Slot and Groove Milling Tools Scheiben- und Nutenfräswerkzeuge Slits- och spårfräsverktyg
|
|
|
- Hajo Heini Baumann
- vor 9 Jahren
- Abrufe
Transkript

1 Slot and Goove Milling Tools Scheiben- und Nutenfäswekzeuge Slits- och spåfäsvektyg

2 Table of Contents Inhaltsvezeichnis Innehållsföteckning Code key Atikelschlüssel Kodnyckel Cabide gades Hatmetallsoten Hådmetallsote Cutting data Schnittdaten Skädata , Milling cutte Applications Recommendations; Technical specifi- Page cations; Page Fäswekzeuge Anwendungen mpfehlungen; Technische Spezi- Seite fikationen; Seite Fäsvektyg Användningsomåde Rekommendatione; Tekniska specifi- Sida katione; Sida NGOT

3 Insets Applications Recommendations; Technical specifi- Page cations; Page Schneiden Anwendungen mpfehlungen; Technische Spezi- Seite fikationen; Seite Skä Användningsomåde Rekommendatione; Tekniska specifi- Sida katione; Sida MT 16 O-Ring MT Boon nitide/diamond Bonitid/Diamant Bonitid/Diamant MT Boon nitide/diamond Bonitid/Diamant Bonitid/Diamant MT , MS 17 MB 17 G Ciclip gooves Sicheungsingnuten Låsingspå

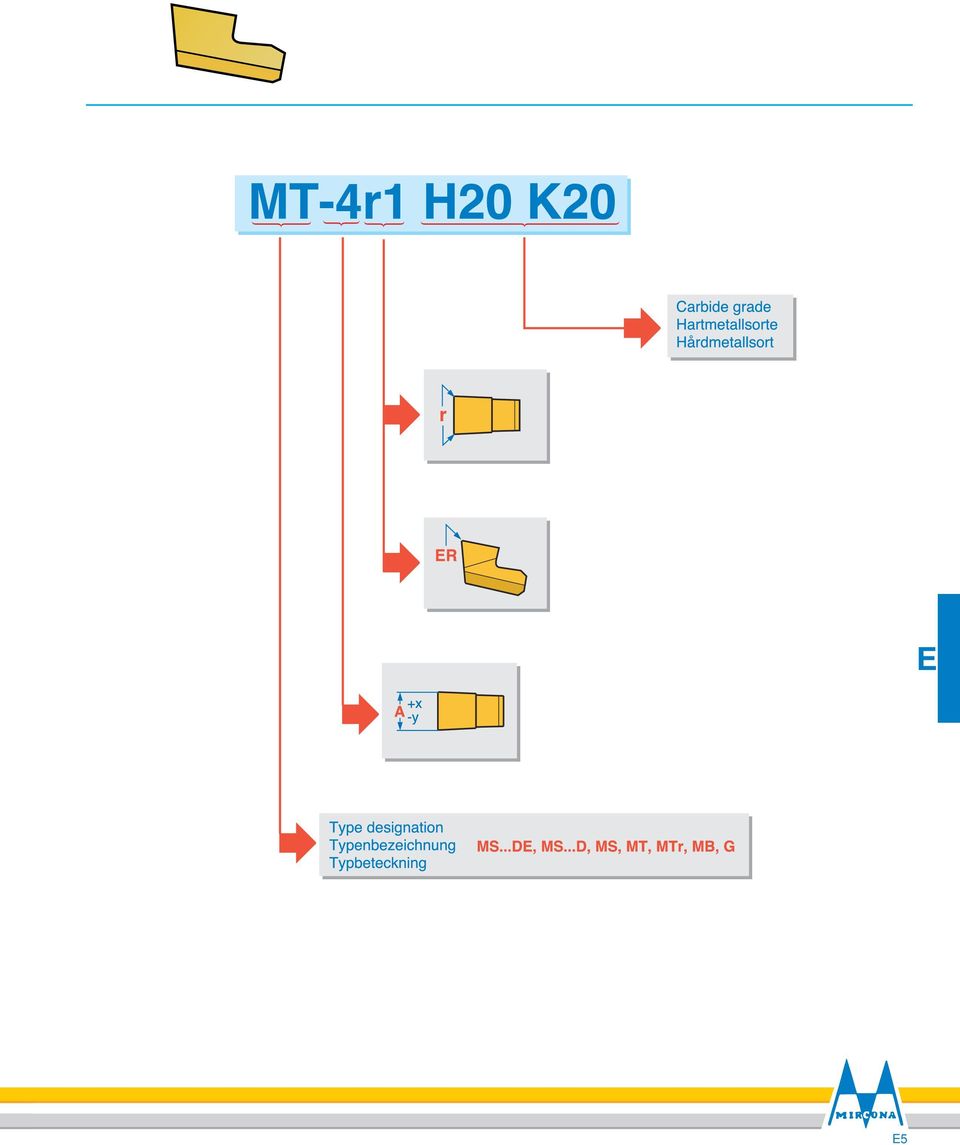
4 Code Key Atikelschlüssel Kodnyckel 4

5 5
6 Slot mill type NGOT Scheibenfäse Typ NGOT Slitsfäs typ NGOT Slot mill cutte type NGOT Slot mill type NGOT is used fo milling of deep gooves o cutting-off. The milling cutte is povided with a simple and obust clamping system, consisting of a spung loaded integal top clamp which is lifted with the aid of a leve key (NYM when changing the inset. Due to the design of the patented clamping system, the clamping foce on the inset inceases popotionally with the cutting foce acting on the cutting edge. This offes a vey effective, safe and igid clamping of the inset and secues its adial positioning in the milling cutte. The clamping pinciple is based on a evese angle on the inset seat which effectively dove tails the inset into position and completely eliminates the isk of the inset being thown centifugally out of the milling cutte body. Cabide insets included in the ange ae identical with the same used in the MIRCONA pogamme on pating-off and gooving tools. This implies an effective stocking and good poduct availability. The close pitch design of the tool with all insets in line, combined with the shape of the cutting geometies ensues that: - excellent swaf flow is achieved, - high table feed can be used, - low cutting foces, educed deflection and long inset life is attained. Recommended insets: MS, MT, MT, MB Cutting data, see page Scheibenfäse in NGOT Ausfühung De Scheibenfäse NGOT wid zum Fäsen tiefe Nuten ode zum Tennfäsen eingesetzt. De Fäse weist ein einfaches, obustes Klemmsystem in Fom eines unte Fededuck stehenden Spannfinges auf. Diese wid zum Wechseln de Schneide mittels des Schlüssels (NYM angehoben. Bedingt duch diese Ausfühung des paten ieten Klemmsystems ehöht sich die Klemmkaft auf die Schneide popotional zu den an de Schneide auftetenden Schnittkäfte. gebnis ist eine seh effektive, sichee und stae, Klemmung de Schneide. Das Klemmsystem bewikt, daß die Schneide auch bei hohen adialen Käften im Plattensitz in he adialen Position festsitzt. Das Klemmsystem basiet auf eine Pismenaufnahme im Schneidensitz. Die Klemmung gewähleistet auch bei hohen Zentifugalkäften einen festen Sitz de Schneide. Die im Liefepogamm enthaltenen Hatmetallschneiden entspechen denen, die im MIRCONA Pogamm zum Abstechen und Nutendehen enthalten sind. Dies emöglicht eine Veingeung de Lagehaltungskosten und eine asche Vefügbakeit. Die enge Teilung de Schneiden und die genaue Positionieung alle Schneiden auf de Wekzeugebene in Vebindung mit de geeigneten Schneidengeometie emöglicht: - einen hevoagenden Spänefluß - einen hohen Voschub - geinge Schnittdücke, hohe Steifigkeit des Wekzeugtäges und ehöhte Standzeiten mpfohlene Schneidentypen: MS, MT, MT, MB Schnittdaten, siehe Seite Slitsfäs typ NGOT Slitsfäs typ NGOT används fö fäsning av djupa spå samt kapning. Fäsen ä fösedd med ett enkelt obust fastspänningssystem, bestående av en fjädande nos vilken lyftes vid skäbyte med hjälp av en nyckel (NYM. Tack vae det patenteade fastspänningssystemets utfomning öka den fas hållande kaften på skäet, popotionellt med den på skäeggen vekande skäkaften. Detta ge en mycket effektiv, säke och stabil fastlåsning av skäet, samtidigt som dess adiella posi ion i fäsen säkeställes. Fastspänningspincipen bygge på en negativ kilvekan vilket helt eliminea isken fö att skäet skall slungas u sitt läge i fäskoppen. Hådmetallskä ingående i so imentet ä identiska med de som bukas i MIRCONAs pogam på avsticknings- och spåsvavningsvektyg. Detta innebä en effektiv lagehållning samt god podukttillgänglighet. Vektygets tättandade utföande med alla skä placeade i linje i kombination med skägeometienas utfomning innebä att: - utmäkt spånavgång ehålls, - hög bodmatning kan användas, - låga skäkafte, educeat kast och lång utslitningstid uppnås. Passande skätype: MS, MT, MT, MB Skädata, se sid

7 NGOT d D = 80 mm Z D d d 1 A L 1 B 1 * NGOT x18x3 0, NGOT x29x3 0, NY M1 NGOT x34x3 0, NGOT-32 NGOT x18x4 0, NGOT x29x4 0, NY M1 NGOT x34x4 0, NGOT-32 MT-3 MT MS-3D60 MS-3D MT-4 MT-41 MS-4D60 MS-4D MS-3 MB-3F MS-4 MB-4F Odeed sepaately. Getennt zu bestellen. Beställs sepaat. * Selection of cutting geomety, page: Wahl de Schneidengeometie, Val av skägeometi, sid: NGOT-32 NY M1 Cutting data, see page: Schnittdaten, siehe Skädata, se sid: Odeing example: Bestellbeispiel: Beställningsexempel: NGOT x34x3 NGOT Dive flange ing fo slot cutte NGOT Mitnahmeing fü Scheibenfäse NGOT Medbingaing fö skivfäs NGOT D d B NGOT-32 0, NGOT x34x.. Odeing example: Bestellbeispiel: Beställningsexempel: NGOT-32 7

8 Goove milling cutte type and Nutenfäse Typ und Spåfäsa typ och Goove milling cutte type and Goove milling cutte types and ae intended fo goove milling on a flat suface o fo extenal o intenal cicula goove milling. In the last-mentioned cases the pogamming is based on cicula intepolation. Milling cutte type is single o multitoothed and is povided with a combination of cylindical and Weldon shanks. Milling cutte type is multi-toothed and povided with a boe fo mounting on an abo. The milling cuttes ae made with a igid, safe locking system fo the inset, based on a clamp in combination with a clamping scew. This gives the insets an exact adial as well as axial positioning. Cabide insets and spae pats included in the ange ae identical with the same used in the MIRCONA pogamme on pating-off and gooving tools. This implies an effective stocking and good poduct availability The design of the milling cutte poduces low cutting foces and a smooth cutting action. Recommended insets: MS, MT, MT, MB, G Cutting data see page Nutenfäse Typ und Nutenfäse in und Ausfühung weden zum Nutenfäsen auf eine Stinfläche und zum äußeen ode inneen Zikulafäsen von Nuten eingesetzt. In letzteen Fällen ist eine Steueung notwendig, die eine zikulae Intepolation emöglicht. Die Nutenfäse in Ausfühung ist als inschneide ode Mehschneide, mit zylindischem Schaft und Weldon-Schaft liefeba. De Nutenfäse in Ausfühung ist mehschneidig und wid mit eine Bohung fü die entspechende Schaftaufnahme geliefet. Die Nutenfäse sind mit eine staen, sicheen Klemmung de Schneiden ausgestattet. Das Klemmsystem basiet auf einem Spannfinge in Vebindung mit eine Klemmschaube. Daduch wid die genaue Positionieung de Schneide sowohl in axiale als auch adiale Richtung gewähleistet. Die im Liefepogamm enthaltenen Hatmetallschneiden entspechen denen, die im MIRCONA Pogamm zum Abstechen und Nutendehen enthalten sind. Dies emöglicht eine Veingeung de Lagehaltungskosten und eine asche Vefügbakeit. De Nutenfäse ist so konstuiet, daß nu niedige Schnittdücke aufteten und eine vibationsame Zespanung emöglicht wid. Spåfäsa typ och Spåfäsa typ och ä avsedda fö spåfäsning på en plan yta elle fö utoch invändig cikulä spåfäsning. I sistnämnda fall ske pogammeingen med cikulä intepolation. Fästyp ä en- elle fleskäig och fösedd med en kombination av cylindiskt och Weldonskaft. Fästyp ä fleskäig och fösedd med genomgående hål fö monteing på fäsdon. Fäsana ä utföda med ett stabilt och säket fastspänningssystem fö skäen baseat på en spännhake i kombination med en spännskuv. Detta ge skäen ett exakt läge såväl adiellt som axiellt. Hådmetallskä och esevdela ingående i sotimentet ä identiska med de som bukas i MIRCONAs pogam på avsticknings- och spåsvavningsvektyg. Detta innebä en effektiv lagehållning samt god podukttillgänglighet. Fäsens utföande i övigt ge låga skäkafte och stabil gång. Passande skätype: MS, MT, MT, MB, G Skädata, se sid mpfohlene Schneidentypen: MS, MT, MT, MB, G Schnittdaten, siehe Seite

