Mg NaHCO 3 eine Energiemenge von 7,1 GJ [8] benötigt. In Tabelle 4 sind für die gebräuchlichsten Additive in der Abgasreinigung die für die Herstellung benötigten Energieaufwendungen angegeben. Seite 17
18 Tabelle 4: Primärenergieverbrauch zur Herstellung verschiedener Additive in der Abgasreinigung [9] Additiv Primärenergieverbrauch [GJ/Mg] Kalkhydrat Ca(OH) 2 3,66 Branntkalk CaO 4,81 Natriumhydrogencarbonat NaHCO 3 7,1 1) Natronlauge NaOH (50%ig) 7,52 1) dieser Wert wurde [8] entnommen Die übrigen variablen Betriebsmittelverbrauchswerte wie z.b. elektrische Energie für das Saugzuggebläse, Pumpen, Gebläse und Mühlen bzw. Druckluft, Gas oder Dampf variieren in Abhängigkeit des gewählten Verfahrens und der abzuscheidenden Schadgasfrachten respektive den zugrunde gelegten Emissionswerten. Das bedeutet unter Umständen, dass für die Erreichung einzelner Emissionswerte ein einstufiges Verfahren nicht mehr ausreicht und so der Anlagentechnische- und Betriebsmittelaufwand überproportional ansteigen. Diese Betrachtungen und in deren Zusammenhang stehenden Energieaufwendungen werden in diesem Beitrag nicht näher betrachtet und an anderer Stelle weitergehend ermittelt und diskutiert. Seite 18
19 4 Kumulierter Energieaufwand zur Errichtung von Abgasreinigungssystemen Die Definition zum Kumulierten Energieaufwand entsprechen der VDI-Richtlinie 4600 Kumulierter Energieaufwand Begriffe, Definitionen, Berechnungsmethoden [10]. Der Kumulierte Energieaufwand gibt die Gesamtheit des primärenergetischen bewerteten Aufwands an, der im Zusammenhang mit der Herstellung, Nutzung und Beseitigung eines ökonomischen Gutes (Produkt oder Dienstleistung) entsteht bzw. diesem ursächlich zugewiesen werden kann. Dieser Energieaufwand stellt die Summe der Kumulierten Energieaufwendungen für die Herstellung (KEA H ), die Nutzung (KEA N ) und die Entsorgung (KEA E ) des ökonomischen Gutes dar, wobei für diese Teilsummen anzugeben ist, welche Vor und Nebenstufen einbezogen sind. KEA = KEA H + KEA N + KEA E (4.1) Kumulierter Energieaufwand zur Herstellung (KEA H ) KEA H wird die Summe der primärenergetischen bewerteten Energieaufwendungen genannt, die sich bei der Herstellung selbst sowie bei der Gewinnung, Verarbeitung, Herstellung und Entsorgung der Fertigungs-, Hilfs- und Betriebsstoffe und Betriebsmittel einschließlich der Transportaufwendungen für einen Gegenstand oder eine Dienstleistung ergeben. Die Energieaufwendungen für die Nutzung sowie für die Entsorgung der Abgasreinigungsanlagen sind nicht Gegenstand dieses Beitrags sondern werden im Rahmen einer ganzheitlichen Betrachtung und in Abhängigkeit der Abscheidegrade und unterschiedlichen Emissionswerten ermittelt und diskutiert. 4.1 Methodik zur Ermittlung des KEA H Bilanzgrenzen Die Bilanzgrenzen wurden so gewählt, dass die Eintrittsbedingungen in die Abgasreinigungssysteme den Austrittsbedingungen der Abgaserzeugungsanlage (Abfallverbrennungseinheit) und Energieauskopplung (Dampfkessel) entsprechen. Die Austrittsbedingungen der Abgasreinigungssysteme gleichen den Eintrittsbedingungen in den Kamin. Seite 19
20 Erstellung der Massenbilanzen Die Basis zur Ermittlung des KEA H stellt das Wissen um den Massen- und Stofffluss dar. Dazu sind detailierte Kenntnis über den Anlagen- und Apparateaufbau unabdingbar. Aufgrund langjähriger Erfahrungen sowie großzügiger Kooperationsbereitschaft von Anlagenbetreibern und Anlagenbauern konnten die Massenbilanzen, bis auf wenige Ausnahmen, auf Grundlage realer Daten ermittelt werden. Zunächst wurden für die gängigsten Anlagenkomponenten wie z.b. Elektrofilter, Gewebefilter, Wäscher, Entstickungsanlagen, usw. die Massenbilanzen für einen Referenzvolumenstrom von m³/h i.n.tr. erstellt. Da das Anlagenvolumen in den meisten Fällen durch den Abgasvolumenstrom charakterisiert wird, erschien dies als eine geeignete Referenzgröße. In Anlehnung an die VDI-Richtlinie 4600 kann der Produktionsgang der in einer Anlage eingesetzten Materialien bis zum Rohstoff in der Lagerstätte zurückverfolgt und analysiert, können alle interessierenden Parameter zunächst auf Gruppen-, dann auf Teile- bzw. Halbzeugebene bis hin zur Rohstoffebene dargestellt werden. Für die Herstellung von Abgasreinigungsanlagen ergibt sich demzufolge der in Abb. 5 dargestellte Materialbaum. Fertigungsebenen Abgasreinigungssystem z.b. konditionierte Trockensorption Anlagenkomponenten z.b. Gewebefilter Bauteile z.b. Förderschnecke Halbzeuge z.b. Walzblech Rohstoffe z.b. Roheisen Rohstoffe in der Lagerstätte z.b. Eisenerz Abb.5 Materialstammbaum zur Herstellung von Abgasreinigungssystemen gemäß [10] Für die Untersuchung der Herstellungsphase eines Abgasreinigungssystems steht als Endprodukt die gesamte Abgasreinigungsanlage. In der zweiten Ebene wird zwischen Seite 20
21 den einzelnen Anlagenkomponenten, wie z.b. Gewebefilter, Elektrofilter oder Wäscher unterschieden. Die darunterliegende Bauteilebene beinhaltet dann einzelnen Komponenten wie Förderschnecken, Pumpen oder Silos. In der nächsten Ebene erfolgt ein weiterer Detailierungsgrad bis hin zu den Halbzeugen wie z.b. Walzblech, Dämmwolle oder Kupferanteil der berücksichtigten elektrischen Kabel. Theoretisch ist eine weitergehende Aufschlüsselung bis zu den Rohstoffen (Roheisen) bzw. dem Abbau der Rohstoffe in den Lagerstätten möglich. Je weiter man in dem Materialstammbaum sich in Richtung der Rohstoffe bewegt, desto detaillierter stellt sich das Gesamtergebnis dar. Allerdings besteht die Gefahr, dass ab einer gewissen Detailierungstiefe die gewonnenen Ergebnisse eine größere Ungenauigkeit gegenüber den bereits ermittelten Daten aufweisen. Aus diesem Grund wurde die Bilanzierung lediglich bis zu der Ebene Halbzeuge vorgenommen. Zunächst wurden für die jeweiligen Anlagenkomponenten eine Auflistung der Bauteile und Halbzeuge erstellt und in die Bereiche Apparate- u. Stahlbau, Bauleistung/Bodenplatte und Elektroinstallation aufgeteilt. Der Komponentenumfang wurde so vorgenommen, dass ein autarker Anlagenbetrieb gewährleistet ist. Das bedeutet, dass z.b. bei dem Sorptionsfilter neben den Staubfördersystemen auch ein Additiv- und Reststoffsilo sowie Zwischenbehälter oder bei den Wäschern neben den Pumpen ebenso Vorlage-/Neutralisationsbehälter Berücksichtigung fanden. Um den Untersuchungsaufwand in einem vertretbaren Rahmen zu halten, sind Teile und Komponenten von Bauteilen mit ähnlichen Materialeigenschaften z.b. Profilstahl, Stahlblech u.a. zu einer Materialposition zusammengefasst worden. Die in der Tabelle 5 angegebenen Massen wurden zum einen Statikunterlagen bestehender Anlagen entnommen und zum anderen Anhand von Ausführungszeichnungen mittels Wanddicken- und Flächenberechnungen und deren Dichten ermittelt. Auch der Kabelumfang wurde auf Basis ausgeführter Anlagen bestimmt. Für die unterschiedlichen Querschnitte sind jeweils deren Kupfer- und PVC-Anteile separat ermittelt und bewertet worden. Die Kabel wurden für alle Typen und Anlagenkomponenten mit 100 m Länge berücksichtigt. Für die Elektrobegleitheizungen wurde in ähnlicher Weise verfahren und der Aufbau über den Kupfer- und Kunststoffanteil berücksichtigt. Anhand von Ausführungsunterlagen und den installierten Leistungen wurden mit einer spezifischen Leistung von 25 W/m die entsprechenden Längen ermittelt. Materialien, die zwar zum Bau der Anlage benötigt werden, aber von der Anlage selbst kein Bestandteil sind, wie z.b. Blech- und Kabelverschnitt oder Seite 21

22 Schalungsmaterial für Betonarbeiten, sind weder in der Massen- noch in der Energiebilanz berücksichtigt. Messwertgeber wie z.b. Temperaturfühler, Druckaufnehmer, Füllstandssonden, Durchflussmessungen u.a. sowie Niederspannungs-Schaltanlagen und Prozessleitsysteme sind ebenfalls nicht in die Bilanzierung eingeflossen. Erstellung der Energiebilanzen Anhand der ermittelten Materialbilanzen wurden für die einzelnen Bauteile und Halbzeuge mit den in der Literatur zur Verfügung stehenden Daten die kumulierten Energieaufwendungen auf Basis des Primärenergieverbrauchs bestimmt. Bei komplexen Produkten wie z.b. Motoren für Pumpen, Gebläse, Förderschnecken, Kompressoren und Stellantrieben wurden in Abhängigkeit der Nennleistungen anhand der in Abb. 6 dargestellten Kurve die KEA H ermittelt. Abb.6 Interpolierte Kurve für KEA H in Abhängigkeit der Nennleistung, ermittelt aus drei Nennleistungen für EC-Motoren (Brushless Permanent Magnet) [11] Seite 22

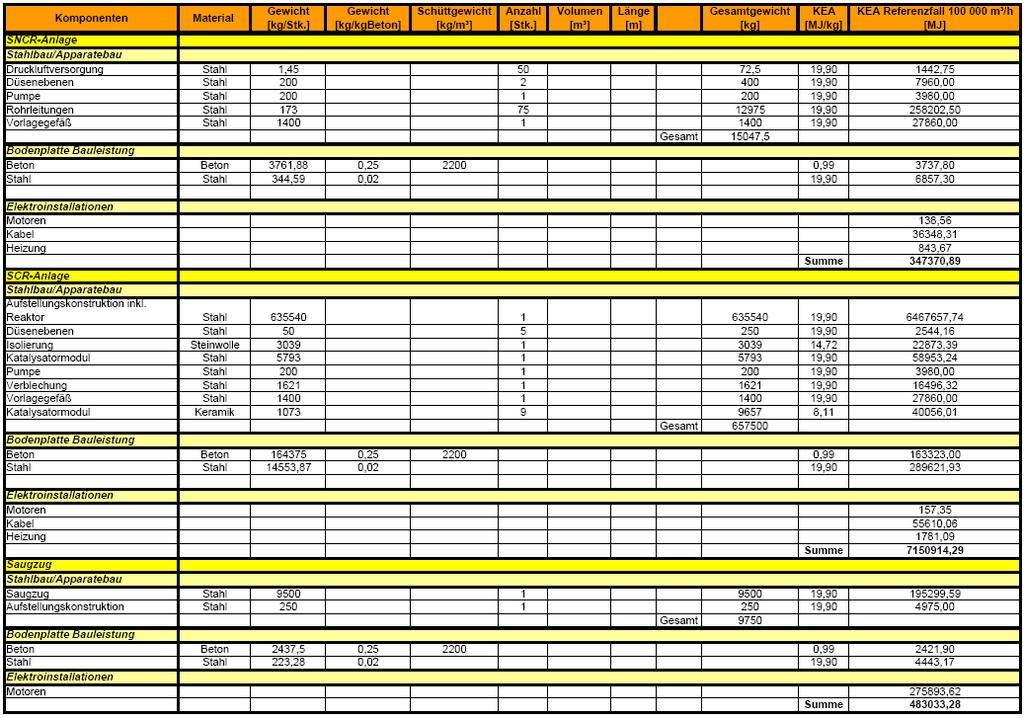
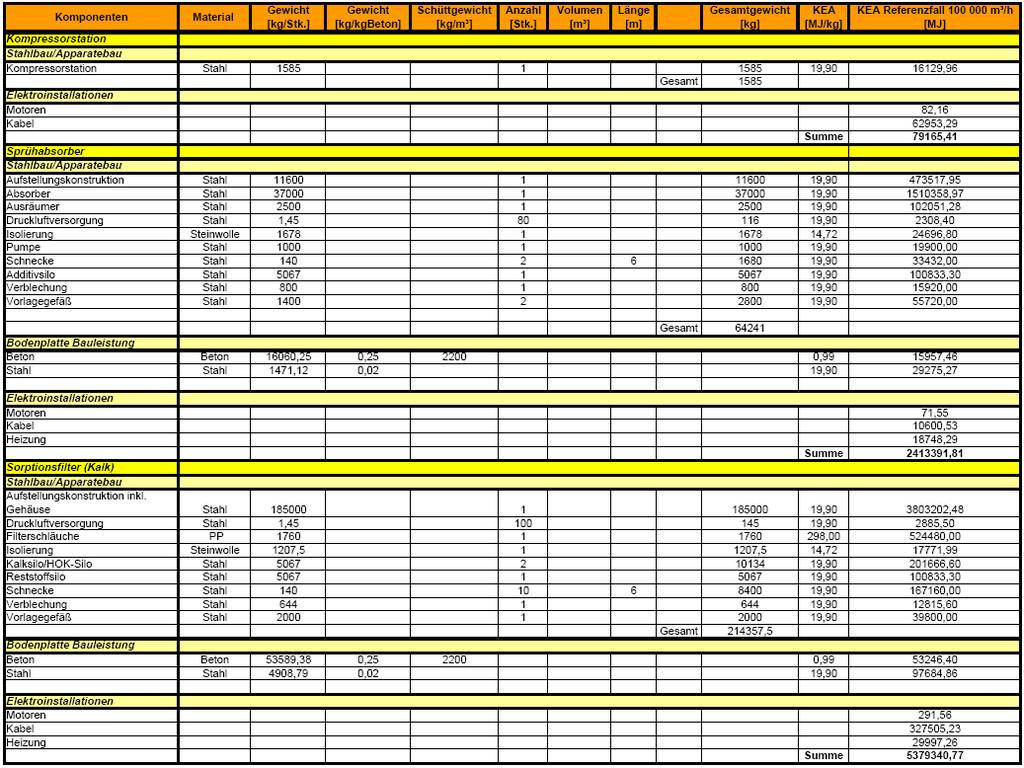
23 4.2 Massen- und Energiebilanz zur Herstellung der einzelnen Abgasreinigungskomponenten Tabelle 4: Massen- und Energiebilanz mit den jeweiligen KEA H s für die Einzelbauteile als auch die Summen der Komponenten

24 Seite 24
25 Seite 25
26 Seite 26
![Die KEA s der einzelnen Materialien sind der Probas-Datenbank [12],](/docs-images/69/60230946/images/27-0.jpg "mit Ausnahme der für PTFE, der aus [13] stammt, entnommen. Seite 27")