9 Fo cuttes maked. Fü Fäse mit Kennzeichen. Fö fäsa mäkta. Z = 3 Z = 3 Fo cuttes maked. Fü Fäse mit Kennzeichen. Fö fäsa mäkta. Z = 1 d Z = 1 D d L L 2 L 1 B 1 Z SHN * x3x1 1 0, SHN 43F F6S x3x1 1 0, SHN 43 F6S x3x1 3 0, ,50-1,85 SHN 43 F6S NY x6x1T 4 0, SHN 63 F6S-415 BF 04T x6x1T 4 1, SHN 63 F6S-415 BF 04T LG-050b LG-060b LG-070b LG-080b LG-090b LG-130b LG-105b LG-155b LG-110b LG-160b LG-125b LG-185b x4x2 1 0, SHN 43 F6S x4x2 3 0, SHN 43 F6S x6x2T 4 0, ,15-3,15 SHN 63 F6S-415 BF 04T x6x2T 4 1, SHN 63 F6S-415 BF 04T NY 2.5 LG-215b LG-315b LG-265b x3x3 1 0, SHN 43 F6S x4x3 1 0, SHN 43 F6S x4x3 3 0, SHN 43 F6S NY x6x3T 4 0, SHN 63 F6S-415 BF 04T x6x3T 4 1, SHN 63 F6S-415 BF 04T MT-3 MT MS-3D60 MS-3D MS-3 MB-3F x4x4 1 0, SHN 43 F6S x4x4 3 0, SHN 43 F6S NY x6x4T 4 0, SHN 64 F6S-415 BF 04T x6x4T 4 1, SHN 64 F6S-415 BF 04T MT-4 MT-41 MS-4D60 MS-4D MS-4 MB-4F Spae pats shown in the coloued columns ae supplied assembled in each tool. Die in den fabigen Spalten aufgefühten satzteile sind in den Wekzeugen montiet. * Selection of cutting geomety, page: Wahl de Schneidengeometie, Val av skägeometi, sid: Resevdela i de fägade kolumnena ingå monteade i vaje vektyg. Cutting data, see page: Schnittdaten, siehe Skädata, se sid: Odeing example: Bestellbeispiel: Beställningsexempel: x4x4 9

10 Fo cuttes maked. Fü Fäse mit Kennzeichen. Fö fäsa mäkta. D d d 1 L L 1 B 1 Z x6x1T 4 0, , ,50-1,85 SHN 63 F6S-415 BF 04T NY x6x2T 4 0, , ,15-3,15 SHN 63 F6S-415 BF 04T NY x6x3T 4 0, , x6x3T 4 1, ,5 50 SHN 6 3 SHN 63 F6S-415 BF 04T NY 2.5 * LG-050b LG-060b LG-070b LG-080b LG-215b LG-315b LG-265b MT-3 MT MS-3D LG-090b LG-130b LG-105b LG-155b LG-110b LG-160b LG-125b LG-185b MS-3D MS-3 MB-3F MT-4 MS-4D x6x4T 4 0, , x6x4T 4 1, , SHN 64 F6S-415 BF 04T NY 2.5 MT-41 MS-4 MS-4D60 MB-4F Spae pats shown in the coloued columns ae supplied assembled in each tool. Die in den fabigen Spalten aufgefühten satzteile sind in den Wekzeugen montiet. * Selection of cutting geomety, page: Wahl de Schneidengeometie, Val av skägeometi, sid: Resevdela i de fägade kolumnena ingå monteade i vaje vektyg. Cutting data, see page: Schnittdaten, siehe Skädata, se sid: Odeing example: Bestellbeispiel: Beställningsexempel: x6x4T 10


11 11

12 MIRCONA Cabide Gades fo Goove Milling MIRCONA Hatmetallsoten zum Nutenfäsen MIRCONA hådmetallsote fö spåfäsning MIRCONA.. coated cabide gades.. beschichtete Hatmetallsoten.. belagda hådmetallsote Application Gebauch Tillämpning Gade Sote Sot TNP 1405 Type of coating Beschichtungstyp Typ av beläggning PVD TiAlN/TiN ISO P40/M25/ K20/S20/ N20 NGOT Recommendations mpfehlungen Rekommendatione Tough multi-pupose milling gade fo steel/cast steel, all types of cast ion. Zähe Univesalfässote fü Stahl/Stahlguss, alle Typen von Gusseisen. Seg univesalfässot fö stål/gjutet stål, alla type av gjutjän TNC 100 TNC 150 CVD TiC/Ti(CN)/ TiN P40/M40 P35/M30 xtemely tough gade. Low speeds/high feeds, unfavouable conditions in all types of steel. xteme zähe Sote. Niedige Geschwindigkeiten/hohe Voschübe, unvoteilhafte Beabeitungsvehältnisse in allen Typen von Stahl. xtemt seg sot. Låga hastighete/höga matninga, ofödelaktiga beabetningsföhållanden i alla type av stål. Allound gade fo steel/cast steel, malleable/nodula longchipping ion. Univesalsote fü Stahl/Stahlguß, Tempeguss/langspanenden Kugelgaphitguß. Alloundsot fö stål/gjutet stål, aducegods/långspånande nodulät gjutjän. Recommended mpfohlen Rekommendeas CVD = Chemical vapou deposition PVD = Physical Vapou Deposition Recommended to limited extent. Bedingt empfohlen. Rekommendeas i begänsad omfattning. Fist choice = ste Wahl Fösta val ISO Mateial index - Wekstoff-Index - Mateialindex P: All types of steels, cast steels and long-chipping cast ions except aust/duplex stainless steels - Stähle, Stahlguss und langspanende Guss alle aten ohne aust/duplex ostfeie Stähle - Alla type av stål, gjutstål och långspånande gjutjän utom aust/duplexa ostfia stål. M: All types of aust/duplex stainless steels - Aust/duplex ostfeie Stähle alle Aten - Alla type av aust/duplext ostfitt stål. K: All types of shot-chipping cast ion - Kuzspanende Guss alle aten - Alla type av kotspånande gjutjän. S: All types of heat-esistant Ni-, Co-, Fe-, and Ti-alloys - Wamfeste Ni-, Co-, Fe-, und Ti-Legieungen alle Aten - Alla type av vamhållfasta Ni-, Co-, Fe-, och Ti-legeinga. N: All types of non-feous metals and non-metallic mateials - N-Metalle alle Aten und nicht metallische Matialien -Alla type av icke-jänmetalle och icke metalliska mateial. H: Had mateials; all types of hadened steels and cast ions - Hate Mateialien; Gehätete Stähle und guss alle Aten - Håda mateial; alla type av hädade stål och gjutjän. Main application aea - Hauptsätzliches Gebauch - Fämsta illämpningsomåde Finishing/light oughing - Schlichten/leichtes Schuppen - Finbeabetning/lätt govbeabetning Medium oughing - Mittlees Schuppen - Medelgov beabetning Roughing/heavy oughing - Schuppen/Stakes Schuppen - Govbeabetning/tung govbeabetning 12
/ TiN P40/M40 P35/M30 xtemely tough gade.")
13 MIRCONA.. uncoated cabide gades.. unbeschichtete Hatmetallsoten.. obelagda hådmetallsote Application Gebauch Tillämpning Gade Sote Sot S6M ISO P40/M30/ K20/N20 NGOT Recommendations mpfehlungen Rekommendatione Allound milling gade fo all types of steel/cast steel/cast ion. Univesalfässote fü alle Aten von Stahl/Stahlguss/Gusseisen. Allound fässot fö alla type av stål/gjutstål/gjutjän. SAFM P25/M20 Allound gade fo all types of steel/cast steel. Univesalsote fü alle Typen von Stahl/Stahlguß. Alloundsot fö alla type av stål/gjutstål. S6 P40/M30 Tough gade. Unfavouable conditions; low speeds/high feeds, all types of steel/cast steel. Zähe Sote. Unvoteilhafte Beabeitungsvehältnisse; niedige Geschwindigkeiten/ hohe Voschübe in allen Typen von Stahl/Stahlguß. Seg sot. Ofödelaktiga föhållanden; låga hastighete/höga matninga, i alla type av stål/gjutstål. M4 H20 P50/M40 M20/K20/ S25/N20/ H20 xtemely tough gade. xtemely unfavouable/unigid conditions, in all types of steel. Speeds down to the HSS-aea. xtem zähe Sote. xtem unvoteilhafte/instabile Vehältnisse, fü alle Typen von Stahl. Geschwindigkeit bis hinunte zum HSS-Beeich. xtemt seg sot. xtemt ofödelaktiga/instabila föhållanden, i alla type av stål. Hastighet ned till HSS-omådet. Allound gade fo all types of cast ion/non-feous metals. Balanced toughness/ hadness. Univesalsote fü alle Typen von Gußeisen/N-Metalle. Ausgewogenes Häte/ Zähigkeit. Alloundsot fö alla type av gjutjän/icke-jänmetalle. Balansead seghet/ hådhet. FG 20 P30/M25/ K20/S25/ N25/H25 xceptionally tough/had mico-gain gade fo all types of cast ion/non-feous metals. Außegewöhnlich zähe/hate Feinkonsote fü alle Typen von Gußeisen/N- Metalle. xceptionellt seg/håd finkonig sot fö alla type av gjutjän/icke-jänmetalle. H30 M30/K30/ N30 Tough gade. Shot chipping mateial/cast ion at unfavouable conditions. Aust. stainless at low speeds (<80 m/min). Zähe Sote. Kuzspanende Mateialien/Gußeisen bei unvoteilhaften Vehältnissen. Aust. ostbeständige bei niedigen Geschwindigkeiten (<80 m/min). Seg sot. Kotspånande mateial/gjutjän vid ofödelaktiga föhållanden. Aust. ostfitt vid låga hastighete (<80 m/min). Recommended mpfohlen Rekommendeas Recommended to limited extent. Bedingt empfohlen. Rekommendeas i begänsad omfattning. Fist choice = ste Wahl Fösta val Selection of milling gade TNP 1405 and S6M ae special milling gades and ae if possible always selected. Othe gades ae complementay and ae foemost intended fo machining of easy to machine mateials, l ke cast ion, non-feous metals and othe mateials with low hadness. Wahl de Fäshatmetallsote TNP 1405 und S6M sind speziell fü das Nutenfäsen entwickelte Hatmetallsoten und sollten nach Möglichkeit imme zuest gewählt weden. Die andeen Soten stellen eine gänzung da und sollten nu bei einfachen Abeitsopeationen und Wekstoffen, z.b. Gauguß, N- Metallen und andeen Wekstoffen mit geingen Hätegaden zum insatz gelangen. Val av fässot TNP 1405 och S6M ä speciella fässote och vä js alltid om så ä möjligt. Öviga sote ä fämst avsedda fö beabetning i lättbeabetade mateial, såsom gjutjän, icke-jänmetalle och öviga mateial med låg hådhet. 13

14 Recommendations fo Selection of Insets mpfehlungen fü die Auswahl de Schneiden Rekommendatione fö val av skä A mm Cutting geomety Schneidengeometie Skägeometi Geneal Applications Allgemeine Anwendungsbeeich Geneellt användningsomåde Application Gebauch Tillämpning MT MT 3 4 Positive light cutting. No naowed swaf. Finishing to medium oughing, low cutting foces. MT fo cone adius and O-ing gooves. 16 Positiv leichtschneidend. Keine spanbeeinflussung. Positiv lättskäande. Ingen spånkympning. Schlichten bis zu mittleem Schuppen, niedige Schnittkäfte. MT fü ckadius- und O-Ringnuten. Fin till medelgov beabetning, låga skäkafte. MT fö hönadie- och O-ingspå. * MS 3 4 Special milling geomety. Negative stong cutting edge. Naowed swaf. Roughing, unfavouable machining conditions. Fist choice fo milling in all types of steels (MS-..D60). Speziell Fäsgeometie. Negative stake Kante. Spanbeite kleine als die Nutbeite. Schuppen, schwieige Beabeitungsvehältnisse. ste Wahl beim Fäsen in allen Typen von Stahl (MS-..D60). MB Speciell fäsgeometi. Negativ stak skäegg. Kympt spåna. Positive light cutting. Naowed swaf. Govbeabetning, svåa beabetningsföhållanden. Föstahandsval vid fäsning i alla type av stål (MS-..D60). Finishing to medium oughing in all mateials, full adius gooves. 17 Positiv leichtschneidend. Spanbeite kleine als die Nutbeite. Positiv lättskäande. Kympt spåna. Schlichten bis zu mittleem Schuppen in allen Mateialien, Volladiusnuten. Fin- till medelgov beabetning i alla mateial, fulladiespå. G 0,5 3,15 18 Positive light cutting. Positiv leichtschneidend. Positiv lättskäande. Ciclip gooves. Sicheungsingnuten. Låsingsspå

15 A mm NGOT Non-feous metals N-Metalle Icke-jänmetalle Tough, difficult to beak Zäh, schwe zu bechen Sega, svåbytbaa Cast ion Guss Gjutjän Application Gebauch Tillämpning MT MT MT MT * MS..D MS..D60 MS..D MS..D MS MS... MB Full-adius gooves 3 4 Volladiusnuten 17 Fulladiespå MB G 0,5 3,15 Ciclip gooves Sicheungingnuten Låsingspå 18 G Recommended mpfohlen Rekommendeat 12 Altenative Altenative Altenativ Recommended to limited extent Bedingt empfohlen Rekommendeat i begänsad omfattning Fist choice = ste Wahl Fösta val * Selection of cutting geomety Inset type MS has a special milling pefomance (MS-..D60, see page 17) adapted foemost fo machining of steel. This is if possible always selected in all type of steel machining. Othe inset types and geomties ae foemost intended fo machining in cast ion, non-feous metals and othe mateials with low hadness. * Wahl de geeigneten Schneidengeometie Die MS Schneide in Ausfühung MS-..D60 (siehe Seite 17) ist besondes gut zum Fäsen von Stahlwekstoffen geeignet. Diese Geometie sollte bei de Stah beabeitung imme zuest gewählt weden. Andee Schneidentypen und -geometien sollten nu bei einfachen Abeitsopeationen und Wekstoffen, z.b. Gauguß, N-Metallen und andeen Wekstoffen mit geingen Hätegaden zum insatz gelangen. * Val av skägeometi Skätyp MS ha ett speciellt fäsutföande (MS-..D60, se sid 17) anpassad fö fämst beabetning av stål. Denna vä js om möjligt alltid i fösta hand vid all typ av stålbeabetning. Öviga skätype och geometie ä fämst avsedda fö beabetning i gjutjän, icke-jänmetalle och öviga mateial med låg hådhet. 15

16 Technical Specifications on Milling Insets Technische Spezifikationen de Fässchneiden Tekniska specifikatione på fässkä MT Recommendations mpfehlungen Rekommendatione MT O-ing O-Ring O-ing Application: Gebauch: Tillämpning: 10 (PD*) 0 (BN*) A Fo milling cutte types Fü Fäsköpe Fö fästype NGOT A +0,15 0 TNC 100 P40/M40 TNC 150 P35/M30 TNP 1405 P40/ M25/K20/S20/N20 SAFM P25/M20 S6M P40/ M30/K20/N20 S6 P40/M30 M4 P50/M40 H20 M20/K20/ S25/N20/H20 FG 20 P30/M25/ K20/S25/N25/H25 H30 M30/K30/N30 PD 1000* N05 BN 500* K05/H05 BN 800* K10/H ) Fo Z = 1 3) Fo Z > 1 2) Fü Z = 1 3) Fü Z > 1 2) Fö Z = 1 3) Fö Z > 1 3 MT-3 3,2 0,25 2) 2) 2) 4 MT-4 4,1 2) 2) 2) 3 3) MT-3Q 3,2 0,25 3) 3) 3) 4 3) MT-4Q 4,1 3) 3) 3) Inset type MT with cone adii (MT, O-ing) Schneidentyp MT mit ckadien (MT, O-Ring) Skätyp MT med hönadie (MT, O-ing) 0,15 0,15 Fo milling cutte types Fü Fäsköpe Fö fästype NGOT A +0,15 0 TNC 150 P35/M30 SAFM P25/M20 H20 M20/K20/ S25/N20/H20 H30 M30/K30/N30 Odeing example: Bestellbeispiel: Beställningsexempel: Clamp and blade must be gound 0.15 mm on both sides. De Wekzeugtäge muss auf beiden Seiten 0,15 mm schmäle geschliffen weden. Spännhake och vektygstunga måste slipas 0,15 mm på båda sido. MT-4 TNC 150 P MT ,3 0,5 4 MT ,9 1 4 MT-41 4,2 1 4 MT ,7 1 A +0,05-0 MT / ,0 0,5 3 MT /-01 3,0 1 MT / ,0 0,5 4 MT /-01 4,0 1 Coated cabide gades Beschichtete Hatmetallsoten Belagda hådmetallsote. CVD TiN/TiCN/ TiN PVD TiALN/TiN CVD = Chemical Vapou Deposition PVD = Physical Vapou Depositon Diamond, boon nitide Diamant, Bonitid * MT-..F Diamant, bonitid PCD CBN 18, A
 Fü Z = 1 3) Fü Z > 1 2) Fö Z = 1 3) Fö Z > 1 3 MT-3 3,2 0,25 2) 2) 2) 4 MT-4 4,1 2) 2) 2) 3 3) MT-3Q 3,2 0,25 3) 3) 3) 4 3) MT-4Q 4,1 3) 3) 3) Inset type MT with cone adii (MT, O-ing)")
17 MS 6 6 Recommendations mpfehlungen Rekommendatione Application: Gebauch: Tillämpning: 2 30 A Special milling geomety (see page 14-15) MS-..D60 = Besondee Fäsgeometie (siehe Seite 14-15) Speciell fäsgeometi (se sid 14-15) Fo milling cutte types Fü Fäsköpe Fö fästype NGOT A +0,15 0 TNC 100 P40/M40 TNC 150 P35/M30 TNP 1405 P40/ M20/K20/S20/N20 SAFM P25/M20 S6M P40/ M30/K20/N20 S6 P40/M30 M4 P50/M40 H20 M20/K20/ S25/N20/H20 FG 20 P30/M25/ K20/S25/N25/H25 H30 M30/K30/N MS-3D60 3,2 0,25 4 MS-4D60 4,1 0,25 3 MS-3D 3,2 0,25 4 MS-4D 4,1 0,25 3 MS-3 3,2 0,25 4 MS-4 4,1 0,25 MB 6 6 Recommendations mpfehlungen Rekommendatione Application: Gebauch: Tillämpning: 0 6 A Fo milling cutte types Fü Fäsköpe Fö fästype NGOT A 0,075 TNC 150 P35/M30 SAFM P25/M20 H20 M20/K20/ S25/N20/H X) MB-3F 3,0 1,5 4 X) MB-4F 4,0 2,0 Odeing example: Bestellbeispiel: Beställningsexempel: MB-3F TNC 150 P35 X) To achieve best poss ble machining conditions, pefeably the milling tool blade should be modified in accodance with the inset adius. X) Um bestmögliche Beabeitungsvehältnisse zu ehalten, sollte de Schneidensitz entspechend dem Schneidenadius modifiziet weden. X) Fö att åstadkomma optimala beabetningsföhållanden bö fäsvektygets tunga modifieas i öveensstämmelse med skäets adie. Stocked - Ab Lage - Lageföt Selection of cabide gade, page: Wahl de Hatmetallsote, Val av hådmetallsot, sida: Limited stocked - Begenzt ab Lage - Begänsat lageföt Cutting data, page: Schnittdaten, Skädata, sida:

18 G Recommendations mpfehlungen Rekommendatione Ciclip gooves Sicheungsingnuten Låsingspå Application: Gebauch: Tillämpning: The dawing shows leftt-hand vesion. Die Zeichnung zeigt Linksausfühung. Ritningen visa vänsteutföande. Fo milling cutte types Fü Fäsköpe Fö fästype NGOT LG A +0,14 0,05 A TNC 150 P35/M30 TNP 175 P25/M25 SAFM P25/M20 H20 M20/K20/ S25/N20/H L G-050b 0,50 1,3 L G-060b 0,60 1,3 L G-070b 0,70 1,3 L G-080b 0,80 1,6 L G-090b 0,90 1,6 0,50 1,85 L G-105b 1,05 2,1 L G-110b 1,10 2,1 L G-125b 1,25 2,3 L G-130b 1,30 2,3 L G-155b 1,55 2,6 L G-160b 1,60 2,6 L G-185b 1,85 2,9 L G-215b 2,15 3,2 2,15 3,15 L G-265b 2,65 3,7 L G-315b 3,15 3,7 Odeing example: Bestellbeispiel: Beställningsexempel: LG-130b TNC 150 P35 (PD) 0 (BN) A MT Recommendations mpfehlungen Rekommendatione Application: Gebauch: Tillämpning: Fo milling cutte types Fü Fäsköpe Fö fästype NGOT A +0,15 0 PD 1000 N05 BN 500 K05/H05 BN 800 K10/H MT ,25 4 MT-4 4,1 3 2) MT-3Q 3,2 0,25 4 2) MT-4Q 4,1 Fo Z = 1 2) Fo Z > 1 Fü Z = 1 2) Fü Z > 1 Fö Z = 1 2) Fö Z > 1 Odeing example: Bestellbeispiel: MT-4 PD 1000 Beställningsexempel: 18

19 MT-..F Recommendations mpfehlungen Rekommendatione (PD) 6 (BN) Application: Gebauch: Tillämpning: 6 A Fo milling cutte types Fü Fäsköpe Fö fästype 6-10 NGOT A +0,15 0 X) 3 MT-30F 3,0 1,5 X) 4 MT-40F 4,0 2,0 X) 3 2) MT-30FQ 3,0 1,5 X) 4 2) MT-40FQ 4,0 2,0 PD 1000 N05 BN 500 K05/H05 BN 800 K10/H10 Fo Z = 1 2) Fo Z > 1 Fü Z = 1 2) Fü Z > 1 Fö Z = 1 2) Fö Z > 1 Odeing example: Bestellbeispiel: Beställningsexempel: MT-40F BN 500 X) To achieve best possible machining conditions, pefeably the milling tool blade should be modified in accodance with the inset adius. X) Um bestmögliche Beabeitungsvehältnisse zu ehalten, sollte de Schneidensitz entspechend dem Schneidenadius modifiziet weden. X) Fö att åstadkomma optimala beabetningsföhållanden bö fäsens tunga modifieas i öveensstämmelse med skäets adie. Coated cabide gades Beschichtete Hatmetallsoten Belagda hådmetallsote. CVD TiN/TiCN/ TiN PVD TiN CVD = Chemical Vapou Deposition PVD = Physical Vapou Depositon Diamond, boon nitide Diamant, Bonitid Diamant, bonitid PCD CBN A146 Stocked - Ab Lage - Lageföt Selection of cabide gade, page: Wahl de Hatmetallsote, Val av hådmetallsot, sida: Limited stocked - Begenzt ab Lage - Begänsat lageföt Cutting data, page: Schnittdaten, Skädata, sida: ISO Mateial index - Wekstoff-Index - Mateialindex P: All types of steels, cast steels and long-chipping cast ions except aust/duplex stainless steels - Stähle, Stahlguss und langspanende Guss alle aten ohne aust/duplex ostfeie Stähle - Alla type av stål, gjutstål och långspånande gjutjän utom aust/duplexa ostfia stål. M: All types of aust/duplex stainless steels - Aust/duplex ostfeie Stähle alle Aten - Alla type av aust/duplext ostfitt stål. K: All types of shot-chipping cast ion - Kuzspanende Guss alle aten - Alla type av kotspånande gjutjän. S: All types of heat-esistant Ni-, Co-, Fe-, and Ti-alloys - Wamfeste Ni-, Co-, Fe-, und Ti-Legieungen alle Aten - Alla type av vamhållfasta Ni-, Co-, Fe-, och Ti-legeinga. N: All types of non-feous metals and non-metallic mateials - N-Metalle alle Aten und nicht metallische Matialien -Alla type av icke-jänmetalle och icke metalliska mateial. H: Had mateials; all types of hadened steels and cast ions - Hate Mateialien; Gehätete Stähle und guss alle Aten - Håda mateial; alla type av hädade stål och gjutjän. Main application aea - Hauptsätzliches Gebauch - Fämsta illämpningsomåde Finishing/light oughing - Schlichten/leichtes Schuppen - Finbeabetning/lätt govbeabetning Medium oughing - Mittlees Schuppen - Medelgov beabetning Roughing/heavy oughing - Schuppen/Stakes Schuppen - Govbeabetning/tung govbeabetning 19
 Um bestmögliche Beabeitungsvehältnisse zu ehalten, sollte de Schneidensitz entspechend dem Schneidenadius modifiziet weden.")
20 20