27 Die KEA s der einzelnen Materialien sind der Probas-Datenbank [12], mit Ausnahme der für PTFE, der aus [13] stammt, entnommen. Seite 27
 zusammengestellt und addiert. Die Aufstellung und Anordnung der Anlagenkomponenten basiert auf der Installation auf die grüne Wiese.")
28 4.3 KEA H für verschiedene Abgasreinigungssysteme Die in 4.2 aufgelisteten KEA H s der einzelnen Anlagenkomponenten wurden entsprechend den folgenden Abgasreinigungskonzepten (vgl. auch Abb.1) zusammengestellt und addiert. Die Aufstellung und Anordnung der Anlagenkomponenten basiert auf der Installation auf die grüne Wiese. Dementsprechend können die zugrunde gelegten Längen der Abgaskanäle differieren und abweichen. KEA H für Trockensorption mit SNCR-Verfahren (V1) Abb.7 Konditionierte Trockensorption mit Kalkhydrat, Abgasentstickung mit SNCR-Verfahren; Emissionsgrenzwerte nach 17. BImSchV, NOx 100 mg/m³ i.n. tr. Tabelle 5: KEA H für eine konditionierte Trockensorption mit Kalkhydrat und SNCR-Verfahren (V1) Komponente KEA H [MJ] SNCR VDK Sorptionsfilter Kalk Saugzug Abgaskanal Kompressorstation Summe
 Komponente KEA H [MJ] VDK 985740 Sorptionsfilter Kalk 5379341 Wärmetauscher 3472211 SCR 7150914 Saugzug")
29 KEA H für Trockensorption mit SCR-Verfahren (V2) Abb.8 Konditionierte Trockensorption mit Kalkhydrat, Abgasentstickung mit SCR-Verfahren; Emissionsgrenzwerte nach 17. BImSchV, NO x 70 mg/m³ i.n. tr. Tabelle 6: KEA H für eine konditionierte Trockensorption mit Kalkhydrat und SCR-Verfahren (V2) Komponente KEA H [MJ] VDK Sorptionsfilter Kalk Wärmetauscher SCR Saugzug Abgaskanal Kompressorstation Summe Seite 29
30 KEA H für Trockensorption, nachgeschaltetem Wäscher und SNCR-Verfahren (V3) Abb.9 Konditionierte Trockensorption mit Kalkhydrat und nachgeschaltetem Wäscher, Abgasentstickung mit SNCR-Verfahren; ½ Emissionsgrenzwerte nach 17. BImSchV, NO x 100 mg/m³ i.n. tr. Tabelle 7: KEA H für eine konditionierte Trockensorption mit Kalkhydrat, nachgeschalteten Wäscher und SNCR-Verfahren (V3) Komponente KEA H [MJ] SNCR Sprühabsorber Sorptionsfilter Kalk Wäscher Saugzug Abgaskanal Kompressorstation Summe Seite 30

31 KEA H für eine zweistufige Trockensorption mit Kalkhydrat und Bicarbonat SCR- Verfahren (V4) Abb.10 Zweistufige Trockensorption mit Bicarbonat und Kalkhydrat, zwischengeschaltete Abgasentstickung mit SCR-Verfahren; ½ Emissionsgrenzwerte nach 17. BImSchV, NO x 70 mg/m³ i.n. tr. Tabelle 8: KEA H für eine zweistufige Trockensorption mit Kalkhydrat und Bicarbonat und SCR- Verfahren (V4) Komponente KEA H [MJ] Sorptionsfilter Bicar SCR Sorptionsfilter Kalk Saugzug Abgaskanal Kompressorstation Summe Seite 31
, Gewebefilter und SNCR- Verfahren; ½ Emissionsgrenzwerte nach 17. BImSchV, NO x 100 mg/m³ i.n. tr.")
32 KEA H für einen zweistufigen Wäscher mit Sprühtrockner, Gewebefilter und SNCR-Verfahren (V5) Abb.11 Zweistufige Abgaswäsche mit vorgeschaltetem Sprühtrockner (SPT), Gewebefilter und SNCR- Verfahren; ½ Emissionsgrenzwerte nach 17. BImSchV, NO x 100 mg/m³ i.n. tr. Tabelle 9: KEA H für einen zweistufigen Wäscher mit vorgeschaltetem Sprühtrockner, Gewebefilter und SNCR-Verfahren (V5) Komponente KEA H [MJ] SNCR Sprühabsorber Gewebefilter Wäscher Saugzug Abgaskanal Kompressorstation Summe Seite 32
, Gewebefilter und SCR- Verfahren; ½ Emissionsgrenzwerte nach 17. BImSchV, NO x 70 mg/m³ i.n. tr.")
33 KEA H für einen zweistufigen Wäscher mit Sprühtrockner, Gewebefilter und SCR-Verfahren (V6) Abb.12 Zweistufige Abgaswäsche mit vorgeschaltetem Sprühtrockner (SPT), Gewebefilter und SCR- Verfahren; ½ Emissionsgrenzwerte nach 17. BImSchV, NO x 70 mg/m³ i.n. tr. Tabelle 10: KEA H für einen zweistufigen Wäscher mit vorgeschaltetem Sprühtrockner, Gewebefilter und SCR-Verfahren (V6) Komponente KEA H [MJ] Sprühabsorber Gewebefilter Wäscher Wärmetauscher SCR Saugzug Abgaskanal Kompressorstation Summe In Abb.13 sind die KEA H s der Einzelkomponenten der jeweiligen Abgasreinigungssysteme (Varianten 1-6) im Vergleich auf Basis der Tabellen 4 bis 9 dargestellt. Die Position Kompressorstation ist aufgrund des geringen Wertes in der Säulendarstellung nicht erkennbar. Wie zu erwarten sind für Variante 1 die geringsten Energieaufwendungen zu erbringen. Dagegen sticht Variante 6 mit einem mehr als 3fachen Energieaufwand hierzu von MJ hervor. Variante 4 bietet als zweistufiges Verfahren inkl. SCR-Anlage zur Erreichung kleinster NOx-Emissionen ( 70 mg/m³) die geringsten Energieaufwendungen in der Herstellung im Vergleich zu den übrigen Varianten. Gespiegelt an der in Abb.1 dargestellten Verfahrensmatrix Seite 33
34 weißt Variante 5 gegenüber Variante 3 zur Sicherstellung der Emissionsanforderungen im linken oberen Quadraten geringfügig geringere Energieaufwendungen auf KEA [MJ] Abb.13 KEA H s der Einzelkomponenten der jeweiligen Abgasreinigungssysteme (Varianten 1-6) im Vergleich auf Basis der Tabellen 5 bis Wirkabschätzungen der KEA H für die verschiedenen Abgasreinigungssysteme Um eine Einschätzung und Verhältnismäßigkeit der kumulierten Energieaufwendungen für die Herstellung (KEA H ) der Abgasreinigungssysteme zu bekommen, werden so genannte Wirkabschätzungsfaktoren ermittelt. Erntefaktor für die Herstellung Der Erntefaktor für die Herstellung EF H ist das Verhältnis zwischen Nettostromerzeugung und dem Kumulierten Energieaufwand für die Herstellung und ergibt sich als Quotient aus der physikalischen Nettostromerzeugung W netto,phys während der Lebensdauer einer energiewandelnden Anlage und dem Kumulierten Energieaufwand für deren Herstellung KEA H. Der Erntefaktor für die Herstellung EF H Seite 34
35 stellt somit ein Maß für die energetischen Investitionen dar, die für die Stromerzeugung vorgeleistet werden müssen. EF H Wnetto, phys = (4.2) KEA H Bei einem mittleren Heizwert (H U ) des Abfalls von MJ/Mg Abfall, einem spezifischen Abgasvolumenstrom von m³ i.n.tr./mg Abfall, elektrischen Wirkungsgrad von η = 23% und einer Lebensdauer von 20 Jahren mit Betriebsstunden pro Jahr ergeben sich für die o.g. Varianten die in Tabelle 11 angegeben Erntefaktoren für die Herstellung. Tabelle 11: EF H für die in Kap. 4.3 beschriebenen Abgasreinigungssystemen Energieinhalt Nettostromerzeugung [MJ/h] erzeugung [MJ/20 Nettostrom- Variante KEA H [MJ] Abfall [MJ/h] a] EF H , Energetische Rentabilitätsdauer für die Herstellung Die energetische Rentabilitätsdauer für die Herstellung ER H ist das Verhältnis zwischen dem Kumulierten Energieaufwand für die Herstellung KEA H und des effektiv genutzten Energiestroms Q eff., ermittelt aus dem Energieinhalt des Brennstoffs (Abfall) unter Berücksichtigung des Brennstoffwirkungsgrades (gesamten energetischen Wirkungsgrades der energiewandelnden Anlage). KEA H ER H = (4.3) Qeff. Unter den o.g. Voraussetzungen und einem energetischen Wirkungsgrad von 60% (Verwerterstatus) ergeben sich folgende energetische Rentabilitätszeiten (vgl. Tabelle 12) Seite 35
36 Tabelle 12: ER H für die in Kap. 4.3 beschriebenen Abgasreinigungssystemen eff. genutzter Variante KEA H [MJ] ER H [h] ER H [d] Energiestrom [MJ/h] , , , , , , Zusammenfassung / Ausblick In Abhängigkeit der einzuhaltenden Emissionsgrenzwerte sowie den Standortinfrastrukturen kommen ganz unterschiedliche Abgasreinigungssysteme zum Einsatz. Die Bandbreite erstreckt sich von einstufigen simultanen bis hin zu mehrstufigen selektiv wirkenden Verfahren. Neben den verfahrenstechnischen Grundlagen zur Abscheidung der jeweiligen Schadstoffe sind auch die Grenzen der Einsatzmöglichkeiten der einzelnen Verfahren beschrieben. Mit Hilfe von Verfahrensmatrizen wird eine qualitative Entscheidungshilfe zur möglichen Verfahrensauswahl angeboten. In ähnlicher Weise werden auch die Betriebs- und Hilfsstoffe in Abhängigkeit der einzelnen Abgasreinigungskomponenten aufgezeigt. Im Rahmen einer ganzheitlichen Untersuchung von Abgasreinigungsanlagen hinter Abfallverbrennungsanlagen werden die Energieaufwendungen mit Hilfe von Kennzahlen wie z. B. dem kumulierten Energieaufwand (KEA) in Anlehnung an die VDI-Richtline 4600 ermittelt und gegenübergestellt. Der Kumulierte Energieaufwand gibt die Gesamtheit des primärenergetischen bewerteten Aufwands an, der im Zusammenhang mit der Herstellung, Nutzung und Beseitigung eines ökonomischen Gutes (Produkt oder Dienstleistung) entsteht bzw. diesem ursächlich zugewiesen werden kann. Dieser Energieaufwand stellt die Summe der Kumulierten Energieaufwendungen für die Herstellung (KEA H ), die Nutzung (KEA N ) und die Entsorgung (KEA E ) des ökonomischen Gutes dar. Seite 36