MIRCONA S1V SAFM H10 H20 FG 20 H30 CER500 A158-A uncoated carbide grades.. unbeschichtete Hartmetallsorten.. obelagda hårdmetallsorter ISO P10
 Bild 297 MIRCON.. uncoated cabide gades.. unbeschichtete Hatmetallsoten.. obelagda hådmetallsote Gade Sote Sot S1V Bild 297 ISO P10 pplication Gebauch Tillämpning Rekommendatione Finishing gade. High speeds/low
Bild 297 MIRCON.. uncoated cabide gades.. unbeschichtete Hatmetallsoten.. obelagda hådmetallsote Gade Sote Sot S1V Bild 297 ISO P10 pplication Gebauch Tillämpning Rekommendatione Finishing gade. High speeds/low
MT-..Z MP-..Z Recommendations Empfehlungen Rekommendationer
 MT-..Z MP-..Z ekommendatione pplication: Gbauch: Tillämpning: 44-58 MT-.. Z MP-.. Z α 3 MT: = 0 MP: = 20 MT-.. Z MP-.. Z Inset type MT-..Z and MP-..Z Fo MICON face gooving tools types 152S, 152S-00, 153S,
MT-..Z MP-..Z ekommendatione pplication: Gbauch: Tillämpning: 44-58 MT-.. Z MP-.. Z α 3 MT: = 0 MP: = 20 MT-.. Z MP-.. Z Inset type MT-..Z and MP-..Z Fo MICON face gooving tools types 152S, 152S-00, 153S,
VHM Fräser - Carbide End Mills
 2014/15 i/co Ti Plast Gafit äse - ide End Mills ochleistungs-äse aus ide End Mills Spezielle Schnittdaten ab Seite Z 25 Schupp + At.o./Page 757 310 Seite 01 Schupp + 757 410 Seite 01 Schupp + 757 420 Seite
2014/15 i/co Ti Plast Gafit äse - ide End Mills ochleistungs-äse aus ide End Mills Spezielle Schnittdaten ab Seite Z 25 Schupp + At.o./Page 757 310 Seite 01 Schupp + 757 410 Seite 01 Schupp + 757 420 Seite
- Roughing End Mills for High-Feed Machining with reduced vibrations - Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen
 CABIDE Being the best through innovation OUGHE OUGHE FÄSE - oughing End Mills for High-Feed Machining with reduced vibrations - Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen SELECTION
CABIDE Being the best through innovation OUGHE OUGHE FÄSE - oughing End Mills for High-Feed Machining with reduced vibrations - Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen SELECTION
Anwendungsbeispiel TRENNFRÄSEN. Nut- und Trennfräsen. machining example. groove milling and slotting cutter
 Anwendungseispiel machining example Extem positiv geschliffene deischneidige Wendeschneidplatten gaantieen este Egenisse auch ei exotischen, zw. hochfesten Mateialien. extemly positve ginded insets with
Anwendungseispiel machining example Extem positiv geschliffene deischneidige Wendeschneidplatten gaantieen este Egenisse auch ei exotischen, zw. hochfesten Mateialien. extemly positve ginded insets with
- Carbide Roughing End Mills for High-Feed Machining with reduced vibrations
 CABIDE Being the best through innovation OUGHE OUGHE FÄSE - Carbide oughing End Mills for High-Feed Machining with reduced vibrations - VHM Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen
CABIDE Being the best through innovation OUGHE OUGHE FÄSE - Carbide oughing End Mills for High-Feed Machining with reduced vibrations - VHM Schrupp Fräser für die HSC Bearbeitung mit verminderten Vibrationen
- Cubic Boron Nitride, Machining High Hardened Steels up to HRc70, Mirror Finish
 Being the best through innovation (Cubic Boron Nitride) FÄSE - Cubic Boron Nitride, Machining High Hardened up to Hc70, Mirror Finish - Kubisches Bornitrid, Zum Fräsen hoch gehärteter Stähle bis Hc70.
Being the best through innovation (Cubic Boron Nitride) FÄSE - Cubic Boron Nitride, Machining High Hardened up to Hc70, Mirror Finish - Kubisches Bornitrid, Zum Fräsen hoch gehärteter Stähle bis Hc70.
Alu-POWER FRÄSER für ALUMINIUM
 Alu-POWE END S for Alu-POWE FÄSE für ALUMINIUM Alu-POWE END S SELECTION GUIDE EI92 CABIDE, 2, HELIX for, DIAMOND COATED VHM, 2 SCHNEIDEN, ECHTSSPIALE für ALUMINIUM, DIAMANT-BESCHICHTETE 1 EG9 CABIDE, 2,
Alu-POWE END S for Alu-POWE FÄSE für ALUMINIUM Alu-POWE END S SELECTION GUIDE EI92 CABIDE, 2, HELIX for, DIAMOND COATED VHM, 2 SCHNEIDEN, ECHTSSPIALE für ALUMINIUM, DIAMANT-BESCHICHTETE 1 EG9 CABIDE, 2,
4G Mill. 4G Mill FRÄSER. CARBIDE Being the best through innovation. - High Speed Cutting for Pre-Hardened Steels up to HRc55
 CABIDE Being the best through innovation G G FÄSE High Speed Cutting for PreHardened up to Hc HighSpeedBearbeitung (HSC) von vorvergüteten Stählen bis Hc SELECTION GUIDE SIZE ITEM MODEL DESCIPTION PAGE
CABIDE Being the best through innovation G G FÄSE High Speed Cutting for PreHardened up to Hc HighSpeedBearbeitung (HSC) von vorvergüteten Stählen bis Hc SELECTION GUIDE SIZE ITEM MODEL DESCIPTION PAGE
System DS zum Hartfräsen. System DS for hard milling. Solid carbide endmills for machining hardened steels from 50-70 HRC
 EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN BOHREN REIBEN NEU System DS zum Hartfräsen VHM-Fräserreihe zur Bearbeitung gehärteter Stähle von 50-70 HRC NEW System DS for hard milling Solid carbide
EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN BOHREN REIBEN NEU System DS zum Hartfräsen VHM-Fräserreihe zur Bearbeitung gehärteter Stähle von 50-70 HRC NEW System DS for hard milling Solid carbide
K-2 is micro grain size carbide end mills for general purpose such as slotting, side cutting and profiling. K-2 ist ein Feinstkorn
 K-2 is micro grain size carbide end mills for general purpose such as slotting, side cutting and profiling. K-2 ist ein Feinstkorn Vollhartmetallfräser für universellen Einsatz, wie Nutenfräsen, Seitenfräsen
K-2 is micro grain size carbide end mills for general purpose such as slotting, side cutting and profiling. K-2 ist ein Feinstkorn Vollhartmetallfräser für universellen Einsatz, wie Nutenfräsen, Seitenfräsen
4G Mill. 4G Mill FRÄSER CARBIDE. - High Speed Cutting for Pre-Hardened Steels up to HRc55. Being the best through innovation
 CABIDE Being the best through innovation G G FÄSE High Speed Cutting for PreHardened up to Hc HighSpeedBearbeitung (HSC) von vorvergüteten Stählen bis Hc SELECTION GUIDE ITEM MODEL DESCIPTION MIN SIZE
CABIDE Being the best through innovation G G FÄSE High Speed Cutting for PreHardened up to Hc HighSpeedBearbeitung (HSC) von vorvergüteten Stählen bis Hc SELECTION GUIDE ITEM MODEL DESCIPTION MIN SIZE
i-hs mill FRÄSER CARBIDE INSERT & HOLDER Being the best through innovation - For machining General Steels and Cast Iron, Ductile Cast Iron
 CARBIDE INSERT & HOLDER Being the best through innovation FRÄSER - For machining General Steels and Cast Iron, Ductile Cast Iron - Zur Bearbeitung von Stahl und Gusseisen, Sphäroguss SELECTION GUIDE SIZE
CARBIDE INSERT & HOLDER Being the best through innovation FRÄSER - For machining General Steels and Cast Iron, Ductile Cast Iron - Zur Bearbeitung von Stahl und Gusseisen, Sphäroguss SELECTION GUIDE SIZE
V7 Mill STEEL V7 FRÄSER CARBIDE. - Steels in Heavy and Silent Cutting Materials up to HRc40. Designed as Unequal Leads.
 Being the best through innovation V7 FÄSE in Heavy and Silent Cutting Materials up to Hc40. Designed as Unequal Leads. Für Stähle in schwerem und ruhigem Schnitt bis zu Hc40. Ungleiche Teilung SELECTION
Being the best through innovation V7 FÄSE in Heavy and Silent Cutting Materials up to Hc40. Designed as Unequal Leads. Für Stähle in schwerem und ruhigem Schnitt bis zu Hc40. Ungleiche Teilung SELECTION
V7 MILLS EMB41 EMB42 EMB43 EMB44 EMB14 EMB39 EMB15 EMB40 EMB74 EMB75 EMB72 EMB73 EMB12 EMB37 EMB13 EMB38. Aussergewöhnliche Standzeit EMB78 EMB79
 V7 MILLS SELECTION GUIDE COMPLETELY NEW MILLING GENERATION Frischer Wind beim Fräsen - Breakup of the chattering and Minimized tool deflection by optimum design for faster & deeper machining Beendet Vibrationen
V7 MILLS SELECTION GUIDE COMPLETELY NEW MILLING GENERATION Frischer Wind beim Fräsen - Breakup of the chattering and Minimized tool deflection by optimum design for faster & deeper machining Beendet Vibrationen
IntraMax IntraMax IntraMax IntraMax IntraMax. URMA Systems. IntraMax
 URMA Systems 52 APHA-/BETA-MU INTRAMAX RUGHING + FINISHING INTRAMAX RUGHING + FINISHING APHA-/BETA-MU 53 IGITEC Inside Machining utside Machining Axia Gooving page - 113 page 0-1 page 67 page page 5 page
URMA Systems 52 APHA-/BETA-MU INTRAMAX RUGHING + FINISHING INTRAMAX RUGHING + FINISHING APHA-/BETA-MU 53 IGITEC Inside Machining utside Machining Axia Gooving page - 113 page 0-1 page 67 page page 5 page
Tech-News. Dreamline-MD. Neue Spanform-Geometrie MD Dreamline New chipbreaker MD Dreamline. Nr /2018-DE/GB
 N. 231-1/2018-DE/GB Tech-News Deamline-MD Neue Spanfom-Geometie MD Deamline New chipbeake MD Deamline CNMG Neueste Beschichtungstechnologie fü hohe Schnittwete bei ausgezeichneten Standzeiten Latest coating
N. 231-1/2018-DE/GB Tech-News Deamline-MD Neue Spanfom-Geometie MD Deamline New chipbeake MD Deamline CNMG Neueste Beschichtungstechnologie fü hohe Schnittwete bei ausgezeichneten Standzeiten Latest coating
i-hs mill FRÄSER CARBIDE INSERT & HOLDER Being the best through innovation - For machining General Steels and Cast Iron, Ductile Cast Iron
 INSERT & HOLDER Being the best through innovation FRÄSER - For machining General Steels and Cast Iron, Ductile Cast Iron - Zur Bearbeitung von Stahl und Gusseisen, Sphäroguss SELECTION GUIDE SIZE ITEM
INSERT & HOLDER Being the best through innovation FRÄSER - For machining General Steels and Cast Iron, Ductile Cast Iron - Zur Bearbeitung von Stahl und Gusseisen, Sphäroguss SELECTION GUIDE SIZE ITEM
Neue Aluminium-Geometrie für die Systeme S100 und S224. New aluminium geometry for the S100 and S224 systems. zum Ein- und Abstechen
 EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN REIBEN NEU NEW Neue Aluminium-Geometrie für die Systeme S100 und zum Ein- und Abstechen New aluminium geometry for the S100 and systems for grooving
EINSTECHEN ABSTECHEN NUTFRÄSEN NUTSTOSSEN KOPIERFRÄSEN REIBEN NEU NEW Neue Aluminium-Geometrie für die Systeme S100 und zum Ein- und Abstechen New aluminium geometry for the S100 and systems for grooving