37 Die vorliegende Ausarbeitung befasst sich ausschließlich mit den Kumulierten Energieaufwendungen für die Herstellung (KEA H ) von Abgasreinigungssystemen. Als Grundlage hierfür dienen Energie- und Stoffbilanzen der jeweiligen Prozesse. Zunächst wurden für die jeweiligen Anlagenkomponenten z.b. Elektrofilter, Wäscher, Entstickungsanlagen, usw. eine Auflistung der Bauteile und Halbzeuge erstellt und in die Bereiche Apparate- u. Stahlbau, Bauleistung/Bodenplatte und Elektroinstallation aufgeteilt. Der Komponentenumfang wurde so vorgenommen, dass ein autarker Anlagenbetrieb gewährleistet ist. Das bedeutet, dass z.b. bei dem Sorptionsfilter neben den Staubfördersystemen auch ein Additiv- und Reststoffsilo sowie Zwischenbehälter oder bei den Wäschern neben den Pumpen ebenso Vorlage- /Neutralisationsbehälter Berücksichtigung fanden. Gespiegelt an den Leistungsfähigkeiten der einzelnen Verfahrensstufen, werden sechs Varianten bewertet und zur Diskussion gestellt. Diese stehen beispielhaft für sicherlich noch viele andere Abgasreinigungskonzepte und erheben keinen Anspruch auf Ausschließlichkeit. Um eine Einschätzung und Verhältnismäßigkeit der kumulierten Energieaufwendungen für die Herstellung (KEA H ) der Abgasreinigungssysteme zu bekommen, werden so genannte Wirkabschätzungsfaktoren wie der Erntefaktor und die energetische Rentabilitätsdauer ermittelt. Die für die sechs betrachteten Abgasreinigungssysteme ermittelte energetische Rentabilitätsdauer beläuft sich auf lediglich zwei bis sieben Tage. Aus diesem Grund ist zu erwarten, dass die zur Herstellung aufgewendete Energie nur ein Bruchteil gegenüber des sich einstellenden Kumulierten Energieaufwands während der Nutzung (KEA N ) betragen wird. Die Energieaufwendungen für die Nutzung sowie für die Entsorgung der Abgasreinigungsanlagen werden im Rahmen einer ganzheitlichen Betrachtung, in Abhängigkeit der Abscheidegrade und unterschiedlichen Emissionswerten, in einer weiterführenden Untersuchung ermittelt und diskutiert. Seite 37
38 6 Literatur [1] Mauch, Wolfgang: kumulierter Energieaufwand für Güter und Dienstleistungen Basis für Ökobilanzen; Lehrstuhl für Energiewirtschaft und Kraftwerkstechnik, Technische Universität München, IfE Schriftenreihe Heft 26, Resch Verlag 1993 [2] Weber, S.; Wagner, H.-J.: CO 2 -Abscheidung mittels Aminwäsche; Lehrstuhl für Energiesysteme und Energiewirtschaft, Ruhr-Universität Bochum, BWK Bd. 61, Springer-Verlag 2009 [3] Karpf, Rudi: Welches Rauchgasreinigungsverfahren ist das Richtige? Antworten auf sich ändernde Schadstoffkonzentrationen in Abfall- und Ersatzbrennstoffverbrennungsanlagen, VGB PowerTech 12/2008 [4] K.M. Allal; D.-J. Dolignier; G. Martin: Reaction mechanism of calcium hydroxide with gaseous hydrogen chloride. Revue de L Institut Français du Pétrole; Vol. 53, Nr.6, Nov.-Dec [5] Neumann, P.; Schmidt, K.G.: Abscheidung von Quecksilber an Aktivkohlen, IUTA-Workshop Quecksilber in Verbrennungsanlagen 10./ [6] Kleine-Möllhoff, P.; Kürzinger, K.; Pfannes, G.; Lungwitz, H.: Quecksilberabscheidung mit Hilfe des Flugstromverfahrens hinter Klärschlammverbrennungsanlagen Neue Erkenntnisse, IUTA-Workshop [7] Keldenich, K.: Sorption von Quecksilber und anderen Schwermetallen an Aktivkohlen für die Reinhaltung von Wasser und Luft, Dissertation Universität- Gesamthochschule Essen, 1989 [8] Pacher, Ch.; Mocker, M.; Weber-Blaschke, G.; Faulstich, M.: Ökologischer Vergleich der Sorptionsmittel Calciumhydroxid und Natriumhydrogencarbonat, Thomé-Kozmiensky, K.J.; Beckmann, M. (Hrsg.), Energie aus Abfall, Band 6, Seite , TK Verlag Karl Thomé-Kozmiensky, Neuruppin, 2009 [9] GEMIS GEMIS-Datenbank (2007): Herstellung von Branntkalk, Calciumhydroxid und Natronlauge Seite 38
Leistungsfähigkeit von Abgasreinigungsanlagen
 Leistungsfähigkeit von Abgasreinigungsanlagen Leistungsfähigkeit von Abgasreinigungsanlagen Peter Quicker, Yves Noël, Robert Daschner, Martin Faulstich, Ulf Raesfeld und Markus Gleis 1. Staubabscheidung...486
Leistungsfähigkeit von Abgasreinigungsanlagen Leistungsfähigkeit von Abgasreinigungsanlagen Peter Quicker, Yves Noël, Robert Daschner, Martin Faulstich, Ulf Raesfeld und Markus Gleis 1. Staubabscheidung...486
Prozessoptimierung an kalkbasierenden Rauchgasreinigungsverfahren
 Prozessoptimierung an kalkbasierenden Dipl.-Ing. Rudi Karpf ete.a GmbH, Lich 4. Potsdamer Fachtagung Optimierung in der thermischen Abfall- und Reststoffbehandlung Perspektiven und Möglichkeiten Potsdam,
Prozessoptimierung an kalkbasierenden Dipl.-Ing. Rudi Karpf ete.a GmbH, Lich 4. Potsdamer Fachtagung Optimierung in der thermischen Abfall- und Reststoffbehandlung Perspektiven und Möglichkeiten Potsdam,
Übungsaufgaben zu den LPE 16: Wärmekraftwerke und 17: Abgasreinigung
 Übungsaufgaben zu den LPE 16: Wärmekraftwerke und 17: Abgasreinigung Themenbereiche Clausius-Rankine-Prozess T,s-Diagramm Abgasreinigung Inhaltsverzeichnis 2 Übungsaufgaben zur LPE 17 (Abgasreinigung)...1
Übungsaufgaben zu den LPE 16: Wärmekraftwerke und 17: Abgasreinigung Themenbereiche Clausius-Rankine-Prozess T,s-Diagramm Abgasreinigung Inhaltsverzeichnis 2 Übungsaufgaben zur LPE 17 (Abgasreinigung)...1
Univ. Prof. Dr.-Ing. habil. K. Görner. Entstaubung, Entstickung und Trockensorption in einem
 LUAT Lehrstuhl für Umweltverfahrenstechnik und Anlagentechnik Univ. Prof. Dr.-Ing. habil. K. Görner Universität Essen Entstaubung, Entstickung und Trockensorption in einem H. Cramer Universität Essen,
LUAT Lehrstuhl für Umweltverfahrenstechnik und Anlagentechnik Univ. Prof. Dr.-Ing. habil. K. Görner Universität Essen Entstaubung, Entstickung und Trockensorption in einem H. Cramer Universität Essen,
Optimierungsansätze zur Steigerung der SO 2 - Minderung mittels Direktentschwefelung im GKS Schweinfurt
 Vortragstitel Folie 1 Optimierungsansätze zur Steigerung der SO 2 - Minderung mittels Direktentschwefelung im GKS Schweinfurt Ragnar Warnecke, GKS Volker Müller, GKS Stefan Langer, GKS Andreas Wiedl, ete.a
Vortragstitel Folie 1 Optimierungsansätze zur Steigerung der SO 2 - Minderung mittels Direktentschwefelung im GKS Schweinfurt Ragnar Warnecke, GKS Volker Müller, GKS Stefan Langer, GKS Andreas Wiedl, ete.a
DEFINITIONEN REINES WASSER
 SÄUREN UND BASEN 1) DEFINITIONEN REINES WASSER enthält gleich viel H + Ionen und OH Ionen aus der Reaktion H 2 O H + OH Die GGWKonstante dieser Reaktion ist K W = [H ]*[OH ] = 10 14 In die GGWKonstante
SÄUREN UND BASEN 1) DEFINITIONEN REINES WASSER enthält gleich viel H + Ionen und OH Ionen aus der Reaktion H 2 O H + OH Die GGWKonstante dieser Reaktion ist K W = [H ]*[OH ] = 10 14 In die GGWKonstante
Inhaltsverzeichnis. Einleitung. Ab-/Adsorption
 2. Regensburger Fachtagung 19./20. Juni 2012 Thermische Abfallverwertung und Metallrückgewinnung mit energieoptimierter Anlagentechnik, wirtschaftlicher Abgasreinigung und umweltverträglicher Reststoffverwertung
2. Regensburger Fachtagung 19./20. Juni 2012 Thermische Abfallverwertung und Metallrückgewinnung mit energieoptimierter Anlagentechnik, wirtschaftlicher Abgasreinigung und umweltverträglicher Reststoffverwertung
Name: Punktzahl: von 57 Note:
 Testen Sie Ihr Wissen! Übungsprobe zu den Tertia-Themen und Säure-Base-Reaktionen Name: Punktzahl: von 57 Note: Für die folgenden Fragen haben Sie 60 Minuten Zeit. Viel Erfolg! Hilfsmittel: das ausgeteilte
Testen Sie Ihr Wissen! Übungsprobe zu den Tertia-Themen und Säure-Base-Reaktionen Name: Punktzahl: von 57 Note: Für die folgenden Fragen haben Sie 60 Minuten Zeit. Viel Erfolg! Hilfsmittel: das ausgeteilte
Prozessoptimierung an kalkbasierenden Rauchgasreinigungsverfahren
 Prozessoptimierung an kalkbasierenden Dipl.-Ing. Rudi Karpf Dipl.-Ing. Volker Dütge ete.a Ingenieurgesellschaft mbh, Lich VDI Wissensforum, Seminar 435918 BAT- und preisorientierte Dioxin-/ Rauchgasreinigungstechniken
Prozessoptimierung an kalkbasierenden Dipl.-Ing. Rudi Karpf Dipl.-Ing. Volker Dütge ete.a Ingenieurgesellschaft mbh, Lich VDI Wissensforum, Seminar 435918 BAT- und preisorientierte Dioxin-/ Rauchgasreinigungstechniken
LÜHR FILTER. Ein- und mehrstufige Verfahren zur Gasreinigung hinter Verbrennungsanlagen. von Dipl. - Ing. Rüdiger Margraf
 LÜHR FILTER Ein- und mehrstufige Verfahren zur Gasreinigung hinter Verbrennungsanlagen von Dipl. - Ing. Rüdiger Margraf s 9. 10. November 2009, Hamburg 9. - 10. November 2009, Hamburg 1 Inhaltsverzeichnis
LÜHR FILTER Ein- und mehrstufige Verfahren zur Gasreinigung hinter Verbrennungsanlagen von Dipl. - Ing. Rüdiger Margraf s 9. 10. November 2009, Hamburg 9. - 10. November 2009, Hamburg 1 Inhaltsverzeichnis
Zuverlässig und kostengünstig Antworten auf die erhöhten Anforderungen an die Emissionsgrenzwerte aus Sicht eines Anlagenbauers
 Antworten auf die erhöhten Anforderungen an die Emissionsgrenzwerte Zuverlässig und kostengünstig Antworten auf die erhöhten Anforderungen an die Emissionsgrenzwerte aus Sicht eines Anlagenbauers Rüdiger
Antworten auf die erhöhten Anforderungen an die Emissionsgrenzwerte Zuverlässig und kostengünstig Antworten auf die erhöhten Anforderungen an die Emissionsgrenzwerte aus Sicht eines Anlagenbauers Rüdiger
Verwendung von Natriumbicarbonat zur Neutralisation saurer Bestandteile in Abgasen
 Verwendung von Natriumbicarbonat zur Neutralisation saurer Bestandteile in Abgasen Verwendung von Natriumbicarbonat zur Neutralisation saurer Bestandteile in Abgasen Thomas Bauer 1. Charakterisierung des
Verwendung von Natriumbicarbonat zur Neutralisation saurer Bestandteile in Abgasen Verwendung von Natriumbicarbonat zur Neutralisation saurer Bestandteile in Abgasen Thomas Bauer 1. Charakterisierung des
Abschlussklausur Allgemeine und Anorganische Chemie Teil 2 (Geologie, Geophysik und Mineralogie)
") Abschlussklausur Allgemeine und Anorganische Chemie Teil 2 (Geologie, Geophysik und Mineralogie) Teilnehmer/in:... Matrikel-Nr.:... - 1. Sie sollen aus NaCl und Wasser 500 ml einer Lösung herstellen, die
Abschlussklausur Allgemeine und Anorganische Chemie Teil 2 (Geologie, Geophysik und Mineralogie) Teilnehmer/in:... Matrikel-Nr.:... - 1. Sie sollen aus NaCl und Wasser 500 ml einer Lösung herstellen, die
Zielkonflikt Emissionen und Energieeffizienz am Beispiel der 37. BImSchV
 Fakultät Maschinenwesen Institut für Energietechnik Zielkonflikt Emissionen und Energieeffizienz am Beispiel der 37. BImSchV Michael Beckmann LfULG - Kolloquium am 26.11.2008 in Dresden Sächsisches Landesamt
Fakultät Maschinenwesen Institut für Energietechnik Zielkonflikt Emissionen und Energieeffizienz am Beispiel der 37. BImSchV Michael Beckmann LfULG - Kolloquium am 26.11.2008 in Dresden Sächsisches Landesamt
Rauchgasreinigung nach dem CDAS-Verfahren Untersuchungen über die chemischen Abläufe. Dr. Jörg Metschke
 Rauchgasreinigung nach dem CDAS-Verfahren Untersuchungen über die chemischen Abläufe Dr. Jörg Metschke In der "Quasi-trockenen" Rauchgasreinigung nach dem CDAS-Prinzip (Conditional Dry Absorption System)
Rauchgasreinigung nach dem CDAS-Verfahren Untersuchungen über die chemischen Abläufe Dr. Jörg Metschke In der "Quasi-trockenen" Rauchgasreinigung nach dem CDAS-Prinzip (Conditional Dry Absorption System)
B Chemisch Wissenwertes. Arrhénius gab 1887 Definitionen für Säuren und Laugen an, die seither öfter erneuert wurden.
 -I B.1- B C H E M I S C H W ISSENWERTES 1 Säuren, Laugen und Salze 1.1 Definitionen von Arrhénius Arrhénius gab 1887 Definitionen für Säuren und Laugen an, die seither öfter erneuert wurden. Eine Säure
-I B.1- B C H E M I S C H W ISSENWERTES 1 Säuren, Laugen und Salze 1.1 Definitionen von Arrhénius Arrhénius gab 1887 Definitionen für Säuren und Laugen an, die seither öfter erneuert wurden. Eine Säure
Wasserstoffbrückenbindung, H 2 O, NH 3, HF, Wasserstoff im PSE, Isotope, Vorkommen, exotherme Reaktion mit Sauerstoff zu Wasser, Energieinhalt,
 Wiederholung der letzten Vorlesungsstunde: Das Element Wasserstoff und seine Verbindungen Wasserstoffbrückenbindung, H 2 O, NH 3, HF, Wasserstoff im PSE, Isotope, Vorkommen, exotherme Reaktion mit Sauerstoff
Wiederholung der letzten Vorlesungsstunde: Das Element Wasserstoff und seine Verbindungen Wasserstoffbrückenbindung, H 2 O, NH 3, HF, Wasserstoff im PSE, Isotope, Vorkommen, exotherme Reaktion mit Sauerstoff
1. Standortbestimmung, Januar Chemie. Eine gedruckte und/oder eine persönlich erstellte und vom Dozenten visierte Formelsammlung,
 1. Standortbestimmung, Januar 2015 Chemie Dauer der Prüfung: 90 Minuten Erlaubte Hilfsmittel: Eine gedruckte und/oder eine persönlich erstellte und vom Dozenten visierte Formelsammlung, Ein netzunabhängiger,
1. Standortbestimmung, Januar 2015 Chemie Dauer der Prüfung: 90 Minuten Erlaubte Hilfsmittel: Eine gedruckte und/oder eine persönlich erstellte und vom Dozenten visierte Formelsammlung, Ein netzunabhängiger,
LÜHR FILTER. von Dipl. - Ing. Rüdiger Margraf
 LÜHR FILTER Einfach und effektiv Antworten auf die steigenden Anforderungen an die Rauchgasreinigung hinter Verbrennungsanlagen für die Abscheidung von HCl, SOx und NOx anhand von Praxisbeispielen von
LÜHR FILTER Einfach und effektiv Antworten auf die steigenden Anforderungen an die Rauchgasreinigung hinter Verbrennungsanlagen für die Abscheidung von HCl, SOx und NOx anhand von Praxisbeispielen von
3.2. Aufgaben zu Säure-Base-Gleichgewichten
 .. Aufgaben zu Säure-Base-Gleichgewichten Aufgabe : Herstellung saurer und basischer Lösungen Gib die Reaktionsgleichungen für die Herstellung der folgenden Lösungen durch Reaktion der entsprechenden Oxide
.. Aufgaben zu Säure-Base-Gleichgewichten Aufgabe : Herstellung saurer und basischer Lösungen Gib die Reaktionsgleichungen für die Herstellung der folgenden Lösungen durch Reaktion der entsprechenden Oxide
PROBENAHME- UND ANALYSEVERFAHREN FÜR EMISSIONSMESSUNGEN
 Kurztitel Verbrennung von gefährlichen Abfällen Kundmachungsorgan BGBl. II Nr. 22/1999 /Artikel/Anlage Anl. 4 Inkrafttretensdatum 01.02.1999 Außerkrafttretensdatum 27.12.2005 Text Anlage 4 PROBENAHME-
Kurztitel Verbrennung von gefährlichen Abfällen Kundmachungsorgan BGBl. II Nr. 22/1999 /Artikel/Anlage Anl. 4 Inkrafttretensdatum 01.02.1999 Außerkrafttretensdatum 27.12.2005 Text Anlage 4 PROBENAHME-
Emissionserklärung 2012
 Emissionserklärung 2012 von Restabfallbehandlungsanlage Südwestthüringen Stand: 22.03.2013 11:05:15 Hinweis: Bedingt durch die Methode zur Erzeugung einer PDF-Datei (XML/XSL-Transformation) lassen sich
Emissionserklärung 2012 von Restabfallbehandlungsanlage Südwestthüringen Stand: 22.03.2013 11:05:15 Hinweis: Bedingt durch die Methode zur Erzeugung einer PDF-Datei (XML/XSL-Transformation) lassen sich
Übung zu den Vorlesungen Organische und Anorganische Chemie
 Übung zu den Vorlesungen Organische und Anorganische Chemie für Biologen und Humanbiologen 12.11.08 1. Stellen sie die Reaktionsgleichung für die Herstellung von Natriumsulfid aus den Elementen auf. Wieviel
Übung zu den Vorlesungen Organische und Anorganische Chemie für Biologen und Humanbiologen 12.11.08 1. Stellen sie die Reaktionsgleichung für die Herstellung von Natriumsulfid aus den Elementen auf. Wieviel
Drei wesentliche Mechanismen der NO x. - bzw. NO-Bildung: hohe Temperaturen (ab ca. 1.250 C); stark temperaturabhängig; Zeldovich-Mechanismus
; stark temperaturabhängig; Zeldovich-Mechanismus") Drei wesentliche Mechanismen der NO x - bzw. NO-Bildung: Zeldovich-Mechanismus hohe Temperaturen (ab ca. 1.250 C); stark temperaturabhängig; Bildung in der Flammenfront; schnelle Bildungsreaktion, kaum
Drei wesentliche Mechanismen der NO x - bzw. NO-Bildung: Zeldovich-Mechanismus hohe Temperaturen (ab ca. 1.250 C); stark temperaturabhängig; Bildung in der Flammenfront; schnelle Bildungsreaktion, kaum
ECONOMIC IN ECOLOGY. Katalytische Abgasund Abluftreinigung UMWELTTECHNIK GMBH
 ENOMIC IN ELOGY Katalytische Abgasund Abluftreinigung UMWELTTECHNIK GMBH Das System Seit Jahrzehnten erstellt EWK Umwelttechnik Anlagen zur Reinhaltung der Luft und zur Reinigung von Abgasströmen. Das
ENOMIC IN ELOGY Katalytische Abgasund Abluftreinigung UMWELTTECHNIK GMBH Das System Seit Jahrzehnten erstellt EWK Umwelttechnik Anlagen zur Reinhaltung der Luft und zur Reinigung von Abgasströmen. Das
Crashkurs Säure-Base
 Crashkurs Säure-Base Was sind Säuren und Basen? Welche Eigenschaften haben sie?` Wie reagieren sie mit Wasser? Wie reagieren sie miteinander? Wie sind die Unterschiede in der Stärke definiert? Was ist
Crashkurs Säure-Base Was sind Säuren und Basen? Welche Eigenschaften haben sie?` Wie reagieren sie mit Wasser? Wie reagieren sie miteinander? Wie sind die Unterschiede in der Stärke definiert? Was ist
HDT-Fachtagung: Trockensorption
 HDT-Fachtagung: Trockensorption Titel: Vorname: Name: Anschrift: Dipl. Ing. Rüdiger Margraf LÜHR FILTER GmbH & Co. KG Enzer Str. 26 31655 Stadthagen DEUTSCHLAND Tel.: +49 (0)5721 708-200 Fax: +49 (0)5721
HDT-Fachtagung: Trockensorption Titel: Vorname: Name: Anschrift: Dipl. Ing. Rüdiger Margraf LÜHR FILTER GmbH & Co. KG Enzer Str. 26 31655 Stadthagen DEUTSCHLAND Tel.: +49 (0)5721 708-200 Fax: +49 (0)5721
Stand der Technik bei Einsatz filternder Abscheider hinter Verbrennungsanlagen für f
 Stand der Technik bei Einsatz filternder Abscheider hinter Verbrennungsanlagen für f r Holz der Klassen A I - A IV Dipl.-Ing. Rüdiger Margraf - LÜHR FILTER GmbH & Co. KG, Stadthagen Informationsveranstaltung
Stand der Technik bei Einsatz filternder Abscheider hinter Verbrennungsanlagen für f r Holz der Klassen A I - A IV Dipl.-Ing. Rüdiger Margraf - LÜHR FILTER GmbH & Co. KG, Stadthagen Informationsveranstaltung
Information der Öffentlichkeit
 Information der Öffentlichkeit Die Dow Olefinverbund GmbH betreibt auf ihrem Betriebsgelände im Werk Böhlen zwei Verbrennungsanlagen in denen flüssige Abfälle (Restprodukte) der jeweiligen Produktionsanlage
Information der Öffentlichkeit Die Dow Olefinverbund GmbH betreibt auf ihrem Betriebsgelände im Werk Böhlen zwei Verbrennungsanlagen in denen flüssige Abfälle (Restprodukte) der jeweiligen Produktionsanlage
Gesellschaft zur Entsorgung von chemischen Kampfstoffen und Rüstungsaltlasten mbh
 Seite 1 von 5 1. Anlagen - Verbrennungsanlage 1 - mit diskontinuierlicher Beschickung (Herdwagen) - Verbrennungsanlage 2 - Plasmaofen mit kontinuierlicher Beschickung - Verbrennungsanlage 3 - Sprengofen
Seite 1 von 5 1. Anlagen - Verbrennungsanlage 1 - mit diskontinuierlicher Beschickung (Herdwagen) - Verbrennungsanlage 2 - Plasmaofen mit kontinuierlicher Beschickung - Verbrennungsanlage 3 - Sprengofen
Abgasreinigung. HOK Herdofenkoks. Das Original.