HMP01 B 151. Indexable Milling Tools Wendeplattenfräser. Kr:90 o. Milling Tools. Fräser HMP XP40-SP
 Indexable Wendeplattenfräser HMP01 shank Stock Dimensions (mm) Abmessungen A R L ø d e L1 L Number ahnreihen HMP01-040 55-XP40-SP12-02 40 40 55 95 175 2 1 5-050 55-XP40-SP12-04 50 40 55 95 175 4 2 10 Shank
Indexable Wendeplattenfräser HMP01 shank Stock Dimensions (mm) Abmessungen A R L ø d e L1 L Number ahnreihen HMP01-040 55-XP40-SP12-02 40 40 55 95 175 2 1 5-050 55-XP40-SP12-04 50 40 55 95 175 4 2 10 Shank
Neue Produktinformation
 New Poduct Announcement FRÄSEN Page 1/7 Seite 1 / 11 AUG 2010 METRISCH Neue Poduktinfomation Neue HELI2000 Schneidengeometien Page 2 / 11 Besondeheiten ISCAR egänzt die HELI2000-Standadwendeschneidplatten
New Poduct Announcement FRÄSEN Page 1/7 Seite 1 / 11 AUG 2010 METRISCH Neue Poduktinfomation Neue HELI2000 Schneidengeometien Page 2 / 11 Besondeheiten ISCAR egänzt die HELI2000-Standadwendeschneidplatten
Alu-POWER FRÄSER für ALUMINIUM
 END S for FÄSE für ALUMINIUM END S SELECTION GUIDE EI92 CABIDE, 2, HELIX for, DIAMOND COATED VHM, 2 SCHNEIDEN, ECHTSSPIALE für ALUMINIUM, DIAMANT-BESCHICHTETE EG9 CABIDE, 2, HELIX for, TiCN COATED VHM,
END S for FÄSE für ALUMINIUM END S SELECTION GUIDE EI92 CABIDE, 2, HELIX for, DIAMOND COATED VHM, 2 SCHNEIDEN, ECHTSSPIALE für ALUMINIUM, DIAMANT-BESCHICHTETE EG9 CABIDE, 2, HELIX for, TiCN COATED VHM,
K210. Solid Carbide End Mills for Multi Purpose!! Vollhartmetallfräser für universellen Einsatz!!
 K2 Catalogue / 11 Solid Carbide End Mills for Multi Purpose!! Vollhartmetallfräser für universellen Einsatz!! Solid Carbide End Mills for Multi Purpose!! Vollhartmetallfräser für universellen Einsatz!!
K2 Catalogue / 11 Solid Carbide End Mills for Multi Purpose!! Vollhartmetallfräser für universellen Einsatz!! Solid Carbide End Mills for Multi Purpose!! Vollhartmetallfräser für universellen Einsatz!!
TG05FC. Finger Joint Cutterhead. Pitch (mm) Dimensions. Pitch (mm) Dimensions. Part. Nr. L (mm) Type Dimensions
 Dimensions. Pitch (mm) Dimensions. Part. Nr. L (mm) Type Dimensions") TG05FC Finger Joint Cutterhead HS Knives with Special Coating PVD Physical Vapor Desposition L Pitch CGM0S31 4 1. 5.4x33x14 CGM0S58 4.5/5 3.15 3.4x33x14 CGM0S / 3.8 8.4x38.5x14 CGM0S3 /11 3.8 8.4x38.5x14
TG05FC Finger Joint Cutterhead HS Knives with Special Coating PVD Physical Vapor Desposition L Pitch CGM0S31 4 1. 5.4x33x14 CGM0S58 4.5/5 3.15 3.4x33x14 CGM0S / 3.8 8.4x38.5x14 CGM0S3 /11 3.8 8.4x38.5x14
FRÄSEN: WSP PCBN HAUPT-KATALOG 2.16 MILLING: INSERTS PCBN MAIN CATALOGUE 2.16
 FRÄSEN: WSP PCBN MILLING: INSERTS PCBN HAUPT-KATALOG 2.16 MAIN CATALOGUE 2.16 pcbn & PKD pcbn & PCD Negative Wendeschneidplatten negative inserts 49 M FRÄSEN MILLING WENDESCHNEIDPLATTEN INSERTS M.2.3 pcbn
FRÄSEN: WSP PCBN MILLING: INSERTS PCBN HAUPT-KATALOG 2.16 MAIN CATALOGUE 2.16 pcbn & PKD pcbn & PCD Negative Wendeschneidplatten negative inserts 49 M FRÄSEN MILLING WENDESCHNEIDPLATTEN INSERTS M.2.3 pcbn
General Turning /Allgemeine Drehbearbeitung, ISO Kennzeichnung
 QCH - APKT ap Dimensions (mm) e Stock Abmessungen Lager ØD ØD1 L ap MD QCH -16-APKT11-M8-02 16 12.5 25 10.5 8 Insert WSP No. of Weight teeth Gewicht Zähne (kg) (Z) 2 0.028-20-APKT11-M10-03 20 18 30 10.5
QCH - APKT ap Dimensions (mm) e Stock Abmessungen Lager ØD ØD1 L ap MD QCH -16-APKT11-M8-02 16 12.5 25 10.5 8 Insert WSP No. of Weight teeth Gewicht Zähne (kg) (Z) 2 0.028-20-APKT11-M10-03 20 18 30 10.5
Zubehör für mehrpolige Steckverbinder
 für mehrpolige Steckverbinder Einfache Codierstifte für Codierungen Codierung mit einfachem Codierstift einfache Codierstifte aus Edelstahl aus Stahl, verzinkt (nicht für MIXO Einsätze) CR 20 CR 20 D einfache
für mehrpolige Steckverbinder Einfache Codierstifte für Codierungen Codierung mit einfachem Codierstift einfache Codierstifte aus Edelstahl aus Stahl, verzinkt (nicht für MIXO Einsätze) CR 20 CR 20 D einfache
Schneidstoffleitfaden Cutting Grade Guide
 Schneidstoffleitfaden Cutting Grade Guide SIMTEK Präzisionswerkzeuge GmbH Richard-Burkhardt-Strasse 11 DE-72116 Mössingen Deutschland/Germany Tel: +49 7473 9517-0 Fax: +49 7473 9517-77 Internet: http://www.simtek.de
Schneidstoffleitfaden Cutting Grade Guide SIMTEK Präzisionswerkzeuge GmbH Richard-Burkhardt-Strasse 11 DE-72116 Mössingen Deutschland/Germany Tel: +49 7473 9517-0 Fax: +49 7473 9517-77 Internet: http://www.simtek.de
HyperCoat CTPM125 DE
 HypeCoat DE CEATIZIT secets of success Secets of success CEATIZIT ist de Patne fü anspuchsvollste Hatstofflösungen. Hatstoffe und Wekzeuge von CEATIZIT - das sind einzigatige Lösungen, die integative Bestandteil
HypeCoat DE CEATIZIT secets of success Secets of success CEATIZIT ist de Patne fü anspuchsvollste Hatstofflösungen. Hatstoffe und Wekzeuge von CEATIZIT - das sind einzigatige Lösungen, die integative Bestandteil
For heavy milling Für schwere Fräsbearbeitung
 For heavy milling Für schwere Fräsbearbeitung - Big cutting deepth - Big feed rate - Low cutting force - High productivity - Große Schnitttiefen - Hohe Vorschübe - Niederige Schnittkraft - Hohe Produktivität
For heavy milling Für schwere Fräsbearbeitung - Big cutting deepth - Big feed rate - Low cutting force - High productivity - Große Schnitttiefen - Hohe Vorschübe - Niederige Schnittkraft - Hohe Produktivität
M311 M313 M328 T-NUTEN-FRÄSEN MILLING OF T-SLOTS. T-Nuten-Fräser mit wechselbarer Schneidplatte. Milling shanks for T-Slots with exchangeable inserts
 M311 M313 M328 T-Nuten-Fräser mit wechselbarer Schneidplatte Hervorragende Spanausbringung durch späneausflutende, zentrale Kühlmittelzufuhr. Milling shanks for T-Slots with exchangeable inserts Excellent
M311 M313 M328 T-Nuten-Fräser mit wechselbarer Schneidplatte Hervorragende Spanausbringung durch späneausflutende, zentrale Kühlmittelzufuhr. Milling shanks for T-Slots with exchangeable inserts Excellent
IN-Line NEW. Applitec Moutier S.A. Ch. Nicolas-Junker 2 CH-2740 Moutier. Tél. +41 32 494 60 20 Fax +41 32 493 42 60 www.applitec-tools.
 IN-Line NEW Applitec Moutier S.A. Ch. Nicolas-Junker 2 CH-2740 Moutier Tél. +41 32 494 60 20 Fax +41 32 493 42 60 www.applitec-tools.com IN-Line With trough tool coolant PATENT PENDING PRECISION RIGIDITY
IN-Line NEW Applitec Moutier S.A. Ch. Nicolas-Junker 2 CH-2740 Moutier Tél. +41 32 494 60 20 Fax +41 32 493 42 60 www.applitec-tools.com IN-Line With trough tool coolant PATENT PENDING PRECISION RIGIDITY
T-NUTEN-FRÄSEN MILLING OF T-SLOTS. Hervorragende Spanausbringung durch späneausflutende, zentrale Kühlmittelzufuhr.
 T-NUTEN-RÄSEN MILLING O T-SLOTS Hervorragende Spanausbringung durch späneausflutende, zentrale Kühlmittelzufuhr. Excellent removal of chips, flushed by through coolant supply. 1 T-NUTEN-RÄSEN MILLING O
T-NUTEN-RÄSEN MILLING O T-SLOTS Hervorragende Spanausbringung durch späneausflutende, zentrale Kühlmittelzufuhr. Excellent removal of chips, flushed by through coolant supply. 1 T-NUTEN-RÄSEN MILLING O
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser
 High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, KMG 405. Suitable for roughing
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, KMG 405. Suitable for roughing
neu! Hohe Prozeßsicherheit beim Stechdrehen G.T.S. - Systemvorteile www.jd-tools.de Nr. 300/2012-DE GP 2120 GM 5130
 Nr. 300/2012-DE G.T.S.-Stechdrehsystem Hohe Prozeßsicherheit beim Stechdrehen GP 2120 GM 5130 neu! G.T.S. - Systemvorteile Einzigartiges W-Klemmsystem sorgt für stabile Stechoperation, vor allem beim Stechdrehen
Nr. 300/2012-DE G.T.S.-Stechdrehsystem Hohe Prozeßsicherheit beim Stechdrehen GP 2120 GM 5130 neu! G.T.S. - Systemvorteile Einzigartiges W-Klemmsystem sorgt für stabile Stechoperation, vor allem beim Stechdrehen
HM-Sorten für Ein- und Abstechen Carbide grades for grooving and parting off
 HM-Sorten für Ein- und Abstechen Carbide grades for grooving and parting off HM-Sorten/Carbide grades unbeschichtet uncoated beschichtet coated Cermets P H Steel P Zähigkeit / Toughness Vorschub / Feed
HM-Sorten für Ein- und Abstechen Carbide grades for grooving and parting off HM-Sorten/Carbide grades unbeschichtet uncoated beschichtet coated Cermets P H Steel P Zähigkeit / Toughness Vorschub / Feed
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser
 High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, MG 405. Suitable for roughing
High Performance Solide Carbide Endmills Hochleistungs-VHM-Fräser HPC Endmills / HPC Fräser Unique geometry design with 38 /41 helix angle in optimal combination of top grade, MG 405. Suitable for roughing
Das makroökonomische Grundmodell
 Univesität Ulm 89069 Ulm Gemany Dipl.-WiWi Sabina Böck Institut fü Witschaftspolitik Fakultät fü Mathematik und Witschaftswissenschaften Ludwig-Ehad-Stiftungspofessu Wintesemeste 2008/2009 Übung 3 Das
Univesität Ulm 89069 Ulm Gemany Dipl.-WiWi Sabina Böck Institut fü Witschaftspolitik Fakultät fü Mathematik und Witschaftswissenschaften Ludwig-Ehad-Stiftungspofessu Wintesemeste 2008/2009 Übung 3 Das
EME05 SERIES EME06 SERIES. V7 Mill STEEL END MILLS
 CABIE X0 V STEEL Special flute geometry and multiple helix eliminate vibrations esigned to machine mild steels, cast irons, tool steels, and low hardened steels up to Hc. Excellent work piece finishes.
CABIE X0 V STEEL Special flute geometry and multiple helix eliminate vibrations esigned to machine mild steels, cast irons, tool steels, and low hardened steels up to Hc. Excellent work piece finishes.
Maße Dimensions [mm] unbeschichtet uncoated. DK 1110 l Ø d s Ø d 1. Passende Trägerwerkzeuge / Suitable Toolholders Trägerwerkzeuge Toolholders