 Abgasreinigung. HOK Herdofenkoks. Das Original. - Granulat 1,25-5 mm - Medium 0,1-1,5 mm - Staub 0-0,4 mm - Mahlaktiviert 0-0,125 mm Herdofenkoks HOK - das kostengünstige Adsorptions- und Katalysatormaterial
Abgasreinigung. HOK Herdofenkoks. Das Original. - Granulat 1,25-5 mm - Medium 0,1-1,5 mm - Staub 0-0,4 mm - Mahlaktiviert 0-0,125 mm Herdofenkoks HOK - das kostengünstige Adsorptions- und Katalysatormaterial
Chemiebuch Elemente Lösungen zu Aufgaben aus Kapitel 13
 Kantonsschule Kreuzlingen, Klaus Hensler Chemiebuch Elemente Lösungen zu Aufgaben aus Kapitel 13 Grundregeln für stöchiometrische Berechnungen Wenn es um Reaktionen geht zuerst die chem. Gleichung aufstellen
Kantonsschule Kreuzlingen, Klaus Hensler Chemiebuch Elemente Lösungen zu Aufgaben aus Kapitel 13 Grundregeln für stöchiometrische Berechnungen Wenn es um Reaktionen geht zuerst die chem. Gleichung aufstellen
Dissoziation, ph-wert und Puffer
 Dissoziation, ph-wert und Puffer Die Stoffmengenkonzentration (molare Konzentration) c einer Substanz wird in diesem Text in eckigen Klammern dargestellt, z. B. [CH 3 COOH] anstelle von c CH3COOH oder
Dissoziation, ph-wert und Puffer Die Stoffmengenkonzentration (molare Konzentration) c einer Substanz wird in diesem Text in eckigen Klammern dargestellt, z. B. [CH 3 COOH] anstelle von c CH3COOH oder
C Säure-Base-Reaktionen
 -V.C1- C Säure-Base-Reaktionen 1 Autoprotolyse des Wassers und ph-wert 1.1 Stoffmengenkonzentration Die Stoffmengenkonzentration eines gelösten Stoffes ist der Quotient aus der Stoffmenge und dem Volumen
-V.C1- C Säure-Base-Reaktionen 1 Autoprotolyse des Wassers und ph-wert 1.1 Stoffmengenkonzentration Die Stoffmengenkonzentration eines gelösten Stoffes ist der Quotient aus der Stoffmenge und dem Volumen
Fragen zum Thema chemische Reaktionen Klasse 4 1. Was gehört zu einer chemische Reaktionsgleichung? 2. Wie nennt man die Stoffe, die vor der Reaktion
 1. Was gehört zu einer chemische Reaktionsgleichung? 2. Wie nennt man die Stoffe, die vor der Reaktion vorliegen? 3. Wie nennt man die Stoffe, die nach der Reaktion vorliegen? 4. Womit wird die Richtung
1. Was gehört zu einer chemische Reaktionsgleichung? 2. Wie nennt man die Stoffe, die vor der Reaktion vorliegen? 3. Wie nennt man die Stoffe, die nach der Reaktion vorliegen? 4. Womit wird die Richtung
Verbrennungstechnik. 1. Brennstoffe. 1.Brennstoffe. 2.Heizwert. 2.1 Oberer Heizwert 2.2 Unterer Heizwert. 3.Verbrennungsvorgang
 Verbrennungstechnik 1.Brennstoffe.Heizwert.1 Oberer Heizwert. Unterer Heizwert.Verbrennungsvorgang.1 Verbrennungsgleichungen 4.Ermittlung von Sauerstoff-, Luftbedarf u. Rauchgasmenge 5.Verbrennungskontrolle
Verbrennungstechnik 1.Brennstoffe.Heizwert.1 Oberer Heizwert. Unterer Heizwert.Verbrennungsvorgang.1 Verbrennungsgleichungen 4.Ermittlung von Sauerstoff-, Luftbedarf u. Rauchgasmenge 5.Verbrennungskontrolle
Übung zu den Vorlesungen Organische und Anorganische Chemie
 Übung zu den Vorlesungen Organische und Anorganische Chemie für Biologen und Humanbiologen 07.11.08 - Lösungen - 1. Vervollständigen Sie die Reaktionsgleichungen und benennen Sie alle Verbindungen und
Übung zu den Vorlesungen Organische und Anorganische Chemie für Biologen und Humanbiologen 07.11.08 - Lösungen - 1. Vervollständigen Sie die Reaktionsgleichungen und benennen Sie alle Verbindungen und
Experimente mit Brausetabletten
 Experimente mit Brausetabletten Beim Auflösen von Brausetabletten reagiert Natriumhydrogencarbonat NaHCO 3 mit der ebenfalls in der Tablette enthaltener Säure (meist Wein- oder Citronensäure; allgemein
Experimente mit Brausetabletten Beim Auflösen von Brausetabletten reagiert Natriumhydrogencarbonat NaHCO 3 mit der ebenfalls in der Tablette enthaltener Säure (meist Wein- oder Citronensäure; allgemein
Abgasreinigung mit Natriumhydrogencarbonat
 Abgasreinigung mit Natriumhydrogencarbonat Analyse und Bewertung Peter Quicker, Martin Rotheut, Uwe Athmann und Marc Schulten 1. Veranlassung und Ansatz...615 2. Stand des Wissens...616 2.1. Verfahrenseinteilung...616
Abgasreinigung mit Natriumhydrogencarbonat Analyse und Bewertung Peter Quicker, Martin Rotheut, Uwe Athmann und Marc Schulten 1. Veranlassung und Ansatz...615 2. Stand des Wissens...616 2.1. Verfahrenseinteilung...616
Untersuchung der Absorption von Schwermetallen und Ammonium durch MAC
 Wolferner Analytik GmbH Untersuchung der Absorption von Schwermetallen und Ammonium durch MAC 1 Veröffentlichung 15.12.2004, Studie Zusammenfassung: Im Auftrag der ASTRA GmbH, einer Vorgesellschaft der
Wolferner Analytik GmbH Untersuchung der Absorption von Schwermetallen und Ammonium durch MAC 1 Veröffentlichung 15.12.2004, Studie Zusammenfassung: Im Auftrag der ASTRA GmbH, einer Vorgesellschaft der
Messverfahren. 1. Die Messungen sind für folgende Stoffe nach den Regeln der Technik durchzuführen:
 Kurztitel Verbrennung gefährlicher Abfälle in gewerblichen Betriebsanlagen Kundmachungsorgan BGBl. II Nr. 32/1999 /Artikel/Anlage Anl. 2 Inkrafttretensdatum 01.02.1999 Außerkrafttretensdatum 27.12.2005
Kurztitel Verbrennung gefährlicher Abfälle in gewerblichen Betriebsanlagen Kundmachungsorgan BGBl. II Nr. 32/1999 /Artikel/Anlage Anl. 2 Inkrafttretensdatum 01.02.1999 Außerkrafttretensdatum 27.12.2005
(Anmerkung: der Einfachheit halber wurde hier genau 1 mol der Stoffe eingesetzt um die Massen in [g] zu erhalten. )
![(Anmerkung: der Einfachheit halber wurde hier genau 1 mol der Stoffe eingesetzt um die Massen in [g] zu erhalten. )](/thumbs/60/45152281.jpg "(Anmerkung: der Einfachheit halber wurde hier genau 1 mol der Stoffe eingesetzt um die Massen in [g] zu erhalten. )") Massenanteil eines Stoffes X [%] w(x) = m(x) / m i m(x) Masse des Stoffes X m i Masse aller Komponenten i NaCl (Kochsalz) w(na + ) = m(na + ) / m(nacl) = 23 g / 58,5 g = 0,393 = 39,3 % w(cl - ) = m(cl
Massenanteil eines Stoffes X [%] w(x) = m(x) / m i m(x) Masse des Stoffes X m i Masse aller Komponenten i NaCl (Kochsalz) w(na + ) = m(na + ) / m(nacl) = 23 g / 58,5 g = 0,393 = 39,3 % w(cl - ) = m(cl
Perspektiven für die thermische Klärschlamm-Entsorgung
 Perspektiven für die thermische Klärschlamm-Entsorgung Innovatherm Gesellschaft zur innovativen Nutzung von Brennstoffen mbh Frydagstraße 47 44536 Lünen Tel. 0 23 06/9 28 23-10 Fax 0 23 06/9 28 23-17 E-Mail
Perspektiven für die thermische Klärschlamm-Entsorgung Innovatherm Gesellschaft zur innovativen Nutzung von Brennstoffen mbh Frydagstraße 47 44536 Lünen Tel. 0 23 06/9 28 23-10 Fax 0 23 06/9 28 23-17 E-Mail
Darstellung von Schwefelsäure. ein Referat von Melanie Rauhut Michael Voßkuhl
 Darstellung von Schwefelsäure ein Referat von Melanie Rauhut Michael Voßkuhl Inhaltsangabe Allgemeine Bedeutung der Schwefelsäure Geschichte der Schwefelsäuredarstellung Das Kontaktverfahren Das Bleikammerverfahren
Darstellung von Schwefelsäure ein Referat von Melanie Rauhut Michael Voßkuhl Inhaltsangabe Allgemeine Bedeutung der Schwefelsäure Geschichte der Schwefelsäuredarstellung Das Kontaktverfahren Das Bleikammerverfahren
Reinigung von Abgasen Technische Methoden zur Verringerung von Schadstoffen
 Technische Methoden zur Verringerung von Schadstoffen Bei der Verbrennung von Abfällen in Müllverbrennungs-Anlagen entstehen zwangsläufig Schadstoffe. Durch entsprechende technische Ausstattung (Filteranlagen)
Technische Methoden zur Verringerung von Schadstoffen Bei der Verbrennung von Abfällen in Müllverbrennungs-Anlagen entstehen zwangsläufig Schadstoffe. Durch entsprechende technische Ausstattung (Filteranlagen)
Trockensorption von Schadgasen für eine sichere, saubere und wirtschaftliche Produktion
 Trockensorption von Schadgasen für eine sichere, saubere und wirtschaftliche Produktion Nederman: Anlagenlieferant und Consulting-Unternehmen Wir begleiten unsere Kunden durch den kompletten Lebenszyklus
Trockensorption von Schadgasen für eine sichere, saubere und wirtschaftliche Produktion Nederman: Anlagenlieferant und Consulting-Unternehmen Wir begleiten unsere Kunden durch den kompletten Lebenszyklus