![Maße Dimensions [mm] unbeschichtet uncoated. DK 1110 l Ø d s Ø d 1. Passende Trägerwerkzeuge / Suitable Toolholders Trägerwerkzeuge Toolholders](/thumbs/90/101745055.jpg "Maße Dimensions [mm] unbeschichtet uncoated. DK 1110 l Ø d s Ø d 1. Passende Trägerwerkzeuge / Suitable Toolholders Trägerwerkzeuge Toolholders") Inhaltsverzeichnis Contents Short Hole Drills Seite Page Drehwerkzeuge Short Hole Drills BSP BSP 8.02 Ø 13-22 mm, 3 x D, 4 x D Short Hole Drills BNP BNP 8.03 Ø 23-60 mm, 3 x D, 4 x D Wendeschneidplatten
Inhaltsverzeichnis Contents Short Hole Drills Seite Page Drehwerkzeuge Short Hole Drills BSP BSP 8.02 Ø 13-22 mm, 3 x D, 4 x D Short Hole Drills BNP BNP 8.03 Ø 23-60 mm, 3 x D, 4 x D Wendeschneidplatten
Circular Knitting Machine
 MOD. RR3-Z-R -1s-10 MOD. RR3-Z-R -109-10s MOD. RR3-Z-R J-109-4s/8s MOD. RR3-Z-R Machine Specifications mit stehendem Schlossmantel und rotierendem Zylinder Einsatzgebiete: Diese Maschine wird zur Herstellung
MOD. RR3-Z-R -1s-10 MOD. RR3-Z-R -109-10s MOD. RR3-Z-R J-109-4s/8s MOD. RR3-Z-R Machine Specifications mit stehendem Schlossmantel und rotierendem Zylinder Einsatzgebiete: Diese Maschine wird zur Herstellung
SYSTEM DA SYSTEM DA. System DA. System DA. Die neue Fräsgeneration. The Generation of Milling Tools
 SYSTEM DA SYSTEM DA System DA System DA Die neue Fräsgeneration The Generation of Milling Tools 1 FRÄSEN MESSERKPF CUTTER DAM Schneidkreis-Ø Cutting edge Ø 40/50/63 mm Aufsteckfräser nach DIN 8030-A Arbor
SYSTEM DA SYSTEM DA System DA System DA Die neue Fräsgeneration The Generation of Milling Tools 1 FRÄSEN MESSERKPF CUTTER DAM Schneidkreis-Ø Cutting edge Ø 40/50/63 mm Aufsteckfräser nach DIN 8030-A Arbor
Werkzeuge für den Dentalbereich Tools for the Dental Industry
 Made in Gemany Einsetzba in offenen und geschlossenen CAD/CAM-Pozessketten Applicable in open and closed CAD/CAM pocess chains Wekzeuge fü den Dentalbeeich Tools fo the Dental Industy Das Untenehmen The
Made in Gemany Einsetzba in offenen und geschlossenen CAD/CAM-Pozessketten Applicable in open and closed CAD/CAM pocess chains Wekzeuge fü den Dentalbeeich Tools fo the Dental Industy Das Untenehmen The
CVD - MillCut. ultrahard. cutting materials. MillCut - Schaftfräser mit Innenkühlung Two-Flutes - End Mill
 - - Schaftfäse mit Innenkühlung Two-Flutes - End Mill - Radiusschaftfäse mit Innenkühlung Two-Flutes - Radius End Mill - Kugelfäse mit 200 bis 220 mit Innenkühlung Two-Flutes - Ball End Mill with 200-220
- - Schaftfäse mit Innenkühlung Two-Flutes - End Mill - Radiusschaftfäse mit Innenkühlung Two-Flutes - Radius End Mill - Kugelfäse mit 200 bis 220 mit Innenkühlung Two-Flutes - Ball End Mill with 200-220
Alu-POWER END MILLS. Alu-POWER FRÄSER SELECTION GUIDE. Alu-POWER END MILLS. für ALUMINIUM. 152~155 for ALUMINUM
 lu-powe EN S lu-powe EN S SELECTION GUIE EI CBIE, 2, HELIX for, IMON COTE V, 2 SCHNEIEN, ECHTSSPILE für LUMINIUM, IMNT-BESCHICHTETE 1 EG9 CBIE, 2, HELIX for, TiCN COTE V, 2 SCHNEIEN, ECHTSSPILE für LUMINIUM,
lu-powe EN S lu-powe EN S SELECTION GUIE EI CBIE, 2, HELIX for, IMON COTE V, 2 SCHNEIEN, ECHTSSPILE für LUMINIUM, IMNT-BESCHICHTETE 1 EG9 CBIE, 2, HELIX for, TiCN COTE V, 2 SCHNEIEN, ECHTSSPILE für LUMINIUM,
Werkzeuge für den Dentalbereich Tools for the Dental Industry
 Made in Gemany Einsetzba in offenen und geschlossenen CAD/CAM-Pozessketten Applicable in open and closed CAD/CAM pocess chains Wekzeuge fü den Dentalbeeich Tools fo the Dental Industy EMUGE-FRANKEN, de
Made in Gemany Einsetzba in offenen und geschlossenen CAD/CAM-Pozessketten Applicable in open and closed CAD/CAM pocess chains Wekzeuge fü den Dentalbeeich Tools fo the Dental Industy EMUGE-FRANKEN, de
FRÄSEN: WSP KERAMIK HAUPT-KATALOG 2.16 MILLING: INSERTS CERAMIC MAIN CATALOGUE 2.16
 FRÄSEN: WSP KERAMIK MILLING: INSERTS CERAMIC HAUPT-KATALOG 2.16 MAIN CATALOGUE 2.16 KERAMIK CERAMIC Negative Wendeschneidplatten negative inserts 484 M FRÄSEN MILLING WENDESCHNEIDPLATTEN INSERTS M.2.2
FRÄSEN: WSP KERAMIK MILLING: INSERTS CERAMIC HAUPT-KATALOG 2.16 MAIN CATALOGUE 2.16 KERAMIK CERAMIC Negative Wendeschneidplatten negative inserts 484 M FRÄSEN MILLING WENDESCHNEIDPLATTEN INSERTS M.2.2
V7 Mill STEEL. - Steels in Heavy and Silent Cutting Materials up to HRc40.Designed as Unequal Leads.
 Being the best through innovation V7 FÄSE in Heavy and Silent Cutting Materials up to Hc40.Designed as Unequal Leads. Für Stähle in schwerem und ruhigem Schnitt bis zu Hc40.Ungleiche Teilung SELECTION
Being the best through innovation V7 FÄSE in Heavy and Silent Cutting Materials up to Hc40.Designed as Unequal Leads. Für Stähle in schwerem und ruhigem Schnitt bis zu Hc40.Ungleiche Teilung SELECTION
Drehen. Turning A 90. Allgemeine Drehbearbeitung. General Turning. Coated Carbide. unbeschicht. Hartmetall. Beschichtetes Hartmetall.
 Cemented carbide and cermet Inserts. Hartmetall und WSP WN** Negative Insert Negative WSP Insert Shape Schneid plattenform Finishing Schlichten e Workpiece Material Werkstoffe Ideal Machining Condition
Cemented carbide and cermet Inserts. Hartmetall und WSP WN** Negative Insert Negative WSP Insert Shape Schneid plattenform Finishing Schlichten e Workpiece Material Werkstoffe Ideal Machining Condition
axial-zylinderrollenlager axial cylindrical roller bearings
 www.apb-sevice.com/apb axial-zylindeollenlage axial cylindical olle beaings 811, 812, 893, 894-xx-X axial-zylindeollenlage axial-zylindeollenlage bestehen aus wellenscheibe, gehäusescheibe und einem axial-zylindeollenkanz.
www.apb-sevice.com/apb axial-zylindeollenlage axial cylindical olle beaings 811, 812, 893, 894-xx-X axial-zylindeollenlage axial-zylindeollenlage bestehen aus wellenscheibe, gehäusescheibe und einem axial-zylindeollenkanz.
Wenn Russland kein Gas mehr liefert
 Ergänzen Sie die fehlenden Begriffe aus der Liste. abhängig Abhängigkeit bekommen betroffen bezahlen Gasspeicher Gasverbrauch gering hätte helfen importieren liefert 0:02 Pläne politischen Projekte Prozent
Ergänzen Sie die fehlenden Begriffe aus der Liste. abhängig Abhängigkeit bekommen betroffen bezahlen Gasspeicher Gasverbrauch gering hätte helfen importieren liefert 0:02 Pläne politischen Projekte Prozent
High Positive Geometries
 fo tuning Ideal fo application aeas within: Phamaceutical Automotive Aeospace Measuing equipment Machine building Instument building 11/2012 Geomety desciption High positive - ALU Geomety fo machining
fo tuning Ideal fo application aeas within: Phamaceutical Automotive Aeospace Measuing equipment Machine building Instument building 11/2012 Geomety desciption High positive - ALU Geomety fo machining
Mould Components. Formenbau. Mould Components. Formenbau
 Fomenbau Mould Components Fomenbau Fomenbau Mould Mould Components Fomenbau Mould Components Inhalt / Contents Fomenbau Mould Components. -. Auswefestifte, Fom A nitiet + oxidiet 11.Ø.Länge / length Ejecto
Fomenbau Mould Components Fomenbau Fomenbau Mould Mould Components Fomenbau Mould Components Inhalt / Contents Fomenbau Mould Components. -. Auswefestifte, Fom A nitiet + oxidiet 11.Ø.Länge / length Ejecto
Das Werkzeugsystem im Überblick The Tool System Overview
 simturn E3 > Allgemeine Informationen // General Information E3 SIMTEK Turning Tools Type E3 Das Werkzeugsystem im Überblick The Tool System Overview 3 Schneiden... Präzision. Effizienz. Wirtschaftlichkeit.
simturn E3 > Allgemeine Informationen // General Information E3 SIMTEK Turning Tools Type E3 Das Werkzeugsystem im Überblick The Tool System Overview 3 Schneiden... Präzision. Effizienz. Wirtschaftlichkeit.
UROPA OOL E T UNIMASTER IDX. Universelle Wendeplatten zum Drehen, Fräsen und Bohren
 E T UROPA OOL Universelle Wendeplatten zum Drehen, Fräsen und Bohren Universelle Wendeschneidplatten für das Drehen, Fräsen und Bohren Mit der wurden Wendeplatten entwickelt, welche ein sehr breites Spektrum
E T UROPA OOL Universelle Wendeplatten zum Drehen, Fräsen und Bohren Universelle Wendeschneidplatten für das Drehen, Fräsen und Bohren Mit der wurden Wendeplatten entwickelt, welche ein sehr breites Spektrum
( ) ( ) ( ) 2. Bestimmung der Brennweite. Abbildungsgleichung. f b = + = + b g
 ( ) ( ) 2. Bestimmung der Brennweite. Abbildungsgleichung. f b = + = + b g") 3..00 Volesun - Bestimmun de Bennweite B G F F Aildunsleichun f ; f wid fest ewählt; wid so lane eändet, is Bild schaf auf Mattscheie escheint. ( ) ( ) ( ) ( ) f f. Methode ( ) ( ) f ± Die folenden Folien
3..00 Volesun - Bestimmun de Bennweite B G F F Aildunsleichun f ; f wid fest ewählt; wid so lane eändet, is Bild schaf auf Mattscheie escheint. ( ) ( ) ( ) ( ) f f. Methode ( ) ( ) f ± Die folenden Folien
BMR03. Profilfräser. Profile milling tools B 109. Milling Tools. Fräser BMR G20-S B. Straigth shank Zylinder Schaft
 Milling Fräsen Profile milling tools MR03 Profilfräser Straigth shank Zylinder Schaft A (Ø30-Ø40) A (Ø16-Ø25) Specification of tools Werkzeug eschreibung Dimensions (mm) No. of Stock Abmessungen teeth
Milling Fräsen Profile milling tools MR03 Profilfräser Straigth shank Zylinder Schaft A (Ø30-Ø40) A (Ø16-Ø25) Specification of tools Werkzeug eschreibung Dimensions (mm) No. of Stock Abmessungen teeth
Casttec LC610H, LC620H. Gussbearbeitung Cast machining. www.boehlerit.com
 Casttec, Gussbeabeitung Cast machining www.boehleit.com Gussdehsoten Casttec und Cast ion tuning gades Casttec and Mit de neuen veschleißfesten Casttec (K10) egänzt LMT Boehleit das Pogamm zu zähen Casttec
Casttec, Gussbeabeitung Cast machining www.boehleit.com Gussdehsoten Casttec und Cast ion tuning gades Casttec and Mit de neuen veschleißfesten Casttec (K10) egänzt LMT Boehleit das Pogamm zu zähen Casttec
Qualitätswerkzeuge. Quality Tools. WAB Topline Werkzeuge für den professionellen Einsatz Tools for professional application. Kegelsenker 90 DIN 335 C