Prüfstände und Versuchsanlagen von RVT Process Equipment GmbH
 Prüfstände und Versuchsanlagen von RVT betreibt verschiedene Versuchseinrichtungen, sei es um die eigenen Produkte auf ihre Praxistauglichkeit hin zu testen und weiter zu entwickeln, oder um im Kundenauftrag
Prüfstände und Versuchsanlagen von RVT betreibt verschiedene Versuchseinrichtungen, sei es um die eigenen Produkte auf ihre Praxistauglichkeit hin zu testen und weiter zu entwickeln, oder um im Kundenauftrag
Gaswärmepumpe. Informationsblatt Nr. 59 März 2015. Einleitung. Die Gaswärmepumpe im Bestandsgebäude:
 Informationsblatt Nr. 59 März 2015 Gaswärmepumpe Einleitung Die Gaswärmepumpe ist die konsequente Weiterentwicklung der etablierten Gas-Brennwerttechnik und zeigt eindrucksvoll die Zukunftsfähigkeit der
Informationsblatt Nr. 59 März 2015 Gaswärmepumpe Einleitung Die Gaswärmepumpe ist die konsequente Weiterentwicklung der etablierten Gas-Brennwerttechnik und zeigt eindrucksvoll die Zukunftsfähigkeit der
VORTRAG VERBRENNUNGSTECHNIK
 VORTRAG VERBRENNUNGSTECHNIK 5. Mai 2015 DI. Ewald Sallinger Abteilung 8 - Kompetenzzentrum für Umwelt Wasser und Naturschutz Amt der Kärntner Landesregierung Verbrennungsreaktionen und Gleichgewichtszustände
VORTRAG VERBRENNUNGSTECHNIK 5. Mai 2015 DI. Ewald Sallinger Abteilung 8 - Kompetenzzentrum für Umwelt Wasser und Naturschutz Amt der Kärntner Landesregierung Verbrennungsreaktionen und Gleichgewichtszustände
Zn E 0 = - 0,76 V E 0 = + 0,34 V
 Redoxreaktionen außerhalb galvanischer Zellen Oxidierte Form Reduzierte Form Zn 2+ Cu 2+ Zn Cu E 0 = - 0,76 V E 0 = + 0,34 V Auch außerhalb von galvanischen Zellen gilt: Nur dann, wenn E 0 der Gesamtreaktion
Redoxreaktionen außerhalb galvanischer Zellen Oxidierte Form Reduzierte Form Zn 2+ Cu 2+ Zn Cu E 0 = - 0,76 V E 0 = + 0,34 V Auch außerhalb von galvanischen Zellen gilt: Nur dann, wenn E 0 der Gesamtreaktion
Chemische Verbrennung
 Christopher Rank Sommerakademie Salem 2008 Gliederung Die chemische Definition Voraussetzungen sgeschwindigkeit Exotherme Reaktion Reaktionsenthalpie Heizwert Redoxreaktionen Bohrsches Atommodell s Elektrochemie:
Christopher Rank Sommerakademie Salem 2008 Gliederung Die chemische Definition Voraussetzungen sgeschwindigkeit Exotherme Reaktion Reaktionsenthalpie Heizwert Redoxreaktionen Bohrsches Atommodell s Elektrochemie:
Lösung 7. Allgemeine Chemie I Herbstsemester Je nach Stärke einer Säure tritt eine vollständige oder nur eine teilweise Dissoziation auf.
 Lösung 7 Allgemeine Chemie I Herbstsemester 2012 1. Aufgabe Je nach Stärke einer Säure tritt eine vollständige oder nur eine teilweise Dissoziation auf. Chlorwasserstoff ist eine starke Säure (pk a = 7),
Lösung 7 Allgemeine Chemie I Herbstsemester 2012 1. Aufgabe Je nach Stärke einer Säure tritt eine vollständige oder nur eine teilweise Dissoziation auf. Chlorwasserstoff ist eine starke Säure (pk a = 7),
Übungsaufgaben Chemie Nr. 3
 Übungsaufgaben Chemie Nr. 3 22) Wie hoch ist die Molarität der jeweiligen Lösungen, wenn die angegebene Substanzmenge in Wasser gelöst und auf 200 ml aufgefüllt wurde? a) 58.44g NaCl (Kochsalz) b) 100
Übungsaufgaben Chemie Nr. 3 22) Wie hoch ist die Molarität der jeweiligen Lösungen, wenn die angegebene Substanzmenge in Wasser gelöst und auf 200 ml aufgefüllt wurde? a) 58.44g NaCl (Kochsalz) b) 100
Trennungsgang. AC-I Seminar, B.
 Trennungsgang http://illumina-chemie.de/mangan-chrom-t2100.html www.chemgapedia.de, www.chemische-experimente.com 1 Trennungsgang auf einen Blick Trennungsgang Reaktionen in wässriger Lösung Fällung und
Trennungsgang http://illumina-chemie.de/mangan-chrom-t2100.html www.chemgapedia.de, www.chemische-experimente.com 1 Trennungsgang auf einen Blick Trennungsgang Reaktionen in wässriger Lösung Fällung und
Ein Paradies zum Wandern. Energiegeladen
 Göppingen 02 03 Energiegeladen Ein Paradies zum Wandern Abfall ist ein wertvoller Energieträger. Dieser wird in den Anlagen der EEW-Energy-from-Waste-Gruppe (EEW) seit mehr als 40 Jahren energetisch verwertet
Göppingen 02 03 Energiegeladen Ein Paradies zum Wandern Abfall ist ein wertvoller Energieträger. Dieser wird in den Anlagen der EEW-Energy-from-Waste-Gruppe (EEW) seit mehr als 40 Jahren energetisch verwertet
Modul BCh 1.2 Praktikum Anorganische und Analytische Chemie I
 Institut für Anorganische Chemie Prof. Dr. R. Streubel Modul BCh 1.2 Praktikum Anorganische und Analytische Chemie I Vorlesung für die Studiengänge Bachelor Chemie und Lebensmittelchemie Im WS 08/09 Die
Institut für Anorganische Chemie Prof. Dr. R. Streubel Modul BCh 1.2 Praktikum Anorganische und Analytische Chemie I Vorlesung für die Studiengänge Bachelor Chemie und Lebensmittelchemie Im WS 08/09 Die
Standortbestimmung / Äquivalenzprüfung. Chemie. Mittwoch, 13. April 2016, Uhr
 Seite 1 von 7 Standortbestimmung / Äquivalenzprüfung Chemie Mittwoch, 13. April 2016, 16.45-18.15 Uhr Dauer der Prüfung: 90 Minuten Erlaubte Hilfsmittel: Eine gedruckte und/oder eine persönlich erstellte
Seite 1 von 7 Standortbestimmung / Äquivalenzprüfung Chemie Mittwoch, 13. April 2016, 16.45-18.15 Uhr Dauer der Prüfung: 90 Minuten Erlaubte Hilfsmittel: Eine gedruckte und/oder eine persönlich erstellte
ixierung von Quecksilber, Dioxinen und Furanen 2. Regensburger Fachtagung 19./
 2. Regensburger 19./20.06.2012 Dipl.-Ing. (FH), Walhalla Kalk GmbH & Co. KG Donaustaufer 207, D-93055 Regensburg, Tel. 0941 4025-520 / Fax -510 / georg.schuster@walhalla-kalk.de ixierung von Quecksilber,
2. Regensburger 19./20.06.2012 Dipl.-Ing. (FH), Walhalla Kalk GmbH & Co. KG Donaustaufer 207, D-93055 Regensburg, Tel. 0941 4025-520 / Fax -510 / georg.schuster@walhalla-kalk.de ixierung von Quecksilber,
Planung, Bau und Betrieb von Chemieanlagen - Übung Allgemeine Chemie. Allgemeine Chemie. Rückblick auf vorherige Übung
 Planung, Bau und Betrieb von Chemieanlagen - Übung Allgemeine Chemie 1 Allgemeine Chemie Rückblick auf vorherige Übung 2 Löslichkeit Was ist eine Lösung? - Eine Lösung ist ein einphasiges (homogenes) Gemisch
Planung, Bau und Betrieb von Chemieanlagen - Übung Allgemeine Chemie 1 Allgemeine Chemie Rückblick auf vorherige Übung 2 Löslichkeit Was ist eine Lösung? - Eine Lösung ist ein einphasiges (homogenes) Gemisch
Das Quecksilber-Referenzverfahrens nach DIN EN unter dem Aspekt neuer niedriger Grenzwerte
 Das Quecksilber-Referenzverfahrens nach DIN EN 13211 unter dem Aspekt neuer niedriger Grenzwerte Klaus - Dieter Schröder ANECO Institut für Umweltschutz GmbH & Co. Wehnerstr. 1-7, 41068 Mönchengladbach
Das Quecksilber-Referenzverfahrens nach DIN EN 13211 unter dem Aspekt neuer niedriger Grenzwerte Klaus - Dieter Schröder ANECO Institut für Umweltschutz GmbH & Co. Wehnerstr. 1-7, 41068 Mönchengladbach
Rein oder nicht rein?
 Station 1: Rein oder nicht rein? Versuche: 1 Bestimmen Sie experimentell die Löslichkeit von Kochsalz. [Hinweis: Unter der Löslichkeit versteht man die Masse eines Stoffes in Gramm, die sich gerade noch
Station 1: Rein oder nicht rein? Versuche: 1 Bestimmen Sie experimentell die Löslichkeit von Kochsalz. [Hinweis: Unter der Löslichkeit versteht man die Masse eines Stoffes in Gramm, die sich gerade noch
Die beste Lösung Technisch und wirtschaftlich
 Luft- und Umwelttechnik Energieindustrie Die beste Lösung Technisch und wirtschaftlich Mit einem kompletten Programm zur Entstaubung, Wärmerückgewinnung und Schadstoffreduktion bieten wir prozessangepasste
Luft- und Umwelttechnik Energieindustrie Die beste Lösung Technisch und wirtschaftlich Mit einem kompletten Programm zur Entstaubung, Wärmerückgewinnung und Schadstoffreduktion bieten wir prozessangepasste
Klausur zum Vorkurs des Chemischen Grundpraktikums WS 2011/12 vom
 Klausur zum Vorkurs des Chemischen Grundpraktikums WS 2011/12 vom 23.09.2011 A1 A2 A3 A4 A5 Σ Note 8 8 10 10 14 50 NAME/VORNAME:... Matrikelnummer: STICHPUNKTE ZU DEN LÖSUNGEN Pseudonym für Ergebnisveröffentlichung:...