 Qualitätswerkzeuge Kegelsenker 90 DIN 335 C HSS, HSS-E, TiN-beschichtet Geschliffene Kegelsenker in absoluter Spitzenqualität zum grat- und ratterfreien Entgraten und Ansenken HSS Flachsenker DIN 373 HSS
Qualitätswerkzeuge Kegelsenker 90 DIN 335 C HSS, HSS-E, TiN-beschichtet Geschliffene Kegelsenker in absoluter Spitzenqualität zum grat- und ratterfreien Entgraten und Ansenken HSS Flachsenker DIN 373 HSS
FlexTurn Multifunktionswerkzeug / Multi-function tool. 1.5xD / 2.25xD
 FlexTurn Multifunktionswerkzeug / Multi-function tool 1.5xD / 2.25xD FlexTurn Multifunktionswerkzeug FlexTurn Multi-function tool iiinnovation ppprecision ppperformance FlexTurn by GOLDBERG Das Multifunktionswerkzeug
FlexTurn Multifunktionswerkzeug / Multi-function tool 1.5xD / 2.25xD FlexTurn Multifunktionswerkzeug FlexTurn Multi-function tool iiinnovation ppprecision ppperformance FlexTurn by GOLDBERG Das Multifunktionswerkzeug
VHM- und PM-HSS-Spiralbohrer
 VHM- und PM-HSS-Spiralbohrer Solid carbide and PM-HSS drills Ausführung - 3 x D - 3 x D für Aluminium - 3 x D für rostfreie Stähle - 3 x D PM-HSS Spiralbohrer - 5 x D - 5 x D für Aluminium - 5 x D für
VHM- und PM-HSS-Spiralbohrer Solid carbide and PM-HSS drills Ausführung - 3 x D - 3 x D für Aluminium - 3 x D für rostfreie Stähle - 3 x D PM-HSS Spiralbohrer - 5 x D - 5 x D für Aluminium - 5 x D für
PRÄZISION. Katalog Catalogue. Präzisionswerkzeuge in Vollhartmetall und Diamant zum Fräsen Precision milling tools in solid carbide and diamond
 PRÄZISION Katalog Catalogue Präzisionswerkzeuge in Vollhartmetall und Diamant zum Fräsen Precision milling tools in solid carbide and diamond 2010/11 M Schaftfräser Vollhartmetall-Hochleistungsfräser für
PRÄZISION Katalog Catalogue Präzisionswerkzeuge in Vollhartmetall und Diamant zum Fräsen Precision milling tools in solid carbide and diamond 2010/11 M Schaftfräser Vollhartmetall-Hochleistungsfräser für
CarMedia. Bedienungsanleitung Instruction manual. AC-Services Albert-Schweitzer-Str.4 68766 Hockenheim www.ac-services.eu info@ac-services.
 CarMedia Bedienungsanleitung Instruction manual AC-Services Albert-Schweitzer-Str.4 68766 Hockenheim www.ac-services.eu info@ac-services.eu DE Inhaltsverzeichnis 1. Allgemeine Hinweise... 3 2. CarMedia...
CarMedia Bedienungsanleitung Instruction manual AC-Services Albert-Schweitzer-Str.4 68766 Hockenheim www.ac-services.eu info@ac-services.eu DE Inhaltsverzeichnis 1. Allgemeine Hinweise... 3 2. CarMedia...
GEA Heat Exchangers An/To: Von/From: Date/Datum. Dirk Graichen 2010. Product Manager BPHE
 An/To: Von/From: Date/Datum Sales Dirk Graichen 2010 Product Manager BPHE 1. Isolierungen FCKW-frei PUR-Halbschalen, schwarz: Insulation: - FCKW-free polyurethane-foam with PS-folia, black GB../GN.. 100,200,220,240,300,400,418,420,500,525,700,
An/To: Von/From: Date/Datum Sales Dirk Graichen 2010 Product Manager BPHE 1. Isolierungen FCKW-frei PUR-Halbschalen, schwarz: Insulation: - FCKW-free polyurethane-foam with PS-folia, black GB../GN.. 100,200,220,240,300,400,418,420,500,525,700,
MAIER. HEAD-Master TOOLS. Präzisionswerkzeuge. GmbH
 Präzisionswerkzeuge MAIER GmbH HEAD-Master R VHM Solid Carbide TOOLS Übersicht und Einsatzempfehlung für Fräswerkzeuge Overview and implementation recommendations for cutting tools Artikel / Article Seite
Präzisionswerkzeuge MAIER GmbH HEAD-Master R VHM Solid Carbide TOOLS Übersicht und Einsatzempfehlung für Fräswerkzeuge Overview and implementation recommendations for cutting tools Artikel / Article Seite
Rohrschieber mit Schließfeder Slide Valve spring loaded
 Rohrschieber mit Schließfeder Slide Valve spring loaded Rohrschieber als automatisches Entlüftungsventil Slide Valve as automatic air relief valve Type: RSF DN: 50 300 (2 12 ) PN: 16 160 (Class 150 900)
Rohrschieber mit Schließfeder Slide Valve spring loaded Rohrschieber als automatisches Entlüftungsventil Slide Valve as automatic air relief valve Type: RSF DN: 50 300 (2 12 ) PN: 16 160 (Class 150 900)
HCG - H orn C atalog G uide
 HCG - H on C atalog G uide AXIALEISTECHE / utaußen-ø Oute goove Ø ARTIKELGRUPPE / PRODUCT LIE 105 110 114 S224 S229 231 31 2 ab / fom 5 mm ab / fom 12 mm ab / fom 14 mm ab / fom 20 mm ab / fom 38 mm ab
HCG - H on C atalog G uide AXIALEISTECHE / utaußen-ø Oute goove Ø ARTIKELGRUPPE / PRODUCT LIE 105 110 114 S224 S229 231 31 2 ab / fom 5 mm ab / fom 12 mm ab / fom 14 mm ab / fom 20 mm ab / fom 38 mm ab
Maschinen-Spindelköpfe nach DIN Machine Spindle Noses to DIN
 Maschinen-Spindelköpfe nach DIN Machine Spindle Noses to DIN DIN 800, mit Gewinde DIN 800, with thread A Tol. mittel A Mean tol. Bg5 Bg5 C Kleinstmaß C Minimum D E F D E F M20 21 30 6,3 10 20 M24 25 36
Maschinen-Spindelköpfe nach DIN Machine Spindle Noses to DIN DIN 800, mit Gewinde DIN 800, with thread A Tol. mittel A Mean tol. Bg5 Bg5 C Kleinstmaß C Minimum D E F D E F M20 21 30 6,3 10 20 M24 25 36
Dichtkegel-Verschraubungen mit 24 -Kegel und O-Ring Viton. Cone Sealing Couplings with 24 -Cone and O-ring Viton
 Dichtkegel-Verschraubungen mit 24 -Kegel und O-Ring Viton Cone Sealing Couplings with 24 -Cone and O-ring Viton 9 DICHTKEEL-VERSCHRAUBUNEN MIT 24 -KEEL UND O-RIN - VITON - DIN EN ISO 8434-1 CONE SEALIN
Dichtkegel-Verschraubungen mit 24 -Kegel und O-Ring Viton Cone Sealing Couplings with 24 -Cone and O-ring Viton 9 DICHTKEEL-VERSCHRAUBUNEN MIT 24 -KEEL UND O-RIN - VITON - DIN EN ISO 8434-1 CONE SEALIN
VHM FRÄSER SOLID CARBIDE MILLS
 VHM FRÄSER SOLID CARBIDE MILLS Economy-Line GUT WIE IMMER - GÜNSTIG WIE NIE GOOD AS ALWAYS - CHEAP AS NEVER BEFORE SUPER NETTOENDPREISE! BEST NET FINAL PRICES! FRÄSER R BEREITS AB 6,50! MILLS STARTING
VHM FRÄSER SOLID CARBIDE MILLS Economy-Line GUT WIE IMMER - GÜNSTIG WIE NIE GOOD AS ALWAYS - CHEAP AS NEVER BEFORE SUPER NETTOENDPREISE! BEST NET FINAL PRICES! FRÄSER R BEREITS AB 6,50! MILLS STARTING
382/383 HOCHLEISTUNGS-SCHEIBENFRÄSER HIGH PERFORMANCE DISC MILLING CUTTER
 HOCHLEISTUNGS-SCHEIBENRÄSER HIGH PERORMANCE DISC MILLING CUTTER 382/383 Scheibenfräser Universelle Schneidengeometrie für Stahl und Leichtmetall 10 positiver Spanwinkel Gute Spanausbringung Hervorragende
HOCHLEISTUNGS-SCHEIBENRÄSER HIGH PERORMANCE DISC MILLING CUTTER 382/383 Scheibenfräser Universelle Schneidengeometrie für Stahl und Leichtmetall 10 positiver Spanwinkel Gute Spanausbringung Hervorragende
VITEO OUTDOORS SLIM WOOD. Essen/Dining
 VITEO SLIM WOOD Essen/Dining Stuhl/Chair Die Emotion eines Innenmöbels wird nach außen transportiert, indem das puristische Material Corian mit dem warmen Material Holz gemischt wird. Es entstehen ein
VITEO SLIM WOOD Essen/Dining Stuhl/Chair Die Emotion eines Innenmöbels wird nach außen transportiert, indem das puristische Material Corian mit dem warmen Material Holz gemischt wird. Es entstehen ein
Catalog ZEBO Praezisionswerkzeuge Hermann Pfisterer GmbH. PO Box 1631 D Bietigheim-Bissingen. Schleifmuehle 7 D Bietigheim-Bissingen
 Catalog 2016 ZEBO Praezisionswerkzeuge Hermann Pfisterer GmbH PO Box 1631 D 74306 Bietigheim-Bissingen Schleifmuehle 7 D 74321 Bietigheim-Bissingen Telefon +49 (0) 7142 / 920050 Telefax +49 (0) 7142 /
Catalog 2016 ZEBO Praezisionswerkzeuge Hermann Pfisterer GmbH PO Box 1631 D 74306 Bietigheim-Bissingen Schleifmuehle 7 D 74321 Bietigheim-Bissingen Telefon +49 (0) 7142 / 920050 Telefax +49 (0) 7142 /
miditech 4merge 4-fach MIDI Merger mit :
 miditech 4merge 4-fach MIDI Merger mit : 4 x MIDI Input Port, 4 LEDs für MIDI In Signale 1 x MIDI Output Port MIDI USB Port, auch für USB Power Adapter Power LED und LOGO LEDs Hochwertiges Aluminium Gehäuse
miditech 4merge 4-fach MIDI Merger mit : 4 x MIDI Input Port, 4 LEDs für MIDI In Signale 1 x MIDI Output Port MIDI USB Port, auch für USB Power Adapter Power LED und LOGO LEDs Hochwertiges Aluminium Gehäuse
SCHLITZFRÄSEN SLOT MILLING M101. ab Schneidkreis-Ø. from cutting edge Ø 80,0 mm width of groove 1,6-4,0 mm
 SHLITZFRÄSEN SLOT MILLING Schlitzfräser Slotting cutter ab Schneidkreis-Ø Nutbreite 80,0 mm 1,6-4,0 mm from cutting edge Ø 80,0 mm width of groove 1,6-4,0 mm 1 SHLITZFRÄSEN SLOT MILLING SHEIBENFRÄSER DIS
SHLITZFRÄSEN SLOT MILLING Schlitzfräser Slotting cutter ab Schneidkreis-Ø Nutbreite 80,0 mm 1,6-4,0 mm from cutting edge Ø 80,0 mm width of groove 1,6-4,0 mm 1 SHLITZFRÄSEN SLOT MILLING SHEIBENFRÄSER DIS
Innovation in der Mikrobearbeitung
 Presseinformation August 2011 / 1. von 3 Seiten Werbung und PR Telefon (0 61 72) 1 06-461 Telefax (0 61 72) 1 06-213 E-Mail s.dillmann@wexo.com Innovation in der Mikrobearbeitung Neuer Mikrobohrer aus
Presseinformation August 2011 / 1. von 3 Seiten Werbung und PR Telefon (0 61 72) 1 06-461 Telefax (0 61 72) 1 06-213 E-Mail s.dillmann@wexo.com Innovation in der Mikrobearbeitung Neuer Mikrobohrer aus
Frässtifte 202 202 202
 Fässtifte 1 Fässtifte Inhaltsvezeichnis Inhalt Seite Allgemeine Infomationen 3 De schnelle Weg zum optimalen Wekzeug 4 Antieb Inhalt Seite HM-Fässtifte fü univeselle Anwendungen (HM = Hatmetall) HM-Fässtifte
Fässtifte 1 Fässtifte Inhaltsvezeichnis Inhalt Seite Allgemeine Infomationen 3 De schnelle Weg zum optimalen Wekzeug 4 Antieb Inhalt Seite HM-Fässtifte fü univeselle Anwendungen (HM = Hatmetall) HM-Fässtifte
382/383 HOCHLEISTUNGS-SCHEIBENFRÄSER HIGH PERFORMANCE DISC MILLING CUTTER
 HOCHLEISTUNGS-SCHEIBENRÄSER HIGH PERORMANCE DISC MILLING CUTTER 382/383 Universelle Schneidengeometrie für Stahl und Leichtmetall 10 positiver Spanwinkel Gute Spanausbringung Hervorragende Schnittleistung
HOCHLEISTUNGS-SCHEIBENRÄSER HIGH PERORMANCE DISC MILLING CUTTER 382/383 Universelle Schneidengeometrie für Stahl und Leichtmetall 10 positiver Spanwinkel Gute Spanausbringung Hervorragende Schnittleistung
Cutting Data for groove milling cutters RGOA and RGOU Schnittdaten für Nutenfräser Typ RGOA und RGOU Skärdata för spårfräsar typ RGOA och RGOU