Klausur zum Vorkurs des Chemischen Grundpraktikums WS 2011/12 vom 23.09.2011 A1 A2 A3 A4 A5 Σ Note 8 8 10 10 14 50 NAME/VORNAME:... Matrikelnummer: STICHPUNKTE ZU DEN LÖSUNGEN Pseudonym für Ergebnisveröffentlichung:...
Übungen zur VL Chemie für Biologen und Humanbiologen Was wird gebildet, wenn Natrium oxidiert wird und Chlor reduziert wird?
 Übungen zur VL Chemie für Biologen und Humanbiologen 12. 11.2010 1. Was wird gebildet, wenn Natrium oxidiert wird und Chlor reduziert wird? Natrium gibt bei der Oxidation ein Elektron ab und bildet damit
Übungen zur VL Chemie für Biologen und Humanbiologen 12. 11.2010 1. Was wird gebildet, wenn Natrium oxidiert wird und Chlor reduziert wird? Natrium gibt bei der Oxidation ein Elektron ab und bildet damit
Säuren, Basen, Salze
 Säuren, Basen, Salze Namensgebung (=Nomenklatur) Es gibt für chemische Verbindungen grundsätzlich zwei Arten von Namen: Trivialname der alltäglich bzw. umgangssprachlich benutzte Name z. B.: Wasser, Salzsäure,
Säuren, Basen, Salze Namensgebung (=Nomenklatur) Es gibt für chemische Verbindungen grundsätzlich zwei Arten von Namen: Trivialname der alltäglich bzw. umgangssprachlich benutzte Name z. B.: Wasser, Salzsäure,
Anorganische-Chemie. Michael Beetz Arbeitskreis Prof. Bein. Grundpraktikum für Biologen 2017
 Michael Beetz Arbeitskreis Prof. Bein Butenandstr. 11, Haus E, E 3.027 michael.beetz@cup.uni-muenchen.de Anorganische-Chemie Grundpraktikum für Biologen 2017 Trennungsgänge und Nachweise # 2 Trennungsgänge
Michael Beetz Arbeitskreis Prof. Bein Butenandstr. 11, Haus E, E 3.027 michael.beetz@cup.uni-muenchen.de Anorganische-Chemie Grundpraktikum für Biologen 2017 Trennungsgänge und Nachweise # 2 Trennungsgänge
Fällung und Flockung. Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen. Übung zur Vorlesung Verfahrenstechnik der Abwasserreinigung
 Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Fällung und Flockung Übung zur Vorlesung Verfahrenstechnik der Abwasserreinigung Betül Morcali 27.01.2017 Agenda Auffrischung Definition
Platzhalter für Bild, Bild auf Titelfolie hinter das Logo einsetzen Fällung und Flockung Übung zur Vorlesung Verfahrenstechnik der Abwasserreinigung Betül Morcali 27.01.2017 Agenda Auffrischung Definition
Teil 2: Beispiele aus der Verfahrenstechnik
 Teil 2: Beispiele aus der Verfahrenstechnik Seite 1 / Ausgabe: Mai 2004 Für diesen Teil sollte man nicht mehr als 5 Minuten verwenden. Er soll dazu dienen, den Schülern an Hand weniger, markanter Beispiele
Teil 2: Beispiele aus der Verfahrenstechnik Seite 1 / Ausgabe: Mai 2004 Für diesen Teil sollte man nicht mehr als 5 Minuten verwenden. Er soll dazu dienen, den Schülern an Hand weniger, markanter Beispiele
Labor- und Pilotuntersuchungen für Waschsysteme zur Herstellung von Biomethan"
 Labor- und Pilotuntersuchungen für Waschsysteme zur Herstellung von Biomethan" Oranienbaum, 10.05.2007 Symposium: Biogas- und Biokraftstoffaufarbeitung 2. Fachtagung NEMO-Netzwerk INNOGAS Dr. J. Hofmann,
Labor- und Pilotuntersuchungen für Waschsysteme zur Herstellung von Biomethan" Oranienbaum, 10.05.2007 Symposium: Biogas- und Biokraftstoffaufarbeitung 2. Fachtagung NEMO-Netzwerk INNOGAS Dr. J. Hofmann,
0.3 Formeln, Gleichungen, Reaktionen
 0.3 Formeln, Gleichungen, Reaktionen Aussage von chemischen Formeln Formeln von ionischen Verbindungen - Metallkation, ein- oder mehratomiges Anion - Formel entsteht durch Ausgleich der Ladungen - Bildung
0.3 Formeln, Gleichungen, Reaktionen Aussage von chemischen Formeln Formeln von ionischen Verbindungen - Metallkation, ein- oder mehratomiges Anion - Formel entsteht durch Ausgleich der Ladungen - Bildung
Vorlesung Abfalltechnik Thermische Behandlung
 Vorlesung Abfalltechnik Thermische Behandlung Rauchgasreinigung (Teil 3) www.ifu.ethz.ch/esd Abfalltechnik Vorlesung Dr. Leo Morf 1 Lerninhalte Siehe Teil 1 www.ifu.ethz.ch/esd Abfalltechnik Vorlesung
Vorlesung Abfalltechnik Thermische Behandlung Rauchgasreinigung (Teil 3) www.ifu.ethz.ch/esd Abfalltechnik Vorlesung Dr. Leo Morf 1 Lerninhalte Siehe Teil 1 www.ifu.ethz.ch/esd Abfalltechnik Vorlesung
HP 2003/04-3: Blockschaltbild eines Dampfkraftwerks:
 HP 003/04-3: Blockschaltbild eines Dampfkraftwerks: HP 003/04-3: Blockschaltbild eines Dampfkraftwerks: Teilaufgaben: 1 Welche Energieformen werden den Bauteilen Dampferzeuger, Turbine, Generator und Verbraucher
HP 003/04-3: Blockschaltbild eines Dampfkraftwerks: HP 003/04-3: Blockschaltbild eines Dampfkraftwerks: Teilaufgaben: 1 Welche Energieformen werden den Bauteilen Dampferzeuger, Turbine, Generator und Verbraucher
Aufgaben zum Einrichten von Redoxreaktionen
 Aufgaben zum Einrichten von Redoxreaktionen Alle Aufgaben sollten auch ohne Tabellenbuch gelöst werden können! 1.1 Zur Einstellung des KMnO -Titers kann statt Oxalsäure auch Natriumthiosulfat (Na S O 3
Aufgaben zum Einrichten von Redoxreaktionen Alle Aufgaben sollten auch ohne Tabellenbuch gelöst werden können! 1.1 Zur Einstellung des KMnO -Titers kann statt Oxalsäure auch Natriumthiosulfat (Na S O 3
5 Experimenteller Teil I Absorption und Anreicherung schwermetallhaltiger Gase
 5 5 Experimenteller Teil I Absorption und Anreicherung schwermetallhaltiger Gase 67 5 Experimenteller Teil I Absorption und Anreicherung schwermetallhaltiger Gase 5.1 Absorption und Anreicherung von Schwermetallen
5 5 Experimenteller Teil I Absorption und Anreicherung schwermetallhaltiger Gase 67 5 Experimenteller Teil I Absorption und Anreicherung schwermetallhaltiger Gase 5.1 Absorption und Anreicherung von Schwermetallen
6,
 ph-wert 10,00 9,50 9,00 8,50 8,00 7,50 7,00 6,50 U:\13h\U135009_DGW_Änderung_Planfeststellung\02_Daten\Chemie\Wasser\Analyseberichte_neu\Sickerwasse_v03.xls Seite 1/18 Leitfähigkeit µs/cm 20000 15000 10000
ph-wert 10,00 9,50 9,00 8,50 8,00 7,50 7,00 6,50 U:\13h\U135009_DGW_Änderung_Planfeststellung\02_Daten\Chemie\Wasser\Analyseberichte_neu\Sickerwasse_v03.xls Seite 1/18 Leitfähigkeit µs/cm 20000 15000 10000
7. Tag: Säuren und Basen
 7. Tag: Säuren und Basen 1 7. Tag: Säuren und Basen 1. Definitionen für Säuren und Basen In früheren Zeiten wußte man nicht genau, was eine Säure und was eine Base ist. Damals wurde eine Säure als ein
7. Tag: Säuren und Basen 1 7. Tag: Säuren und Basen 1. Definitionen für Säuren und Basen In früheren Zeiten wußte man nicht genau, was eine Säure und was eine Base ist. Damals wurde eine Säure als ein
1. Klausur Allgemeine und Anorganische Chemie B.Sc. Chemie
 1. Klausur Allgemeine und Anorganische Chemie B.Sc. Chemie Name: Vorname: Matrikel Nr.: 15.12.2010 Die Durchführung und Auswertung der 12 Aufgaben im zweiten Teil dieser Klausur mit je vier Aussagen (a-d)
1. Klausur Allgemeine und Anorganische Chemie B.Sc. Chemie Name: Vorname: Matrikel Nr.: 15.12.2010 Die Durchführung und Auswertung der 12 Aufgaben im zweiten Teil dieser Klausur mit je vier Aussagen (a-d)
Vollzugsempfehlungen für bestimmte Anlagenarten zur Herstellung von Roheisen oder Stahl. Stand
 Vollzugsempfehlungen für bestimmte Anlagenarten zur Herstellung von Roheisen oder Stahl Stand 12.11.2013 Aufgrund der im Durchführungsbeschluss der Kommission vom 28. Februar 2012 (2012/135/EU) über Schlussfolgerungen
Vollzugsempfehlungen für bestimmte Anlagenarten zur Herstellung von Roheisen oder Stahl Stand 12.11.2013 Aufgrund der im Durchführungsbeschluss der Kommission vom 28. Februar 2012 (2012/135/EU) über Schlussfolgerungen
Übungsaufgaben zu Ionenreaktionen in wässriger Lösung
 Übungsaufgaben zu Ionenreaktionen in wässriger Lösung 1) Berechnen Sie den phwert von folgenden Lösungen: a) 0.01 M HCl b) 3 10 4 M KOH c) 0.1 M NaOH d) 0.1 M CH 3 COOH (*) e) 0.3 M NH 3 f) 10 8 M HCl
Übungsaufgaben zu Ionenreaktionen in wässriger Lösung 1) Berechnen Sie den phwert von folgenden Lösungen: a) 0.01 M HCl b) 3 10 4 M KOH c) 0.1 M NaOH d) 0.1 M CH 3 COOH (*) e) 0.3 M NH 3 f) 10 8 M HCl
Umweltaspekte der Vakuumerzeugung
 Umweltaspekte der Vakuumerzeugung Zusammenfassung Bei vielen Arbeiten im Labor ist der Einsatz von Vakuum notwendig. Zur Erzeugung des Vakuums können im Labor zum einen Wasserstrahlpumpen, zum anderen
Umweltaspekte der Vakuumerzeugung Zusammenfassung Bei vielen Arbeiten im Labor ist der Einsatz von Vakuum notwendig. Zur Erzeugung des Vakuums können im Labor zum einen Wasserstrahlpumpen, zum anderen
Was verschmutzt die Luft?