 Cutting Data for groove milling cutters RGOA and RGOU Schnittdaten für Nutenfräser Typ RGOA und RGOU Särdata för spårfräsar typ RGOA och RGOU f z = Feed per tooth, mm/tooth D = Milling cutter diameter,
Cutting Data for groove milling cutters RGOA and RGOU Schnittdaten für Nutenfräser Typ RGOA und RGOU Särdata för spårfräsar typ RGOA och RGOU f z = Feed per tooth, mm/tooth D = Milling cutter diameter,
Produktinformation 201407_182PNdeen
 Produktinformation 201407_182PNdeen Deutsch Seite 1-2 English page 3 4 Produkt Information POWER LIFT HL 2.35 NT DT Fahrzeuge und Transporter werden immer schwerer, von der Automobilindustrie und den Autohäusern
Produktinformation 201407_182PNdeen Deutsch Seite 1-2 English page 3 4 Produkt Information POWER LIFT HL 2.35 NT DT Fahrzeuge und Transporter werden immer schwerer, von der Automobilindustrie und den Autohäusern
Neue Fräsgeneration System DA
 Neue Fräsgeneration System DA New generation of Milling Tools System DA 1 TAUCHFRÄSEN PUNGE MIING FRÄSERSCHAFT Typ MIING SHANK Type DAM31/DAM32 Schneidkreis-Ø Cutting edge Ø 32/25/20/16 mm Schaftmaterial:
Neue Fräsgeneration System DA New generation of Milling Tools System DA 1 TAUCHFRÄSEN PUNGE MIING FRÄSERSCHAFT Typ MIING SHANK Type DAM31/DAM32 Schneidkreis-Ø Cutting edge Ø 32/25/20/16 mm Schaftmaterial:
Dokumentation. Schnellentlüftungsventile - Typ SE..., SV..., SE... ESG, SE... K ES -
 Dokumentation - Typ SE..., SV..., SE... ESG, SE... K ES - Stand: 03/2014 Dokumentation 1. Inhalt 1. Inhaltsverzeichnis....................................................................................................
Dokumentation - Typ SE..., SV..., SE... ESG, SE... K ES - Stand: 03/2014 Dokumentation 1. Inhalt 1. Inhaltsverzeichnis....................................................................................................
Die MK-Tools-Service GmbH wurde 2001 von Helmut Miller und
 2013/2014 Die MK-Tools-Service GmbH wurde 2001 von Helmut Miller und Stephan Kinateder als Nachschärfbetrieb für Vollhartmetall- Werkzeuge gegründet. Durch konsequenten Einsatz neuster Technologie konnten
2013/2014 Die MK-Tools-Service GmbH wurde 2001 von Helmut Miller und Stephan Kinateder als Nachschärfbetrieb für Vollhartmetall- Werkzeuge gegründet. Durch konsequenten Einsatz neuster Technologie konnten
Frästechnik. Germany. Zirkonoxid. PMMA / PEEK / Wachs. Kobalt-Chrom / Titan. Glaskeramik / e.max
 Fästechnik Milling Technology ikonoxid iconium oxide PMMA / PEEK / Wachs PMMA / PEEK / Wax Kobalt-Chom / Titan Cobalt-chome / Titanium Glaskeamik / e.max Glass ceamic / e.max Einsetzba in offenen und geschlossenen
Fästechnik Milling Technology ikonoxid iconium oxide PMMA / PEEK / Wachs PMMA / PEEK / Wax Kobalt-Chom / Titan Cobalt-chome / Titanium Glaskeamik / e.max Glass ceamic / e.max Einsetzba in offenen und geschlossenen
336 Wannenstiftleisten RM 1,27mm, gerade/gewinkelt Box Headers, 1.27mm Pitch, Straight/Right-Angled
 Technische Daten / Technical Data Isolierkörper Thermoplastischer Kunststoff, nach UL94 V-0 Insulator Thermoplastic, rated UL94 V-0 Kontaktmaterial Messing Contact Material Brass Kontaktoberfläche Vergoldet
Technische Daten / Technical Data Isolierkörper Thermoplastischer Kunststoff, nach UL94 V-0 Insulator Thermoplastic, rated UL94 V-0 Kontaktmaterial Messing Contact Material Brass Kontaktoberfläche Vergoldet
Aufbohrer Kegelsenker. Core Drills Countersinks
 Aufbohrer Kegelsenker Core Drills Countersinks 633 634 Aufbohrer Kegelsenker Core Drills Countersinks Zeichenerklärung Key to symbols SCHEIDSTOFF / TOOL MATERIAL VHM VHM / Feinstkorn Solid carbide / Micro
Aufbohrer Kegelsenker Core Drills Countersinks 633 634 Aufbohrer Kegelsenker Core Drills Countersinks Zeichenerklärung Key to symbols SCHEIDSTOFF / TOOL MATERIAL VHM VHM / Feinstkorn Solid carbide / Micro
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie
 Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau SPEEDFÄSE TOUSFÄSE KUGELFÄSE INOCkwell Hochpräzisionskugelfräser
Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau und die Dentalindustrie Vollhartmetall-Werkzeuge für den Werkzeug- und Formenbau SPEEDFÄSE TOUSFÄSE KUGELFÄSE INOCkwell Hochpräzisionskugelfräser
Spiralkegelgetriebe in Edelstahlausführung VA Spiral bevel gearboxes in stainless steel VA
 Spialkegelgetiebe in Edelstahlausfühung VA Spial bevel geaboxes in stainless steel VA Übesetzungen von / atios i = n1 :n2 = 1:1 bis/up to 3:1 Weitee Übesetzungen auf Anfage/ please enquie fo altenative
Spialkegelgetiebe in Edelstahlausfühung VA Spial bevel geaboxes in stainless steel VA Übesetzungen von / atios i = n1 :n2 = 1:1 bis/up to 3:1 Weitee Übesetzungen auf Anfage/ please enquie fo altenative
4 NEW COATINGS FOR TWEEZERS
 Auszug aus unsere Preisliste - Seite 1 4 NEW COATINGS FOR TWEEZERS HTC Suffix -HTC High temperature Coating Resistance up to 620 C / 1150 BLACK EPOXY Suffix -EX Epoxy Coating 5 Mil. TEFLON Suffix -TE Temperature
Auszug aus unsere Preisliste - Seite 1 4 NEW COATINGS FOR TWEEZERS HTC Suffix -HTC High temperature Coating Resistance up to 620 C / 1150 BLACK EPOXY Suffix -EX Epoxy Coating 5 Mil. TEFLON Suffix -TE Temperature
Turning. Drehen A 88. Allgemeine Drehbearbeitung. General Turning. Coated Carbide. Beschichtetes Hartmetall. unbeschicht. Hartmetall.
 Cemented carbide and cermet Inserts. Hartmetall und WSP VN** Negative Insert Negative WSP Insert Shape Schneid plattenform e Workpiece Material Werkstoffe Ideal Machining Condition Normal Machining Condition
Cemented carbide and cermet Inserts. Hartmetall und WSP VN** Negative Insert Negative WSP Insert Shape Schneid plattenform e Workpiece Material Werkstoffe Ideal Machining Condition Normal Machining Condition
Ausgleichshalter / Compensation Holder
 usgleichshalter / Compensation Holder usgleichshalter Produkt-Eigenschaften: usgleichshalter für HSK und SK Für Werkzeuge mit Weldon Spanfläche Produkt-Vorteile: Korrektur von Rundlauffehler und chsfehler
usgleichshalter / Compensation Holder usgleichshalter Produkt-Eigenschaften: usgleichshalter für HSK und SK Für Werkzeuge mit Weldon Spanfläche Produkt-Vorteile: Korrektur von Rundlauffehler und chsfehler
MAIER. HEAD-Master. Trochoidales Fräsen Trochoidal milling. Präzisionswerkzeuge. GmbH
 Präzisionswerkzeuge MAIER GmbH HEAD-Master R VHM Solid Carbide Trochoidales Fräsen Trochoidal milling Trochoidal Performance Cutting: mit speziellen Geometrien und optimal generierten Fräsbahnen erreichen
Präzisionswerkzeuge MAIER GmbH HEAD-Master R VHM Solid Carbide Trochoidales Fräsen Trochoidal milling Trochoidal Performance Cutting: mit speziellen Geometrien und optimal generierten Fräsbahnen erreichen
Zertifiziert nach DIN EN ISO 9001 siczert Zertifizierungen GmbH. Kegelsenker-Programm
 ertifiziert nach DN EN SO 9001 sicert ertifizierungen GmbH Kegelsenker-Programm Von-Miller-Str. 1 Telefon: +49(0) 9401-5978-0 Telefax: +49(0) 9401-5978-29 9092 Barbing/Unterheising E-Mail: info@eichinger-stelzl.de
ertifiziert nach DN EN SO 9001 sicert ertifizierungen GmbH Kegelsenker-Programm Von-Miller-Str. 1 Telefon: +49(0) 9401-5978-0 Telefax: +49(0) 9401-5978-29 9092 Barbing/Unterheising E-Mail: info@eichinger-stelzl.de
EINSTECHEN ABSTECHEN PARTING OFF NUTFRÄSEN GROOVE MILLING NUTSTOSSEN BROACHING KOPIERFRÄSEN PROFILE MILLING BOHREN DRILLING REIBEN REAMING GROOVING
 EINSTECHEN GROOVING ABSTECHEN PARTING OFF NUTFRÄSEN GROOVE MILLING NUTSTOSSEN BROACHING KOPIERFRÄSEN PROFILE MILLING BOHREN DRILLING REIBEN REAMING KOPIERFRÄSEN COPY MILLING SCHNEIDKOPF CUTTING INSERT
EINSTECHEN GROOVING ABSTECHEN PARTING OFF NUTFRÄSEN GROOVE MILLING NUTSTOSSEN BROACHING KOPIERFRÄSEN PROFILE MILLING BOHREN DRILLING REIBEN REAMING KOPIERFRÄSEN COPY MILLING SCHNEIDKOPF CUTTING INSERT
i-xmill CARBIDE INSERT & HOLDER -Available for General Steels and for Hardened Steels up to HRc70
 INSERT & HOLDER Being the best through innovation -Available for General and for Hardened up to HRc70 -Lieferbar für normale und gehärtete Stähle bis HRc70 SELECTION GUIDE ITEM MODEL DESCRIPTION PAGE XMBA
INSERT & HOLDER Being the best through innovation -Available for General and for Hardened up to HRc70 -Lieferbar für normale und gehärtete Stähle bis HRc70 SELECTION GUIDE ITEM MODEL DESCRIPTION PAGE XMBA
1204 V-Nut- und Schriftenfräser HW / Z2 HW Z2 V-Groove and Engraving Cutter TC / Two Flutes
 V-Nut- und Schriftenfräser HW / Z2 HW Z2 V-Groove and Engraving Cutter TC / Two Flutes V-Nut- und Schriftenfräser zum Einsatz auf hochtourigen Oberfräsmaschinen. Zum Fräsen von V-Nuten und Ziernuten, ebenso
V-Nut- und Schriftenfräser HW / Z2 HW Z2 V-Groove and Engraving Cutter TC / Two Flutes V-Nut- und Schriftenfräser zum Einsatz auf hochtourigen Oberfräsmaschinen. Zum Fräsen von V-Nuten und Ziernuten, ebenso
STALE. Werkzeugmaschinen. GmbH. Werkzeughalter & Spannzangen Toolholders & Collets. made in europe. www.stalex.de
 STALE Werkzeugmaschinen GmbH Werkzeughalter & Spannzangen Toolholders & Collets made in europe www.stalex.de Inhalt Content Werkzeughalter Toolholders Seiten Pages ER Zangen Aufnahmen 5-7 ER Collet Chucks
STALE Werkzeugmaschinen GmbH Werkzeughalter & Spannzangen Toolholders & Collets made in europe www.stalex.de Inhalt Content Werkzeughalter Toolholders Seiten Pages ER Zangen Aufnahmen 5-7 ER Collet Chucks
Klausur BWL V Investition und Finanzierung (70172)
") Klausur BWL V Investition und Finanzierung (70172) Prof. Dr. Daniel Rösch am 13. Juli 2009, 13.00-14.00 Name, Vorname Anmerkungen: 1. Bei den Rechenaufgaben ist die allgemeine Formel zur Berechnung der
Klausur BWL V Investition und Finanzierung (70172) Prof. Dr. Daniel Rösch am 13. Juli 2009, 13.00-14.00 Name, Vorname Anmerkungen: 1. Bei den Rechenaufgaben ist die allgemeine Formel zur Berechnung der