 6A Lehrerkommentar MST Ziele Arbeitsauftrag Material Sozialform Zeit Die Kinder wissen, dass die Verbrennung von Energieträgern in vielen Fällen zu Luftverschmutzung führt. Sie kennen zudem einige Abgasverursacher
6A Lehrerkommentar MST Ziele Arbeitsauftrag Material Sozialform Zeit Die Kinder wissen, dass die Verbrennung von Energieträgern in vielen Fällen zu Luftverschmutzung führt. Sie kennen zudem einige Abgasverursacher
fest, nicht gelöst: Na + Cl -
 Salzsäure + Natriumlauge Natriumchlorid + Wasser / exotherm HCl + NaOH NaCl + H 2 O / exotherm H + (aq) + Cl (aq) + Na + (aq) + OH (aq) Na + (aq) + Cl (aq) + H 2 O / exotherm fest, nicht gelöst: Na + Cl
Salzsäure + Natriumlauge Natriumchlorid + Wasser / exotherm HCl + NaOH NaCl + H 2 O / exotherm H + (aq) + Cl (aq) + Na + (aq) + OH (aq) Na + (aq) + Cl (aq) + H 2 O / exotherm fest, nicht gelöst: Na + Cl
Elektrolyte. (aus: Goldenberg, SOL)
") Elektrolyte Elektrolyte leiten in wässriger Lösung Strom. Zu den Elektrolyten zählen Säuren, Basen und Salze, denn diese alle liegen in wässriger Lösung zumindest teilweise in Ionenform vor. Das Ostwaldsche
Elektrolyte Elektrolyte leiten in wässriger Lösung Strom. Zu den Elektrolyten zählen Säuren, Basen und Salze, denn diese alle liegen in wässriger Lösung zumindest teilweise in Ionenform vor. Das Ostwaldsche
Lehrabschlussprüfungs Vorbereitungskurs Rauchfangkehrer. Brennstoffe. Wir Unterscheiden grundsätzlich Brennstoffe in:
 Lehrabschlussprüfungs Vorbereitungskurs Rauchfangkehrer Wir Unterscheiden grundsätzlich in: Feste Flüssige Gasförmige Biomasse Feste Torf Holz Kohle Brikett Koks Anthrazit Holz: Anwendung: Kachelofen,
Lehrabschlussprüfungs Vorbereitungskurs Rauchfangkehrer Wir Unterscheiden grundsätzlich in: Feste Flüssige Gasförmige Biomasse Feste Torf Holz Kohle Brikett Koks Anthrazit Holz: Anwendung: Kachelofen,
Chemisches Rechnen für Bauingenieure
 Chemisches Rechnen für Bauingenieure PD Dr. Martin Denecke Sprechstunde: Freitag, 13.30 14.30 martin.denecke@uni-due.de ++49 201 183 2742 Raum: V15 R05 H18 Periodensystem der Elemente Chemie im Netz http://www.arnold-chemie.de/downloads/molrechnen.pdf
Chemisches Rechnen für Bauingenieure PD Dr. Martin Denecke Sprechstunde: Freitag, 13.30 14.30 martin.denecke@uni-due.de ++49 201 183 2742 Raum: V15 R05 H18 Periodensystem der Elemente Chemie im Netz http://www.arnold-chemie.de/downloads/molrechnen.pdf
Stoffe oder Teilchen, die Protonen abgeben kånnen, werden als SÄuren bezeichnet (Protonendonatoren).
.") 5 10 15 20 25 30 35 40 45 O C 50 Chemie Technische BerufsmaturitÄt BMS AGS Basel Kapitel 6 SÄuren und Basen Baars, Kap. 12.1; 12.2; 13 Versuch 1 Ein Becherglas mit Thermometer enthält violette FarbstofflÅsung
5 10 15 20 25 30 35 40 45 O C 50 Chemie Technische BerufsmaturitÄt BMS AGS Basel Kapitel 6 SÄuren und Basen Baars, Kap. 12.1; 12.2; 13 Versuch 1 Ein Becherglas mit Thermometer enthält violette FarbstofflÅsung
Anlage 1 zu 24. Emissionsgrenzwerte
 626 der Beilagen XXII. GP - Regierungsvorlage - Anlage 1 (Normativer Teil) 1 von 5 Anlage 1 zu 24 Emissionsgrenzwerte Die in dieser Anlage angeführten Brennstoffe sind in der Luftreinhalteverordnung für
626 der Beilagen XXII. GP - Regierungsvorlage - Anlage 1 (Normativer Teil) 1 von 5 Anlage 1 zu 24 Emissionsgrenzwerte Die in dieser Anlage angeführten Brennstoffe sind in der Luftreinhalteverordnung für
STÖCHIOMETRIE. die Lehre von der mengenmäßigen Zusammensetzung chemischer Verbindungen und den Mengenverhältnissen bei chemischen Reaktionen
 1 STÖCHIOMETRIE die Lehre von der mengenmäßigen Zusammensetzung chemischer Verbindungen und den Mengenverhältnissen bei chemischen Reaktionen 1) STOFFMENGE n(x) reine Zählgröße Menge der Elementarteilchen
1 STÖCHIOMETRIE die Lehre von der mengenmäßigen Zusammensetzung chemischer Verbindungen und den Mengenverhältnissen bei chemischen Reaktionen 1) STOFFMENGE n(x) reine Zählgröße Menge der Elementarteilchen
Exergiebilanz der stofflichen & energetischen Abfallverwertung: Fallbeispiele
 File: 121 Exergiebilanz der stofflichen & energetischen Abfallverwertung: Fallbeispiele G. Jungmeier & J. Pucker G. Schmidt JOANNEUM RESEARCH, Energieforschung Graz, Österreich Saubermacher Dienstleistungs
File: 121 Exergiebilanz der stofflichen & energetischen Abfallverwertung: Fallbeispiele G. Jungmeier & J. Pucker G. Schmidt JOANNEUM RESEARCH, Energieforschung Graz, Österreich Saubermacher Dienstleistungs
Gegeben sind die folgenden Werte kovalenter Bindungsenthalpien:
 Literatur: Housecroft Chemistry, Kap. 22.1011 1. Vervollständigen Sie folgende, stöchiometrisch nicht ausgeglichene Reaktions gleichungen von Sauerstoffverbindungen. Die korrekten stöchiometrischen Faktoren
Literatur: Housecroft Chemistry, Kap. 22.1011 1. Vervollständigen Sie folgende, stöchiometrisch nicht ausgeglichene Reaktions gleichungen von Sauerstoffverbindungen. Die korrekten stöchiometrischen Faktoren
-1 (außer in Verbindung mit Sauerstoff: variabel) Sauerstoff -2 (außer in Peroxiden: -1)
 Sauerstoff -2 (außer in Peroxiden: -1)") 1) DEFINITIONEN DIE REDOXREAKTION Eine Redoxreaktion = Reaktion mit Elektronenübertragung sie teilt sich in Oxidation = Elektronenabgabe Reduktion = Elektronenaufnahme z.b.: Mg Mg 2 + 2 e z.b.: Cl 2 +
1) DEFINITIONEN DIE REDOXREAKTION Eine Redoxreaktion = Reaktion mit Elektronenübertragung sie teilt sich in Oxidation = Elektronenabgabe Reduktion = Elektronenaufnahme z.b.: Mg Mg 2 + 2 e z.b.: Cl 2 +
Tradition in der Energieerzeugung. Energiegeladen
 Helmstedt 02 03 Energiegeladen Tradition in der Energieerzeugung Abfall ist ein wertvoller Energieträger. Dieser wird in den Anlagen der EEW-Energy-from-Waste-Gruppe (EEW) seit mehr als 40 Jahren energetisch
Helmstedt 02 03 Energiegeladen Tradition in der Energieerzeugung Abfall ist ein wertvoller Energieträger. Dieser wird in den Anlagen der EEW-Energy-from-Waste-Gruppe (EEW) seit mehr als 40 Jahren energetisch
100 Jahre Energiebedarf. Energiegeladen
 Knapsack 02 03 Energiegeladen 100 Jahre Energiebedarf Abfall ist ein wertvoller Energieträger. Dieser wird in den Anlagen der EEW-Energy-from-Waste-Gruppe (EEW) seit mehr als 40 Jahren energetisch verwertet
Knapsack 02 03 Energiegeladen 100 Jahre Energiebedarf Abfall ist ein wertvoller Energieträger. Dieser wird in den Anlagen der EEW-Energy-from-Waste-Gruppe (EEW) seit mehr als 40 Jahren energetisch verwertet
SÄUREN, BASE, SALZE GRUNDLAGEN CHEMIE
 SÄUREN, BASE, SALZE GRUNDLAGEN CHEMIE ORGANISCHE UND ANORGANISCHE CHEMIE ORGANISCHE UND ANORGANISCHE CHEMIE Wikipedia: Die organische Chemie (kurz: OC), häufig auch kurz Organik, ist ein Teilgebiet der
SÄUREN, BASE, SALZE GRUNDLAGEN CHEMIE ORGANISCHE UND ANORGANISCHE CHEMIE ORGANISCHE UND ANORGANISCHE CHEMIE Wikipedia: Die organische Chemie (kurz: OC), häufig auch kurz Organik, ist ein Teilgebiet der
Stöchiometrie. (Chemisches Rechnen)
") Ausgabe 2007-10 Stöchiometrie (Chemisches Rechnen) ist die Lehre von der mengenmäßigen Zusammensetzung chemischer Verbindungen sowie der Mengenverhältnisse der beteiligten Stoffe bei chemischen Reaktionen
Ausgabe 2007-10 Stöchiometrie (Chemisches Rechnen) ist die Lehre von der mengenmäßigen Zusammensetzung chemischer Verbindungen sowie der Mengenverhältnisse der beteiligten Stoffe bei chemischen Reaktionen
Übung 3. Ziel: Bedeutung/Umgang innere Energie U und Enthalpie H verstehen (Teil 2) Verständnis des thermodynamischen Gleichgewichts
 Verständnis des thermodynamischen Gleichgewichts") Ziel: Bedeutung/Umgang innere Energie U und Enthalpie H verstehen (Teil 2) adiabatische Flammentemperatur Verständnis des thermodynamischen Gleichgewichts Definition von K X, K c, K p Berechnung von K
Ziel: Bedeutung/Umgang innere Energie U und Enthalpie H verstehen (Teil 2) adiabatische Flammentemperatur Verständnis des thermodynamischen Gleichgewichts Definition von K X, K c, K p Berechnung von K
Praktikumsrelevante Themen
 Praktikumsrelevante Themen Lösungen Der Auflösungsprozess Beeinflussung der Löslichkeit durch Temperatur und Druck Konzentration von Lösungen Dampfdruck, Siede- und Gefrierpunkt von Lösungen Lösungen von
Praktikumsrelevante Themen Lösungen Der Auflösungsprozess Beeinflussung der Löslichkeit durch Temperatur und Druck Konzentration von Lösungen Dampfdruck, Siede- und Gefrierpunkt von Lösungen Lösungen von
Anwendung der Verdünnte Verbrennung für regenerativ beheizte Glasschmelzwannen Eine Möglichkeit zur NO x -Reduzierung
 Anwendung der Verdünnte Verbrennung für regenerativ beheizte Glasschmelzwannen Eine Möglichkeit zur NO x -Reduzierung Dr.-Ing. Anne Giese, Prof. Dr.-Ing. habil. Klaus Görner 24. Deutscher Flammentag Postersession
Anwendung der Verdünnte Verbrennung für regenerativ beheizte Glasschmelzwannen Eine Möglichkeit zur NO x -Reduzierung Dr.-Ing. Anne Giese, Prof. Dr.-Ing. habil. Klaus Görner 24. Deutscher Flammentag Postersession
Lösungen, Salze, Ionen und Elektrolyte
 Lösungen, Salze, Ionen und Elektrolyte Lösungen Eine Lösung ist in der Chemie ein homogenes Gemisch, das aus zwei oder mehr chemisch reinen Stoffen besteht. Sie enthält einen oder mehrere gelöste Stoffe
Lösungen, Salze, Ionen und Elektrolyte Lösungen Eine Lösung ist in der Chemie ein homogenes Gemisch, das aus zwei oder mehr chemisch reinen Stoffen besteht. Sie enthält einen oder mehrere gelöste Stoffe
Rohstofftag Sachsen-Anhalt Rohstoffe für die chemische Grundstoffproduktion
 Rohstofftag Sachsen-Anhalt 31.08.2015 Rohstoffe für die chemische Grundstoffproduktion Dipl.-Ing. Uwe Reh Solvay Chemicals GmbH Werk Bernburg Solvay Chemicals GmbH Werk Bernburg Industriepark 12 ha Standort
Rohstofftag Sachsen-Anhalt 31.08.2015 Rohstoffe für die chemische Grundstoffproduktion Dipl.-Ing. Uwe Reh Solvay Chemicals GmbH Werk Bernburg Solvay Chemicals GmbH Werk Bernburg Industriepark 12 ha Standort